ПЕРЕКРЕСТНЫЕ ССЫЛКИ НА РОДСТВЕННЫЕ ЗАЯВКИ
Настоящая заявка на патент/патент испрашивает приоритет согласно предварительной заявке на получение патента США с № 61/418042, поданной 30 ноября 2010 года и озаглавленной «ЭЛЕКТРИЧЕСКАЯ ПЕЧЬ ДЛЯ ПОЛУЧЕНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА, ВЫПОЛНЕННАЯ С ВОЗМОЖНОСТЬЮ РЕЦИКЛИНГА МАТЕРИАЛА», содержание которой полностью включено в настоящее описание посредством этой ссылки.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится в целом к процессу плавки или подобному, с помощью которого производят расплавленный металл из оксида металла, после того как металлооксидные агломераты подвергаются прямому восстановлению и плавятся с углеродистым материалом в электронагревательных и плавильных печах. Более конкретно, настоящее изобретение относится к электрической печи для получения расплавленного металла, которая имеет возможность рециклинга материала, в особенности, возможность рециклинга материала без остановки технологического процесса.
ПРЕДПОСЫЛКИ К ИЗОБРЕТЕНИЮ
Были предложены новые процессы изготовления железа и других металлов, чтобы заменить обычные процессы плавки и доменного восстановления. Эти новые процессы изготовления железа и других металлов включают в себя предварительное восстановление металлооксидных агломератов с углеродистым материалом в печи с вращающимся подом (кольцевой печи) с образованием восстановленных агломератов, и затем плавление восстановленных агломератов в дуговой печи или дуговой печи с погруженной дугой. См., например, WO/2000/513411, WO/2001/515138, WO/2001/525487 и WO/2003/105415.
Однако в процессах, которые используют дуговую печь как плавильную печь, металлизация восстановленных агломератов должна поддерживаться на высоком уровне и соотношение для мелких фракций должно поддерживаться на низком уровне для обеспечения высокой эффективности плавления, огнеупорного покрытия, подавления избыточного образования пенистого шлака и подобного. Таким образом, используя эти процессы, было трудно повысить производительность кольцевой печи, поддерживая более высокие уровни металлизации и более низкие уровни соотношения для мелких фракций. К тому же, сооружение, связанное с этими процессами является непременно большим.
Напротив, в процессах, которые используют дуговую печь с погруженной дугой как плавильную печь, восстановленные агломераты образуют слои, и повреждение огнеупора и избыточное образование пенистого шлака являются менее проблематичными. К тому же, есть меньшие ограничения по металлизации и уровням содержания мелких фракций, и конструкция, соотнесенная с этими процессами, может быть значительно меньше. Однако в процессах, которые используют дуговую печь с погруженной дугой как плавильную печь, трудно эффективно использовать химическую энергию СО-газа, генерированного на этапе восстановления, остающегося в восстановленных агломератах. Таким образом, производительность не может быть достаточно увеличена и не могут быть достаточно снижены эксплуатационные расходы.
В процессах, которые используют дуговую печь с погруженной дугой как плавильную печь, возможно пропускать этап предварительного восстановления в кольцевой печи и загружать невосстановленные металлооксидные агломераты с углеродистым материалом прямо в дуговую печь с погруженной дугой, так что этап предварительного восстановления и этап плавления осуществляют в той же печи. Однако если металлооксидные агломераты и углеродистый материал содержат летучие металлические элементы вдобавок к нелетучим металлическим элементам, которые образуют расплавленный металл (т.е. когда используется железная пыль или подобное в качестве металлооксидного сырьевого материала), летучие металлические элементы, возгоняющиеся и удаляемые из восстановленных агломератов в нижней области печи, повторно конденсируются в низкотемпературной зоне в верхней области печи и распространяются в печи путем налипания на восстановленные агломераты и/или образующиеся нарастания на стенках печи. Таким образом, возможно, что летучие металлические элементы не могут эффективно удаляться из отходящего газа. Кроме того, не опускающиеся восстановленные агломераты могут вызывать эксплуатационные проблемы.
Соответственно, в этих процессах, как правило, используются два этапа (этап предварительного восстановления с использованием кольцевой печи и этап плавления с использованием дуговой печи или дуговой печи с погруженной дугой). Эти процессы требуют конструкций и оборудования для перемещения восстановленных агломератов из кольцевой печи в плавильную печь, а также две технологические линии для отходящих газов, то есть одну для кольцевой печи и одну для плавильной печи. Таким образом, стоимость конструкции и оборудования является высокой, тепловые потери являются высокими, а общее потребление энергии системой не может быть в достаточной мере сведено к минимуму.
В результате, способ получения расплавленного металла, использующий неподвижную, неповоротную электропечь, предложили в WO/2009/280910. Этот способ включает в себя использование загрузочного желоба для сырьевого материала, который обеспечивают на одном конце печи по ширине, который соединен с внутренней частью печи через ее верхнюю часть, электронагревателя, который нагревает нижнюю часть печи и расположен напротив загрузочного желоба для сырьевого материала по ширине, и горелки дожигания, расположенной в верхней части печи между двумя концами печи по ширине. Способ включает в себя образование слоя сырьевого материала путем загрузки заданного количества углеродистого материала и/или металлооксидных агломератов с углеродистым материалом, содержащих нелетучие металлические элементы, которые образуют расплавленный металл в печи, используя загрузочный желоб для сырьевого материала с наклоненной вниз поверхностью, тянущейся от одного конца печи до другого, затем образование слоя агломератов на наклоненной вниз поверхности путем загрузки заданного количества металлооксидных агломератов с углеродистым материалом внутрь печи, используя загрузочный желоб для сырьевого материала, затем образование в печи слоя расплавленного металла и слоя расплавленного шлака путем нагревания нижнего конца слоя агломератов электронагревателем, позволяя этому слою при плавлении спускаться по наклоненной вниз поверхности по направлению к нижнему концу печи, и одновременно восстановление слоя агломератов под действием теплового излучения от дожигания с помощью вдувания кислородсодержащего газа в печь для сжигания СО-содержащего газа, генерированного слоем агломератов.
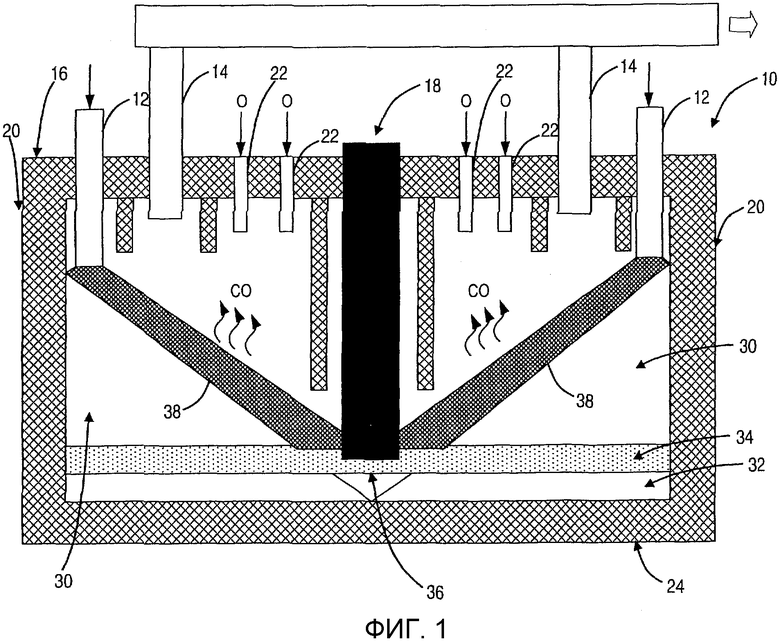
Эта неподвижная, неповоротная электропечь иллюстрируется на фиг.1. Печь 10 представляет собой дуговую печь, которая имеет в поперечном сечении по существу прямоугольную форму, например. Загрузочные желоба 12 и газоотводные каналы 14 соединены с верхней стенкой 16 печи 10 или проходят через нее. Электроды 18, которые работают как нагреватели, вставлены сквозь верхнюю стенку 16 печи 10. Загрузочные желоба 12 для сырьевого материала обеспечены смежными с обеими боковыми стенками 20 печи 10, например, с электродами 18, обеспеченными близко к центральной линии печи 10. Многочисленные загрузочные желоба 12 для сырьевого материала и электроды 18 могут размещаться с промежутками по длине печи 10. Горелки 22 дожигания также вставлены сквозь верхнюю стенку 16 печи 10. Многочисленные газоотводные каналы 14 и горелки 22 дожигания могут размещаться с промежутками по длине печи 10. Предпочтительно, газоотводные каналы 14 располагают ближе к загрузочным желобам 12 для сырьевого материала, чем электроды 18, для того чтобы предотвратить течения по направлению к электродам 18 окисленного отходящего газа, полученного после дожигания, таким образом, уменьшая повреждение электродов 18.
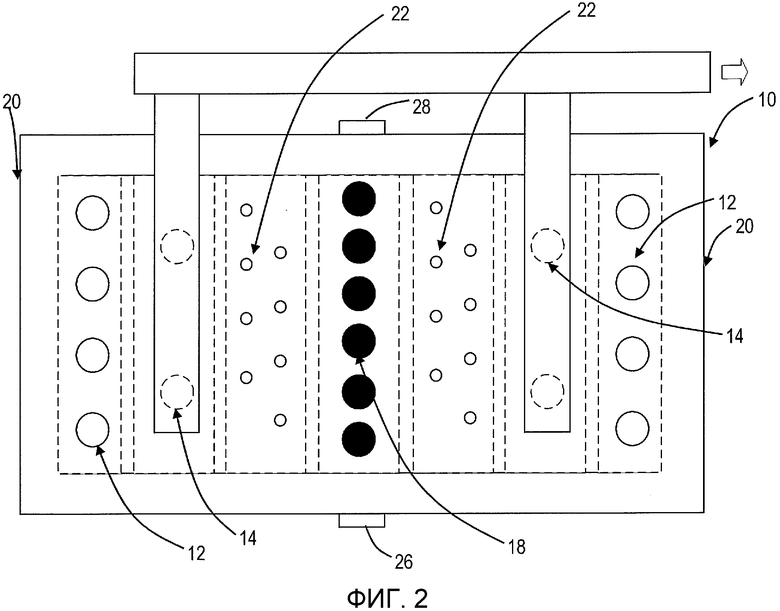
Обращаясь к фиг.2, в боковых стенках 20/нижней стенке 24 печи 10 близко от центральной линии и на расстоянии от загрузочных желобов 12 для сырьевого материала (на расстоянии от постелей 30 сырьевого материала (фиг.1)), обеспечены выпускное отверстие 26 для металла и выпускное отверстие 28 для шлака, чтобы облегчить слив расплавленного металла 32 (фиг.1) и расплавленного шлака 34 (фиг.1). Электроды 18 являются предпочтительно электродами трехфазного тока, который имеет желательный тепловой коэффициент полезного действия, как обычно применяют в дуговых электрических печах для производства стали. Например, может использоваться ряд из шести электродов 18, состоящий из трех пар электродов 18, каждая - на одну фазу. Часть-наконечник 36 (фиг.1) каждого электрода 18 предпочтительно погружена в агломератные слои 38 (фиг.1), расположенные на постелях 30 сырьевого материала, или погружены в расплавленный шлак 34, пока проводится процесс плавления. В результате, плавление может быть ускорено с помощью теплового излучения и омического нагрева, и может быть сведено к минимуму повреждение внутренних поверхностей печи 10, которые не защищены постелями 30 сырьевого материала.
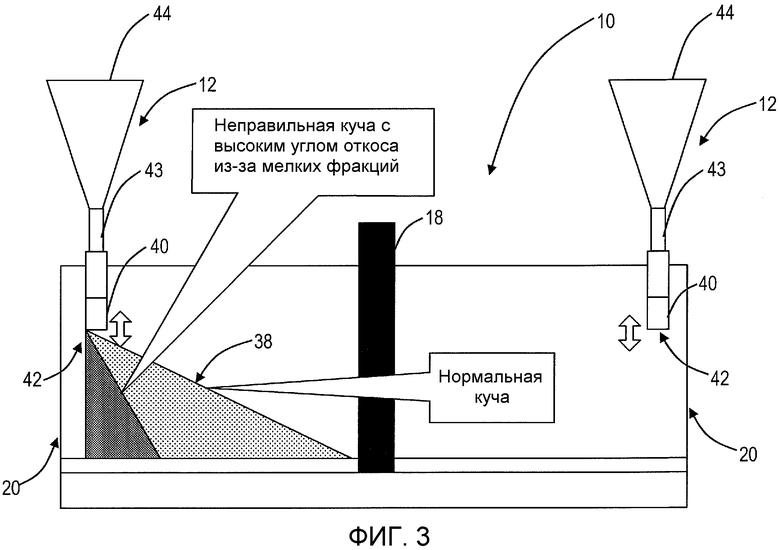
Обращаясь к фиг.3, в процессе работы необходимо регулировать поток материала и положение области плавления в печи 10. Таким образом, загрузочные желоба 12 для сырьевого материала оснащаются наружными желобами 40, включающими в себя питающие каналы 42, которые могут выдвигаться или по-другому устанавливаться вертикально. Каждый загрузочный желоб 12 для сырьевого материала включает в себя бункер 44 для хранения сырьевого материала, внутренний желоб 43, соединенный с бункером 44, и наружный желоб 40, который может выдвигаться или по-другому устанавливаться вертикально на внутреннем желобе 43. Нижняя часть агломератного слоя 38 может устанавливаться так, чтобы находиться в желательном положении, с помощью передвижения наружных желобов 40 и питающих каналов 42 в вертикальном направлении в зависимости от угла откоса агломератного слоя 38.
Одной проблемой, которая может иметь место, является то, что мелкие фракции могут скапливаться в печи 10. Мелкие фракции поступают в печь 10 с загружаемым материалом и/или генерируются в печи 10 из-за движения слоя, термических напряжений и подобного. Эти мелкие фракции сегрегируются в печи 10 и повышают угол откоса агломератного слоя 38. Если мелкие фракции не удаляются, то тогда не может поддерживаться непрерывная работа печи 10 в течение слишком длительных периодов времени из-за изменений угла откоса и нестабильного потока материала. Регулирование высоты пневмоподдержки, как описано выше, не может применяться к удовлетворительному положению и контролю агломератного слоя 38, если избыток мелких фракций скопился в печи 10. Таким образом, предложили дополнительные методы, как обходиться с мелкими фракциями, такие как: сотрясение агломератного слоя 38 с использованием молотка или подобного, использование воздушных потоков или использование других средств для корректирования и регулирования разрушений потока материала. Еще раз, непрерывная работа неизбежно ограничивается, если периодически не устранять проблему с мелкими фракциями и/или удалять их. Для того чтобы удалить мелкие фракции, эксплуатация печи 10 должна быть прекращена и должны быть открыты верхняя стенка 16 (фиг.1) или боковые стенки 20 печи 10. Эта операция является трудной, так как печь 10 горячая и материал может легко окисляться.
Таким образом, тем, что по-прежнему необходимо в области техники, является электрическая печь для получения расплавленного металла, которая имеет возможность рециклинга материала, в особенности, возможность рециклинга материала без остановки технологического процесса, так что мелкие фракции или другой материал могут удаляться периодически из печи без ее выключения на длительные периоды, чтобы обеспечить охлаждение и подобное.
КРАТКАЯ СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В различных примерных вариантах осуществления настоящее изобретение предлагает электрическую печь для получения расплавленного металла, которая имеет возможность рециклинга материала, в особенности, возможность рециклинга материала без остановки технологического процесса, так что мелкие фракции или другой материал можно удалять периодически из печи без ее выключения на длительные периоды, чтобы обеспечить охлаждение и подобное.
В одном примерном варианте осуществления настоящее изобретение предлагает способ получения расплавленного металла из сырьевого материала, содержащего металлооксидные агломераты, путем восстановления и плавления в печи, включающий в себя: селективное удаление порции сырьевого материала из печи через одно или более отверстий, расположенных в ее нижней части, так что сырьевой материал постели или слоя имеет заданные характеристики по прошествии длительного времени. Одно или более отверстий соединены с одним или более бункерами. Способ также включает в себя возврат в производство порции сырьевого материала, удаленного из печи, обратно в печь как часть постели сырьевого материала или слоя. Альтернативно, способ включает в себя возврат в производство порции сырьевого материала из печи обратно в печь как часть добавочной постели сырьевого материала или слоя. Необязательно способ включает в себя добавление присадки к возвращаемому материалу перед его повторным вводом в печь. Предпочтительно, печь включает в себя множество загрузочных желобов для сырьевого материала, множество газоотводных каналов и множество электродов, выступающих сквозь верхнюю крышку печи с разгрузочными желобами для сырьевого материала, расположенными смежными с боковыми стенками печи и электродами, расположенными на или вблизи центральной линии печи. Верхняя стенка печи имеет ступенчатую конфигурацию, содержащую множество по существу горизонтальных ступеней и множество по существу вертикальных подъемов ступеней. Верхняя стенка печи включает в себя множество горелок дожигания, выступающих сквозь выбранные по существу вертикальные подъемы ступеней по существу в горизонтальной конфигурации. Альтернативно, верхняя стенка печи включает в себя множество горелок дожигания, выступающих сквозь выбранные по существу горизонтальные ступени по существу в вертикальной конфигурации. Необязательно селективное удаление проводят, пока печь работает.
В другом примерном варианте осуществления настоящее изобретение предлагает печь для восстановления и плавления для получения расплавленного металла из сырьевого материала, содержащего металлооксидные агломераты, включающая в себя одно или более отверстий, расположенных в нижней части печи для селективного удаления порции сырьевого материала из печи, так что постель сырьевого материала или прослойка имеет заданные характеристики по прошествии длительного времени. Одно или более отверстий соединяются с одним или более бункерами. Печь также включает в себя средства для возврата в производство порции сырьевого материала, удаленного из печи, обратно в печь как часть постели сырьевого материала или слоя. Альтернативно, печь включает в себя средства для возврата в производство порции сырьевого материала, удаленной из печи, обратно в печь как часть дополнительной постели сырьевого материала или слоя. Необязательно, печь включает в себя средства для добавления присадки к возвращаемому материалу прежде повторного введения в печь. Печь дополнительно включает в себя множество загрузочных желобов для сырьевого материала, множество газоотводных каналов и множество электродов, выступающих сквозь верхнюю крышку печи с разгрузочными желобами для сырьевого материала, расположенными смежными с боковыми стенками печи и электродами, расположенными на или вблизи центральной линии печи. Верхняя стенка печи имеет ступенчатую конфигурацию, содержащую множество по существу горизонтальных ступеней и множество по существу вертикальных подъемов ступеней. Верхняя стенка печи включает в себя множество горелок дожигания, выступающих сквозь выбранные по существу вертикальные подъемы ступеней по существу в горизонтальной конфигурации. Альтернативно, верхняя стенка печи включает в себя множество горелок дожигания, выступающих сквозь выбранные по существу горизонтальные ступени по существу в вертикальной конфигурации. Необязательно селективное удаление проводят, пока печь работает.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение проиллюстрировано и описано далее со ссылкой на различные чертежи, в которых аналогичные номера позиций используются, чтобы обозначить при необходимости аналогичные компоненты системы/этапы способа, причем:
фиг.1 представляет собой принципиальную схему (вид сбоку), иллюстрирующую один показательный вариант осуществления неподвижной, ненаклонной электрической печи для получения расплавленного металла из металлооксидных агломератов и углеродистых материалов, причем печь включает в себя и зону предварительного восстановления, и зону плавления в унифицированном узле;
фиг.2 представляет собой другую принципиальную схему (вид сверху), иллюстрирующую неподвижную, ненаклонную электрическую печь из фиг.1;
фиг.3 представляет собой принципиальную схему (вид сбоку), иллюстрирующую неподвижную, ненаклонную электрическую печь из фиг.1 и 2, причем фиг.3 иллюстрирует проблему, связанную со скоплением мелких фракций в печи во время непрерывной работы;
фиг.4 представляет собой принципиальную схему (вид сбоку), иллюстрирующую один показательный вариант воплощения неподвижной, ненаклонной электрической печи по настоящему изобретению; и
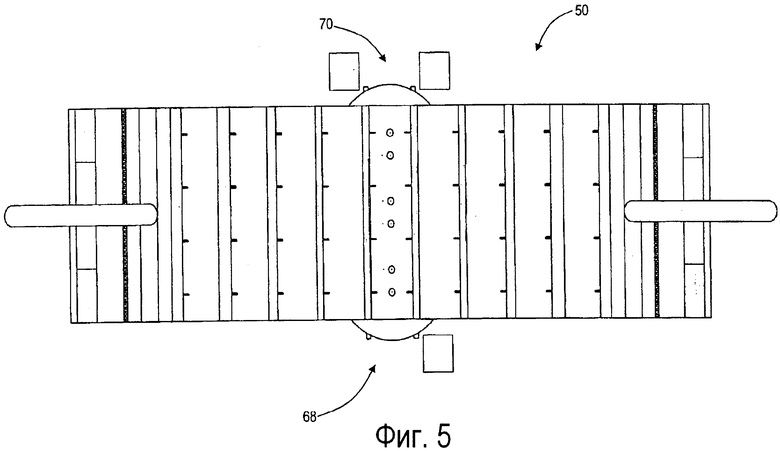
фиг.5 представляет собой другую принципиальную схему (вид сверху), иллюстрирующую один вариант воплощения неподвижной, ненаклонной электрической печи по настоящему изобретению.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Способ из настоящего изобретения включает в себя использование загрузочного желоба для сырьевого материала, который обеспечивается на одном конце печи по ширине, который соединен с внутренней частью печи посредством ее верхней части, электронагревателя, который нагревает нижнюю часть печи и размещен напротив загрузочного желоба для сырьевого материала по ширине, и горелки для дожигания, расположенной в верхней части печи между двумя концами по ширине. Способ включает в себя образование слоя сырьевого материала путем загрузки заданного количества углеродистого материала и/или металлооксидных агломератов с углеродистым материалом, содержащего нелетучие металлические элементы, которые образуют расплавленный металл в печи, используя загрузочный желоб для сырьевого материала с наклоненной вниз поверхностью, направленного от одного конца печи к другому, затем образование агломератного слоя на наклоненной вниз поверхности путем загрузки заданного количества металлооксидных агломератов с углеродистыми материалами в печь, используя загрузочный желоб для сырьевого материала, затем образование слоя расплавленного металла и слоя расплавленного шлака в печи путем нагревания нижнего конца агломератного слоя с помощью электрического нагревателя, давая возможность агломератному слою спускаться по наклоненной вниз поверхности по направлению к нижнему концу печи путем плавления и одновременно термического восстановления агломератного слоя с помощью теплового излучения от дожигания с помощью вдувания кислородсодержащего газа внутрь печи для сгорания СО-содержащего газа, генерированного агломератным слоем. Способ также включает в себя разрешение некоторому количеству мелких фракций периодически проходить через разгрузочные бункеры, размещенные в различных положениях вдоль нижней части печи ниже слоев сырьевого материала и агломерата. Способ улучшают выполнением ступенчатой верхней части печи, сквозь которую располагаются горелки дожигания.
Эта неподвижная, ненаклонная электрическая печь проиллюстрирована на фиг.4. Печь 50 является дуговой электрической печью, которая имеет в поперечном сечении по существу прямоугольную форму сверху вниз, например. Загрузочные желоба 12 для сырьевого материала и газоотводные каналы 14 соединены с/через верхней стенкой 52 печи 50. Электроды 18, которые функционируют как нагреватели, вставляются сквозь верхнюю стенку 52 печи 50. Предпочтительно, эти электроды 18 присоединяются, каждый, к устройству 54 для подъема электродов, которое применяется для введения электродов 18/извлечения электродов 18 из внутренней части печи 50. Загрузочные желоба 12 для сырьевого материала размещаются вблизи с обеими боковыми стенками 56 печи 50, с электродами 18, обеспеченными вблизи центральной линии печи 50. Многочисленные загрузочные желоба 12 для сырьевого материала и электроды могут быть размещены с промежутками по длине печи 50, как и прежде. Горелки 22 дожигания также вставляются сквозь верхнюю стенку 52 печи 50. Многочисленные газоотводные каналы 14 и горелки 22 дожигания могут размещаться с промежутками по длине печи 50. Предпочтительно, газоотводные каналы 14 располагают ближе к загрузочным желобам 12 для сырьевого материала, чем электроды 18, для того чтобы предотвратить течение по направлению к электродам 18 окисленного отходящего газа, полученного после дожигания, таким образом уменьшая повреждение электродов 18.
Как иллюстрируется на фиг.4, верхняя стенка 52 печи 50 предпочтительно имеет ступенчатую конфигурацию или другие уклоны от загрузочных желобов 12 для сырьевых материалов к электродам 18 по обе стороны. Каждая ступень этой ступенчатой конфигурации включает в себя по существу горизонтальную ступень 58 и по существу вертикальный подъем 60 ступени. Горелки 22 дожигания проходят сквозь по существу вертикальные подъемы 60 ступеней в по существу горизонтальной конфигурации, так что кислородсодержащий газ эффективно инжектируется вблизи агломератных слоев 38. Следует отметить, что горелки 22 дожигания могли также располагаться сквозь по существу горизонтальные ступени 58 по существу в вертикальной конфигурации.
По вышесказанному, в боковых стенках 62/нижней стенке 64 (днище) печи 50, вблизи к центральной линии и на расстоянии от загрузочных желобов 12 для сырьевого материала (т.е. на расстоянии от постелей 66 сырьевого материала) обеспечивают выпускное отверстие 68 для металла и выпускное отверстие 70 для шлака, чтобы облегчить выпуск расплавленного металла 32 и расплавленного шлака 34. Следует отметить, что выпускное отверстие 68 для металла и выпускное отверстие 70 для шлака могут быть в любом желательном месте в нижней части печи 50. Как иллюстрируется на фиг.5, эти отверстия 68, 70 могут быть размещены в центре днища печи 50. Электроды 18 являются предпочтительно электродами трехфазного тока, который имеет желательный тепловой коэффициент полезного действия, что, как правило, используют в электрических дуговых печах для производства стали. Например, может использоваться ряд из шести электродов 18, состоящий из трех пар электродов 18, каждая - на одну фазу. Часть-наконечник 36 каждого электрода 18 предпочтительно погружают в агломератные слои 38, расположенные на постелях 66 сырьевого материала, или погружают в расплавленный шлак 34, проводя операцию плавления. В результате, плавление может ускоряться с помощью эффектов теплового излучения и омического нагрева, и повреждение внутренних поверхностей печи 50, которое не защищено постелями 66 сырьевого материала, может быть сведено к минимуму.
В соответствии с настоящим изобретением нижняя часть печи 50 включает в себя множество разгрузочных бункеров 80, расположенных в различных положениях ниже слоев сырьевого материала и агломератных слоев 66, 38. Эти разгрузочные бункеры 80 выборочно эксплуатируют без остановки технологического процесса или в автономном режиме для выгрузки заданного количества сырьевого материала (включая агломераты и мелкие фракции) из печи 50, так что поток материала и положение области плавления в печи 50 могут регулироваться. Операцию выгрузки проводят с использованием шиберного затвора и шнекового механизма, расположенных ниже разгрузочных бункеров 80. Если используют многочисленные шиберные затворы с каждым разгрузочным бункером 80, тогда материал можно выгружать из определенных частей печи 50 путем открытия одного или более шиберных затворов одновременно.
В процессе эксплуатации необходимо регулировать поток материалов и положение области плавления в печи 50, так что непрерывную эксплуатацию печи 50 можно поддерживать в порядке. Таким образом, вдобавок к использованию разгрузочных бункеров 80, загрузочные желоба для сырьевого материала оснащают наружными желобами 40, включающими в себя питающие каналы 42, которые могут выдвигаться или по-другому устанавливаться вертикально. Каждый загрузочный желоб 12 для сырьевого материала включает в себя бункер 44 для хранения сырьевого материала, внутренний желоб 43, соединенный с бункером 44, и наружный желоб 40, который может выдвигаться или по-другому устанавливаться вертикально на внутреннем желобе 43. Нижняя часть агломератного слоя 38 может быть отрегулирована, чтобы занимать желательное положение, путем передвижения наружных желобов 40 и питающих каналов 42 в вертикальном направлении, в зависимости от угла откоса агломератного слоя 38.
Таким образом, настоящее изобретение предлагает систему и способ корректирования нижней части агломератного слоя независимо от изменения угла откоса и угла обрушения постели сырьевого материала и слоя из-за сегрегации и/или скопления мелких фракций. Стабильный поток материала из точки загрузки в область плавления можно устанавливать и поддерживать в течение длительного периода эксплуатации. Эта эксплуатация, в особенности, если мелкие фракции удаляют из положений, находящихся ниже точки питания, является чрезвычайно эффективной. Даже если агломераты сортируют как раз перед вводом в сырьевой бункер, некоторое количество мелких фракций в печи неизбежно. Эти мелкие фракции имеют тенденцию к сегрегации и/или скоплению прямо в точке питания. Этот материал подобен по химическим свойствам загружаемому материалу или частично восстановлен. Даже если он частично восстановлен, он, как правило, имеет хорошее соответствие между окислителем и восстановителем и может быть, как правило, возвращен в производство (подвергнут рециклингу). Одним способом возврата в производство повторно используемого материала является простое смешивание его с новым подаваемым материалом, вводящимся в агломерационное оборудование, не требующее нового оборудования. Другим способом возврата в производство повторно используемого материала является направление повторно используемого материала в новый питающий бункер и питающий желоб, расположенные напротив стороны печи для выпуска (плавки). Еще раз, предпочтительной формой печи является прямоугольная, притом огнеупор защищается подачей металлизованных окатышей на две из четырех сторон. Трудно защищать сторону печи для выпуска (плавки) путем поддерживания слоя металлизованных окатышей, так как сторона печи для выпуска (плавки) должна иметь хорошее течение горячего металла и/или шлака в выпускных отверстиях. Поэтому желательно защищать сторону печи для выпуска (плавки) водяным охлаждением. В качестве альтернативы, подача повторно используемого материала на эту сторону печи может также защитить огнеупор и уменьшить тепловые потери по сравнению с водяным охлаждением.
Если количество удаляемого материала является слишком большим, тогда печь будет нуждаться в такой же величине области предварительного восстановления, как две стороны для подачи материалов, например. Однако количество удаляемого материала является значительно меньшим, чем подача свежего сырья, и может быть частично уменьшено. Таким образом, плавление возвращенного в производство материала может достигаться путем создания кучи на шлаке и слоя горячего металла, находящегося ниже нового бункера возврата.
Одним важным аспектом электрической плавильной печи этого типа является генерирование пенистого шлака, который создается частично газом, который выделяется в реакции восстановления. Материал может быть возвращен в производство, в область, которая является смежной с электродом (такую как между парой электродов), обеспечивая в результате генерацию СО-газа реакцией восстановления и пенистый шлак. CaO может быть добавлен к возвращенному в производство материалу, так что достигается осуществление хорошей десульфурации. Если добавляют известняк (СаСО3) или доломит (СаСО3 и MgCO3) к возвращенному в производство материалу вместо CaO, то пенистый шлак может генерироваться с использованием получающегося CO2. Известняк или доломит могут также загружаться в печь независимо от возвращаемого в производство материала.
Хотя настоящее изобретение иллюстрировали и описывали здесь со ссылкой на предпочтительные варианты осуществления и его конкретные примеры, должно быть очевидно специалистам в области техники, что другие варианты осуществления и примеры могут реализовать похожие функции и/или достигать подобных результатов. Все подобные эквивалентные варианты осуществления и примеры находятся в пределах сущности и объема притязаний настоящего изобретения, предполагаются, таким образом, и предназначены для того, чтобы быть охваченными следующей формулой изобретения.
Изобретение относится к способу и печи для получения расплава сырьевого материала, содержащего металлооксидные агломераты. Способ включает восстановление и плавление сырьевого материала, содержащего металлооксидные агломераты, и периодическое удаление мелких фракций из печи через одно или более отверстий, расположенных в ее нижней части, с обеспечением заданных характеристик постели или слоя материала по прошествии длительного времени. Раскрыта также печь, имеющая одно или более отверстий в ее нижней части, ступенчатую конфигурацию, в ступенях которой расположено множество горелок дожигания, и средства возврата порции сырьевого материала, удаляемой из печи, обратно в печь. Обеспечивается возможность корректирования нижней части слоя агломерата независимо от угла откоса и угла обрушения сырьевого материала и возврата в производство материала без остановки технологического процесса. 2 н. и 14 з.п. ф-лы, 5 ил. 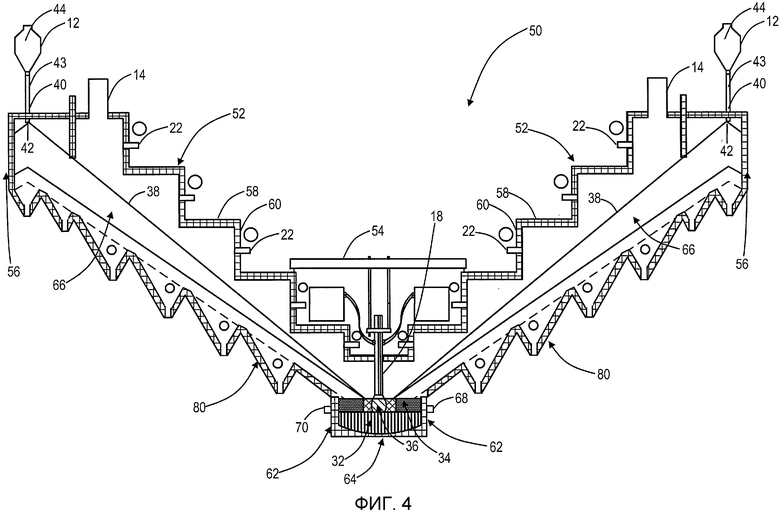
1. Способ получения расплавленного металла из сырьевого материала, содержащего металлооксидные агломераты, включающий восстановление и плавление сырьевого материала в печи и удаление части сырьевого материала из печи через одно или более отверстий, при этом корректируют нижнюю часть агломератного слоя путем сотрясения агломератного слоя с использованием молотков, воздушных потоков или других средств для регулирования разрушений потока сырьевого материала и поддерживают стабильный поток сырьевого материала путем удаления мелких фракций из печи из положений, находящихся ниже точки питания, и возвращают часть удаленного из печи сырья обратно в печь.
2. Способ по п. 1, в котором одно или более отверстий соединены с одним или более бункеров.
3. Способ по п. 1, который дополнительно включает возврат порции сырья, удаленной из печи, обратно в печь как часть постели или слоя сырьевого материала.
4. Способ по п. 1, который дополнительно включает возврат порции сырьевого материала, удаленной из печи, обратно в печь как часть дополнительной постели или слоя сырьевого материала.
5. Способ по п. 3, который дополнительно включает добавление присадки к возвращаемому в производство материалу до повторного введения в печь.
6. Способ по п. 4, который дополнительно включает добавление присадки к возвращаемому в производство материалу до повторного введения в печь.
7. Способ по п. 1, который осуществляют в печи, которая содержит множество загрузочных желобов, множество газоотводных каналов и множество электродов, проходящих сквозь верхнюю стенку печи, причем загрузочные желоба для сырьевого материала расположены вблизи боковых стенок печи и электродов, расположенных на или вблизи средней линии печи.
8. Способ по п. 1, который осуществляют в печи, верхняя стенка которой имеет ступенчатую конфигурацию, содержащую множество по существу горизонтальных ступеней и множество по существу вертикальных подъемов ступеней.
9. Способ по п. 8, который осуществляют в печи, верхняя стенка которой дополнительно содержит множество горелок дожигания, выступающих сквозь выбранные по существу вертикальные подъемы ступеней в по существу горизонтальной конфигурации.
10. Способ по п. 8, который осуществляют в печи, верхняя стенка которой дополнительно содержит множество горелок дожигания, выступающих сквозь выбранные по существу горизонтальные ступени в по существу вертикальной конфигурации.
11. Способ по п. 1, в котором выборочное удаление части сырьевого материала проводят при работе печи.
12. Электрическая печь для получения расплавленного металла из сырьевого материала, содержащего металлооксидные агломераты, путем восстановления и плавления, содержащая корпус со стенками, загрузочный бункер, средства отведения отходящего газа и средства отведения продукта из печи, а также средство удаления порции сырьевого материала из печи,
в которой верхняя стенка печи имеет ступенчатую конфигурацию, содержащую по существу горизонтальные ступени и по существу вертикальные подъемы ступеней, причем печь содержит:
горелки дожигания, выступающие сквозь выбранные по существу вертикальные подъемы ступеней и имеющие по существу горизонтальную конфигурацию или выступающие сквозь выбранные по существу горизонтальные ступени в по существу вертикальной конфигурации;
и средства для возврата порции сырьевого материала, удаляемой из печи, обратно в печь в качестве постели или слоя сырьевого материала, причем средство удаления порции сырьевого материала из печи выполнено в виде одного или более отверстий, выполненных в донной части печи для выборочного удаления порции сырьевого материала из печи, соединенных с одним или более бункеров.
13. Печь по п. 12, которая дополнительно содержит средства для возврата порции сырьевого материала, удаляемого из печи, обратно в печь как часть дополнительной постели или дополнительного слоя сырьевого материала.
14. Печь по п. 12 или 13, которая дополнительно содержит средства для добавления присадки к возвращаемому в производство материалу до повторного введения в печь.
15. Печь по п. 12, которая дополнительно содержит множество загрузочных желобов для сырьевого материала, множество газоотводных каналов и множество электродов, проходящих сквозь верхнюю стенку печи, причем загрузочные желоба для сырьевого материала расположены вблизи боковых стенок печи и электродов, расположенных на или вблизи средней линии печи.
16. Печь по п. 12, в которой верхняя стенка печи дополнительно содержит множество горелок дожигания, выступающих сквозь выбранные по существу горизонтальные ступени в по существу вертикальной конфигурации.
| US 3374087 A, 19.03.1968; | |||
| US 5669955 A, 23.09.1997 | |||
| US 4168156 A, 18.09.1979 | |||
| US 20030061909 A1, 03.04.2003 | |||
| СПОСОБ УВЕЛИЧЕНИЯ ЭФФЕКТИВНОСТИ ВОССТАНОВИТЕЛЬНОЙ ПЛАВКИ ОКСИДНЫХ НОСИТЕЛЕЙ МЕТАЛЛОВ | 1996 |
|
RU2120476C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОКСИДОВ МЕТАЛЛОВ | 2006 |
|
RU2317342C2 |

