Область техники, к которой относится изобретение
Данное изобретение, в общем, относится к процессу для сортировки частиц. В частности, настоящее изобретение относится к процессу для квалификации автоматизированной системы для инспектирования и сортировки частиц путем ввода заданного количества зернистых частиц в поток обработки. Данное изобретение также относится к производству и квалификации зернистых частиц, имеющих, по меньшей мере, одно свойство, значение или диапазон значений которого является таким же или приблизительно таким же, как и значение или диапазон значений соответствующего свойства известных нежелательных частиц.
Уровень техники
Обычные операции, связанные в добычей и/или обработкой металлов, могут включать в себя промежуточный этап, на котором фрагменты или частицы требуемой руды или металла транспортируют вдоль подвижной поверхности для визуального инспектирования и удаления нежелательных примесей. Удаление фрагментов или частиц примесей важно для вариантов применения, в которых необходимо обеспечить строгие требования к допуску по концентрации элементов для обеспечения того, чтобы свойства материала конечного продукта были пригодны для его предназначения. Во многих случаях такие загрязнения имеют внешний вид, который очевидно отличается от стандартных частиц руды или металла, имеющих целевой состав, что, таким образом, обеспечивает возможность их визуальной идентификации и удаления операторами - людьми.
Титан (Ti) представляет собой пример материала, который, для вариантов применений, включающих в себя компоненты, работающие в условиях высоких механических напряжений, требуют визуального инспектирования и сортировки во время производства. Коммерческие процессы, используемые для выделения Ti из TiO2 и/или TiCl4, приводят к получению губчатого материала, известного как титановая губка, которую затем уплотняют с получением требуемой формы, путем переплавки. При определенных условиях при производстве титановой губки формируются "сгоревшие" частицы губки, которые впоследствии преобразовались в окись титана или нитрид титана, внедрение азотированных частиц титановой губки во время переплавки является нежелательным, поскольку, если они выдержат фазу расплава, их присутствие в конечном металле, сплаве или произведенном продукте может привести к формированию твердого альфа-материала или включений с низкой плотностью. Такие включения, если не будут детектированы в результате различных проверок качества, могут повлиять на эффективность изготовленного изделия. Азотированные или оксидированные частицы титановой губки имеют внешний вид, который сильно отличается от нормальной титановой губки, которая имеет более темный оттенок цвета, который легко различим для невооруженного глаза. Такое различие позволяет человеку - оператору идентифицировать нежелательные частицы и их удалять из потока обработки.
Современные промышленные стандарты, в общем, требуют, чтобы титановая губка, используемая для производства определенных компонентов конечного использования, подвергалась 100%-ой визуальной инспекции. Однако, использование людей - операторов для инспектирования и сортировки потока обработки может требовать времени, является трудоемким и дорогостоящим процессом, поэтому движущаяся поверхность обычно должна двигаться медленно, чтобы способствовать инспектированию и удалению нежелательных частиц человеком - оператором.
В последних подходах для модернизации процессов сортировки используются автоматизированные системы сортировки, которые позволяют автоматически инспектировать и сортировать частицы в потоке обработки. Пример такой системы представлен в патенте США №6,043,445 авторов Gigliotti и др. (ниже "Gigliotti"), который направлен на устройство сортировки на основе цвета частиц титановой губки. В одном варианте осуществления Gigliotti раскрыто использование устройства формирования изображения, предназначенного для съемки цветного изображения продукта по мере его транспортировки на движущейся поверхности. Изображение преобразуют в цветовой сигнал и передают в центральный модуль обработки, где сигнал преобразуют в цветовое значение. Такое цветовое значение затем сравнивают с таблицей поиска, которая определяет приемлемые пороговые уровни. Если цветовое значение будет идентифицировано, как находящееся за пределами приемлемого диапазона, тогда система идентифицирует частицы, имеющие это цветовое значение, как нежелательный продукт, и передает сигналы для их удаления из потока обработки. Отбракованные частицы могут быть удалены, в результате корреляции их движения вдоль движущейся поверхности, с получением изображений таким образом, что местоположение отбракованных частиц может быть точно идентифицировано, и их удаление может быть выполнено с помощью физического средства.
Аналогичная автоматизированная система, которая выполнена с возможностью сортировки частиц металлолома, на основе их цвета, была раскрыта в патенте США №5,676,256 авторов Kumar и др. ("Kumar"). Еще один подход к автоматизации инспектирования предусмотрен в патенте США №5,519,225 авторов Mohr и др. ("Mohr"), в котором описано использование способов радиографической инспекции для анализа частиц в потоке обработки. В публикации Mohr раскрыто использование двойного источника излучения для поочередного облучения частиц в потоке обработки нейтронами и рентгеновскими лучами или гамма-лучами, и детектора газа ионизации с двойной модальностью для детектирования излучения после прохода его через частицы. Детектируемое излучение обрабатывают и отображают на мониторе, что позволяет различать объекты, сформированные материалами с разной степенью затухания. Патенты Gigliotti, Kumar и Mohr включены в данное описание в их полноте посредством ссылки, как если бы они были полностью изложены в этом описании.
Несмотря на экономию средств и улучшенные возможности сортировки, достигаемые в результате использования автоматизированных систем инспектирования и сортировки, существует значительное сопротивление их широкому распространению и использованию прежде всего, из-за неопределенностей, связанных с точностью, надежностью и квалификацией этих систем. Например, рабочие характеристики систем автоматизированного инспектирования и сортировки могут отклоняться от нормы, из-за проблем, таких как неоднородное освещение частиц, ошибки, возникающей во время получения изображений и/или механических проблем во время транспортировки образца.
Кроме того, многократная проверка и калибровка систем автоматизированной сортировки обычно необходимы для обеспечения правильного функционирования процесса сортировки. Такие процессы могут привести к существенному времени простоя, поскольку они обычно требуют, чтобы поток обработки был остановлен таким образом, чтобы можно было выполнить процедуры калибровки без непреднамеренного пропуска нежелательных частиц через систему и попадания их в изготовляемое изделие. Поэтому, все еще остается необходимость в разработке автоматизированных систем инспектирования и сортировки, которые обладали бы улучшенной стабильностью и надежностью, работали бы при уменьшенных затратах и которые можно было бы точно проверять и калибровать с минимальным перерывом потока обработки.
Раскрытие изобретения
С учетом описанных выше проблем, потребностей и целей раскрыты системы и способы квалификации автоматизированных систем инспектирования и сортировки, в которых используются зернистые частицы. В одном варианте осуществления предусмотрен способ формирования и квалификации зернистых частиц при использовании в автоматизированных системах инспектирования и сортировки. В конкретном варианте осуществления зернистые частицы формируют путем первоначального производства множества частиц, имеющих заданное распределение формы и размеры. Затем на частицах формируют конформный поверхностный слой для получения зернистых частиц и, таким образом, придания зернистым частицам, по меньшей мере, одного свойства со значением или диапазоном значений, который является таким же или приблизительно таким же, как значение или диапазон значений соответствующего свойства нежелательных частиц. Множество зернистых частиц добавляют в поток обработки, содержащий множество частиц, который обрабатывают с помощью автоматизированной системы инспектирования и сортировки. Автоматизированная система инспектирования и сортировки запрограммирована для детектирования и избирательного удаления из потока обработки таких зернистых частиц, имеющих заданное значение свойства или диапазон значений свойств. Зернистые частицы, которые детектируют и удаляют из потока обработки, сохраняют и используют для квалификации самой автоматизированной системы инспектирования и сортировки во время стандартных условий запуска и работы.
В некоторых вариантах осуществления используют металлические частицы, имеющие средний диаметр приблизительно 2 мм, приблизительно 3 мм или приблизительно 4 мм. Конформный поверхностный слой, формируемый на металлических частицах, может быть произведен, используя процессы осаждения, которые включают в себя, но не ограничены этим, по меньшей мере, один из анодирования, электролитического осаждения, осаждения из химических паров, осаждения из физических паров и раскрашивания. В результате нанесения конформного поверхностного слоя формируются зернистые частицы, имеющие, по меньшей мере, одно свойство со значением или диапазоном значений, которое является таким же или приблизительно таким же, как значение или диапазон значений соответствующего свойства нежелательных частиц. В одном варианте осуществления конформный поверхностный слой обеспечивает зернистые частицы с цветом или диапазоном значений цвета, который является таким же или приблизительно таким же, как и соответствующее значение цвета или диапазон значений цвета нежелательных частиц. В конкретном варианте осуществления конформный поверхностный слой формируют, используя материал, который не оказывает негативного влияния на свойства продуктов, изготовляемых из частиц. В некоторых вариантах осуществления зернистые частицы, которые не были отбракованы, повторно вводят в автоматизированную систему инспектирования и сортировки.
В другом конкретном варианте осуществления частицы состоят из титановой губки, нежелательные частицы состоят из губки из азотированного Ti, и зернистые частицы состоят из титановой губки, в котором поверхность зернистых частиц покрыта конформным слоем из материала, имеющего, по меньшей мере, одно свойство со значением или диапазоном значений, который является таким же или приблизительно таким же, как значение или диапазон значений соответствующего свойства губки азотированного Ti. В еще одном конкретном варианте осуществления зернистые частицы состоят из частиц титановой губки, имеющих конформный поверхностный слой из оксида титана, сформированный на них. Толщину слоя оксида титана можно регулировать для получения зернистых частиц с цветом или диапазоном значений цвета, который является таким же или приблизительно таким же, как и соответствующее значение цвета или значений диапазона цветов губки из азотированного Ti. В некоторых вариантах осуществления, значения цвета или диапазон значений цвета зернистых частиц с покрытием представляют собой золотистый, желтый, коричневый, черный, синий, красный, фиолетовый или оттенки, и/или комбинации этих цветов.
В другом варианте осуществления, предусмотрен способ для квалификации автоматизированной системы для инспектирования и сортировки частиц, зернистых частиц и нежелательных частиц. Способ включает в себя производство зернистых частиц, имеющих, по меньшей мере, одно свойство со значением или диапазоном значений, который является таким же или приблизительно таким же, как и значение или диапазон значений соответствующего свойства нежелательных частиц, и систему калибруют для идентификации или различения частиц, зернистых частиц и нежелательных частиц, в соответствии с заданным значением свойства или диапазоном значений свойств. Заданное количество зернистых частиц подают в поток обработки, содержащий множество частиц и нежелательных частиц, и поток обработки отслеживают по мере его перемещения вдоль движущейся поверхности. Зернистые частицы и нежелательные частицы, присутствующие в потоке обработки, идентифицируют и затем удаляют из потока обработки. Затем определяют, равно ли количество удаленных зернистых частиц заданному количеству зернистых частиц, которые были введены в поток обработки, и систему повторно калибруют для обеспечения максимальной степени удаления нежелательных частиц из потока обработки на основе результата определения.
В другом варианте осуществления настоящее изобретение относится к металлу, произведенному из металлических частиц, которые были инспектированы, используя автоматизированную систему для инспектирования и сортировки металлических частиц, которая была квалифицирована, используя зернистые частицы. В конкретном варианте осуществления металл содержит Ti, произведенный из титановой губки, которая была отсортирована, используя автоматизированную систему инспектирования и сортировки, которая была квалифицирована с использованием зернистых частиц Ti. В еще одном, другом варианте осуществления, настоящее изобретение относится к изготовленному продукту, сформированному из металла, произведенного из металлических частиц, которые были инспектированы, используя автоматизированную систему для инспектирования и сортировки металлических частиц, которые были квалифицированы, используя зернистые частицы.
В еще одном, другом варианте осуществления, раскрыта система для инспектирования и сортировки частиц, зернистых частиц и нежелательных частиц. В конкретном варианте осуществления система содержит множество частиц, имеющих заданное распределение форм и размеров, в которой слой конформный поверхностный формируют на множестве частиц, для получения зернистых частиц, имеющих, по меньшей мере, одно свойство, значение или диапазон значений которого является таким же или приблизительно таким же, как значение или диапазон значений соответствующего свойства нежелательной частицы; поток обработки, содержащий частицы, зернистые частицы и нежелательные частицы, предназначенные для инспектирования и сортировки; и первое автоматизированное устройство инспектирования и сортировки.
Вариант осуществления первого автоматизированного устройства инспектирования и сортировки содержит питатель, предназначенный для подачи потока обработки в устройство с заданной скоростью подачи, движущуюся поверхность, предназначенную для транспортировки потока обработки через систему, лампу для освещения потока обработки, по мере его транспортировки вдоль движущейся поверхности, камеру для получения изображения потока обработки, устройство анализа изображений, полученных с помощью камеры, и сравнения этих изображения с заданным диапазоном значений для частиц, зернистых частиц и нежелательных частиц, и воздушный выталкиватель, предназначенный для удаления зернистых частиц и нежелательных частиц из потока обработки. В конкретном варианте осуществления зернистые частицы и нежелательные частицы, которые удаляют из потока обработки с помощью системы для инспектирования и сортировки частиц, подают обратно в питатель.
В одном варианте осуществления, система для инспектирования и сортировки частиц, зернистых частиц и нежелательных частиц содержит второе автоматизированное устройство инспектирования и сортировки. В этом варианте осуществления зернистые частицы и нежелательные частицы, которые были удалены из потока обработки первым автоматизированным устройством инспектирования и сортировки, инспектируют и сортируют с помощью второго автоматизированного устройства инспектирования и сортировки. В другом конкретном варианте осуществления скорость подачи первого автоматизированного устройства инспектирования и сортировки выше, чем скорость подачи второго автоматизированного устройства инспектирования и сортировки.
Производство зернистых частиц и их использование для квалификации автоматизированной системы для инспектирования и сортировки частиц обеспечивает средство для быстрого и надежного обеспечения того, что такие системы сортировки будут функционировать в соответствии с их предназначением. Использование зернистых частиц для квалификации автоматизированной системы инспектирования и сортировки имеет преимущество обеспечения более точной, эффективной и экономически рентабельной системы сортировки, которая, в свою очередь, обеспечивает большую степень уверенности в том, что отсортированный продукт содержит меньшее количество нежелательных частиц, чем при инспекции оператором - человеком.
Краткое описание чертежей
На приложенных чертежах, которые представлены здесь и составляют часть данного раскрытия, иллюстрируются примерные варианты осуществления раскрытого изобретения, и они используются для пояснения принципов раскрытого изобретения.
На фиг.1 схематически показаны компоненты примерной автоматизированной системы инспектирования и сортировки.
На фиг.2 показана блок-схема последовательности операций, иллюстрирующая последовательность этапов, используемых для производства и квалификации зернистых частиц.
На фиг.3 показана блок-схема последовательности операций, иллюстрирующая примерный способ квалификации автоматизированной системы инспектирования и сортировки, используя зернистые частицы.
На фиг.4 показана блок-схема последовательности операций, представляющая примерный способ сортировки частиц, используя множество автоматизированных систем инспектирования и сортировки.
На фиг.5 показана блок-схема последовательности операций, представляющая другой примерный способ сортировки частиц, используя множество автоматизированных систем инспектирования и сортировки.
На фиг.6A показаны примерные частицы Ti губки, которые были анодированы в растворе 10%-ого бикарбоната натрия в воде при 52 вольтах в течение 20 минут.
На фиг.6B показаны примерные частицы Ti губки, которые были анодированы в растворе 10%-ого бикарбоната натрия в воде при 22 вольтах в течение 20 минут.
На фиг.7 показан график сравнения скорости извлечения зернистых частиц Ti, как функция размера, цвета и способа сортировки.
На чертежах используются одинаковые номера и обозначения ссылочных позиций, для обозначения одинаковых свойств, элементов, компонентов или участков представленных вариантов осуществления, если только не указано другое. Хотя раскрытое изобретение подробно описано со ссылкой на фигуры, они представлены для иллюстративных вариантов осуществления.
Подробное раскрытие изобретения
Ниже раскрыты примерные способы квалификации автоматизированной системы инспектирования и сортировки, используя зернистые частицы. Варианты осуществления способов для производства и квалификации самих зернистых частиц также раскрыты. Производство зернистых частиц, имеющих, по меньшей мере, одно свойство, значение или диапазон значений которого является таким же или приблизительно таким же, как значение или диапазон значений соответствующего свойства нежелательных частиц, позволяет их использовать, как ложные нежелательные частицы в фактическом потоке обработки, которую выполняют с использованием автоматизированной системы инспектирования и сортировки. Благодаря использованию зернистых частиц в качестве ложных нежелательных частиц, сама система может быть периодически квалифицирована путем ввода заданного количества зернистых частиц через случайные интервалы во время фактической работы системы. Анализ, детектируются ли эти частицы системой, можно использовать для проверки и тонкой настройки процесса инспектирования и сортировки.
В данном описании свойство частиц понимают, как любое свойство материала, которое включает в себя, но не ограничено этим, размер, форму, плотность, текстуру поверхности, цвет или состав частиц. Кроме того, каждому свойству может быть назначено заданное значение. Например, и без ограничений, значение свойства для размера или формы может включать в себя цифровое значение из одного или больше внешних размеров, значение свойства для плотности может представлять собой меру массы на единицу объема, значение свойства цвета может включать в себя определенный цвет, значение HEX или значение RGB, свойство текстуры для поверхности может включать в себя гладкую, грубую или зазубренную, и значение свойства состава может включать в себя тип и количество элементарных составляющих частицы. В некоторых вариантах осуществления одно или больше свойств частиц могут быть измерены, используя, например, устройство получения изображений, такое как камера, или используя специализированные технологии, такие как спектроскопия оптической эмиссии (OES) или рентгеновская флюоресценция (XRF). Следует понимать, что любая ссылка на "свойство нежелательной частицы" в данном описании относится к конкретному значению свойства, которое может быть отличимо от значения нежелательной частицы.
Зернистые частицы могут быть произведены, используя материал, который, в случае, если он непреднамеренно пройдет через систему инспектирования и попадет в конечный продукт, не оказывал бы нежелательный эффект на свойства получаемого в результате продукта. Использование приемлемого материала для производства зернистых частиц позволяет вводить зернистые частицы непосредственно в фактическую производственную линию таким образом, что периодическая квалификация системы сортировки может быть выполнена во время запуска или фактических операций сортировки системы. Использование зернистых частиц является особенно предпочтительным при использовании с процессами, которые сортируют частицы металлов и/или их руды, поскольку часто вариации состава легко различимы по внешнему виду, как различия цвета, структуры, или некоторого другого визуального свойства металла или руды. Путем идентификации такого различия, либо используя оператора - человека, или с помощью автоматизированной системы инспектирования и сортировки, нежелательные частицы могут быть удалены из потока обработки.
Поскольку характеристики нежелательных частиц известны, свойство, которое не оказывает нежелательного влияния на рабочие характеристики частиц, может быть произвольно придано известным приемлемым частицам, которые затем используются, как зернистые, которые применяют для тестирования возможностей инспектирования и сортировки системы. Например, если нежелательные частицы имеют цвет, который отличается от частиц, имеющих требуемый состав, тонкий конформный слой может быть сформирован на одной или больше частицах таким образом, что они принимают цвет нежелательной частицы. В данном описании конформный слой идентифицируется как поверхностный слой, который наносится на или формируется на всех открытых поверхностях частиц, таким образом, что он покрывает, по существу, всю внешнюю часть частицы. В конкретном варианте осуществления вся поверхность частицы покрыта так, что непокрытые области являются видимыми; однако, полностью покрытая поверхность не обязательно является критерием. В альтернативных вариантах осуществления может быть предусмотрена частица с поверхностным покрытием, которое покрывает часть открытой площади поверхности, достаточную для получения частицы с цветом, который является таким же и или приблизительно таким же, как и у нежелательных частиц, и позволяет детектировать эту частицу с помощью автоматизированной системы инспектирования и сортировки. В одном варианте осуществления, часть поверхности частицы, которая покрыта поверхностным покрытием, находится в диапазоне от приблизительно 80% до приблизительно 100% открытой площади поверхности.
Цвет зернистой частицы определяют так, чтобы он был таким же, как и у нежелательной частицы, когда оттенок или значение цвета зернистой частицы, идентифицированный автоматизированной системой инспектирования и сортировки, является таким же или приблизительно таким же, как оттенок или значение цвета нежелательной частицы. Таким образом, определяют, что зернистая частица и нежелательная частица имеют одинаковый цвет, когда, после получения изображения автоматизированной системой инспектирования и сортировки, они представляются как имеющие одинаковый или приблизительно одинаковый оттенок или значение цвета. Однако, следует понимать, что поверхностный слой не ограничен приданием цвета частицам, но может передавать зернистой частице любое свойство, которое составляет характеристику нежелательных частиц. Например, в одном варианте осуществления частицы можно различать на основе их плотности или их способности излучения вторичных рентгеновских лучей во время облучения рентгеновскими лучами, как в случае XRF. В другом варианте осуществления частицы можно различать по OES и, даже в более конкретном варианте осуществления, с помощью OES, индуцированного лазером, как описано, например, в публикации A. Rosenfeld, et al. in "Sorting of Aluminum Alloy Scrap by Laser Induced Optical Emission Spectroscopy," Third International Symposium on Recycling of Metals and Engineered Materials, The Minerals, Metals & Materials Society, pp. 751-763 (1995), которая включена во всей своей полноте в это описание посредством ссылки, как если бы она была полностью представлена в данном описании.
Поверхностный слой, предпочтительно, сформирован из материала, который не оказывает нежелательного эффекта на любые продукты, произведенные от металлических частиц. Нежелательный эффект возникает, когда включение материала, преднамеренное или непреднамеренное, приводит к изменению свойств получаемого в результате продукта нежелательным образом. Например, если механические свойства керамики, полимера, металла, сплава или произведенного продукта, такие как полученный в конечном итоге предел прочности на разрыв, предел текучести при растяжении, степень растяжения или усталостная прочность, непреднамеренно ухудшаются из-за включения материала, говорят, что был оказан нежелательный эффект на его свойства. Такой нежелательный эффект не ограничен упомянутыми выше свойствами, но также может включать в себя любое непреднамеренное изменение микроструктуры, состава или другого свойства материала в результате включения материала. В данном описании включение азота в сплав Ti рассматривается, как оказывающее нежелательный эффект на полученные в результате свойства, если он присутствует в количестве, большем, чем 0,1 процент массы (% масс).
Хотя производство и использование зернистых частиц является полезным для сортировки, по существу, любого типа материала, такого, как, например, керамика, полимеры, металлы или руды, он особенно хорошо подходит для сортировки частиц титановой губки. Хотя данное раскрытие не предназначено для ограничения титаном, раскрытые варианты осуществления и описанные в данном описании будут выполнены со ссылкой на системы для сортировки частиц титановой губки из-за преимуществ, которые дают автоматизированные системы для процесса сортировки титановой губки.
Во время операций производства поверхность некоторых частиц титановой губки может окисляться или азотироваться и, когда это происходит, титановую губку обычно называют "сгоревшей" титановой губкой. Присутствие сгоревшей титановой губки в потоке обработки является нежелательным, поскольку, если она сохранится в фазе расплава, ее включение в последующие металлы, сплавы или изготовленные продукты может привести к формированию твердого альфа-материала или включений низкой плотности. Эти включения, если не будут детектированы при различных проверках качества, оказывают нежелательный эффект на свойства материала конечного продукта. Обычная титановая губка имеет серебристый или тусклый серый цвет, но при внедрении азота частицы титановой губки приобретают отчетливый золотистый, желтый, коричневый, черный, синий, красный или фиолетовый цвет.
Когда определяют, что партия содержит сгоревшую титановую губку, образцы обычно химически тестируют для определения, присутствует ли азот. Если определяют, что его содержание выше приблизительно на 0,1% масс, партия не может использоваться для определенных конкретных вариантов применения. Предпочтительно, чтобы азотированные частицы титановой губки были удалены из потока обработки перед повторным плавлением из-за нежелательных эффектов, которые может оказать азотированный Ti на свойства титанового сплава.
Идентификация и удаление сгоревшей титановой губки могут быть выполнены вручную или с использованием автоматизированных процессов. Хотя первый подход требует большего времени и является более дорогостоящим, он представляет собой способ, который более известен и обычно применяется в промышленности. Инспекторы - люди могут быть подвергнуты определенному типу процесса квалификации, который может включать в себя, но не ограничивается этим, тестирование цветового зрения инспектора и способности распознавания сгоревшего Ti и/или постороннего вещества в потоке обработки. Использование автоматизированных процессов инспектирования и сортировки предлагает преимущества, связанные со скоростью, меньшими операционными затратами и гибкостью; однако, при этом трудно обеспечить их продолжительную работу при приемлемых уровнях детектирования и проверки того, что разные системы функционируют идентично. Для того, чтобы способствовать их внедрению в промышленность, необходимо продемонстрировать, что автоматизированная система инспектирования и сортировки может одновременно работать быстро и быть не дорогостоящей.
В данном раскрытии описаны основные компоненты автоматизированной системы для инспектирования и сортировки частиц. Описание способов производства и квалификации зернистых частиц, имеющих, по меньшей мере, одно свойство, значение или диапазон значений которого является таким же или приблизительно таким же, как значение или диапазон значений соответствующего свойства нежелательных частиц, также описано, как и процесс использования зернистых частиц, для квалификации автоматизированной системы инспектирования и сортировки. Раскрыты примерные варианты осуществления, описывающие формирование, квалификацию и использование фактических зернистых титановых частиц для квалификации автоматизированной системы инспектирования и сортировки.
Автоматизированная система инспектирования и сортировки
Множество систем инспектирования и сортировки на основе цвета, которые используются для сортировки частиц металла, хорошо известны в данной области техники. В качестве примера можно представить систему Machine Vision, которую традиционно используют для инспектирования и сортировки широкого разнообразия продуктов в пищевой промышленности. Некоторые примеры, описывающие использование систем Machine Vision, представлены в публикациях P.H. Heinemann in "Machine Vision Inspection of 'Golden Delicious' Apples," Applied Engineering in Agriculture, Vol.11, No.6, pp.901-906 (1995) as well as by Y. Tao, et al. in "Machine Vision for Color Inspection of Potatoes and Apples," Transactions of ASAE, Vol.38, No.5, pp.1555-1561 (1995) and by Tom Pearson in "Machine Vision System for Automated Detection of Stained Pistachio Nuts," SPIE, Vol.2345, pp.95-103 (1995). Каждая из упомянутых выше публикаций включена сюда посредством ссылки, как если бы они были полностью описаны в данном описании. Примеры систем для инспектирования и сортировки частиц титановой губки на основе цвета были ранее раскрыта автором Gigliotti, тогда как система для инспектирования и сортировки металлолома по цвету была представлена автором Kumar.
Автоматизированные системы инспектирования и сортировки, такие как система Machine Vision, можно адаптировать для инспектирования и сортировки потока обработки на основе цвета отдельных частиц. Процесс инспектирования и сортировки выполняют с использованием системы формирования цветного изображения, которая идентифицирует частицы, которые отличаются от большинства. Собственная программа используется для обучения системы в отношении приемлемого диапазона цветов для частиц. Любая частица, которая идентифицирована, как имеющая цвет за пределами этого заданного диапазона, категорически отбраковывается. В данном описании термины "цвет" и "значение цвета" используются взаимозаменяемо, и их следует понимать, как имеющие эквивалентные значения. Сами по себе частицы могут быть отсортированы, с использованием, например, воздушных струй, механической руки со всасывающей присоской на одном конце или некоторого типа манипулятора, предназначенного для удаления вручную отбраковываемых частицы.
Вид сбоку, схематично представляющий основные компоненты примерной системы (100) инспектирования и сортировки, которые известны в данной области техники, представлен на фиг.1. Весовой питатель (1) непрерывного действия подает частицы по всей ширине движущейся поверхности (3), такой как конвейерная лента, через разгрузочный желоб (2) питателя. Разгрузочный желоб (2) предназначен для ускорения подачи частиц таким образом, что они равномерно распределяются по открытой площади поверхности. В одном варианте осуществления разгрузочный желоб (2) питателя создает покрытие из частиц в количестве приблизительно 25% открытой площади поверхности. Движущаяся поверхность (3) сама обычно транспортирует частицы со скоростью, например, приблизительно 480 футов в минуту (футы/минуту). Скорость подачи, однако, можно регулировать, в соответствии с необходимостью, для оптимизации процесса сортировки.
Верхняя лампа (4) высокой интенсивности освещает частицы, по мере их транспортировки вдоль движущейся поверхности (3), тогда как верхняя камера (5) линейного сканирования получает изображение потока обработки, по мере его прохода через фиксированную точку. Верхняя камера (5) линейного сканирования может представлять собой любую соответствующую камеру, как хорошо известно в данной области техники, но в конкретном варианте осуществления она содержит 1024 пикселей и выполнена с возможностью высокоскоростного сканирования. Нижняя камера (7) линейного сканирования и нижняя лампа (8) высокой интенсивности также предусмотрены для освещения и получения изображения с нижней стороны частиц. Верхняя камера (5) линейного сканирования направлена сверху вниз на движущуюся поверхность (3) и, следовательно, получает изображения с движущейся поверхности (3), представленное, как основной цвет, тогда как нижняя камера (7) линейного сканирования получает изображение через поток обработки и обычно получает изображения на фоне освещения светодиодом (LED), излучающим синий свет.
Нежелательные частицы, которые были идентифицированы, как имеющие цвет, который выходит за пределы приемлемого диапазона, отбрасывают, используя воздушный выталкиватель (6), который, в одном варианте осуществления, состоит из множества сопел, распределенных вдоль всей ширины движущейся поверхности (3). В одном варианте осуществления сопла расположены на расстоянии приблизительно одна четверть дюйма друг от друга. Когда местоположение нежелательной частицы идентифицируют, ее положение устанавливают путем корреляции скорости транспортирования движущейся поверхности (3) с дистанцией между положениями верхней камеры (5) линейного сканирования и воздушным выталкивателем (6). Когда частица достигает конца движущейся поверхности (3), ее момент, направленный вперед, обычно перемещает по верхней поверхности разрезающего лезвия (9). Однако, когда нежелательная частица была идентифицирована и достигает конца движущейся поверхности (3), одно или больше из множества сопел воздушного выталкивателя (6) активируют, когда точки пересечения его положения совпадают с нежелательной частицей (частицами). Сильная струя воздуха испускается из нацеленных сопел воздушного выталкивателя (6), направляя нежелательную частицу (частицы) вниз так, что она падает ниже разрезающего лезвия (9) и отделяется от потока обработки.
Следует понимать, что система (100) инспектирования и сортировки, раскрытая в данном описании и показанная на фиг.1, представляет собой всего лишь пример множества таких систем, которые известны в данной области техники и могут использоваться для сортировки частиц. Кроме того, система автоматизированной сортировки, показанная на фиг.1, не вычерчена в масштабе. Иллюстрация примерной системы инспектирования и сортировки, аналогичной раскрытой в данном описании, может быть найдена в статье под названием "Understanding How Electronic Sorting Technology Helps Maximize Food Safety," which was published in June 2010 by Key Technology, Inc. ивключена сюда посредством ссылки, как если бы она была полностью представлена в данном описании. Одна особенность системы инспектирования и сортировки, описанной в данном описании, представляет собой возможность различения между объектами, на основе их цвета или значения цвета с последующим удалением из потока обработки тех объектов, цвета или значение цвета которых попадают за пределы приемлемого диапазона. Хотя частицы различают на основе их цвета или их значения цвета, такие системы сортировки могут быть выполнены с возможностью сортировки частиц на основе любого другого отличительного свойства материала, такого его плотность, спектры оптического излучения или флюоресценция в рентгеновских лучах, которые могут быть легко измерены и проанализированы системой сортировки.
Работа системы (100) сортировки может быть протестирована и квалифицировала с использованием набора стандартов, которые определяют точность системы (100) сортировки. Хотя возможности системы (100) сортировки могут быть продемонстрированы с использованием фактических нежелательных частиц, производство зернистых частиц в качестве ложных нежелательных частиц включает возможность их использования во время рутинной наладки и в условиях стандартной работы. Формирование зернистых частиц описано в следующем разделе.
Производство зернистых частиц
Одно преимущество использования зернистых частиц состоит в том, что, в то время как зернистые частицы повторяют свойства нежелательных частиц, на продукты, формируемые с использованием частиц из потока обработки, не оказывается нежелательное влияние в случае внедрения этих зернистых частиц. При использовании их в системе (100) сортировки, которая различает частицы на основе цвета, отличительное свойство, поэтому, представляет собой цвет частиц.
Другое свойство зернистых частиц состоит в том, что их форма представлена так, что они остаются неподвижными при их транспортировке вдоль движущейся поверхности (3). Любая форма может использоваться, если только она имеет достаточные точки поддержки и/или грани, для предотвращения ее качения по движущейся поверхности (3) между точкой, в которой было получено ее первое изображение верхней камерой (5) линейного сканирования, и когда она достигает воздушного выталкивателя (6). Частицы должны оставаться неподвижными, для обеспечения того, чтобы нежелательные частицы, сканируемые верхней камерой (5) линейного сканирования и идентифицированные системой, были теми же частицами, которые впоследствии удаляют из потока обработки после достижения ими воздушного выталкивателя (6).
Частицы, имеющие требуемую форму, размер и свойства поверхности, могут быть получены из потока обработки таким образом, что из них могут быть сформированы зернистые частицы. Средним размером зернистых частиц можно управлять путем дробления и/или перемалывания частиц, с последующим пропуском их через сито или сетку соответствующего размера. Хотя средний размер частиц, используемых для производства зернистых частиц, не ограничен каким-либо конкретным значением или диапазоном значений, в конкретном варианте осуществления, для металлических частиц, средний диаметр частиц составляет приблизительно 2 мм, приблизительно 3 мм или приблизительно 4 мм. Такие размеры частиц особенно пригодны для использования при производстве зернистых частиц из титановой губки.
Формирование комформного поверхностного слоя
Различные способы можно использовать для обработки выбранных частиц и производства зернистых частиц, имеющих соответствующий цвет или цвета. В одном варианте осуществления цвет может быть придан частицам путем нанесения красителя или покрытия из краски, имеющей требуемый цвет. Требуемый цвет может быть получен путем обычного распыления, нанесения кистью, погружения или используя любую другую технологию нанесения, которая хорошо известна в данной области техники. Недостаток этой технологии состоит в том, то сама краска может быть изготовлена третьей стороной, и постоянная ее доступность может стать проблемой. Кроме того, могут возникнуть проблемы, связанные с однородностью цвета между отдельными партиями краски. Еще одна проблема состоит в том, что покрытие краской, более вероятно, отколется или износится при многократной обработке.
В другом варианте осуществления сверхтонкая и конформная пленка, имеющая требуемый цвет, может быть сформирована, используя процессы нанесения тонкой пленки, которые включают в себя, но не ограничены этим, анодирование, электролитическое осаждение, осаждение из химических паров (CVD) и осаждение из физических паров (PVD). Наращивание пленки с использованием CVD может быть облегчено при использовании процессов, которые стимулируют рост пленки, таких как CVD, усиленное плазмой. Наращивание с использованием PVD может быть выполнено, используя технологию нанесения, которая включают в себя, но не ограничена этим, тепловое испарение, испарение электронным лучом и напыление. Нанесение конформного поверхностного покрытия с использованием технологии наращивания пленки, описанное выше, также приводит к получению более прочных и имеющих больший срок службы покрытий, которые, в меньшей степени изнашиваются при многократной обработке и использовании. Такие технологии нанесения хорошо известны в данной области техники, и подробное их описание будет исключено.
Материал, наносимый, как тонкая конформная пленка, предпочтительно обеспечивает цвет для поверхности для частиц с покрытием, значение которого или диапазон значений которого является таким же или приблизительно таким же, как и соответствующее значение или диапазон значений известных нежелательных частиц. Цветом можно управлять путем изменения параметров нанесения или осаждения, таких как состав, толщина и/или температура. В конкретном варианте осуществления материал, используемый для формирования поверхностного слоя, не должен оказывать нежелательное влияние на свойства любого конечного продукта, изготавливаемого с использованием частиц, получаемых в потоке обработки. Таким образом, поверхностный слой, формируемый на зернистых частицах, должен быть таким, что, если бы они непреднамеренно прошли мимо сортировочной системы и попали в поток обработки, их присутствие не могло бы отрицательно повлиять на свойства полученного в результате продукта нежелательным образом.
В некоторых вариантах осуществления зернистые частицы могут быть покрыты ультрафиолетовой (UV) краской, для того, чтобы "пометить" зернистые частицы так, чтобы их можно было отличить от обычных нежелательных частиц. Нанесение ультрафиолетовой краски различных цветов, таких как желтый, зеленый, синий или красный, можно использовать для различия между различными типами зернистых частиц. UV краска является прозрачной при воздействии видимого света, но становится видимой при облучении источником ультрафиолетового света. При воздействии на зернистые частицы, раскрашенные UV краской, источником ультрафиолетового света, таким как невидимый свет, они могут быть легко идентифицированы и распознаны на фоне нормальных нежелательных частиц, содержащихся в потоке обработки.
Для вариантов применения, в которых используется титановая губка, формирование слоя оксида на поверхности частиц титановой губки было раскрыто, как эффективный способ формирования зернистых частиц, имеющих цвет, значение или диапазон значений которого является таким же или приблизительно таким же, как соответствующее значение или диапазон значений азотированной титановой губки. Поскольку кислород представляет собой элемент, который обычно находится в Ti и титановых сплавах, включение зернистых частиц из оксидированной титановой губки в поток обработки обычно не оказывает нежелательный эффект на свойства полученного в результате металла Ti, сплава или конечного продукта, сформированного с использованием частиц из потока обработки. Кроме того, цветом окисленных частиц титановой губки можно управлять путем изменения толщины оксидного слоя. Изменения толщины оксидного слоя вызывают изменения цвета из-за интерференции падающего и отраженного света.
Оксидированный титановый слой может быть непосредственно нанесен на поверхность множества частиц из титановой губки, как конформная тонкая пленка, используя любые процессы, описанные выше, включая в себя, но без ограничения таковыми, анодирование, электролитическое осаждение, технологии CVD и PVD наращивания пленки. Среди них анодирование представляет собой сравнительно низкозатратный процесс, который может быть легко адаптирован для использования с частицами титановой губки. Анодирование также легко воспроизводится и позволяет легко получить диапазон цветов с целью испытаний. Анодирование Ti было подробно описано ранее, например, в публикации J. - L. Delplancke, et al. in "Self-Colour Anodizing of Titanium," Surface Technology, 16 pp.153-162 (1982), которая включена здесь посредством ссылки, как если бы она полностью была описана в данном описании.
В одном варианте осуществления анодирование частиц титановой губки может быть выполнено путем погружения множества частиц в электролит, имеющий заданную температуру. Примерные электролиты, которые могут использоваться, включают в себя бикарбонат натрия или серную кислоту. Фрагменты Ti помещают на титановую пластину или на лоток, металлический катод погружают в электролит, и постоянный ток пропускают между электродами. Толщиной оксидного слоя и, следовательно, цветом частиц титановой губки можно управлять путем изменения параметров, которые включают в себя, но без ограничения, приложенное напряжение, тип, концентрацию и температуру электролита, а также время анодирования. Хорошо определенный набор параметров для анодирования титановых частиц может быть установлен, и может использоваться для получения набора стандартов. В конкретном варианте осуществления титановую губку анодируют при комнатной температуре в растворе, содержащем 10% бикарбоната натрия и воду. Анодирование может быть выполнено, например, путем приложения напряжения 52 или 22 вольта (B) в течение длительности 10-20 минут, до тех пор, пока цвет титановой губки не станет таким же, как у сгоревших образцов титановой губки.
В другом варианте осуществления Ti лист или фольга могут быть анодированы для получения цветов, значение или диапазон значений которых является таким же или приблизительно тем же, как и соответствующее значение или диапазон значений азотируемой титановой губки. Анодированный лист или фольгу можно затем закрепить на сторонах соответствующей подложки, для получения зернистой частицы с покрытием. Подложка может, например, представлять собой пластиковый кубик или пирамидку, имеющую размер, аналогичный инспектируемым частицам титановой губки. Наиболее полезные формы являются такими, которые остаются неподвижными во время транспортировки на движущейся поверхности. Зернистые частицы, получаемые таким образом, однако, могут быть полезными для производства цветовых стандартов, которые могут использоваться для периодического тестирования установок автоматизированной системы сортировки.
В еще одном варианте осуществления зерна, состоящие из предварительно нарезанных образцов Ti, таких как кубики или пирамидки, могут иметь конформный поверхностный слой, сформированный на них. Поверхностный слой передает цвет, значение или диапазон значений которого является таким же или приблизительно таким же, как соответствующее значение или диапазон значений нежелательных частиц, для предварительно нарезанного образца, используя любой из процессов, описанных выше (то есть, анодирование, электролитическое осаждение, CVD и PVD). Зернистые частицы такого типа могут использоваться для тестирования установок автоматизированной системы сортировки. Следует понимать, что, хотя производство зернистых частиц в этом разделе было описано с использованием титанового листа, фольги или предварительно нарезанного образца в качестве примера, следует понимать, что это является всего лишь примером, и можно использовать любые из множества других металлов или подложек.
Квалификация зернистых частиц
После получения множества зернистых частиц, имеющих требуемую форму, размер и цвет, следующий этап состоит в квалификации самих зернистых частиц, подвергая их инспектированию с помощью автоматизированной системы (100) инспектирования и сортировки. Процесс квалификации необходим для обеспечения того, чтобы цвет и другие характеристики сформированных таким образом зернистых частиц были достаточного качества для точного подражания нежелательным частицам. Кроме того, зернистые частицы должны надежно детектироваться автоматизированной системой инспектирования и сортировки, которая работает в стандартных условиях.
Примерная блок-схема последовательности операций, представляющая общую обработку для производства зернистых частиц, в ходе которой им придают требуемый цвет (цвета) и в которой затем квалифицируют зернистые частицы, представлена на фиг.2. Производство частиц и формирование конформного поверхностного слоя, в общем, сведены к этапам S10-S12. Первоначально, на этапе S10 производят множество частиц требуемой формы, диапазона размеров и состава. На этапе S11, частицы просеивают через соответствующего размера сетку для отделения частиц, имеющих желательное распределение размеров. Поверхностный слой затем формируют на частицах, на этапе S12, для получения зернистых частиц с покрытием. Отдельные партии могут быть обработаны одновременно на этапе S12 для получения зернистых частиц, имеющих разные цвета. На этапе S13, зернистые частицы с покрытием подают в автоматизированную систему сортировки, где их сортируют на этапе S14. Процесс сортировки, в общем, выполняется путем подачи зернистых частиц одного цвета одновременно.
Сама автоматизированная система инспектирования и сортировки была описана выше со ссылкой на фиг.1, и она предварительно запрограммирована для допуска частиц, цвет которых попадает в заданный диапазон, и затем для отбраковки частиц, если их цвет находится за пределами приемлемого диапазона. В одном варианте осуществления индивидуальные цвета или диапазоны цветов, которые рассматриваются как приемлемые, устанавливают, используя значения цветов, полученные из фактических нежелательных частиц. Эти значения цветов загружают в автоматизированную систему сортировки и используют для определения, какие частицы квалифицируются, как пригодные для использования в качестве зернистых частиц. Частицы, цвет которых попадает за пределы приемлемого диапазона, отбраковывают, и они могут быть сохранены и могут использоваться, как зернистые частицы на этапе S15. Если частицы не будут отбракованы и, следовательно, проходят через систему сортировки, в случае необходимости, они могут быть инспектированы и повторно поданы в автоматизированную систему сортировки на этапе S16, или они могут быть удалены на этапе S17. Если на основной поверхности будут найдены какие-либо дефекты после первого прохода через автоматизированную систему сортировки, в некоторых вариантах осуществления, зернистые частицы могут быть исправлены и затем повторно поданы в автоматизированную систему сортировки для дальнейшего тестирования. Частицы, которые были поданы в сортировщик и не были отбракованы после двух проходов, обычно удаляют. Возможно, что зернистые частицы, которые были отбракованы сортировщиком в первый раз, также могут быть повторно поданы для дополнительной гарантии их правильной отбраковки.
Квалификация системы для инспектирования и сортировки частиц
После того, как соответствующее количество зернистых частиц, имеющих требуемый размер, форму и диапазон цветов, были квалифицированы, они сами по себе могут использоваться для квалификации автоматизированной системы инспектирования и сортировки. Примерная блок-схема, представляющая последовательность этапов, в соответствии со способом квалификации, автоматизированной системы инспектирования и сортировки с использованием зернистых частиц, представлена на фиг.3. Следует понимать, что блок-схема, показанная на фиг.3, является просто примером; и обеспечивает иллюстративный пример, в котором осуществляется сущность и объем настоящего изобретения. Любое количество вариаций может быть воплощено без выхода за пределы изобретательской концепции.
Первоначально множество зернистых частиц, имеющих требуемых размер и распределение цветов, производят на этапе S20, используя процедуры, описанные в представленном выше Разделе II. Зернистые частицы затем подают в автоматизированную сортировочную систему, где изображения индивидуальных зернистых частиц первоначально получают на этапе S21. Систему автоматизированной сортировки затем калибруют на этапе S22 для распознания цвета или диапазона цветов, ассоциированных с каждой зернистой частицей таким образом, что частицы, имеющие определенный цвет или диапазон цветов, могут быть идентифицированы и отбракованы. Обычно необходимо выполнять этап S22 калибровки для каждого цвета зерна. Те зернистые частицы, которые имеют соответствующие свойства, используются для обеспечения того, что автоматизированная система сортировки распознает и впоследствии отбраковывает эти частицы (как зерна, так и нежелательные частицы), имеющие соответствующие свойства.
После калибровки автоматизированной системы инспектирования и сортировки, на этапе S23, зернистые частицы могут быть введены в фактический поток обработки, который пропускают через автоматизированную систему инспектирования и сортировки. Сами по себе зернистые частицы обычно подают через случайные интервалы, и их включают таким образом, чтобы они были равномерно распределены среди частиц, содержащихся в потоке обработки. Частицы обычно транспортируют вдоль движущейся поверхности, такой как конвейерная лента, и их отслеживают на этапе S24, используя одно или больше устройств получения изображений, таких как камера. Процесс калибровки, выполняемый на этапе S22, позволяет автоматизированной системе сортировки различать приемлемые частицы и нежелательные частицы в потоке обработки. Частицы обычно отличают на основе их цвета, который идентифицируют в процессе мониторинга. Системы для съемки изображения частиц, в ходе их транспортирования вдоль движущейся поверхности, преобразования изображения в сигнал цвета, и затем сравнения сигнала цвета с приемлемыми значениями, хорошо известны в данной области техники и были ранее подробно описаны другими авторами, такими как Gigliotti. Если цвет частиц попадает за пределы приемлемого определяемого пользователем диапазона, тогда частицу идентифицируют, как нежелательную частицу, и ее удаляют из потока обработки на этапе S25.
Как только все зернистые частицы будут переданы через автоматизированную систему сортировки, на этапе S26 определяют, равно ли общее количество изъятых зернистых частиц количеству зернистых частиц, которые были поданы в поток обработки. Если это так, тогда это означает, что автоматизированная система сортировки функционирует в соответствии с ее предполагаемым назначением, и определяют, что процесс калибровки был закончен на этапе S27. Если на этапе S26 определяют, что меньшее число частиц, чем все зернистые частицы, были удалены из потока обработки, тогда на этапе S28 процесс калибровки может быть определен, как незаконченный. В этом случае процесс обработки возвращается на этап S22, где автоматизированную систему сортировки повторно калибруют, и этапы S23-S26 повторяют. В некоторых вариантах осуществления зернистые частицы, которые не были удалены на этапе S26, отбрасывают, поскольку, они могут быть не пригодными для использования в процессе.
При сортировке фактического потока обработки во время запуска или в стандартных рабочих условиях, зернистые частицы требуется отличать от обычных нежелательных частиц. В одном варианте осуществления зерна и нежелательные частицы могут различаться, например, путем нанесения ультрафиолетовой краски на зернистые частицы, как описано в разделе I, представленном выше. Во время инспекции отбракованных частиц под действием ультрафиолетового света, зернистые частицы будут легко видимы и могут быть избирательно изъяты и подсчитаны.
В некоторых вариантах осуществления может быть допустимо пожертвовать точностью сортировки для обработки частиц с более высокими скоростями. В этом случае обычно необходимо обеспечить только то, чтобы точность сортировки оставалась выше заданного порогового значения (то есть, заданного процента извлечения). Например, если необходимо, чтобы автоматизированная система сортировки извлекала, по меньшей мере 80% зернистых частиц, поданных в поток обработки, то процесс квалификации, показанный на фиг.3, должен быть выполнен только для обеспечения того, что извлеченная часть частиц остается на уровне выше 80%. Следует отметить, что сам процесс квалификации, включающий в себя установление заданного процента извлечения, обычно выполняют для каждого цвета зернистой частицы, которую подают в автоматизированную систему сортировки. Значение, представляющее приемлемый процент извлечения, обычно меняется, и является функцией рабочих характеристик устройства и общего количества используемых в тесте зернистых частиц.
Для специалиста в данной области техники будет понятно, что большое количество вариаций может быть воплощено в блок-схеме, показанной на фиг.3, без выхода за пределы сущности и объема настоящего изобретения. Например, отбракованные частицы могут быть повторно введены в поток обработки так, что система сортировки может повторно и даже в третий раз просматривать их. Повторный ввод отбракованных частиц в поток обработки позволяет сократить количество частиц, которые могут быть по ошибке отбракованы системой. В другом варианте осуществления зернистые частицы могут быть добавлены в поток обработки, сортируемый инспекторами - людьми, для тестирования эффективности работы инспекторов - людей.
В другом варианте осуществления может использоваться больше, чем одно устройство сортировки, при этом одно из них установлено после другого, и каждое из них имеет одинаковые или разные критерии для сортировки частиц. Отбракованные частицы из первого сортировщика могут быть переданы во второй сортировщик для повторной проверки, используя разные наборы критериев. Параметры обработки, которые могут меняться между первым и вторым сортировщиками, включают в себя, например, скорость подачи, скорость транспортирования, диапазон приемлемых цветов и условия формирования изображения. Скоростью подачи обычно управляет питатель, который регулирует количество материала, подаваемого в сортировщик, в единицах массы (фунты или килограммы) в час. Скоростью транспортирования обычно управляют путем изменения скорости движущейся поверхности, такой как конвейерная лента (например, скорость ленты). Как отмечено выше, скорость транспортирования может иметь значение, например, 480 футов/минуту или 600 футов/минуту. Используемой скоростью транспортирования обычно управляют, применяя программное обеспечение системы.
Пример системы, которая включает в себя первый и второй сортировщики, представлен в виде блок-схемы, показанной на фиг.4. В данном варианте осуществления питатель №1 первоначально подает металлические частицы в сортировщик №1 при скорости подачи №1. Сортировщик №1 затем обрабатывает частицы при скорости транспортирования №1. Частицы, которые проходят и, следовательно, были определены сортировщиком №1 как приемлемые, подают в накопитель, где они могут быть подвергнуты следующему этапу процесса производства. Отбракованные частицы из сортировщика №1 подают в питатель №2, где их затем подают в сортировщик №2 со скоростью №2 подачи, которая в конкретном варианте осуществления меньше, чем скорость №1 подачи. Сортировщик №2 затем обрабатывает частицы при скорости №2 транспортирования. Частицы, которые проходят и, следовательно, были определены сортировщиком №2 как приемлемые, передают обратно в питатель №1 так, что они могут быть повторно поданы в сортировщик №1. Отбракованные материалы из сортировщика №2 подвергают визуальной инспекции, при которой их либо отбраковывают или признают допустимыми и подают в накопитель.
Используя последовательность операций, показанную на фиг.4, поток обработки может быть первоначально отсортирован при относительно высокой скорости подачи сортировщиком №1, который обычно производит большее количество отбракованных частиц. Отбракованные частицы затем могут быть повторно отсортированы при меньшей скорости подачи, используя сортировщик №2, при этом признанные допустимые частицы посылают обратно в питатель №1, в то время как отбракованные металлические частицы из сортировщика №2 визуально инспектируют и, в некоторых случаях, подвергают химическому анализу. Частицы, которые проходят визуальную инспекцию, передают в накопитель, в то время как те частицы, которые не прошли визуальную и/или химическую инспекцию, обычно отбраковывают или подвергают дополнительному анализу.
Другой пример потока, в котором используется больше, чем одно устройство сортировки, представлен на фиг.5. В этом варианте осуществления частицы первоначально подают из питателя №1 в сортировщик №1 со скоростью №1 подачи, где частицы обрабатываются сортировщиком №1 со скоростью №1 транспортирования. Частицы, которые проходят через него, следовательно, которые были признаны приемлемыми сортировщиком №1, подают в накопитель. Отбракованные частицы из накопителя №1 посылают в питатель №2, где их затем подают в сортировщик №2 со скоростью №2 подачи. Частицы затем обрабатывают сортировщиком №2 со скоростью №2 транспортирования. Хотя используемые скорости подачи могут иметь любое соответствующее значение в конкретном варианте осуществления, скорость №2 подачи меньше, чем скорость №1 подачи. В этом варианте осуществления, вместо отправки обратно в питатель №1, те частицы, которые проходят проверку и, следовательно, будут признаны приемлемыми сортировщиком №2, посылают в накопитель. Отбракованные материалы из сортировщика №2 также подвергают визуальной инспекции и/или химическому анализу, и при этом их или отбраковывают или принимают и передают для транспортирования. Использование второго сортировщика для инспекции отбракованного материала из первого сортировщика при более низкой скорости подачи увеличивает как общую точность, так и скорость сортировки.
Примеры осуществления
Примерные варианты осуществления, в которых производят фактические зернистые частицы и с их помощью тестируют системы инспектирования и сортировки, представлены ниже. Хотя примеры, представленные в этом разделе, направлены на производство зернистых частиц из титана и их использование для инспекции и сортировки титановой губки, следует понимать, что данные способы могут найти применение с любым типом частиц, включая в себя, например, керамику, полимеры, драгоценные камни, металлы или частицы руды.
Пример 1
Фрагменты титановой губки, которые были просеяны через сито с размером 8, анодировали в растворе 10%-ого бикарбоната натрия (NaHCO3) и воды при комнатной температуре для формирования оксидного слоя, имеющего целевую толщину. Частицы из титановой губки помещали на титановую пластину, содержавшуюся в растворе. Металлический катод погружали в электролит, и пропускали постоянный ток между электродами. Одну партию фрагментов титановой губки анодировали при приложенном напряжении 52 вольта (В) в течение 20 минут, в то время как вторую партию анодировали при 22 B в течение 20 минут. Черный/темно синий поверхностный слой был сформирован на поверхности фрагментов титановой губки, анодированных при 52B, как показано, например, на фиг.6A. Линейка справа на фиг.6A представлена в сантиметрах (см) и обеспечивает систему отсчета. Фрагменты Ti, имеющие, черный/темно синий цвет, представляют самую сильную степень окисления или азотизации, которая может возникать при производстве частиц титановой губки. Фрагменты титановой губки, анодированные при 22B, показаны на фиг.6B. Эти зернистые частицы получили более светлый цвет, который является более типичным для азотированных частиц, находимых в стандартных условиях обработки.
Пример 2
Сортировочное устройство Optyx Model 3755, которое работает аналогично сортировочной системе, представленной на фиг.1, установили на небольшой платформе, и весовой питатель непрерывного действия использовали для подачи титановой губки в сортировочное устройство. Скорости подачи находились в диапазоне от 900-2100 фунтов (фунтов) в час (h). Система была сконфигурирована таким образом, что лента конвейера транспортировала титановые частицы со скоростью приблизительно 480 футов в минуту. Как верхнюю, так и нижнюю камеру использовали для формирования изображения потока обработки при его транспортировке на ленте конвейера. Верхняя камера была обращена к ленте, используемой для переноса частиц титановой губки, тогда как нижняя камера была обращена к линии синих светодиодов (LED). Система Optyx работала с использованием программного пакета Key Technology, "Keywear 2.01."
Партию, состоящую из титановой губки, просеянной через сито номер 5 (5 mesh) (4 мм), вместе с двумя барабанами титановой губки - металлолома, просеянной через сетку номер 5, использовали для исходных настроечных экспериментов. Процесс сортировки был инициирован путем загрузки нежелательных типов частиц в компьютеризованную систему визуальной сортировки. Нежелательные типы частиц были загружены путем подачи образцов нежелательных частиц из библиотеки, которая была сформирована и которая постоянно обновляется на основе известных нежелательных частиц, которые были идентифицированы автоматизированной системой инспектирования и сортировки. Образцы черной резины, древесины, бумаги, губки неправильного цвета, сгоревшей губки, пластика и различных других нежелательных частиц были загружены в систему. Наименьшая нежелательная частица, которую можно было успешно загружать, соответствовала трем пикселям. Камера линейного сканирования, используемая для сортировочного устройства, имела длину сканирования 1024 пикселя, и сканирование выполняли со скоростью приблизительно 4000 раз в секунду. Размер каждого пикселя составил приблизительно 0,02 дюйма (0,5 мм) на одной стороне. После загрузки определенного типа нежелательных частиц в базу данных, ему присваивали идентификационное наименование. Разные классы или типы нежелательных частиц могут быть активированы или деактивированы в сортировочном устройстве, по мере необходимости.
Зернистые частицы формировали, используя титановые кубики размером 0,25 дюйма, которые анодировали для получения зернистых частиц, имеющих темный желтовато-золотистый цвет, и которые напоминали образцы Ti1-xNx имеющие 22% азота ("22% TiN"). В общей сложности, пятнадцать анодированных титановых кубиков размером 0,25 дюйма добавили в партию титановой губки, просеянной через сито номер 5, для определения возможности сортировочного устройства детектировать титановые зернистые частицы. Идентичный тест был выполнен с использованием фактических образцов 22% TiN сгоревшей титановой губки для использования в качестве основы для сравнения. Результаты тестирования представлены в Таблице 1, показанной ниже:
Левый столбец в таблице 1 представляет количество зерен или нежелательных частиц, которые были добавлены в поток обработки, центральный столбец представляет количество нежелательных или зернистых частиц, которые прошли через сортировочную систему, тогда как правый столбец обозначает общее количество частиц, которые были отбракованы. В таблице показано, что отбраковка анодированных титановых кубиков происходила с такой же частотой, как и отбраковка сгоревших частиц титановой губки. Идентичные скорости отбраковки указывают, что анодированные титановые кубики размером 0,25 дюйма можно использовать для тестирования возможности сортировки системы.
Пример 3
В этом примере большую партию частиц титановой губки сортировали для определения точности процесса сортировки. В общей сложности приблизительно 1000 фунтов титановой губки, просеянной через сито №5, были обработаны, используя то же сортировочное устройство Optyx Model 3755, которое раскрыто в Примере 2. Сортировали пять отдельных партий объемом от 2700 до 3800 фунтов. Два отдельных испытательных прогона были выполнены для каждой отдельной партии частиц из титановой губки. Точность сортировки измеряли двумя способами. Во-первых, общий вес нежелательных частиц, удаленных сортировочным устройством, сравнивали между двумя тестовыми прогонами; и, во-вторых, общее количество нежелательных частиц каждого типа, удаленных сортировочным устройством, сравнивали между двумя тестовыми прогонами. В каждом тестовом прогоне общее количество титановой губки, переданной в поток нежелательных частиц, был аналогичным между двумя тестовыми прогонами, в то время как титановую губку сортировали со скоростью подачи 1500 фунтов/час. Точность процесса сортировки измеряли путем деления общего количества нежелательных частиц, полученных во время первого теста сортировки на общее количество нежелательных частиц, полученных во время первого и второго тестов сортировки. Результаты процесса сортировки сведены в таблице 2, представленной ниже:
Результаты, представленные в таблице 2, показали, что точность детектирования и удаления ржавых, дисковых, резиновых и блеклого цвета образцов в среднем для всех пяти партий составила 75%. Это означает, что 75% этих нежелательных частиц были удалены из потока обработки автоматизированной системой сортировки. Для постороннего вещества точность составила 82%, и для синей фольги система сортировки проявила точность 75%. По массе общая точность системы сортировки была определена, в среднем, как составляющая 73%.
Пример 4
В этом примере пять партий частиц титановой губки были отсортированы аналогично тому, как описано в Примере 3. Размер титановой губки соответствовал просеву через сито 5, тогда как размеры нежелательных частиц отобрали, используя сито номер 12 для удаления очень мелких частиц из потока нежелательных частиц. Уменьшенную скорость подачи 1000 фунтов/час использовали во время процесса сортировки. Результаты сведены в представленной ниже таблице 3.
Результаты в таблице 3 представляют, что точность детектирования для пяти партий образцов составила в диапазоне от низкой 69,6% до высокой 90,3%. Средний процент нежелательных частиц, удаленных из потока обработки, составил 80,8%). Вероятно, что более высокое значение извлечения можно отнести к низкой скорости подачи, используемой во время этого тестового прогона.
Пример 5
В этом примере множество частиц титановой губки были первоначально просеяны для получения отдельных партий из частиц, просеянных через сито 6, 7, 8 и 12. Каждая партия была анодирована путем погружения в 10%-ый раствор бикарбоната натрия и подачи постоянного тока при напряжении 22B или 52B в течение 20 минут так, как описано в Примере 1 для получения зернистых частиц Ti. Сформированные таким образом зернистые частицы Ti раскрасили, используя флуоресцентную краску.
После формирования зернистых частиц из Ti, их индивидуально тестировали на распознавание цвета, путем пропускания их через автоматизированную систему инспектирования и сортировки, аналогичную описанной в Примере 2. Когда система сортировки правильно сконфигурирована, происходит, по существу, 100%-ая отбраковка синих частиц, полученных при просеивании через сито 6 и 8, и красных зернистых частиц из титана, полученных при просеивании через сито №8. В стандартных условиях работы была отбракована приблизительно половина (50%) синих зернистых частиц из Ti, пропущенных через сито 12, тогда как была отбракована только небольшая фракция из золотистых зернистых частиц из Ti, пропущенных через сито 7. Меньшая степень отбраковки синих зернистых частиц из Ti, полученных при просеивании через сито 12, получилась из-за их малого размера, тогда как меньшая степень отбраковки золотистых зернистых частиц из Ti произошла из-за трудности получения адекватно раскрашенных золотых зернистых частиц из Ti. Размер, цвет и количество зернистых частиц из Ti, используемых в этом примере, представлены в Таблице 4, показанной ниже.
Зернистые частицы из Ti затем использовали для определения степени извлечения системы автоматизированного инспектирования и сортировки, аналогичной описанной в Примере 2 и показанной на фиг.1. В этом примере работу автоматизированной системы инспектирования и сортировки, имеющей конфигурацию, показанную на фиг.5, тестировали путем вначале сортировки партии из частиц титановой губки при первой скорости подачи и затем повторной сортировки отбракованных частиц из той же партии, используя ту же систему сортировки, которая работала при второй скорости подачи.
Зернистые частицы из Ti добавляли к отдельным партиям частиц из титановой губки, через случайные интервалы, и затем подвергали инспекции с помощью автоматизированной системы сортировки. Первую сортировку выполняли при высокой скорости, используя номинальную скорость подачи 3400 фунтов/час. Мгновенная скорость подачи при этом изменялась в интервале 2700-3700 фунтов/час, но типично оставалась постоянной на скорости приблизительно 3400 фунтов/час. Отбракованные частицы из этого первоначального прогона сортировки затем сохранили и повторно подали в автоматизированную систему сортировки для второй сортировки при более низкой скорости, используя скорость подачи 1000 фунтов/час. Фактическая скорость подачи при этом могла меняться от низкой 920 до высокой 1100 фунтов/час, но поддерживалась на номинальном значении 1000 фунтов/час. Отбраковку от второй сортировки затем наблюдали в ультрафиолетовом излучении и отобрали зернистые частицы из Ti. Степень извлечения, полученная для пяти отдельных партий частиц титановой губки (партии №№A1-A5), которые обрабатывали с помощью автоматизированной системы инспектирования и сортировки, представлены в Таблице 5, показанной ниже.
Измеренная степень извлечения находилась в диапазоне от 64% для синих зернистых частиц из Ti для сита 6, 80% для золотистых зернистых частиц из Ti для сита 7, 76% для синих зернистых частиц Ti для сита 8, 80% для красных зернистых частиц из Ti для сита 8, 46% для синих зернистых частиц из Ti для сита 12. Наибольшая степень извлечения, измеренная в результате автоматизированной инспекции, была получена для золотистых зернистых частиц из Ti для сита 7, тогда как самые низкая степень извлечения была получена для синих зернистых частиц Ti для сита 12.
Степень извлечения, полученная для каждого класса зернистых частиц из Ti, представлена на фиг.7, для обеспечения основы для сравнения. На фиг.7 метка "o" представляет автоматизированную сортировочную систему. Числа 6, 7, 8 и 12 представляют зернистые частицы для сита 6, 7, 8, и 12, соответственно, тогда как цифры b, g и r представляют синие, золотистые и красные частицы, соответственно. Таким образом, например, метка 06b представляет степень извлечения, полученную для автоматизированной инспекции синих зернистых частиц из Ti для сита 6. Обозначения на фиг.7: 06b: Optyx Сито 6 синие; 07g: Optyx Сито 7 золотистые; 08b: Optyx Сито 8 синие; 08r: Optyx Сито 8 красные/бурые; 012b: Optyx Сито 12 синие. На фиг.7 вертикальные полоски представляют весь диапазон степени извлечения, полученной для конкретного процесса сортировки, тогда как вертикальные прямоугольники представляют 90%-ый уровень доверительности для данных на основе нормального распределения этих данных. Результаты, представленные в Таблицах 4 и 5 и показанные на фиг.7, предполагают эффективность использования анодированной титановой губки в качестве зернистых частиц для периодической квалификации автоматизированной системы инспектирования и сортировки.
Степени извлечения титановых зернистых частиц, полученных для автоматизированных процессов инспектирования, также были рассчитаны на основе веса титановых зернистых частиц. Они были получены путем измерения общего веса титановых зернистых частиц, добавленных в каждую партию, и с последующим измерением веса извлеченных титановых зернистых частиц. Массовый процент (% масс.) извлечения был рассчитан путем деления веса извлеченных титановых зернистых частиц на общий вес всех добавленных титановых зернистых частиц с умножением результата на 100. Результаты представлены в Таблице 6, показанной ниже, для тех же пяти партий титановых частиц, проанализированных в Таблицах 4 и 5. В Таблице 6, номер партии представлен с левой стороны, тогда как "Вес партии" представляет общий вес всех титановых частиц и титановых зернистых частиц, содержавшихся в партии. "Первичная отбраковка" и "Вторичная отбраковка", соответственно, представляют весовой процент частиц (как функцию веса партии), которые были извлечены после завершения первой и второй операции сортировки, выполненных автоматизированной системой инспектирования и сортировки. Зернистые частицы идентифицировали путем визуальной повторной проверки, в то время как ультрафиолетовое покрытие позволило определить местоположение этих частиц, используя ультрафиолетовый свет в темном помещении.
Результаты в таблице 6 показывают, что первичное количество отбраковки составило от 19,0 до 22,1% масс, от общего веса партии, в то время как вторичная отбраковка составила от 3,5 до 5,7% масс, от общего веса партии. Таким образом, автоматизированная система инспектирования и сортировки концентрирует детектируемые нежелательные частицы до количества, от 3,5 до 5,7% масс, от общей массы обрабатываемых частиц титановой губки. Самый правый столбец в Таблице 6 представляет % масс, титановых зернистых частиц, извлеченных в результате автоматизированной сортировки потока обработки.
Как представляют показанные выше Примеры, в результате использования зернистых частиц для измерения способности сортировки автоматизированной системы инспектирования и сортировки, точность системы может быть протестирована и проверена. Путем периодического измерения возможностей сортировки этой системы, непрерывное надежное функционирование системы сортировки может быть проверено.
Для специалиста в данной области техники будет понятно, что настоящее изобретение не ограничено тем, что было, в частности, показано и описано выше. Скорее, объем настоящего изобретения определен следующей формулой изобретения. Следует также понимать, что представленное выше описание является только представлением иллюстративных примеров вариантов осуществления. Для удобства читателей представленное выше описание фокусировалось на представительном образце возможных вариантов осуществления, образце, в котором описаны принципы настоящего изобретения. Другие варианты осуществления могут быть получены из разных комбинаций разных частей вариантов осуществления.
В описании не была сделана попытка исчерпывающего перечисления всех возможных вариантов. Альтернативные варианты осуществления могли быть не представлены для определенной части изобретения, и могут быть получены из разных комбинаций описанных частей, или другие неописанные альтернативные варианты осуществления, которые могут быть доступны для части, не следует рассматривать как отказ от этих альтернативных вариантов осуществления. Следует понимать, что многие из таких неописанных вариантов осуществления находятся в пределах буквального объема следующей формулы изобретения, и другие являются эквивалентными. Кроме того, все ссылки, публикации, патенты США, и публикации заявок на патенты США, цитируемые в данном описании, включены в описание посредством ссылки, как если бы они были полностью описаны в данном описании.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения полиолефинового вторичного сырья | 2017 |
|
RU2717792C1 |
| УСТРОЙСТВО ДЛЯ СОРТИРОВКИ ЧАСТИЦ ИЗ БУТИЛКАУЧУКА И СПОСОБ СОРТИРОВКИ ЧАСТИЦ ИЗ БУТИЛКАУЧУКА | 2018 |
|
RU2768833C2 |
| КОМПОЗИЦИЯ, ВКЛЮЧАЮЩАЯ В СЕБЯ ОТРАЖАТЕЛЬНЫЕ ЧАСТИЦЫ | 2019 |
|
RU2765298C1 |
| СОРТИРОВОЧНОЕ УСТРОЙСТВО | 2012 |
|
RU2589537C2 |
| СПОСОБ КЛАССИФИКАЦИИ ПРЕДМЕТОВ, НАЙДЕННЫХ В ПАРТИИ СЕМЯН, И ЕГО СООТВЕТСТВУЮЩЕЕ ПРИМЕНЕНИЕ ДЛЯ ПРОИЗВОДСТВА СЕМЯН | 2011 |
|
RU2564599C2 |
| СПОСОБ ОЦЕНКИ И КОНТРОЛЯ КАЧЕСТВА ПИЩЕВЫХ ПРОДУКТОВ НА ДИНАМИЧЕСКОЙ ПРОИЗВОДСТВЕННОЙ ЛИНИИ | 2013 |
|
RU2613319C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО СОСТАВА ИЗ ТИТАНА, СОДЕРЖАЩЕГО ДИСПЕРГИРОВАННЫЕ В НЕМ ЧАСТИЦЫ БОРИДА ТИТАНА | 2005 |
|
RU2398655C2 |
| КАТАЛИТИЧЕСКИЕ КОМПОЗИЦИИ, СОДЕРЖАЩИЕ МАЛЫЕ ЧАСТИЦЫ ДИОКСИДА КРЕМНИЯ В КАЧЕСТВЕ МАТЕРИАЛА НОСИТЕЛЯ, И СПОСОБЫ ИСПОЛЬЗОВАНИЯ В РЕАКЦИЯХ ПОЛИМЕРИЗАЦИИ | 2006 |
|
RU2403266C2 |
| СОВОКУПНОСТЬ КЕРАМИЧЕСКИХ ЧАСТИЦ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2011 |
|
RU2516421C2 |
| СПОСОБ ПРОВЕРКИ И СОРТИРОВКИ ОТЛИТЫХ ЕМКОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2383399C2 |
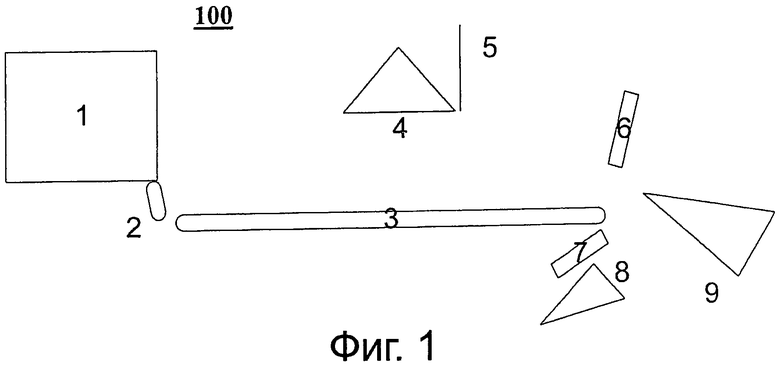
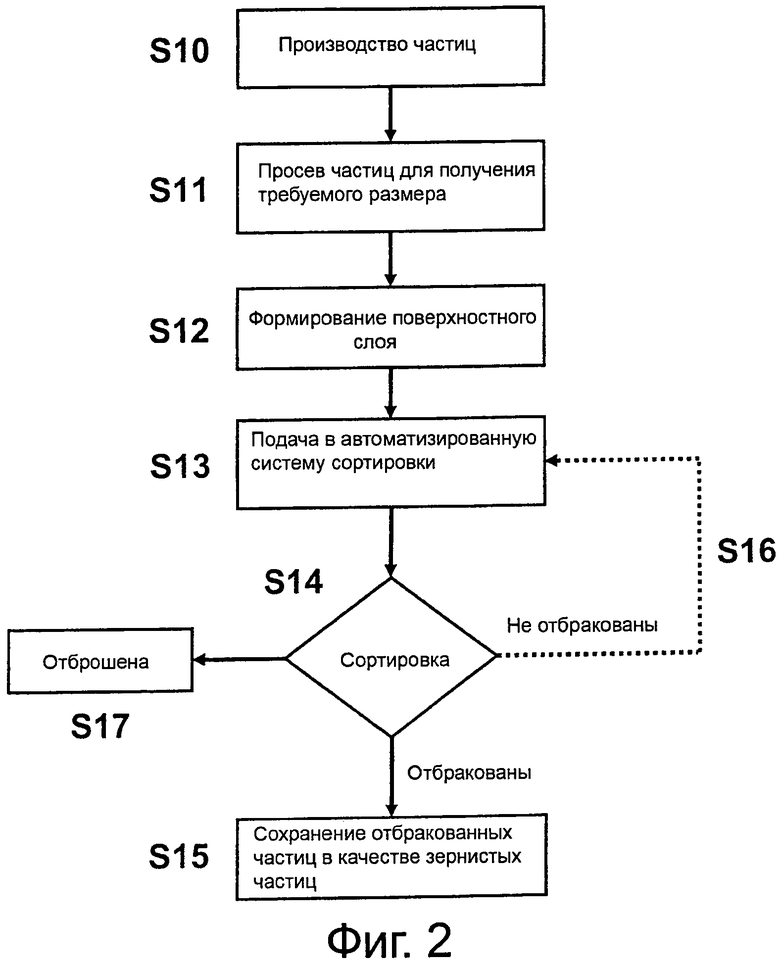
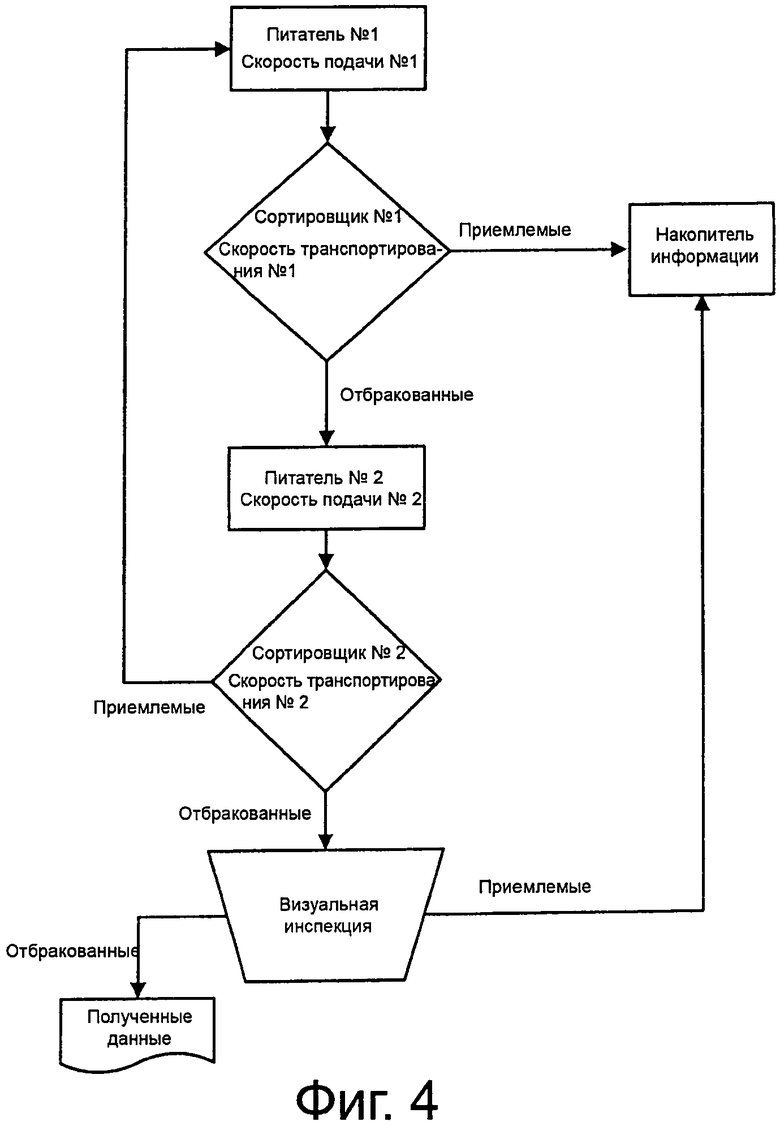
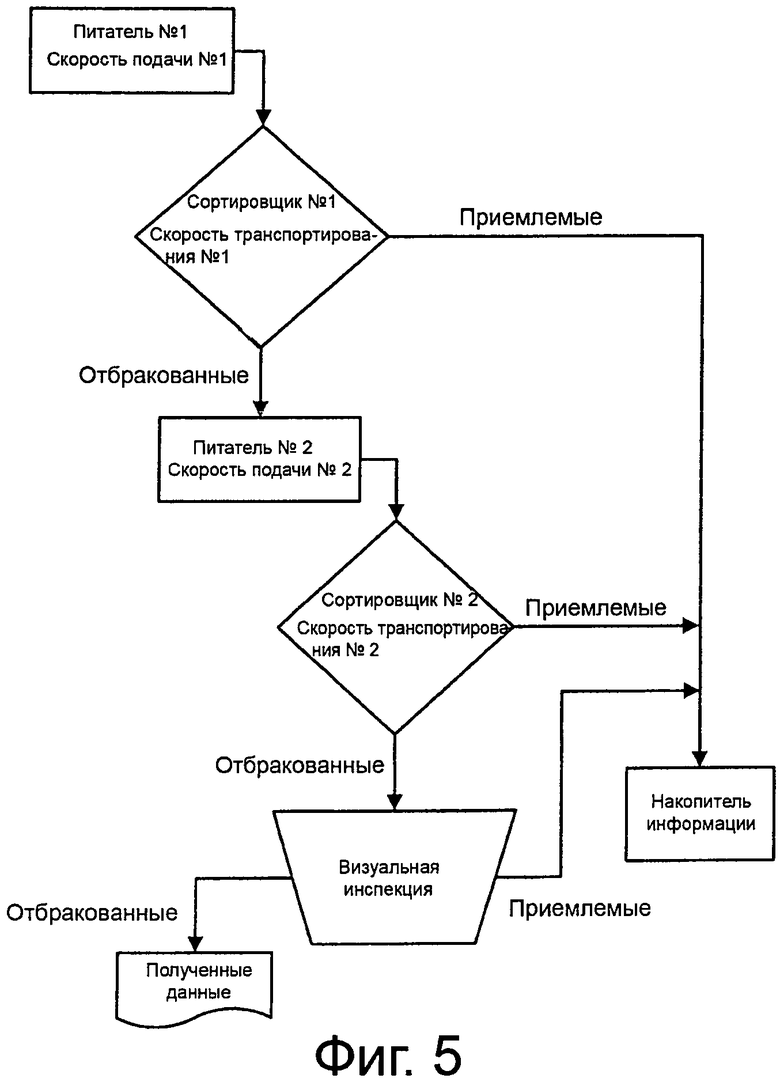
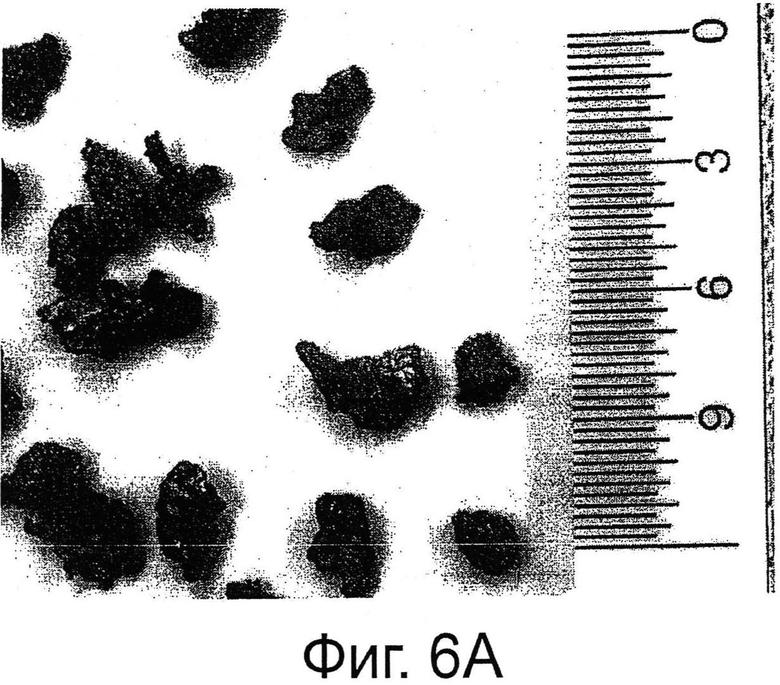
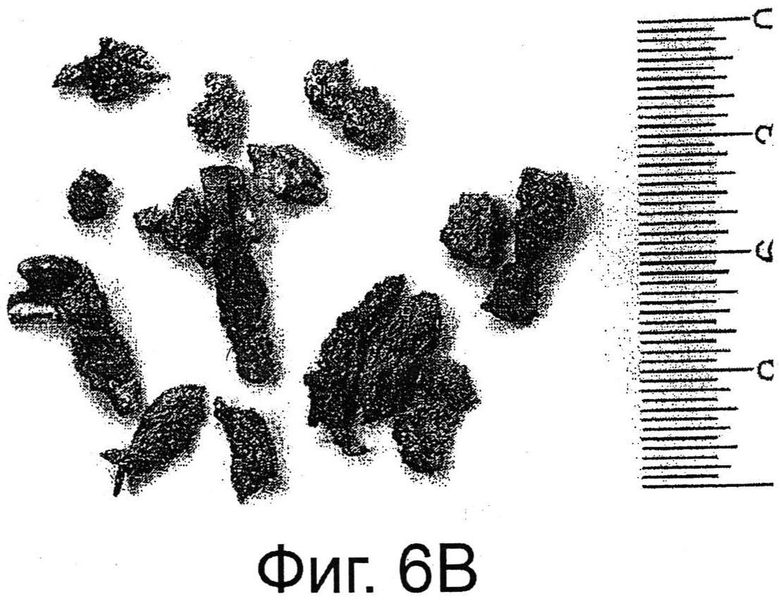
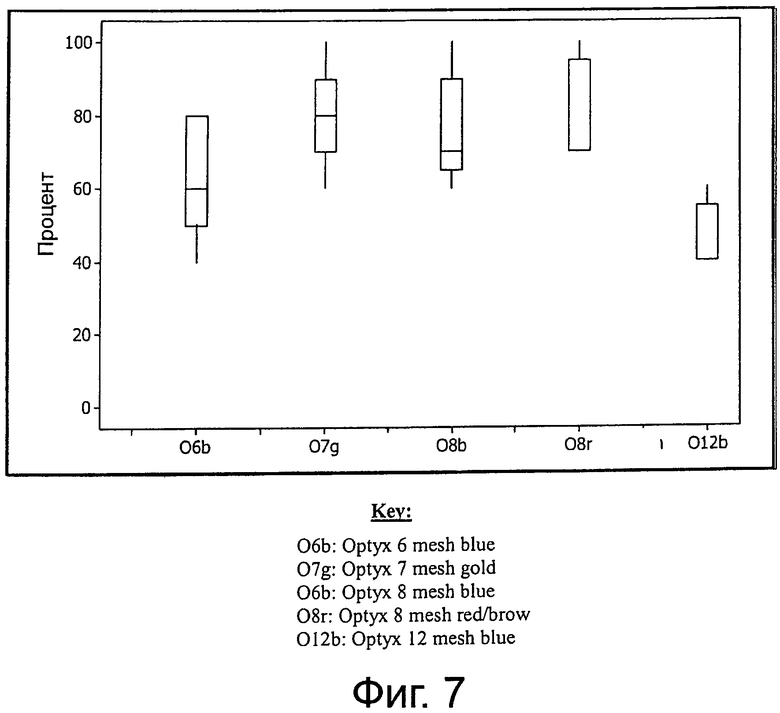
Изобретение относится к процессу для сортировки частиц, к процессу для квалификации автоматизированной системы для инспектирования и сортировки частиц путем ввода заданного количества зернистых частиц в поток обработки, а также к производству и квалификации зернистых частиц, имеющих, по меньшей мере, одно свойство, значение или диапазон значений которого является таким же или приблизительно таким же, как и значение или диапазон значений соответствующего свойства известных нежелательных частиц. Способ квалификации зернистых частиц, предназначенный для использования в автоматизированной системе инспектирования и сортировки включает следующие стадии: получают множество частиц, имеющих заданное распределение по форме и размерам; формируют конформный поверхностный слой на этих частицах для получения зернистых частиц с покрытием и, таким образом, придают, по меньшей мере, одно свойство со значением или диапазоном значений, который является таким же или приблизительно таким же, как значение или диапазон значений соответствующего свойства нежелательных частиц; добавляют множество зернистых частиц в поток обработки, содержащий множество частиц, которые подвергают обработке в автоматизированной системе инспектирования и сортировки; программируют автоматизированную систему инспектирования и сортировки для избирательного удаления из потока обработки зернистых частиц, имеющих заданное значение свойства или диапазон значений свойств; и сохраняют зернистые частицы, которые были детектированы и удалены из потока обработки автоматизированной системы инспектирования и сортировки. Техническими результатами изобретения являются улучшенная стабильность и надежность, уменьшение затрат и возможность точной проверки и калибровки с минимальным перерывом потока обработки. 3 н. и 16 з.п. ф-лы, 5 пр., 6 табл., 7 ил.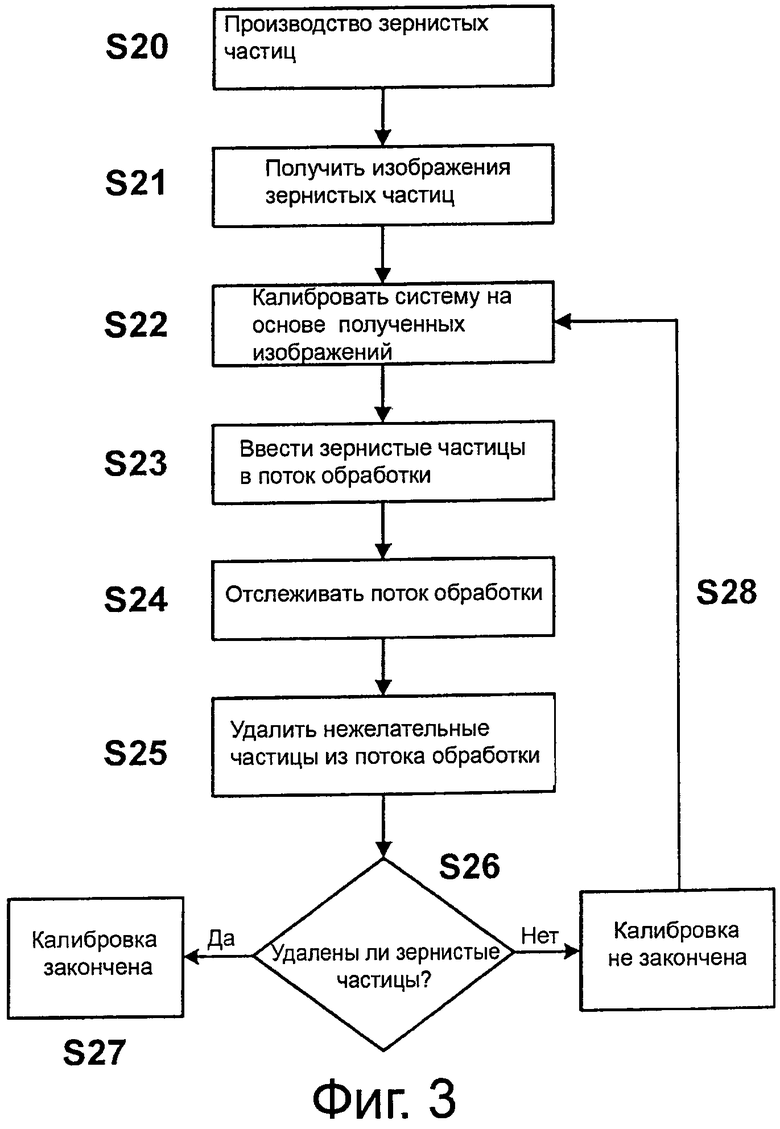
1. Способ квалификации зернистых частиц, предназначенный для использования в автоматизированной системе инспектирования и сортировки, включающий следующие стадии:
получают множество частиц, имеющих заданное распределение по форме и размерам;
формируют конформный поверхностный слой на этих частицах для получения зернистых частиц с покрытием и, таким образом, придают, по меньшей мере, одно свойство со значением или диапазоном значений, который является таким же или приблизительно таким же, как значение или диапазон значений соответствующего свойства нежелательных частиц;
добавляют множество зернистых частиц в поток обработки, содержащий множество частиц, которые подвергают обработке в автоматизированной системе инспектирования и сортировки;
программируют автоматизированную систему инспектирования и сортировки для избирательного удаления из потока обработки зернистых частиц, имеющих заданное значение свойства или диапазон значений свойств; и
сохраняют зернистые частицы, которые были детектированы и удалены из потока обработки автоматизированной системы инспектирования и сортировки.
2. Способ по п.1, в котором частицы представляют собой металлические частицы, имеющие средний размер в поперечном сечении приблизительно 2 мм, приблизительно 3 мм или приблизительно 4 мм.
3. Способ по п.1, в котором конформный поверхностный слой формируют с помощью, по меньшей мере, одного процесса, выбранного из группы, состоящей из анодирования, электролитического осаждения, осаждения из химических паров, осаждения из физических паров и окрашивания.
4. Способ по п.3, в котором конформный поверхностный слой зернистых частиц имеет цвет или диапазон значений цвета, который является таким же, как или приблизительно таким же, как соответствующее значение цвета или диапазон значений цвета нежелательных частиц.
5. Способ по п.4, в котором конформный поверхностный слой сформирован из материала, который не оказывает нежелательного влияния на свойства изделий, изготовленных с использованием этих частицы.
6. Способ по п.3, в котором частицы состоят из титановой губки, нежелательные частицы состоят из азотированной титановой губки и зернистые частицы состоят из титановой губки, в котором поверхность зернистых частиц покрыта конформным слоем материала, имеющего, по меньшей мере, одно свойство со значением или диапазоном значений, которые являются такими же или приблизительно такими же, как значение или диапазон значений соответствующего свойства азотированной титановой губки.
7. Способ по п.6, в котором зернистые частицы состоят из титановой губки, имеющей конформный поверхностный слой из оксида титана, сформированный на ней, причем толщину слоя оксида титана регулируют для получения зернистых частиц с цветом или диапазоном значений цвета, который является таким же или приблизительно таким же, как и соответствующее значение цвета или диапазон значений цвета азотированной титановой губки.
8. Способ по п.7, в котором значение цвета или диапазон значений цвета зернистых частиц представляет собой золотистый, желтый, коричневый, черный, синий, красный, фиолетовый или оттенки и/или комбинации этих цветов.
9. Способ по п.1, в котором зернистые частицы, которые не были удалены, повторно подают в автоматизированную систему инспектирования и сортировки.
10. Способ квалификации автоматизированной системы для инспектирования и сортировки частиц, зернистых частиц и нежелательных частиц, включающий следующие стадии:
получают зернистые частицы путем формирования конформного поверхностного слоя на множестве частиц, придавая, таким образом, зернистым частицам, по меньшей мере, одно свойство со значением или диапазоном значений, которое является таким же или приблизительно таким же, как и значение или диапазон значений соответствующего свойства нежелательных частиц;
калибруют систему для идентификации или различения между частицами, зернистыми частицами и нежелательными частицами, в соответствии с заданным значением свойства или диапазоном значений свойства;
вводят заданное количество зернистых частиц в поток обработки, содержащий множество частиц и нежелательных частиц;
выполняют мониторинг потока обработки, по мере его транспортирования вдоль движущейся поверхности;
идентифицируют зернистые частицы и нежелательные частицы в потоке обработки;
удаляют нежелательные частицы и зернистые частицы из потока обработки;
определяют, равно ли количество изъятых зернистых частиц заданному количеству зернистых частиц, которые были введены в поток обработки; и
повторно калибруют систему для обеспечения максимальной степени удаления нежелательных частиц из потока обработки на основе результата определения.
11. Способ по п.10, в котором поверхностный слой формируют с помощью, по меньшей мере, одного процесса, выбранного из группы, состоящей из анодирования, электролитического осаждения, осаждения химических паров, осаждения физических паров и окрашивания.
12. Способ по п.10, в котором конформный поверхностный слой формируют из материала, который не оказывает нежелательного влияния на свойства изделий, изготовленных с использованием этих частиц.
13. Способ по п.10, в котором частицы состоят из титановой губки, нежелательные частицы состоят из губки из азотированного Ti и зернистые частицы состоят из титановой губки, в котором поверхность зернистых частиц покрыта конформным слоем из материала, имеющего, по меньшей мере, одно свойство со значением или диапазоном значений, которое является таким же или приблизительно таким же, как значение или диапазон значений соответствующего свойства губки азотированного Ti.
14. Способ по п.13, в котором зернистые частицы состоят из титановой губки, имеющей конформный поверхностный слой из оксида титана, сформированный на ней, при этом толщину слоя оксида титана можно регулировать для получения зернистых частиц с цветом или диапазоном значений цвета, который является таким же или приблизительно таким же, как и соответствующее значение цвета или значений диапазона цветов губки из азотированного Ti.
15. Способ по п.14, в котором значения цвета или диапазон значений цвета зернистых частиц с покрытием представляют собой золотистый, желтый, коричневый, черный, синий, красный, фиолетовый или оттенки, и/или комбинации этих цветов.
16. Система для инспектирования и сортировки частиц, зернистых частиц и нежелательных частиц, содержащая:
a) множество частиц, имеющих заданное распределение формы и размеров, в которой конформный поверхностный слой формируют на множестве частиц для получения зернистых частиц, имеющих, по меньшей мере, одно свойство, значение или диапазон значений которого является таким же или приблизительно таким же, как значение или диапазон значений соответствующего свойства нежелательной частицы;
b) поток обработки, содержащий частицы, зернистые частицы и нежелательные частицы, предназначенные для инспектирования и сортировки; и
c) первое автоматизированное устройство инспектирования и сортировки, содержащее:
питатель для подачи потока обработки в это устройство с заданной скоростью подачи,
движущуюся поверхность для транспортирования потока обработки через систему,
лампу для освещения потока обработки по мере его транспортирования вдоль движущейся поверхности,
камеру для получения изображений потока обработки,
устройство для анализа изображений, полученных с помощью камеры и сравнения этих изображений с заданным диапазоном параметров для частиц, зернистых частиц и нежелательных частиц, и
воздушный выталкиватель, предназначенный для удаления зернистых частиц и нежелательных частиц из потока обработки.
17. Система для инспектирования и сортировки частиц по п.16, в которой зернистые частицы и нежелательные частицы, которые были изъяты, направляют обратно в питатель.
18. Система для инспектирования и сортировки частиц, зернистых частиц и нежелательных частиц по п.16, дополнительно содержащая второе автоматизированное устройство инспектирования и сортировки, в котором зернистые частицы и нежелательные частицы, которые были изъяты из потока обработки первым автоматизированным устройством инспектирования и сортировки, инспектируют и сортируют с помощью второго автоматизированного устройства инспектирования и сортировки.
19. Система для инспектирования и сортировки частиц, зернистых частиц и нежелательных частиц по п.18, в которой скорость подачи первой автоматизированной системы инспектирования и сортировки выше, чем скорость подачи второй автоматизированной системы инспектирования и сортировки.
| US 20090032441 A1, 05.02.2009; |

