Область техники
Настоящее изобретение относится к спеченному порошку нержавеющей стали, порошковой композиции, способу изготовления спеченных конструктивных элементов из этой порошковой композиции, а также спеченным конструктивным элементам, изготовленным из этой порошковой композиции. Порошок и порошковая композиция предназначены для того, чтобы сделать возможным получение спеченных конструктивных элементов из низконикелевой, низкомарганцевой нержавеющей стали с минимальным содержанием аустенитной фазы в 40%, содержащей от 0,1% до 1% азота.
Предпосылки изобретения
Литература касательно нержавеющей стали с высоким содержанием азота сообщает о необходимости высоких содержаний марганца, обычно свыше 5% по весу, для повышения растворимости азота. Для того чтобы снизить содержание никеля, рекомендуют даже более высокие количества Mn. В литературе часто упоминаются и существуют в продаже высокоазотистые, низконикелевые деформируемые стали с содержаниями Mn свыше 10%.
Прессуемость является важным свойством в технологии ПМ (порошковой металлургии) и является ограничивающим фактором при создании сплава. Поскольку высокие добавки Mn заметно снижают прессуемость, то это не считается возможным вариантом при использовании метода ПМ. Это также очень важно, чтобы конструктивные элементы имели хорошую прочность в неспеченном состоянии после прессования для того, чтобы детали не разрушались во время производства. Распыленные водой порошки предпочтительны, потому что они весьма превосходят распыленные газом порошки в этом отношении благодаря неправильной форме частиц.
В настоящее время есть четыре типа нержавеющих сталей, представленных в отрасли ПМ.
Мартенситные нержавеющие стали: типичная марка - 410. Fe-Cr сплав с низким содержанием хрома и обычно высокой прочностью и твердостью.
Ферритные нержавеющие стали: типичные марки 430, 434. Fe-Cr сплав с содержанием Cr 18% по весу, несколько марок, стабилизированных Mo и Nb. Эти стали обычно обладают высокой коррозионной стойкостью на воздухе при температуре вплоть до 650°C, низкой стойкостью к электрохимической коррозии и средними механическими свойствами.
Аустенитные нержавеющие стали: типичные марки 304, 316, 310. Fe-Cr-Ni сплавы содержат от 17 до 25% Cr и от 10 до 20% Ni по весу. Некоторые марки содержат Mo для улучшения стойкости к питтинговой коррозии в количестве вплоть до 6 вес. % (например, марка Cold 100). Эти стали обычно обладают аустенитной структурой, превосходной коррозионной стойкостью, но низкими механическими свойствами при спекании в чистом водороде. Механические свойства этих сталей могут быть улучшены спеканием в атмосфере диссоциированного аммиака (марки 316N1, 316N2, 304N1, 304N2 согласно стандарту № 35 MPIF (The Metal Powder Industries Federation)), но коррозионная стойкость в этом случае будет понижаться из-за образования Cr2N во время охлаждения. Другим недостатком для этих сталей является их высокая стоимость из-за высокого количества никеля, требующегося для стабилизирования аустенитной структуры, и содержания Mo для улучшения стойкости к питтинговой коррозии.
Дуплексные марки: типичная марка 17-4. Fe-Cr-Ni сплавы содержат от 17 до 20% Cr и от 3 до 5% Ni по весу. Эти стали обладают высокими механическими свойствами и средней коррозионной стойкостью.
Из US 4240831 и US 4350529 известно, что коррозионная стойкость аустенитных сталей серии 300, спеченных в азотсодержащей атмосфере, может быть увеличена с помощью дополнительного легирования порошка элементами, выбранными из группы: Sn, Al, Pb, Zn, Mg, редкоземельные металлы, As, Bi. Согласно этим патентам указанные металлы уменьшают количество поверхностных оксидов кремния на поверхности порошка и таким образом улучшают коррозионную стойкость. Олово упоминают в литературе как добавку, которая улучшает коррозионную стойкость стандартных марок нержавеющей стали. Полагают, что добавка олова уменьшает содержание Cr вблизи поверхности частицы, что помогает предотвратить образование Cr2N во время охлаждения в азотсодержащих атмосферах. US 4420336, US 4331478 и US 4314849 все имеют дело с добавками олова к стандартным ПМ маркам порошков нержавеющей стали для улучшения коррозионных свойств. Однако ни эти патенты, ни US 4240831 или US 4350529 не сообщают о нержавеющих сталях с содержаниями никеля ниже 11,2 вес.%.
В литературе было предложено использование высокой скорости охлаждения для спекания стандартной нержавеющей стали 300 серии в атмосферах, содержащих азот в количествах вплоть до 25 об.%. Хорошо известно, что высокие скорости охлаждения в температурном интервале от 1100 до 700°C предотвращают образование Cr2N во время охлаждения. Однако предложенные с этой целью скорости охлаждения составляют примерно 195°C/мин, которую достаточно трудно достигнуть в большинстве имеющихся в продаже печей.
CN101338385A относится к почти полноплотным продуктам из высокоазотистой нержавеющей стали. Продукты получают путем подвергания порошков нержавеющей стали, включающей 0,1-10 вес.% марганца, 5-25 вес.% никеля и 0,4-1,5 вес.% азота, горячему изостатическому прессованию. Все примеры в CN101338385A содержат свыше 5 вес.% Mn и никель с содержанием 9 вес.% и выше.
Другие патенты, такие как US6168755B1, относятся к легированным азотом нержавеющим сталям, полученным распылением газом-азотом. Однако распыленные газом порошки являются менее пригодными для технологии прессования и спекания.
US5714115 относится к низконикелевой нержавеющей стали с высоким содержанием азота. Однако содержание марганца в этом сплаве составляет 2-26 вес.%.
US6093233 относится к безникелевой (менее 0,5 вес.%) нержавеющей стали, имеющей ферритную и магнитную структуру с по меньшей мере 0,4 вес.% азота.
Задачи изобретения
Одной задачей изобретения является обеспечение порошка, порошковой композиции и способа, пригодных для получения спеченных конструктивных элементов из относительно низконикелевой и низкомарганцевой нержавеющей стали с по меньшей мере 40 об.% аустенитной фазы.
Другой задачей является обеспечение порошка, порошковой композиции и способа, пригодных для получения конструктивных элементов из относительно низконикелевой и низкомарганцевой нержавеющей стали, имеющей хорошие коррозионную стойкость и механические свойства.
Еще одной задачей изобретения является обеспечение способа получения спеченных конструктивных элементов из нержавеющей стали, уменьшения затрат на процесс спекания во время производства конструктивных элементов наряду с сохранением хороших коррозионных свойств.
Сущность изобретения
По меньшей мере одну из этих задач решают с помощью следующего:
- Распыленный водой порошок нержавеющей стали, который содержит в % по весу: 10,5-30,0 Cr, 0,5-9,0 Ni, 0,01-2,0 Mn, 0,01-3,0 Sn, 0,1-3,0 Si, 0,01-0,4 N и макс. 0,5 неизбежных примесей, таких как углерод и кислород, причем остальное составляет железо. Распыленный водой порошок согласно изобретению может необязательно содержать типичные добавки для улучшения коррозионных свойств или свойств в спеченном состоянии, такие как Mo (макс. 7,0 вес.%), Cu (макс. 7,0 вес.%) или обычные элементы-стабилизаторы нержавеющей стали, такие как Nb (макс. 3,0 вес.%) или V (макс. 6,0 вес.%), если эти добавки считают необходимыми для получаемого конструктивного элемента. Такой порошок может быть использован для получения конструктивных элементов из относительно низконикелевой и низкомарганцевой нержавеющей стали с по меньшей мере 40% аустенитной фазы, имеющих сравнительно хорошие коррозионную стойкость и механические свойства.
- Композиция на основе порошка нержавеющей стали, содержащая в % от веса композиции: 0,05-2,0 смазки (может быть использована любая промышленная смазка, пригодная для нержавеющей стали). Для модификации изменений размеров и свойств материала к этой композиции могут быть необязательно добавлены дополнительные легирующие элементы, такие как порошки, содержащие Cu, Mo, Cr, Ni и/или С, твердофазные материалы и улучшающие обрабатываемость резанием агенты. Такая порошковая композиция может быть использована для получения конструктивных элементов из относительно низконикелевой и низкомарганцевой нержавеющей стали с по меньшей мере 40% аустенитной фазы, имеющих сравнительно хорошие коррозионную стойкость и механические свойства.
- Способ получения спеченных конструктивных элементов, содержащий этапы:
a) приготовления порошковой композиции на основе железа из нержавеющей стали согласно вышеуказанному;
b) подвергания композиции компактированию между 400 и 2000 МПа;
c) спекания полученного неспеченного конструктивного элемента в азотсодержащей атмосфере, предпочтительно 5-100% N2, при температурах 1000-1400°C, предпочтительно 1100-1350°C, а более предпочтительно 1200-1280°C;
d) необязательно, подвергания спеченного конструктивного элемента быстрому охлаждению;
e) необязательно, спеченный конструктивный элемент может быть термообработан на твердый раствор при температурах выше 1000°C с последующим быстрым охлаждением или закалкой.
Такой способ может быть использован для получения конструктивных элементов из относительно низконикелевой и низкомарганцевой нержавеющей стали с по меньшей мере 40% аустенитной фазой, имеющих сравнительно хорошие коррозионную стойкость и механические свойства, при уменьшении затрат на процесс спекания во время изготовления конструктивного элемента.
- Необязательно, конструктивный элемент подвергают этапу азотирования до этапа спекания с), причем этап азотирования проводят при температуре, которая на 20-300°C ниже, чем температура спекания, предпочтительно на 40-150°C ниже. Атмосфера во время этапа азотирования имеет содержание N2 5-100%.
- Спеченный конструктивный элемент из нержавеющей стали, содержащий в % по весу: 10,5-30,0 Cr, 0,5-9,0 Ni, 0,01-2,0 Mn, 0,01-3,0 Sn, 0,1-3,0 Si, 0,1-1,0 N, необязательно макс. 3,0 C, необязательно макс. 7,0 Mo, необязательно макс. 7,0 Cu, необязательно макс. 3,0 Nb, необязательно макс. 6,0 V, остальное - железо и макс. 0,5 неизбежных примесей, и имеющий микроструктуру, содержащую по меньшей мере 40% аустенитной фазы.
Краткое описание чертежей
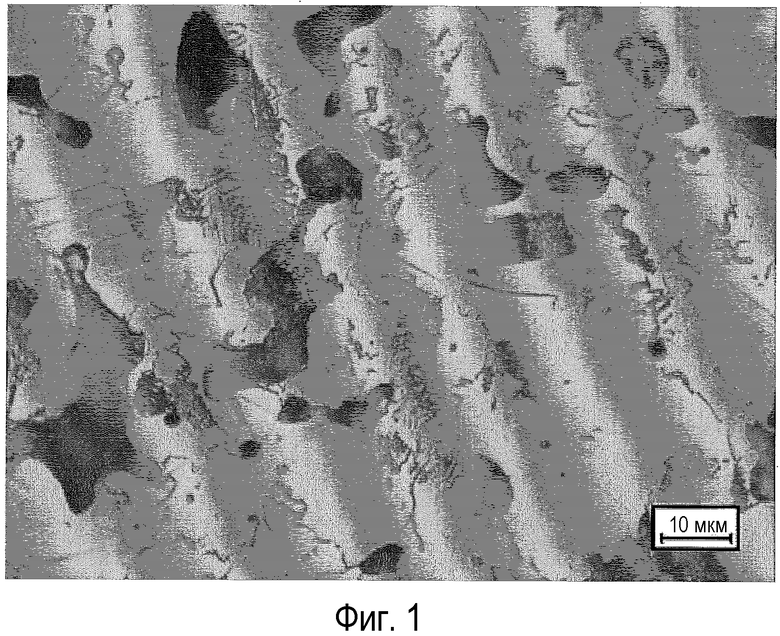
Фиг.1 показывает микроструктуру стального конструктивного элемента, изготовленного из порошка 1, после спекания в смеси 50% водорода + 50% азота с последующим обычным охлаждением, травленную травителем Glyceregia;
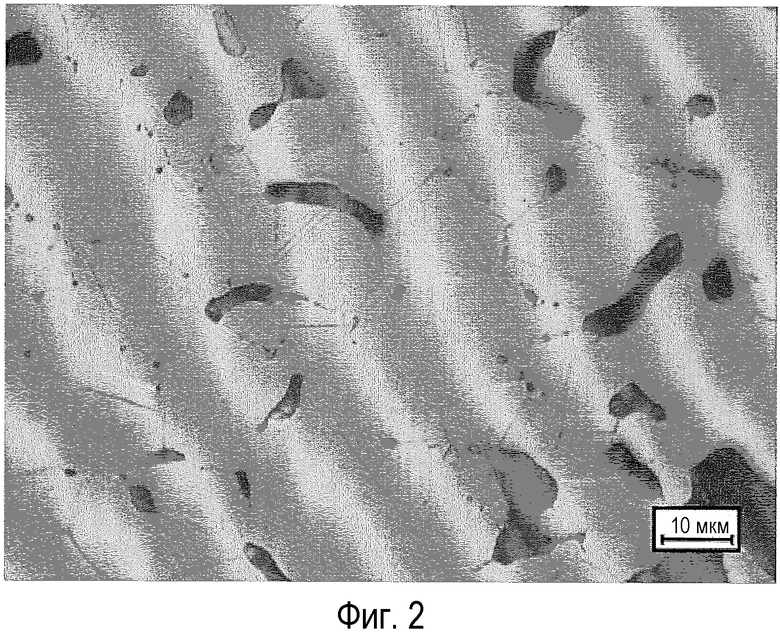
Фиг.2 показывает микроструктуру стального конструктивного элемента, изготовленного из порошка 2, после спекания в смеси 50% водорода + 50% азота с последующим обычным охлаждением, травленную травителем Glyceregia;
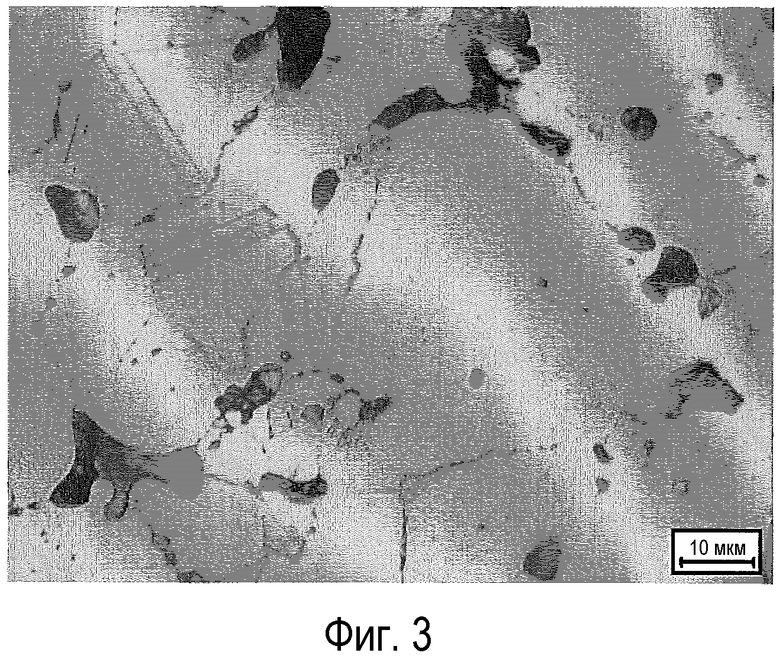
Фиг.3 показывает микроструктуру стального конструктивного элемента, изготовленного из порошка 3, после спекания в смеси 75% водорода + 25% азота с последующим обычным охлаждением, травленную травителем Glyceregia;
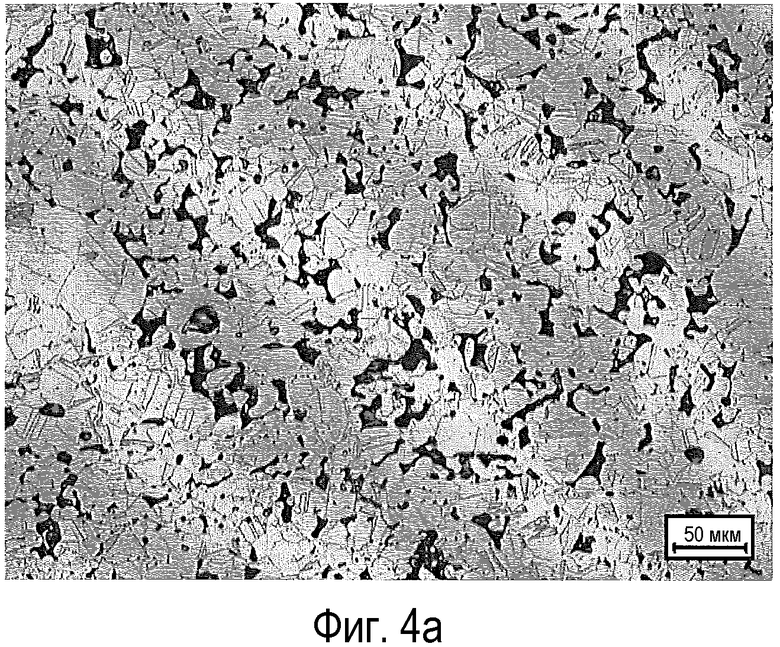
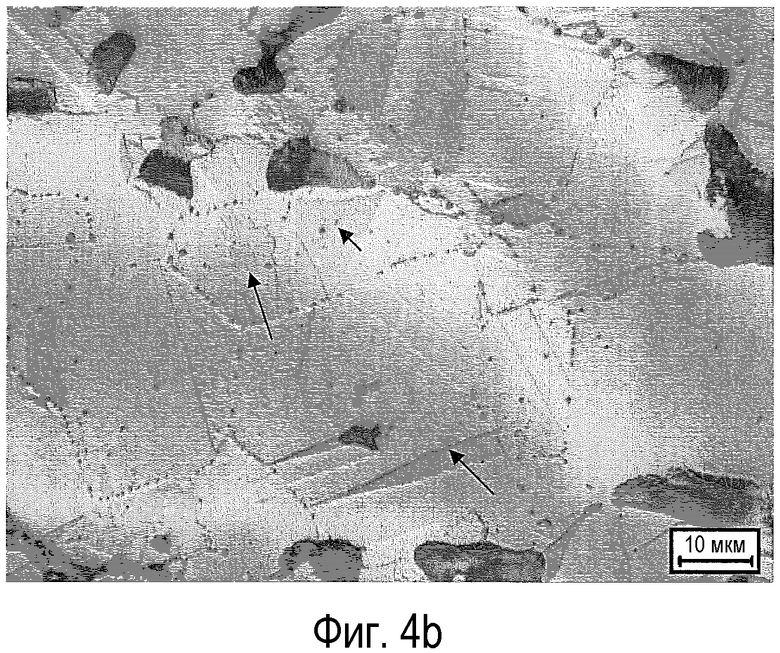
Фиг.4а и 4b показывают микроструктуру стального конструктивного элемента, изготовленного из порошка 3, после спекания в смеси 90% водорода + 10% азота с последующим обычным охлаждением, травленную травителем Glyceregia, при различных увеличениях; и
Фиг.5 показывает различные образцы после 75 часов испытания погружением в 5%-ый водный раствор NaCl.
Подробное описание изобретения
Приготовление порошка нержавеющей стали
Порошок нержавеющей стали получают распылением водой расплава железа. Распыленный порошок может быть дополнительно подвергнут процессу отжига. Размер частиц распыленного порошкового сплава мог быть любым размером до тех пор, пока он совместим с процессами прессования и спекания или порошковой ковки.
Состав порошка стали
Хром (Cr) присутствует в интервале от 10,5 до 30% по весу. Ниже 10,5 вес.% Cr сталь не будет нержавеющей. Растворимость азота в сплаве, содержащем 10,5 вес.% Cr, будет составлять приблизительно 0,1 вес.%, что соответствует нижнему пределу азота в настоящем изобретении.
Содержание Cr свыше 30 вес.% способствует охрупчиванию материалов за счет образования сигма-фазы. Большое количество Cr также уменьшает прессуемость порошка. С другой стороны, Cr способствует образованию ферритной фазы, так что чем больше Cr, тем большая добавка Ni необходима для того, чтобы стабилизировать аустенит. Поэтому содержание Ni должно быть по меньшей мере 0,5 вес.%, предпочтительно - по меньшей мере 1 вес.%. В одном варианте воплощения минимальное содержание Ni в % по весу ограничено до минимума Ni=0,5+(Cr-10,5)×0,1. Что касается верхнего предела, то содержание Ni в сплаве ограничивается до максимум 9 вес.%, предпочтительно - максимум 8 вес.%. Большее этого является излишним, поскольку азот также присутствует и будет также помогать стабилизировать аустенит в конечном конструктивном элементе.
Марганец повышает устойчивость аустенитной фазы и повышает растворимость азота в стали. Так как Mn заметно уменьшает прессуемость порошка, то предпочтительное количество Mn должно быть менее чем 2 вес.%, предпочтительно - менее чем 1 вес.%, а более предпочтительно - менее чем 0,5 вес.% и даже более предпочтительно - менее чем 0,2 вес.%. Уровней содержания марганца ниже 0,01 вес.% чрезвычайно трудно достигнуть с помощью современной технологии распыления и поэтому он был установлен как нижний предел.
Олово присутствует в порошке в содержаниях вплоть до 3,0% по весу для подавления образования Cr2N, а также образования других нитридов хрома во время охлаждения и таким образом уменьшает скорость охлаждения, необходимую для исключения Cr2N. Образование нитридов хрома отнимает хром от матрицы, таким образом уменьшая коррозионную стойкость. Однако олово с содержаниями свыше 3,0 вес.% будет стремиться образовать интерметаллические фазы в сплаве, которые ухудшают коррозионные свойства. Предпочтительно, содержание олова составляет вплоть до 2,0% по весу.
Теоретически, можно было бы использовать безоловянные сплавы, но тогда скорости охлаждения после спекания должны бы быть экстремально быстрыми для того, чтобы предотвратить образование Cr2N. В имеющихся сейчас в продаже печах это не было бы возможным вариантом, поэтому требуется по меньшей мере 0,01 вес.%, предпочтительно - по меньшей мере 0,1 вес.%, более предпочтительно - 0,3 вес.% олова, для подавления образования Cr2N.
Азот может быть введен в порошок во время его изготовления и/или в конструктивный элемент во время процесса спекания. Количество введенного азота во время изготовления порошка должно быть самое большее 0,4% по весу, что соответствует максимальной растворимости азота в жидком металле при температуре плавления при атмосферном давлении. Уровней содержания азота ниже 0,01 вес.% чрезвычайно трудно достигнуть современной технологией распыления и отсюда нижний предел азота в порошках установлен на 0,01 вес.%. Во время изготовления порошка азот может быть введен посредством использования легированных азотом ферросплавов, таких как высокоазотистый FeCr, CrN, SiN, или других азотсодержащих добавок в качестве сырьевых материалов для расплава. Азот может быть также введен в порошок при осуществлении распыления водой или процесса плавления в азотсодержащей атмосфере. Слишком высокое содержание азота в порошке будет неблагоприятно влиять на прессуемость. Однако порошку необязательно можно позволить иметь содержание азота вплоть до 0,4% по весу для того, чтобы уменьшить количество легирующего азота, необходимого во время спекания.
Молибден может быть необязательно добавлен в количестве вплоть до около 7,0% по весу для того, чтобы дополнительно улучшить устойчивость к питтинговой коррозии материала согласно формуле PREN (pitting resistance equivalent number - числовой эквивалент стойкости к питтинговой коррозии) = %Cr+3,3×%Mo+16×%N. Однако свыше 7 вес.% Mo большого улучшения коррозионной стойкости нет и поэтому это значение было установлено в качестве верхнего предела. Число PREN предсказывает уровень стойкости к питтинговой коррозии сплава в соответствии с его химическим составом. Чем больше число PREN, тем больше стойкость к питтинговой коррозии. Например, число PREN стандартной марки 316L, рассчитанное с использованием номинальных содержаний легирующих элементов, составляет 24,3. Эта сталь может противостоять коррозии в морской атмосфере. Марки нержавеющей стали с числом PREN менее чем 20 демонстрируют измеримую потерю массы в морской среде. В одном варианте воплощения содержание Mo составляет 0,01-1,5 вес.%.
Медь может быть необязательно добавлена к стали в содержаниях вплоть до 7,0% по весу в качестве стабилизатора аустенитной фазы. Верхний предел содержания меди соответствует максимальной растворимости меди в аустените.
Если никакого углерода в виде графита или других углеродсодержащих веществ не должно добавляться при приготовлении порошковой композиции, то к стали необязательно может быть добавлен ниобий в содержаниях вплоть до 1,0% по весу в качестве стабилизатора по отношению к порошку для предотвращения образования Cr2N, потому что он имеет большее сродство к азоту по сравнению с Cr. Более высокие содержания могут неблагоприятно влиять на прессуемость. Однако, если углерод в виде графита должен добавляться при приготовлении порошковой композиции, то ниобий необязательно может быть добавлен к порошку в содержаниях вплоть до 3,0% по весу, в этом случае в качестве карбидообразователя, для того чтобы улучшить механические свойства.
Если никакого углерода в виде графита или других углеродсодержащих веществ не должно добавляться при приготовлении порошковой композиции, то к стали необязательно может быть добавлен ванадий в содержаниях вплоть до 0,6% по весу в качестве стабилизатора по отношению к порошку для предотвращения образования Cr2N, потому что он имеет большее сродство к азоту по сравнению с Cr. Более высокие содержания могут неблагоприятно влиять на прессуемость. Однако, если углерод в виде графита или других карбидосодержащих веществ должен добавляться при приготовлении порошковой композиции, то ванадий может быть добавлен к стали в содержании вплоть до 6,0% по весу, в этом случае в качестве карбидообразователя, для того чтобы улучшить износостойкость материала. Ванадий является очень сильным стабилизатором феррита и будет повышать потенциал Cr нержавеющей стали. Добавление более чем 6,0 вес.% V будет таким образом вызывать избыточную ферритную структуру в материале после спекания, которая не является желательной в контексте изобретения.
Порошковая композиция
Перед компактированием распыленный водой порошок нержавеющей стали может быть необязательно смешан с любой промышленной смазкой, пригодной для производства нержавеющей стали. Для модификации изменений размеров и свойств материала к композиции могут быть необязательно добавлены дополнительные легирующие элементы, такие как порошки, содержащие Cu, Mo, Cr, Ni, В и/или C, твердофазные материалы и улучшающие обрабатываемость резанием агенты.
Смазки добавляют к композиции для того, чтобы облегчить компактирование и извлечение компактированного конструктивного элемента. Добавление менее чем 0,05% смазок от веса композиции будет иметь незначительное воздействие, а их добавление свыше 2% от веса композиции будет давать в результате слишком низкую плотность компактированного тела. Смазки могут быть выбраны из группы стеаратов металлов, восков, жирных кислот и их производных, олигомеров, полимеров и других органических веществ, обладающих смазочным эффектом.
Углерод может быть необязательно добавлен как графитовый порошок с целью его присутствия в твердом растворе в спеченном конструктивном элементе. Углерод в твердом растворе будет стабилизировать аустенит, упрочнять материал и в некоторых случаях повышать коррозионную стойкость, особенно, если применимы очень высокие скорости охлаждения. Однако, если в материале не присутствуют карбидообразователи (помимо Cr), то эта добавка должна была достаточно маленькой, чтобы не влиять неблагоприятно на коррозионные свойства за счет избыточного образования карбидов Cr. Если углерод добавляют с учетом этого, то его содержание должно быть предпочтительно менее чем 0,15 вес.%.
Углерод в более высоких содержаниях обычно добавляют только к порошкам, содержащим более сильные карбидообразователи, чем Cr (такие, как Mo, V, Nb). Эти карбидообразователи создают карбиды, которые повышают износостойкость материала. С этой целью углерод может быть добавлен к композиции как графитовый порошок в количестве вплоть до 3,0% по весу. Количество углерода более чем 3,0 вес.% может вести к избыточному карбидообразованию и даже частичному расплавлению материала при температурах спекания.
Медь необязательно может быть примешана к порошку для того, чтобы модифицировать изменение размеров во время спекания, повысить прессуемость смеси и уменьшить износ инструмента. Кроме того, медь может быть добавлена для содействия жидкофазному спеканию. В зависимости от количества меди, уже присутствующей в сплаве, количество примешиваемой меди может меняться. Однако общее количество меди в композиции должно быть максимум 7% по весу, поскольку более высокое количество меди будет склонно образовать свободную фазу меди после спекания, что может вести к электрохимической коррозии.
В некоторых случаях может быть предпочтительным добавлять никель и/или молибден к порошковой композиции вместо легирования порошка во время распыления. С этой целью применяют чистые порошки, такие как порошки меди или никеля, или порошки, содержащие эти элементы, такие как ферросплавы. Как и в случае меди, в зависимости от количества уже присутствующих в сплаве никеля и/или молибдена, количество примешиваемого никеля и/или молибдена может меняться. Однако общее количество никеля и/или молибдена в композиции должно быть максимум 9,0 вес.% для никеля и максимум 7,0 вес.% для молибдена.
К композиции могут быть необязательно добавлены боросодержащие порошки, такие как NiB или FeB. Бор вызывает жидкофазное спекание, способствует усадке и повышает плотность в спеченном состоянии. Однако большие добавки имеют тенденцию вести к образованию хрупкого борида в материале, неблагоприятно влияя и на механические, и на коррозионные свойства. При его добавлении оптимальное содержание бора в композиции составляет 0,05-0,50 вес.%.
Могут быть добавлены и другие вещества, такие как твердофазные материалы и улучшающие обрабатываемость резанием агенты, такие как MnS, MoS2, CaF2 и т.д.
Спекание
Порошковую композицию нержавеющей стали помещают в пресс-форму и подвергают холодному или полугорячему прессованию (компактированию) при давлении примерно 400-2000 МПа. Полученный неспеченный конструктивный элемент должен иметь плотность в неспеченном состоянии не менее чем 5,6 г/см3, предпочтительно 6,2-7,0 г/см3. Неспеченный конструктивный элемент далее подвергают спеканию в атмосфере, содержащей 5-100 об.% N2, при температуре примерно 1000-1400°C. Для достижения лучшей коррозионной стойкости температура спекания должна быть выше температуры образования Cr2N.
Изменение температуры спекания обеспечивает возможность регулировать содержание азота в материале. Повышение температуры будет иметь тенденцию уменьшать содержание азота в материале, но увеличивать коэффициент диффузии N в аустените и способствовать лучшей гомогенизации материала. Напротив, более низкая температура спекания позволит ввести большее количество азота в сталь. Принимая во внимание различия между растворимостью азота при разных температурах, во время процесса спекания могут быть использованы дополнительные этапы при более низких температурах для азотирования и при более высоких температурах для гомогенизации. Например, этап азотирования может быть осуществлен при 1200°C в течение 1 часа с последующим этапом спекания при 1250°C в течение 20 минут. Эта процедура уменьшает оксиды и добивается более равномерного распределения азота в спеченном конструктивном элементе. Предпочтительная температура спекания составляет 1100-1350°C, а более предпочтительно 1200-1280°C.
Длительность спекания и/или азотирования может быть оптимизирована в зависимости от размера, формы и химического состава конструктивного элемента, температуры спекания, а также может быть использована для управления количеством азота и его диффузией в конструктивном элементе. Азотирование + спекание предпочтительно осуществляют в течение от 10 минут до 3 часов, более предпочтительно от 15 минут до 2 часов.
Содержание азота в законченном конструктивном элементе может также регулироваться путем изменения содержания азота в атмосфере. Таким образом, азот в конструктивном элементе может регулироваться с помощью 1) управления содержанием азота в порошке, 2) управления температурой и длительностью спекания и, необязательно, наличия этапа азотирования до спекания и 3) управления содержанием азота в атмосфере во время азотирования и/или спекания. Диффузией азота в аустените и гомогенизацией материала можно управлять путем изменения температуры во время спекания и/или азотирования.
Необязательно, конструктивный элемент может быть подвергнут быстрому охлаждению прямо после спекания. Это может быть необходимо для подавления образования Cr2N, особенно для сплавов с низкими содержаниями Sn. Быстрое охлаждение сплавов согласно изобретению должно осуществляться со скоростью более чем 5°C/с, предпочтительно 10°C/с, а более предпочтительно при 100°C/с при температурах от 1100 до 700°C.
Обработка после спекания
Вместо быстрого охлаждения спеченные конструктивные элементы с низкими добавками Sn могут быть подвергнуты термообработке на твердый раствор при температуре выше чем 1000°C с последующим быстрым охлаждением в азотсодержащей атмосфере или закалкой для растворения избыточного Cr2N.
Конструктивные элементы согласно изобретению могут быть необязательно подвергнуты любому типу механических обработок, пригодных для спеченных конструктивных элементов, и дополнительным обработкам, таким как дробеструйная обработка, покрытие поверхности и т.д.
Свойства законченных конструктивных элементов
Настоящее изобретение обеспечивает новые недорогие порошково-металлургические нержавеющие стали с хорошей коррозионной стойкостью и высоким уровнем механических свойств. Полученная коррозионная стойкость спеченных деталей находится на таком же уровне, как и у стандартной 316L.
Например, могут быть достигнуты примерно на 25% более высокий предел прочности на растяжение и примерно на 70% более высокий предел текучести для спеченного стального конструктивного элемента, содержащего 18 вес.% Cr, 7 вес.% Ni, 0,5 вес.% Mo и 0,4 вес.% N, по сравнению с конструктивным элементом, изготовленным из порошкового стального материала 316L.
Конструктивный элемент содержит азот для стабилизации аустенитных фаз в микроструктуре.
Присутствие олова уменьшает важность использования высоких скоростей охлаждения для достижения хорошей коррозионной стойкости, поскольку олово подавляет образование Cr2N. Предпочтительно, общее количество нитридов хрома в стали должно составлять самое большее 2 вес.%, более предпочтительно самое большее 1 вес.%.
Предпочтительно, спеченный конструктивный элемент из нержавеющей стали содержит в % по весу: 10,5-30,0 Cr, 0,5-9,0 Ni, 0,01-2,0 Mn, 0,01-3,0 Sn, 0,1-3,0 Si, 0,1-1,0 N, необязательно макс. 7,0 Mo, необязательно макс. 7,0 Cu, необязательно макс. 3,0 Nb, необязательно макс. 6,0 V, остальное - железо и макс. 0,5 неизбежных примесей, и имеет микроструктуру, содержащую по меньшей мере 40% аустенитной фазы.
Производственные затраты на стальные конструктивные элементы по настоящему изобретению более низки, чем у соответствующих стандартных аустенитных и дуплексных марок.
Спеченные стали по изобретению могут быть применены в качестве малозатратных заменителей существующих аустенитных и дуплексных порошковых металлургических сталей и использованы в качестве высокопрочных коррозионно-стойких сталей.
ПРИМЕРЫ
Пример 1
Два порошка, порошок 1 и 2, изготавливали методом распыления водой. В качестве образцов сравнения использовали два имеющихся в продаже стандартных порошка, произведенных компанией Höganäs AB. Химические и технологические свойства порошков представлены в таблицах 1 и 2.
Химический состав исследованных порошков
Ситовый анализ и свойства порошков
г/см3
шок 2
100
Порошки 1 и 2 смешивали с 1% амидного воска ПМ в качестве смазки. В качестве образцов для исследований использовали стандартные бруски для определения прочности на растяжение согласно стандарту SS-EN ISO 2740. Образцы спрессовывали до плотности 6,4 г/см3. Давление прессования показано в таблице 3.
Давление прессования для исследованных материалов
Осуществляли два опыта спекания с исследованными порошками согласно условиям, представленным в таблице 4. Атмосфера при спекании была 50% H2 + 50% N2 во время всего цикла спекания. Образцы сравнения спекали в чистом водороде 30 мин при температуре 1250°C с последующим обычным охлаждением.
Условия спекания во время процесса спекания
Микроструктуры стали 2 и 4 на основе порошка 1 и порошка 2 представлены на фиг.1, 2. Как видно на фиг.1, сталь 2, полученная из порошка 1, показала высокую степень сенсибилизации после спекания в азотсодержащей атмосфере с обычным охлаждением. На фиг.2 сталь 4 на основе порошка 2, содержащая олово в качестве стабилизатора против образования Cr2N, показывает полностью аустенитную структуру с несколькими отдельными нитридами хрома на границах зерен.
Механические свойства сталей, испытанные согласно стандарту SS-EN ISO 10002-1, представлены в таблице 5. Коррозионную стойкость оценивали с помощью испытания погружением в 5%-ный водный раствор NaCl. Части брусков для испытания на прочность при растяжении использовали как образцы. Для коррозионного испытания использовали по четыре куска каждого материала. Для каждого материала определяли время первого проявления коррозии (оценка В).
Характеристики спеченных конструктивных элементов
№
Rm - предел прочности при растяжении
R0,2 - предел текучести
А - относительное удлинение.
Как можно видеть из таблицы 5, стали 1-4, полученные из порошков 1-2, обладают намного большими пределом текучести и пределом прочности на растяжение по сравнению со сталями 5 и 6, полученными из стандартных марок 316L и Cold 100 соответственно.
Коррозионная стойкость сталей 2 и 3, полученных из порошка 2, лучше, чем у стали 5, полученной из порошка марки 316L, и сравнима со сталью 6, полученной из высоколегированной марки Cold 100.
Однако стали 1-2 на основе порошка 1 показали сенсибилизацию и плохую коррозионную стойкость, хотя уровень сенсибилизации был слишком низким для стали, спеченной с быстрым охлаждением.
Пример 2
Порошок 3 изготавливали методом распыления водой. В качестве образцов сравнения использовали стандартные порошки, произведенные компанией Höganäs AB. Химические и технологические свойства порошков даны в таблицах 6 и 7.
Химический состав исследованных порошков
чение
Размер частиц порошка был меньше чем 150 мкм.
Порошки смешали с 1% амидного воска ПМ в качестве смазки. В качестве образцов для исследований использовали стандартные бруски для испытания на прочность при растяжении. Образцы спрессовали до плотности 6,4 г/см3. Давление прессования для разработанных материалов дано в таблице 7.
Давление прессования для исследованного материала
Осуществили два опыта спекания с исследованными порошками согласно условиям, представленным в таблице 8. Эти два опыта отличались по составу атмосферы при спекании.
Условия спекания во время процесса спекания
Образцы сравнения спекали в чистом водороде при температуре 1250°C 30 мин с последующим обычным охлаждением.
Микроструктура материала, полученного из порошка 3 согласно первому опыту спекания, спеканию 1 из таблицы 8, показана на фиг.3. Этот образец показал полностью аустенитную микроструктуру с некоторым количеством нитридов на границах зерен, но никаких чешуйчатых нитридов не наблюдали.
С другой стороны, при спекании в атмосфере, которая содержит 10% N2 и 90% водорода ("Спекание 3" из таблицы 8), материал показывает двухфазную аустенитно-ферритную микроструктуру. Микроструктура показана на фиг.4а и 4b при различных увеличениях. Количество феррита составляет приблизительно 8-10%, границы зерен являются чистыми от нитридов.
Механические свойства образцов, испытанные согласно SS-EN ISO 10002-1, представлены в таблице 9.
Коррозионную стойкость оценивали с помощью испытания погружением в 5%-ный водный раствор NaCl. В качестве образцов использовали части брусков для испытания прочности при растяжении. В коррозионном испытании использовали по три куска каждого материала. Для каждого материала определяли время первого проявления коррозии (оценка В). Результаты испытания погружением представлены на фиг.5 и в таблице 9. Различные образцы представляют собой образец I, который является порошком 3, спеченным при условиях, описанных как "Спекание 3" в таблице 8. Более того, образец II является порошком 3, спеченным при условиях, описанных как "Спекание 4" в таблице 8. Два образца сравнения III и IV стандартных марок 316L и Cold 100 соответственно спекали в чистом водороде при температуре 1250°C 30 мин с последующим обычным охлаждением.
Свойства исследованных материалов в спеченном состоянии
зец
%
Rm - предел прочности на растяжение
R0,2 - предел текучести
А - относительное удлинение.
Как можно видеть из таблицы 9, разработанная сталь (порошок 3) обладает намного более высокой прочностью по сравнению со стандартными марками 316L и Cold 100. Из фиг.5 и таблицы 9 можно видеть, что коррозионная стойкость разработанного материала (образцы I и II) является сходной или более высокой, чем коррозионная стойкость спеченной в водороде нержавеющей стали 316L (образец III) в зависимости от атмосферы при спекании. Образец II, спеченный в атмосфере, содержащей 10% N2, показал лучшую коррозионную стойкость, чем образец I, спеченный в атмосфере, содержащей 25% N2, причем оба образца изготавливали из порошка 3. Образец II показал лучшую коррозионную стойкость, потому что наблюдалось гораздо меньше нитридов в микроструктуре после спекания.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОРОШОК НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ ПОЛУЧЕНИЯ ДУПЛЕКСНОЙ СПЕЧЕННОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2017 |
|
RU2753717C2 |
| ПОРОШКИ НА ОСНОВЕ ЖЕЛЕЗА ДЛЯ ИНЖЕКЦИОННОГО ФОРМОВАНИЯ ПОРОШКОВ | 2011 |
|
RU2593064C2 |
| ПОРОШОК НЕРЖАВЕЮЩЕЙ СТАЛИ | 2005 |
|
RU2345866C2 |
| ПОРОШОК НА ОСНОВЕ ЖЕЛЕЗА | 1997 |
|
RU2210616C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕХАНИЧЕСКИ ЛЕГИРОВАННОЙ АЗОТСОДЕРЖАЩЕЙ СТАЛИ | 2010 |
|
RU2425166C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАПЫЛЯЕМЫХ ПОРОШКОВ, СОДЕРЖАЩИХ НИТРИД ХРОМА | 2014 |
|
RU2666199C2 |
| ЖЕЛЕЗО-ВАНАДИЕВЫЙ ПОРОШКОВЫЙ СПЛАВ | 2010 |
|
RU2532221C2 |
| НИЗКОЛЕГИРОВАННЫЙ СТАЛЬНОЙ ПОРОШОК | 2008 |
|
RU2482208C2 |
| НИЗКОЛЕГИРОВАННЫЙ СТАЛЬНОЙ ПОРОШОК | 2008 |
|
RU2490353C2 |
| МЕТАЛЛУРГИЧЕСКАЯ ПОРОШКОВАЯ КОМПОЗИЦИЯ, СПОСОБ ИЗГОТОВЛЕНИЯ И ПОЛУЧЕННАЯ ИЗ НЕЕ ДЕТАЛЬ | 2008 |
|
RU2462524C2 |
Изобретение относится к области металлургии, а именно к распыленному водой порошку нержавеющей стали и к спеченному конструктивному элементу. Заявлен распыленный водой порошок нержавеющей стали, содержащий, вес.%: 10,5-30,0 Cr, 0,5-9,0 Ni, 0,01-2,0 Mn, 0,01-3,0 Sn, 0,1-3,0 Si, >0,059-0,4 N, при необходимости, макс. 7,0 Мо, при необходимости, макс. 7,0 Cu, при необходимости, макс. 3,0 Nb, при необходимости, макс. 6,0 V, остальное - железо и макс. 0,5 неизбежных примесей. Порошковая композиция на основе распыленного водой порошка нержавеющей стали содержит распыленный водой порошок нержавеющей стали, который смешан с 0,05-2,0 вес.% смазок и, при необходимости, с макс. 3 вес.% С, при необходимости, с макс. 7,0 вес.% Мо, при необходимости, с макс. 7,0 вес.% Cu, при необходимости, с макс. 3 вес.% Nb, при необходимости, с макс. 6,0 вес.% V, при необходимости, с макс. 0,5 вес.% В, при необходимости, с твердофазными материалами и улучшающими обрабатываемость резанием агентами, такими как MnS, MoS2, CaF2. Полученные спеченные конструктивные элементы характеризуются высокими характеристиками механических свойств и коррозионной стойкости. 4 н. и 8 з.п. ф-лы, 5 ил., 9 табл., 2 пр.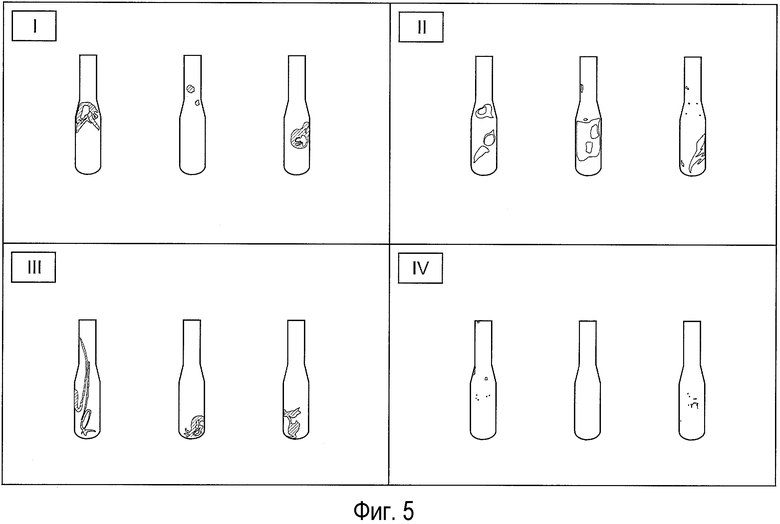
1. Распыленный водой порошок нержавеющей стали, содержащий, вес.%:
10,5-30,0 Cr
0,5-9,0 Ni
0,01-2,0 Mn
0,01-3,0 Sn
0,1-3,0 Si
>0,059-0,4 N
при необходимости, макс. 7,0 Мо
при необходимости, макс. 7,0 Cu
при необходимости, макс. 3,0 Nb
при необходимости, макс. 6,0 V
остальное - железо и макс. 0,5 неизбежных примесей.
2. Порошок по п. 1, отличающийся тем, что содержание Мn составляет 0,01-0,50 вес.%.
3. Порошок по п. 1 или 2, отличающийся тем, что содержание Sn составляет 0,10-2,0 вес.%.
4. Порошок по п. 1 или 2, отличающийся тем, что содержание N составляет >0,059-0,10 вес.%.
5. Порошок по п. 1 или 2, отличающийся тем, что содержание Si составляет 0,3-0,9 вес.%.
6. Порошок по п. 1 или 2, отличающийся тем, что содержание Ni составляет 1,0-8,5 вес.%.
7. Порошок по п. 1 или 2, отличающийся тем, что содержание Мо составляет 0,01-1,5 вес.%.
8. Порошковая композиция на основе распыленного водой порошка нержавеющей стали, характеризующаяся тем, что она содержит распыленный водой порошок нержавеющей стали по любому из пп. 1-7, который смешан с 0,05-2,0 вес.% смазок и, при необходимости, с макс. 3 вес.% С, при необходимости, с макс. 7,0 вес.% Мо, при необходимости, с макс. 7,0 вес.% Cu, при необходимости, с макс. 3 вес.% Nb, при необходимости, с макс. 6,0 вес.% V, при необходимости, с макс. 0,5 вес.% В, при необходимости, с твердофазными материалами и улучшающими обрабатываемость резанием агентами, такими как MnS, MoS2, CaF2.
9. Способ получения спеченного конструктивного элемента из нержавеющей стали, включающий:
a) приготовление порошковой композиции по п. 8;
b) компактирование композиции при давлении между 400 и 2000 МПа;
c) спекание полученного неспеченного конструктивного элемента в азотсодержащей атмосфере, предпочтительно содержащей 5-100% N2, при температурах 1000-1400°C, предпочтительно 1100-1350°C, а более предпочтительно 1200-1280°C;
d) при необходимости, быстрое охлаждение спеченного конструктивного элемента;
e) при необходимости, термообработку на твердый раствор спеченного конструктивного элемента при температурах выше 1000°C с последующим быстрым охлаждением или закалкой.
10. Способ по п. 9, отличающийся тем, что перед спеканием осуществляют азотирование при температуре на 20-300°C ниже температуры спекания в атмосфере с содержанием азота 5-100%.
11. Спеченный конструктивный элемент из нержавеющей стали, содержащей, вес.%:
10,5-30,0 Cr
0,5-9,0 Ni
0,01-2,0 Mn
0,01-3,0 Sn
0,1-3,0 Si
0,1-1,0 N
при необходимости, макс. 3,0 С
при необходимости, макс. 7,0 Мо
при необходимости, макс. 7,0 Cu
при необходимости, макс. 3,0 Nb
при необходимости, макс. 6,0 V
остальное - железо и макс. 0,5 неизбежных примесей и имеющей микроструктуру, содержащую по меньшей мере 40 об.% аустенитной фазы.
12. Спеченный конструктивный элемент по п. 11, отличающийся тем, что он получен способом по п. 9 или 10.
| PAO M.A | |||
| et al, On the corrosion resistance of P/M austenitic stainless steels, P/M-82 in Europe International powder metallurgy conference, Florence, 20.06.1982, с.362 | |||
| ПОРОШОК НЕРЖАВЕЮЩЕЙ СТАЛИ | 2005 |
|
RU2345866C2 |
| Порошковый материал на основе железа для получения спеченных изделий | 1990 |
|
SU1740481A1 |
| CN 101338385 A, 07.01.2009 | |||
| DE 3117486 A1, 21.01.1982 | |||

