Предлагаемое изобретение относится к режущему инструменту для обработки металлов, а именно к конструкции протяжки, предназначенной для обработки фасонных поверхностей замка лопатки газотурбинных двигателей. Данное изобретение может быть использовано в машиностроительной промышленности.
Технический результат данного изобретения - обеспечение наладки составной протяжки при сохранении принятой последовательности расположения и длинновых размеров ножей комплекта.
Технический результат предлагаемого изобретения достигается тем, что протяжка для обработки цельного профиля замка лопатки, характеризующаяся тем, что она содержит корпус и установленный в пазах корпуса комплект ножей для обработки упомянутого профиля замка лопатки, имеющего слева и справа от вертикальной оси полки, радиусные сопрягающие поверхности, поверхности шейки и плоскости ласточкина хвоста, включающий в последовательности обработки ножи левый боковой и правый боковой для обработки торцов полок лопатки, ножи левый боковой и правый боковой для предварительной обработки профиля замка лопатки с оставлением припуска на окончательную обработку, комбинированные ножи слева и справа для окончательной обработки нижних поверхностей полок, радиусных поверхностей сопряжения, поверхности шейки и предварительно боковых поверхностей ласточкина хвоста, подошвенный нож для одновременной обработки подошвы замка лопатки, нож для окончательной обработки фасок, правый и левый ножи с одинаковыми калибрующими зубьями для окончательной обработки плоскости боковых поверхностей ласточкина хвоста и нож для окончательной обработки подошвы замка лопатки.
Сущность данного изобретения поясняется чертежами, где:
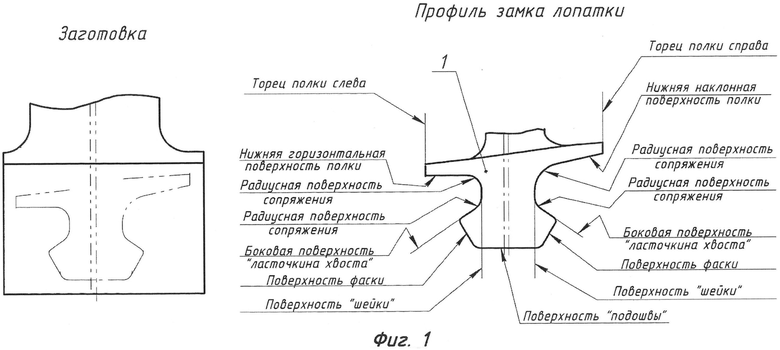
на фиг. 1 изображена заготовка и профиль замка лопатки;
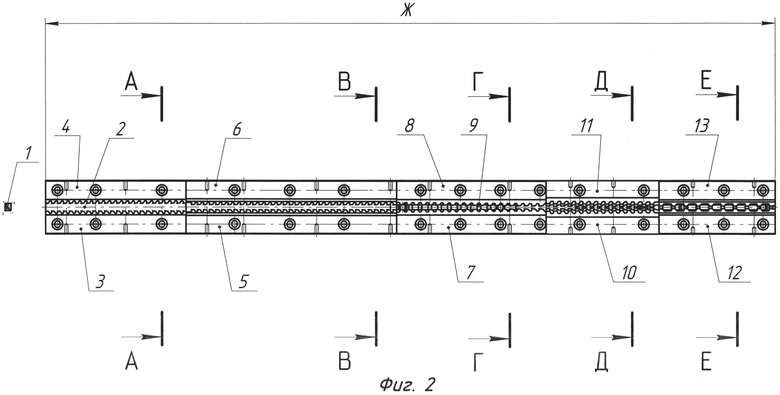
на фиг. 2 - протяжка, вид в плане;
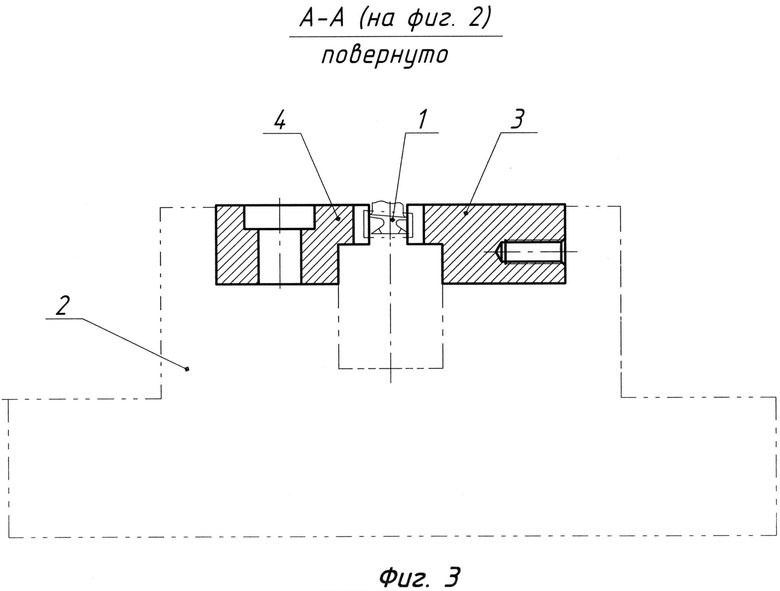
на фиг. 3 - разрез А-А на фиг. 2;
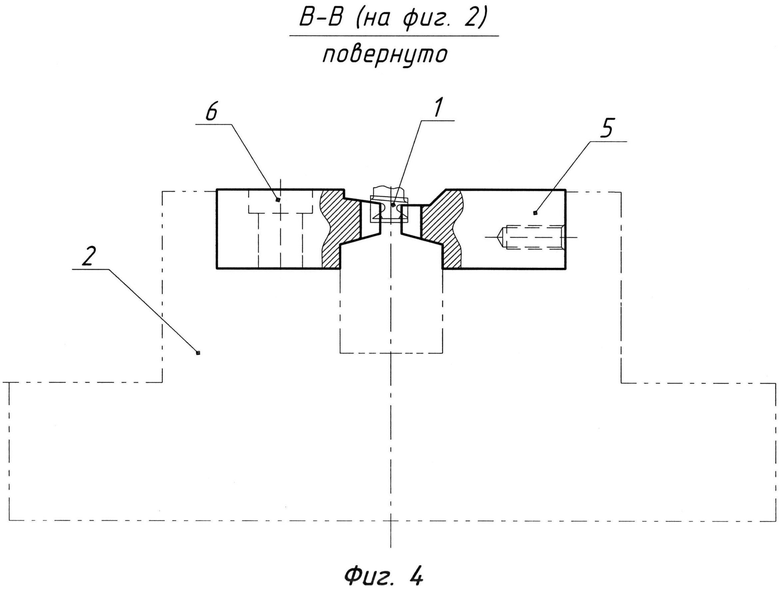
на фиг. 4 - разрез В-В на фиг. 2;
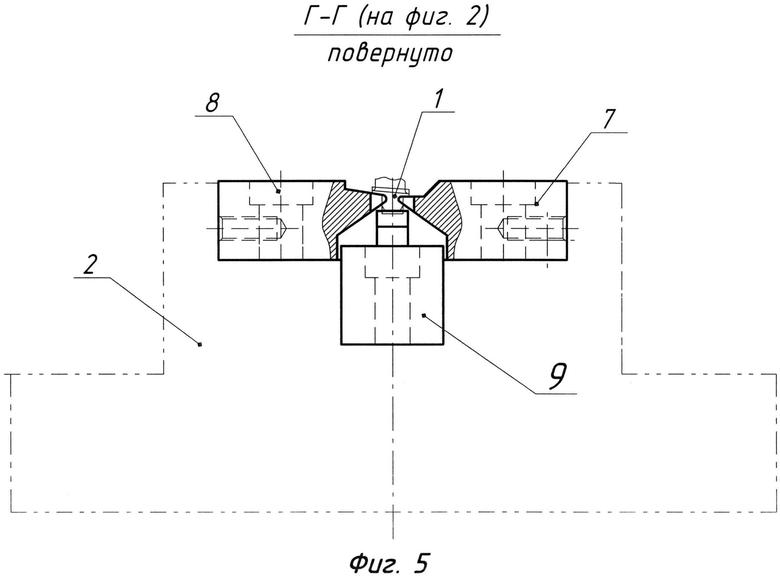
на фиг. 5 - разрез Г-Г на фиг. 2;
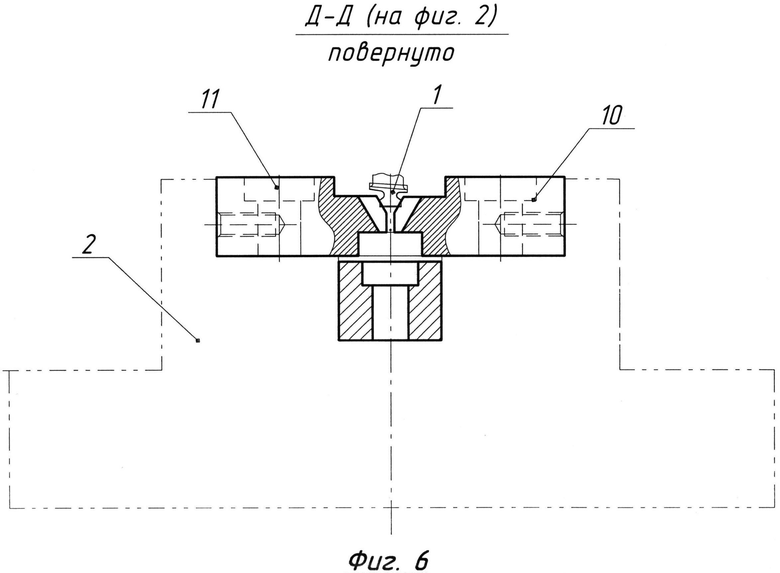
на фиг. 6 - разрез Д-Д на фиг. 2;
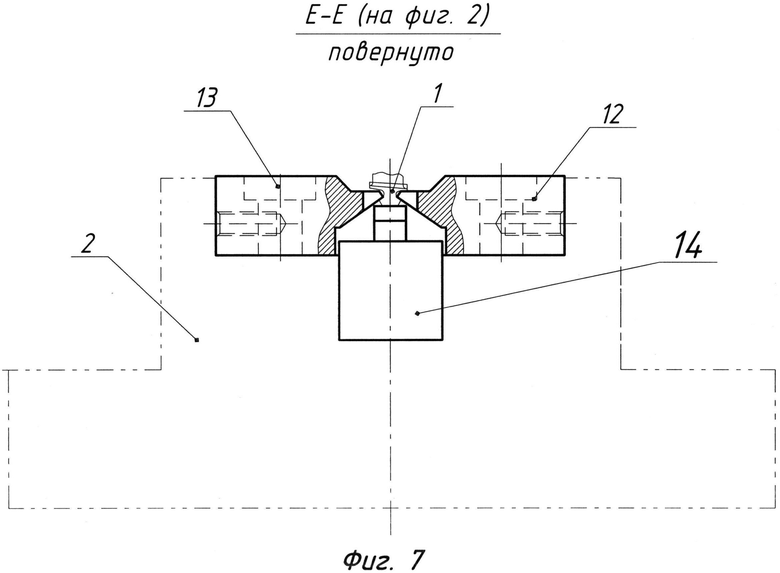
на фиг. 7 - разрез Е-Е на фиг. 2;
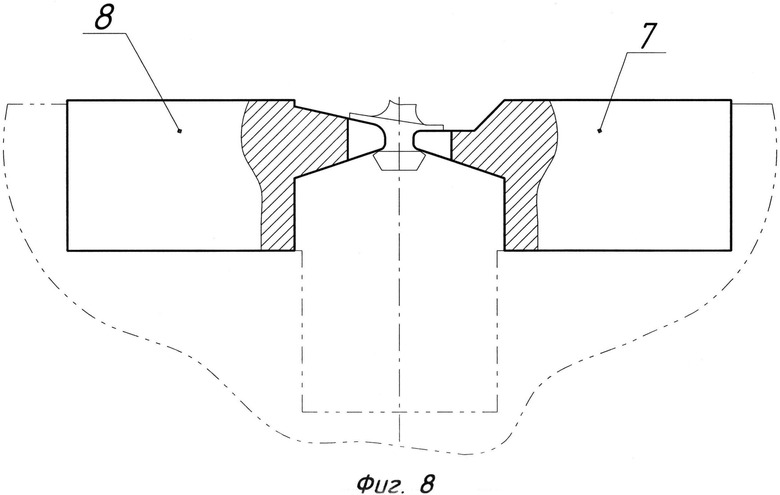
на фиг. 8 - комбинированные ножи (левый и правый);
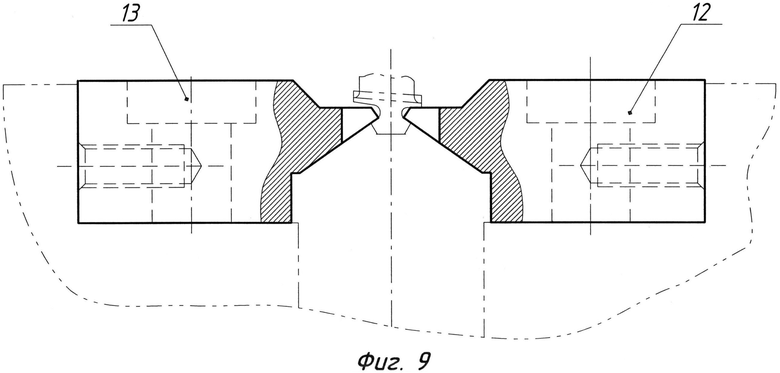
на фиг. 9 - окончательные ножи (левый и правый).
Протяжка для обработки замка лопатки 1 включает комплект ножей, установленных и закрепленных в корпусе 2 в определенной последовательности, содержит ножи левый боковой 3 и правый боковой 4, предназначенные для обработки торца полки замка лопатки 1 соответственно слева и справа, нож левый боковой предварительный 5 и правый боковой предварительный 6 для обработки замка лопатки 1 соответственно слева и справа, нож профильный боковой комбинированный левый 7 и профильный боковой комбинированный 8, предназначенные для обработки нижней горизонтальной поверхности полки слева ножом 7 и нижней наклонной поверхности полки справа ножом 8, а также радиусной поверхности сопряжения, вертикальной поверхности шейки и радиусной поверхности сопряжения окончательно, а боковые поверхности ласточкина хвоста предварительно соответственно слева и справа, нож подошвенный 9 для обработки предварительно подошвы замка лопатки 1, ножи фасонный левый 10 и фасонный правый 11, предназначенные для обработки фасок соответственно слева и справа, нож окончательный левый 12 и окончательный правый 13, служащие для обработки окончательно только поверхностей ласточкина хвоста соответственно слева и справа, и нож подошвенный 14 для окончательной обработки замка лопатки 1.
Протяжка работает следующим образом.
Система, включающая вертикально-протяжной станок, корпус 2 с протяжкой, содержащей комплект ножей, расположенных в последовательности, указанной на фиг. 2, приспособление, обеспечивающее закрепление заготовки лопатки 1, приведенное к состоянию пуска, после нажатия кнопки станка «рабочий ход», вступает в работу:
ножи левый боковой 3 и правый боковой 4 обрабатывают окончательно торцы лопатки 1, ножи левый боковой 5 и правый боковой 6 обрабатывают предварительно профиль замка лопатки 1, оставляя припуск на окончательную обработку, затем вступают в работу комбинированные ножи: 7 - слева и 8 - справа, протягивающие окончательно нижние поверхности полок, радиусные поверхности сопряжения, поверхности шейки, радиусные поверхности сопряжения и предварительно-боковые поверхности ласточкина хвоста, одновременно с ними подошвенный нож 9 снимает предварительно металл с подошвы замка лопатки 1, следующие за ними ножи 10 и 11 обрабатывают окончательно поверхности фасок. Ножи окончательные левый 12 и правый 13 протягивают окончательно только боковые поверхности ласточкина хвоста, при этом одновременно окончательно обрабатывается ножом 14 подошва замка лопатки 1. Рабочий ход станка закончен.
Использование данного изобретения позволит обеспечить быструю и качественную наладку протяжки при сохранении принятой последовательности и днинновых размеров ножей комплекта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Моноколесо осевого компрессора и ротор компрессора низкого давления авиационного газотурбинного двигателя | 2019 |
|
RU2740442C2 |
| РАБОЧЕЕ КОЛЕСО ВТОРОЙ СТУПЕНИ РОТОРА КОМПРЕССОРА НИЗКОГО ДАВЛЕНИЯ ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2015 |
|
RU2603383C1 |
| РАБОЧЕЕ КОЛЕСО РОТОРА КОМПРЕССОРА НИЗКОГО ДАВЛЕНИЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2015 |
|
RU2611497C1 |
| РАБОЧЕЕ КОЛЕСО РОТОРА КОМПРЕССОРА НИЗКОГО ДАВЛЕНИЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2015 |
|
RU2603380C1 |
| РАБОЧЕЕ КОЛЕСО РОТОРА КОМПРЕССОРА НИЗКОГО ДАВЛЕНИЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2015 |
|
RU2603377C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ ОСТРЯКА СТРЕЛОЧНОГО ПЕРЕВОДА | 2005 |
|
RU2294267C2 |
| РАБОЧЕЕ КОЛЕСО РОТОРА КОМПРЕССОРА НИЗКОГО ДАВЛЕНИЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2015 |
|
RU2603379C1 |
| РАБОЧЕЕ КОЛЕСО ТРЕТЬЕЙ СТУПЕНИ РОТОРА КОМПРЕССОРА НИЗКОГО ДАВЛЕНИЯ ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2015 |
|
RU2603384C1 |
| РАБОЧЕЕ КОЛЕСО ПЕРВОЙ СТУПЕНИ РОТОРА КОМПРЕССОРА НИЗКОГО ДАВЛЕНИЯ ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2015 |
|
RU2603382C1 |
| НАПРАВЛЯЮЩИЙ АППАРАТ ОСЕВОГО КОМПРЕССОРА | 2005 |
|
RU2282756C1 |
Протяжка содержит корпус и установленный в пазах корпуса комплект ножей для обработки упомянутого профиля замка лопатки, имеющего слева и справа от вертикальной оси полки радиусные сопрягающие поверхности, поверхности шейки и плоскости ласточкина хвоста, включающий в последовательности обработки ножи левый боковой и правый боковой для обработки торцов полок лопатки, ножи левый боковой и правый боковой для предварительной обработки профиля замка лопатки с оставлением припуска на окончательную обработку, комбинированные ножи слева и справа для окончательной обработки нижних поверхностей полок, радиусных поверхностей сопряжения, поверхности шейки и предварительно боковых поверхностей ласточкина хвоста, подошвенный нож для одновременной обработки подошвы замка лопатки, ножи для окончательной обработки фасок, правый и левый ножи с одинаковыми калибрующими зубьями для окончательной обработки плоскости боковых поверхностей ласточкина хвоста и нож для окончательной обработки подошвы замка лопатки. Технический результат: обеспечение наладки протяжки. 9 ил.
.
Протяжка для обработки цельного профиля замка лопатки, характеризующаяся тем, что она содержит корпус и установленный в пазах корпуса комплект ножей для обработки упомянутого профиля замка лопатки, имеющего слева и справа от вертикальной оси полки, радиусные сопрягающие поверхности, поверхности шейки и плоскости ласточкина хвоста, включающий в последовательности обработки ножи левый боковой и правый боковой для обработки торцов полок лопатки, ножи левый боковой и правый боковой для предварительной обработки профиля замка лопатки с оставлением припуска на окончательную обработку, комбинированные ножи слева и справа для окончательной обработки нижних поверхностей полок, радиусных поверхностей сопряжения, поверхности шейки и предварительно боковых поверхностей ласточкина хвоста, подошвенный нож для одновременной обработки подошвы замка лопатки, ножи для окончательной обработки фасок, правый и левый ножи с одинаковыми калибрующими зубьями для окончательной обработки плоскости боковых поверхностей ласточкина хвоста и нож для окончательной обработки подошвы замка лопатки.
| СБОРНАЯ ПРОТЯЖКАICECOlOaHAflf ЙАТЙТШ-ТЕХЯЧЕОШ | 0 |
|
SU371036A1 |
| Пазовая протяжка | 1988 |
|
SU1646721A1 |
| КРУГОВАЯ ПРОТЯЖКА | 0 |
|
SU167119A1 |
| СПОСОБ ПРОТЯГИВАНИЯ ПАЗОВ И ПРОТЯЖНОЙ БЛОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151031C1 |
| CN 102350542 A, 15.02.2012 | |||

