Изобретение относится к способу изготовления оконного профиля, имеющего текстуру природной древесины, с помощью технологии совместной экструзии и к оконному профилю, изготовленному этим способом, и, в частности, к оконному профилю, для получения которого полимерную композицию, содержащую древесное волокно, подвергают сдвоенной экструзии на одной его стороне и обеспечивают на ней тиснение, тем самым создавая рисунки, имеющие текстуру природной древесины.
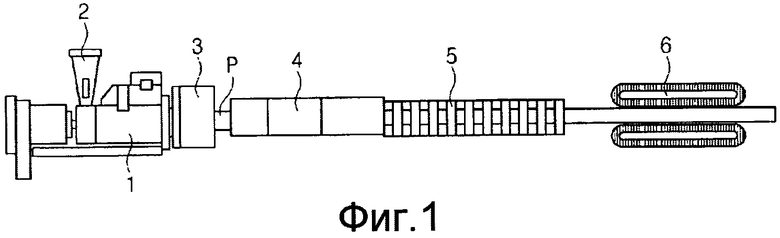
Как показано на фиг.1, если в процессе экструзии для изготовления обычного оконного профиля подают таблетки термопластичного полимера или впрыскивают термопластичный полимер в экструдер 1 через воронку 2, то материал нагревается нагревателем, находящимся в нагревательном цилиндре экструдера 1, так что этот материал расплавляется с переходом в гелеобразное состояние и транспортируется за счет вращения шнека экструдера через головку 3, находящуюся на переднем конце экструдера 1. А расплавленный полимер, который экструдирован через головку 3 с приданием ему желаемой формы, пропускают через калибратор и охлаждающее устройство 5.
Калибратор 4 позволяет профилю P, пропущенному через головку 3, поддерживать свой внешний вид и иметь точные размеры. Поэтому калибратор 4 предпочтительно находится рядом с головкой 3, так что профиль, пропущенный через головку 3, можно вводить в калибратор 4 без искажения формы профиля. Изделие, пропущенное через калибратор 4, охлаждают с помощью охлаждающего устройства 5, увлекают, прикладывая заранее определенную силу, через тяговое устройство 6, а потом режут в желаемый размер с помощью режущего устройства. Таким образом, изделие, являющееся оконным профилем, оказывается вчерне изготовленным.
Для того чтобы обеспечить различные текстуры и рисунки на верхней или боковой поверхности оконного профиля, которая открыта наружу при строительстве, на нем крепят декоративную пленку (лист), сформированную из синтетического полимера, обеспечивая текстуру древесины и тем самым усиливая ощущение красоты оконного профиля.
Вместе с тем, чтобы прикрепить отдельную пленку или лист к экструдированному оконному профилю, необходимо, чтобы экструдированный оконный профиль можно было транспортировать на отдельную плиту, на которой предусмотрено оберточное устройство, загрузить в него, а потом обработать посредством отдельного процесса. Следовательно, это недостаток в аспектах эффективности и стоимости производства, а кроме того, когда на профиле образуются царапины во время его транспортировки, обработки и строительства, эти царапины трудно устранить. Кроме того, поскольку в процессе обертывания используют клей, это нехорошо для здоровья рабочего.
Чтобы преодолеть эти проблемы, предложен способ сдвоенной экструзии (совместной экструзии), при осуществлении которого проводят сдвоенную экструзию. При сдвоенной экструзии, как описано выше, профиль экструдируют с помощью экструдера так, чтобы он имел желаемую форму, а затем дополнительно экструдируют другой исходный материал, такой как поливинилхлорид (ПВХ), на одной стороне профиля с помощью вспомогательного экструдера.
Однако даже в этом случае имеются некоторые недостатки и проблемы, заключающиеся в том, что внешний вид профиля, на который нанесен ПВХ или аналогичный материал, является неестественным, и вид профиля ухудшается из-за того, что пигмент ПВХ на поверхности профиля обесцвечивается.
Чтобы улучшить графичность поверхности профиля, между головкой 3 и калибратором 4 разместили тисненый валик (не показан) для формирования рисунков поверхности тисненого валика на поверхности профиля. Однако, как описано выше, поскольку калибратор 4 приходится размещать близко к головке, существовало ограничение в диаметре и длине окружности тисненого валика, находящегося между ними. В результате, период повторения рисунков, которые многократно формируются на поверхности профиля, становится коротким, и поэтому графичность профиля ухудшается.
Задача данного изобретения состоит в том, чтобы разработать оконный профиль, который может обеспечить текстуру природной древесины, а значит, и атмосферу роскоши. С этой целью в данном изобретении предложены: профиль, для получения которого полимерную композицию, содержащую древесное волокно, подвергают сдвоенной экструзии на одной его стороне, и устройство для его изготовления.
Для решения задачи данного изобретения в данном изобретении предложен оконный профиль с поверхностным слоем, при получении которого полимерную композицию для совместной экструзии подвергают сдвоенной экструзии на одной поверхности профиля, экструдируемого из главного экструдера, при этом полимерная композиция для совместной экструзии содержит древесное волокно.
Полимерная композиция для совместной экструзии предпочтительно содержит первый исходный материал для формирования основного цвета, второй исходный материал для формирования полутонового цвета и третий исходный материал для формирования цвета насыщенных тонов. Первый исходный материал состоит из ПВХ, нефтяного сланца, древесного волокна, неорганического пигмента, обладающего стойкостью к атмосферным воздействиям, и добавки, стойкой к атмосферным воздействиям, причем содержание древесного волокна составляет 15-20%. Второй исходный материал состоит из одного или нескольких компонентов типа высокополимеризованного ПВХ, аммонизированной суперфосфорной кислоты (АСК), полиметилметакрилата (ПММА) и полиэтилена (ПЭ), неорганического полутонового пигмента, а третий исходный материал состоит из одного или нескольких компонентов типа высокополимеризованного ПВХ, АСК, ПММА и ПЭ, неорганического пигмента насыщенных тонов.
В предпочтительном варианте температура плавления первого исходного материала составляет 160-165°C, температуры плавления второго и третьего исходных материалов составляют 175-185°C и температура плавления первого исходного материала ниже, чем температуры плавления второго и третьего исходных материалов. А каждый цвет второго и третьего исходных материалов можно отличить от каждого другого цвета на первом исходном материале как основном материале благодаря различию среди температур плавления первого, второго и третьего исходных материалов.
В предпочтительном варианте полимерная композиция для совместной экструзии дополнительно содержит анионный порошок или освежитель воздуха.
В соответствии с данным изобретением, как описано выше, поверхностный слой сформирован как единое целое с одной стороной профиля посредством совместной экструзии, и поэтому можно обеспечить текстуру природной древесины, а значит, и атмосферу роскоши. Кроме того, в оконном профиле различные цвета могут быть естественно выражены на поверхностном слое оконного профиля таким образом, что окажутся отличимыми друг от друга, тисненые рисунки будут выполнены двухступенчатыми, период повторения рисунков станет длительным и т.п., вследствие чего можно обеспечить графичность, аналогичную природной древесине.
Эти и другие задачи, признаки и преимущества данного изобретения станут ясными из нижеследующего описания предпочтительных вариантов осуществления, приводимого в связи с прилагаемыми чертежами, на которых:
на фиг.1 представлен схематический вид устройства для изготовления обычного оконного профиля;
на фиг.2 представлен схематический вид устройства для изготовления оконного профиля в соответствии с вариантом осуществления данного изобретения;
на фиг.3 представлено перспективное изображение, иллюстрирующее способ экструзии с помощью экструдера и вспомогательного экструдера;
на фиг.4 представлено поперечное сечение профиля, изготовленного посредством устройства в соответствии с данным изобретением;
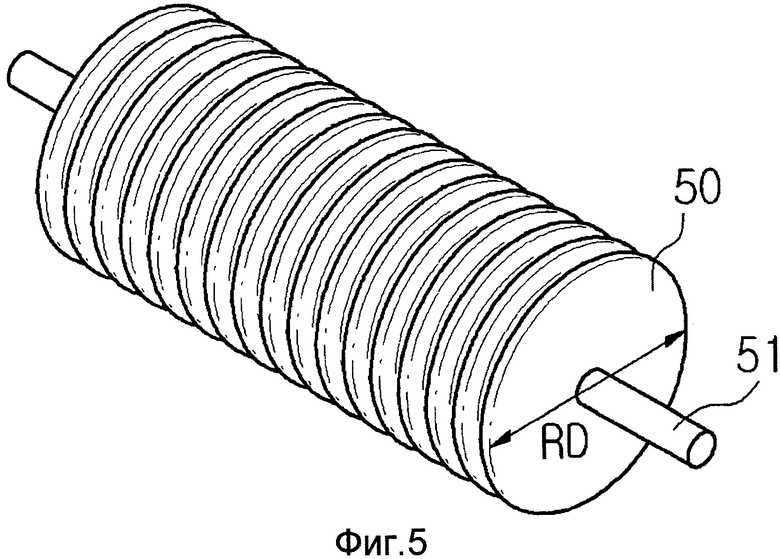
на фиг.5 представлено перспективное изображение тисненого валика в соответствии с данным изобретением;
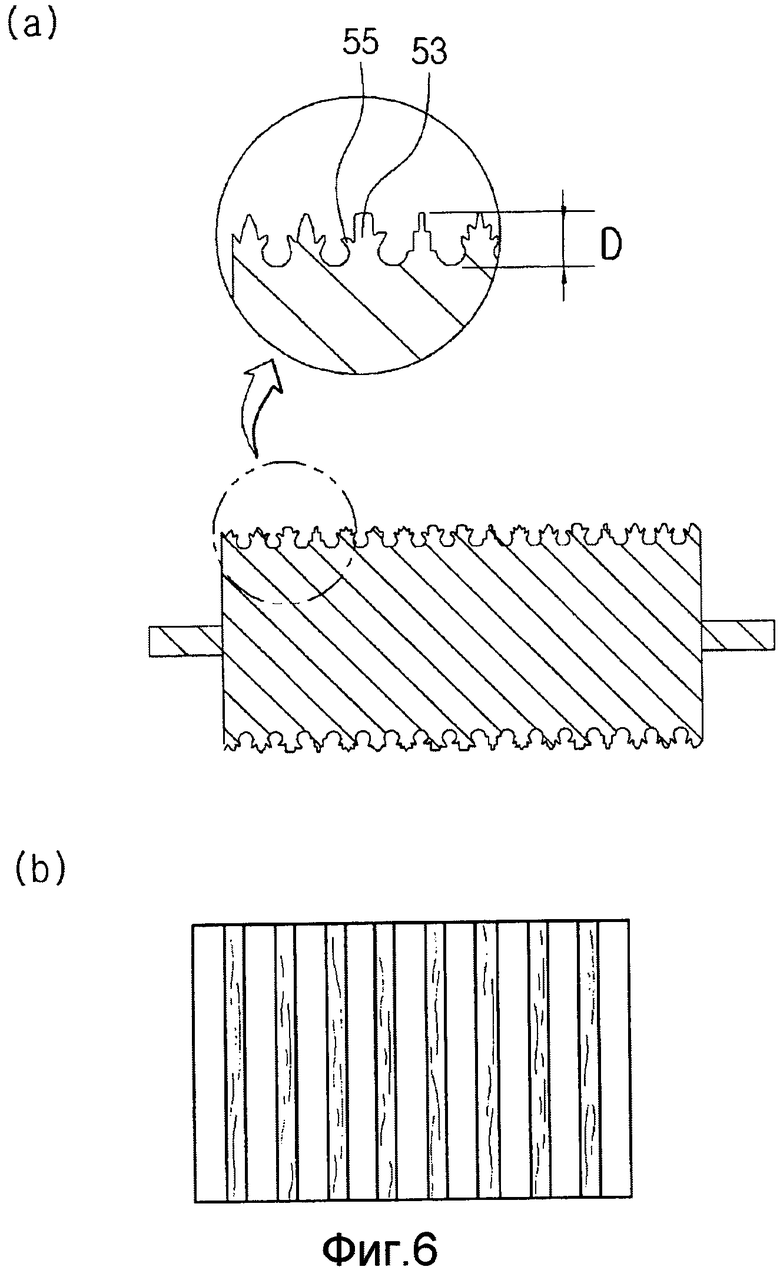
на фиг.6 представлены поперечное сечение тисненого валика и вид в увеличенном масштабе поверхности тисненого валика в соответствии с данным изобретением;
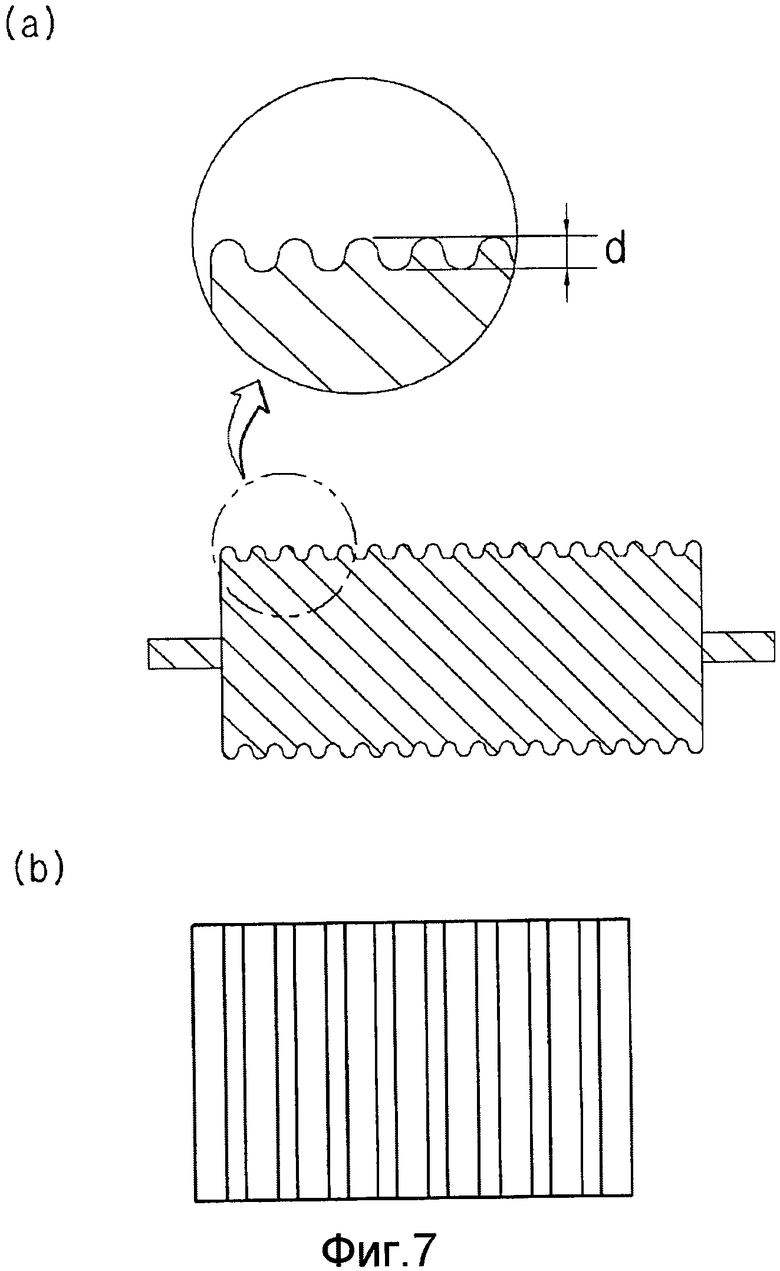
на фиг.7 представлены поперечное сечение обычного тисненого валика и вид в увеличенном масштабе поверхности обычного тисненого валика;
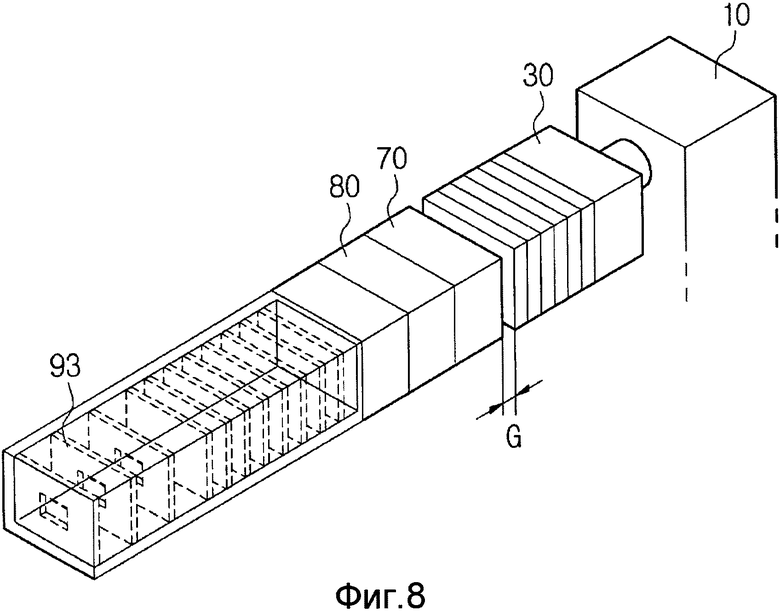
на фиг.8 представлен вид устройства для совместной экструзии, предназначенного для изготовления оконного профиля в соответствии с данным изобретением, причем это устройство рассматривается с направления, отличающегося от того, которое соответствует фиг.2;
на фиг.9 представлено поперечное сечение головки и тисненого валика согласно фиг.8;
на фиг.10 представлено перспективное изображение диска охлаждающего устройства в устройстве для совместной экструзии в соответствии с данным изобретением;
на фиг.11 представлено сечение соединителя вспомогательного экструдера в устройстве для совместной экструзии в соответствии с данным изобретением;
на фиг.12 представлено сечение обычного соединителя;
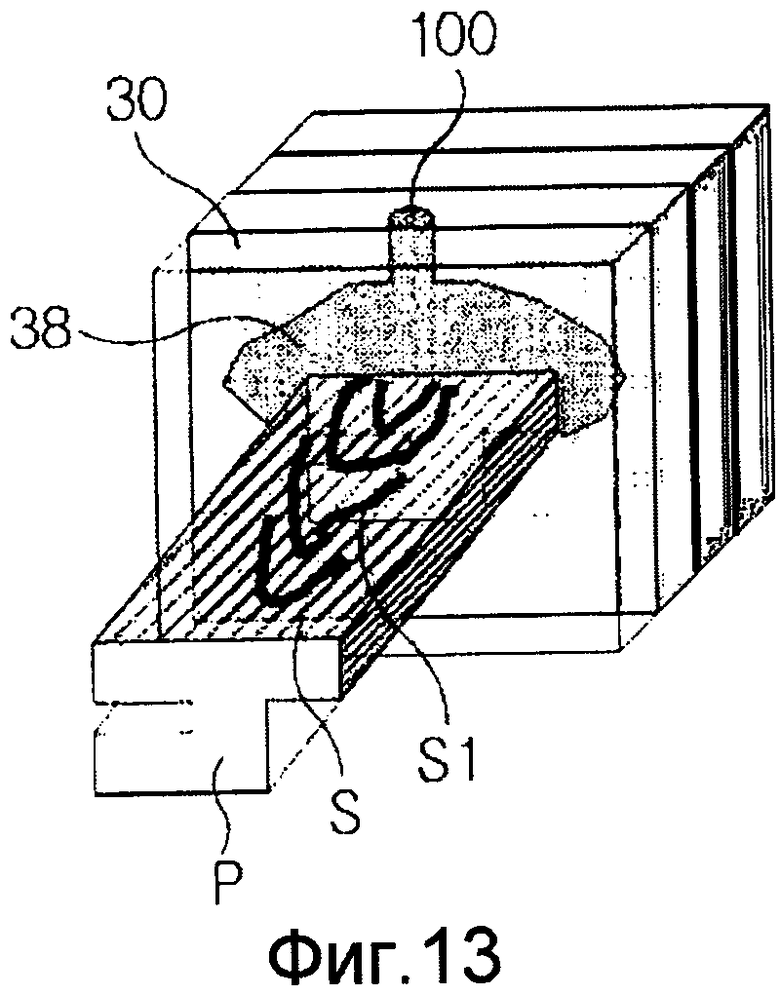
на фиг.13 представлен вид сравнительного примера, показывающий, что рисунки на профиле сформированы посредством устройства для совместной экструзии;
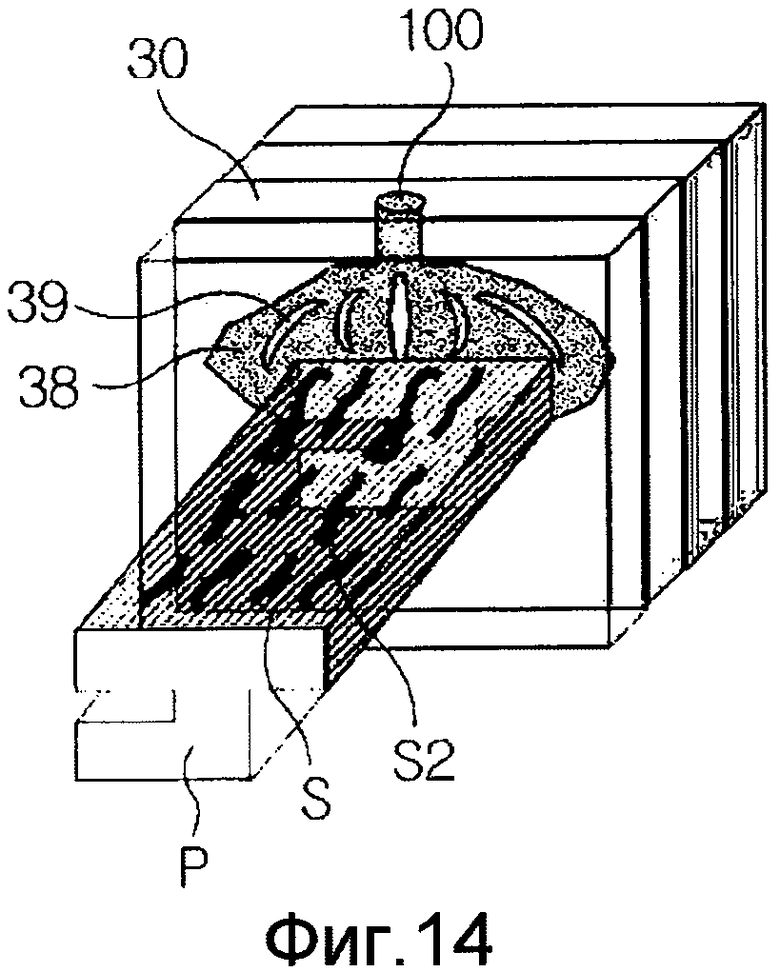
на фиг.14 представлен вид, показывающий, что рисунки сформированы на профиле посредством устройства для совместной экструзии в соответствии с данным изобретением;
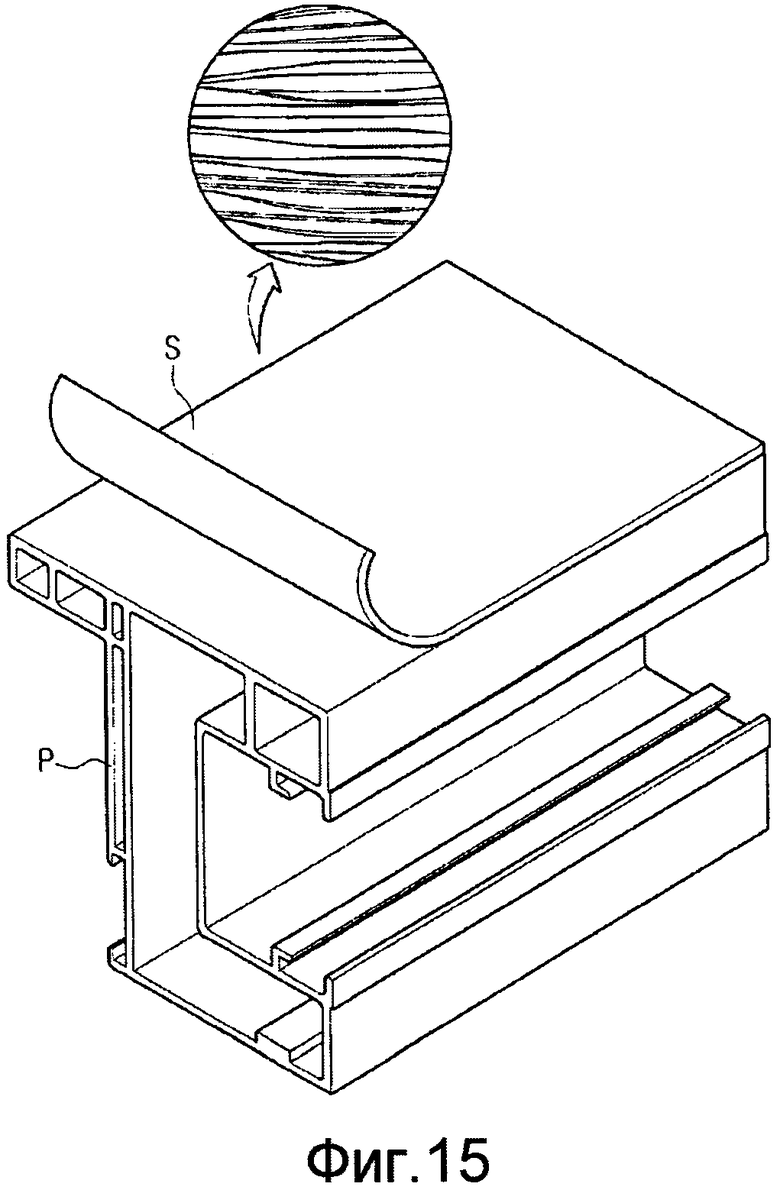
на фиг.15 представлен вид реального изделия, изготовленного путем использования устройства для совместной экструзии в соответствии с данным изобретением.
Ниже будут подробно описаны варианты осуществления данного изобретения.
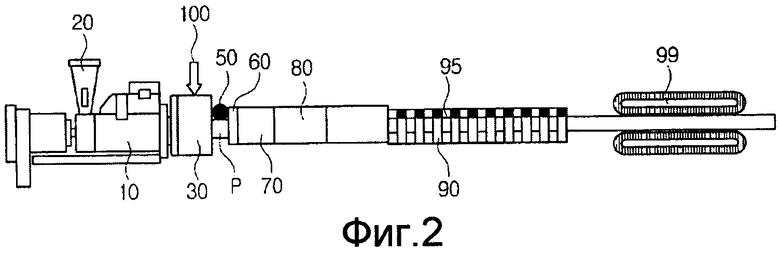
На фиг.2 представлен схематический вид устройства для изготовления оконного профиля в соответствии с вариантом осуществления данного изобретения. Обращаясь к фиг.2, отмечаем, что если таблетки термопластичного полимера подают или композиционный материал термопластичного полимера, такого как полимер на основе полистирола (ПС), полиэтилена (ПЭ), полипропилена (ПП), поливинилхлорида (ПВХ) и АСК, впрыскивают в главный экструдер 10 через воронку 20, то материал нагревается нагревателем, находящимся в нагревательном цилиндре экструдера 10 и расплавляющим этот материал с переходом в гелеобразное состояние, и транспортируется за счет вращения шнека экструдера. После этого профиль P, имеющий желаемую форму, экструдируют через головку 30, находящуюся на передней стороне экструдера 10, и пропускают через калибратор 70, 80 и охлаждающее устройство 90, а потом - через тяговое устройство 99 и режущее устройство, которые аналогичны известным, и поэтому их подробное описание будет опущено.
Калибратор 70 предпочтительно находится рядом с головкой, так что профиль, пропущенный через головку, можно вводить в калибратор 70 без искажения формы профиля, а процесс охлаждения поверхности профиля Р осуществляют до введения профиля Р в калибратор 70. Если вводить профиль Р в калибратор сразу, не охлаждая его поверхность, может возникнуть проблема, заключающаяся в том, что тисненые рисунки, сформированные на поверхности профиля, истираются и исчезают за счет поверхностного трения между сформованным полимерным профилем и внутренним металлом калибратора. Поэтому в качестве охлаждающего вещества предпочтительно использовать воздух. То есть, в устройстве для охлаждения поверхности осуществляют равномерное нагнетание воздуха на профиль, вследствие чего поверхность профиля быстро охлаждается.
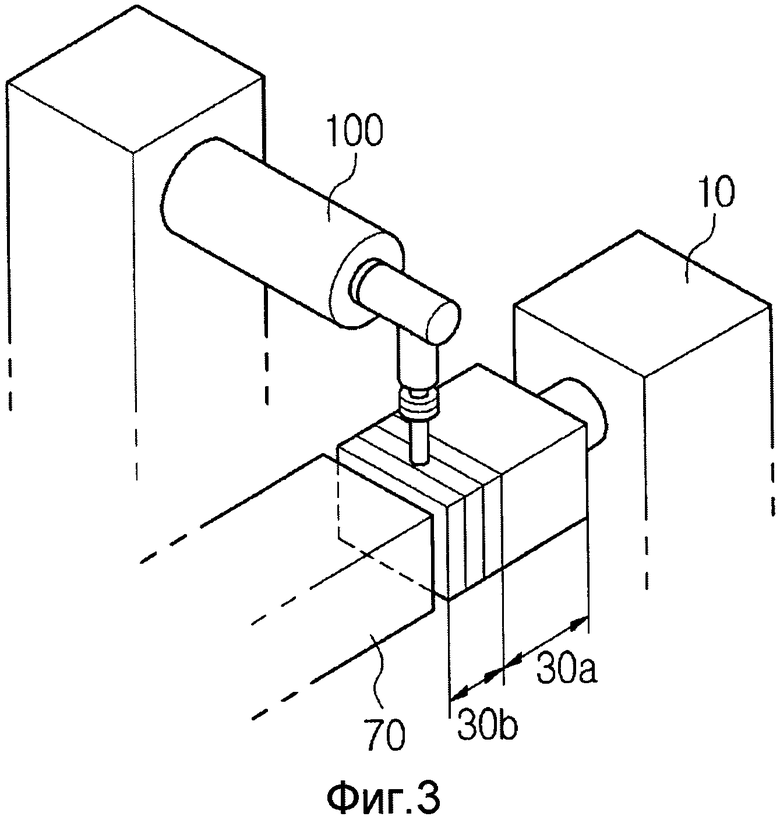
Устройство для совместной экструзии согласно данному изобретению дополнительно включает в себя вспомогательный экструдер 100 для процесса совместной экструзии. На фиг.3 показаны головка 30 и вспомогательный экструдер 100 в соответствии с данным изобретением. Головка 30 включает в себя головку 30а для главной экструзии и головку 30b для совместной экструзии. Головка 30а для главной экструзии функционирует, обеспечивая экструзию полимера, который нагнетают через воронку 20 и плавят с переходом в гелеобразное состояние для придания ему заранее определенной формы. Головка 30b для совместной экструзии, находящаяся на передней стороне головки 30а для главной экструзии, функционирует, формируя поверхностный слой (см. символ S на фиг.4) на одной стороне профиля, пропущенного через головку 30а для главной экструзии. С этой целью полимер для совместной экструзии, подаваемый из вспомогательного экструдера 100, нагнетают в верхнюю часть головки 30b для совместной экструзии. Иными словами, полимер для совместной экструзии, подаваемый из вспомогательного экструдера 100, закрепляют на стороне профиля, пропущенного через головку 30а для главной экструзии, формируя поверхностный слой S, а затем пропускают через головку 30b для совместной экструзии.
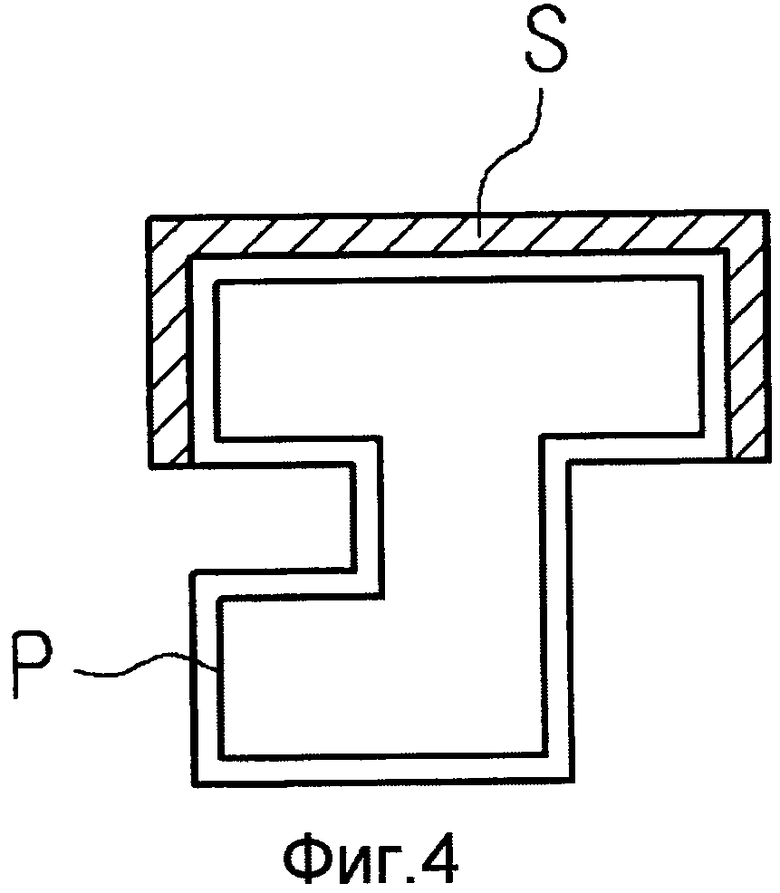
На фиг.4 представлено поперечное сечение профиля, изготовленного посредством устройства для совместной экструзии в соответствии с данным изобретением. Поверхностный слой S сформирован как единое целое с поверхностью оконного профиля P посредством совместной экструзии. На этом чертеже показано, что поверхностный слой сформирован на верхней поверхности и обеих сторонах профиля. Однако данное изобретение не ограничивается таким формированием поверхностного слоя. При необходимости поверхностный слой может быть сформирован на части верхней поверхности или на всех поверхностях профиля.
За счет формирования поверхностного слоя с помощью совместной экструзии можно придавать поверхностному слою различные цвета с помощью различных материалов. Поскольку материал, отличающийся от такого профиля, сформирован как единое целое с этим профилем посредством совместной экструзии, последующей обработки, подобной креплению листа, после изготовления профиля не требуется. Можно также снизить производственные затраты, да еще и повысить технологичность изделия. Кроме того, поскольку клей не используется, процесс оказывается экологически благоприятным, а также с выгодой противодействует образованию царапин.
В соответствии с данным изобретением, полимерная композиция для совместной экструзии, образующая поверхностный слой S, содержит древесное волокно, тем самым улучшая текстуру природной древесины, а значит, и ее графичность.
Полимерная композиция для совместной экструзии включает в себя первый исходный материал для формирования основного цвета, второй исходный материал для формирования полутонового цвета и третий исходный материал для формирования цвета насыщенных тонов.
В данном изобретении первый исходный материал как основной материал отличается тем, что содержит древесное волокно, так что поверхностный слой профиля имеет текстуру природной древесины. Первый исходный материал состоит из 70% ПВХ, 10-15% нефтяного сланца, 15-20% древесного волокна, малого количества неорганического пигмента, обладающего превосходной стойкостью к атмосферным воздействиям, малого количества добавки, стойкой к атмосферным воздействиям, и т.п.
Второй исходный материал для формирования полутонового цвета состоит из полимера, такого как высокополимеризованный ПВХ, АСК, ПММА и ПЭ, который имеет температуру плавления выше, чем первый исходный материал (основной материал), малого количества неорганического полутонового пигмента, обладающего превосходной стойкостью к атмосферным воздействиям, малого количества добавки, стойкой к атмосферным воздействиям, и т.п.
Третий исходный материал для придания цвета насыщенных тонов состоит из полимера, такого как высокополимеризованный ПВХ, АСК, ПММА и ПЭ, который имеет температуру плавления выше, чем первый исходный материал (основной материал), малого количества неорганического полутонового пигмента, обладающего превосходной стойкостью к атмосферным воздействиям, малого количества добавки, такой как лубрикант, т.п.
В соответствии с данным изобретением первый, второй и третий исходные материалы не смешивают для формирования одного цвета. Но в состоянии, в котором на профиле формируют поверхностный слой, второй и третий исходные материалы соответственно демонстрируют полутоновый цвет и цвет насыщенных тонов на первом исходном материале в качестве основного материала, так что каждые из цветов можно отличить друг от друга, тем самым обеспечивая нейтральные цвета, обладающие превосходной графичностью.
Чтобы обеспечить возможность отличать цвета полимерных композиций друг от друга, первый исходный материал имеет температуру плавления примерно 160-165°C, второй исходный материал имеет температуру плавления примерно 175-185°C и третий исходный материал имеет температуру плавления примерно 175-185°C.
Вспомогательный экструдер 100 функционирует, нагревая полимерные композиции для совместной экструзии, а затем нагнетает их к головке 30b для совместной экструзии. Если все температуры плавления полимерных композиций одинаковы, то все полимерные композиции плавят и смешивают друг с другом во вспомогательном экструдере 100, и поэтому каждая из них не отличается друг от друга по цвету, а вместо этого происходит слияние в один цвет. Следовательно, чтобы предотвратить такое явление, температуры плавления каждой из композиций отличаются друг от друга. Иными словами, когда изолированный участок вспомогательного экструдера 100 нагревают примерно до 160-180°C, основной материл, имеющий самую низкую температуру плавления, плавится первым, переходя в гелеобразное состояние, а второй и третий исходные материалы частично плавятся, а потом выпускаются в головку для совместной экструзии. В этом процессе второй исходный материал, имеющий полутоновый цвет, и третий исходный материал, имеющий цвет насыщенных тонов, образуют естественные рисунки на основном материале.
Помимо этого, полимерные композиции для совместной экструзии могут дополнительно включать в себя анионный порошок, освежитель воздуха или аналогичное вещество для выпуска анионов в помещение, тем самым обеспечивая окружающую среду, подобную лесной, или испускание естественного аромата, подобного запаху фитонцидов.
На фиг.5 представлено перспективное изображение тисненого валика 50 в соответствии с данным изобретением, а на фиг.6a и 6b представлены поперечное сечение и вид в увеличенном масштабе тисненого валика 50 в соответствии с данным изобретением.
Тисненый валик 50 согласно данному изобретению имеет больший диаметр, чем обычный тисненый валик, а рисунки выполнены двухступенчатыми, вследствие чего улучшается графичность внешнего вида и ощущение размера. Тисненый валик 50 установлен с возможностью вращения на вращающемся валу 51, а на поверхности этого валика сформированы неравномерные рисунки. То есть, как показано на фиг.6a, на поверхности тисненого валика 50 сформированы двухступенчатые рисунки. Иными словами, тисненый валик 50 включает в себя первый выступ 53, который сформирован относительно большим, и второй выступ 55, который сформирован относительно меньшим на первом выступе 53. Первый и второй выступы 53 и 55 имеют не формально одинаковый профиль, а произвольную форму (обычный тисненый валик, показанный на фиг.7a и 7b, имеет простые рисунки, просто расположенные на одинаковой глубине, и поэтому графичность этого валика ухудшена). Глубина D первого выступа 53 выполнена большей, чем глубина d выступа, образованного на обычном тисненом валике, вследствие чего графичность рисунков повышается.
Тисненый валик 50 согласно данному изобретению имеет большой диаметр RD, а также большой выступ. Если диаметр тисненого валика увеличивают, то длина окружности поверхности тисненого валика тоже увеличивается, а длина тисненого рисунка, сформированного вдоль поверхности профиля, становится большой. Таким образом, период повторения рисунков, сформированных на профиле, становится коротким, тем самым повышая графичность рисунков.
Вместе с тем, диаметр тисненого валика 50, находящегося между головкой 30 и калибратором 70, ограничен из-за ограничения пространства между головкой 30 и калибратором 70, как описано выше. Чтобы решить эту проблему, в данном изобретении предложена новая форма, как показано на фиг.8 и 9.
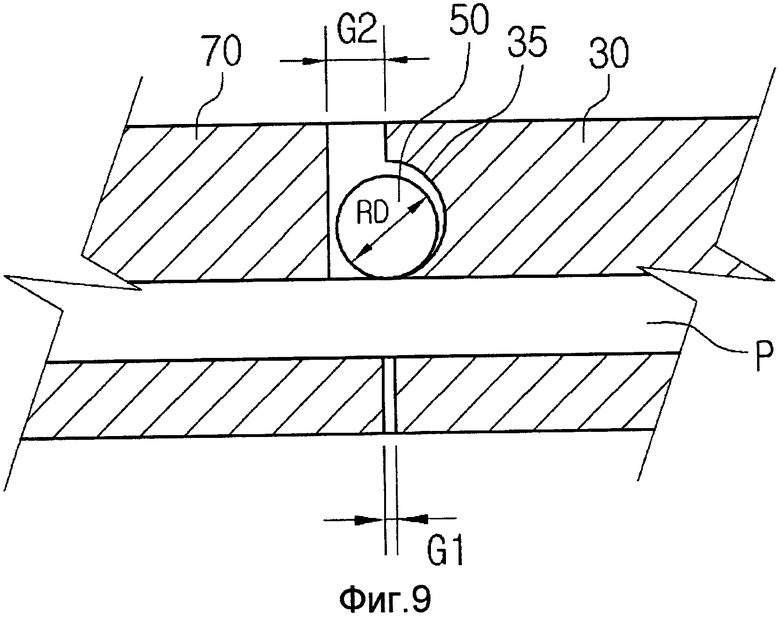
На фиг.8 показана часть устройства для совместной экструзии, предназначенного для изготовления оконного профиля в соответствии с данным изобретением, причем это устройство рассматривается с направления, отличающегося от того, которое соответствует фиг.2, при этом вспомогательный экструдер не показан, а на фиг.9 представлено поперечное сечение головки 30 и тисненого валика 50 согласно фиг.8.
Обращаясь к фиг.8 и 9, отмечаем, что в пространстве G между головкой 30 и калибратором 70 нижнее пространство G1 является относительно малым, а верхнее пространство G2 является относительно большим, чтобы установить тисненый валик 50. А поверхность головки 30, на которой находится тисненый валик 50, закруглена, имея заглубленный участок 35, и поэтому есть возможность обеспечить достаточное пространство, в котором можно устанавливать тисненый валик 50, имеющий большой диаметр. То есть, на поверхности головки 30 сформирован криволинейный участок 35, который соответствует внешней окружности тисненого валика 50 и в который выпускается профиль P. Следовательно, даже несмотря на то, что диаметр RD тисненого валика 50 становится больше, чем диаметр обычного тисненого валика, можно устанавливать тисненый валик 50 без избыточного увеличения пространства между головкой и калибратором. Хотя на чертеже показан заглубленный участок в форме полукруга, данное изобретение не ограничивается этой формой, и, при необходимости, можно обеспечить различные формы заглубленного участка, например форму дуги окружности, имеющей центральный угол 90 градусов.
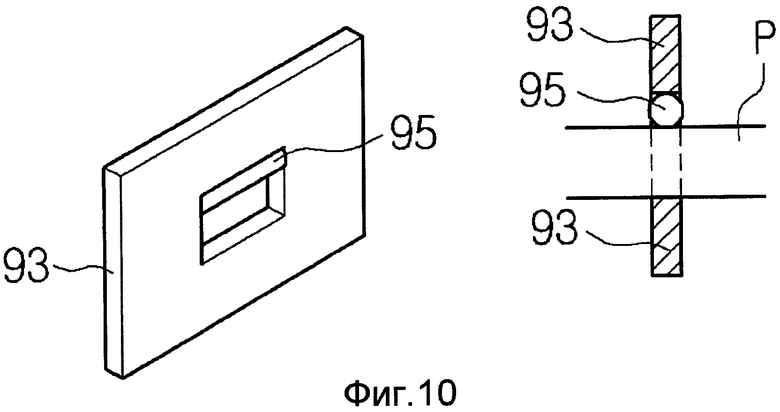
Обращаясь к фиг.8, отмечаем, что калибратор 70, 80 может включать в себя сухой калибратор 70 и влажный калибратор 80 или один из них. А в охлаждающем устройстве 90 в направлении продвижения профиля в водяном баке расположено множество полых дисков 93, так что профиль, пропущенный сквозь них, можно охлаждать без искажения формы профиля.
На фиг.10 показан один из дисков охлаждающего устройства 90 в соответствии с данным изобретением. Диск 93 выполнен полым на его центральном участке, так что сквозь него можно пропускать профиль P, а на верхнем участке полого участка диска 93 находится валик 95. Вращающийся вал валика 95 прикреплен к верхнему участку диска 93, а валик 95 вращается, находясь в контакте с профилем, пропускаемым сквозь диск. На верхней поверхности профиля Р посредством совместной экструзии формируют поверхностный слой S, а на нем посредством тисненого валика 50 формируют тисненые рисунки.
Поскольку в обычном охлаждающем устройстве нет валика 95 согласно данному изобретению, верхняя поверхность полого участка диска контактирует с пропускаемым сквозь него профилем, и в результате возможно повреждение тисненых рисунков, формируемых на верхней поверхности профиля.
В соответствии с данным изобретением, поскольку в надлежащем положении диска предусмотрен вращающийся валик, который контактирует с верхней поверхностью профиля, обычный контакт с поверхностью заменяется линейным контактом с ней, и поэтому предотвращается повреждение тисненых рисунков, формируемых на верхней поверхности профиля.
В данном изобретении, как показано на фиг.3, поверхностный слой получают посредством совместной экструзии на верхней поверхности профиля с помощью вспомогательного экструдера 100. А обеспечить этот вспомогательный экструдер 100, имеющий улучшенное пропускание, можно путем усовершенствования обычного вспомогательного экструдера, который используется для совместной экструзии ПВХ или других материалов в обычном технологическом устройстве.
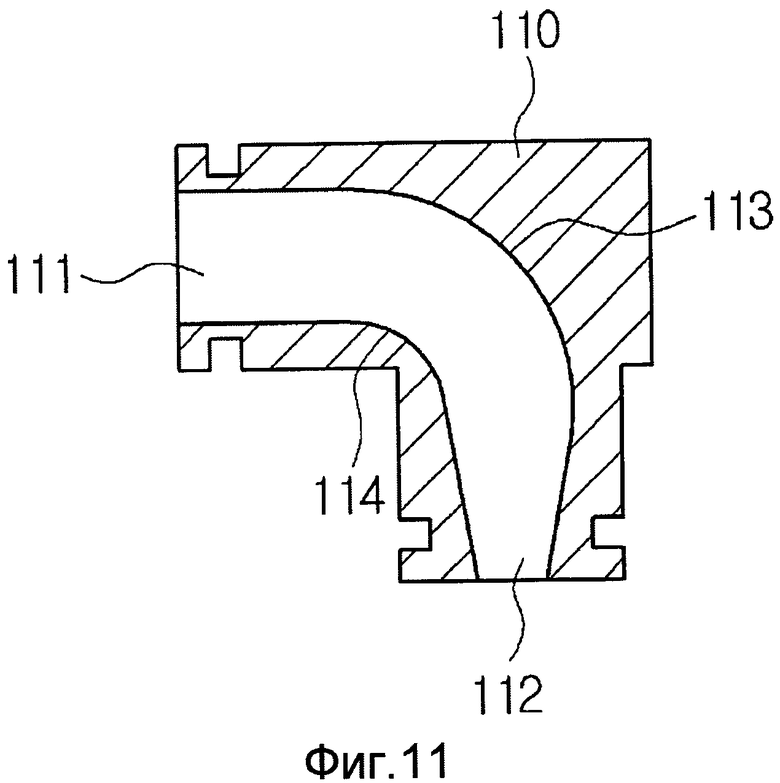
Во вспомогательном экструдере 100 согласно данному изобретению полимерную композицию для совместной экструзии нагнетают с помощью заранее определенного и постоянного давления и подают на верхний участок головки 30b для совместной экструзии, так что на поверхности профиля Р формируется поверхностный слой S. Как показано на чертеже, полимерную композицию для совместной экструзии подают горизонтально, поворачивают примерно на 90 градусов, а потом снова подают - вертикально, вводя в верхний участок головки 30b для совместной экструзии. Соединитель 110 функционирует, изменяя направление прохождения полимерной композиции для совместной экструзии на вертикальное направление. На фиг.11 представлено сечение соединителя 110 в соответствии с данным изобретением. Соединитель 110 выполнен с впускным отверстием 111, через которое вводят полимерную композицию для совместной экструзии, выпускным отверстием 112, которое повернуто вертикально от впускного отверстия 111, и криволинейным участком 113, 114, который изменяет направление прохождения. Внутренний диаметр соединителя 110 сужается от впускного отверстия 111 к выпускному отверстию 112, так что скорость транспортировки и давление полимерной композиции увеличиваются. Криволинейный участок 113, 114 обеспечивает плавное изменение направления прохождения от горизонтального направления к вертикальному направлению.
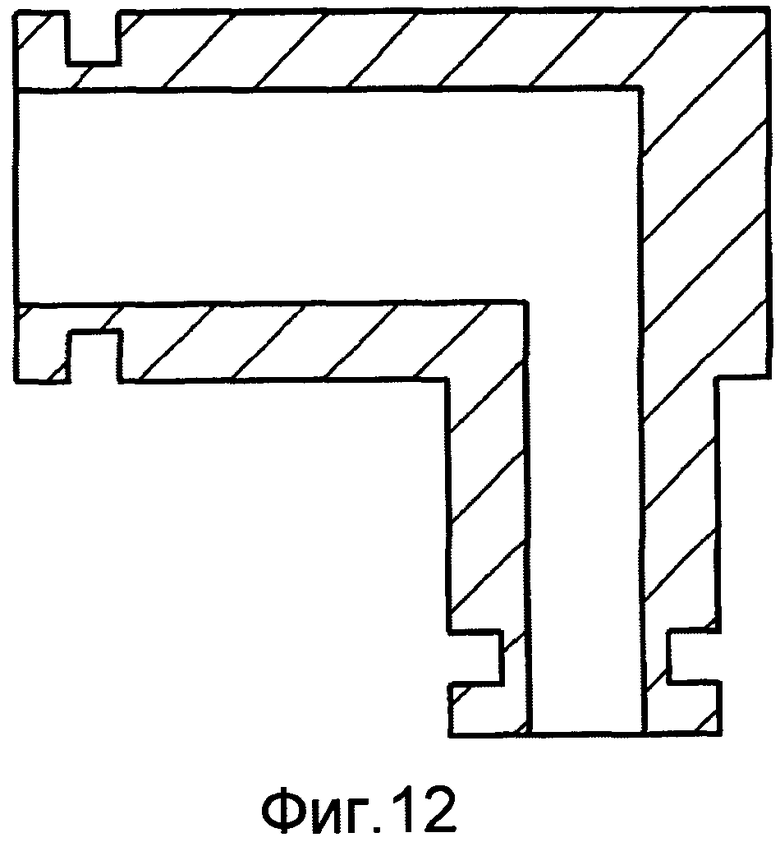
На фиг.12 представлено сечение обычного соединителя. Здесь направление прохождения транспортируемого материала резко изменяется от горизонтального направления к вертикальному направлению. Поэтому материал, который транспортируется в горизонтальном направлении, сталкивается с вертикальной стенкой и вследствие этого возвращается назад или скапливается около нее, создавая проблему, заключающуюся в том, что давление при транспортировке увеличивается. Вместе с тем, поскольку данное изобретение предусматривает криволинейный участок, направление прохождения материала можно изменять плавно.
На фиг.13 изображен сравнительный пример, показывающий, что рисунки на профиле сформированы посредством устройства для совместной экструзии, а на фиг.14 показано, что рисунки сформированы на профиле посредством устройства для совместной экструзии в соответствии с данным изобретением.
Полимерную композицию для совместной экструзии вводят из вспомогательного экструдера 100 на верхний участок головки 30, а потом вводят в нагнетательное пространство 38 для совместной экструзии, образованное в головке. Затем полимерную композицию для совместной экструзии наносят на верхнюю поверхность или верхнюю и боковые поверхности профиля P, пропускаемого через головку и транспортируемого горизонтально, вследствие чего формируется поверхностный слой S профиля. В данном случае второй и третий исходные материалы полимерной композиции формируют естественные рисунки.
Вместе с тем, как показано на фиг.13, если нагнетательное пространство 38 для совместной экструзии образовано как единственное пространство, давление концентрично прикладывается к центральному участку полимерной композиции, которой покрыт профиль P, и поэтому на центральном участке верхней поверхности профиля образуются рисунки завихрений, обеспечивая ощущения неестественности.
Чтобы решить эту проблему, нагнетательное пространство 38 для совместной экструзии в данном изобретении образовано с разделением на множество отделений. С этой целью данное изобретение предусматривает направляющую 39 пропускания, которая выполнена в нагнетательном пространстве 38 для совместной экструзии так, что направляет полимерную композицию в раздельные пространства. Потом полимерную композицию, нагнетаемую во вспомогательный экструдер 100 и вводимую в нагнетательное пространство 38 для совместной экструзии, имеющееся в головке, направляют в отдельные пространства, и тем самым предотвращается концентричное нанесение полимерной композиции на центральный участок верхней поверхности профиля. Следовательно, рисунок S2, формируемый на поверхностном слое S профиля, формируется равномерно на верхней поверхности профиля, в результате чего происходит равномерное формирование естественных рисунков в виде полосы.
Как показано на фиг.14, поскольку рисунок S2, формируемый на поверхностном слое S профиля P, изготавливаемого в устройстве для совместной экструзии согласно данному изобретению, формируют путем надлежащего распределения второго и третьего исходных материалов посредством направляющей 39 прохождения, рисунки получаются естественные и неформальные, а значит, достигается и высокая графичность.
В соответствии с данным изобретением поверхностный слой выполнен как единое целое с одной стороной профиля посредством совместной экструзии, и поэтому можно обеспечить текстуру природной древесины, а значит, и атмосферу роскоши. Кроме того, оконному профилю можно придать естественное выражение различных цветов на поверхностном слое оконного профиля, так что их можно отличить друг от друга, тисненые рисунки формируются в виде двух ступенек, период повторения рисунков становится длительным и т.п., вследствие чего можно обеспечить графичность, аналогичную природной древесине.
Хотя данное изобретение описано применительно к конкретным вариантам осуществления, специалисты в данной области техники поймут, что в рамках существа и объема притязаний данного изобретения, определяемого нижеследующей формулой изобретения, в него можно внести различные изменения и модификации.
Изобретение относится к способу изготовления оконного профиля методом экструзии. Оконный профиль, содержащий поверхностный слой, для получения которого полимерную композицию для совместной экструзии подвергают сдвоенной экструзии на одной поверхности профиля, экструдируемого из главного экструдера, причем полимерная композиция для совместной экструзии содержит древесное волокно, при этом полимерная композиция для совместной экструзии содержит первый исходный материал для формирования основного цвета, второй исходный материал для формирования полутонового цвета и третий исходный материал для формирования цвета насыщенных тонов, причем температура плавления первого исходного материала составляет 160-165°C, температуры плавления второго и третьего исходных материалов составляют 175-185°C и температура плавления первого исходного материала ниже, чем температуры плавления второго и третьего исходных материалов. Техническим результатом изобретения является повышение качества изготавливаемого профиля, в частности его внешнего вида за счет снижения процесса обесцвечивания. 5 з.п. ф-лы, 15 ил.
1. Оконный профиль, содержащий поверхностный слой, для получения которого полимерную композицию для совместной экструзии подвергают сдвоенной экструзии на одной поверхности профиля, экструдируемого из главного экструдера, причем полимерная композиция для совместной экструзии содержит древесное волокно, при этом полимерная композиция для совместной экструзии содержит первый исходный материал для формирования основного цвета, второй исходный материал для формирования полутонового цвета и третий исходный материал для формирования цвета насыщенных тонов, причем температура плавления первого исходного материала составляет 160-165°C, температуры плавления второго и третьего исходных материалов составляют 175-185°C и температура плавления первого исходного материала ниже, чем температуры плавления второго и третьего исходных материалов.
2. Оконный профиль по п. 1, в котором первый исходный материал состоит из поливинилхлорида (ПВХ), нефтяного сланца, древесного волокна, неорганического пигмента, обладающего стойкостью к атмосферным воздействиям, и добавки, стойкой к атмосферным воздействиям, и при этом содержание древесного волокна составляет 15-20%.
3. Оконный профиль по п. 1, в котором второй исходный материал состоит из одного или нескольких компонентов типа высокополимеризованного ПВХ, аммонизированной суперфосфорной кислоты (АСК), полиметилметакрилата (ПММА) и полиэтилена (ПЭ), неорганического полутонового пигмента.
4. Оконный профиль по п. 1, в котором третий исходный материал состоит из одного или нескольких компонентов типа высокополимеризованного ПВХ, АСК, ПММА и ПЭ, неорганического пигмента насыщенных тонов.
5. Оконный профиль по п. 1, в котором каждый цвет второго и третьего исходных материалов можно отличить от каждого другого цвета на первом исходном материале как основном материале благодаря различию среди температур плавления первого, второго и третьего исходных материалов.
6. Оконный профиль по п. 1, в котором полимерная композиция для совместной экструзии дополнительно содержит анионный порошок или освежитель воздуха.
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| DE 10128711 A1 19.02.2002 | |||
| JPH 04347632 A 02.12.19924 | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| CN 101670745 A 17.03.2010 | |||

