ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение в широком смысле относится к пригодному для переработки упаковочному материалу, включающему бумажную основу, слой, подходящий для печати, который расположен над наружной поверхностью бумажной основы, и гидроизолирующий слой, который включает один или больше полимеров, отверждаемых излучением энергии, и который расположен над слоем, подходящим для печати. Настоящее изобретение в широком смысле также относится к способу изготовления этих подходящих для переработки упаковочных материалов путем нанесения отверждаемого излучением энергии покрытия, включающего один или больше отверждаемых излучением энергии мономеров, на каландрированный слой, подходящий для печати, и отверждения отверждаемых излучением энергии мономеров для получения гидроизолирующего слоя, расположенного над каландрированным слоем, подходящим для печати и включающего один или больше полимеров, отверждаемых излучением энергии. Настоящее изобретение кроме того в широком смысле относится к способу изготовления упаковочных материалов с надпечаткой путем: применения материала, подходящего для печати, имеющего слой, подходящий для печати; нанесения печатного красителя на подходящий для печати слой, чтобы получить одну или больше областей с надпечаткой; нанесения отверждаемого излучением энергии покрытия, включающего один или больше отверждаемых излучением энергии мономеров, на слой, подходящий для печати, печатного материала, чтобы получить покрытый материал с надпечаткой; и отверждения отверждаемых излучением энергии мономеров, чтобы получить гидроизолирующий слой, включающий один или больше полимеров, отверждаемых излучением энергии, и расположенный над подходящим для печати слоем материала с надпечаткой, чтобы получить упаковочный материал с надпечаткой, при этом этапы печати, нанесения и отверждения выполняют как операцию за один проход и без намотки материала с надпечаткой перед этапом нанесения и покрытого материала с надпечаткой перед этапом отверждения.
ПРЕДПОСЫЛКИ ДЛЯ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0002] Полиэтиленовые пленки, которые могут быть нанесены методом ламинирования или покрытия на бумагу, широко используются в области упаковки для защиты продуктов от влаги и обеспечения стойкости к воде или загрязнению. Традиционная бумажная упаковка может быть многослойным продуктом, имеющим слой полиэтилена рядом с по меньшей мере одной поверхностью бумажной основы или имеющим центральный слой полиэтилена между двумя другими слоями бумажной основы. Слой полиэтилена может быть использован в бумажной упаковке для того, чтобы обеспечить эффективный барьер для водяных паров (влажности). Эти водяные пары (влажность) могут вызывать скручивание свернутой бумаги, приводящее к неправильной подаче и заеданиям в копировальных аппаратах или печатных прессах. Также используют другие покрытия для бумаги, которые включают воск. Например, патент США №4,117,199 (Гото и др./Gotoh et al.), выданный 26 сентября 1978 г., раскрывает перерабатываемую бумагу с покрытием, включающим латекс на основе синтетического каучука и восковую эмульсию. Такие покрытия, как Vapo-Stop, производимые компанией Cham-Tenero Paper Mills, Inc., Шам, Швейцария, включают бутадиен-стирольный полимер, воск и акриловый полимер, которые могут обеспечивать стойкость к влажности бумажных основ с таким покрытием.
РАСКРЫТИЕ
[0003] Согласно первому широкому аспекту настоящего изобретения, предложено изделие, включающее подходящий для переработки упаковочный материал, включающий:
бумажную основу, включающую по меньшей мере приблизительно 40% подходящих для переработки бумажных волокон и имеющую внутреннюю поверхность и наружную поверхность;
слой, подходящий для печати, имеющий внутреннюю поверхность и наружную поверхность, причем внутренняя поверхность слоя, подходящего для печати, расположена над наружной поверхностью бумажной основы, и причем наружная поверхность слоя, подходящего для печати, имеет значение шероховатости по Паркеру приблизительно 1,5 или меньше; и
гидроизолирующий слой, включающий один или больше отверждаемых излучением энергии полимеров, расположенный над наружной поверхностью слоя, подходящего для печати, причем упаковочный материал имеет скорости переноса водяных паров приблизительно 500 г/м2/сутки или меньше.
[0004] Согласно второму широкому аспекту настоящего изобретения, предложен способ, включающий следующие этапы:
(a) предоставления каландрированного, подходящего для печати материала, включающего:
бумажную основу, включающую по меньшей мере приблизительно 40% подходящих для переработки бумажных волокон и имеющую наружную поверхность и внутреннюю поверхность; и
слой, подходящий для печати, имеющий внутреннюю поверхность и каландрированную наружную поверхность, причем внутренняя поверхность слоя, подходящего для печати, расположена над наружной поверхностью бумажной основы, и причем каландрированная наружная поверхность слоя, подходящего для печати, имеет значение шероховатости по Паркеру приблизительно 1,5 или меньше;
(b) нанесения отверждаемого излучением энергии покрытия, включающего один или больше отверждаемых излучением энергии мономеров, на каландрированную наружную поверхность слоя, подходящего для печати; и
(c) отверждения отверждаемых излучением энергии мономеров для получения гидроизолирующего слоя, включающего один или больше подходящих для переработки полимеров, отверждаемых излучением энергии, расположенного над каландрированной наружной поверхностью слоя, подходящего для печати, чтобы получить подходящий для переработки упаковочный материал, имеющий скорость переноса водяных паров приблизительно 500 г/м2/сутки или меньше.
[0005] Согласно третьему широкому аспекту настоящего изобретения, предложен способ, включающий следующие этапы:
(a) предоставления размотанного, подходящего для печати материала, включающего:
бумажную основу, имеющую наружную поверхность и внутреннюю поверхность; и
слой, подходящий для печати, имеющий внутреннюю поверхность и наружную поверхность, причем внутренняя поверхность слоя, подходящего для печати, расположена над наружной поверхностью бумажной основы, и причем наружная поверхность слоя, подходящего для печати, имеет значение шероховатости по Паркеру приблизительно 1,5 или меньше;
(b) нанесения печатного красителя на наружную поверхность слоя, подходящего для печати, чтобы получить одну или больше областей с надпечаткой для получения материала с надпечаткой;
(c) нанесения на материал с надпечаткой отверждаемого излучением энергии покрытия, включающего один или больше отверждаемых излучением энергии мономеров, на наружную поверхность слоя, подходящего для печати, включая области с надпечаткой, чтобы получить покрытый материал с надпечаткой; и
(d) отверждения отверждаемых излучением энергии мономеров, чтобы сформировать гидроизолирующий слой, включающий один или больше полимеров, отверждаемых излучением энергии, расположенный над наружной поверхностью слоя, подходящего для печати, чтобы получить упаковочный материал с надпечаткой, имеющий скорость переноса водяных паров приблизительно 500 г/м2/сутки или меньше;
причем этапы (а)-(d) выполняют как операцию за один проход и без наматывания: материала с надпечаткой этапа (b) перед выполнением этапа (с); и покрытого материала с надпечаткой этапа (с) перед выполнением этапа (d).
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0006] Изобретение будет описано в сочетании с прилагаемыми чертежами, на которых:
[0007] ФИГ.1 - боковая проекция варианта осуществления подходящего для переработки упаковочного материала с надпечаткой настоящего изобретения; и
[0008] ФИГ.2 - технологическая схема для иллюстрации разных вариантов осуществления способа изготовления (подходящего для переработки) упаковочного материала с надпечаткой согласно вариантам осуществления настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
[0009] Перед описанием изобретения целесообразно дать определения нескольким терминам. Необходимо понимать, что следующие определения используются в тексте настоящей заявки.
Определения
[0010] Если определение какого-то термина отступает от общеиспользуемого значения этого термина, заявитель намерен использовать определения, представленные ниже, если конкретно не указано иное.
[0011] Для целей настоящего изобретения, термины направления, такие как "наружный", "внутренний", "верхний", "нижний", "верх", "низ", "сторона", "передний", "фронтальный", "вперед", "задний", "назад", "обратный", "хвостовой", "выше", "ниже", "левый", "правый", "горизонтальный", "вертикальный", "направленный вверх", "направленный вниз", и т.д. используются просто для удобства при описании разных вариантов осуществления настоящего изобретения. Например, варианты осуществления настоящего изобретения, показанные на ФИГ.1 и 2, могут быть ориентированы по-разному.
[0012] Для целей настоящего изобретения термин "упаковочный материал" относится к материалам для изготовления упаковок для защиты, транспортировки, распространения и т.д. продуктов, таких как стопа бумаги, рулоны бумаги, пищевые продукты, напитки, и т.д. Упаковочный материал может включать, например, упаковку для стопы, упаковку для рулона, оболочки, контейнеры (например, для пищевых продуктов или напитков), ящики и т.д.
[0013] Для целей настоящего изобретения термин "упаковка для стопы" относится к упаковочному материалу, используемому для защиты, транспортировки, распространения и т.д. стопы бумаги.
[0014] Для целей настоящего изобретения термин "упаковка для рулона" относится к упаковочному материалу, используемому для защиты, транспортировки, распространения и т.д. одного или нескольких рулонов бумаги.
[0015] Для целей настоящего изобретения термин "стопа бумаги" относится к термину в традиционном смысле, который определяет количество бумаги (например, количество бумаги в упаковке) в диапазоне, например, приблизительно от 480 до приблизительно 516 листов (например, 480, 500 или 516 листов).
[0016] Для целей настоящего изобретения термин "бумажная основа" относится к волокнистому полотну, которое может быть сформовано, создано, произведено и т.д. из смеси, композиции и т.д., включающей бумажные волокна и т.д., плюс любые другие добавки для изготовления бумаги по выбору, такие как, например, агенты для внутренней и/или наружной проклейки бумаги, наполнители, агенты для придания влагостойкости, оптические осветлители и т.д. Бумажная основа может быть в форме непрерывного рулона, отдельного листа и т.д.
[0017] Для целей настоящего изобретения термин "волокна из хвойной древесины" относится волокнистым массам, полученным из древесного вещества хвойных деревьев (голосемянных), таких как разновидности ели, пихты, сосны и т.д., например, сосна ладанная, сосна карибская, ель колючая, пихта бальзамическая, дугласовая пихта, сосна Банкса, сосна замечательная, ель канадская, сосна скрученная широкохвойная, секвойя и т.д. Для получения волокон хвойной древесины может быть использована южная и северная древесина Северной Америки, а также хвойная древесина из других регионов мира.
[0018] Для целей настоящего изобретения термин "волокна лиственной древесины" относится к волокнистым массам, полученным из древесного вещества лиственных деревьев (покрытосемянных), таких как береза, дуб, бук, клен, эвкалипт, тополь и т.д.
[0019] Для целей настоящего изобретения термин "наполнитель для бумажной основы" относится к минеральным продуктам (например, к каолиновой глине и т.д.), а также к не минеральным продуктам (например, пластиковым пигментам), которые могут быть использованы при изготовлении бумаги, чтобы снизить расходы на материалы на единицу массы бумаги, повысить прозрачность, повысить гладкость и т.д. Минеральные продукты могут быть мелко размолоты, например, в диапазоне размеров приблизительно от 0,5 до приблизительно 5 мкм.
[0020] Для целей настоящего изобретения термин "каландрированный материал" относится к материалу, который был подвергнут каландрированию для, например, уменьшения шероховатости для того, чтобы позволить осуществлять печать на материале, чтобы повысить глянец поверхности материала и т.д. Например, каландрирование может включать использование давления (и, по выбору, температуры и влаги) для выдавливания гладкой поверхности на еще шероховатой поверхности материала. Каландрирование может быть выполнено на каландре, который может включать последовательность валов на конце, например, бумагоделательной машины (в линии), или отдельно от бумагоделательной машины (автономно). Каландрирование может включать суперкаландрирование, горячее мягкое каландрирование, каландрирование с градиентом влаги, каландрирование в расширенной зоне контакта, транспортерное каландрирование, и т.д. Смотрите публикацию: G.A. Smook, Handbook for Pulp и Paper Technologists (Руководство для технологов целлюлозно-бумажной промышленности) (2-е изд., 1992), стр.273-78, все содержание и раскрытие которой включено в настоящий документ путем ссылки, в отношении общего описания каландрирования, а также устройств для осуществления каландрирования, которые могут быть использованы в рамках настоящего документа.
[0021] Для целей настоящего изобретения термин "суперкаландрированный материал" относится к материалу, который был обработан (каландрирован посредством чередующейся последовательности каландрирующих валков с более твердой поверхностью (например, стальной и т.д.) и более мягкой поверхностью (например, покрытой волокном, покрытой полимером и т.д.). Смотрите публикацию: G.A. Smook, Handbook for Pulp и Paper Technologists (Руководство для технологов целлюлозно-бумажной промышленности) (2-е изд., 1992), стр.296-98, все содержание и раскрытие которой включено в настоящий документ путем ссылки, в отношении общего описания суперкаландрирования, а также устройств для осуществления суперкаландрирования, которые могут быть использованы в рамках настоящего документа.
[0022] Для целей настоящего изобретения термин "покрытие, отверждаемое излучением энергии" относится к тем покрытиям, которые включают, как минимум, один или больше полимеров, отверждаемых излучением энергии, один или больше отверждаемых излучением энергии мономеров для получения полимеров, отверждаемых излучением энергии, и т.д. Эти покрытия, отверждаемые излучением энергии (или композиции покрытий, отверждаемые излучением энергии, используемые для получения таких покрытий), могут также включать другие добавки по выбору, такие как, например, растворители, разбавители, модификаторы реологии, диспергаторы, поверхностно-активные агенты и т.д. Композиции покрытий, отверждаемые излучением энергии, могут быть осуществлены как водный раствор, водная суспензия, коллоидная суспензия, жидкая смесь, тиксотропная смесь и т.д.
[0023] Для целей настоящего изобретения термин "на основании твердых веществ" относится к массовому проценту каждого из соответствующих твердых материалов (например, полимеров, отверждаемые излучением энергии, мономеров, отверждаемых излучением энергии и т.д.), присутствующего в покрытии, композиции покрытия и т.д., в отсутствие любых жидкостей (например, воды, других растворителей и т.д.). Если не указано иное, все проценты, указанные в настоящем документе для твердых материалов, даны на основании твердых веществ.
[0024] Для целей настоящего изобретения термин "содержание твердых веществ" относится к проценту нелетучих, не жидких компонентов (по массе), которые присутствуют в покрытии, композиции и т.д.
[0025] Для целей настоящего изобретения термин "пигмент основы" относится к материалу (например, мелко размолотым частицам), который может быть использован или может быть предназначен для использования для придания оптических свойств бумажной основе. Пигменты основы могут включать пигменты карбоната кальция, абсорбирующие пластиковые пигменты, пигменты глины, пигменты каолина, пигменты кальцинированной глины, пигменты талька, пигменты диоксида титана, пигменты сульфата бария, пигменты диоксида кремния, пигменты цеолита и т.д. Пигменты основы также могут быть пластинчатыми минеральными пигментами, не пластинчатыми минеральными пигментами и т.д.
[0026] Для целей настоящего изобретения термин "пластинчатый минеральный пигмент" относится к пигментам основы, которые являются пластинчатыми по структуре и состоят из тонких, плохо сформировавшихся, пластинчатых частиц с высоким отношением аспектов (ширина к толщине частиц) больше чем приблизительно 2, например, больше чем приблизительно 5, например, в диапазоне от приблизительно 10 до приблизительно 60 (например, от приблизительно 20 до приблизительно 40). Пластинчатые минеральные пигменты могут включать одно или больше из: расслоенных глин, каолина, талька, монтмориллонита, галлуазита, аттапульгита, иллита, природных и синтетических слюд, таких как мусковит, флогопит, биотит, силицид бария и т.д. Смотрите патент США №7,320,825 (Морабито/Morabito), выданный 22 января 2008 г., все содержание и раскрытие которого включено в настоящий документ путем ссылки, по описанию пластинчатых минеральных пигментов и их отличию от непластинчатых минеральных пигментов.
[0027] Для целей настоящего изобретения термин "карбонат кальция" относится к разным формам карбоната кальция, которые могут быть использованы в качестве пигментов основы, такие как осажденный карбонат кальция (ОКК), молотый карбонат кальция (МКК), модифицированный ОКК и/или МКК и т.д.
[0028] Для целей настоящего изобретения термин "осажденный карбонат кальция (ОКК)" относится к карбонату кальция, который может быть получен путем реакции осаждения и который может быть использован в качестве пигмента основы. ОКК может включать почти полностью форму CaCO3 кристалла кальцита. Кристалл кальцита может иметь разные макроскопические формы, в зависимости от условий производства. Осажденные карбонаты кальция могут быть получены путем карбонизации газообразным диоксидом углерода (CO2) водной суспензии гидроксида кальция ("известковое молоко"). Исходный материал для получения ОКК может включать известняк, но также может быть кальцинирован (т.е., нагрет для отгонки CO2) для получения негашеной извести, СаО. Может быть добавлена вода, чтобы "погасить" известь, с получением "известкового молока", суспензии Са(ОН)2, которую затем подвергают барботированию газом CO2. При небольших температурах во время добавления CO2 образуются ромбоэдрические (глыбистые) частицы ОКК. Более высокие температуры во время добавления CO2 скорее приводят к получению скаленоэдрических (в форме розетки) частиц ОКК. В любом случае окончание реакции происходит при оптимальном рН, если известковое молоко эффективно преобразовано в CaCO3, и до того, как концентрация СО; становится достаточно высокой, чтобы подкислить суспензию и вызвать повторное растворение некоторой ее части. В тех случаях, если ОКК постоянно не перемешивают или хранят в течение многих дней, может потребоваться добавить больше чем следы таких анионных диспергаторов как полифосфаты. Мокрый ОКК может иметь слабый катионный коллоидный заряд. Напротив, высушенный ОКК может быть подобен большинству молотых продуктов CaCO3 по наличию отрицательного заряда, в зависимости от того, какие диспергаторы были использованы. Карбонат кальция может быть осажден из водного раствора в трех разных формах кристаллов: ватеритной форме, которая термодинамически нестабильна, кальцитной форме, которая наиболее стабильна и наиболее распространена в природе, и арагонитной форме, которая метастабильна в нормальных окружающих условиях температуры и давления, но которая может преобразовываться в кальцит при повышенных температурах. Арагонитная форма имеет орторомбическую форму, которая кристаллизуется как длинные тонкие иглы, которые могут быть агрегированы или неагрегированы. Кальцитная форма может существовать в нескольких разных формах, из которых наиболее часто встречается ромбоэдрическая форма, имеющая кристаллы, которые могут быть агрегированы или неагрегированы, и скаленоэдрическая форма, имеющая кристаллы, которые обычно не агрегированы.
[0029] Для целей настоящего изобретения термин "связующее пигмента основы" относится к связующему агенту для бумажных основ, который может быть использован для улучшения силы связывания композиции для проклейки поверхности бумаги, покрытия и т.д. с пигментом основы. Связующие пигмента основы могут быть гидрофильными. Подходящие связующие пигмента основы могут включать синтетические или встречающиеся в природе полимеры (или сочетание разных полимеров), например, поливиниловый спирт, крахмальные связующие, белковые клеи, такие как, например, казеин или соевый белок и т.д.; полимерные латексы, такие как латексы бутадиен-стирольных каучуков, латексы акриловых полимеров, латексы поливинилацетата, латексы сополимера стирола и акрила и т.д. или их сочетание.
[0030] Для целей настоящего изобретения термин "крахмальное связующее" относится к связующему агенту для пигментов основы и/или бумажных основ, который включает крахмал, производное крахмала и т.д. или их сочетание. Подходящие крахмальные связующие могут быть получены из натурального крахмала, например, натурального крахмала, полученного из известного растительного источника, например, пшеница, маис, картофель, тапиока и т.д. Крахмальное связующее может быть модифицированным (т.е., модифицированный крахмал) одной или несколькими химическими обработками, известными в области крахмального связующего для бумаги, например, путем окисления для преобразования некоторых из -СН.2ОН групп в -СООН группы, и т.д. В некоторых случаях крахмальное связующее может иметь небольшую долю ацетильных групп. Альтернативно, крахмальное связующее может быть химически обработано для придания ему катионного (т.е., катионный крахмал) или амфотерного (т.е., амфотерный крахмал), т.е., как катионного, так и анионного заряда. Крахмальное связующее также может быть крахмалом, преобразованным в крахмальный эфир или гидроксиалкилированный крахмал путем замещения некоторых -ОН групп, например, -OCH2CH2OH группами, -ОСН2СН3 группами, -OCH2CH2CH2OH группами и т.д. Еще один класс химически обработанных крахмальных связующих, которые можно использовать, известен как крахмальные фосфаты. Альтернативно, сырой крахмал может быть гидролизован посредством разбавленной кислоты, фермента и т.д. для получения крахмального связующего в форме камеди декстринового типа.
[0031] Для цели настоящего изобретения, термин "нанесение" по отношению к покрытиям и композициям, используемым для получения таких покрытий, могут включать добавление, осаждение, распыление, обмазывание, распределение, протирание, окунание, печать и т.д.
[0032] Для целей настоящего изобретения термин "объем покрытия поверхности бумажной основы" относится к количеству покрытия или композиции, используемой для получения таких покрытий, присутствующему на определенной стороне или поверхности обрабатываемой бумажной основы. Объем покрытия бумажной основы может быть определен в граммах (твердых веществ) композиции на квадратный метр бумажной основы или слоя (ниже именуется как"г/м2").
[0033] Для целей настоящего изобретения термин "устройство для нанесения покрытия" относится к устройству, оборудованию, машине и т.д., которые могут быть использованы для обработки, нанесения и т.д. покрытия или композиции, используемой для получения такого покрытия, на одну или больше сторон или поверхностей бумажной основы или слоя. Устройства для нанесения покрытия могут включать устройства для нанесения покрытия с воздушным шабером, устройства со стержнем для нанесения покрытия, устройства с ракелем для нанесения покрытия, клеильные прессы, флексографические принтеры, другие принтеры и т.д. Смотрите публикацию: G.А. Smook, Handbook for Pulp и Paper Technologists (Дж.Э. Смук "Справочник технолога целлюлозно-бумажной промышленности"} (2-е изд., 1992), стр.289-92, содержание и раскрытие которой включено в настоящий документ путем ссылки, где приведено общее описание устройств для нанесения покрытия, которые могут быть использованы в рамках настоящего документа. Клеильные прессы могут включать клеильный пресс с ванной, дозирующий клеильный пресс и т.д. Смотрите публикацию: G.А. Smook, Handbook for Pulp и Paper Technologists (2-е изд., 1992), стр.283-85, содержание и раскрытие которой включено в настоящий документ путем ссылки, где приведено общее описание клеильных прессов которые могут быть использованы в рамках настоящего документа.
[0034] Для целей настоящего изобретения термин "непрозрачность" относится к способности бумаги скрывать объекты, такие как печатные изображения на последующих страницах или напечатанные на оборотной стороне, например, для минимизации, предотвращения и т.д. просвечивания и т.д. В том смысле, как она здесь используется, непрозрачность основы бумаги может быть измерена, например, как непрозрачность по TAPPI и просвечивание. Непрозрачность по TAPPI может быть измерена согласно стандарту Т425 om-91.
[0035] Для целей настоящего изобретения термин "шероховатость печати по Паркеру" относится к степени, в которой поверхность бумаги отклоняется от плоской или в сущности плоской поверхности, на которую влияет толщина бумаги, ширина бумаги, величина отклонения от плоской поверхности и т.д., которая измерена контрольным способом TAPPI Т 555 om-99 при прижимном давлении 10 кгс/см2. Значения шероховатости по Паркеру отражают степень "микрошероховатости" основы или поверхности покрытия. Чем выше значение шероховатости по Паркеру, тем большую шероховатость имеет основа, слой или поверхность покрытия. И наоборот, чем ниже значение шероховатости по Паркеру, тем больше гладкость основы, слоя или поверхности покрытия.
[0036] Для целей настоящего изобретения термин "глянец" относится к способности бумаги отражать некоторую часть падающего света под зеркальным углом. Глянец может быть основан на измерении количества света, зеркально отраженного от поверхности образца бумаги под заданным углом, например, 75 градусов, так как в случае глянца 75 градусов (и согласно измерениям, описанным в контрольном способе TAPPI Т 480 om-92).
[0037] Для целей настоящего изобретения термин "глянец печати" относится к измерению глянца, выполненному на бумажной основе с надпечаткой.
[0038] Для целей настоящего изобретения термин "цифровая печать" относится к воспроизведению, формированию, созданию, представлению и т.д. цифровых изображений на подходящем для печати материале, таком как бумажная основа, имеющая слой, подходящий для печати. Цифровая печать может включать лазерную печать, струйную печать и т.д.
[0039] Для целей настоящего изобретения термин "лазерная печать" относится к технологии, способу, устройству и т.д. цифровой печати, в которых лазерный луч используется для создания, формирования, представления и т.д. латентного изображения на, например, на фотокопировальном барабане. Свет лазерного луча затем может создавать заряд на барабане, который затем может захватывать тонер, который имеет противоположный заряд. Этот тонер затем может быть перенесен на подходящий для печати материал, такой как бумажная основа, имеющая слой, подходящий для печати, и соответствующее печатное изображение создается, формируется, производится и т.д., соединяется с подходящим для печати материалом посредством, например, термофиксатора.
[0040] Для целей настоящего изобретения термин "процесс электрофотографической регистрации" относится к процессу, который регистрирует изображения на подходящем для печати материале, таком как бумажная основа, имеющая слой, подходящий для печати, путем ксерографии или электрофотографии. В электрофотографическом процессе изображение часто формируется на основе частицами тонера, которые осаждаются на одной поверхности или стороне основы для печати и затем прикрепляются тепловым способом к такой одной поверхности или стороне основы для печати, например, нагревом.
[0041] Для целей настоящего изобретения термин "струйная печать" относится к относится к технологии, способу, устройству и т.д. цифровой печати, которые могут формировать изображения на подходящем для печати материале, таком как бумажная основа, имеющая слой, подходящий для печати, путем распыления, струйного нанесения и т.д. мельчайших капель жидких чернил на подходящий для печати материал через сопла принтера. Размер (например, меньший размер), точное нанесение и т.д. капель чернил может давать более качественные струйные отпечатки. Струйная печать может включать непрерывную струйную печать, струйную печать по запросу и т.д.
[0042] Для целей настоящего изобретения термин "жидкость" относится к не газообразной жидкостной композиции, соединению, материалу и т.д., которые являются легко текучими при температуре использования (например, при комнатной температуре) с небольшой тенденцией к дисперсии или без нее и с относительно высокой сжимаемостью.
[0043] Для целей настоящего изобретения термин "вязкость" в отношении покрытий, отверждаемых излучением энергии, нанесенных, например, флексографической печатью, относится к вязкости, измеренной вискозиметром Зана с использованием чашки Зана #2. Для того, чтобы определить вязкость жидкого вещества по Зану, чашку погружают и полностью наполняют веществом. После удаления чашки Зана из вещества измеряют время (в секундах) до того момента, когда вытекание жидкости из чашки прекратится (называется "временем истечения").
[0044] Для целей настоящего изобретения термин "принтер" относится к любому устройству, которое печатает изображение на подходящем для печати материале, таком как бумажная основа, имеющая слой, подходящий для печати, включая лазерные принтеры, струйные принтеры, флексографические принтеры, электрофотографические регистрирующие устройства (например, копиры), сканеры, факс-машины и т.д.
[0045] Для целей настоящего изобретения термин "краситель для принтера" может относиться к любому материалу, который может формировать, создавать и т.д. печатные изображения. Красители для принтера могут включать чернила (которые используются, например, в струйном принтере, флексографическом принтере и т.д.), тонер (который используется, например, в лазерном принтере, электрографическом регистрирующем устройстве и т.д.) и т.д.
[0046] Для целей настоящего изобретения термин "чернила" относится к пигменту для принтера, который используется в струйных принтерах, флексографических принтерах и т.д. Термин "чернила" может включать чернила на основе красителя и/или чернила на основе пигмента. Чернила на основе красителя содержат краситель, который может быть органической молекулой, которая растворима в среде чернил. Чернила на основе красителя могут классифицироваться по их использованию, так как кислые красители, основные красители или прямые красители, или по их химической структуре, так как азокрасители, которые основаны на азоструктуре -N=N-; диазониумовые красители, основанные на диазониумовых солях; хинон-иминовые красители, которые являются производными хинина, и т.д. Чернила на основе пигмента содержат пигмент, которым является твердая цветная частица, суспендированная в среде чернил. Такая частица может включать цветной минерал, осажденный краситель, осажденный краситель, которые прикреплен к частице носителя и т.д. Чернила часто подаются, осаждаются, распыляются и т.д. на подходящий для печати материал в форме капель, которые затем высыхают на подходящем для печати материале (например, слое, впитывающем чернила).
[0047] Для целей настоящего изобретения термин "тонер" относится к пигменту для принтера, который используется в лазерных принтерах. Тонер часто подается, осаждается и т.д. на подходящий для печати материал, такой как бумажная основа, имеющая слой, подходящий для печати, в форме частиц, и частицы затем закрепляются тепловым способом на подходящем для печати материале, формируя изображение.
[0048] Для целей настоящего изобретения термин "комнатная температура" относится к общепринятому значению комнатной температуры, т.е., температуры окружающей среды от 20°C до 25°C.
[0049] Для целей настоящего изобретения, термин "слой, подходящий для печати" относится к слою, который способен впитывать, поглощать, вбирать, принимать и т.д. нанесенный краситель для печати, чтобы сформировать одно или несколько печатных изображений. Слои, подходящие для печати, могут включать слои, восприимчивые к чернилам (например, слои, которые способны принимать, впитывать, поглощать, вбирать, принимать и т.д. нанесенные чернила) и слои, восприимчивые к тонеру (например, слои, которые способны получать, принимать и т.д. нанесенный тонер). Слой, подходящий для печати, может включать, например, один или несколько пигментов основы (например, глину, диоксид титана, карбонат кальция, кальцинированную глину и т.д.), крахмальное связующее, латексное связующее, смазочный материал (например, стеарат кальция), оптические осветлители, соединения, содержащие фторуглероды, и т.д. Смотрите переданную в широкое пользование опубликованную заявку США №20090239020 (Шульц и др.), опубликованную 24 сентября 2009 г., все содержание и раскрытие которой включено в настоящий документ путем ссылки, которая описывает слой покрытия 3, который может быть использован как один вариант осуществления слоя, подходящего для печати. Также смотрите переданную в широкое использование опубликованную заявку США №20070020462 (Рудольф и др.), опубликованную 25 января 2007 г., все содержание и раскрытие которой включено в настоящий документ путем ссылки, которая описывает слой покрытия, который может, по выбору, содержать соединение, содержащее фторуглерод и который также может быть использован как один вариант осуществления слоя, подходящего для печати.
[0050] Для целей настоящего изобретения термин "область печати" относится к любой области слоя, подходящего для печати, включающего одно или больше печатных изображений, созданных в результате нанесения красителя для печати на слой, подходящий для печати.
[0051] Для целей настоящего изобретения термин "гидроизолирующий слой" относится к слою, который защищает от окружающей влаги, т.е., имеет относительно низкую скорость пропускания водяных паров, особенно в окружающих средах, имеющих относительно высокую относительную влажность (RH) (например, приблизительно 65% или больше, боле обычно приблизительно 80% или больше), и может включать один или несколько слоев.
[0052] Для целей настоящего изобретения термин "относительная влажность" (RH) относится к процентному отношению между фактическим количеством водяных паров в данном объеме воздуха при определенной температуре и максимальным количеством водяных паров, которое присутствовало бы, если воздушная окружающая среда была насыщена водяными парами при этой температуре. RH обычно измеряют здесь при температурах приблизительно 90°F.
[0053] Для целей настоящего изобретения термин "скорость пропускания водяных паров" (СПВП) относится к скорости, с которой водяные пары или влага проходят или пропускаются через материал, слой, основу и т.д., в единицах г/м2/сутки. Одним способом, используемым здесь для определения СПВП, является способ TAPPI T464 om-90 (но измерения выполняют при 90°F и 80% RH).
[0054] Для целей настоящего изобретения термины "флексография" и "флексографический" (также именуются "флексо") относятся к форме, приему, способу и т.д. печати, в котором используют гибкую рельефную пластину. В флексографических способах также используют специально выполненный или выгравированный валик (анилоксовый), имеющий поверхность, содержащую некоторое число углублений или ячеек для приема и переноса подходящего для печати материала на печатную основу. Флексографические способы могут использовать высоко текучие подходящие для печати материалы (например, чернила на водяной основе), специально разработанные полимерные рельефные печатные пластины и небольшое давление в зоне контакта. Смотрите публикацию: G.A. Smook, Handbook for Pulp и Paper Technologists (Руководство для технологов целлюлозно-бумажной промышленности) (2-е изд., 1992), стр.354, все содержание и раскрытие которой включено в настоящий документ путем ссылки, по общему описанию флексографической печати и машинам/компонентам для осуществления флексографической печати.
[0055] Для целей настоящего изобретения термин "отверждаемый высокой энергией" относится к составам, соединениям, веществам, материалам и т.д., которые могут быть отверждены (например, полимеризованы, сшиты и т.д.) до твердого или почти твердого состояния путем воздействия энергии из источника энергии лучистой или тепловой энергии, например, отверждены воздействием теплоты, пучка электронов (т.е., путем воздействия электронов высокой энергии из источника пучка электронов), отверждены с инициацией светом (например, путем воздействия УФ-излучения, актиничного излучения и т.д.) и т.д.
[0056] Для целей настоящего изобретения термин "отверждаемые излучением энергии мономеры" относится к мономерам, олигомерам и т.д., которые могут быть отверждены энергией (например, полимеризованы, сшиты и т.д.), чтобы получить (подходящие для переработки) полимеры, отверждаемые излучением энергии. Отверждаемые излучением энергии мономеры могут включать, например, один или несколько из: диакрилата дипропиленгликоля; диакрилата трипропиленгликоля; диакрилата бутандиола; диакрилата гександиола; алкоксилированного диакрилата гександиола; триакрилата триметиолпропана; алкоксилированного триакрилата триметилолпропана; ди(триакрилата триметилолпропана); глицеринпропокситриакрилата; пентаэритролтриакрилата; алкоксилированного пентаэритролтриакрилата; ди(пентаэритролтриакрилата); диакрилата неопентагликоля; алкоксилированного диакрилата неопентагликоля; диметакрилата дипропиленгликоля; диметакрилата трипропиленгликоля; диметакрилата бутадиендиола; диметакрилата гександиола; алкоксилированного диметакрилата гександиола; триметакрилата триметиолпропана; алкоксилированного триметакрилата триметилолпропана; ди(меттриакрилата триметилолпропана); глицеринпропокситриметакрилата; триметакрилата пентаэритритрола; алкоксилированного триметакрилата пентаэритритрола; ди(триметакрилата пентаэритритрола); диметакрилата неопентагликоля; алкоксилированного неопентагликольдиметакрилата; акрилированных эпоксидных смол; бис-акриловых эфиров бисфенола А (таких, как ди-(3-метакрилокси-2-гидроксипропиловый эфир бисфенола-А; ди(2-метакрилоксиэтиловый эфир бисфенола-А; ди-(3-акрилокси-2-гидроксипропиловый эфир бисфенола-А; ди(2-акрилоксиэтиловый эфир бисфенола-А и т.д.); акрилированных полиуретанов; акрилированных сложных полиэфиров; акрилированных простых полиэфиров, и т.д., раскрытых, например, в патенте США №7,479,511 (Лаксин и др.), выданном 20 января 2009 г.; патенте США №7,612,122 (Герлихи), выданном 3 ноября 2009 г., все содержание и раскрытие которых включены в настоящий документ путем ссылки. Отверждаемые излучением энергии мономеры также могут включать, например, одно или больше из: уретановых акрилатов, алифатических уретановых акрилатов, смесей алифатического уретанового триакрилата/мономера, алифатических уретановых триакрилатов, смешанных с 1,6-гександиоловыми акрилатами, гексафункциональных уретановых акрилатов, силиконизированных уретановых акрилатов, алифатических силиконизированных уретановых акрилатов, полиэфирных акрилатов, триакрилатов триметилолпропана, 2-феноксиэтиловых акрилатов, изоборниловых акрилатов, пропоксилированных триакрилатов глицерина, производных акрилата, производных метакрилата, диакрилата трипропиленгликоля и т.д., раскрытых в опубликованной заявке США №20050234152 (Рэмси), опубликованной 20 октября 2005 г.; опубликованной заявке США №20080027154 (Рэмси), опубликованной 31 января 2008 г.; опубликованной заявке США №20080254303 (Рэмси), опубликованной 16 октября 2008 г., все содержание и раскрытие которых включено в настоящий документ путем ссылки.
[0057] Для целей настоящего изобретения термин "полимеры, отверждаемые излучением энергии" относится к полимерам (за исключением полиэтилена), полученным путем отверждения (например, полимеризации, сшивания и т.д.) отверждаемых излучением энергии мономеров. Смотрите, например, патент США №7,479,511 (Лаксин и др.), выданный 20 января 2009 г.; патент США №7,612,122 (Герлихи), выданный 3 ноября 2009 г.; опубликованную заявку США №20050234152 (Рэмси), опубликованную 20 октября 2005 г.; опубликованную заявку США №20080027154 (Рэмси), опубликованную 31 января 2008 г.; опубликованную заявку США №20080254303 (Рэмси), опубликованную 16 октября 2008 г., все содержание и раскрытие которых включено в настоящий документ путем ссылки, которые описывают иллюстративные способы преобразования отверждаемых излучением энергии мономеров в полимеры, отверждаемые излучением энергии. В некоторых вариантах осуществления подходящих для переработки упаковочных материалов эти полимеры, отверждаемые излучением энергии, даже если сами не подходят для переработки, должны быть совместимы с переработкой этих упаковочных материалов, т.е., не препятствовать, затруднять, мешать, снижать, предотвращать и т.д., возможность переработки (например, повторного роспуска) этих упаковочных материалов.
[0058] Для целей настоящего изобретения термин "подходящий для переработки" относится к составам, соединениям, веществам, материалам, бумажным основам и т.д., которые могут быть повторно использованы после переработки (например, разложения, другой химической обработки и т.д.) для изготовления новых составов, соединений, веществ, материалов, бумажных основ и т.д. Термин "подходящий для переработки" включает термин "поддающийся роспуску".
[0059] Для целей настоящего изобретения термин "поддающийся роспуску" относится к составам, соединениям, веществам, материалам, бумажным основам и т.д., (например, бумажным волокнам и т.д.), которые могут быть повторно использованы после переработки (например, разложения, другой химической обработки и т.д.) в производстве бумаги.
[0060] Для целей настоящего изобретения термин "прирост яркости при потере выхода" относится к способу оценки, как эффективно составы, соединения, вещества, материалы, бумажные основы и т.д. могут быть разволокнены и переработаны для получения, например, бумажных волокон, в смысле повышения яркости распущенного материала (например, бумажных волокон), против потери массы (выхода) разволокненного/полученного материала. Это способ, в котором используют "флотационный тест" для оценки повысившейся яркости разволокненного/полученного материала против потери выхода разволокненного/полученного материала. Смотрите раздел "Порядок определения прироста яркости при потере выхода для разволокненных/полученных материалов (флотационный тест) ниже о том, как выполнить "флотационный тест" для определения эффективности разволокненных/полученных материалов в смысле прироста яркости при потере выхода. Значение прироста яркости при потере выхода по меньшей мере приблизительно 0,3, такое как по меньшей мере приблизительно 0,5, считается здесь указывающим на материалы, которые могут быть эффективно разволокнены и получены.
[0061] Для целей настоящего изобретения термин "базовая масса" относится к массе в граммах листа, рулона и т.д. материала, включающего бумажную основу, со слоями покрытия или без них, которая определяется тестом TAPPI T410. Смотрите публикацию: G.A. Smook, Handbook for Pulp и Paper Technologists (Руководство для технологов целлюлозно-бумажной промышленности) (2-е изд., 1992), стр.342, Таблица 22-11, все содержание и раскрытие которой включено в настоящий документ путем ссылки, где описан физический тест для измерения базовой массы.
[0062] Для целей настоящего изобретения термин "толщина" относится к толщине листа, полотна и т.д., материала, например, материала, включающего бумажную основу со слоями покрытия или без них, до или после каландрирования, в милах, которую определяют путем измерения расстояния между гладкими плоскими пластинами при определенном давлении.
[0063] Для целей настоящего изобретения термин "мил(ы)" используется в традиционном смысле для указания тысячных долей дюйма.
[0064] Для целей настоящего изобретения термин "намотка в рулон" относится к процессу намотки, сбора и т.д. материала в рулонную (смотанную) форму. И наоборот, термин "размотка" относится к разматыванию, раздаче и т.д. материала в не рулонную (размотанную) форму. Смотрите публикацию: G.A. Smook, Handbook for Pulp и Paper Technologists (Руководство для технологов целлюлозно-бумажной промышленности) (2-е изд., 1992), стр.278-82, все содержание и раскрытие которой включено в настоящий документ путем ссылки, по общему описанию намотки материалов (например, бумаги), а также устройств для осуществления намотки материалов.
[0065] Для целей настоящего изобретения термин "операция за один проход" относится к операции (в некоторых вариантах осуществления способа настоящего изобретения), в которой по меньшей мере этап предоставления размотанного, подходящего для печати материала посредством по меньшей мере этапа отверждения отверждаемых излучением энергии мономеров, чтобы сформировать гидроизолирующий слой для изготовления упаковочного материала с надпечаткой, выполняют непрерывно за один проход во время операции (т.е., посредством машин, устройств и т.д., используемых для выполнения этих этапов), в противоположность нескольким проходам (т.е., двум или больше) в течение операции, и без намотки/размотки материала с надпечаткой перед этапом нанесения покрытия, отверждаемого излучением энергии, и покрытого материала с надпечаткой перед этапом отверждения отверждаемых излучением энергии мономеров. Если особо указано в некоторых вариантах осуществления способа настоящего изобретения, операция из одного этапа также может включать другие этапы, например, намотки упаковочного материала с надпечаткой в рулонную (намотанную) форму.
[0066] Для целей настоящего изобретения термин "слой, усиливающий барьер для влажности" относится к слою, который добавляют на изделие настоящего изобретения в дополнение к гидроизолирующему слою, чтобы усилить технические характеристики изделия по барьеру для влаги. Слой, усиливающий барьер для влаги может содержать полиолефин.
[0067] Для целей настоящего изобретения термин "полиолефин" относится к полимеру, содержащему по меньшей мере одно ненасыщенное химическое соединение, имеющее по меньшей мере одну двойную связь углерод-углерод в любой форме, включая, без ограничения, гомополимер, сополимер, статистический сополимер, привитый полимер или сополимер и его блочный сополимер.
[0068] Для целей настоящего изобретения термин "полиэтилен" относится к полимеру, включающему мономеры этилена, включая, но без ограничения сверхвысокомолекулярный полиэтилен (UHMWPE), сверхнизкомолекулярный полиэтилен (ULMWPE или PE-WAX), высокомолекулярный полиэтилен (HMWPE), полиэтилен высокой плотности (HDPE), сшитый полиэтилен высокой плотности (HDXLPE), сшитый полиэтилен (РЕХ или XLPE), полиэтилен средней плотности (MDPE), линейный полиэтилен низкой плотности (LLDPE), полиэтилен низкой плотности (LDPE) и полиэтилен очень низкой плотности (VLDPE).
[0069] Для целей настоящего изобретения термин "полипропилен" относится к полимеру, включающему мономеры пропилена.
[0070] Для целей настоящего изобретения термин "сверхвысокомолекулярный полиэтилен" (UHMWPE) относится к полиэтилену с молекулярной массой, насчитывающей миллионы, обычно между 3,1 и 5,67 миллионами. Высокая молекулярная масса делает его очень жестким материалом, но приводит к менее эффективной упаковке цепей в структуру кристалла, о чем свидетельствуют плотности меньше чем у полиэтилена высокой плотности (например, 0,930-0,935 г/см3). UHMWPE может быть изготовлен по любой катализаторной технологии, хотя наиболее обычными являются катализаторы Циглера.
[0071] Для целей настоящего изобретения термин "высокомолекулярный полиэтилен" (HDPE) относится к полиэтилену с плотностью больше или равной 0,941 г/см3. HDPE имеет низкую, степень ветвления и, таким образом, более сильные межмолекулярные силы и предел прочности на разрыв. HDPE может быть получен с помощью хромокремниевых катализаторов, катализаторов Циглера-Натта или металлоценовых катализаторов.
[0072] Для целей настоящего изобретения термин "сшитый полиэтилен" (РЕХ) относится к полиэтилену от средней до высокой плотности, содержащему поперечные связи, введенные в структуру полимера, изменяющие термопласт на эластомер. Высокотемпературные свойства полимера улучшаются, его текучесть снижается, и его химическая стойкость усиливается.
[0073] Для целей настоящего изобретения термин "полиэтилен средней плотности." (MDPE) относится к полиэтилену с диапазоном плотности от 0,926 до 0,940 г/см3. MDPE может быть получен с помощью хромокремниевых катализаторов, катализаторов Циглера-Натта или металлоценовых катализаторов. MDPE имеет хорошие свойства стойкости к удару и падению. Он также менее чувствителен к надрезу чем HDPE, при этом стойкость к стойкость к растрескиванию под напряжением лучше чем у HDPE.
[0074] Для целей настоящего изобретения термин "линейный полиэтилен низкой плотности" (LLDPE) относится к полиэтилену с диапазоном плотности от 0,915 до 0,925 г/см3. LLDPE является по существу линейным полимером с значительным числом коротких ветвей, обычно получаемым сополимеризацией этилена с альфа-олефинами с короткими цепями (например, 1-бутен, 1-гексен и 1-октен). LLDPE имеет более высокий предел прочности на разрыв чем LDPE, он проявляет более высокую стойкость к удару и прокалыванию чем LDPE. Могут быть выдуты пленки меньшей толщины по сравнению с LDPE с улучшенной стойкостью к растрескиванию при окружающих напряжениях, но обрабатывать его не так легко.
[0075] Для целей настоящего изобретения термин "полиэтилен низкой плотности" (LDPE) относится к полиэтилену с диапазоном плотности от 0,910 до 0,940 г/см3. LDPE имеет высокую степень ветвления коротких и длинных ветвей. LDPE получают радикальной полимеризацией. Высокая степень ветвления с длинными цепями придает расплавленному LDPE уникальные и желательные свойства текучести.
[0076] Для целей настоящего изобретения термин "полиэтилен очень низкой плотности" (VLDPE) имеет плотность в диапазоне 0,880-0,915 г/см3. VLDPE является по существу линейным полимером с высокими уровнями ветвлений коротких цепей, и его обычно получают путем сополимеризации этилена с альфа-олефинами с короткими цепями (например, 1-бутеном, 1-гексеном и 1-октеном). VLDPE чаще всего получают, используя металлоценовые катализаторы из-за повышенного включения мономеров, проявляемого этими катализаторами.
Описание
[0077] Полиэтиленовые пленки и некоторые восковые покрытия, используемые в упаковочных материалах, могут не разлагаться при разложении упаковки. Повторная переработка упаковочных материалов, содержащих полиэтиленовые пленки и восковые покрытия, также может быть ограничена и иметь высокую стоимость из-за специального оборудования, которое может потребоваться для разволокнения, а также различных технологических этапов, которые могут потребоваться перед повторным введением такой массы в поток для повторной переработки вместе, например, с офисными бумажными отходами. Многослойные бумажные упаковки с пластиковой пленкой, имеющие центральный слой полиэтилена между двумя другими слоями бумаги, могут быть особенно трудными в повторной переработке (например, разволокнении) из-за слоя полиэтилена. Системы с восковьм покрытием для бумаги могут содержать такую высокую загрузку воска, что будут неприемлемыми для повторной переработки и разволокнения с целью изготовления бумаги, включая бумажные основы, используемые в упаковочных материалах, таких как бумажная обертка.
[0078] Варианты осуществления упаковочного материала с надпечаткой (и без нее) (например, бумажной обертки) настоящего изобретения обеспечивают адекватную барьерную защиту от влаги/паров для продуктов (например, бумаги), содержащейся в упаковочном материале, но также могут подходить для переработки (например, подаваться разволокнению). Варианты осуществления упаковочного материала с надпечаткой (и без нее) (например, бумажной обертки) настоящего изобретения могут включать: бумажную основу, имеющую наружную поверхность и внутреннюю поверхность; слой, подходящий для печати, имеющий внутреннюю и наружную поверхность, причем слой, подходящий для печати, расположен над наружной поверхностью бумажной основы и имеет значение шероховатости по Паркеру приблизительно 1,5 или меньше (например, приблизительно 1 или меньше); и гидроизолирующий слой, включающий один или больше полимеров, отверждаемых излучением энергии, расположенный над наружной поверхностью слоя, подходящего для печати (например, всей наружной поверхностью слоя, подходящего для печати), и причем упаковочный материал имеет скорость переноса водяных паров приблизительно 500 г/м2/сутки или меньше, например, приблизительно 310 г/м2/сутки или меньше (например, приблизительно 155 г/м2/сутки или меньше). В некоторых вариантах осуществления слой, подходящий для печати, включает одну или несколько областей печати, причем гидроизолирующий слой расположен над слоем, подходящим для печати, чтобы включать области печати, т.е., чтобы предложить упаковочный материал с надпечаткой.
[0079] Один вариант осуществления под ходящего для переработки упаковочного материала с надпечаткой настоящего изобретения кроме того показан на ФИГ.1. Со ссылкой на ФИГ.1, упаковочный материал обозначен в общем как 100. Упаковочный материал 100 включает базовую бумажную основу, указанную как 104, имеющую внутреннюю поверхность 108 и наружную поверхность 112. Бумажная основа 104 включает по меньшей мере приблизительно 40% подходящих для переработки целлюлозных волокон, например, по меньшей мере приблизительно 60% подходящих для переработки целлюлозных волокон. Целлюлозные волокна могут включать волокна хвойной древесины, волокна лиственной древесины или смесь волокон хвойной древесины и волокон лиственной древесины. Например, бумажная основа 104 может включать приблизительно от 5 до приблизительно 95% (например, от приблизительно 25 до приблизительно 75%) волокон хвойной древесины и от приблизительно 5 до приблизительно 95% (например, от приблизительно 25 до приблизительно 75%) волокон лиственной древесины. Бумажная основа 104 также может иметь, например, базовую массу от приблизительно 30 до приблизительно 100 фунтов на 3300 кв. футов (например, от приблизительно 45 до приблизительно 75 фунтов на 3300 кв. футов), и толщину от приблизительно 2 до приблизительно 5 милов (например, от приблизительно 3 до приблизительно 4 милов).
[0080] Как показано на ФИГ.1, упаковочный материал 100 также может быть, по выбору, снабжен слоем проклейки внутренней поверхности бумаги, указанным как 116, расположенным, нанесенным и т.д. рядом с внутренней поверхностью 108. Как кроме того показано на ФИГ.1, упаковочный материал 100 также может быть снабжен, по выбору, слоем проклейки наружной поверхности бумаги, указанным как 120, расположенным, нанесенным и т.д. рядом с наружной поверхностью 112. Проклеивающие слои 116 и 120 могут включать крахмал для проклейки бумаги, другие проклеивающие агенты для бумаги и т.д. и предназначены для снижения, сокращения, минимизации и т.д. проникновения, просачивания, растекания и т.д. воды или чернил в бумажную основу 104. Проклеивающие слои 116 и 120 могут создавать массу покрытия, например, от приблизительно 0,5 до приблизительно 4 г/м2, например, от приблизительно 1 до приблизительно 3 г/м2.
[0081] Как показано на ФИГ.1, упаковочный материал 100 также может быть снабжен внутренним слоем против скручивания (также именуется слой "обратной промывки" или "промывки"), указанный как 124, рядом и под проклеивающим слоем 116 для внутренней поверхности бумаги. Слой против скручивания 124 может включать, например, крахмал, глину, сшивающие агенты для крахмала (например, глиоксаль, боракс, карбонат циркония и т.д.), а также дополнительные компоненты, например, латексы, пластинчатые минеральные пигменты и т.д., чтобы далее повысить (снизить) скорость переноса паров влаги (CППB). Смотрите переданную в общее пользование опубликованную заявку США №20070020462 (Рудольф и др.), опубликованную 25 января 2007 г., все содержание и раскрытие которой включено в настоящий документ путем ссылки, которая описывает состав и компоненты слоев "обратной промывки"/"промывки", которые можно использовать как вариант осуществления слоя против скручивания 124. Слой против скручивания 124 обычно расположен рядом с упакованным продуктом (например, стопой бумаги) и обеспечивает, например, защиту от скручивания упакованной бумаги (из-за поглощаемой влаги). Слой против скручивания 124 может иметь массу покрытия, например, от приблизительно 0,25 до приблизительно 10 фунтов на 3300 кв. футов, например, от приблизительно 2 до приблизительно 6 фунтов на 3300 кв. футов.
[0082] Как показано на ФИГ.1, над наружной поверхностью проклеивающего слоя для бумаги 120 (а также бумажной основы 104) расположен, нанесен и т.д. слой, подходящий для печати, указанный как 128. Слой, подходящий для печати, 128 имеет внутреннюю поверхность, указанную как 132, которая расположена рядом с наружной поверхностью проклеивающего слоя для бумаги 120, а также наружную поверхность, указанную как 136. Наружная поверхность 136 имеет значение шероховатости по Паркеру приблизительно 1,5 или меньше, например, приблизительно 1 или меньше, что стремится делать наружную поверхность 136 менее пористой. Слой, подходящий для печати, 128 может включать пигменты основы (например, глину, карбонат кальция и т.д.) в количествах, например, от приблизительно 10 до приблизительно 90 частей (например, от приблизительно 35 до приблизительно 90 частей) глины от слоя, подходящего для печати, 128, от приблизительно 10 до приблизительно 30 частей (например, от приблизительно 15 до приблизительно 25 частей) карбоната кальция от слоя, подходящего для печати, 128, крахмал в количествах, например, от приблизительно 0,25 до приблизительно 10 частей (например, от приблизительно 0,5 до приблизительно 3 частей) от слоя, подходящего для печати, 128, латекс в количествах, например, от приблизительно 10 до приблизительно 40 частей (например, от приблизительно 20 до приблизительно 30 частей) от слоя, подходящего для печати, 128, сшивающий агент например, диальдегиды (например, глиоксаль, полиэтоксилированные диальдегиды и т.д.) в количествах, например, от приблизительно 0,01 до приблизительно 1 части (например, от приблизительно 0,02 до приблизительно 0,04 части) от слоя, подходящего для печати, 128, и масса такого покрытия может составлять, например, от приблизительно 3 до приблизительно 15 фунтов на 3300 кв. футов (например, от приблизительно 4 до приблизительно 12 фунтов на 3300 кв. футов, например, от приблизительно 9 до приблизительно 10 фунтов на 3300 кв. футов).
[0083] Когда краситель для печати (например, чернила) наносят на слой, подходящий для печати, 128 (например, для того, чтобы напечатать этикетку или другую описательную информацию на упаковочном материале 100) для создания одного или нескольких печатных изображений, слой, подходящий для печати, 128 становится слоем с надпечаткой. В некоторых вариантах осуществления нанесение красителя для печати может не использоваться, т.е., слой, подходящий для печати, 128 будет слоем без надпечатки. В дополнение к предоставлению слоя для приема красителя для печати, слой, подходящий для печати, 128 может обеспечивать дополнительные выгоды. Одной такой дополнительной выгодой является уменьшение проникновения в наружную поверхность 136 и, таким образом, удержание на ней впоследствии наносимого покрытия, отверждаемого излучением энергии, из-за пониженной пористости наружной поверхности 136 (из-за компонентов слоя, подходящего для печати, 128, а также более низкого значения шероховатости по Паркеру наружной поверхности 136). Еще одной выгодой слоя, подходящий для печати, 128 является дополнительное улучшение (снижение) скорости пропускания водяных паров (СПВП) упаковочным материалом 104, снова из-за пониженной пористости (для влаги/паров) слоя, подходящего для печати, 128, и особенно наружной поверхности 136.
[0084] Как показано на ФИГ.1, слой, подходящий для печати, 128 включает область печати, указанную в общем как 140. Область печати 140 сформирована путем нанесения красителя для печати (например, чернил) на наружную поверхность 136 слоя, подходящего для печати, 128. Как также показано на ФИГ.1, на слой, подходящий для печати, 128 (включая область печати 140) и соседнюю наружную поверхность 136 нанесен гидроизолирующий слой, указанный как 144. Изначально, гидроизолирующий слой 144 включает покрытие, отверждаемое излучением энергии (включающее один или больше отверждаемых излучением энергии мономеров нанесенных и т.д. на наружную поверхность 136 (например, всю наружную поверхность 136) слоя, подходящего для печати, 128. Одна выгода использования покрытия, отверждаемого излучением энергии, при формировании гидроизолирующего слоя является возможность увеличить количество твердых веществ, присутствующих в покрытии, и, таким образом, снизить величину проникновения покрытия в слой, подходящий для печати, 128, т.е., сохранить больше твердых веществ покрытия на наружной поверхности 136. После отверждения (например, полимеризации, сшивания и т.д.) покрытие, отверждаемое излучением энергии, преобразуется в один или больше полимеров, отверждаемых излучением энергии, чтобы создать гидроизолирующий слой 144. Гидроизолирующий слой 144 может быть создан с массой покрытия, например, от приблизительно 2 до приблизительно 10 г/м2, например, от приблизительно 3 до приблизительно 7 г/м2, (например, от приблизительно 3,5 до приблизительно 5 г/м2). Гидроизолирующий слой 144 обеспечивает дополнительную защиту от влаги/паров для продуктов (например, бумаги), содержащихся в упаковочном материале 104 (например, бумажная обертка). После формирования гидроизолирующего слоя 144 упаковочный материал 104 имеет (обеспечивает) скорость переноса водяных паров (СПВП) приблизительно 500 г/м2/сутки или меньше, например, приблизительно 310 г/м2/сутки или меньше, например, приблизительно 155 г/м2/сутки или меньше.
[0085] В одном альтернативном варианте осуществления из тех, которые представлены в настоящей заявке, упаковочный материал 100 может не полностью подходить для переработки, но будет более экологически приемлемым из-за того, что он может содержать дополнительный слой. Этот дополнительный слой придает повышенную способность защиты от влаги всему упаковочному материалу, т.е., является слоем, усиливающим гидроизоляцию. Слой, усиливающий гидроизоляцию, может включать любой полиолефин, включая без ограничения полипропилен и полиэтилен, хотя полиэтилен предпочтителен для защиты от влаги, и полипропилен предпочтителен для защиты от влаги и дополнительной прочности. В этом альтернативном варианте осуществления слой, усиливающий гидроизоляцию, может быть нанесен на изделие в любое время его производства, включая до или после нанесения и отверждения гидроизолирующего слоя.
[0086] В том случае, если используется этот дополнительный слой, усиливающий гидроизоляцию, масса покрытия такого слоя может быть любой, более конкретно от 2 до 10 фунтов на 3000 кв. футов упаковочного материала, включая, но без ограничения, 2, 3, 4, 5, 6, 7, 8, 9 и 10 фунтов на 3000 кв. футов упаковочного материала, включая все диапазоны и поддиапазоны в этих пределах. Упаковочный материал, содержащий этот альтернативный вариант осуществления, может иметь любое значение СПВП, которое здесь упомянуто, включая без ограничения СПВП, которая меньше 10 г/100 кв. дюймов/сутки, включая, но без ограничения, меньше чем 10, 9, 8, 7, 6, 5,4, 3, 2 и 1 г/100 кв. дюймов/сутки, включая все диапазоны и поддиапазоны в этих пределах. В одном конкретном примере этого альтернативного варианта осуществления масса покрытия может составлять 4,5 фунтов на 3000 кв. футов упаковочного материала, включая любой упаковочный материал, описанный здесь в разделе "Примеры", и далее снижает СПВП до значения, которое находится в диапазоне от 2 до 4 г/100 кв. дюймов/сутки. Дополнительный слой, усиливающий гидроизоляцию, может быть нанесен любым способом с использованием любого устройства для нанесения покрытия и может быть нанесен в любое время производства упаковочного материала. Слой, усиливающий гидроизоляцию, предпочтительно находится в контакте со слоем 124. Однако, если слой 124 отсутствует, слой, усиливающий гидроизоляцию, может находиться в контакте непосредственно со слоем 116 или слоем 104. Предпочтительно, слой, усиливающий гидроизоляцию, наносят на сторону, противоположную слою 144. В заключение, другие дополнительные функциональные слои могут присутствовать между дополнительным слоем, усиливающим гидроизоляцию, и любым слоем, показанным на ФИГ.1.
[0087] Здесь также описаны разные варианты осуществления способа изготовления (подходящего для переработки) упаковочного материала настоящего изобретения согласно вариантам осуществления настоящего изобретения. Один вариант осуществления способа изготовления подходящего для переработки упаковочного материала включает следующие этапы: (а) предоставление подходящего для печати материала включающего: бумажную основу, включающую по меньшей мере приблизительно 40% подходящих для переработки бумажных волокон и имеющую наружную поверхность и внутреннюю поверхность; и слой, подходящий для печати, имеющий внутреннюю поверхность и каландрированную наружную поверхность, причем внутренняя поверхность слоя, подходящего для печати, расположена и т.д. над наружной поверхностью бумажной основы, и причем каландрированная наружная поверхность слоя, подходящего для печати, имеет значение шероховатости по Паркеру приблизительно 1,5 или меньше; (b) нанесение покрытия, отверждаемого излучением энергии, включающего один или больше отверждаемых излучением энергии мономеров, на каландрированную наружную поверхность слоя, подходящего для печати, (например, всю наружную поверхность слоя, подходящий для печати), включая по меньшей мере области печати; и (с) отверждение отверждаемых излучением энергии мономеров для формирования гидроизолирующего слоя, включающего один или больше полимеров, отверждаемых излучением энергии, на каландрированной наружной поверхности слоя, подходящего для печати, чтобы получить подходящий для переработки упаковочный материал, имеющий скорость переноса водяных паров приблизительно 500 г/м2/сутки или меньше, например, приблизительно 310 г/м2/сутки или меньше, например, приблизительно 155 г/м2/сутки или меньше. В некоторых вариантах осуществления упаковочный материал с надпечаткой может быть получен путем включения следующего дополнительного этапа: (d) перед нанесением покрытия, отверждаемого излучением энергии, на этапе (b) нанесение красителя для печати на каландрированную наружную поверхность слоя, подходящего для печати, чтобы получить одну или несколько областей печати.
[0088] Еще один вариант осуществления способа изготовления упаковочного материала с надпечаткой (который может включать подходящие для переработки упаковочные материалы с надпечаткой), снабженного гидроизолирующим слоем, за "операцию за один проход" и без неоднократной намотки/размотки материала во время способа включает следующие этапы: (а) предоставление размотанного, подходящего для печати материала, включающего: бумажную основу, имеющую наружную поверхность и внутреннюю поверхность; и слой, подходящий для печати, имеющий внутреннюю поверхность и наружную поверхность, причем внутренняя поверхность слоя, подходящего для печати, расположена над наружной поверхностью бумажной основы, и причем наружная поверхность слоя, подходящего для печати, имеет значение шероховатости по Паркеру приблизительно 1,5 или меньше; (b) нанесение красителя для печати на наружную поверхность слоя, подходящего для печати, чтобы сформировать одну или несколько областей печати для получения материала с надпечаткой; (с) нанесение на материал с надпечаткой покрытия, отверждаемого излучением энергии, включающего один или больше отверждаемых излучением энергии мономеров, на наружную поверхность слоя, подходящего для печати (например, всю наружную поверхность слоя, подходящего для печати), включая области печати, чтобы получить покрытый материал с надпечаткой; и (d) отверждение отверждаемых излучением энергии мономеров для формирования гидроизолирующего слоя, включающего один или больше полимеров, отверждаемых излучением энергии, расположенного над наружной поверхностью слоя, подходящего для печати, чтобы получить упаковочный материал с надпечаткой, имеющий скорость переноса водяных паров приблизительно 500 г/м2/сутки или меньше, например, приблизительно 310 г/м2/сутки или меньше, например, приблизительно 155 г/м2/сутки, или меньше. В этом варианте осуществления способа настоящего изобретения, этапы (а)-(d) выполняют как операцию за один проход и без намотки (например, в рулон) материала с надпечаткой на этапе (b) перед выполнением этапа (с) и покрытого материала с надпечаткой на этапе (с) перед выполнением этапа (d).
[0089] На ФИГ.2 представлена технологическая схема, иллюстрирующая разные варианты осуществления способа изготовления (подходящего для переработки) упаковочного материала с надпечаткой согласно вариантам осуществления настоящего изобретения, который в общем указан как 200. В способе 200 бумажная основа, указанная как 202 (соответствующая бумажной основе 104 на ФИГ.1), представлена, как указано стрелкой 204, со слоем, восприимчивым к пигменту для печати (смотрите: слой, подходящий для печати, который указан этапом 206) на наружной поверхности (смотрите: поверхность 108 на ФИГ.1) бумажной основы 202.
[0090] Альтернативно, как указано стрелкой 208 на ФИГ.2, бумажная основа 202 может быть, по выбору, снабжена проклеивающим слоем на внутренней поверхности бумаги и/или проклеивающим слоем на наружной поверхности бумаги (совместно именуется как "проклеивающий слой", который указан этапом 210 и соответствует проклеивающим слоям 116 и 120 на ФИГ.1), перед нанесением слоя, подходящего для печати, 206, которое указано как этап 212. Этап 212 нанесения проклеивающего слоя может быть выполнен с использованием любого традиционного клеильного пресса, чтобы нанести проклеивающий слой на внутреннюю и/или наружную поверхность бумажной основы 202. Также альтернативно, как указано стрелкой 214 на ФИГ.2, проклеивающий слой 116 на внутренней поверхности бумаги может быть, по выбору, снабжен слоем против скручивания (соответствует слою против скручивания 124 на ФИГ.1), как указано этапом 216 на ФИГ.2, перед нанесением слоя, подходящего для печати, 206, которое указано этапом 218.
[0091] Как указано стрелкой 220 на ФИГ.2, слой, подходящий для печати, 206, который может иметь, например, начальное значение шероховатости по Паркеру по меньшей мере приблизительно 2,5 (например, в диапазоне от приблизительно 2,5 до приблизительно 5), может быть каландрирован (например, суперкаландрирован), как указано этапом каландрирования 222, для получения более низкого значения шероховатости по Паркеру приблизительно 1,5 или меньше, например, приблизительно 1 или меньше (например, для уменьшения пористости наружной поверхности 136 слоя, подходящий для печати, 128 на ФИГ.1). В некоторых вариантах осуществления каландрированный материал 222 может быть, по выбору, смотан и т.д. перед выполнением любых других этапов способа 200.
[0092] Как также показано на ФИГ.2 и как указано стрелкой 224, краситель для печати может быть нанесен на слой, подходящий для печати, каландрированного материала 222 (смотрите: Нанесение красителя для печати на ФИГ.2, которое указано этапом 226), чтобы формировать одну или несколько областей печати (например, соответствующих области печати 140 на ФИГ.1). (В некоторых вариантах осуществления, где каландрированный материал 222 смотан и т.д., каландрированный материал 222 придется разматывать и т.д. перед выполнением этапа 226 нанесения красителя для печати.) В одном варианте осуществления этап 226 нанесения красителя для печати может быть выполнен с использованием флексографической печати, чтобы сформировать одну или несколько областей печати (например, соответствующих области печати 140 на ФИГ.1). В некоторых вариантах осуществления, способом 200 получают упаковочные материалы без надпечатки, этап 226 нанесения красителя для печати может не использоваться.
[0093] После выполнения этапа 226 нанесения красителя для печати, и как указано стрелкой 228, покрытие, отверждаемое излучением энергии может быть нанесено (смотрите: Нанесение покрытия на ФИГ.2, указанное как этап 230) по меньшей мере на часть слоя с надпечаткой, подходящего для печати (например, на часть слоя, подходящего для печати, включающего области печати, или на весь слой, подходящий для печати) материала с надпечаткой с этапа 226. Этап 230 нанесения покрытия может быть выполнен разными способами, включая покрытие с помощью стержня, покрытие дозирующим валком, гравюрная печать, нанесение непрямой подачей с помощью системы Дальгрена и т.д. В одном варианте осуществления этап 230 нанесения покрытия может быть выполнен с использованием флексографической печати, например, когда этап 226 нанесения красителя для печати выполняют с использованием флексографической печати. Если этап 230 нанесения покрытия выполняют с использованием флексографической печати, покрытие, отверждаемое излучением энергии, может иметь вязкость текучей среды, например, от приблизительно 10 до приблизительно 60 секунд (при измерении с помощью чашки Зана), например, вязкость в диапазоне от приблизительно 20 до приблизительно 60 секунд.
[0094] Как указано стрелкой 232, после выполнения этапа 230 нанесения покрытия, покрытие, отверждаемое излучением энергии, затем может быть отверждено для формирования гидроизолирующего слоя (смотрите: Отверждение покрытия на ФИГ.2, указанное как этап 234), который соответствует гидроизолирующему слою 144 на ФИГ.1. Как указано стрелкой 236, после выполнения этапа 234 отверждения покрытия, упаковочный материал с надпечаткой с отвержденным гидроизолирующим слоем может быть свернут в рулон, на барабан (смотрите: Намотка на ФИГ.2, указанная как этап 238). Как указано стрелкой 240, после выполнения этапа 238 намотки получают рулон упаковочного материала с надпечаткой (смотрите: Упаковочный материал на ФИГ.2, указанный как овал 242), который может быть использован для получения, например, бумажной обертки, упаковки для рулона, контейнеров, коробок и т.д. В некоторых вариантах осуществления способа 200 по меньшей мере этапы 226, 230, 234 (и, по выбору, 238) выполняют как "операцию за один проход" и без намотки/разматывания после этапа 226 и перед этапом 238.
Порядок определения прироста яркости при потере выхода для разволокненных/полученных материалов (флотационный тест)
[0095] Материал для испытания нарезали на куски приблизительно 1 дюйм на 1 дюйм. Куски замочили на ночь в водопроводной воде.
[0096] Воду предварительно подогрели в лабораторном разбивателе (Adirondack Hydrapulper, с четырьмя лопатками высотой 3 дюйма, расположенными под прямым углом друг к другу), и материал для испытания добавили в разбиватель. Условия для разбивателя были следующими:
[0097] Разволокненный материал разбавили до консистенции меньше чем 2% содержания твердых веществ и просеяли, используя вибросито с пазами 0,010 дюйма. Давление на сите было ограничено приблизительно 4 дюймами водн.ст. Отбраковка на сите (т.е., материал, не прошедший через сито) собрали, высушили и выразили (вычислили) как массовый процент от совокупного количества материала, который просеивали на сите. Приемлемую долю (материал, который прошел через сито) центрифугировали с частотой вращения по меньшей мере 2100 об/мин до целевого содержания твердых веществ от 30% до 40% (содержание влаги измерили и записали). Затем использовали низкооборотный, с небольшим усилием среза промышленный кухонный миксер Hobart, чтобы разбить центрифугированный приемлемый материал на свободные куски диаметром приблизительно от 3 до 15 мм. Затем приемлемый материал использовали как загрузку в непрерывный процессор Readco модели RK1-CP (который использует винтовые лопасти для транспортировки и перемешивания), работающий с частотой вращения 300 об/мин, с полностью открытой ограничительной пластиной. Массу смешали до однородной в этом процессоре, и загрязняющие вещества уменьшились в размере.
[0098] Смешанную массу затем подвергнули дальнейшей обработке в флотационной ячейке. Массу разбавили до консистенции приблизительно 1,3% твердых веществ, чтобы она была в рабочих пределах лабораторной флотационной ячейки. Разбавление выполнили в два этапа, чтобы обеспечить удаление пучков волокон, поскольку замешанная до однородной масса может включать много пучков волокон, которые стремятся всплывать во время испытания. Во-первых, каждый образец разволокнили в мешалке Hobart-Kitchenaid при консистенции 12%, используя для разбавления водопроводную воду температурой 110°F. В начале этого этапа добавили поверхностно-активное вещество (Lexair LA-S-105 в количестве 1 фунт на тонну). Мешалку Hobart эксплуатировали в течение 5 минут на установке частоты вращения 1 и затем еще 5 на установке частоты вращения 2. Массу затем разбавили до консистенции 4%, снова использовав водопроводную воду температурой 110°F, и дали выстояться в течение 30 минут.
[0099] Разбавленную массу затем снова разбавили водопроводной водой, чтобы получить 6 литров с консистенцией твердых веществ приблизительно 1,3% и затем флотировали в лабораторной флотационной ячейке. Лабораторная флотационная ячейка являлась модифицированной лабораторной ячейкой Wemco, и ее эксплуатировали с частотой вращения рабочего колеса 900 об/мин при дозированном добавлении воздуха в количестве 3 литра в минуту. Эта лабораторная система рециркулирует массу из нагреваемого резервуара с контролируемой температурой через ячейку Wemco, используя перистальтический насос Masterflex. Уровень в ячейке поддерживали простой перегородкой для контроля уровня. Расход при циркуляции массы составлял 3 л/мин; совокупная вместимость лабораторной системы по массе составляла 6 литров.
[00100] Температуру флотационной массы довели до 110°F перед тем, как выполнить цикл испытания. Масса циркулировала в системе без добавления воздуха в течение получаса, чтобы обеспечить стабильные температурные условия. Затем начали добавлять воздух, и флотация продолжалась до тех пор, пока не были собраны 240 г пены (приблизительно 12 минут). Образцы массы из флотационной ячейки брали в начале и конце цикла испытания. Объем и консистенцию пены преобразовали в потерю выхода. Также из образцов массы сделали небольшие тампоны для анализа яркости. Потеря выхода (YL) (%)=100*{(консистенция пены)*(масса пены)}/{(исходная консистенция)*(исходная масса)}. Яркость тампонов определяли на измерителе яркости Technidyne (модель ERIC-950). Увеличение яркости (BG)=Яркость (конечная) - яркость (исходная). Увеличение яркости при потере выхода для разволокненного/полученного материала затем вычислили как BG/YL.
ПРИМЕРЫ
[00101] Приготовление варианта осуществления подходящей для переработки бумажной обертки описано ниже.
[00102] Использовали бумажную основу, включающую 25-75% волокна из хвойной древесины и 25-75% волокна лиственной древесины. Бумажная основа имела базовую массу 45-75 фунтов на 3300 кв. футов и толщину 3-4 мила.
[00103] Агент для проклейки поверхности бумаги, включающий крахмал для проклейки бумаги, по выбору наносят на любую или обе поверхности бумажной основы, используя клеильный пресс. Каждый из сформировавшихся слоев проклейки имеет массу покрытия 1-3 г/м2.
[00104] Слой, подходящий для печати, приготовили из следующих ингредиентов:
[00105] Ингредиенты из Таблиц 1 и 2 объединили и смешали вместе. После объединения и смешивания вместе ингредиентов из Таблиц 1 и 2 смесь нанесли на наружную поверхность бумажной основы (с проклейкой поверхности или без нее) с помощью коммерческого устройства с ракелем, чтобы получить массу покрытия 9-10 фунтов на 3300 кв. футов, и высушили для формирования слоя, подходящего для печати.
[00106] Слой против скручивания/"обратной промывки" приготовили из следующих ингредиентов:
[00107] Ингредиенты из Таблицы 3 объединили и смешали вместе. После объединения и смешивания вместе ингредиентов из Таблицы смесь нанесли на внутреннюю поверхность бумажной основы (с проклеенной поверхностью или без нее) с помощью клеильного пресса, чтобы получить массу покрытия 3-4 фунта на 3300 кв. футов, и высушили для формирования слоя против скручивания.
[00108] После того, как слой, подходящий для печати, и слой против скручивания нанесли на бумажную основу, полученный материал каландрировали, используя суперкаландр коммерческого размера, до значения шероховатости по Паркеру приблизительно 1 или меньше. Базовая масса и толщина каландрированного материала составили приблизительно 60 фунтов на 3300 кв. футов и 3 мила, соответственно. На каландрированном материале печатали, используя шестицветную флексографию, с помощью коммерческого флексографического принтера. Сразу же после шестицветной флексографии покрытие, отверждаемое излучением энергии (SunBeam FF 9503-Т, изготовленное компанией SunChemical из Карлштадта, штат Нью-Джерси, включающее 40-70% этокситриакрилат триметилолпропана, 25-40% олигомеров эпоксиакрилатов и диакрилат трипропиленгликоля) также нанесли, используя флексографию, и затем покрытие отвердили, используя электронно-лучевое излучение, чтобы получить бумажную обертку с надпечаткой.
[00109] Полученная бумажная обертка с надпечаткой имела следующие свойства:
[00110] Все документы, патенты, статьи из журналов и другие материалы, упомянутые в настоящей заявке, включены в нее путем ссылки.
[00111] Хотя настоящее изобретение было полностью описано в связи с несколькими его вариантами осуществления со ссылками на прилагаемые чертежи, следует понимать, что специалистам в данной области техники могут быть очевидны разные изменения и модификации. Такие изменения и модификации должны пониматься как включенные в объем настоящего изобретения, который определен прилагаемой формулой изобретения, если только они не отступают от него.
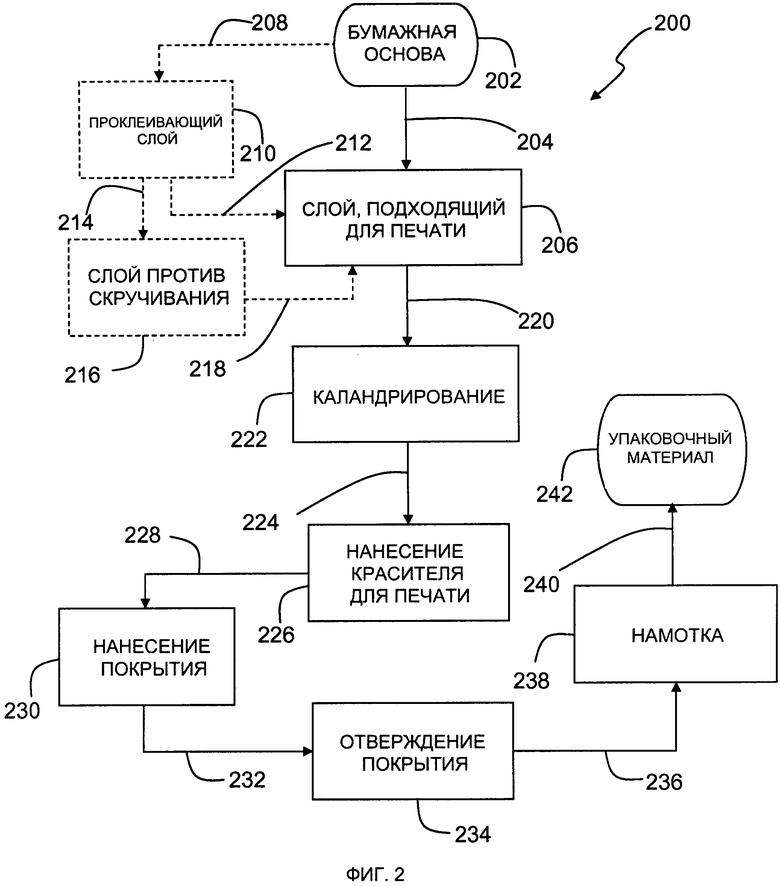
Изобретение относится к упаковочному материалу. Материал (100) содержит бумажную основу (104); слой, подходящий для печати (140), внутренняя поверхность которого расположена над наружной поверхностью бумажной основы (104); гидроизолирующий слой (144), включающий один или больше полимеров, отверждаемых излучением энергии, расположенный на слое (140); слой против скручивания (124), расположенный под внутренней поверхностью бумажной основы (104). Упаковочный материал имеет скорость переноса водяных паров приблизительно 500 г/м2/сутки или меньше. 5 н. и 44 з.п. ф-лы, 2 ил., 4 табл., 1 пр.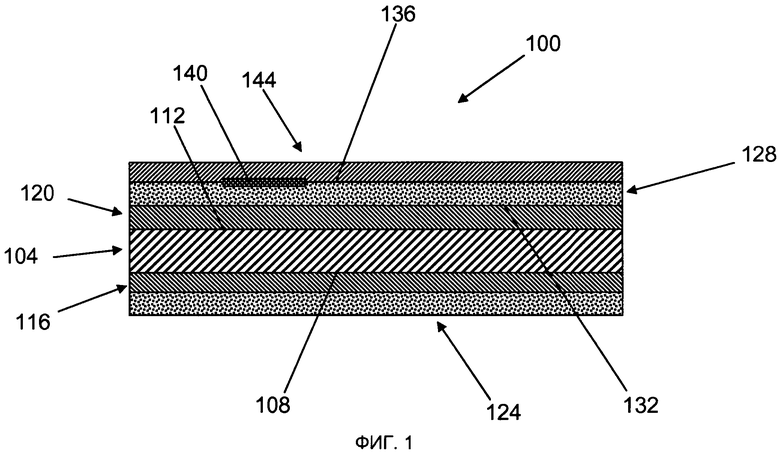
1. Изделие, включающее подходящий для переработки упаковочный материал, содержащий:
бумажную основу, включающую по меньшей мере 40% подходящих для переработки бумажных волокон и имеющую внутреннюю поверхность и наружную поверхность;
слой, подходящий для печати, имеющий внутреннюю поверхность и наружную поверхность, причем внутренняя поверхность слоя, подходящего для печати, расположена над наружной поверхностью бумажной основы, и причем наружная поверхность слоя, подходящего для печати, имеет значение шероховатости по Паркеру приблизительно 1,5 или меньше; и
гидроизолирующий слой, включающий один или больше полимеров, отверждаемых излучением энергии, расположенный над наружной поверхностью слоя, подходящего для печати, причем упаковочный материал имеет скорость переноса водяных паров приблизительно 500 г/м2/сутки или меньше, и причем гидроизолирующий слой включает один или больше полимеров, отверждаемых излучением энергии; и
слой против скручивания, расположенный под внутренней поверхностью бумажной основы.
2. Изделие по п. 1, отличающееся тем, что упаковочный материал включает бумажную обертку.
3. Изделие по п. 1, которое, кроме того, включает проклеивающий слой на внутренней поверхности бумаги, расположенный на внутренней поверхности, при этом слой против скручивания расположен на проклеивающем слое внутренней поверхности бумаги.
4. Изделие по п. 1, которое, кроме того, включает проклеивающий слой на наружной поверхности бумаги, расположенный на наружной поверхности, и отличающееся тем, что слой, подходящий для печати, расположен на проклеивающем слое наружной поверхности бумаги.
5. Изделие по п. 1, отличающееся тем, что гидроизолирующий слой расположен на слое, подходящем для печати.
6. Изделие по п. 1, отличающееся тем, что слой, подходящий для печати, включает от приблизительно 10 до приблизительно 90 частей глины; от приблизительно 10 до приблизительно 30 частей карбоната кальция; от приблизительно 0,25 до приблизительно 10 частей крахмала; от приблизительно 20 до приблизительно 40 частей латекса и от приблизительно 0,01 до приблизительно 1 части сшивающего агента.
7. Изделие по п. 1, отличающееся тем, что слой, подходящий для печати, имеет массу покрытия от приблизительно 3 до приблизительно 15 фунтов на 3300 кв. футов.
8. Изделие по п. 1, отличающееся тем, что полимеры, отверждаемые излучением энергии, получают путем отверждения одного или нескольких из следующих отверждаемых излучением энергии мономеров: дипропиленгликольдиакрилата; диакрилата трипропиленгликоля; диакрилата бутандиола; диакрилата гександиола; алкоксилированного диакрилата гександиола; триакрилата триметиолпропана; алкоксилированного триакрилата триметилолпропана; ди(триакрилата триметилолпропана); глицеринпропокситриакрилата; пентаэритролтриакрилата; алкоксилированного пентаэритролтриакрилата; ди(пентаэритролтриакрилата); диакрилата неопентагликоля; алкоксилированного диакрилата неопентагликоля; диметакрилата дипропиленгликоля; диметакрилата трипропиленгликоля; диметакрилата бутадиендиола; диметакрилата гександиола; алкоксилированного диметакрилата гександиола; триметакрилата триметиолпропана; алкоксилированного триметакрилата триметилолпропана; ди(триметилолпапанметтриакрилата); глицеринпропокситриметакрилата; триметакрилата пентаэритритрола; алкоксилированного триметакрилата пентаэритритрола; ди(триметакрилата пентаэритритрола); диметакрилата неопентагликоля; алкоксилированного неопентагликольдиметакрилата; акрилированных эпоксидных смол; бис-акриловых эфиров бисфенола А; акрилированных полиуретанов; акрилированных сложных полиэфиров или акрилированных простых полиэфиров.
9. Изделие по п. 1, отличающееся тем, что полимеры, отверждаемые излучением энергии, получают путем отверждения одного или больше из следующих отверждаемых излучением энергии мономеров: уретановые акрилаты, алифатические уретановые акрилаты, смеси алифатического уретанового триакрилата/мономера, алифатические уретановые триакрилаты, смешанные с 1,6-гександиоловыми акрилатами, гексафункциональные уретановые акрилаты, силиконизированные уретановые акрилаты, алифатические силиконизированные уретановые акрилаты, акрилаты сложных полиэфиров, триакрилаты триметилолпропана, 2-феноксиэтиловые акрилаты, изоборниловые акрилаты, триакрилаты пропоксилированного глицерина, производные акрилатов сложных эфиров, производные метакрилатов сложных эфиров или диакрилат трипропиленгликоля.
10. Изделие по п. 1, отличающееся тем, что полимеры, отверждаемые излучением энергии, получают путем отверждения одного или больше из следующих отверждаемых излучением энергии мономеров: этокситриакрилат триметилолпропана, олигомеры эпоксиакрилатов или диакрилат трипропиленгликоля.
11. Изделие по п. 1, отличающееся тем, что гидроизолирующий слой имеет массу покрытия от приблизительно 2 до приблизительно 10 г/м2.
12. Способ изготовления упаковочного материала, включающий следующие этапы:
(а) предоставление каландрированного, подходящего для печати материала, включающего:
бумажную основу, включающую по меньшей мере 40% подходящих для переработки волокон и имеющую внутреннюю поверхность и наружную поверхность;
слой, подходящий для печати, имеющий внутреннюю поверхность и каландрированную наружную поверхность, расположенную над наружной поверхностью бумажной основы, причем внутренняя поверхность слоя, подходящего для печати, расположена над наружной поверхностью бумажной основы, и причем каландрированная наружная поверхность слоя, подходящего для печати, имеет значение шероховатости по Паркеру приблизительно 1,5 или меньше; и
слой против скручивания, расположенный под внутренней поверхностью бумажной основы;
(b) нанесение покрытия, отверждаемого излучением энергии, включающего один или больше отверждаемых излучением энергии мономеров, на каландрированную наружную поверхность слоя, подходящего для печати; и
(c) отверждение отверждаемых излучением энергии мономеров для формирования гидроизолирующего слоя, включающего один или больше подходящих для переработки полимеров, отверждаемых излучением энергии, расположенного над каландрированной наружной поверхностью слоя, подходящего для печати, чтобы получить подходящий для переработки упаковочный материал с надпечаткой, имеющий скорость переноса водяных паров приблизительно 500 г/м2/сутки или меньше.
13. Способ по п. 12, который включает следующий дополнительный этап: (d) перед этапом (с) нанесение красителя для печати на каландрированную наружную поверхность слоя, подходящего для печати, чтобы сформировать одну или несколько областей печати.
14. Способ по п. 13, отличающийся тем, что слой, подходящий для печати, этапа (а) является восприимчивым к чернилам слоем, и отличающийся тем, что красителем для печати, наносимым на этапе (d), являются чернила.
15. Способ по п. 14, отличающийся тем, что этап (d) выполняют путем флексографической печати чернилами на наружной поверхности слоя, подходящего для печати, и отличающийся тем, что этап (b) выполняют путем флексографической печати покрытия, отверждаемого излучением энергии, на наружной поверхности слоя, подходящего для печати.
16. Способ по п. 12, отличающийся тем, что этап (b) выполняют путем флексографической печати покрытия, отверждаемого излучением энергии, имеющего вязкость, измеренную тестом с чашкой Зана, в диапазоне от приблизительно 10 до приблизительно 60 секунд.
17. Способ по п. 12, отличающийся тем, что этап (с) выполняют по меньшей мере одним способом отверждения, выбираемым из группы, состоящей из (i) инициируемого светом отверждения одного или нескольких мономеров, которые могут быть отверждены с инициацией светом, (ii) электронно-лучевого отверждения одного или нескольких мономеров, которые могут быть отверждены электронным лучом, и (iii) теплового отверждения одного или нескольких мономеров, которые могут быть отверждены теплотой.
18. Способ изготовления упаковочного материала, включающий следующие этапы:
(а) предоставление размотанного, подходящего для печати материала, включающего:
бумажную основу, имеющую наружную поверхность и внутреннюю поверхность;
слой, подходящий для печати, имеющий внутреннюю поверхность и наружную поверхность, причем внутренняя поверхность слоя, подходящего для печати, расположена над наружной поверхностью бумажной основы, и причем наружная поверхность слоя, подходящего для печати, имеет значение шероховатости по Паркеру приблизительно 1,5 или меньше; и
слой против скручивания, расположенный под внутренней поверхностью бумажной основы;
(b) нанесение красителя для печати на наружную поверхность слоя, подходящего для печати, чтобы сформировать одну или несколько областей печати для получения материала с надпечаткой;
(c) нанесение на материал с надпечаткой покрытия, отверждаемого излучением энергии, включающего один или больше отверждаемых излучением энергии мономеров, над наружной поверхностью слоя, подходящего для печати, включая области печати, чтобы получить покрытый материал с надпечаткой; и
(d) отверждение отверждаемых излучением энергии мономеров, чтобы сформировать гидроизолирующий слой, включающий один или больше полимеров, отверждаемых излучением энергии, расположенный над покрытой наружной поверхностью слоя, подходящего для печати, чтобы получить упаковочный материал с надпечаткой, имеющий скорость переноса водяных паров приблизительно 500 г/м2/сутки или меньше;
отличающийся тем, что этапы (а)-(d) выполняют как операцию за один проход и без намотки материала с надпечаткой этапа (b) перед выполнением этапа (с) и покрытого материала этапа (с) перед выполнением этапа (d).
19. Способ по п. 18, отличающийся тем, что покрытие, отверждаемое излучением энергии, наносят на всю восприимчивую к печати наружную поверхность во время этапа (с).
20. Способ по п. 18, отличающийся тем, что слой, подходящий для печати, этапа (а) является восприимчивым к чернилам слоем, и отличающийся тем, что красителем для печати, наносимым на этапе (b), являются чернила.
21. Способ по п. 18, отличающийся тем, что этап (b) выполняют путем флексографической печати чернилами на наружной поверхности слоя, подходящего для печати, и отличающийся тем, что этап (с) выполняют путем флексографической печати покрытия, отверждаемого излучением энергии, на наружной поверхности слоя, подходящего для печати.
22. Способ по п. 18, отличающийся тем, что этап (с) выполняют по меньшей мере одним способом отверждения, выбираемым из группы, состоящей из (i) инициируемого светом отверждения одного или нескольких мономеров, которые могут быть отверждены с инициацией светом, (ii) электронно-лучевого отверждения одного или нескольких мономеров, которые могут быть отверждены электронным лучом, и (iii) теплового отверждения одного или нескольких мономеров, которые могут быть отверждены теплотой.
23. Изделие, включающее упаковочный материал, содержащий:
бумажную основу, имеющую внутреннюю поверхность и наружную поверхность;
слой, подходящий для печати, имеющий внутреннюю поверхность и наружную поверхность, причем внутренняя поверхность слоя, подходящего для печати, расположена над наружной поверхностью бумажной основы, и причем наружная поверхность слоя, подходящего для печати, имеет значение шероховатости по Паркеру приблизительно 1,5 или меньше;
гидроизолирующий слой, включающий один или больше полимеров, отверждаемых излучением энергии, расположенный над наружной поверхностью слоя, подходящего для печати, причем упаковочный материал имеет скорость переноса водяных паров приблизительно 500 г/м2/сутки или меньше, и причем гидроизолирующий слой включает один или больше полимеров, отверждаемых излучением энергии;
слой, усиливающий гидроизоляцию, включающий полиолефин и расположенный под внутренней поверхностью бумажной основы; и
слой против скручивания, расположенный между внутренней поверхностью бумажной основы и слоем, усиливающим гидроизоляцию.
24. Изделие по п. 23, отличающееся тем, что упаковочный материал подходит для переработки.
25. Изделие по п. 23, отличающееся тем, что бумажная основа включает по меньшей мере приблизительно 40% подходящих для переработки бумажных волокон.
26. Изделие по п. 23, отличающееся тем, что упаковочный материал включает бумажную обертку.
27. Изделие по п. 23, отличающееся тем, что слой, усиливающий гидроизоляцию, расположен на слое против скручивания.
28. Изделие по п. 27, которое, кроме того, включает проклеивающий слой на внутренней поверхности бумаги, расположенный на внутренней поверхности, и отличающееся тем, что слой против скручивания расположен на проклеивающем слое внутренней поверхности бумаги.
29. Изделие по п. 23, отличающееся тем, что слой, усиливающий гидроизоляцию, расположен на внутренней поверхности бумажной основы.
30. Изделие по п. 23, которое, кроме того, включает проклеивающий слой на наружной поверхности бумаги, расположенный на наружной поверхности, и отличающееся тем, что слой, подходящий для печати, расположен на проклеивающем слое на наружной поверхности бумаги.
31. Изделие по п. 23, отличающееся тем, что гидроизолирующий слой расположен на слое, подходящем для печати.
32. Изделие по п. 23, отличающееся тем, что бумажная основа имеет базовую массу от приблизительно 30 до приблизительно 100 фунтов на 3300 кв. футов и толщину от приблизительно 2 до приблизительно 5 милов.
33. Изделие по п. 23, отличающееся тем, что слой, подходящий для печати, включает от приблизительно 10 до приблизительно 90 частей глины; от приблизительно 10 до приблизительно 30 частей карбоната кальция; от приблизительно 0,25 до приблизительно 10 частей крахмала; от приблизительно 20 до приблизительно 40 частей латекса и от приблизительно 0,01 до приблизительно 1 части сшивающего агента.
34. Изделие по п. 33, отличающееся тем, что слой, подходящий для печати, имеет массу покрытия от приблизительно 3 до приблизительно 15 фунтов на 3300 кв. футов.
35. Изделие по п. 23, отличающееся тем, что полимеры, отверждаемые излучением энергии, получают путем отверждения одного или нескольких из следующих отверждаемых излучением энергии мономеров: дипропиленгликольдиакрилата; диакрилата трипропиленгликоля; диакрилата бутандиола; диакрилата гександиола; алкоксилированного диакрилата гександиола; триакрилата триметиолпропана; алкоксилированного триакрилата триметилолпропана; ди(триакрилата триметилолпропана); глицеринпропокситриакрилата; пентаэритролтриакрилата; алкоксилированного пентаэритролтриакрилата; ди(пентаэритролтриакрилата); диакрилата неопентагликоля; алкоксилированного диакрилата неопентагликоля; диметакрилата дипропиленгликоля; диметакрилата трипропиленгликоля; диметакрилата бутадиендиола; диметакрилата гександиола; алкоксилированного диметакрилата гександиола; триметакрилата триметиолпропана; алкоксилированного триметакрилата триметилолпропана; ди(триметилолпапанметтриакрилата); глицеринпропокситриметакрилата; триметакрилата пентаэритритрола; алкоксилированного триметакрилата пентаэритритрола; ди(триметакрилата пентаэритритрола); диметакрилата неопентагликоля; алкоксилированного неопентагликольдиметакрилата; акрилированных эпоксидных смол; бис-акриловых эфиров бисфенола А; акрилированных полиуретанов; акрилированных сложных полиэфиров или акрилированных простых полиэфиров.
36. Изделие по п. 23, отличающееся тем, что полимеры, отверждаемые излучением энергии, получают путем отверждения одного или больше из следующих отверждаемых излучением энергии мономеров: уретановые акрилаты, алифатические уретановые акрилаты, смеси алифатического уретанового триакрилата/мономера, алифатические уретановые триакрилаты, смешанные с 1,6-гександиоловыми акрилатами, гексафункциональные уретановые акрилаты, силиконизированные уретановые акрилаты, алифатические силиконизированные уретановые акрилаты, акрилаты сложных полиэфиров, триакрилаты триметилолпропана, 2-феноксиэтиловые акрилаты, изоборниловые акрилаты, триакрилаты пропоксилированного глицерина, производные акрилатов сложных эфиров, производные метакрилатов сложных эфиров или диакрилат трипропиленгликоля.
37. Изделие по п. 23, отличающееся тем, что полимеры, отверждаемые излучением энергии, получают путем отверждения одного или больше из следующих отверждаемых излучением энергии мономеров: этокситриакрилат триметилолпропана, олигомеры эпоксиакрилатов или диакрилат трипропиленгликоля.
38. Изделие по п. 23, отличающееся тем, что гидроизолирующий слой имеет массу покрытия от приблизительно 2 до приблизительно 10 г/м2.
39. Изделие по п. 23, отличающееся тем, что слой, усиливающий гидроизоляцию, включает полиолефин, включающий полиэтилен или полипропилен.
40. Изделие по п. 1, отличающееся тем, что слой, усиливающий гидроизоляцию, включает полиолефин в форме гомополимера, сополимера, статистического сополимера, привитого полимера или сополимера или его блок-сополимера.
41. Изделие по п. 23, отличающееся тем, что слой, усиливающий гидроизоляцию, включает полиолефин, включающий полиэтилен.
42. Изделие по п. 23, отличающееся тем, что слой, усиливающий гидроизоляцию, включает полиолефин, включающий по меньшей мере один полиэтилен, выбираемый из группы, состоящей из полиэтилена высокой плотности, сшитого полиэтилена высокой плотности, сшитого полиэтилена, полиэтилена средней плотности, линейного полиэтилена низкой плотности, полиэтилена низкой плотности и полиэтилена очень низкой плотности.
43. Изделие по п. 23, отличающееся тем, что слой, усиливающий гидроизоляцию, имеет массу покрытия от приблизительно 2 до приблизительно 10 г/м2.
44. Способ изготовления упаковочного материала, включающий следующие этапы:
(a) предоставление каландрированного, подходящего для печати материала, включающего:
бумажную основу, имеющую внутреннюю поверхность и наружную поверхность;
слой, подходящий для печати, имеющий внутреннюю поверхность и каландрированную наружную поверхность, расположенную над наружной поверхностью бумажной основы, причем внутренняя поверхность слоя, подходящего для печати, расположена над наружной поверхностью бумажной основы, и причем каландрированная наружная поверхность слоя, подходящего для печати, имеет значение шероховатости по Паркеру приблизительно 1,5 или меньше;
слой, усиливающий гидроизоляцию, включающий полиолефин и расположенный под внутренней поверхностью бумажной основы, и
слой против скручивания, расположенный между внутренней поверхностью бумажной основы и слоем, усиливающим гидроизоляцию;
(b) нанесение покрытия, отверждаемого излучением энергии, включающего один или больше отверждаемых излучением энергии мономеров, на каландрированную наружную поверхность слоя, подходящего для печати; и
(c) отверждение отверждаемых излучением энергии мономеров для формирования гидроизолирующего слоя, включающего один или больше полимеров, отверждаемых излучением энергии, расположенного над каландрированной наружной поверхностью слоя, подходящего для печати, чтобы получить
упаковочный материал с надпечаткой, имеющий скорость переноса водяных паров приблизительно 500 г/м2/сутки или меньше.
45. Способ по п. 44, отличающийся тем, что упаковочный материал с надпечаткой подходит для переработки.
46. Способ по п. 44, который включает следующий дополнительный этап: (d) перед этапом (с) нанесение красителя для печати на каландрированную наружную поверхность слоя, подходящего для печати, чтобы сформировать одну или несколько областей печати.
47. Способ по п. 44, отличающийся тем, что этап (d) выполняют путем флексографической печати чернилами на наружной поверхности слоя, подходящего для печати, и отличающийся тем, что этап (b) выполняют путем флексографической печати покрытия, отверждаемого излучением энергии, на наружной поверхности слоя, подходящего для печати.
48. Способ по п. 47, отличающийся тем, что этап (b) выполняют путем флексографической печати покрытия, отверждаемого излучением энергии, имеющего вязкость, измеренную тестом с чашкой Зана, в диапазоне от приблизительно 10 до приблизительно 60 секунд.
49. Способ по п. 44, отличающийся тем, что этап (с) выполняют по меньшей мере одним способом отверждения, выбираемым из группы, состоящей из (i) инициируемого светом отверждения одного или нескольких мономеров, которые могут быть отверждены с инициацией светом, (ii) электронно-лучевого отверждения одного или нескольких мономеров, которые могут быть отверждены электронным лучом, и (iii) теплового отверждения одного или нескольких мономеров, которые могут быть отверждены теплотой.
| US 20030232211 A1, 18.12.2003 | |||
| СПОСОБ ОБРАБОТКИ ЛИСТОВОГО МАТЕРИАЛА, МАТЕРИАЛ, ПОЛУЧЕННЫЙ УКАЗАННЫМ СПОСОБОМ, И ЕГО ПРИМЕНЕНИЕ В КАЧЕСТВЕ ОБЛИЦОВКИ | 2006 |
|
RU2394008C2 |
| EP 0754800 A2, 22.01.1997 | |||
| WO 2008073426 A1, 19.06.2008 | |||
| US 5981011 A, 09.11.1999 | |||
| US 6193827 B1, 27.02.2001 | |||

