ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к многослойному корпусу для медицинских контейнеров и медицинскому контейнеру, который содержит отсек для хранения медицинской жидкости, сформированный из многослойного корпуса для медицинских контейнеров.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Примеры используемых в медицинской сфере медицинских контейнеров, сформированных из полимеров, включают ампулы, сосуды, шприцы и инфузионные мешки, выполненные из пленок. Кроме того, примеры таких полимеров включают полиолефины, такие как полиэтилен и полипропилен, а также эластомеры на основе стирола, полимеры винилхлорида, сополимеры этилен-винилацетата и циклические полиолефины.
Среди этих полимеров полиэтилен проявляет превосходные гигиенические свойства, обладает гибкостью и не образует токсичных газов при сжигании, и, таким образом, широко используется для медицинских контейнеров. Однако известно, что если использовать полиэтилен для отсека внутри медицинского контейнера, который находится в контакте с медицинской жидкостью, то полиэтилен может адсорбировать из медицинской жидкости определенные лекарственные средства, например липофильные витамины, что приводит к снижению концентрации этих лекарственных средств в процессе хранения.
В итоге, циклические полиолефины, способные препятствовать какому-либо снижению титра определенного лекарственного средства, которое вызвано адсорбцией или абсорбцией этого лекарственного средства, проявляют прекрасную прозрачность, термостойкость и гигиенические свойства, а также предоставляют превосходные барьерные свойства, включая низкую скорость пропускания водяного пара, и все более широко используются в качестве материала для медицинских контейнеров. Одним из примеров медицинского контейнера, в котором используется циклический полиолефин, является предварительно набранный шприц, в котором камера шприца предварительно заполнена лекарственным средством, и такие предварительно набранные шприцы получают широкое распространение.
Кроме того, в патентном документе 1 раскрыт медицинский контейнер, который имеет многослойную структуру, в которой слой циклического полиолефина, сформированный из термопластического предельного полимера на основе норборнена, комбинирован со слоем синтетического полимера и/или защитным слоем или чем-то подобным.
В патентном документе 2 раскрыт медицинский контейнер, сформированный из многослойной пленки, имеющей поверхностный слой, гибкий слой, защитный слой и герметизирующий слой, в которой циклический полиолефин и этилен-α-олефиновый сополимер используются в качестве защитного слоя, а этилен-α-олефиновый сополимер используется в качестве основного компонента других слоев.
В патентном документе 3 раскрыта ламинированная пленка, в которой слой В, состоящий из линейного полиэтилена низкой плотности, обладающего определенной температурой плавления и температурой размягчения по Вика, ламинирован на любую одну или обе поверхности слоя A, состоящего из полимера, такого как циклический полиолефин, а также раскрыт медицинский контейнер, в котором используется эта ламинированная пленка.
Кроме того, в патентном документе 4 раскрыт медицинский контейнер, в котором используется ламинированная пленка, полученная ламинированием слоя герметика, который в качестве основного компонента содержит полимер на основе циклического полиолефина с определенной температурой стеклования, на подложку, которая в качестве основного компонента содержит полимер на основе полиолефина с определенной температурой плавления.
[Патентный документ 1] Публикация японского патента (выдан) № 3227709
[Патентный документ 2] Международная публикация патента 03/097355, памфлет
[Патентный документ 3] Нерассмотренная японская патентная заявка, первая публикация № 2004-167800
[Патентный документ 4] Нерассмотренная японская патентная заявка, первая публикация № 2005-254508
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
Тем не менее, в параграфе 0027 патентного документа 1 и параграфе 0004 патентного документа 2 раскрыто, что недостатком циклических полиолефинов является плохая адгезионная способность. Таким образом, в процессе изготовления многослойной пленки, описанной в патентном документе 1, условия требуют использования адгезива при ламинировании слоя циклического полиолефина на другие слои. Однако существует возможность, что из многослойной пленки, в которой использован адгезив, будут вытекать компоненты, полученные из адгезива. Таким образом, из гигиенических соображений использование этого типа многослойных пленок в медицинских контейнерах и, в частности, в качестве внутренних слоев, расположенных близко к медицинской жидкости, является нежелательным.
В технологии, раскрытой в патентном документе 2, циклический полиолефин смешивают с этилен-α-олефиновым сополимером для улучшения адгезионной способности циклического полиолефина, и эту смесь используют для формирования защитного слоя. Однако такое смешивание с этилен-α-олефиновым сополимером вызывает ухудшение барьерных свойств защитного слоя, через который возможна абсорбция лекарственного средства слоем, смежным с защитным слоем. Кроме того, при увеличении толщины защитного слоя в попытке улучшения барьерных свойств возникает проблема, которая заключается в том, что увеличение толщины вызывает соответствующую потерю гибкости.
Кроме того, термостойкость медицинских контейнеров, раскрытых в патентных документах 3 и 4, не отвечает требованиям, а также эти материалы непригодны для медицинских контейнеров, которые необходимо стерилизовать с использованием пара под высоким давлением или чего-то подобного. Кроме того, ламинированные пленки, раскрытые в патентных документах 3 и 4, также имеют склонность к такому недостатку, как низкое сопротивление слипанию.
Настоящее изобретение выполнено в свете описанных выше обстоятельств и своей целью имеет предоставление многослойного корпуса для медицинских контейнеров, в котором самый внутренний слой, сформированный из циклического полиолефина, без использования адгезива проявляет подходящую адгезию к другому слою, который проявляет превосходную термостойкость и который обеспечивает подходящее сопротивление слипанию при формировании в виде пленки, а также предоставление медицинского контейнера, сформированного из этого многослойного корпуса для медицинских контейнеров, который в наименьшей степени страдает от ухудшения таких свойств, как прозрачность и сопротивление отслаиванию, даже при стерилизации паром под высоким давлением или чем-то подобным.
СРЕДСТВА РЕШЕНИЯ ПРОБЛЕМ
Многослойный корпус для медицинских контейнеров по настоящему изобретению используется для формирования медицинского контейнера и содержит по меньшей мере самый внутренний слой, состоящий из циклического полиолефина, промежуточный слой, который сформирован рядом с самым внутренним слоем и содержит в качестве основного компонента линейный полиэтилен низкой плотности, полученный с использованием катализатора с единым центром полимеризации, и самый наружный слой, который содержит полиэтилен высокой плотности.
Циклический полиолефин предпочтительно представляет собой гидрогенизированный продукт полимеризации циклического олефинового мономера с раскрытием кольца.
Плотность линейного полиэтилена низкой плотности предпочтительно составляет не менее 0,860 г/см3, но менее 0,940 г/см3.
Плотность полиэтилена высокой плотности предпочтительно находится в диапазоне от 0,940 до 0,970 г/см3.
Самый наружный слой предпочтительно представляет собой или смесь полиэтилена высокой плотности и полиэтилена высокого давления и низкой плотности, или состоит только из полиэтилена высокой плотности.
Многослойный корпус для медицинских контейнеров по настоящему изобретению предпочтительно имеет общую толщину в диапазоне от 60 до 1000 мкм, состоит из трех слоев - самого внутреннего слоя толщиной от 5 до 100 мкм, промежуточного слоя и самого наружного слоя толщиной от 5 до 100 мкм.
Медицинский контейнер по настоящему изобретению содержит отсек для хранения медицинской жидкости, в котором по меньшей мере отсек для хранения сформирован из указанного выше многослойного корпуса для медицинских контейнеров.
В этом случае многослойный корпус для медицинских контейнеров может представлять собой формованный раздувом корпус. Кроме того, многослойный корпус для медицинских контейнеров может представлять собой пленку, а отсек для хранения может быть изготовлен путем горячего формования пленки или может быть сформирован в форме мешка.
ЭФФЕКТ ИЗОБРЕТЕНИЯ
Настоящее изобретение позволяет предоставить многослойный корпус для медицинских контейнеров, в котором самый внутренний слой сформирован из циклического полиолефина, который без использования адгезива проявляет подходящую адгезию к другому слою, который проявляет превосходную термостойкость и который обеспечивает подходящее сопротивление слипанию при формировании в виде пленки, а также предоставить медицинский контейнер, сформированный из этого многослойного корпуса для медицинских контейнеров, который в наименьшей степени страдает от ухудшения таких свойств, как прозрачность и сопротивление отслаиванию, даже при стерилизации паром под высоким давлением или чем-то подобным.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
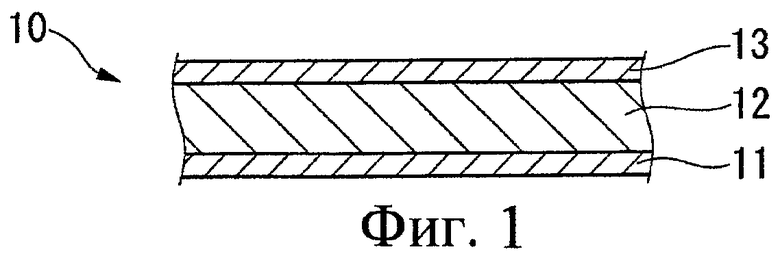
На фиг.1 приведен вид в поперечном разрезе, который иллюстрирует один пример многослойного корпуса по настоящему изобретению.
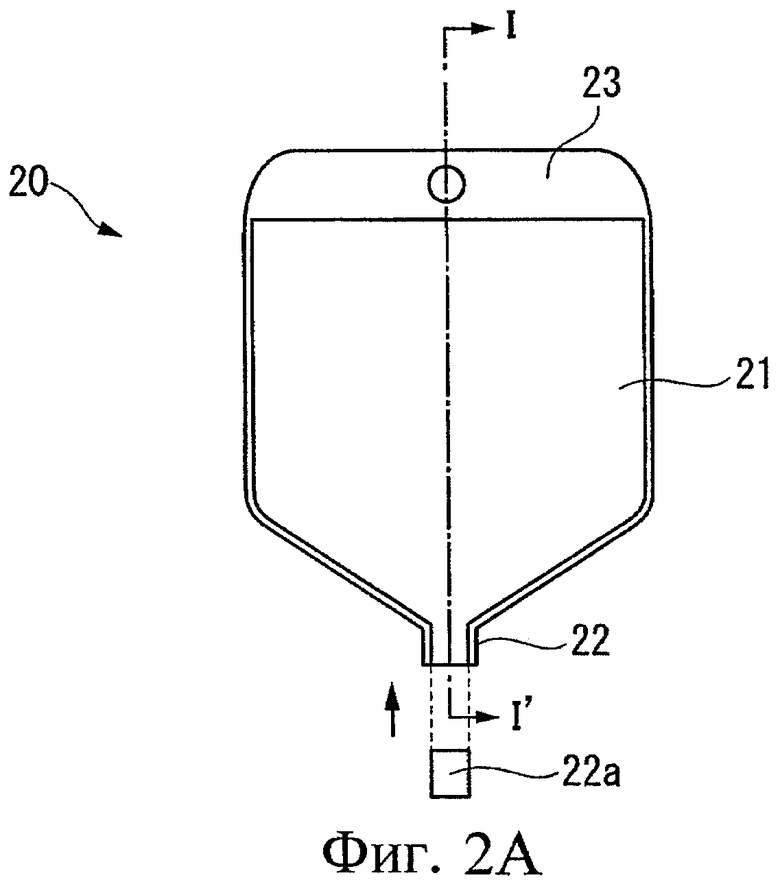
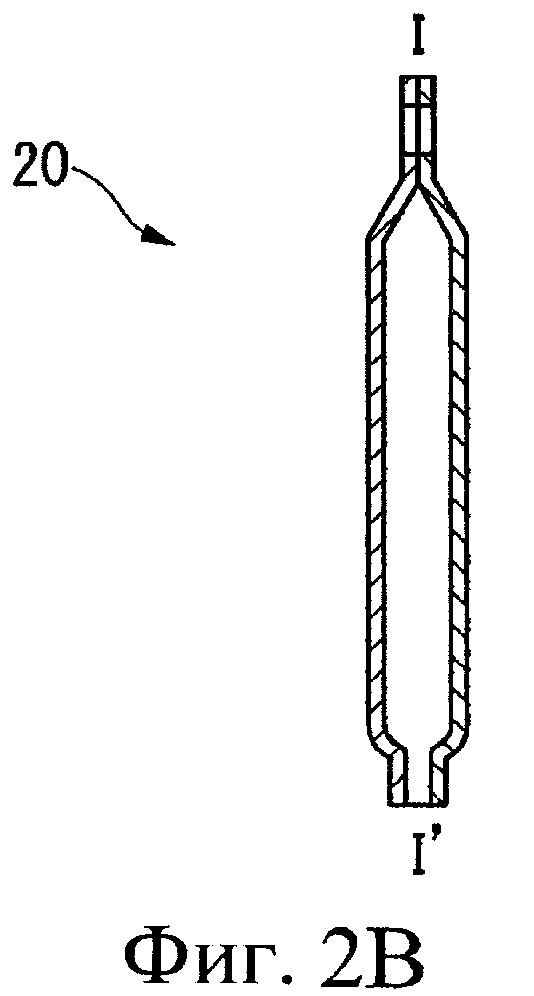
На фиг.2(A) приведен вид сверху, который иллюстрирует один пример медицинского контейнера по настоящему изобретению, и на фиг.2(B) приведен вид в поперечном разрезе вдоль линии I-I' на фиг.2(A).
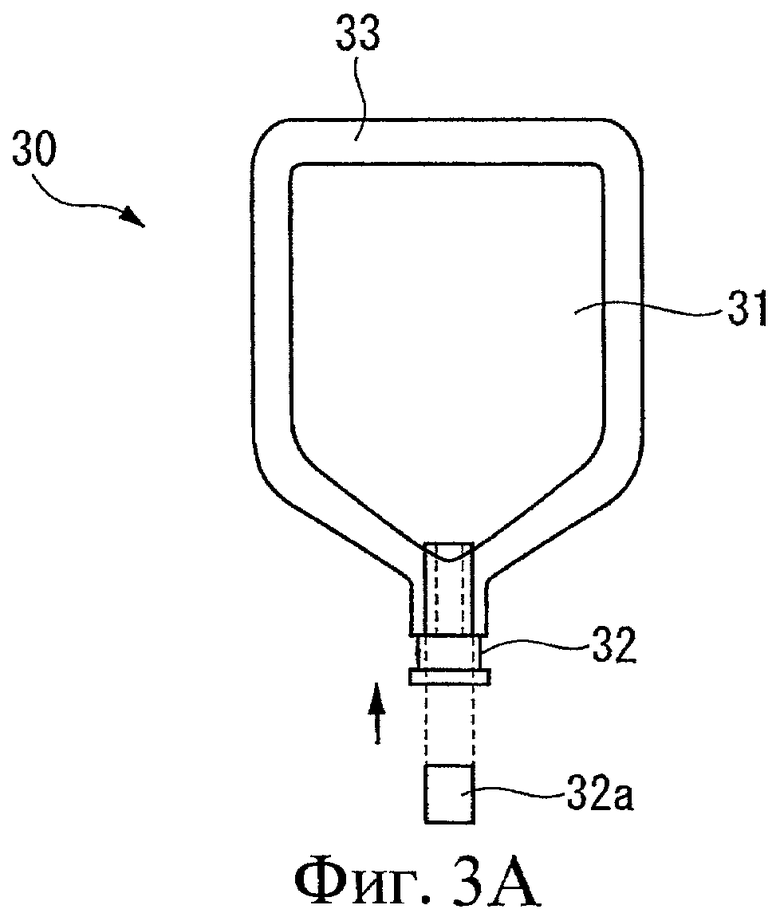
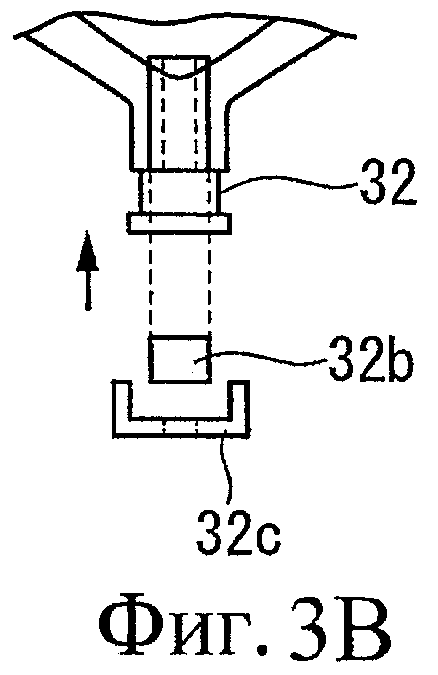
На фиг.3(A) приведен вид сверху, который иллюстрирует другой пример медицинского контейнера по настоящему изобретению, и на фиг.3(B) приведен вид сверху, который иллюстрирует другой пример области отверстия.
На фиг.4(A) приведен вид спереди, а на фиг.4(B) приведен вид сбоку формованного изделия из пленки, которое используется для изготовления медицинского контейнера, показанного на фиг.3.
На фиг.5 приведен вид сверху, который иллюстрирует еще один пример медицинского контейнера по настоящему изобретению.
На фиг.6 приведен вид сверху, который иллюстрирует многокамерный медицинский контейнер, который является одним из примеров медицинского контейнера по настоящему изобретению.
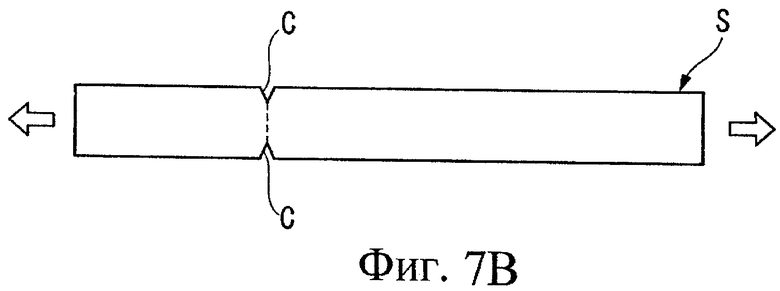
На фиг.7(A) приведено схематическое изображение, которое иллюстрирует тест на отслаивание, который использовался в примерах, и на фиг.7(B) приведен вид сверху, которое иллюстрирует способ получения образца для применения, которое показано на фиг.7(A).
ОПИСАНИЕ УСЛОВНЫХ ОБОЗНАЧЕНИЙ
10 Многослойный корпус
11 Самый внутренний слой
12 Промежуточный слой
13 Самый наружный слой
20, 30, 40 Медицинский контейнер
50 Многокамерный медицинский контейнер
ЛУЧШИЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Далее представлено более подробное описание настоящего изобретения.
Многослойный корпус для медицинских контейнеров по настоящему изобретению используется для формирования медицинского контейнера и, в частности, его можно использовать для того, чтобы внутри медицинского контейнера формировать отсек для хранения, в котором хранится медицинская жидкость. Многослойный корпус содержит по меньшей мере самый внутренний слой, состоящий из циклического полиолефина, промежуточный слой, который сформирован рядом с самым внутренним слоем и в качестве основного компонента содержит линейный полиэтилен низкой плотности, полученный с использованием катализатора с единым центром полимеризации, и самый наружный слой, который содержит полиэтилен высокой плотности.
На фиг.1 приведена схема, которая иллюстрирует многослойный корпус для медицинских контейнеров (который далее будет обозначаться просто как «многослойный корпус») 10, который является одним из примеров настоящего изобретения.
Многослойный корпус 10 из этого примера представляет собой трехслойную структуру, изготовленную ламинированием, в приведенном порядке, самого внутреннего слоя 11, состоящего из циклического полиолефина, промежуточного слоя 12, который содержит в качестве основного компонента линейный полиэтилен низкой плотности, полученный с использованием катализатора с единым центром полимеризации, и самого наружного слоя 13, который содержит полиэтилен высокой плотности, и сформированную в виде пленки с использованием способа многослойного формования раздувом или способа многослойного экструзионного формования через T-образную головку с воздушным охлаждением или с водным охлаждением или чего-то подобного. В настоящем изобретении для пленок и листов используется общий термин «пленка».
Самый внутренний слой 11 становится внутренней поверхностью, когда медицинский контейнер сформирован из многослойного корпуса 10, и, следовательно, он находится в непосредственном контакте с медицинской жидкостью, содержащейся внутри медицинского контейнера. Самый внутренний слой 11 сформирован из циклического полиолефина.
Циклические полиолефины проявляют минимальную адсорбцию или абсорбцию лекарственных средств, и снижение титра медицинской жидкости, содержащейся внутри медицинского контейнера, можно уменьшить, если формировать медицинский контейнер из многослойного корпуса 10 так, чтобы слой, состоящий из циклического полиолефина, выполнял функцию самого внутреннего слоя 11. Кроме того, циклические полиолефины проявляют превосходные барьерные свойства, включая низкую скорость пропускания водяного пара, а также проявляют превосходные гигиенические свойства, высвобождая крайне мало загрязняющих веществ, что также делает циклические полиолефины идеальным материалом для самого внутреннего слоя 11. Кроме того, циклические полиолефины также обладают подходящей термостойкостью и прозрачностью, и оба эти свойства идеально подходят для использования в медицинских контейнерах, которые должны подвергаться стерилизации с использованием пара под высоким давлением или чего-то подобного, и предпочтительно должны быть прозрачными, так чтобы можно было осуществлять визуальный контроль содержимого контейнера извне.
Примеры циклических полиолефинов включают продукты полимеризации циклических олефиновых мономеров с раскрытием кольца и гидрогенизированные производные таких продуктов полимеризации с раскрытием кольца, аддитивные полимеры циклических олефиновых мономеров и аддитивные сополимеры циклического олефинового мономера и другого мономера, который поддается сополимеризации с циклическим олефиновым мономером. Среди них гидрогенизированные продукты полимеризации с раскрытием цикла циклических олефиновых мономеров являются предпочтительными с точки зрения термостойкости, механической прочности и т.п. Кроме того, с точки зрения получения полимера, обладающего слабо выраженными адсорбционными свойствами, использование исключительно углеводородного циклического олефинового мономера является предпочтительным.
Несмотря на то, что отсутствуют конкретные ограничения на циклические олефиновые мономеры, типичные примеры включают мономеры на основе норборнена и моноциклические олефиновые мономеры. Мономер на основе норборнена представляет собой мономер, в мономерной структуре которого содержится звено, полученное из структуры норборнена, а конкретные примеры включают бицикло[2.2.1]гепт-2-ен (тривиальное название: норборнен), трицикло[4.3.0.12,5]дека-3,7-диен (тривиальное название: дициклопентадиен), 7,8-бензотрицикло[4.3.0.12,5]дека-3-ен (тривиальное название: метанотетрагидрофлуорен) и тетрацикло[4.4.0.12,5.17,10]додека-3-ен (тривиальное название: тетрациклододецен). Кроме того, эти мономеры на основе норборнена могут содержать углеводородную группу из 1-3 атомов углерода. Конкретные примеры моноциклических олефиновых мономеров включают циклогексен, циклогептен и циклооктен. Эти циклические олефиновые мономеры можно использовать по отдельности или в сочетаниях из двух или более типов циклических олефиновых мономеров.
Продукт полимеризации циклического олефинового мономера с раскрытием кольца получают посредством полимеризации циклического олефинового мономера с помощью реакции обмена в присутствии известного катализатора полимеризации с раскрытием кольца. Кроме того, гидрогенизированный продукт полимеризации циклического олефинового мономера с раскрытием кольца получают посредством гидрогенизации продукта полимеризации с раскрытием кольца с использованием известного катализатора гидрогенизации.
Примеры других мономеров, которые поддаются аддитивной сополимеризации с циклическим олефиновым мономером, включают α-олефины из 2-20 атомов углерода, такие как этилен, пропилен, 1-бутен и 1-гексен. Любой из этих α-олефинов можно использовать по отдельности или в сочетании из двух или более типов α-олефинов. Аддитивные (со)полимеры циклического олефинового мономера можно получить посредством осуществления полимеризации с использованием стандартного катализатора, состоящего из соединения титана или циркония и органоалюминиевого соединения.
Среди различных циклических полиолефинов, доступных на рынке, примеры аддитивных (со)полимеров циклических олефиновых мономеров включают продукты APEL (зарегистрированная торговая марка), которые производятся компанией Mitsui Chemicals, Inc., и TOPAS (зарегистрированная торговая марка), которые производятся компанией Ticona GmbH, тогда как примеры гидрогенизированных продуктов полимеризации циклических олефиновых мономеров с раскрытием кольца включают продукты ZEONOR (зарегистрированная торговая марка) и ZEONEX (зарегистрированная торговая марка), которые производятся компанией Zeon Corporation.
Температура стеклования (также в дальнейшем она будет обозначаться как Tg) циклического полиолефина предпочтительно находится в диапазоне от 70 до 180°C и более предпочтительно от 100 до 140°C. Если Tg составляет менее 70°C, то термостойкость медицинского контейнера, сформированного из многослойного корпуса 10, будет склонна к снижению, и медицинский контейнер может оказаться непригодным для стерилизации с использованием пара под высоким давлением или чего-то подобного. Наоборот, если Tg превышает 140°C, то возможно ухудшение формуемости и качества термосварки многослойного корпуса. В настоящем описании температура стеклования относится к величине, которую измеряют в соответствии с JIS К 7121 с использованием дифференциального сканирующего калориметра (в дальнейшем обозначается аббревиатурой DSC) и которая в основном содержится в каталогах и технических данных, предоставляемых производителем.
Tg циклического полиолефина может быть подобрана произвольным образом с помощью способа, в котором в соответствующем соотношении вместе смешивают те циклические полиолефины из множества циклических полиолефинов, которые проявляют подходящую совместимость. Степень совместимости смеси циклических полиолефинов может быть определена с помощью DSC для того, чтобы измерить Tg смеси. В случае если смесь обладает подходящей совместимостью, то наблюдается только одна Tg, тогда как в случаях с не вполне достаточной совместимостью наблюдается несколько Tg. Предпочтительна смесь с достаточной совместимостью, поскольку она способна обеспечить сочетание некоторого уровня термостойкости, который способен противостоять температуре запланированной стерилизации паром под высоким давлением, и подходящей формуемости.
Несмотря на то что самый внутренний слой 11 состоит из циклического полиолефина, он также может включать обычные количества любых добавок, которые, как правило, используются в сфере полимеров, например антистатические средства, антиоксиданты, смазки, противозапотевающие средства, поглотители ультрафиолетовых лучей и нейтрализующие средства, при условии, что добавление этих добавок не ослабляет эффекты настоящего изобретения.
Промежуточный слой 12, сформированный рядом с самым внутренним слоем 11, описанным выше, получен с использованием катализатора с единым центром полимеризации, примером которого может служить металлоценовый катализатор, и в качестве основного компонента содержит линейный полиэтилен низкой плотности (далее также обозначается как ЛПЭНП) с плотностью не менее 0,860 г/см3, но менее 0,940 г/см3. В настоящем документе выражение «основной компонент» указывает на то, что содержание составляет по меньшей мере 50% по массе.
Этот тип ЛПЭНП, полученный с использованием катализатора с единым центром полимеризации, проявляет превосходную адгезию к циклическим полиолефинам, и в наименьшей степени страдает ухудшением способности к адгезии, даже когда подвергается воздействию высокой температуры и высокой влажности в процессе стерилизации паром под высоким давлением. Таким образом, предоставляя этот тип промежуточного слоя 12, содержащий ЛПЭНП в качестве основного компонента рядом с самым внутренним слоем 11, состоящим из циклического полиолефина, другие слои могут быть прикреплены удобным и прочным образом с помощью этого промежуточного слоя 12. Кроме того, ЛПЭНП, полученный с использованием катализатора с единым центром полимеризации, проявляет превосходную прозрачность и в наименьшей степени страдает ухудшением этой прозрачности, даже когда подвергается воздействию высокой температуры и высокой влажности. По этим причинам многослойный корпус 10, снабженный этим типом промежуточного слоя 12, идеален для формирования медицинских контейнеров, для которых требуется стерилизация с помощью пара под высоким давлением.
Удобно использовать любой ЛПЭНП продукта, полученный с использованием катализатора с единым центром полимеризации и обладающий плотностью не менее 0,860 г/см3, но менее 0,940 г/см3, хотя среди таких продуктов предпочтительным является использование ЛПЭНП, обладающего плотностью в диапазоне от 0,900 до 0,917 г/см3, поскольку он придает многослойному корпусу 10 и медицинскому контейнеру превосходную термостойкость, которая не испытывает никаких проблем, даже при стерилизации с использованием пара под высоким давлением при температуре 121°C, а также способен препятствовать какому-либо ухудшению сопротивления отслаиванию промежуточного слоя 12 от самого внутреннего слоя 11 при стерилизации медицинского контейнера, сформированного из многослойного корпуса 10, с использованием пара под высоким давлением. Если плотность ЛПЭНП составляет менее 0,860 г/см3, то термостойкость может ухудшаться. Наоборот, если плотность ЛПЭНП превышает 0,940 г/см3, то может ухудшаться прозрачность и ударная прочность контейнера.
Кроме того, сочетание нескольких типов ЛПЭНП, обладающих различными плотностями, можно использовать в качестве ЛПЭНП, полученного с использованием катализатора с единым центром полимеризации.
Кроме того, среди различных ЛПЭНП продуктов, полученных с использованием катализатора с единым центром полимеризации, предпочтительными являются те, в которых распределение состава из этилена и α-олефина, измеренное с помощью анализа состава, явно указывает на превосходную технологичность и ударную прочность. Примеры коммерчески доступных продуктов, которые проявляют эти типы свойств и которые удобно использовать, включают продукты HARMOREX (зарегистрированная торговая марка), производимые компанией Japan Polyethylene Corporation, UMERIT (зарегистрированная торговая марка), производимые компанией Ube Industries, Ltd., и EVOLUE (зарегистрированная торговая марка), производимые компанией Prime Polymer Co., Ltd.
В качестве основного компонента промежуточный слой 12 содержит ЛПЭНП, полученный с использованием катализатора с единым центром полимеризации, конкретно в количестве по меньшей мере 50% по массе, и с точки зрения достижения подходящей гибкости, это количество предпочтительно составляет по меньшей мере 65% по массе и более предпочтительно 80% по массе или более, хотя промежуточный слой 12 также может содержать другие полиэтилены или циклические полиолефины, при условии, что добавление этих других соединений не ослабляет адгезию к самому внутреннему слою 11. В частности, если полиэтилен высокой плотности, обладающий плотностью, которая превышает плотность ЛПЭНП, полученного с использованием катализатора с единым центром полимеризации, используется в сочетании с ЛПЭНП в количестве, которое предпочтительно составляет не более 30% по массе и более предпочтительно не более 25% по массе, то может быть улучшена термостойкость, а также может быть ослаблено какое-либо ухудшение способности промежуточного слоя 12 к адгезии, вызванное стерилизацией паром под высоким давлением. Таким образом, кроме этого можно добиться другого преимущества, которое заключается в превосходном внешнем виде многослойного корпуса 10, если использовать сочетание ЛПЭНП с другими полиэтиленами или циклическими полиолефинами.
Кроме того, промежуточный слой 12 также может включать обычные количества любых добавок, которые, как правило, используются в сфере полимеров, например антистатические средства, антиоксиданты, смазки, противозапотевающие средства, поглотители ультрафиолетовых лучей и нейтрализующие средства, при условии, что добавление этих добавок не ослабляет эффектов настоящего изобретения.
Самый наружный слой 13 становится самым наружным слоем, если медицинский контейнер сформирован из многослойного корпуса 10, и содержит полиэтилен высокой плотности (далее также обозначается как ПЭВП).
Предоставляя слой, содержащий ПЭВП, в качестве самого наружного слоя 13, можно улучшить термостойкость изготовленного многослойного корпуса 10, и может быть сформирован медицинский контейнер, который в наименьшей степени страдает от ухудшения свойств медицинского контейнера, например, от деформации поверхности контейнера после стерилизации паром под высоким давлением. Кроме того, в случае многослойного корпуса 10 в виде пленки, например, такого, который проиллюстрирован на фиг.1, для хранения или манипулирования продукт зачастую будет смотан в виде рулона, а предоставление слоя, содержащего ПЭВП, в качестве самого наружного слоя 13 гарантирует то, что многослойный корпус 10 будет проявлять превосходное сопротивление слипанию.
Удобно использовать любой ПЭВП продукт, обладающий плотностью в диапазоне от 0,940 до 0,970 г/см3, хотя среди таких ПЭВП продуктов использование ПЭВП, обладающего плотностью от 0,945 до 0,970 г/см3, придает многослойному корпусу 10 превосходные термостойкость и сопротивление слипанию. Кроме того, также можно использовать сочетание из нескольких типов ПЭВП, обладающих различными плотностями.
Идеальное количество ПЭВП в самом наружном слое 13 меняется в зависимости от плотности ПЭВП, но, например, если плотность ПЭВП находится в диапазоне от 0,945 до 0,970 г/см3, то это гарантирует, что содержание ПЭВП в самом наружном слое 13, равное по меньшей мере 20% по массе, сделает возможным формирование медицинского контейнера с подходящей термостойкостью, который в наименьшей степени страдает от ухудшения свойств контейнера, даже при стерилизации с использованием пара под высоким давлением при температуре 121°C. Однако для того, чтобы добиться более стабильного уровня термостойкости и превосходного сопротивления слипанию, содержание ПЭВП в самом наружном слое 13 предпочтительно составляет по меньшей мере 30% по массе, более предпочтительно 70% по массе или более и наиболее предпочтительно 100% по массе.
Однако другие полимеры также могут входить в состав самого наружного слоя 13 в целях увеличения стабильности формования, и в таких случаях содержание ПЭВП может быть изменено соответствующим образом. Примеры таких других полимеров включают полиолефины, отличающиеся от ПЭВП, и другие полиэтиленовые полимеры, например, особенно благоприятным является использование линейного полиэтилена низкой плотности и полиэтилена высокого давления и низкой плотности. Среди них, использование полиэтилена высокого давления и низкой плотности в сочетании с ПЭВП дает более значительное увеличение стабильности формования самого наружного слоя 13. Полиэтилен высокого давления и низкой плотности предпочтительно имеет плотность в диапазоне от 0,910 до 0,935 г/см3 и более предпочтительно от 0,920 до 0,935 г/см3.
Кроме того, самый наружный слой 13 также может включать обычные количества любых добавок, которые, как правило, используются в сфере полимеров, например антистатические средства, антиоксиданты, смазки, противозапотевающие средства, поглотители ультрафиолетовых лучей и нейтрализующие средства, при условии, что добавление этих добавок не ослабляет эффектов настоящего изобретения. Кроме того, самый наружный слой 13 также может подвергаться модифицированию, например, сшиванию с помощью пучка электронов для того, чтобы дополнительно улучшить термостойкость.
Несмотря на то что отсутствуют конкретные ограничения общей толщины многослойного корпуса 10, его толщина в основном находится в диапазоне от 60 до 1000 мкм, и, если принимать во внимание такие факторы, как гибкость и прочность многослойного корпуса 10, то толщина предпочтительно находится в диапазоне от 100 до 600 мкм и более предпочтительно от 100 до 400 мкм.
Несмотря на то что отсутствуют конкретные ограничения толщины каждого слоя, толщина самого внутреннего слоя 11 предпочтительно находится в диапазоне от 5 до 100 мкм, а толщина самого наружного слоя 13 предпочтительно находится в диапазоне от 5 до 100 мкм. Если толщина самого внутреннего слоя 11 составляет менее 5 мкм, то существует вероятность того, что лекарственное средство, содержащееся внутри контейнера, может быть адсорбировано более быстро, тогда как если толщина превышает 100 мкм, то гибкость и качество термосварки многослойного корпуса 10, достигаемые при формировании медицинского контейнера из многослойного корпуса 10, могут ухудшаться. Кроме того, если толщина самого наружного слоя 13 составляет менее 5 мкм, то существует вероятность того, что может ухудшаться термостойкость многослойного корпуса 10, тогда как если толщина превышает 100 мкм, то может ухудшаться прозрачность.
Таким образом, в случае многослойного корпуса 10, состоящего из трех слоев, общая толщина предпочтительно соответствует значению в диапазоне от 60 до 1000 мкм, толщина самого внутреннего слоя 11 предпочтительно соответствует диапазону от 5 до 100 мкм, и толщина самого наружного слоя предпочтительно соответствует диапазону от 5 до 100 мкм, а оставшаяся толщина соответствует толщине промежуточного слоя 12.
В тех случаях, когда многослойный корпус 10, состоящий из трех слоев, представляет собой пленку, толщина самого внутреннего слоя 11 предпочтительно составляет от 5 до 100 мкм, толщина промежуточного слоя 12 предпочтительно составляет от 50 до 300 мкм, а толщина самого наружного слоя предпочтительно составляет от 5 до 100 мкм.
Как описано выше, многослойный корпус 10, изображенный на фиг.1, состоит из трех слоев, из которых самый внутренний слой 11, состоящий из циклического полиолефина, и самый наружный слой 13, содержащий ПЭВП, удобно соединены вместе с помощью промежуточного слоя 12, расположенного между ними, и, несмотря на то, что эта структура обладает удовлетворительными свойствами для применения в качестве многослойного корпуса 10 для медицинского контейнера, один или несколько дополнительных слоев может быть предоставлено между промежуточным слоем 12 и самым наружным слоем 13, что создаст многослойный корпус из четырех слоев или более для того, чтобы придать структуре другие дополнительные свойства. Примеры таких дополнительных слоев включают слой газоизоляционного полимера, сформированный из сополимера этилена-винилового спирта или чего-то подобного, слой адгезивного полимера, сформированный из этилен-винилацетатного сополимера или чего-то подобного, слой, не пропускающий ультрафиолет, который сформирован из полиолефинового полимера, содержащего оксид железа или что-то подобное, или слой, поглощающий кислород, который сформирован из соли кобальта и полиамидного полимера, такого как MXD нейлон, полученный из ксилилендиамина и α,ω-линейной алифатической двухосновной кислоты, например адипиновой кислоты.
Кроме того, многослойный корпус не обязательно должен иметь конфигурацию многослойного корпуса 10 в виде пленки, например, показанного на фиг.1, и, что подробно описано далее, также может принимать трехмерную форму многослойного корпуса, такого как корпус, формованный раздувом, который сформован с использованием способа многослойного формования раздувом (способ многослойного полого формования).
Медицинский контейнер по настоящему изобретению относится к отсеку для хранения медицинской жидкости, где по меньшей мере отсек для хранения сформирован из многослойного корпуса, описанного выше. Многослойный корпус расположен так, чтобы самый внутренний слой формировал внутреннюю поверхность отсека для хранения и самый наружный слой формировал наружную поверхность. Кроме того, помимо отсека для хранения, обычно медицинский контейнер содержит область отверстия, которая играет роль отверстия для введения и извлечения медицинской жидкости.
Конкретные примеры медицинского контейнера по настоящему изобретению описаны ниже со ссылками на рисунки.
На фиг.2 представлен медицинский контейнер 20, в котором отсек для хранения 21 и область отверстия 22 сформованы интегрированным образом с помощью способа многослойного формования раздувом. Верхний отсек этого медицинского контейнера 20 выполняет функцию части для подвешивания 23, которая имеет сформированное в ней отверстие для подвешивания, тогда как нижняя область отверстия 22 герметически закрыта резиновой пробкой 22a, которая изготовлена с использованием способа литьевого формования, чтобы предоставить слой синтетического полимера, который может быть приварен к самому внутреннему слою 11 вокруг внешней периферии по бокам от круглого резинового материала цилиндрической формы, который можно проколоть инъекционной иглой.
Этот медицинский контейнер 20 может быть изготовлен с помощью обычного способа многослойного формования раздувом с использованием установки для многослойного формования раздувом. Другими словами, экструдируют многослойную заготовку для выдувания и затем вставляют в форму для литья под давлением, после чего в многослойную заготовку для выдувания закачивают очищенный воздух. С использованием формы для литья под давлением, которая позволяет интегральным образом формовать отсек для хранения 21 и область отверстия 22, медицинский контейнер 20, изображенный на фиг.2, может быть сформирован из полого корпуса, формованного раздувом. Кроме того, точность передачи формы для литья под давлением можно улучшить, когда, перед тем как вставить многослойную заготовку для выдувания в форму для литья под давлением, предварительно проводят предварительное раздувание с использованием очищенного воздуха, и затем, после закрытия формы для литья под давлением, осуществляют укладку внутри формы для литья под давлением при отрицательном давлении с использованием вакуумных отверстий, предусмотренных в форме для литья под давлением.
Другие возможные способы формирования области отверстия, помимо описанного выше способа многослойного формования раздувом, в котором область отверстия интегрированным образом сформирована вместе с отсеком для хранения, включают способы, например, показанные на фиг.3 и описанные ниже, в которых отдельно изготовленная цилиндрическая деталь прикрепляется к отсеку для хранения с помощью термосварки, и способы, в которых цилиндрическая деталь предоставлена в виде вставки, используемой в способе формования раздувом со вставкой, которую объединяют с отсеком для хранения во время процесса формования. В тех случаях, когда используется деталь цилиндрического типа, в дополнение к тем конфигурациям, в которых резиновая пробка 22a вставлена внутрь цилиндрической детали для герметизации контейнера, возможна другая конфигурация, в подробностях описанная ниже со ссылкой на фиг.3(B), в которой резиновую пробку вставляют внутрь цилиндрической детали, на периферию резиновой пробки надевают кольцевидный колпачок и затем с помощью ультразвука или чего-то подобного приваривают колпачок к цилиндрической детали.
На фиг.3(A) показан медицинский контейнер 30, сформированный из отсека для хранения 31, который был сформирован с помощью горячего формования пленки, и области отверстия 32, которая представляет собой цилиндрическую деталь, которая герметически закрыта резиновой пробкой 32a, прикрепленной с помощью термосварки. Отсек для хранения 31 этого медицинского контейнера 30 сформирован наложением двух пленочных формованных изделий 10', показанных на фиг.4, которые затем скреплены периферическими частями 33 этих двух формованных изделий с помощью термосварки.
Другими словами, при изготовлении такого медицинского контейнера 30, сначала с помощью способа горячего формования, например вакуумного формования или формования под давлением воздуха, формируют пленочные многослойные корпуса 10, например, как показано на фиг.1, которые имеют вогнутое вдавление в центральной части пленки, которое соответствует внутренней форме отсека для хранения 31, и таким образом получают пленочные формованные изделия 10', изображенные на фиг.4. Затем, два таких полученных пленочных формованных изделия 10' накладывают друг на друга так, чтобы вогнутые вдавления были обращены друг на друга. Затем цилиндрическую деталь размещают в заранее определенном положении и периферические части двух пленочных формованных изделий 10' скрепляют термосваркой. Температура термосварки меняется в зависимости от общей толщины многослойного корпуса 10 и, несмотря на то, что отсутствуют конкретные ограничения, предпочтительно находится в диапазоне приблизительно от 150 до 280°C. Кроме того, после термосварки можно подравнивать периферические части, если это необходимо. С использованием этого способа формирование отсека для хранения 31 и формирование области отверстия 32 с помощью термосварки цилиндрической детали происходит одновременно, что позволяет изготовить медицинский контейнер 30, изображенный на фиг.3(A).
Также формирование отсека для хранения 31 и формирование области отверстия 32 можно осуществлять в виде отдельных стадий.
Материал для цилиндрической детали, используемой при формировании области отверстия 32, предпочтительно представляет собой такой же циклический полиолефин, какой используется для самого внутреннего слоя 11 многослойного корпуса 10, поскольку он обеспечивает более удобное скрепление с отсеком для хранения 31 с помощью термосварки. Однако данный материал не ограничивается циклическим полиолефином, при условии, что с помощью термосварки можно добиться герметичного скрепления с отсеком для хранения 31, и также можно использовать, например, ЛПЭНП продукты, полученные с использованием катализатора с единым центром полимеризации, или материалы, обладающие таким же составом, что и промежуточный слой 12. Кроме того, также можно использовать многослойный материал, в котором на поверхности цилиндрической детали, которая подвергается термосварке, используется термосвариваемый полимер. Альтернатива формированию области отверстия 32 из цилиндрической детали и резиновой пробки 32a представлена на фиг.3(B) и сводится к тому, что резиновую пробку 32b вставляют в цилиндрическую деталь, на периферию резиновой пробки 32b надевают кольцевидный колпачок 32c и затем с помощью ультразвука или чего-то подобного приваривают колпачок 32c к цилиндрической детали.
На фиг.5 показан так называемый пленочный мешочный медицинский контейнер 40, который включает отсек для хранения 41, состоящий из пленочного многослойного корпуса 10, например, такого, который показан на фиг.1, и сформированный в форме мешка, и область отверстия 42, сформированную из цилиндрической детали.
Медицинский контейнер 40 из этого примера, в котором используется многослойный корпус, сформированный в форме цилиндра с помощью способа многослойного выдувания или чего-то подобного, может быть изготовлен посредством термосварки обоих концевых участков многослойного корпуса, чтобы сформировать отсек для хранения 41, термосварки цилиндрической детали в заранее определенном месте в одном из концевых участков, чтобы сформировать область отверстия 42, и формирования части для подвешивания на другом концевом участке. Термосварку двух концевых участков и термосварку цилиндрической детали можно проводить одновременно или на раздельных стадиях. Кроме того, вместо использования вышеупомянутого цилиндрического многослойного корпуса можно использовать два многослойных корпуса 10, например, таких, которые показаны на фиг.1, и в таком случае два многослойных корпуса накладывают друг на друга и затем с помощью термосварки скрепляют периферические части, чтобы сформировать отсек для хранения.
Кроме того, в этом примере область отверстия 42 герметически закрыта цилиндрической деталью, которая сформирована из циклического полиолефина или ЛПЭНП, полученного с использованием катализатора с единым центром полимеризации, резиновой пробки 42a, которую можно проколоть инъекционной иглой, и кольцевидного колпачка 42b, который надет на периферию резиновой пробки 42a.
В описанных выше медицинских контейнерах по меньшей мере отсек для хранения сформирован из многослойного корпуса, который содержит самый внутренний слой, состоящий из циклического полиолефина, промежуточный слой, который в качестве основного компонента содержит линейный полиэтилен низкой плотности, полученный с использованием катализатора с единым центром полимеризации, и самый наружный слой, который содержит полиэтилен высокой плотности, и, следовательно, все слои соединены вместе благоприятным образом, а медицинский контейнер обладает подходящими гигиеническими свойствами, превосходной термостойкостью и в наименьшей степени страдает ухудшением таких свойств, как прозрачность и сопротивление отслаиванию, даже при стерилизации с использованием пара под высоким давлением.
Медицинский контейнер не ограничен конфигурациями, содержащими один отсек для хранения, и, например, как показано на фиг.6, может быть сформирован многокамерный медицинский контейнер 50, в котором отсек для хранения 51 разделен на несколько секций с помощью разделяющей перемычки 52, которую можно использовать для формирования внутренних соединений между несколькими секциями, и в соответствующих секциях может раздельно храниться несколько медицинских жидкостей.
В многокамерном медицинском контейнере 50, показанном на фиг.6, разделяющая перемычка 52 сформирована так, чтобы располагаться поперек мешковидного отсека для хранения 51, таким образом разделяя отсек для хранения 51 на первую секцию для хранения 51a и вторую секцию для хранения 51b. При использовании многокамерного медицинского контейнера 50 пользователь может разрушить разделяющую перемычку 52, прикладывая внешнее давление или к первой секции для хранения 51a, или ко второй секции для хранения 51b, таким образом, давая медицинской жидкости внутри первой секции для хранения 51a возможность смешаться с медицинской жидкостью внутри второй секции для хранения 51b.
Не существует конкретных ограничений способа, используемого для формирования разделяющей перемычки 52, и, например, в тех случаях, когда в процессе формирования отсека для хранения 51 осуществляется термосварка, в то же время с помощью термосварки может быть сформирована разделяющая перемычка 52. Кроме того, разделяющая перемычка 52 также может быть сформирована на отдельной стадии с использованием обычного способа сварки, отличающегося от термосварки, такого как импульсная сварка. Кроме того, в тех случаях, когда отсек для хранения 51 изготовлен формованием раздувом, корпус, который формирует разделяющую перемычку 52, может быть предоставлен внутри формы для литья под давлением, используемой в процессе формования раздувом, таким образом, что разделяющая перемычка 52 может быть сформирована во время процесса формования раздувом.
Кроме того, хотя это и не показано на рисунках, при необходимости медицинский контейнер по настоящему изобретению может содержать светозащитный слой для защиты медицинской жидкости, причем этот светозащитный слой предоставлен с внешней стороны контейнера, и в частности с внешней стороны отсека для хранения. Примеры материалов, которые удобно использовать в качестве такого светозащитного слоя, включают металлическую фольгу, например алюминиевую фольгу, пленки с вакуумным напылением алюминия, ламинированные пленки, состоящие из металлической фольги и синтетической полимерной пленки, и синтетические полимерные пленки, содержащие пигмент. Среди этих светозащитных слоев алюминиевая фольга и пленка с вакуумным напылением алюминия проявляют не только подходящие светозащитные свойства, но также обладают подходящими влагоизоляционными, олеофобными и водоотталкивающими свойствами и, следовательно, являются предпочтительными с точки зрения увеличения параметров долговременного хранения медицинской жидкости, содержащейся внутри медицинского контейнера. Кроме того, этот светозащитный слой может быть предоставлен таким образом, который позволяет снимать этот слой с медицинского контейнера, чтобы медицинскую жидкость было видно снаружи в процессе использования медицинского контейнера.
В изложенном выше описании в качестве примера лекарственного средства, содержащегося внутри медицинского контейнера по настоящему изобретению, использовалась медицинская жидкость, но также можно использовать лекарственное средство, которое не является медицинской жидкостью, а в некоторой степени сформировано из порошкового состава, например антибиотик. Кроме того, конкретные примеры медицинской жидкости включают медицинские жидкости, которые используются в виде инъецируемых растворов, например контрастные средства, противомикробные средства, физиологические растворы и лекарственные средства для сердечнососудистой системы, но не ограничиваются ими.
ПРИМЕРЫ
Далее представлено более подробное описание настоящего изобретения, основанное на ряде примеров, хотя настоящее изобретение никоим образом не ограничивается описанными ниже примерами.
[Пример 1]
Медицинский контейнер 20, изображенный на фиг.2 и заполненный 100 мл воды, изготавливали способом, который описан ниже.
Сначала способ многослойного формования раздувом с применением установки для многослойного формования раздувом использовали для того, чтобы интегрированным образом формовать отсек для хранения 21 и область отверстия 22 из формованного раздувом корпуса с трехслойной структурой, которая содержит самый внутренний слой толщиной 30 мкм, промежуточный слой толщиной 250 мкм и самый наружный слой толщиной 20 мкм, которые ламинированы в приведенном порядке. Затем внутреннюю часть отсека для хранения 21 заполнили 100 мл воды через область отверстия 22, и с помощью термосварки резиновую пробку 22a закрепили внутри области отверстия 22 для того, чтобы герметически закрыть медицинский контейнер 20. Резиновую пробку 22a изготавливали способом литьевого формования, чтобы предоставить слой, состоящий из циклического полиолефина «ZEONEX» (производится компанией Zeon Corporation) (далее обозначается как «COP1»), который имеет скорость течения расплава (далее обозначается как «MFR», где нагрузка в процессе всех измерений MFR составляла 21,18 Н во всех примерах и сравнительных примерах), определявшуюся при температуре 280°C в соответствии с ISO 1133, которая равна 17 г/10 мин, и температуру стеклования 136°C вокруг наружной части периферии резиновой пробки.
Для самого внутреннего слоя использовали смесь циклических полиолефинов, которая содержала COP1 и циклический полиолефин «ZEONOR 1020R» (производится компанией Zeon Corporation) (далее обозначается как «COP2»), который имеет MFR, определявшуюся при температуре 280°C в соответствии с ISO 1133, равную 20 г/10 мин, и температуру стеклования 102°C, которые смешивали в массовом соотношении 1:1. Для данной смеси циклических полиолефинов наблюдали только одну Tg, которая составляла 119°C.
Для промежуточного слоя использовали смесь, которая содержала «HARMOREX» (производится компанией Japan Polyethylene Corporation), который представляет собой ЛПЭНП, полученный с использованием катализатора с единым центром полимеризации (далее также обозначается как «одноцентровый ЛПЭНП») и имеет MFR=1 г/10 мин при температуре 190°C и плотность 0,906 г/см3, и «NOVATEC» (производится компанией Japan Polyethylene Corporation), который представляет собой ПЭВП, который имеет MFR=3,5 г/10 при температуре 190°C мин и плотность 0,956 г/см3, которые смешивали в массовом соотношении 8:2.
Для самого наружного слоя использовали ПЭВП «NOVATEC» (производится компанией Japan Polyethylene Corporation), который имеет MFR=3,5 г/10 при температуре 190°C мин и плотность 0,955 г/см3.
Изготовленный таким образом заполненный водой медицинский контейнер 20 с фиг.2 подвергали стерилизации паром под высоким давлением в течение 30 минут при температуре 121°C с использованием распылительного парового стерилизатора высокого давления и оценивали свойства контейнера до и после стерилизации, используя описанные ниже способы. Результаты оценки приведены ниже в таблицах.
В примерах и сравнительных примерах оценку сопротивления слипанию и стабильности формования проводили только в тех случаях, когда для формирования отсека для хранения формовали пленку, и не проводили в таких примерах, как пример 1, в котором отсек для хранения был сформирован путем многослойного формования раздувом.
(Способы оценки)
(1) Сопротивление слипанию
Два многослойных корпуса размером 10 см×10 см накладывали друг на друга так, чтобы самые наружные слои двух корпусов образовывали контакт, прикладывали нагрузку 98 Н/100 см2, и корпуса оставляли в таком состоянии в течение 24 часов при температуре 60°C. Затем корпуса охлаждали до комнатной температуры и после устранения нагрузки расслаивали эти две пленки. Легкость этого расслаивания оценивали с помощью двух градаций, перечисленных ниже.
О: расслаивание проходило легко.
X: имело место сопротивление расслаиванию.
(2) Сопротивление отслаиванию
Полоски-образцы S шириной 15 мм нарезали из медицинских контейнеров до и после стерилизации паром под высоким давлением и, как показано на схеме на фиг.7(A), сопротивление отслаиванию в T-конфигурации самого внутреннего слоя 11 от промежуточного слоя 12 измеряли в соответствии с JIS К 6854-3 при скорости растягивания 300 мм/мин. Этот тест проводили с использованием прибора для испытания на растяжение. На фигуре символы P обозначают зажимные приспособления прибора для испытания на растяжение.
Для того чтобы добиться состояния, показанного на фиг.7(A), при котором только самый внутренний слой 11 образца S был разорван в области разрыва V, сначала, как показано на виде сверху на фиг.7(B), зубцы С ставили в двух противоположных положениях на продольных краях образца S, вырезанного из медицинского контейнера, а затем образец S протягивали в продольном направлении, которое указано стрелками, изображенными на фиг.7(B). Это протягивание позволило получить образец, в котором только самый внутренний слой 11 был полностью разорван в положении зубцов C, тогда как другие слои остались нетронутыми. Таким образом, поместив после этого образец в прибор для испытания на растяжение, как показано на фиг.7(A), можно было измерить сопротивление отслаиванию в области контакта между самым внутренним слоем 11 и промежуточным слоем 12.
(3) Прозрачность
Матовость измеряли до и после стерилизации паром под высоким давлением в соответствии с JIS К 7136.
(4) Термостойкость
Медицинский контейнер закрепляли на перфорированном металлическом подносе с круглыми отверстиями и подвергали стерилизации паром под высоким давлением с помощью распылительного парового стерилизатора высокого давления, и визуально оценивали внешний вид медицинского контейнера.
O: после стерилизации деформация или усадка не наблюдалась.
A: наблюдалась легкая деформация и/или усадка, например, шероховатость поверхности.
x: имела место значительная деформация и/или усадка, а на контейнере образовывались отпечатки от круглых отверстий в подносе.
(5) Стабильность формования
Оценивали стабильность формы пленки в форме трубки в процессе формования выдуванием и уровень возникновения складок на пленке.
O: форма трубки оставалась постоянной и не наблюдались складки на пленке.
X: форма трубки была непостоянной и наблюдались отклонения в диаметре трубки. На некоторых участках пленки наблюдались складки.
[Пример 2]
Медицинский контейнер 20 изготавливали тем же способом, что и в примере 1, за исключением того, что был изменен состав самого наружного слоя и конфигурация области отверстия 22.
Для самого наружного слоя использовали смесь, содержащую полиэтилен высокого давления и низкой плотности «NOVATEC» (производится компанией Japan Polyethylene Corporation), который имеет MFR=1,1 г/10 мин при температуре 190°C и плотность 0,927 г/см3, и полиэтилен высокой плотности «NOVATEC» (производится компанией Japan Polyethylene Corporation), который имеет MFR=3,5 г/10 мин при температуре 190°C и плотность 0,956 г/см3, которые смешивали в сухом состоянии в массовом соотношении 7:3.
Область отверстия 22 изготавливали нагреванием; в форме для литья под давлением, предварительно нагретой до температуры 250°C, литьевым формованием изготавливали цилиндрическую деталь, сформированную из циклического полиолефина, а затем вставляли цилиндрическую деталь внутрь области отверстия 22 отсека для хранения 21, сформированного из формованного раздувом корпуса, показанного на фиг.2, и затем выполняли термосварку при температуре 220°C. Кроме того, после заполнения контейнера 100 мл воды, вставляли резиновую пробку в цилиндрическую деталь, кольцевидный колпачок размещали так, чтобы закрыть периферию резиновой пробки, и затем цилиндрическую деталь и колпачок скрепляли ультразвуковой сваркой. COP1 использовали для цилиндрической детали и колпачка. Затем контейнер оценивали таким же образом, как в примере 1. Результаты приведены в таблицах.
[Пример 3]
За исключением того, что для формирования самого внутреннего слоя использовали только COP2, медицинский контейнер 20 изготавливали и оценивали таким же образом, как в примере 1. Результаты приведены в таблицах.
В этом примере в качестве резиновой пробки 22a использовали пробку, которую изготавливали с использованием способа литьевого формования, чтобы предоставить слой, состоящий из ЛПЭНП, использованного в промежуточном слое, вокруг наружной части периферии резиновой пробки.
[Пример 4]
За исключением того, что в процессе формирования промежуточного слоя использовали только одноцентровый ЛПЭНП «HARMOREX» (производится компанией Japan Polyethylene Corporation), который имеет MFR=3,5 г/10 мин при температуре 190°C и плотность 0,918 г/см3, медицинский контейнер 20 изготавливали и затем оценивали таким же образом, как в примере 3. Результаты приведены в таблицах.
В этом примере в качестве резиновой пробки 22a использовали пробку, которую изготавливали с использованием способа литьевого формования, чтобы предоставить слой, состоящий из ЛПЭНП, использованного в промежуточном слое, вокруг наружной части периферии резиновой пробки.
[Пример 5]
За исключением того, что в процессе формирования промежуточного слоя использовали только одноцентровый ЛПЭНП «UMERIT» (производится компанией Ube Industries, Ltd.), который имеет MFR=4,0 г/10 мин при температуре 190°C и плотность 0,931 г/см3, медицинский контейнер 20 изготавливали и затем оценивали таким же образом, что и в примере 3. Результаты приведены в таблицах.
В этом примере в качестве резиновой пробки 22a использовали пробку, которую изготавливали с использованием способа литьевого формования, чтобы предоставить слой, состоящий из ЛПЭНП, использованного в промежуточном слое, вокруг наружной части периферии резиновой пробки.
[Пример 6]
За исключением того, что для формирования промежуточного слоя использовали смесь, содержащую одноцентровый ЛПЭНП «UMERIT 0520F» (производится компанией Ube Industries, Ltd.), который имеет MFR=2,0 г/10 мин при температуре 190°C и плотность 0,904 г/см3, и ПЭВП «NOVATEC» (производится компанией Japan Polyethylene Corporation), который имеет MFR=3,5 г/10 мин при температуре 190°C и плотность 0,956 г/см3, смешанные вместе в массовом соотношении 8:2, медицинский контейнер 20 изготавливали и затем оценивали таким же образом, что и в примере 1. Результаты приведены в таблицах.
В этом примере в качестве резиновой пробки 22a использовали пробку, изготовленную способом литьевого формования, чтобы предоставить слой, состоящий из COP1, вокруг наружной части периферии резиновой пробки.
[Пример 7]
Медицинский контейнер 30, изображенный на фиг.3 и заполненный 100 мл воды, изготавливали способом, который описан ниже.
Сначала использовали способ многослойного формования выдуванием с применением установки для многослойного формования пленки выдуванием, чтобы изготовить трехслойную пленку, полученную выдуванием и состоящую из самого внутреннего слоя толщиной 10 мкм, промежуточного слоя толщиной 220 мкм и самого наружного слоя толщиной 20 мкм, ламинированных в приведенном порядке.
Затем кусок пленки, вырезанный из пленки, изготовленной выдуванием, размягчали посредством нагрева излучением в нагревательном приборе, установленном на 300°C, а затем кусок пленки формовали в устройстве для вакуумного формования с использованием формы для литья под давлением с температурой окружающей среды, посредством чего получали пленочное формованное изделие 10', которое изображено на фиг.4.
Затем два таких пленочных формованных изделия 10' накладывали друг на друга вогнутыми вдавлениями друг к другу, периферические части двух пленочных формованных изделий скрепляли термосваркой, а затем термосваркой прикрепляли цилиндрическую деталь, изготовленную литьевым формованием из циклического полиолефина, чтобы сформировать область отверстия 32.
После заполнения отсека для хранения 31 100 мл воды через область отверстия 32, в цилиндрическую деталь вставляли резиновую пробку 32b, затем кольцевидный колпачок 32c размещали так, чтобы он закрывал периферию резиновой пробки 32b, а затем цилиндрическую деталь и колпачок 32c скрепляли ультразвуковой сваркой, как показано на фиг.3(B). Для цилиндрической детали и колпачка 32c использовали COP1.
Самый внутренний слой, промежуточный слой и самый наружный слой изготавливали с использованием тех полимеров, которые описаны в примере 1.
Затем оценивали герметичный медицинский контейнер 30. Результаты приведены в таблицах.
[Пример 8]
Медицинский контейнер 40, изображенный на фиг.5 и заполненный 100 мл воды, изготавливали описанным ниже способом.
Сначала пленку с трехслойной структурой, полученную выдуванием, изготавливали тем же способом, что в примере 7.
Затем обе концевых части этой пленки, полученной выдуванием, подвергали термосварке, чтобы сформировать мешок, и цилиндрическую деталь, которую изготавливали литьевым формованием COP2, прикрепляли термосваркой к одному концу мешка, таким образом формируя область отверстия 42 на одном конце пленочного мешочного отсека для хранения 41.
После заполнения отсека для хранения 41 100 мл воды через область отверстия 42, вставляли резиновую пробку 42a в цилиндрическую деталь, кольцевидный колпачок 42b размещали так, чтобы он закрывал периферию резиновой пробки 42a, а затем цилиндрическую деталь и колпачок 42b скрепляли ультразвуковой сваркой. Для изготовления цилиндрической детали и колпачка 42b использовали COP1.
Затем оценивали герметичный медицинский контейнер 40. Результаты приведены в таблицах.
[Пример 9]
За исключением того, что для самого наружного слоя использовали смесь, содержащую полиэтилен высокого давления и низкой плотности «NOVATEC» (производится компанией Japan Polyethylene Corporation), который имеет MFR=1,1 г/10 мин при температуре 190°C и плотность 0,927 г/см3, и полиэтилен высокой плотности «NOVATEC» (производится компанией Japan Polyethylene Corporation), который имеет MFR=3,5 г/10 мин при температуре 190°C и плотности 0,956 г/см3, которые смешивали в массовом соотношении 7:3, медицинский контейнер 40 изготавливали и затем оценивали таким же образом, как в примере 8. Результаты приведены в таблицах.
[Пример 10]
За исключением того, что для самого наружного слоя использовали смесь, которая содержала линейный полиэтилен низкой плотности «NOVATEC» (производится компанией Japan Polyethylene Corporation), который получен с использованием катализатора Циглера и который имеет MFR=2,0 г/10 мин при температуре 190°C и плотности 0,936 г/см3, и полиэтилен высокой плотности «NOVATEC» (производится компанией Japan Polyethylene Corporation), который имеет MFR=3,5 г/10 мин при температуре 190°C и плотность 0,956 г/см3, которые смешивали в массовом соотношении 7:3, медицинский контейнер 40 изготавливали и затем оценивали таким же способом, как в примере 8. Результаты приведены в таблицах.
[Сравнительный пример 1]
За исключением того, что основной компонент промежуточного слоя заменили с одноцентрового ЛПЭНП, использованного в примере 1, на ЛПЭНП (производится компанией Japan Polyethylene Corporation), который получали с использованием катализатора Циглера и который имеет MFR=1,1 г/10 мин при температуре 190°C и плотность 0,906 г/см, медицинский контейнер формовали и затем оценивали таким же образом, как в примере 1. Результаты оценки приведены в таблицах.
[Сравнительный пример 2]
За исключением того, что для формирования промежуточного слоя использовали только ЛПЭНП «MORETEC» (производится компанией Prime Polymer Co., Ltd.), который получали с использованием катализатора Циглера и который имеет MFR=2,0 г/10 мин при температуре 190°C и плотность 0,920 г/см3, медицинский контейнер формовали и затем оценивали таким же образом, как в примере 1. Результаты оценки приведены в таблицах.
[Сравнительный пример 3]
За исключением того, что использовали просто двухслойную структуру без формирования самого наружного слоя, которая состояла из самого внутреннего слоя и промежуточного слоя, медицинский контейнер формовали и затем оценивали таким же образом, как в примере 1. Результаты оценки приведены в таблицах.
[Сравнительный пример 4]
За исключением того, что материал, использованный для формирования самого наружного слоя, заменили с ПЭВП, использованного в примере 1, просто на ЛПЭНП «MORETEC» (производится компанией Prime Polymer Co., Ltd.), который получали с использованием катализатора Циглера и который имеет MFR=2,0 г/10 мин при температуре 190°C и плотность 0,920 г/см3, медицинский контейнер формовали и затем оценивали таким же образом, как в примере 1. Результаты оценки приведены в таблицах.
[Сравнительный пример 5]
За исключением того, что материал, использованный при формировании самого наружного слоя, заменили с ПЭВП, использованного в примере 1, на ЛПЭНП «MORETEC» (производится компанией Prime Polymer Co., Ltd.), который получали с использованием катализатора Циглера и который имеет MFR=2,0 г/10 мин при температуре 190°C и плотность 0,920 г/см, медицинский контейнер формовали и затем оценивали таким же образом, как в примере 8. Результаты оценки приведены в таблицах.
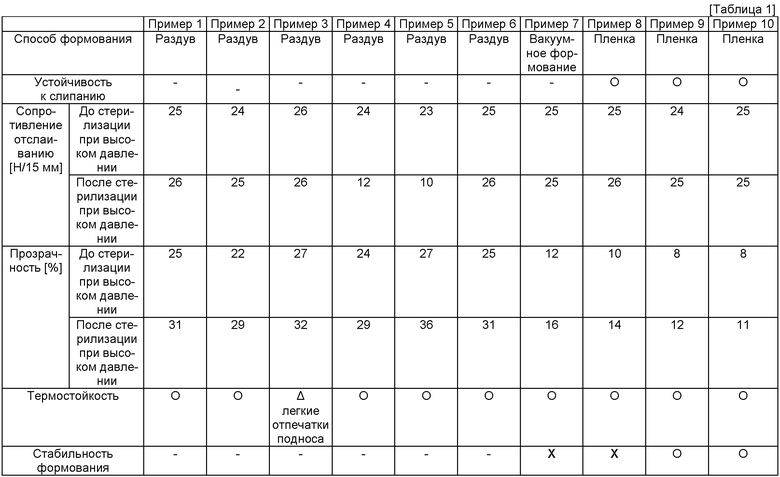
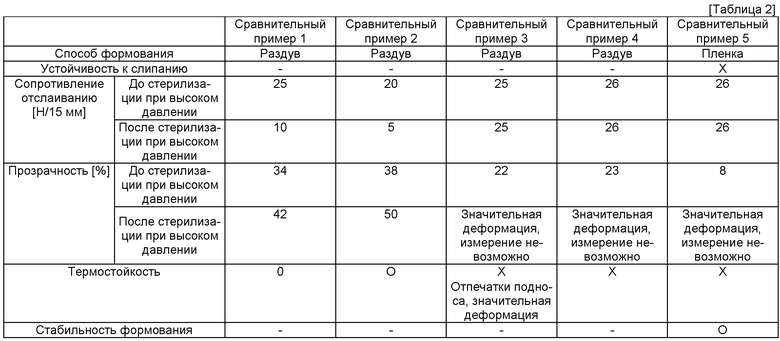
В примерах с 1 до 3 и с 6 до 10, в которых использовался одноцентровый ЛПЭНП в качестве основного компонента промежуточного слоя и этот ЛПЭНП использовался в сочетании с ПЭВП, изготавливали медицинские контейнеры, которые не только проявляли превосходную термостойкость, но у которых было подавлено любое снижение сопротивления отслаиванию и прозрачности, вызванное стерилизацией паром под высоким давлением. В отличие от этого, в случае с медицинским контейнером, изготовленным в сравнительном примере 1, в котором Циглер-ЛПЭНП использовали в сочетании с ПЭВП, снижение сопротивления отслаиванию и прозрачности, вызванное стерилизацией паром под высоким давлением, было значительным. Сравнение примеров 4 и 5, в которых для промежуточного слоя использовали только одноцентровый ЛПЭНП, и сравнительного примера 2, в котором для промежуточного слоя использовали только Циглер-ЛПЭНП, выявило похожую тенденцию.
В сравнительном примере 3, в котором самый наружный слой не был предоставлен, выполнение стерилизации паром под высоким давлением вызывало не только значительное снижение прозрачности, но также ухудшалась термостойкость. Даже в сравнительных примерах 4 и 5, в которых самый наружный слой не содержал ПЭВП, наблюдалась тенденция, сходная со сравнительным примером 3. В примерах 9 и 10, в которых полиэтилен высокого давления и низкой плотности использовали в сочетании с ПЭВП в качестве компонентов самого наружного слоя, стабильность формования превосходила стабильность формования, которую наблюдали в примерах 7 и 8, в которых самый наружный слой содержал только ПЭВП.
Кроме того, сопротивление слипанию пленки в примере 8 было подходящим, тогда как сопротивление слипанию в сравнительном примере 5 было низким.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Настоящее изобретение позволяет предоставить многослойный корпус для медицинских контейнеров, в котором самый внутренний слой, сформированный из циклического полиолефина, без использования адгезива проявляет подходящую адгезию к другому слою, который проявляет превосходную термостойкость и который предоставляет подходящее сопротивление слипанию, когда он сформирован в виде пленки, а также предоставить медицинский контейнер, сформированный из этого многослойного корпуса для медицинских контейнеров, который в наименьшей степени страдает от ухудшения таких свойств, как прозрачность и сопротивление отслаиванию, даже при стерилизации паром под высоким давлением или чем-то подобным. Таким образом, настоящее изобретение является очень эффективным ввиду промышленной перспективы.




Группа изобретений относится к контейнерам для хранения медицинских жидкостей. Многослойный корпус, который используется для формирования медицинского контейнера, включает внутренний слой, состоящий из циклического полиолефина, промежуточный слой, который сформирован рядом с указанным внутренним слоем и в качестве основного компонента содержит линейный полиэтилен низкой плотности, полученный с использованием катализатора с единым центром полимеризации, и наружный слой, содержащий полиэтилен высокой плотности. Группа изобретений относится также к медицинскому контейнеру, включающему отсек для хранения медицинской жидкости, сформированный из указанного многослойного корпуса. Группа изобретений обеспечивает получение термостойкого многослойного корпуса для медицинских контейнеров, в котором внутренний слой без использования адгезива проявляет подходящую адгезию к промежуточному слою и обеспечивает сопротивление слипанию при формировании в виде пленки. При этом при стерилизации контейнера, включающего отсек для хранения медицинской жидкости, сформированный из указанного многослойного корпуса, паром под высоким давлением такие свойства, как прозрачность и сопротивление отслаиванию, ухудшаются незначительно. 2 н. и 9 з.п. ф-лы, 7 ил., 2 табл., 15 пр.
1. Многослойный корпус для медицинских контейнеров, который используется для формирования медицинского контейнера, включающий по меньшей мере
самый внутренний слой, состоящий из циклического полиолефина,
промежуточный слой, который сформирован рядом с указанным самым внутренним слоем и в качестве основного компонента содержит линейный полиэтилен низкой плотности, полученный с использованием катализатора с единым центром полимеризации, и
самый наружный слой, содержащий полиэтилен высокой плотности.
2. Многослойный корпус для медицинских контейнеров по п.1, где указанный циклический полиолефин является гидрогенизированным продуктом полимеризации циклического олефинового мономера с раскрытием кольца.
3. Многослойный корпус для медицинских контейнеров по п.1, где плотность указанного линейного полиэтилена низкой плотности составляет не менее чем 0,860 г/см3, но менее чем 0,940 г/см3.
4. Многослойный корпус для медицинских контейнеров по п.1, где плотность указанного полиэтилена высокой плотности находится в диапазоне от 0,940 до 0,970 г/см3.
5. Многослойный корпус для медицинских контейнеров по п.1, где указанный самый наружный слой представляет собой смесь указанного полиэтилена высокой плотности и полиэтилена высокого давления и низкой плотности.
6. Многослойный корпус для медицинских контейнеров по п.1, где указанный самый наружный слой состоит только из указанного полиэтилена высокой плотности.
7. Многослойный корпус для медицинских контейнеров по п.1, который имеет общую толщину в диапазоне от 60 до 1000 мкм и состоит из трех слоев, состоящих из указанного самого внутреннего слоя толщиной от 5 до 100 мкм, указанного промежуточного слоя и указанного самого наружного слоя толщиной от 5 до 100 мкм.
8. Медицинский контейнер, который включает отсек для хранения медицинской жидкости, где по меньшей мере указанный отсек для хранения сформирован из многослойного корпуса для медицинских контейнеров по п.1.
9. Медицинский контейнер по п.8, где указанный многослойный корпус для медицинских контейнеров представляет собой корпус, формованный раздувом.
10. Медицинский контейнер по п.8, где указанный многослойный корпус для медицинских контейнеров выполнен из многослойной пленки, и указанный отсек для хранения изготовлен горячим формованием указанной пленки.
11. Медицинский контейнер по п.8, где указанный многослойный корпус для медицинских контейнеров выполнен из многослойной пленки, и указанный отсек для хранения изготовлен путем формирования многослойной пленки в виде мешка.
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| УСОВЕРШЕНСТВОВАННЫЕ СТРУКТУРЫ ИЗ ПОЛИМЕРОВ, ПОЛУЧЕННЫХ С ПРИМЕНЕНИЕМ КАТАЛИЗАТОРОВ С ОДНИМ АКТИВНЫМ ЦЕНТРОМ | 1999 |
|
RU2248885C2 |

