Область техники, к которой относится изобретение
Настоящее изобретение относится к производству стеклянных изделий и, в частности, к устройствам и способам проверки и контроля продукции из стекла.
Известный уровень техники
При производстве стеклянных емкостей, таких как бутылки и банки, коммерческие отклонения изделий зачастую связаны с отклонениями исходных литейных форм. По этой причине при автоматизированном производстве изделий с применением ряда литейных форм желательно идентифицировать конкретное изделие с исходной литейной формой, на которой это изделие произведено, и связанными с этой формой коммерческими отклонениями с целью ремонта или замены тех литейных форм, на которых отливают следующие друг за другом непригодные или некоммерческие изделия. Термин «коммерческие отклонения» означает отклонения, например, размеров, которые могут вызвать коммерческую непригодность изделий.
Секционные установки обычно содержат ряд полостей под литейные формы и автоматизированное устройство подачи стеклянных капель в следующие друг за другом литейные формы с целью получения емкостей, например, методом выдувания. Выдутые емкости затем подают по конвейеру в печь для отжига и затем направляют на так называемый «холодный край», где их проверяют и сортируют перед тем, как подготовить к отгрузке. Желательно, чтобы подготовленные к отгрузке изделия не содержали бы нежелательных коммерческих отклонений, которые связаны с литейными формами. Когда подобные проблемы возникают, в особенности проблемы, связанные с литейными формами, желательно эти проблемы выявить как можно быстрее, с тем чтобы можно было бы отремонтировать или заменить литейную форму, предотвратив тем самым отливку емкостей с нежелательными коммерческими отклонениями.
Раскрытие изобретения
В соответствии с одним отличительным признаком настоящего изобретения способ контроля и сортировки отлитых емкостей включает проверку отлитых емкостей на наличие коммерческих отклонений, превышающих определенные пределы, установление предельного значения, по меньшей мере, одного нежелательного коммерческого отклонения, идентификацию емкости, которая, как установлено, имеет, по меньшей мере, одно нежелательное коммерческое отклонение, с литейной формой, в которой эта емкость отлита, и отбраковку всех емкостей, отлитых в той литейной форме, которая определена как литейная форма, в которой отлиты емкости с нежелательными коммерческими отклонениями, превышающими пороговое значение.
В соответствии с другим отличительным признаком настоящего изобретения устройство контроля и сортировки отлитых емкостей содержит блок контроля, который проверяет емкости на предмет того, имеют ли они, по меньшей мере, одно коммерческое отклонение сверх допустимых пределов. Кроме этого, устройство содержит идентификатор исходной литейной формы на наличие, по меньшей мере, одного нежелательного коммерческого отклонения. Далее, устройство содержит контроллер, связанный с блоком контроля и идентификатором исходной литейной формы. Контроллер в оперативном порядке отслеживает, по меньшей мере, одно запрограммированное пороговое значение с тем, чтобы определить, произведен ли на исходной литейной форме ряд емкостей, коммерческие отклонения у которых превышают допустимые пределы. Устройство содержит также дивертер, связанный с контроллером и служащий для отбраковки всех емкостей, отлитых в той литейной форме, которая идентифицирована как литейная форма, производящая емкости с коммерческими отклонениями свыше допустимых пределов.
Краткое описание чертежей
Эти и другие цели, особенности преимущества и отличительные признаки настоящего изобретения, будут очевидны из нижеследующего подробного описания предпочтительного варианта его осуществления и наилучшего режима работы устройства, прилагаемой формулы и чертежей, на которых изображено следующее:
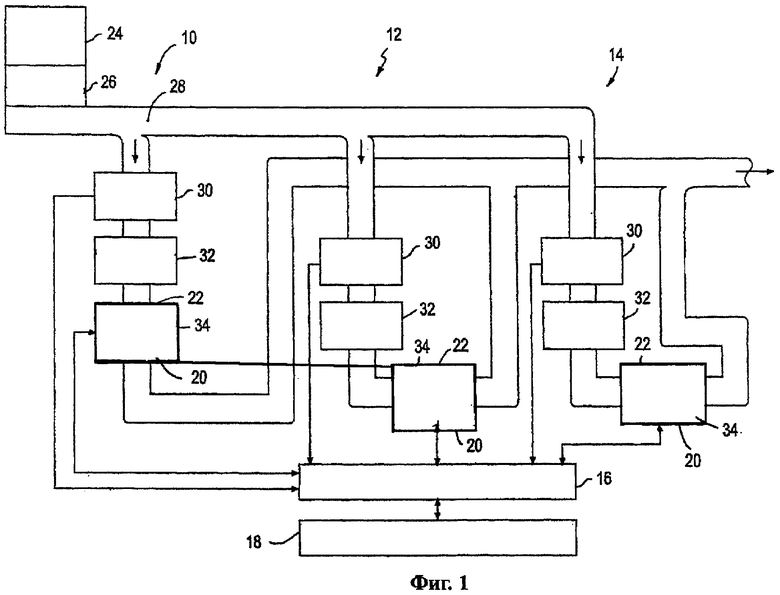
фиг.1 - приведена блок-схема ряда линий контроля, представляющих собой устройство контроля и сортировки отлитых емкостей в соответствии с одним предпочтительным вариантов осуществления настоящего изобретения;
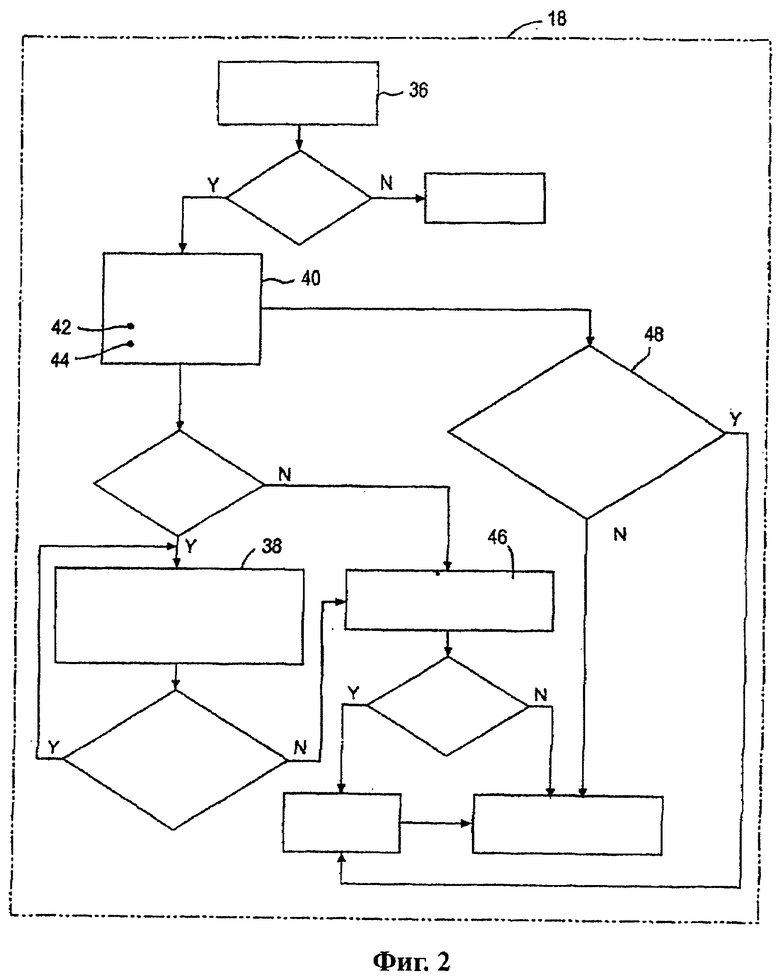
фиг.2 - приведена диаграмма работы контроллера, использованного в устройстве проверки и сортировки отлитых емкостей.
Подробное описание предпочтительного варианта осуществления изобретения
На фиг.1 приведен ряд линий контроля 10, 12, 14, таких как, например, линии контроля выдуваемых отлитых емкостей. Линии контроля 10, 12, 14 вначале обеспечивают проверку различных свойств или коммерческих отклонений емкостей и затем эти данные передают на блок 16 сбора данных. Блок 16 представляет собой дуплексное устройство связи с контроллером или производственным информационным компьютером 18, который запрограммирован на выдачу пороговых значений допустимых коммерческих отклонений параметров изделия или верхнего и/или нижнего предельных значений параметров, которые могут быть достигнуты у емкостей на выходе установки. Блок 18 через блок 16 дает команду на соответствующую линию проверки 10, 12, 14 дивертеру 20 каждой линии, пропустить ли конечное изделие, поступающее с соответствующей литейной формы, на дальнейшую обработку либо отбраковать емкости, поступающие от конкретной литейной полости и имеющие коммерческие отклонения, превышающие заранее определенные допустимые пределы. Если блок 18 определит, что в конкретной литейной полости производится непригодная первая партия изделий, то он дает команду дивертеру 20 вытолкнуть или отбраковать 100% следующих друг за другом изделий, отлитых в идентифицированной литейной полости, при этом эту полость представляет как временно отбракованную. В предпочтительном варианте только после того, как на отбракованной литейной полости будет произведена заранее определенная вторая партия пригодных изделий, блок 18 автоматически дает команду дивертеру 20 разрешить этим изделиям, отлитым на ранее отбракованной литейной форме, следовать на дальнейшую обработку. Вторая партия может быть такой же, как и первая партия, или больше.
Поскольку емкости отливают в производственных литейных формах, на дно каждой емкости наносят собственный идентификационный код или, иначе говоря, эти емкости помечают. Затем емкости в заранее определенной последовательности с литейных полостей направляют в печь 24, которая закаляет стекло, предварительно нагревая и охлаждая его, с тем чтобы обеспечить требуемую прочность и получить окончательные характеристики готового изделия.
В предпочтительном варианте емкости удаляют из печи 24 с помощью подающего блока 26 и помещают на конвейер 28 для последующей подачи на линии контроля 10, 12, 14. Для увеличения или уменьшения выхода готовых изделий можно использовать любое число линий контроля или, при желании, можно использовать одну линию контроля. В предпочтительном варианте, попадая на линии контроля 10, 12, 14, емкости проходят через счетчик 30, такой, например, как фотоэлектрический глаз, который передает сведения о количестве прошедших мимо него емкостей на блок 16, который, в свою очередь, передает эти сведения на блок 18. После этого в предпочтительном варианте емкости попадают на имитатор 32 удара, который служит для проверки конструктивных коммерческих отклонений поверхностей боковых стенок путем подачи усилий к боковым стенкам емкостей.
Далее емкости, прошедшие через имитатор 32 удара без отбраковки или повреждения, попадают на устройство, которое содержит идентификатор исходной литейной формы или прибор идентификации полости 22, дивертер 20 и блок выпуска готовых изделий 34, который, при желании, оснащен контрольными приборами различного типа. Подходящие блоки выпуска готовых изделий описаны, например, в патентах США 4378493 и 6581751. Прибор 22 может идентифицировать каждую емкость с ее исходной литейной формой, считывая идентификационный код емкости, как это описано в патенте США 4644851, выбранного в целом в качестве аналога описываемого устройства. В то же время блок 34 проверяет емкость на наличие каких-либо коммерческих отклонений, таких как, например, отклонения по диаметру, высоте, наличие дефектов окончательной обработки наружной поверхности, известных как коробление, опускание и подъем, и, при желании, проводит проверки емкостей в вертикальной и горизонтальной плоскостях. Сведения об исходной литейной форме и результаты проверки передаются на блок 16 и далее на блок 18.
Блок 18 обрабатывает данные, полученные со счетчика 30, блока 22 и блока 34, обеспечивая отслеживание, по меньшей мере, одного заранее определенного порогового значения, при этом пороговое значение обычно включает в себя верхний и/или нижний пределы, по меньшей мере, одного коммерческого отклонения, которое может быть произведено полостью литейной формы. В результате блок 18 устанавливает, отливаются ли в какой-либо исходной литейной форме емкости, имеющие одно из коммерческих отклонений, превышающее допустимые пределы, и далее устанавливает, отливаются ли в исходной литейной форме непригодные емкости в количестве, превышающем заранее определенное соотношение бракованных и годных емкостей. Если блок 18 установит, что в любой одной (или более) литейной полости отливаются бракованные емкости в количестве, превышающем заранее определенное соотношение бракованных и годных емкостей, то этот блок посылает сигнал на соответствующий дивертер 20 для отбраковки и/или удаления 100% емкостей, отлитых в идентифицированной литейной полости.
Как схематически показано на фиг.2, блок 18 может быть запрограммирован таким образом, чтобы подсчитывать любое число коммерческих отклонений отдельно одно от другого или, при желании, обрабатывать одно из них с тем, чтобы облегчить упаковку емкостей, попадающих в допустимые пределы, и отбраковывать те из них, которые выходят за установленные пределы. Отбракованные емкости могут быть отложены для повторного контроля и/или для последующего рассмотрения на предмет дальнейшей обработки и контроля или они могут быть удалены с соответствующей производственной линии 10, 12, 14 как непригодные или не подходящие для упаковки. Блок 18 решает вопрос автоматической отбраковки полости, и если отбраковка имеет место, то автоматически дополнительно вносит эту идентифицированную литьевую полость, поступающую с секционной установки, в список 38 отбракованных литьевых форм и отбраковывает емкости, отлитые в этой идентифицированной литейной полости, не снимая при этом для последующей работы с секционной установки литейные полости, используемые при производстве годных емкостей. Следовательно, блок 36 дает возможность производить выборочную отбраковку непригодных емкостей, следующих вдоль, по меньшей мере, одной из производственных линий 10, 12, 14, не снимая при этом целиком лотка с формами с секционной установки.
Для того чтобы блок 18 мог установить, может ли одна или более полостей дополнительно быть внесена в список 38 отбракованных полостей, персонал завода задает в блоке 18 порог отбраковки полостей, желательно, в виде заранее определенного процента неприемлемых коммерческих отклонений, который здесь и далее обозначаем как на порог автоматической отбраковки 40. Значение порога автоматической отбраковки 40 может быть запрограммировано для любого числа коммерческих отклонений и, по желанию, может включать различные заранее определенные пороговые значения для каждого коммерческого отклонения. Порог автоматической отбраковки 40 содержит первый вариант 42 или «отбракована» и второй вариант 44 или «пригодна». Вариант «отбракована» 42 означает то, что соотношение отливаемых в полости непригодных емкостей таково, что эта литейная полость автоматически включается в список 38 отбракованных полостей. Это соотношение вычисляют как процент непригодных емкостей, отлитых в любой одной литейной полости, к общему числу емкостей, отлитых в той же литейной полости за определенный период времени, например за десять минут. При этом желательно, чтобы в списке 38 автоматической отбраковки блока 18 не было бы литейных полостей до тех пор, пока не будет проверено некоторое заданное количество емкостей, отлитых в идентифицированной литейной полости. Порог 44 «пригодна» означает такое соотношение непригодных емкостей, которое необходимо для автоматического удаления полости из списка 38 отбраковки, применительно к такому коммерческому отклонению, для которого эта полость была автоматически удалена.
Например, если для коммерческого отклонения, такого как, например, «отклонение от округлости», установлен порог «отклонена» в десять процентов, а блок 18, получая данные проверки от блока 34 в течение определенного промежутка времени, показывает, что десять или более процентов емкостей, отлитых в конкретной литейной полости, не проходят проверку на округлость, то соответствующая литейная полость будет автоматически помещена в список 38 автоматически отбракованных форм. В этом случае сигнал от блока 18 подается на дивертер 20 для отклонения 100% емкостей, отлитых в идентифицированной литейной полости. После этого данная литейная полость будет оставаться в списке 38 автоматически отбракованных форм до тех пор, пока не будет установлено, что процент непригодных емкостей, отлитых в соответствующей литейной полости, применительно к тому коммерческому отклонению, для которого эта полость первоначально была отбракована, не упадет ниже порога 44 «пригодна», который обычно устанавливают в виде меньшего процента в сравнении с порогом 42 «отбракована», например 8 процентов. Желательно при этом, чтобы, как только конкретная литейная полость автоматически удалена из списка 38 отбракованных форм, она бы не подвергалась повторной автоматической отбраковке до тех пор, пока не будет проверена новая партия емкостей, поступающих из соответствующей печи. В противном случае для удаления литейной полости из списка 38 автоматически отбракованных форм персонал завода может вручную перепрограммировать блок 36. Желательно, чтобы после перепрограммирования состояние системы отражалось бы, например, на дисплее монитора блока 18 и чтобы емкости, предназначенные для дальнейшей обработки и отлитые в ранее отбракованной литейной форме, не были бы автоматически удалены из списка 38.
В блоке 18 может быть запрограммирован порог предупреждения об автоматической отбраковке 46, который возникает, когда появляется сигнал автоматической отбраковки полости 36 или до него, с тем чтобы предупредить персонал о том, что какая-либо из отлитых емкостей будет в ближайшее время автоматически отбракована блоком 18. Момент включения сигнала предупреждения 46 желательно определять в соответствии с инструкциями по программированию, вводимыми в блок 18 персоналом завода. Инструкции по программированию блока 18 определяют заданный процент отбракованных емкостей, отлитых в любой литейной полости, при этом порог предупреждения 46 определяют с учетом процента отбракованных емкостей в основном так же, как порог 42 «отбракована», однако порог 46 закладывают в виде меньшего процента в сравнении с порогом 42 «отбракована». Когда блок 18 устанавливает, что достигнут порог предупреждения 46, тогда по сигналу с блока 18 может включиться сигнал предупреждения, чтобы обратить внимание персонала завода на то, что должны быть приняты активные меры для изъятия литейной полости, в которой отливаются емкости, имеющие неприемлемые коммерческие отклонения, превышающие порог 42 «отбракована». Соответственно, блок 46 выдает сигнал, показывающий, что в исходной литейной форме отливается пороговое число емкостей, приближающееся к числу, предусмотренному порогом 40 или порогом 42 «отбракована», и следовательно, могут быть приняты меры по предотвращению автоматической отбраковки литейной формы. Аналогично сигнал 46 может способствовать уменьшению числа возможных остановок производства емкостей, отливаемых в любой одной литейной полости. Следует понимать, что сигнал предупреждения может иметь вид любого предупреждающего действия, такого как визуальное, звуковое или осязаемое предупреждение, вспышка света, вспышка экрана на блоке 18 или, по желанию, другой предупреждающий сигнал.
При использовании двух или более проверочных линий желательно, чтобы в устройство был бы встроен объединенный механизм контроля с тем, чтобы гарантировать, что ни одна из линий контроля 10, 12, 14 не отбраковывает пригодные изделия, отливаемые в какой-либо литейной форме. Механизм контроля улучшен путем программирования блока 18 на автоматическое сравнение процента отбракованных изделий, отлитых в каждой литейной полости, на каждой линии контроля 10, 12, 14. Желательно, чтобы блок 18 мог бы быть запрограммирован на сравнение пороговых значений числа емкостей, отлитых в конкретной литейной полости и имеющих неприемлемые коммерческие отклонения, на отдельных линиях контроля. Аналогично, блок 18 может быть запрограммирован на предупреждение персонала завода, отбраковывает ли какая-либо линия контроля 10, 12, 14 емкости, отлитые в конкретной литейной полости, в количестве, превышающем заранее определенный процент относительно остающихся линий контроля, так называемый относительный порог автоматической отбраковки 48. В соответствии с этим значение относительного порога 48 может быть использовано для предупреждения персонала завода, в предпочтительном варианте с использованием механизма предупреждения, аналогичного используемому для порога предупреждения об автоматическом удалении 46, о возможной проблеме с одним из блоков выпуска готовых изделий 34.
Следует понимать, что специалистам в области устройств контроля и способов, используемых для контроля отлитых емкостей, будут понятны другие варианты, отличные от описанного выше, не выходящие из объема нижеследующей формулы изобретения. Например, понятно, что можно проконтролировать любое число коммерческих отклонений, основанных на наборе заданных процентных величин, рассмотренных выше, и что коммерческие отклонения могут быть обработаны отдельно одно от другого. Кроме этого, любое число коммерческих отклонений может быть проконтролировано в комбинации друг с другом, так что описанный выше способ автоматической отбраковки емкостей может быть основан на относительном контроле ряда коммерческих отклонений для одной емкости. Соответственно, данное описание следует рассматривать в качестве примера, не ограничивающего объем изобретения. Объем изобретения определяется прилагаемой формулой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ИЗГОТОВЛЕНИЯ ШИН И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ШИН | 2015 |
|
RU2693361C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОКРИСТАЛЛИЧЕСКИХ ЗАТРАВОК | 2015 |
|
RU2602584C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ПОВЕРХНОСТНЫХ ДЕФЕКТОВ ЦИЛИНДРИЧЕСКИХ ОБЪЕКТОВ | 2006 |
|
RU2323492C2 |
| СИСТЕМА ОБНАРУЖЕНИЯ УТЕЧЕК | 2012 |
|
RU2594924C2 |
| СПОСОБ ОЦЕНКИ И КОНТРОЛЯ КАЧЕСТВА ПИЩЕВЫХ ПРОДУКТОВ НА ДИНАМИЧЕСКОЙ ПРОИЗВОДСТВЕННОЙ ЛИНИИ | 2013 |
|
RU2613319C2 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ИЛИ РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ | 2008 |
|
RU2448803C2 |
| СПОСОБ КЛАССИФИКАЦИИ ДЕФЕКТОВ И ВЫПОЛНЕНИЯ ШЛИФОВАНИЯ ПРОКАТНЫХ ВАЛКОВ | 2008 |
|
RU2502572C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 2014 |
|
RU2660445C2 |
| ОПТИМИЗАЦИЯ СТРУИ ЖИДКОГО МЕТАЛЛА В ПРОЦЕССЕ ЛИТЬЯ В КРИСТАЛЛИЗАТОР ПРЯМЫМ ОХЛАЖДЕНИЕМ | 2017 |
|
RU2720414C2 |
| Способ и устройство для выполнения межэлементных соединений свинцово-кислотных аккумуляторных батарей | 2020 |
|
RU2747154C1 |
Изобретение относится к производству стеклянных изделий. Способ контроля и сортировки отлитых емкостей и устройство для его осуществления, содержащее прибор контроля, служащий для проверки емкостей, и идентификатор литейной формы, служащий для установления взаимосвязи между емкостью, которая определена как имеющая, по меньшей мере, одно неприемлемое коммерческое отклонение, и литейной полостью, в которой отливается эта емкость. Контроллер, имеющий заданный порог отбраковки, связан с прибором контроля и идентификатором литейной формы и обеспечивает отслеживание изменений пороговых отклонений с тем, чтобы установить, производит ли литейная форма пороговое число емкостей, имеющих коммерческое отклонение, превышающее допустимые пределы. Дивертер связан с контроллером и обеспечивает отбраковку всех емкостей, отлитых в той литейной форме, которая признана производящей пороговое число емкостей, имеющих коммерческое отклонение, превышающее допустимые пределы. Изобретение позволяет повысить качество продукции. 2 н. и 8 з.п. ф-лы, 2 ил.
1. Способ контроля и сортировки емкостей, отлитых в литейных полостях, идентифицируемых на коммерческие отклонения, которые влияют на коммерческую допустимость контейнеров, включающий следующие этапы:
а) контроль отлитых емкостей на наличие, по меньшей мере, одного коммерческого отклонения, превышающего заданный допустимый предел,
б) установление взаимосвязи между емкостью, определенной на этапе (а) как емкость, имеющая, по меньшей мере, одно неприемлемое коммерческое отклонение, и полностью литейной формы, в которой эта емкость отлита;
в) отбраковка всех емкостей, отлитых в литейной полости этапа (б), после того, как установлено, что в этой литейной полости отлито определенное число неприемлемых емкостей, соответствующее или превышающее допустимое пороговое число, в то же время продолжая контролировать емкости на указанном этапе (а), отличающийся тем, что содержит
г) задание порога годности контейнеров, который ниже порога отбраковки, и
д) разрешение для емкостей, произведенных в литейной полости, которая была ранее отбракована, подаваться для дальнейшей обработки, если число емкостей, произведенных в данной литейной полости, проконтролированной на этапе (а), отбракованной на этапе (в) и определенной приемлемой на этапе (а), находится ниже порога годности.
2. Способ по п.1, в котором этап (а) включает контроль всех емкостей на производственной линии, а этап (в) включает удаление отбракованных емкостей с производственной линии.
3. Способ по п.1, в котором этап (а) включает контроль емкостей, следующих по отдельным линиям контроля, а этап (в) включает сравнение чисел емкостей, имеющих неприемлемое коммерческое отклонение и отлитых в литейной полости на этапе (б), между отдельными линиями контроля.
4. Способ по п.3, включающий подачу сигнала предупреждения о том, что одна из линий контроля отбраковывает количество емкостей, превышающее количество емкостей, отбракованных другой линией.
5. Способ по п.1, в котором этап (в) включает задание порога предупреждения, который ниже порога отбраковки, по меньшей мере, для одного неприемлемого коммерческого отклонения, и этап (в) включает срабатывание предупреждения, когда достигается порог срабатывания, с тем, чтобы помочь предотвратить отливку емкостей в той литейной полости, в которой производятся емкости с коммерческими отклонениями, превышающими порог отбраковки для литейной полости.
6. Устройство контроля и сортировки отлитых емкостей, содержащее блок контроля и дивертер, служащий для выборочного отклонения проверенных емкостей,
блок контроля (34) проверяет емкости на наличие, по меньшей мере, одного коммерческого отклонения, связанного с литейной полостью этой емкости, относительно заранее определенных допустимых пределов, по меньшей мере, для одного коммерческого отклонения для определения, имеет ли емкость, по меньшей мере, одно коммерческое отклонение, превышающее допустимые пределы;
идентификатор (22) литейной формы, служащий для определения той литейной формы, в которой отлита емкость, имеющая, по меньшей мере, одно неприемлемое коммерческое отклонение, выявленное прибором контроля;
и контроллер (16), связанный с прибором контроля и идентификатором литейной формы и позволяющий отслеживать, по меньшей мере, число емкостей с порогом отбраковки из исходной литейной полости, имеющих, по меньшей мере, одно неприемлемое коммерческое отклонение, и
дивертер (20), связанный с контроллером и позволяющий отбраковывать все емкости, отлитые в той исходной литейной форме, которая признана производящей пороговое число емкостей, равное или превышающее порог отбраковки, имеющих, по меньшей мере, одно неприемлемое коммерческое отклонение, отличающееся тем, что
указанный контролер (16) отслеживает число емкостей с порогом годности, который меньше порога отбраковки, и
указанный дивертер (20) управляется контроллером для разрешения емкостям, произведенным в литейной полости, которая была ранее отбракована, подаваться для дальнейшей обработки, если число емкостей, произведенных в данной литейной полости, которое не содержит неприемлемых коммерческих отклонений, ниже порога годности.
7. Устройство по п.6, в котором указанный контроллер (16) выдает сигнал, указывающий на то, что в литейной форме отливается число емкостей, приближающееся к порогу годности.
8. Устройство по п.6, в котором указанный контроллер (16) обеспечивает автоматическую подачу емкостей, поступающих из предварительно отбракованной литейной формы, на последующую обработку.
9. Устройство по п.6, в котором дивертер (20) удаляет все емкости, отлитые в исходной литейной форме, которая признана производящей пороговое число емкостей, имеющих, по меньшей мере, одно коммерческое отклонение, превышающее допустимые пределы.
10. Устройство по п.9, в котором указанный контроллер (16) обеспечивает автоматическую подачу емкостей, поступающих из предварительно отбракованной литейной формы, на последующую обработку.
| US 4639263 А, 27.01.1987 | |||
| Устройство для отбраковки стеклянной тары | 1979 |
|
SU895553A1 |
| RU 2000103763 A, 10.01.2002 | |||
| РАДИОПРИЕМНОЕ УСТРОЙСТВО ДЛЯ ГОРНОЙ РАЗВЕДКИ | 1928 |
|
SU20734A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ АВТОМАТ | 1997 |
|
RU2142860C1 |

