Изобретение относится к механической обработке металлов резанием и может быть использовано при протягивании тонкостенных пазов.
Известна протяжка (см. а.с. N 1773600), в которой обработка пазов протягиванием производится путем поступательного движения режущих зубьев сначала с левым наклоном, а затем с правым наклоном, которые поочередно срезают стружку в начале на небольших участках, а затем с половины ширины паза. Зачищающие зубья окончательно оформляют дно шпоночного паза.
В данном техническом решении имеются недостатки, заключающиеся в непостоянстве силы резания, что влияет на деформацию стенок обрабатываемого паза, особенно глубокого и тонкостенного.
Известен способ протягивания пазов (см. а. с. N 1144809, МКИ B 23 D 43/02), при котором обработку паза проводят в три этапа: сначала обрабатывают паз по высоте, затем последовательно вступают в работу чистовые протяжки для обработки соответственно двух боковых поверхностей.
Данный способ обеспечивает быстрый выход стружки из зоны резания при обработке неглубоких пазов, при обработке же глубоких пазов создается тенденция пакетирования стружки в глубоких пазах, увеличивается сила резания на стенках паза, происходит деформация стенок паза, что влияет на качество обработки.
Известно также протяжное устройство для осуществления данного способа (см. там же), состоящее из основной протяжки, представляющей собой две, сцентрированные одна относительно другой со смещением зубьев, части, выполняющие обработку паза по высоте, и двух чистовых протяжек для обработки боковых поверхностей.
При обработке глубоких тонкостенных пазов наклон главных режущих кромок относительно основания протяжек, поперечные выступы, дополнительные канавки на вспомогательных кромках, смещение зубьев создают тенденцию пакетирования стружки, увеличение силы резания и деформации стенок паза.
Известен способ протягивания пазов, при котором обработку паза проводят в три этапа тремя группами протяжных секций (см. Кацев П.Г. "Протяжные работы", изд. 2-е, М., "Высшая школа", 1968, с. 77, 81, рис. 35).
Известен протяжный блок для протягивания пазов, выполненный в виде закрепленных на инструментальной плите протяжных секций (см. SU 553061, B 23 D 43/02, 1977).
Технической задачей, на решение которой направлено изобретение, является повышение качества изделия за счет применения различных схем резания.
Средство достижения технического результата состоит в том, что обработку изделия осуществляют в три этапа: сначала первой группой протяжных секций снимают припуск с большими подачами на зуб на глубину больше половины глубины паза, затем второй группой протяжных секций снимается припуск с малыми подачами на зуб, далее третьей группой протяжных секций формируются углы паза и зачищаются его боковые поверхности. При этом протяжной блок для осуществления этого способа выполнен из трех групп секций: первая группа - по генераторной схеме резания с большими подачами на зуб, с углом наклона главной режущей кромки 0o и с канавками для свободного выхода стружки, вторая - по генераторной схеме с малыми подачами на зуб и со смещением вспомогательных режущих кромок секций от обрабатываемых стенок паза, с углом наклона главных режущих кромок 15o, третья - по профильной схеме резания с двумя главными режущими кромками на каждом зубе с углом наклона 15o. Причем в инструментальной плите для первой и третьей групп протяжных секций выполнены регулирующие элементы в виде комплексов клиньев, а для второй группы - регулирующие элементы в виде комплекса прокладок, привернутых к основанию протяжек.
Изобретение поясняется чертежом.
На фиг. 1 изображена схема срезания припуска в обрабатываемом пазе, где:
b1 - ширина и h1 - глубина срезаемого припуска первой группы протяжных секций на одной стороне обрабатываемого паза;
b2 - ширина и h2 - глубина срезаемого припуска первой секцией второй группы протяжек на одной стороне обрабатываемого паза;
b3 - ширина и h3 - глубина срезаемого припуска второй секцией второй группы протяжек на одной стороне обрабатываемого паза;
b - ширина и h - глубина срезаемого припуска с одной стороны паза;
d1 - следы вспомогательных режущих кромок зубьев протяжек первой группы, смещенные на величину b - b1;
d2 - следы вспомогательных режущих кромок зубьев протяжек первой секции второй группы, смещенные на величину b1 - b2;
d3 - следы вспомогательных режущих кромок зубьев протяжек второй секции второй группы, смещенные на величину b2 - b3.
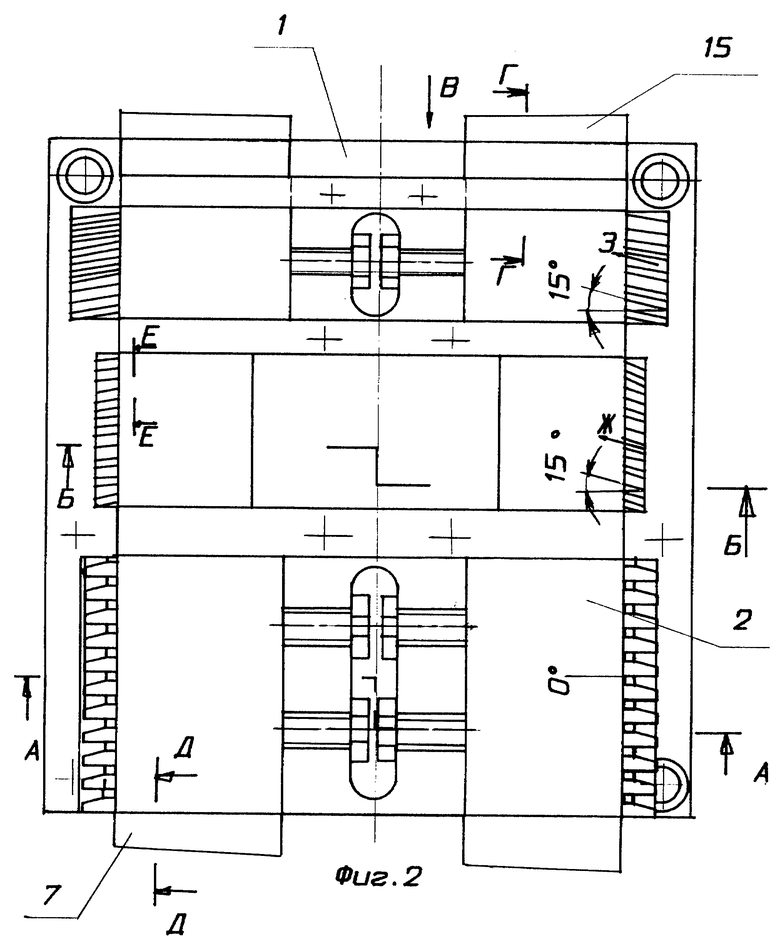
На фиг. 2 - протяжной блок.
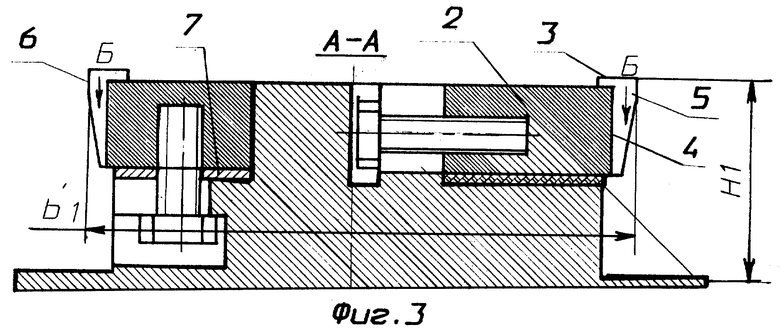
На фиг. 3 - разрез А-А на фиг. 2.
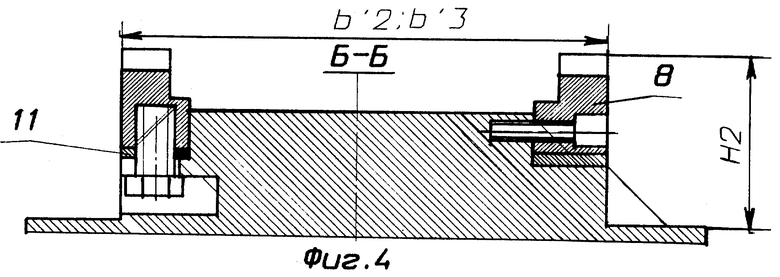
На фиг. 4 - разрез Б-Б на фиг. 2.
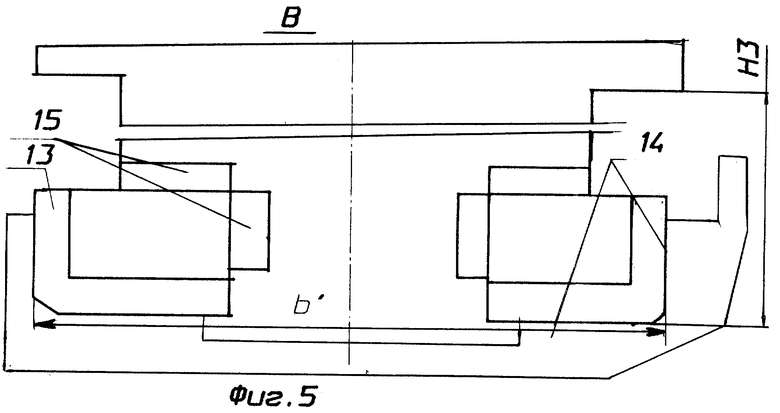
На фиг. 5 - вид В на фиг. 2, где:
H1 - размер от базовой поверхности инструментальной плиты до главной режущей кромки первой группы протяжек;
H2 - размер от базовой поверхности инструментальной плиты до главной режущей кромки второй группы протяжек;
H3 - размер от базовой поверхности инструментальной плиты до главной режущей кромки третьей группы протяжек;
b'1 - размер между вспомогательными режущими кромками первой группы протяжек;
b'2 - размер между вспомогательными режущими кромками первой секции второй группы протяжек;
b'3 - размер между вспомогательными режущими кромками второй секции второй группы протяжек;
b' - размер между главными режущими кромками третьей группы протяжек.
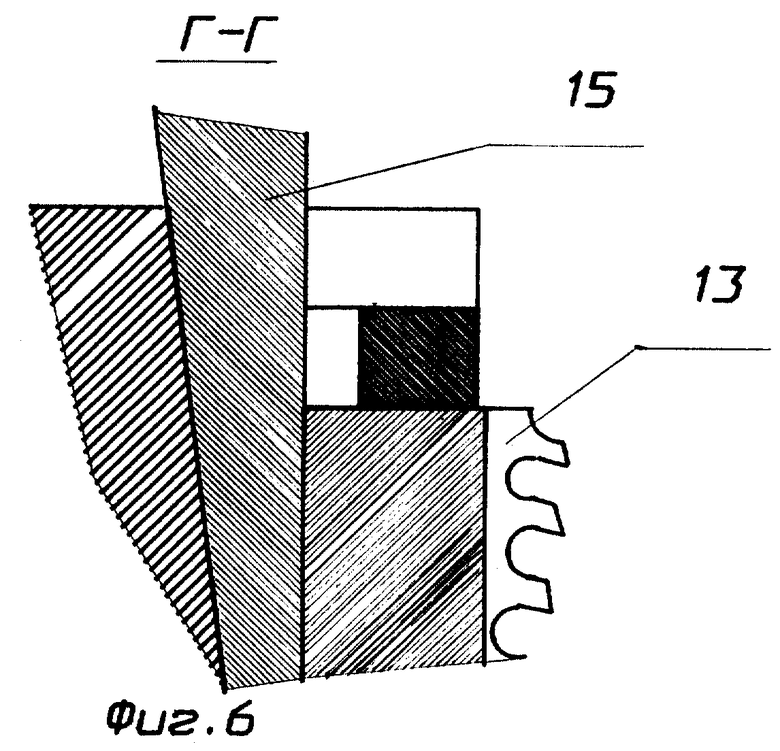
На фиг. 6 - разрез Г-Г на фиг. 2.
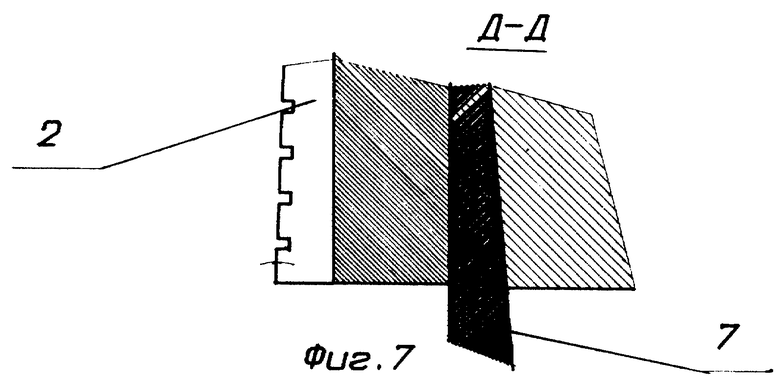
На фиг. 7 - разрез Д-Д на фиг. 2.
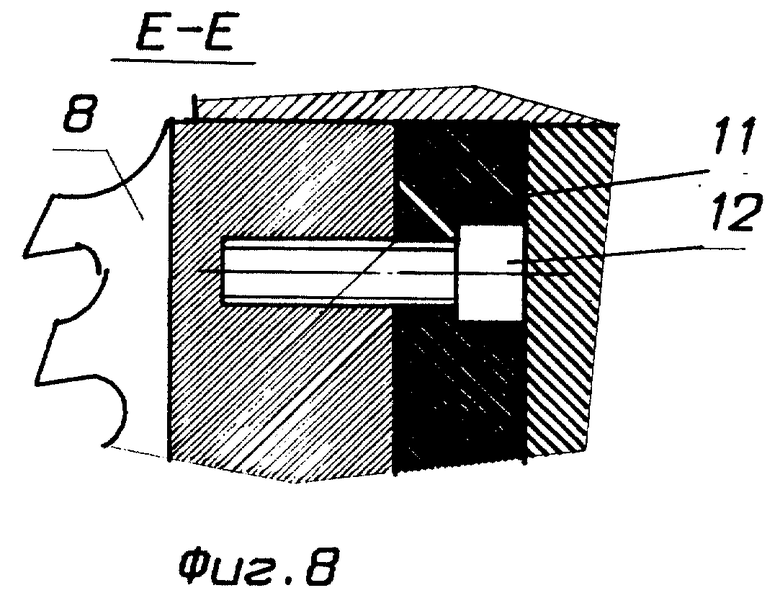
На фиг. 8 - разрез Е-Е на фиг. 2.
Протяжной блок состоит из инструментальной плиты 1, на которой установлены протяжные секции первой группы 2, выполненные по генераторной схеме резания со свободным выходом стружки. Особенность конструкции протяжных секций первой группы заключается в том, что главная режущая кромка 3 перпендикулярна дну 4 стружечной канавки 5. При этом длина главной режущей кромки 3 превышает глубину стружечной канавки 5, а глубина стружечной канавки 5 превышает ширину срезаемого припуска b1. Угол наклона главной режущей кромки 0o, подача на зуб - в десятых долях миллиметра. Длина вспомогательной режущей кромки 6 соответствует глубине срезаемого припуска h1. Размер H1 настраивается комплектом клиньев 7 (см. фиг. 1, 2, 3).
За первой группой протяжных секций на инструментальной плите закреплена вторая группа протяжных секций 8 (см. фиг. 2, 4). Вторая группа протяжных секций выполнена по генераторной схеме резания, когда главная режущая кромка 9 параллельна дну стружечной канавки 10 (см. фиг. 4). При этом угол наклона главной режущей кромки - 15o, подача на зуб сотые доли миллиметра. Вспомогательные режущие кромки первой секции относительно второй и всей второй группы относительно первой группы смещены на величину, соответствующую ширине срезаемого припуска b2 и b3. Размеры b'2, b'3 и H2 обеспечивают срезанние припуска b2, b3 и h2, h3. При этом прокладки 11, прикрепленные к основанию протяжек винтами 12, являются регулирующими элементами (см. фиг. 1, 2, 4 и 8).
За второй группой протяжных секций на инструментальной плите установлены протяжки третьей группы 13, выполненные по профильной схеме резания, то есть главные режущие кромки 14 соответствуют линейным величинам профиля обрабатываемого паза. Клинья 15 установлены под протяжками для регулирования размеров b' и H3 (см. фиг. 1, 2, 5 и 6).
Обработку изделия осуществляют следующим образом.
Монтируют протяжной блок. На инструментальной плите 1 сначала закрепляется третья группа протяжных секций 13 с регулированием их на размеры b' и H3 посредством клиньев 15. Затем устанавливается вторая группа протяжных секций 8 с закрепленными на них винтами 12 прокладками 11, обеспечивающими размеры b'2, b'3, H2 и первая группа протяжных секций 2 с регулированием их посредством клиньев 7 для обеспечения размеров b'1 и H1.
В процессе протягивания первая группа секций вырезает припуск шириной b1 и глубиной H1, равной более половины глубины обрабатываемого паза. Вторая группа протяжных секций вырезает припуск шириной b2 и глубиной h2 - h1 первой секцией и припуск шириной b3 и глубиной h3 - h2 второй секцией. Третья группа протяжных секций вырезает припуск шириной b - b1 и глубиной h1 плюс припуск шириной b - b2 и глубиной h2 - h1 плюс припуск шириной b - b3 и глубиной h3 - h2 плюс глубина припуска h - h3 на дне паза (см. фиг. 1). Стружка сходит по стрелкам Б, Ж и З (фиг. 2).
Предложенное техническое решение обеспечит:
1. Исключение деформации изделия за счет выполнения протяжек первой и второй групп по генераторной схеме резания. Причем первая группа протяжек со свободным выходом стружки, а вторая - по обычной схеме.
2. Уменьшение длины протяжного блока и увеличение производительности за счет больших подач на зуб.
3. Увеличение подач на зуб за счет выполнения протяжек со свободным выходом стружки.
4. Уменьшение сил трения и силы резания за счет выполнения дна стружечной канавки перпендикулярно главной режущей кромки.
5. Улучшение условий выхода стружки из зоны резания по стрелке Б (фиг. 3), по стрелкам Ж и З (фиг. 2) за счет большей величины глубины стружечной канавки, чем ширина срезаемого припуска у протяжек первой группы, за счет угла наклона главной режущей кромки 15 у протяжек второй и третьей групп и 0 у протяжек первой группы (фиг. 2).
6. Исключение остаточной деформации стенок и дна обрабатываемого паза изделия за счет уменьшения трения вспомогательных кромок генераторных протяжек о стенки паза путем их смещения от стенок паза у протяжек первой группы и оптимальной длины вспомогательных кромок у протяжек первой группы, а также за счет профильных протяжек третьей группы с длиной главных режущих кромок, соответствующих обрабатываемому профилю паза.
7. Улучшение условий эксплуатации протяжного блока за счет комплекта прокладок, прикрепленных к протяжкам второй группы, обеспечивающих восстановление их первоначального размера после переточки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОТЯГИВАНИЯ УШКОВ ДЕТАЛИ ТИПА "ВИЛКА РУЛЕВОГО УПРАВЛЕНИЯ" И ПРОТЯЖНОЙ БЛОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2321477C1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПАЗОВ | 1992 |
|
RU2047429C1 |
| СПОСОБ НАРЕЗАНИЯ ТОЧНЫХ ВНУТРЕННИХ РЕЗЬБ | 2002 |
|
RU2215621C2 |
| Протяжка генераторная для обработки фасонных поверхностей | 2020 |
|
RU2753220C1 |
| СПОСОБ ПОДГОТОВКИ РЕЖУЩЕГО ИНСТРУМЕНТА ПОД ИЗНОСОСТОЙКОЕ ПОКРЫТИЕ | 2000 |
|
RU2183544C2 |
| Секционная протяжка | 1982 |
|
SU1151383A1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| СПОСОБ НАРЕЗАНИЯ ПАЗОВ КРУГОВОГО СЕЧЕНИЯ НА ДЕТАЛЯХ В ФОРМЕ ТЕЛ ВРАЩЕНИЯ | 2003 |
|
RU2246388C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА КОЛЕНЧАТЫХ ВАЛОВ | 2000 |
|
RU2198766C2 |
Изобретение относится к механической обработке металлов резанием, протягиванию тонкостенных пазов. Обработку паза проводят в три этапа тремя группами протяжных секций. Протяжной блок выполнен в виде закрепленных на инструментальной плите протяжных секций. Для повышения качества изделия за счет применения различных схем резания первой группой протяжных секций снимают припуск с большими подачами на зуб на глубину более половины глубины паза, второй группой протяжных секций снимают припуск с малыми подачами на зуб, а затем третьей группой протяжных секций формируют углы паза и зачищают его боковые поверхности. Протяжной блок содержит три группы секций, первая из которых выполнена по генераторной схеме резания с большими подачами на зуб, с углом наклона главной режущей кромки, равным 0o, и с канавками для свободного выхода стружки. Вторая группа секций выполнена по генераторной схеме резания с малыми подачами на зуб и со смещением вспомогательных режущих кромок секций от обрабатываемых стенок паза и с углом наклона главных режущих кромок, равным 15°, а третья - по профильной схеме резания с двумя главными режущими кромками с углом наклона, равным 15o, на каждом зубе. 2 с. и 1 з. п. ф-лы, 8 ил.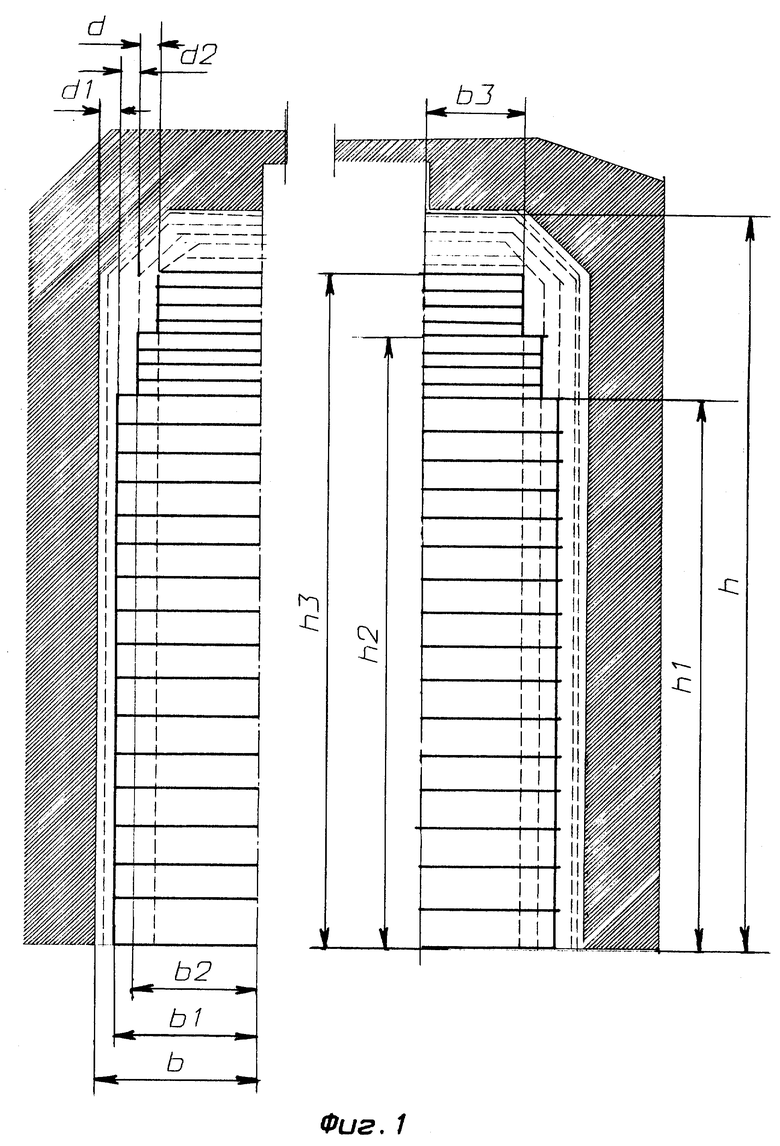
| КАЦЕВ П.Г | |||
| Протяжные работы, изд.2-е | |||
| - М.: Высшая школа, 1968, с.77, 81, рис.35 | |||
| Сборная протяжка | 1974 |
|
SU553061A1 |
| СПОСОБ ПРОЕКТИРОВАНИЯ СЕКЦИОНИРОВАННЫХ ПРОТЯЖЕК ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ | 0 |
|
SU184588A1 |
| СБОРНАЯ ПРОТЯЖКА | 0 |
|
SU309784A1 |
| Устройство для протягивания пазов | 1983 |
|
SU1144809A1 |
| Импульсный привод | 1987 |
|
SU1502890A1 |
| Медицинская сухая банка | 1931 |
|
SU25682A1 |
