Изобретение относится к области строительства и предназначено для изготовления профиля из ПВХ для оконных и дверных блоков с содержанием ионов серебра, обладающих антибактериальными свойствами.
Микробиологическая коррозия строительных и отделочных материалов наносит значительный ущерб готовым конструкциям, поэтому вопрос о предотвращении повреждений, вызываемых микроорганизмами, плесневыми грибами и другими вредными для человека организмами, чрезвычайно важен. Сложность проблемы усугубляется тем, что микроорганизмы обладают способностью приспосабливаться к новым условиям жизни, в частности к используемым для их уничтожения химическим веществам.
Рост микроорганизмов на полимерном материале может приводить к образованию слизи, пятен, микротрещин, грибницы, появлению запаха. Обнаруживаются во многих случаях и более глубокие повреждения. Стабильность оконных конструкций из ПВХ зависит от микробостойкости отдельных компонентов композиции.
Кроме компонентов рецептуры, которые должны обладать возможно меньшей восприимчивостью к микробам и плесени, мы добавляем серебросодержащее вещество для придания антимикробных свойств профилю для оконных и дверных блоков и благотворного действия на человека.
Серебро обладает низкой физиологической активностью, оно безвредно для человека и домашних животных.
Действие на человека
Испытаниями в ФБУН НИИ Дезинфектологии Роспотребнадзора г.Москва от 20 декабря 2011 года установлено, что профиль для оконных и дверных блоков с содержанием ионов серебра обладает антимикробным действием, в том числе в отношении бактерий S.aures (стафилококки) и E.coli (кишечная палочка), обеспечивая через 24 часа снижение обсемененности поверхностей профиля до 79,3%.
Химизм процесса
Металлы в зависимости от положения в таблице Д.И. Менделеева могут вступать с ПВХ в разнообразные реакции. Принцип связывания в макромолекуле ПВХ свободного Cl при помощи свинца Pb лежит в основе стабилизации поливинлхлорида от термодеструкции.
Что касается ионов серебра Ag, то будучи добавленными в ПВХ в малых количествах, они не влияют на стабилизацию ПВХ, т.е не участвуют в качественной реакции. Будучи добавленным в больших количествах (1:1), серебро Ag не влияет на скорость дегидрохлорирования ПВХ в отсутствие HCl, но, так же как ртуть, уменьшает скорость автокаталитического распада ПВХ, т.е. при оставлении PCl в зоне реакции.
Из уровня техники известен способ изготовления профильного материала, пригодного, в частности, для изготовления окон и дверей с применением термопластичного материала, путем термопластифицирования материала и непрерывного профильного формования термопластифицированного материала, включающий следующие операции: образование первого компонента смеси из термопластичных пластмассовых отходов; подготовка второго компонента смеси, содержащего добавки; интенсивное смешивание первого и второго компонентов смеси друг с другом, уплотнение и путем термопластифицирования первого компонента смеси подготовка смеси, пригодной для непрерывного профильного формования. Смесь, пригодную для непрерывного профильного формования, вводят под давлением в профилеобразующий канал, вплоть до его заполнения, формуют в нем толстостенную профильную заготовку, по меньшей мере, частично отверждают охлаждением и после этого извлекают из профилеобразующего канала в виде отрезка длиной, соответствующей длине профилеобразующего канала; профильную заготовку подвергают в течение времени выдержки отдельными участками процессу усадки, причем времени выдержки достаточно для того, чтобы произошла существенная часть общей ожидаемой усадки; по истечении времени выдержки профильную заготовку участками подвергают формообразованию обработкой резанием со снятием материала, по меньшей мере, на отдельных частях ее периметра с образованием промежуточного профиля; на промежуточный профиль, по меньшей мере, на части его периметра наносят покрытие в виде слоя, улучшающего поверхность (RU 2177412, 27.12.2001).
Известен процесс производства профилированных материалов, в частности, для производства дверей и окон, в котором компонент термопластичного материала и второй компонент, содержащий добавки, смешиваются и уплотняются, чтобы сформировать смесь. Таким образом, термопластический компонент термически пластифицирован. Формирующая смесь сформирована в профильный материал, который затем может быть дальше обработан в форму и покрытие для формирования конечного продукта (US 6237208, 29.05.2001).
Известен метод изготовления из поливинилхлорида (ПВХ) вспененных деревопластиковых окон из секционного материала, в котором секционный материал получают из следующих компонентов сырья, в частях по весу: 60-85 частей ПВХ, 10-25 части древесного волокна, 0,2-0,8 части азодикарбонамида пенообразователя, 4-8 части регулятора пенообразования, 5-8 части стабилизатора, 1-6 части ударопрочного модификатора, 8-15 частей карбоната кальция и 2-6 части эпоксидированного соевого масла. Подготовка метода включает следующие этапы: сырье закладывается в высокоскоростной смеситель и смешивается, после равномерного смешивания сырья, смесь поставляется в машину холодного перемешивания, охлаждение до комнатной температуры и выгрузка для последующего использования, а затем проведение экструзии в экструдере грануляции (CN 102108168, 29.06.2011).
Недостатком полученных профилей является то, что они не обладают антибактериальными свойствами. Кроме того, недостатком первого метода является его малая производительность, а второго метода (изготовления ПВХ вспененных деревопластиковых окон из секционного материала) - значительная сложность изготовления, невозможность получить данный профиль на обычном смесительном и экструзионном оборудовании - необходимо иметь более сложное дополнительное оборудование для переработки древесно-наполненных смесей и вспененных профилей
Технический результат, достигаемый при реализации данного изобретения, заключается в получении полимерного профиля для оконных и дверных блоков с устойчивыми антибактериальными свойствами за счет добавления серебросодержащего вещества (ионов серебра) непосредственно в экструдер, что позволяет равномерно распределить ионы серебра в массе профиля, за счет чего обеспечиваются бактерицидные свойства всего профиля, сохраняющиеся на протяжении всей эксплуатации профиля, так как ионы серебра расположены не только на поверхности профиля, но и внутри него (то есть не истирается, как если бы ионы серебра наносились в качестве покрытия на поверхность профиля).
Указанный технический результат достигается в способе изготовления профиля из ПВХ для оконных и дверных блоков, в котором на установке смешения осуществляют смешивание сухих компонентов композиции, затем полученную сухую смесь направляют на вибросито для просева, после чего сухую смесь выдерживают в течение не менее 1 суток и подают на экструдер, при этом экструзию сухой смеси осуществляют с одновременным добавлением серебросодержащего вещества.
На экструдере под воздействием механических нагрузок и температуры происходит смешение сухой смеси с серебросодержащим веществом при помощи шнеков экструдера и переход ее в расплавленную массу, которая выходит через фильеру для придания формы профилю, затем массу подают на калибраторы, где под воздействием вакуума и холодной воды массу охлаждают и придают геометрические формы готового профиля.
Установка смешения состоит из смесителя горячего смешения, обеспечивающего нагрев композиции до температуры 90-140°С, и смесителя холодного смешения, обеспечивающего охлаждение до 20-90°С.
Дополнительно после калибраторов профиль в виде непрерывной ленты направляют через охлаждающие ванны, где под воздействием холодной воды с температурой 10-14°С происходит окончательное охлаждение, затем охлажденный профиль проходит на станцию приклеивания самоклеящейся защитной пленки и отрезное устройство, на котором профиль нарезают на хлысты, после этого нарезанные хлысты профиля укладывают на паллету.
Массу направляют через охлаждающие ванны с постоянной скоростью, которая осуществляется и регулируется гусеничным вытяжным устройством.
В качестве серебросодержащего вещества используют или нитрат серебра AgNO3, или протеинат серебра, или арсеинат серебра Ag3AsO4, или тритиоортоарсенит серебра(1) Ag3AsS3, или бромид серебра AgBr, или бромат серебра(I) AgBrO3, или хлорид серебра (I) AgCl, или оксид серебра(III)-серебра(I) Ag+Ag3+O2 (Ag2O2) и другие серебросодержащие вещества.
Способ изготовления профиля из ПВХ для оконных и дверных блоков осуществляют следующим образом.
Факторы, оказывающие влияние на смешение ПВХ-композиции.
ПВХ-композиция для производства профиля для оконных и дверных блоков с ионами серебра, обладающими антимикробными свойствами, - многокомпонентная система, для которой смешение является обязательной операцией. При этом основное внимание должно уделяться однородности смеси, поскольку равномерное распределение всех компонентов рецептуры и серебросодержащего вещества, в частности, является главным условием для антимикробной обработки всей массы профиля. На процесс смешения влияет агрегатное состояние перемешиваемых продуктов, разность их плотностей, распределение по размерам и морфология частиц, порядок введения компонентов, режим смешения, порядок введения твердых компонентов отражается как на скорости разогрева ПВХ, а следовательно, длительности цикла смешения, так и на диспергировании компонентов и эффективности их действия. Смазки лучше всего вводить после смешения ПВХ с другими добавками при температуре примерно на 20°С ниже желаемой конечной температуры и при более высокой частоте мешалки. В композицию оконного профиля смазки рекомендуется добавлять при 100°С, затем доводить температуру до 120°С и быстро охлаждать композицию, переводя ее в холодный смеситель. Во избежание излишней тепловой нагрузки, полученную горячую ПВХ-композицию из быстроходного горячего смесителя следует переводить в холодный и охлаждать при медленном перемешивании до 35-40°С.
Выбор ПВХ
Для приготовления ПВХ-композиции с ионами серебра необходимо учитывать роль каждого из входящих в состав композиции компонентов, возможность их взаимодействия друг с другом, с продуктами деструкции ПВХ, с кислородом воздуха и другими химическими агентами. Эффективность переработки одинаковых по составу композиций по одно и той же технологической схеме существенно различается в зависимости от свойств исходного порошкообразного ПВХ.
К основным показателям, определяющим поведение ПВХ при переработке в серебросодержащий оконный профиль, а также его свойства, относятся молекулярная масса полимера, морфологический признак зерна, средний размер частиц, пикнометрическая плотность, термостабильность. Главным показателем, который можно по желанию изменять в широких пределах за счет изменении температуры полимеризации или за счет введения различных добавок (регуляторов роста цепи или сомономеров), является молекулярная масса.
Чаще всего для переработки жестких изделий на экструдере используют ПВХ с константой Фикентчера 50-75. В нашем случае можно использовать суспензионный ПВХ с константой Ф 60-72.
Для промышленных марок ПВХ, применяющихся для экструзии профиля для оконных и дверных блоков с содержанием ионов серебра, очень важна насыпная плотность, которая определяет производительность экструзионных линий и экономичность транспортирования ПВХ.
Требования к процессу экструдирования профиля
Одной из наиболее важных стадий при экструзии является пластикация как средство улучшения распределения ионов серебра в массе ПВХ-профиля для оконных и дверных блоков, содержащего ионы серебра. При этом большую роль играет морфология зерен ПВХ, определяющая качество экструдата, теплофизические и реологические свойства композиции. В различных случаях требуется индивидуальный подход к выбору экструзионных машин и условиям переработки. Во всех случаях оборудование для переработки ПВХ должно быть изготовлено из коррозийно-стойких металлов, формующие головки (фильеры) не должны иметь мертвых зон, в которых бы происходило застаивание расплава и разложение полимера.
Поскольку полимер подвергается действию высокого давления и одновременно высоких температур, а скорость движения массы по каналам червяка невелика, необходимо обращать особое внимание на выбор эффективных стабилизирующих систем, т.к. высокая вязкость препятствует достижению полной гомогенизации, в нашем случае нарушается содержание ионов серебра в массе профиля.
Комплексные стабилизаторы на основе свинца, такие как IKA 6727, NaftosafeGWX 630 Y, Naftomix GWX 527D, Naftomix GWX 200A, содержат 20-40% свинца, добавляются в рецептуру в количестве 2-4%, влияют не только на термическую стабильность ПВХ. С их помощью можно изменять скорость плавления и некоторые другие физические свойства композиции: вязкость расплава, плотность экструдата, производительность оборудования.
Для получения бактерицидного профиля для оконных и дверных блоков с ионами серебра необходимо достижение гомогенизации - равномерного распределения ионов серебра в полимерном профиле. Хорошего распределения можно достичь, добавляя серебросодержащее вещество на стадии экструдирования. Распределение ионов серебра необходимо для того, чтобы вся поверхность профиля имела бактерицидные свойства.
Сухие компоненты композиции для производства оконного профиля - ПВХ, наполнитель, стабилизатор, добавки, развешивают согласно рецептуре и подают на установку смешения (линию смешения) - на стадию смешения.
Установка смешения включает в себя смеситель горячего смешения, обеспечивающий нагрев композиции до температуры 90-140°С, и смеситель холодного смешения, обеспечивающий охлаждение до 20-90°С.
Сухие компоненты композиции/сырье (ПВХ, наполнитель, стабилизатор, добавки) подаются в смеситель горячего смешения. В смесителе горячего смешения за счет трения и (или) дополнительного подвода тепла происходит нагрев компонентов композиции и равномерное распределение состава. Смешение производится до температуры 90-140°С (температура нагрева зависит от свойств, которые необходимо придать готовой композиции), затем композиция пересыпается в смеситель холодного смешения, где при медленном вращении происходит охлаждение до температуры 20-90°С (температура охлаждения зависит от способа его дальнейшей переработки).
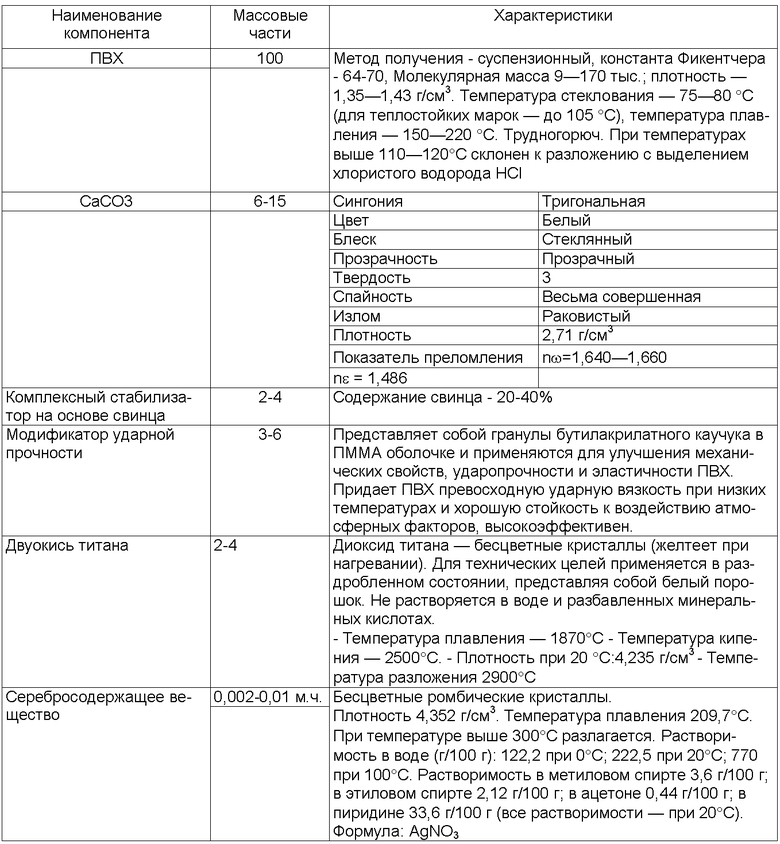
Состав композиции для антимикробного оконного профиля приведен в таблице.
Смеситель горячего смешения может состоять из неподвижной цилиндрической камеры и лопастей внутри, при вращении которых за счет силы трения между компонентами ПВХ-композиции происходит разогрев. А охлаждение в смесителе холодного смешения может происходить за счет циркуляции воды во внутренней рубашке данного смесителя.
Полученную сухую смесь направляют на вибросито для просева от загрязнений и комочков смеси. После просева сухая смесь выдерживается в течение не менее 1 суток перед подачей на экструдер (экструзионную линию).
В готовую композицию, непосредственно при подаче на экструдер, подается при помощи механического устройства, например содозатором, шнековым питателем, насосом, обеспечивающего равномерную подачу, серебросодержащее вещество. При таком процессе основная часть смешения происходит непосредственно в зонах работы шнеков экструдера. При данном варианте при добавлении серебросодержащего вещества непосредственно в экструдер происходит необходимое распределение ионов серебра в массе ПВХ-профиля.
Из экструдера расплавленная масса выходит через фильеру, которая придает форму профилю ПВХ.
В качестве серебросодержащего вещества используют нитрат серебра AgNO3 (98-99% серебра), арсеинат серебра Ag3AsO4 (85-99% серебра), бромид серебра AgBr (85-99% серебра) и другие серебросодержащие вещества
Из фильеры горячая композиция проходит на калибраторы, где под воздействием вакуума и холодной воды профиль ПВХ предварительно охлаждается и приобретает окончательные геометрические размеры. После калибраторов профиль ПВХ в виде непрерывной ленты проходит через охлаждающие ванны, где под воздействием холодной воды с температурой 10-14°С происходит окончательное охлаждение профиля. Постоянная скорость выхода профиля осуществляется и регулируется гусеничным вытяжным устройством.
Затем профиль проходит на станцию приклеивания самоклеящейся защитной пленки и отрезное устройство, на котором профиль нарезается на хлысты определенной длины.
После этого нарезанные хлысты профиля укладываются на паллету, упаковываются в п/э пленку, снабжаются маркировкой и отправляются на склад.
Пример 1
Сухие компоненты композиции:
ПВХ - 100 м.ч.
СаСО3-6 м.ч.
Комплексный стабилизатор на основе свинца - 2 м.ч.
Модификатор ударной прочности - 3 м.ч.
Двуокись титана - 2-4 м.ч.
подаются в смеситель горячего смешения. В смесителе горячего смешения за счет трения и (или) дополнительного подвода тепла происходит нагрев компонентов и равномерное распределение состава. Смешение производится до температуры 90+-10°С (данная температура позволяет получить следующие свойства готовой композиции: достаточное распределение ПВХ, наполнителя, добавок, набухание ПВХ, переход добавок в(на) поверхность частиц поливинилхлорида), затем композиция пересыпается в смеситель холодного смешения, где при медленном вращении происходит охлаждение до температуры 30+-10°С (данная температура охлаждения позволяет использовать способ переработки: минимальное время выдерживания композиции). Далее ее направляют на вибросито для просева от загрязнений и комочков смеси. После просева сухая смесь выдерживается в течение не менее 1 суток и подается на экструдер. В готовую композицию, непосредственно при подаче на экструдер, подается при помощи механического устройства шнековый питатель, обеспечивающий равномерную подачу нитрата серебра AgNO3 в количестве 0,002 м.ч., содержащего ионы серебра. При таком процессе основная часть смешения происходит непосредственно в зонах работы шнеков экструдера. При данном варианте при добавлении серебросодержащего вещества непосредственно в экструдер происходит необходимое распределение ионов серебра в массе ПВХ-профиля.
Пример 2
Сухие компоненты композиции:
ПВХ - 100 м.ч.
СаСО3 - 10 м.ч.
Комплексный стабилизатор на основе свинца - 3 м.ч.
Модификатор ударной прочности - 5 м.ч.
Двуокись титана - 3 м.ч.
подаются в смеситель горячего смешения. В смесителе горячего смешения происходит нагрев компонентов и равномерное распределение состава. Смешение производится до температуры 115+-10°С (данная температура позволяет получить следующие свойства готовой композиции: хорошее распределение ПВХ, наполнителя, добавок, набухание ПВХ, переход добавок в(на) поверхность частиц поливинилхлорида), затем композиция пересыпается в смеситель холодного смешения, где при медленном вращении происходит охлаждение до температуры 60+-10°С (данная температура охлаждения позволяет использовать способ переработки: снижение энергетических затрат на разогрев в экструдере). Далее ее направляют на вибросито для просева от загрязнений и комочков смеси. После просева сухая смесь выдерживается в течение не менее 1 суток и подается на экструдер. В готовую композицию, непосредственно при подаче на экструдер, подается при помощи механического устройства содозатор, обеспечивающий равномерную подачу арсеината серебра Ag3AsO4 (85-99% серебра) в количестве 0,005 м.ч., содержащего ионы серебра. При таком процессе основная часть смешения происходит непосредственно в зонах работы шнеков экструдера. При данном варианте при добавлении серебросодержащего вещества непосредственно в экструдер происходит необходимое распределение ионов серебра в массе ПВХ-профиля.
Пример 3
Сухие компоненты композиции:
ПВХ - 100 м.ч.
СаСО3 - 15 м.ч.
Комплексный стабилизатор на основе свинца - 4 м.ч.
Модификатор ударной прочности - 6 м.ч.
Двуокись титана - 4 м.ч.
подаются в смеситель горячего смешения. В смесителе горячего смешения происходит нагрев компонентов и равномерное распределение состава. Смешение производится до температуры 130+-10°С (данная температура позволяет получить следующие свойства готовой композиции: хорошее распределение ПВХ, наполнителя, добавок, набухание ПВХ, переход добавок в(на) поверхность частиц поливинилхлорида), затем композиция пересыпается в смеситель холодного смешения, где при медленном вращении происходит охлаждение до температуры 90+-10°С (данная температура охлаждения позволяет использовать способ переработки: снижение энергетических затрат на разогрев в экструдере). Далее ее направляют на вибросито для просева от загрязнений и комочков смеси. После просева сухая смесь выдерживается в течение не менее 1 суток и подается на экструдер. В готовую композицию, непосредственно при подаче на экструдер, подается при помощи механического устройства насос, обеспечивающий равномерную подачу бромида серебра AgBr (85-99% серебра) в количестве 0,01 м.ч., содержащего ионы серебра. При таком процессе основная часть смешения происходит непосредственно в зонах работы шнеков экструдера. При данном варианте при добавлении серебросодержащего вещества непосредственно в экструдер происходит необходимое распределение ионов серебра в массе ПВХ-профиля.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ ИЗ ПВХ ДЛЯ ОКОННЫХ И ДВЕРНЫХ БЛОКОВ С СОДЕРЖАНИЕМ ИОНОВ СЕРЕБРА, ОБЛАДАЮЩИХ АНТИБАКТЕРИАЛЬНЫМИ СВОЙСТВАМИ | 2012 |
|
RU2508988C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОЙ ПЛАСТИФИЦИРОВАННОЙ ПОЛИВИНИЛХЛОРИДНОЙ КОМПОЗИЦИИ | 2008 |
|
RU2358994C1 |
| Способ производства концентрата полимерно-битумного вяжущего | 2019 |
|
RU2718808C1 |
| КОМПОЗИЦИИ ЭТИЛЕНА, ПРОПИЛЕНА И ИХ СОПОЛИМЕРОВ, ФУНКЦИОНАЛИЗИРОВАННЫЕ/МОДИФИЦИРОВАННЫЕ МАЛЕИНОВЫМ АНГИДРИДОМ | 2023 |
|
RU2827327C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО ПОЛИМЕРНОГО МАТЕРИАЛА С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ НАПОЛНИТЕЛЯ | 2014 |
|
RU2625232C2 |
| СПОСОБ ПОЛУЧЕНИЯ ФУНКЦИОНАЛИЗИРОВАННЫХ ПОЛИМЕРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2735367C1 |
| КОМПОЗИЦИЯ НА ОСНОВЕ ПВХ ДЛЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2212421C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И КОМПОЗИЦИЯ ПРОКЛАДОК ДЛЯ ЗАЩИТЫ ОТ КАМЕНИСТОЙ ПОРОДЫ ИЗ ВСПЕНЕННОГО ПВХ-П | 2015 |
|
RU2700869C2 |
| Способ изготовления материала карбонблока для очистки и обеззараживания воды и материал карбонблока, изготовленный этим способом | 2023 |
|
RU2813906C1 |
| Способ получения поливинилхлоридной декоративной пленки для мебели и виниловых напольных покрытий с защитным слоем | 2022 |
|
RU2779275C1 |
Изобретение относится к области строительства и направлено на получение полимерного профиля для оконных и дверных блоков с устойчивыми антибактериальными свойствами. Согласно способу изготовления профиля из ПВХ для оконных и дверных блоков, на установке смешения осуществляют смешивание сухих компонентов композиции. Полученную сухую смесь направляют на вибросито для просева, после чего сухую смесь выдерживают в течение не менее 1 суток и подают на экструдер. Экструзию сухой смеси осуществляют с одновременным добавлением серебросодержащего вещества. 6 з.п. ф-лы, 1 табл., 3 пр.
1. Способ изготовления профиля из ПВХ для оконных и дверных блоков, характеризующийся тем, что на установке смешения осуществляют смешивание сухих компонентов композиции, затем полученную сухую смесь направляют на вибросито для просева, после чего сухую смесь выдерживают в течение не менее 1 суток и подают на экструдер, при этом экструзию сухой смеси осуществляют с одновременным добавлением серебросодержащего вещества.
2. Способ по п.1, характеризующийся тем, что на экструдере под воздействием механических нагрузок и температуры происходит смешение сухой смеси с серебросодержащем веществом при помощи шнеков экструдера и переход ее в расплавленную массу, которая выходит через фильеру для придания формы профилю, затем массу подают на калибраторы, где под воздействием вакуума и холодной воды массу охлаждают и придают геометрические формы готового профиля.
3. Способ по п.1, характеризующийся тем, что установка смешения состоит из смесителя горячего смешения, обеспечивающего нагрев композиции до температуры 90-140°С, и смесителя холодного смешения, обеспечивающего охлаждение до 20-90°С.
4. Способ по п.2, характеризующийся тем, что дополнительно после калибраторов профиль в виде непрерывной ленты направляют через охлаждающие ванны, где под воздействием холодной воды с температурой 10-14°С происходит окончательное охлаждение, затем охлажденный профиль проходит на станцию приклеивания самоклеящейся защитной пленки и отрезное устройство, на котором профиль нарезают на хлысты, после этого нарезанные хлысты профиля укладывают на паллету.
5. Способ по п.4, характеризующийся тем, что массу направляют через охлаждающие ванны с постоянной скоростью, которая осуществляется и регулируется гусеничным вытяжным устройством.
6. Способ по п.1, характеризующийся тем, что композиция содержит следующее соотношении сухих компонентов, мас.%:
ПВХ - 100 м.ч.
СаСО3 - 6-15 м.ч.
Комплексный стабилизатор на основе свинца - 2-4 м.ч.
Модификатор ударной прочности - 3-6 м.ч.
Двуокись титана - 2-4 м.ч.
Нитрат серебра - 0,002-0,01 м.ч.
7. Способ по п.п.1 или 6, характеризующийся тем, что в качестве серебросодержащего вещества используют или нитрат серебра AgNO3, или протеинат серебра, или арсеинат серебра Аg3АsO4, или тритиоортоарсенит серебра(I) Аg3АsS3, или бромид серебра AgBr, или бромат серебра(I) АgВrО3, или хлорид серебра(I) AgCl, или оксид серебра(III)-серебра(I) Ag+Ag3+O2(Ag2O2).
| CN 102108168 А, 29.06.2011 | |||
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОПЛАСТИЧНОЙ РЕЗИНОВОЙ КОМПОЗИЦИИ | 1995 |
|
RU2113445C1 |
| ВСЕСОЮЗНАЯ | 0 |
|
SU362849A1 |
| RU 2075487 C1, 20.03.1997 | |||
| Способ получения заменителя бергамотного масла | 1948 |
|
SU85603A1 |
| US 2010109185 A1, 06.05.2010 | |||
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОДИСПЕРСНОГО МАТЕРИАЛА ДЛЯ ПОЛУЧЕНИЯ ГИДРОИЗОЛЯЦИОННЫХ, ШУМОЗАЩИТНЫХ И СПОРТИВНЫХ ПОКРЫТИЙ | 2006 |
|
RU2333098C1 |
| НИКОЛАЕВ А.Ф | |||
| Синтетические полимеры и пластические массы на их основе | |||
| - М.: Химия, 1966, см | |||
| Льночесальная машина | 1923 |
|
SU245A1 |
| US 20120171271 A1, 05.07.2012. | |||

