Область техники, к которой относится изобретение
[0001] Представленное изобретение относится к многослойной трубке для медицинского применения, которая соответствующим образом используется в качестве трубчатого порта медицинского инфузионного мешка, и медицинскому инфузионному мешку. Данная заявка испрашивает приоритет и преимущество Патентной Заявки Японии № 2010-172263, поданной 30 июля 2010 года, раскрытие которой включено в данную заявку посредством ссылки.
Уровень техники
[0002] Общепризнано медицинское устройство, такое как инфузионный мешок или трубчатый порт, обычно изготавливают, используя мягкий поливинилхлорид, содержащий пластификатор. Мягкий поливинилхлорид имеет превосходную гибкость, теплостойкость, прочность и тому подобное, а также высокую устойчивость к перекручиванию трубки.
Поскольку мягкий поливинилхлорид имеет атом хлора в главной цепи, в процессе списания и сжигания мягкого поливинилхлорида возникает проблема легкого образования диоксина. Также пластификатор на основе сложного эфира масляной кислоты, такой как диоктилбутират, который добавляют с целью смягчения, может иногда вымываться в медицинский инфузионный раствор, в свою очередь, становясь опасным гормоном для микросреды.
[0003] За последние годы было разработано медицинское устройство, использующее в качестве основного вещества полипропилен вместо подобного мягкого поливинилхлорида.
Хотя полипропилен имеет превосходную теплостойкость, полипропилен имеет высокую способность к ломкости в окружающей среде с низкими температурами. Таким образом, когда медицинский инфузионный мешок, изготовленный из полипропилена, используется в окружающей среде с низкими температурами, возникает проблема вследствие слабой устойчивости полипропилена к холоду, например, разрывание мешка и тому подобное. Кроме того, полипропилен часто снабжают добавкой, такой как антиоксидант, для того, чтобы предотвращать ухудшение качества. По этой причине, даже в случае использования полипропилена, как в случае использования мягкого поливинилхлорида, добавка может вымываться в медицинский инфузионный раствор.
[0004] В качестве вещества, которое можно использовать вместо полипропилена, привлекает внимание полиэтилен. Полиэтилен демонстрирует благоприятную холодостойкость и может уменьшать количество добавки, требующейся для добавления к полиэтилену. Вследствие этого уменьшаются компоненты, вымываемые в медицинский инфузионный раствор. В дополнение, поскольку полиэтилен является недорогим, имеется возможность снижения производственных расходов.
Однако полиэтилен, как правило, имеет термоустойчивую температуру, равную приблизительно 110°C, демонстрируя таким образом относительно более низкую теплостойкость, чем полипропилен. Например, для медицинского инфузионного мешка, поскольку медицинский инфузионный раствор дезинфицируют (то есть стерилизуют) при высокой температуре, равной 121°C, после наполнения мешка медицинским инфузионным раствором, он требует улучшения теплостойкости полиэтилена для того, чтобы изготавливать мешок, используя полиэтилен.
В последнее время был разработан полиэтилен, способный быть устойчивым при стерилизации паром высокого давления при 121°C, который привлекает внимание в качестве материала для медицинского инфузионного мешка.
[0005] При заполнении медицинского инфузионного мешка медицинским инфузионным раствором, как правило, корпус мешка, хранящий в себе медицинский инфузионный раствор, имеет трубку, так называемый трубчатый порт, приваренный к нему, при этом медицинский инфузионный раствор подают в корпус мешка через трубку.
После подачи медицинского инфузионного раствора, коннектор, такой как отламывающийся порт для острого наконечника, который является непроницаемым для жидкости (герметичным) с использованием мембраны, вводят в передний конец трубки, трубку закрывают, используя крышку, а затем проводят стерилизацию паром высокого давления. Кроме того, капельное выделение обычно проводят посредством прокалывания коннектора иглой, установленной на переднем конце медицинской инфузионной системы.
Соответственно, поскольку стерилизацию паром высокого давления осуществляют в то время как трубка приварена к корпусу медицинского инфузионного мешка, трубка также требует превосходной теплостойкости. В дополнение, контактная часть между корпусом мешка и трубкой, контактная часть между трубкой и коннектором и тому подобное должна быть приклеена плотно, то есть герметично.
[0006] Что касается трубки, например, Патентный Документ 1 раскрывает медицинскую трубку, снабженную тремя слоями, включая наружный слой, изготовленный в качестве основного компонента из мягкого поливинилхлорида или сополимера на основе полиуретана, промежуточный слой, изготовленный в качестве основного компонента из хлорированного полиэтилена или сополимера на основе малеиновой кислоты, и внутренний слой, изготовленный в качестве основного компонента из полиэтилена или сополимера этилена и α-олефина.
Кроме того, Патентный Документ 2 раскрывает многослойную трубку, содержащую наружный слой, промежуточный слой и внутренний слой. В частности, описанная многослойная трубка имеет внутренний или наружный слой, который содержит композицию на 85% из трехкомпонентной смеси, содержащей полипропилен, сополимер этилена и сложного эфира акриловой кислота и стирол-этилен-бутилен-стироловый блок-сополимер, и на 15% из сополимера этилена и пропилена.
Предыдущий уровень техники
Патентный Документ
[0007] Патентный Документ 1: Нерассмотренная Патентная Заявка Японии, Первая публикация № 2001-269403
Патентный Документ 2: Патент Японии № 3689486
Сущность изобретения
Проблемы, которые должны быть решены с помощью изобретения
[0008] Медицинская трубка, описанная в Патентном Документе 1, имеет недостаточную адгезионную способность для полиэтиленового мешка.
Патентный Документ 2 конкретно не описывает обеспечение устойчивости к стерилизации паром высокого давления при 121°C, а многослойная трубка, описанная в Патентном Документе 2, не обладает достаточной теплостойкостью по отношению к стерилизации паром высокого давления при 121°C.
[0009] Как описано ранее выше, теперь в качестве материала медицинского инфузионного мешка главным образом используют полипропилен, заменяя мягкий поливинилхлорид, и, таким образом, трубку также изготавливают из полипропилена на основе смолы. Причина этого состоит в том, что медицинский инфузионный мешок может быть легко склеен с трубкой посредством термосваривания, если трубка образована из такого же полипропилена на основе смолы, как и мешок. По приведенной выше причине, даже по отношению к элементам, связанным с медицинским инфузионным мешком не на основе винилхлорида, коннекторы, соединенные с трубкой, такие как отламывающийся порт для острого наконечника и тому подобное, также применяют на основании предположения, что они соединены с трубкой, изготовленной из полипропилена, и по большей части получают, используя полипропилен.
Соответственно, трубке, соединенной с полиэтиленовым мешком, способной выдерживать стерилизацию паром высокого давления при 121°C, необходима адгезионная способность к медицинскому устройству, образованному из материала, отличающийся от материала трубки, а также превосходная теплостойкость. То есть трубка также требует адгезионной способности как к полиэтиленовому мешку, так и к коннектору, изготовленному из полипропилена.
[0010] С учетом упомянутых выше обстоятельств, целью представленного изобретения является предоставление многослойной трубки для медицинского применения, обладающей превосходной адгезионной способностью как к полиэтиленовому мешку, так и к коннектору, а также теплостойкостью, и медицинского инфузионного мешка, содержащего указанную выше многослойную трубку для медицинского применения.
Средство для решения проблем
[0011] Многослойная трубка для медицинского применения представленного изобретения содержит наружный слой, содержащий полимерный материал, который содержит полиэтилен высокой плотности, и внутренний слой, содержащий полимерный материал, который содержит статистический полипропилен и/или блок-полипропилен.
Также между наружным слоем и внутренним слоем может быть предоставлен адгезионный слой, содержащий адгезионную смолу. Кроме того, наружный слой может содержать полимерный материал, который содержит полиэтилен высокой плотности и адгезионную смолу.
В дополнение, медицинский инфузионный мешок для медицинского применения представленного изобретения содержит корпус мешка, образованный в форме мешка с использованием полиэтиленовой пленки, в котором хранится медицинский инфузионный раствор, и трубчатый порт, приваренный к дну корпуса мешка, через который медицинский инфузионный раствор выпускают из корпуса мешка, при этом в качестве трубчатого порта используется многослойная трубка для медицинского применения представленного изобретения.
Результат изобретения
[0012] Согласно представленному изобретению имеется возможность предоставления многослойной трубки для медицинского применения, которая обладает превосходной адгезионной способностью как к полиэтиленовому мешку, так и к коннектору, а также теплостойкостью, и медицинского инфузионного мешка для медицинского применения, содержащего многослойную трубку для медицинского применения.
Краткое описание чертежей
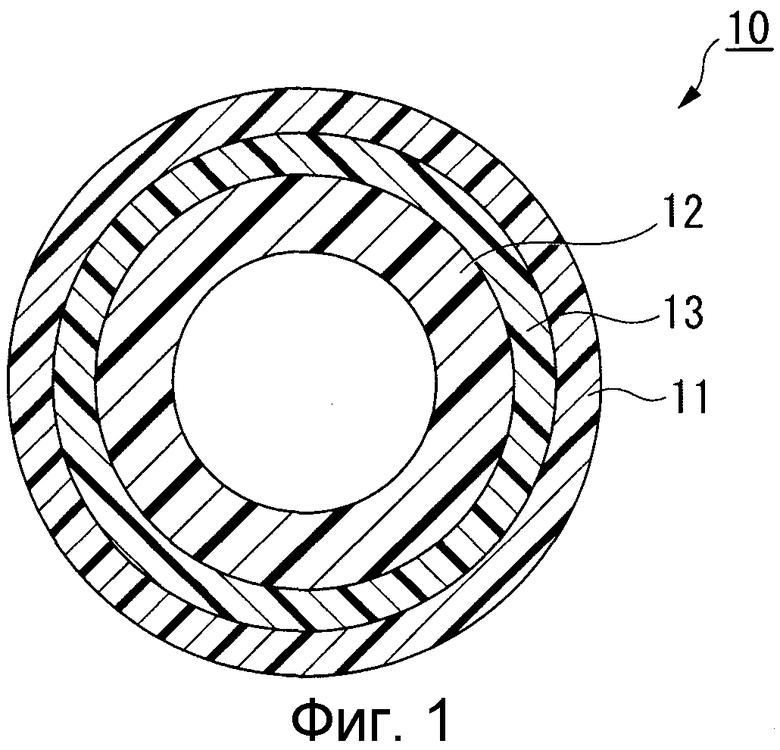
[0013] Фиг.1 представляет собой изображение в поперечном сечении, иллюстрирующее вариант осуществления многослойной трубки для медицинского применения представленного изобретения.
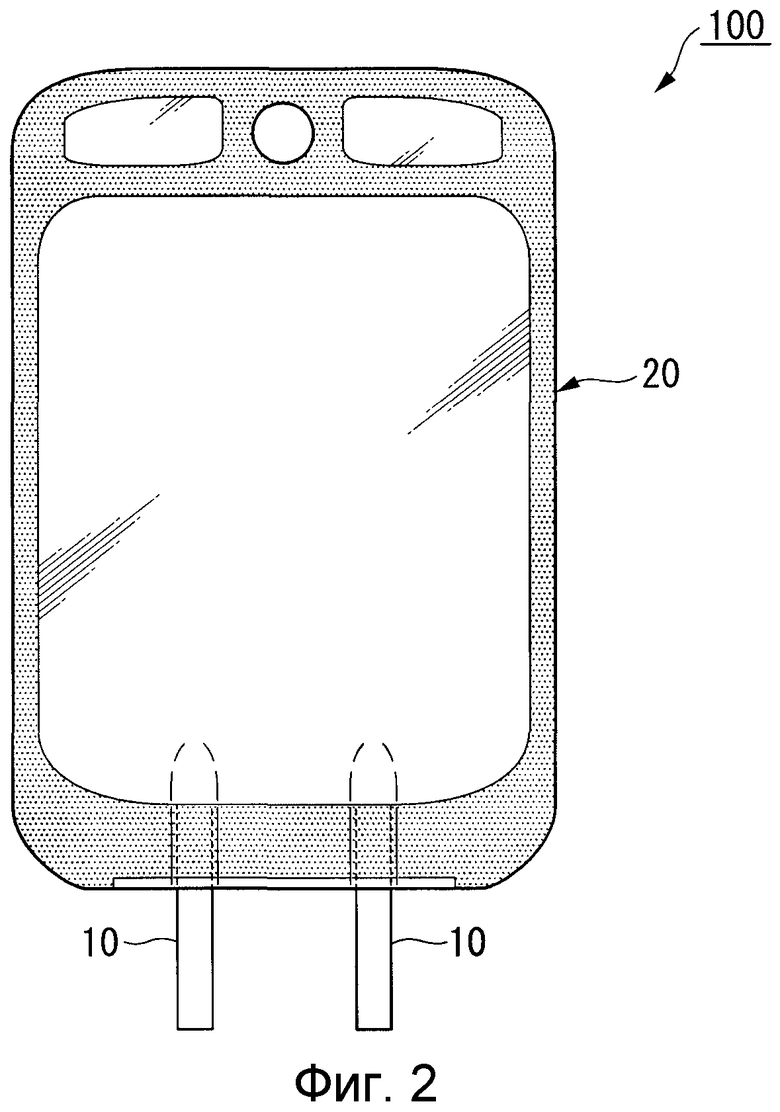
Фиг.2 представляет собой вид спереди, иллюстрирующий вариант осуществления медицинского инфузионного мешка для медицинского применения представленного изобретения.
Фиг.3 представляет собой вид спереди, иллюстрирующий вариант осуществления трубки медицинского инфузионного мешка для медицинского применения, показанного на Фиг.2, к которому прикреплен коннектор.
Варианты осуществления изобретения
[0014] Многослойная трубка для медицинского применения
Фиг.1 иллюстрирует вариант осуществления многослойной трубки для медицинского применения согласно представленному изобретению. Далее в данном подробном описании многослойная трубка для медицинского применения может упоминаться просто как ′трубка′. Трубка 10 может содержать наружный слой 11, внутренний слой 12 и адгезионный слой 13, предоставленный между двумя слоями. Также для удобства объяснения со ссылкой на Фиг.1 размеры чертежей отличаются от фактических размеров.
[0015] <Наружный слой>
Наружный слой 11 представляет собой слой, контактирующий с полиэтиленовым мешком, то есть с корпусом мешка, который должен быть описан ниже, и включает в себя полимерный материал, содержащий полиэтилен высокой плотности. Далее полимерный материал упоминается, как ′полимерный материал для наружного слоя′.
Поскольку наружный слой 11 включает в себя полимерный материал для наружного слоя, который содержит полиэтилен высокой плотности, получается трубка с теплостойкостью, способная быть устойчивой даже при стерилизации паром высокого давления при 121°C. Поскольку полиэтиленовый мешок и наружный слой 11, контактирующий с полиэтиленовым мешком, содержат один и тот же материал на основе этилена, наружный слой легко сплавляется с полиэтиленовым мешком, в свою очередь, с получением трубки с превосходными адгезионными свойствами.
[0016] Согласно представленному изобретению ′полиэтилен высокой плотности′ означает полиэтилен, обладающий плотностью, равной 0,945 г/см3 или более. Когда плотность составляет 0,945 г/см3 или более, получается трубка, обладающая превосходной теплостойкостью. Плотность полиэтилена измеряют на основании метода JIS K 7112 D.
[0017] Предпочтительно полиэтиленом высокой плотности, используемым в данной заявке, является полиэтилен высокой плотности, имеющий распределение молекулярной массы Mw/Mn, равное или менее 6. Если распределение молекулярной массы Mw/Mn составляет 6 или менее, отбеливание наружного слоя 11 может быть подавлено, когда трубку изготавливают посредством экструзионного формования, и прозрачность трубки может быть сохранена подходящим образом. Распределение молекулярной массы Mw/Mn измеряется посредством гельпроникающей хроматографии и означает соотношение среднемассовой молекулярной массы Mw и среднечисловой молекулярной массы Mn, которую рассчитывают согласно градуировочной кривой, используя в качестве стандартного образца полистирол.
[0018] Хотя наружный слой 11 может быть получен с использованием только полиэтилена высокой плотности, также он может быть образован с использованием полимерного материала для наружного слоя, который содержит адгезионную смолу. За счет использования полимерного материала для наружного слоя, который содержит адгезионную смолу, адгезионный слой 13, который должен быть описан ниже, может быть исключен, и может быть получена трубка, содержащая только наружный слой 11 и внутренний 12 слой.
В дополнение, когда к полимерному материалу для наружного слоя добавляют адгезионную смолу, полимерный материал для наружного слоя может быть получен посредством смешивания гранул полиэтилена высокой плотности и адгезионной смолы. Однако когда смесь неудовлетворительно проходит в формовочную машину, приведенные выше два материала могут быть предварительно расплавлены и перемешаны, например, с помощью экструдера.
[0019] Адгезионная смола может содержать, например, эластомер, такой как эластомер на основе полиэтилена, эластомер на основе стирола и тому подобное; полиолефин, модифицированный ангидридом малеиновой кислоты, например, полиэтилен, модифицированный ангидридом малеиновой кислоты, полипропилен, модифицированный ангидридом малеиновой кислоты, и тому подобное; полиолефин, модифицированный акриловой кислотой, например, полиэтилен, модифицированный акриловой кислотой, полипропилен, модифицированный акриловой кислотой, и тому подобное; сополимер на основе олефина, например, сополимер ангидрида малеиновой кислоты и олефина, сополимер производных акриловой кислоты и олефина и тому подобное; блок-сополимер, имеющий этиленовые цепи на обоих своих концах (материал, совместимый с полиэтиленом и полипропиленом) и так далее. Кроме того, адгезионная смола может содержать смесь приведенных выше смол, и комбинацию приведенных выше смол с полиэтиленом или полипропиленом.
Среди данных смол, принимая во внимание превосходную стабильность при формовании и пригодность к медицинскому применению, предпочтительно используют эластомер, смесь эластомеров, смесь эластомера с полиэтиленом или полипропиленом и блок-сополимер, имеющий этиленовые цепи на обоих своих концах.
[0020] Когда к полимерному материалу для наружного слоя добавляют адгезионную смолу, предпочтительно, чтобы содержание адгезионной смолы составляло 80 масс.% или менее, а более предпочтительно 60 масс.% или менее по отношению к 100 масс.% полимерного материала для наружного слоя. Когда содержание адгезионной смолы превышает 80 масс.%, соотношение полиэтилена высокой плотности уменьшается, и теплостойкость трубки может быть легко понижена.
Значение нижнего предела содержания адгезионной смолы отдельно не ограничивается, но предпочтительно содержание составляет 20 масс.% или более.
[0021] Предпочтительно толщина наружного слоя 11 составляет 50 мкм или менее, более предпочтительно 20 мкм или менее, а наиболее предпочтительно 10 мкм или менее. Если толщина наружного слоя 11 составляет 50 мкм или менее, гибкость всей трубки 10 может поддерживаться на подходящем уровне. В частности, если толщина наружного слоя 11 составляет 20 мкм или менее, прозрачность трубки 10 дополнительно улучшается. Когда толщина наружного слоя 11 составляет 10 мкм или менее, может быть получена трубка, имеющая более хорошую гибкость и прозрачность, чем общепризнанная трубка, изготовленная из полипропилена. Значение нижнего предела толщины наружного слоя 11 отдельно не ограничивается, но предпочтительно содержание составляет 3 мкм или более.
[0022] <Внутренний слой>
Внутренний слой 12 является основным слоем, имеющим наибольшую толщину в многослойной трубке и контактирующим с коннектором, который вставляют в трубку, таким как отламывающийся порт для острого наконечника, и соединенным с ним. Когда трубка имеет двухслойную структуру, внутренний слой означает слой, не являющийся наружным слоем трубки, в то время как, когда трубка имеет трехслойную структуру, внутренний слой означает слой, не являющийся наружным слоем и адгезионным слоем трубки. Внутренний слой 12 включает в себя полимерный материал, содержащий статистический полипропилен и/или блок-полипропилен. Далее полимерный материал упоминается, как 'полимерный материал для внутреннего слоя'.
Поскольку внутренний слой 12 включает в себя полимерный материал для внутреннего слоя, который содержит статистический полипропилен и/или блок-полипропилен, коннектор, изготовленный из полипропилена, и внутренний слой 12, контактирующий с коннектором, содержат один и тот же материал на основе пропилена, получается трубка с превосходной адгезионной способностью к коннектору, изготовленному из полипропилена.
[0023] Статистический полипропилен представляет собой статистический сополимер пропилена и этилена.
Предпочтительно статистическим полипропиленом, используемым в данной заявке, является статистический полипропилен, имеющий содержание этилена, равное 3 масс.% или более, а более предпочтительно статистический полипропилен, имеющий содержание этилена, равное 6 масс.% или более. Если содержание этилена составляет менее чем 3 масс.%, адгезия между трубкой и коннектором может быть понижена, а трубка теряет гибкость, вызывая таким образом проблему отверждения. Значение верхнего предела содержания этилена отдельно не ограничивается, но предпочтительно содержание составляет 9 масс.% или менее.
[0024] Блок-полипропилен может быть получен посредством смешивания пропиленового и эластомерного компонента, содержащего этилен и/или еще один олефин. Предпочтительно смешивание осуществляют посредством метода смешивания в реакторе. Блок-полипропилен может быть получен, например, посредством добавления этилена и/или еще одного олефина в процессе гомополимеризации пропилена, а затем сополимеризации добавленных материалов и пропилена.
Другой олефин может содержать, например, 1-бутен, 1-пентен, 4-метил-1-пентен, 1-гексен или 1-октен и тому подобное.
[0025] Предпочтительно блок-полипропиленом, используемым в данной заявке, является блок-полипропилен, имеющий содержание эластомерного компонента, равное 15 масс.% или более, а более предпочтительно блок-полипропилен, имеющий содержание эластомерного компонента, равное 40 масс.% или более. Когда содержание эластомерного компонента составляет менее чем 15 масс.%, адгезия между трубкой и коннектором является пониженной, а трубка теряет гибкость, вызывая таким образом проблему отверждения. Значение верхнего предела содержания эластомерного компонента отдельно не ограничивается, но предпочтительно содержание составляет 70 масс.% или менее.
[0026] Поскольку блок-полипропилен имеет более хорошую гибкость, чем статистический полипропилен, он демонстрирует превосходное адгезионное свойство. Вследствие этого, когда трубка 10 содержит наружный слой 11 и внутренний слой 12, предпочтительно, чтобы внутренний слой 12 был образован с использованием блок-полипропилена. Если внутренний слой 12 образован с использованием блок-полипропилена, получается трубка 10, имеющая благоприятную адгезионную способность к наружному слою 11.
В дополнение, статистический полипропилен показывает меньшее вымывание компонентов в медицинский инфузионный раствор, чем блок-полипропилен. Соответственно, если внутренний слой 12 образован с использованием статистического полипропилена, получается трубка 10, имеющая превосходную устойчивость к химическому воздействию и дополнительно превосходную безопасность.
[0027] Чтобы сделать внутренний слой 12 гибким, полимерные материалы для внутреннего слоя могут содержать, например, эластомер на основе стирола, такой как гидрогенизированный стирол-бутадиеновый эластомер и тому подобное, эластомер на основе олефина, такой как этилен-бутеновый сополимер и тому подобное, которые используются отдельно или в виде смеси посредством объединения двух или более из них.
[0028] Внутренний слой 12 может иметь монослойную структуру из единственного слоя или многослойную структуру из множества слоев.
Когда внутренний слой 12 имеет многослойную структуру, предпочтительным является применение конструкции, в которой по меньшей мере один слой, содержащий упомянутый выше полимерный материал для внутреннего слоя, размещен на стороне наружного слоя 11, в то время как слой, содержащий полипропилен, отличающийся от слоя полимерного материала выше, предоставлен на контактирующей с жидкостью стороне, то есть становится самой внутренней стороной.
В дополнение, полипропилен, образующий слой на контактирующей с жидкостью стороне внутреннего слоя 12, может иметь следующую конструкцию согласно ее целям.
Если придается особое значение устойчивости к химическому воздействию, в качестве гомополимера пропилена предпочтительно используют статистический полипропилен без эластомерного компонента или гомополипропилен, принимая во внимание дополнительное сдерживание вымывания в медицинский инфузионный раствор. В качестве статистического пропилена предпочтительно используют статистический полипропилен, имеющий содержание этилена, равное 3 масс.% или более.
Когда придается особое значение адгезионной способности к коннектору, предпочтительно используют полипропилен, содержащий эластомерный компонент. Полипропилен, содержащий эластомерный компонент может содержать, например, блок-полипропилен, смесь блок-полипропилена и эластомерного компонента и смесь статистического пропилена и эластомерного компонента. эластомерный компонент может содержать, например, полиэластомер на основе олефина, эластомер на основе стирола и смесь эластомеров и тому подобное. В частности, предпочтительно используют смесь блок-полипропилена и эластомерного компонента, поскольку она имеет превосходную адгезионную способность к коннектору, изготовленному из поликарбоната, а также к коннектору, изготовленному из полипропилена.
Когда трубка 10 содержит наружный слой 11 и внутренний слой 12, предпочтительно, чтобы слой внутреннего слоя 12, контактирующий с наружным слоем 11, был образован с использованием блок-полипропилена, как описано выше.
[0029] Предпочтительно толщина внутреннего слоя 12 колеблется от 0,35 до 9 мм, а более предпочтительно от 0,6 до 5 мм. Если толщина внутреннего слоя 12 составляет 0,35 мм или более, прочность трубки может поддерживаться на подходящем уровне. С другой стороны, когда толщина внутреннего слоя 12 составляет 9 мм или менее, гибкость трубки может поддерживаться на подходящем уровне.
[0030] Если внутренний слой 12 имеет многослойную структуру, толщина слоя на его контактирующей с жидкостью стороне предпочтительно колеблется от 3 до 50 мкм, более предпочтительно от 3 до 20 мкм, а еще более предпочтительно от 3 до 10 мкм.
Когда слой на контактирующей с жидкостью стороне содержит статистический полипропилен или гомополипропилен, если толщина слоя составляет 50 мкм или менее, гибкость всей трубки 10 может поддерживаться на подходящем уровне. В частности, если толщина слоя на контактирующей с жидкостью стороне составляет 20 мкм или менее, гибкость всей трубки 10 дополнительно улучшается. Если толщина слоя на контактирующей с жидкостью стороне составляет 10 мкм или менее, гибкость всей трубки 10 может быть улучшена до такой степени, как у трубки, не имеющей слоя на контактирующей с жидкостью стороне.
Когда слоем на контактирующей с жидкостью стороне является полипропилен, содержащий эластомерный компонент, если толщина слоя выше составляет 50 мкм или менее, устойчивость к химическому воздействию всей трубки 10 незначительно теряется. В частности, если толщина слоя на контактирующей с жидкостью стороне составляет 20 мкм или менее, устойчивость к химическому воздействию всей трубки 10 почти не теряется. Более того, когда толщина слоя на контактирующей с жидкостью стороне составляет 10 мкм, устойчивость к химическому воздействию всей трубки 10 может быть почти такой же как устойчивость трубки, не имеющей слоя на контактирующей с жидкостью стороне.
[0031] <Адгезионный слой>
Адгезионный слой 13 представляет собой слой, предоставленный между наружным слоем 11 и внутренним слоем 12, который имеет функцию связывания данных двух слоев.
Адгезионный слой 13 содержит адгезионную смолу. Адгезионная смола, образующая адгезионный слой 13, может содержать адгезионную смолу, приведенную ранее в качестве примера в описании для наружного слоя 11. Среди них, принимая во внимание гибкость всей трубки 10 или превосходную адгезионную способность к наружному слою 11 и к внутреннему слою 12, и повышенное сопротивление расслоению, предпочтительно используют смесь полипропилена и эластомера, смесь блок-полипропилена и эластомера, полипропилен, модифицированный ангидридом малеиновой кислоты, и блок-сополимер, имеющий этиленовые цепи на обоих своих концах.
[0032] Предпочтительно толщина адгезионного слоя 13 колеблется от 3 до 100 мкм, а более предпочтительно, от 5 до 50 мкм. Если толщина адгезионного слоя 13 составляет 3 мкм или более, имеется возможность равномерного прилипания наружного слоя 11 к внутреннему слою 12. В частности, если толщина адгезионного слоя 13 составляет 5 мкм или более, адгезия делается дополнительно равномерной с уменьшением отклонения в сопротивлении расслоению. С другой стороны, если толщина адгезионного слоя 13 составляет 100 мкм или менее, устойчивость к химическому воздействию всей трубки 10 теряется незначительно. В частности, если толщина адгезионного слоя 13 составляет 50 мкм или менее, устойчивость к химическому воздействию всей трубки 10 почти не теряется.
[0033] <Способ изготовления трубки>
В трубке представленного изобретения, предпочтительно, чтобы слои, описанные выше, склеивали посредством совместной экструзии.
В дополнение, «способ совместной экструзии» означает, что множество полимерных материалов одновременно экструдируют посредством множества экструдеров для наслаивания множества слоев расплавленной смолы в форме трубки внутри или снаружи мундштука.
Конкретно, полимерный материал для наружного слоя, смолу для внутреннего слоя, и необязательно, адгезионную смолу для образования адгезионного слоя экструдируют в одно и то же время и наслаивают в форме трубки, предоставляя посредством этого трубку, имеющую наружный слой и внутренний слой.
[0034] Внешний диаметр трубки, полученной посредством способа выше, может колебаться от приблизительно 1,1 до приблизительно 20 мм. Предпочтительно толщина стенки трубки колеблется от 5 до 45% ее внешнего диаметра. Если толщина стенки трубки составляет менее чем 5% внешнего диаметра трубки, трудно, чтобы трубка сохраняла полую форму, и трубка иногда сминается и образует препятствие. С другой стороны, когда толщина стенки трубки превышает 45% ее внешнего диаметра, трубка становится жесткой и не сохраняет свободно гибкость.
[0035] Трубка представленного изобретения содержит упомянутый выше наружный слой и внутренний слой. Наружный слой включает в себя полимерный материал для наружного слоя, содержащий полиэтилен высокой плотности. Соответственно, трубка представленного изобретения имеет теплостойкость, способную быть устойчивой при стерилизации паром высокого давления при 121°C.
Наружный слой содержит такой же материал на основе этилена, как и полиэтиленовый мешок, в то время как внутренний слой содержит такой же пропиленовый материал, как и коннектор, изготовленный из полипропилена. Вследствие этого, трубка представленного изобретения имеет превосходную адгезионную способность как к полиэтиленовому мешку, так и к коннектору, которые изготовлены из различных материалов.
[0036] Медицинский инфузионный мешок
Фиг.2 иллюстрирует вариант осуществления медицинского инфузионного мешка согласно представленному изобретению. В данном описании, медицинский инфузионный мешок может иногда называться просто «инфузионный мешок».
Инфузионный мешок 100 содержит корпус 20 мешка, хранящий медицинский инфузионный раствор, и трубку 10 представленного изобретения, приваренную к дну корпуса 20 мешка.
[0037] Корпусом 20 мешка является полиэтиленовый мешок, образованный в форме основы при использовании полиэтиленовой пленки.
Когда полиэтиленовая пленка относится к многослойному типу, она может иметь, например, структуру, в которой по меньшей мере внутренний слой корпуса 20 мешка изготовлен из полиэтилена. В частности, полиэтиленоваой пленкой может быть полиэтиленовая пленка с многослойной структурой, в которой внутренний слой содержит полиэтилен высокой плотности. Более конкретно, полиэтиленовая пленка, имеющая многослойную структуру, в которой все слои содержат полиэтилен, может включать, например, полиэтиленовую пленку с трехслойной структурой, содержащей внутренний слой, промежуточный слой и наружный слой. Конкретно, полиэтиленовая пленка с трехслойной структурой может включать, например, трехслойную пленку, которая содержит внутренний слой и наружный слой, которые содержат полиэтилен высокой плотности, и промежуточный слой, содержащий линейный полиэтилен низкой плотности; трехслойную пленку, которая содержит наружный слой, содержащий смесь полиэтилена низкой плотности и полиэтилена высокой плотности, промежуточный слой, содержащий смесь линейного полиэтилена низкой плотности и полиэтилена высокой плотности, и внутренний слой, содержащий полиэтилен высокой плотности; и тому подобное.
[0038] Полиэтилен высокой плотности может включать, например, полиэтилен, обладающий плотностью, равной 0,945 г/см3 или более. Линейный полиэтилен низкой плотности может включать, например, полиэтилен, обладающий плотностью, равной менее чем 0,945 г/см3. Полиэтилен низкой плотности может включать, например, полиэтилен, обладающий плотностью от 0,910 до 0,930 г/см3. Плотность полиэтилена измеряют на основании метода JIS K 7112 D.
[0039] Корпус 20 мешка получают, например, с помощью способа многослойного выдувания по типу совместной экструзии с водяным охлаждением или воздушным охлаждением или способа многослойного полого формования для того, чтобы образовать полиэтиленовую пленку в форме мешка. В качестве альтернативы, корпус мешка также может быть получен за счет получения слоистой пленки или слоистого листа посредством способа многослойной совместной экструзии через плоскощелевой мундштук, способа сухого ламинирования, способа ламинирования путем экструзии и тому подобное, а затем обработки полученного корпуса мешка в форме мешка посредством термосваривания.
[0040] В инфузионном мешке 100 представленного изобретения используется трубка 10 представленного изобретения в качестве трубчатого порта. Способ сварки трубки 10 с корпусом 20 мешка отдельно не ограничивается, однако может быть осуществлен, например, с помощью введения трубки 10 в дно корпуса 20 мешка и термосваривания контактной части между ними.
[0041] Для инфузионного мешка 100 представленного изобретения, поскольку наружный слой трубки 10 и корпус 20 мешка содержат один и тот же материал на основе этилена, то есть полиэтилен, трубка 10 и корпус 20 мешка могут прочно склеиваться друг с другом.
В дополнение, в отношении адгезии между трубкой 10 и корпусом 20 мешка, если сопротивление расслоению в приваренной части составляет 10 Н/15 мм, то есть 3,3 Н/5 мм или более, трубка 10 и корпус 20 мешка могут склеиваться друг с другом. Кроме того, если сопротивление расслоению приваренной части составляет 30 Н/15 мм, то есть 10 Н/5 мм или более, или приваренная часть не отслаивается, но пленка рвется в процессе испытания на расслоение, трубка 10 и корпус 20 мешка могут быть прочно сварены друг с другом.
Сопротивление расслоению измеряют на основании JIS Z 0238. Конкретно, сопротивлением расслоению выше является сопротивление расслоению при 90°, которое должно измеряться в условиях температуры, составляющей 23±2°C, относительной влажности, составляющей 50±5%, и скорости расслоения, составляющей 300 мм/мин.
[0042] Поскольку трубка 10 и корпус 20 мешка имеют превосходную теплостойкость, имеется возможность выдерживать в достаточной мере стерилизацию паром высокого давления после наполнения инфузионного мешка 100 медицинским инфузионным раствором.
После наполнения инфузионного мешка медицинским инфузионным раствором, например, который показан на Фиг.3, в одну трубку 10a из двух трубок 10 помещают коннектор 30 и закупоривают, в то время как из другой трубки 10b выпускают воздух посредством термосваривания с целью закупоривания, а затем подвергают стерилизации паром высокого давления.
[0043] При использовании трубки представленного изобретения, трубка может быть прочно приклеена посредством нагревания в процессе стерилизации паром высокого давления, даже с использованием простой пробки, до такой степени, чтобы коннектор не мог быть снова отделен от трубки. Вследствие этого не требуется приваривания трубки к коннектору посредством термосваривания перед стерилизацией паром высокого давления. Однако если требуется более сильное уплотнение, плотная контактная часть между пробкой и трубкой может быть термосварена с использованием, например, пресс-формы, после закупоривания. В результате может быть дополнительно улучшена адгезия между трубкой и коннектором.
Вместо термосваривания переднего конца другой трубки 10b, трубка может быть закупорена посредством введения в нее коннектора.
[0044] В качестве коннектора 30 может быть использован порт коммерчески доступный на рынке, такой как отламывающийся порт для острого наконечника.
Коннектор 30, как правило, изготавливается из полипропилена и имеет превосходную теплостойкость. Вследствие этого имеется возможность выдерживания стерилизации паром высокого давления.
Что касается трубки 10 представленного изобретения, коннектор 30 и внутренний слой трубки 10, контактирующий с коннектором 30, содержат один и тот же материал на основе пропилена. Вследствие этого, адгезия между трубкой 10 и коннектором 30 также является превосходной.
ПРИМЕР
[0045] Далее, представленное изобретение будет описано подробно с помощью иллюстрирующих примеров и сравнительных примеров. Однако, представленное изобретение не ограничено следующим описанием.
Методы оценки, осуществляемые в соответствующих примерах и сравнительных примерах, показаны, как изложено далее:
[0046] Оценка
(1) Оценка прозрачности
Прозрачность трубки оценивали с помощью следующей процедуры.
Заблаговременно получали полиэтиленовые пленки, имеющие мутность, равную приблизительно 60% и 30%.
Трубку, отрезанную после стерилизации паром высокого давления, сравнивали с предварительно полученной полиэтиленовой пленкой на глаз, и результаты этого оценивали согласно следующим стандартам.
Прозрачность: более прозрачная, чем полиэтиленовая пленка, имеющая мутность, равную 30%.
Полупрозрачность: более непрозрачная, чем полиэтиленовая пленка, имеющая мутность, равную 30%, но более прозрачная, чем полиэтиленовая пленка, имеющая мутность, равную 60%.
Непрозрачность: более непрозрачная, чем полиэтиленовая пленка, имеющая мутность, равную 60%.
[0047] (2) Оценка теплостойкости
Для оценки теплостойкости трубки, обследовали на глаз внешний вид трубки после стерилизации паром высокого давления, и результаты этого оценивали согласно следующим стандартам.
Хорошая: Поверхность трубки гладкая и равномерная, трубка не деформирована или отсоединена от корпуса мешка, и/или коннектор не отсоединен от трубки.
Плохая: На поверхности трубки возникает неровность или гофрирование, и обнаружено деформирование трубки.
(3) Оценка адгезионной способности
Оценка 1: Оценка адгезии между корпусом мешка и трубкой
Измеряли сопротивление расслоению в части, приваренной между пленкой корпуса мешка и трубкой.
Конкретно, после тепловой стерилизации паром под давлением приваренную часть между корпусом мешка и трубкой разрезали на полосы, имеющие ширину, равную 5 мм в направлении по ширине мешка, и подвергали испытанию на расслоение на основании JIS Z 0238 в условиях температуры, равной 23±2°C, относительной влажности, равной 50±5%, и скорости расслоения, равной 300 мм/мин, с последующим измерением сопротивления расслоению при 90°.
В дополнение, визуально обследовали состояния корпуса мешка и трубки после испытания на расслоение. Когда пленка разрывается, это называется «разрыв пленки», а когда приваренная часть отслаивается, это называется «расслоение». «Разрыв пленки» свидетельствует о более высоком сопротивлении расслоению, чем «расслоение».
[0049] Оценка 2: Оценка адгезии между трубкой и коннектором
После помещения коннектора в трубку таким образом, чтобы привести в плотный контакт с ее внутренней поверхностью и проведения стерилизации паром высокого давления, обследовали форму трубки, когда коннектор был скручен и удален с трубки, и форму отслоенной поверхности на стороне коннектора после срезания трубки вместе с коннектором и расслоение части, приклеенной между коннектором и трубкой, и оценивали согласно следующим стандартам оценки.
A: коннектор не может быть удален с трубки. Расслоение происходит через когезионное разрушение, а над отслоенной поверхностью виден кусок трубки.
B: коннектор не может быть удален с трубки. Расслоение происходит через пограничное расслоение, и отслоенная поверхность была гладкой.
C: коннектор может быть удален с трубки.
[0050] (4) Оценка гибкости
Гибкость трубки оценивали в две стадии «гибкой» и «жесткой». На основании касания трубки, когда трубку сгибали рукой после стерилизации паром высокого давления.
[0051] [Типы смолы]
В соответствующих примерах и сравнительных примерах, в Таблице 1 показаны физические свойства смолы, используемой при изготовлении трубки.
В дополнение, скорость течения расплава (MFR) измеряли на основании JIS K7210, в частности, при 190°C для полиэтилена и при 230°C для другой смолы под нагрузкой, равной 21,18 Н.
Плотность измеряли на основании метода JIS K 7112 D. Mw/Mn измеряли с помощью гельпроникающей хроматографии и рассчитывали в показателях полистирола.
[0052]
[г/10 мин]
пропиленового эластомера [масс.%]
[0053] В Таблице 1, «HDPE» представляет полиэтилен высокой плотности, «LLDPE» представляет линейный полиэтилен низкой плотности, и «PP» представляет полипропилен.
Кроме того, «PP эластомерная смесь» представляет собой смесь 60 масс.% блок-PP1, 20 масс.% эластомера на основе олефина этилен-бутенового сополимера и 20 масс.% эластомера на основе стирола. «Модифицированный кислотой полипропилен» представляет собой полипропилен, модифицированный ангидридом малеиновой кислоты («ZELAS MC721AP», производимый Mitsubishi Chemical Co. Ltd.). «Блок-сополимером» является блок-сополимер, имеющий структуру этиленовая цепь-этилен/бутиленовая цепь-этиленовая цепь («DYNARON 6200P», производимый JSR Co. Ltd.).
[0054] Пример 1 <Изготовление трубки>
Как показано в Таблице 2, HDPE1, блок-PP1 и PP эластомерная смесь использовали для наружного слоя, внутреннего слоя и адгезионного слоя соответственно. Наружный слой, адгезионный слой и внутренний слой последовательно наслаивали в три слоя с образованием трубки, имеющей внешний диаметр, равный 8 мм, и внутренний диаметр, равный 6 мм, посредством машины для формования многослойных трубок (производимой PLAGIKEN Co., Ltd.). В результате измерения толщины каждого слоя было установлено, что наружный слой, адгезионный слой и внутренний слой имели толщину, равную 20 мкм, 10 мкм и 970 мкм соответственно. В дополнение, толщина стенки трубки составляла 1 мм.
[0055] <Изготовление медицинского инфузионного мешка>
Сначала наружный слой получали, используя смесь полиэтилена низкой плотности (плотность: 0,928 г/см3) и полиэтилена высокой плотности (плотность: 0,956 г/см) в соотношении, составляющем 7:3. Аналогичным образом промежуточный слой получали, используя смесь линейного полиэтилена низкой плотности (плотность: 0,908 г/см) и полиэтилена высокой плотности (плотность: 0,956 г/см) в соотношении, составляющем 8:2, в то время как внутренний слой получали, используя полиэтилен высокой плотности (плотность: 0,956 г/см3). Полученные наружный слой, промежуточный слой и внутренний слой последовательно наслаивали с образованием трехслойной полиэтиленовой пленки посредством формовочной машины для многослойного выдувания по типу совместной экструзии с водяным охлаждением или воздушным охлаждением. В результате измерения толщины каждого слоя, было установлено, что наружный слой, промежуточный слой и внутренний слой имели толщину, равную 25 мкм, 215 мкм и 25 мкм соответственно. Предварительно определенные участки полученной полиэтиленовой пленки термосваривали с приданием формы мешка и посредством этого получали корпус мешка.
Далее две трубки приваривали посредством термосваривания ко дну полученного корпуса мешка, таким образом, чтобы получить инфузионный мешок, показанный на ФИГ.2.
[0056] После введения очищенной воды в корпус мешка через трубку, отламывающийся порт для острого наконечника, изготовленный из полипропилена (производимый Marudi Co. Ltd.), в качестве коннектора помещали в передний конец трубки, а затем закупоривали. Его подвергали стерилизации паром высокого давления в условии 121°C×30 минут.
После стерилизации паром высокого давления, обработанную трубку оценивали в показателях прозрачности, теплостойкости, адгезит между корпусом мешка и трубкой, адгезит между трубкой и коннектором и гибкости. Измеренные результаты показаны в Таблице 3.
[0057] Примеры 2-9
Проводили такие же процедуры, как описаны в Примере 1, за исключением того, что типы смол для конструирования наружного слоя, внутреннего слоя и адгезионного слоя были изменены, как показано в Таблице 2, таким образом, чтобы получить трубку, содержащую наружный слой, адгезионный слой и внутренний слой, последовательно наслоенные в ней, используя полученную трубку получали инфузионный мешок и подвергали оценкам, описанным выше. Установленные результаты показаны в Таблице 3.
В качестве альтернативы, в Примере 4, внутренний слой трубки имел двухслойную структуру, которая содержала слой, изготовленный из блок-PP1, со стороны наружного слоя (с толщиной, равной 960 мкм) и слой, изготовленный из PP эластомерной смеси на контактирующей с жидкостью стороне (с толщиной, равной 10 мкм).
[0058] Пример 10
Проводили такие же процедуры, как описано в Примере 1, за исключением того, что смолой, используемой для образования наружного слоя, была смесь HDPE1 и блок-сополимера в соотношении, составляющем 50:50, а для того, чтобы получить трубку двухслойного типа, имеющую слоистую структуру наружного слоя и внутреннего слоя, между наружным слоем и внутренним слоем адгезионный слой предоставлен не был, используя полученную трубку получали инфузионный мешок и подвергали оценкам, описанным выше. Установленные результаты показаны в Таблице 3.
[0059] Пример 11
Инфузионный мешок получали согласно процедурам, которые описаны в Примере 1, за исключением того, что в качестве коннектора использовали отламывающийся порт для острого наконечника, изготовленный из поликарбоната, а затем подвергали оценкам, описанным выше. Установленные результаты показаны в Таблице 3.
[0060] Пример 12
Инфузионный мешок получали согласно процедурам, которые описаны в Примере 1, за исключением того, что использовали такую же трубку, как трубка, используемая в Примере 4, а в качестве коннектора отламывающийся порт для острого наконечника, изготовленный из поликарбоната, а затем подвергали оценкам, описанным выше. Установленные результаты показаны в Таблице 3.
[0061] Сравнительный Пример 1
Блок-полипропиленом, используемым в данной заявке, был блок-PP1, а монослойную трубку, имеющую толщину, равную 1 мм, получали посредством машины для формования многослойных трубок (производимой PLAGIKEN Co. Ltd.).
Инфузионный мешок получали согласно процедурам, которые описаны в Примере 1, за исключением того, что использовали полученную выше трубку, которую затем подвергали оценкам, описанным выше. Установленные результаты показаны в Таблице 3.
[0062] Сравнительный Пример 2
Проводили такие же процедуры, как описано в Примере 1, за исключением того, что для образования наружного слоя в качестве полимерного материала для наружного слоя использовали LLDPE для того, чтобы получить трубку, содержащую наружный слой, адгезионный слой и внутренний слой, последовательно наслоенные в ней, используя полученную трубку получали инфузионный мешок, который подвергали оценкам, описанным выше. Установленные результаты показаны в Таблице 3.
[0063] Сравнительный Пример 3
Проводили такие же процедуры, как описано в Примере 1, за исключением того, что для образования наружного слоя в качестве полимерного материала для наружного слоя использовали LLDPE для того, чтобы получить трубку, содержащую наружный слой, адгезионный слой и внутренний слой, последовательно наслоенные в ней, инфузионный мешок получали согласно процедурам, которые описаны в Примере 1, за исключением того, что использовали полученную трубку, и температуру стерилизации изменяли до 115°C, а затем подвергали оценкам, описанным выше. Установленные результаты показаны в Таблице 3.
Как ясно показано в Таблице 1, можно видеть, что трубка, полученная в каждом из примеров, является прозрачной или полупрозрачной даже после стерилизации паром высокого давления при 121°C, и вследствие этого имеется возможность сохранения прозрачности.
Инфузионный мешок, имеющий каждую из трубок, обладает достаточным сопротивлением расслоению в приваренной части между корпусом мешка и трубкой даже после стерилизации паром высокого давления при 121°C, а трубка прочно приклеена к корпусу мешка, изготовленного из полиэтилена. В дополнение, трубка не деформировалась и не отсоединялась от корпуса мешка, и/или коннектор не отсоединялся от трубки.
[0067] В дополнение, трубка, полученная в Сравнительном Примере 1, все-таки является прозрачной даже после стерилизации паром высокого давления при 121°C, и посредством этого имеется возможность сохранения прозрачности. Кроме того, инфузионный мешок, имеющий данную трубку, не деформируется даже после стерилизации паром высокого давления при 121°C. В дополнение, трубка не отсоединялась от корпуса мешка, и/или коннектор не отсоединялся от трубки.
Однако инфузионный мешок в Сравнительном Примере 1 имеет низкое сопротивление расслоению, равное 9 Н/5 мм в приваренной части между корпусом мешка и трубкой и недостаточную адгезионную способность.
[0068] Инфузионный мешок, имеющий трубку, полученную в Сравнительном Примере 2, имеет, по существу, такое же сопротивление расслоению в приваренной части между корпусом мешка и трубкой, как инфузионный мешок, полученный в каждом из примеров выше, даже после стерилизации паром высокого давления при 121°C. Кроме того, коннектор не отсоединялся от трубки.
Однако в случае инфузионного мешка в Сравнительном Примере 2, трубка была деформирована, когда ее подвергали стерилизации паром высокого давления при 121°C. В отличие от этого обнаружено, что трубка, имеющая наружный слой, изготовленный из линейного полиэтилена низкой плотности, показывает более низкую теплостойкость, чем трубка выше. В дополнение, трубка становится непрозрачной после стерилизации паром высокого давления.
[0069] Трубка, полученная в Сравнительном Примере 3, все же является прозрачной даже после стерилизации при 115°C и сохраняет прозрачность. Кроме того, инфузионный мешок, имеющий данную трубку, сохраняет, по существу, такое же сопротивление расслоению в приваренной части между корпусом мешка и трубкой, как инфузионный мешок, полученный в каждом из примеров выше, даже после стерилизации при 115°C. Между тем, в Сравнительном Примере 3, поскольку температура стерилизации является относительно низкой, например, приблизительно 115°C, трубка может сохранять теплостойкость при данной температуре.
Однако, для инфузионного мешка в Сравнительном Примере 3, коннектор легко отсоединяется от трубки, а адгезия между трубкой и коннектором является недостаточной.
Промышленная применимость
[0070] Согласно представленному изобретению могут быть предоставлены многослойная трубка для медицинского применения, которая имеет превосходную теплостойкость и адгезионную способность как к полиэтиленовому мешку, так и к коннектору, а также медицинский инфузионный мешок, содержащий многослойную трубку для медицинского применения.
Описание ссылочных номеров
[0071] 10: многослойная трубка для медицинского применения
11: наружный слой
12: внутренний слой
13: адгезионный слой
20: корпус мешка
30: коннектор
100: медицинский инфузионный мешок
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОБКА ДЛЯ УКУПОРКИ МЕДИЦИНСКОЙ СИСТЕМЫ | 2009 |
|
RU2532169C2 |
| МЕДИЦИНСКИЙ КОНТЕЙНЕР | 2004 |
|
RU2311165C2 |
| МНОГОСЛОЙНЫЙ КОРПУС ДЛЯ МЕДИЦИНСКИХ КОНТЕЙНЕРОВ И МЕДИЦИНСКИЙ КОНТЕЙНЕР | 2007 |
|
RU2448677C2 |
| МНОГОСЛОЙНАЯ ПЛЕНКА ДЛЯ КОНТЕЙНЕРОВ ДЛЯ МЕДИЦИНСКИХ РАСТВОРОВ И КОНТЕЙНЕР, ВКЛЮЧАЮЩИЙ ЭТУ ПЛЕНКУ | 2008 |
|
RU2447996C2 |
| ПАКЕТ ДЛЯ ИНЪЕКЦИОННОГО РАСТВОРА И СБОРНАЯ КОНСТРУКЦИЯ С ПРЕПАРАТОМ ИНЪЕКЦИОННОГО РАСТВОРА | 2014 |
|
RU2671971C2 |
| ТРУБКА ДЛЯ БИОМЕДИЦИНЫ ИЗ НЕ СОДЕРЖАЩЕЙ ПВХ СИСТЕМЫ | 2008 |
|
RU2432261C2 |
| МНОГОСЛОЙНАЯ ТЕРМОУСАДОЧНАЯ ПЛЕНКА | 2014 |
|
RU2619787C9 |
| ГИБКИЙ КОНТЕЙНЕР ДЛЯ ПАРЕНТЕРАЛЬНЫХ ЖИДКОСТЕЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2183446C2 |
| МЕДИЦИНСКАЯ МНОГОСЛОЙНАЯ ПЛЕНКА И МЕДИЦИНСКИЙ КОНТЕЙНЕР | 1994 |
|
RU2105571C1 |
| УСОВЕРШЕНСТВОВАННЫЕ СТРУКТУРЫ ИЗ ПОЛИМЕРОВ, ПОЛУЧЕННЫХ С ПРИМЕНЕНИЕМ КАТАЛИЗАТОРОВ С ОДНИМ АКТИВНЫМ ЦЕНТРОМ | 1999 |
|
RU2248885C2 |

Группа изобретений относится к медицинской технике. Медицинский инфузионный мешок содержит корпус из полиэтиленовой пленки в форме мешка для хранения медицинского инфузионного раствора и приваренный к дну корпуса трубчатый порт, через который медицинский инфузионный раствор выпускают из корпуса. В качестве трубчатого порта используется многослойная трубка для медицинского применения. Трубка содержит наружный, внутренний и адгезионный слои. Наружный слой содержит полиэтилен высокой плотности. Внутренний слой содержит полимерный материал, который содержит статистический полипропилен и/или блок-полипропилен. Адгезионный слой предоставлен между наружным и внутренним слоями и содержит адгезионную смолу. Также трубка может содержать наружный и внутренний слои. При этом наружный слой содержит полимерный материал, который содержит полиэтилен высокой плотности и адгезионную смолу, где содержание адгезивной смолы составляет от 20 до 60 масс. %. Внутренний слой содержит полимерный материал, который содержит статистический полипропилен и/или блок-полипропилен. Применение группы изобретений позволит повысить адгезионную способность трубки к полиэтиленовому мешку и полипропиленовому коннектору, а также повысить теплостойкость. 3 н.п. ф-лы, 3 ил., 3 табл., 16 пр.
1. Многослойная трубка для медицинского применения, которая используется в качестве трубчатого порта и приварена к корпусу мешка медицинского инфузионного раствора, через который медицинский инфузионный раствор выпускают из корпуса мешка, включающая
наружный слой, содержащий полиэтилен высокой плотности, и внутренний слой, содержащий полимерный материал, который содержит статистический полипропилен и/или блок-полипропилен, и
адгезионный слой, содержащий адгезионную смолу, которая предоставлена между наружным слоем и внутренним слоем.
2. Многослойная трубка для медицинского применения, которая используется в качестве трубчатого порта и приварена к корпусу мешка медицинского инфузионного раствора, через который медицинский инфузионный раствор выпускают из корпуса мешка, включающая
наружный слой, содержащий полимерный материал, который содержит полиэтилен высокой плотности и адгезионную смолу, где содержание адгезивной смолы составляет от 20 до 60 масс. %, и
внутренний слой, содержащий полимерный материал, который содержит статистический полипропилен и/или блок-полипропилен.
3. Медицинский инфузионный мешок, включающий корпус мешка, изготовленный из полиэтиленовой пленки в форме мешка, который хранит медицинский инфузионный раствор, и трубчатый порт, приваренный к дну корпуса мешка, через который медицинский инфузионный раствор выпускают из корпуса мешка, при этом в качестве трубчатого порта используется многослойная трубка для медицинского применения по п. 1 или 2.
| WO 2008127046 A1, 23.10.2008 | |||
| WO 02055298 A2, 18.07.2002 | |||
| JP 4249817 B2, 08.04.2009 | |||
| ГИБКИЙ КОНТЕЙНЕР ДЛЯ ПАРЕНТЕРАЛЬНЫХ ЖИДКОСТЕЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2183446C2 |
| US 2010163446 A1, 01.07.2010 | |||
| US 6004636 A1, 21.12.1999 | |||
| Устройство синхрнизации многоканальных телеметрических систем | 1975 |
|
SU567210A1 |

