Изобретение касается способа уменьшения естественных вибраций детали и демпфирующего или изолирующего элемента для уменьшения естественных вибраций детали.
Из данной области техники известно, что шум от передвижения, возникающий во внутреннем пространстве автомобиля, может быть уменьшен путем установки на детали автомобиля различных акустических материалов, таких как демпфирующие или изолирующие маты и акустические массы, наносимые методом распыления. Для обеспечения изоляции изолирующими или демпфирующими плоскими матами последние укладываются на предусмотренные для этого места на деталях автомобиля и сплавляются с ними своим основанием под действием соответствующей технологической температуры. Благодаря этому осуществляется местное повышение жесткости детали автомобиля.
Помимо указанного, из данной области техники известно, что при изготовлении кузова автомобиля используются технологические проемы в кузовных деталях, через которые производится крепление деталей, а также выполняются мероприятия по антикоррозионной защите. При проведении работ по антикоррозионной защите проемы предусматриваются для поступления внутрь кузова лакокрасочных материалов при окраске окунанием и (или) для стока излишнего лакокрасочного материала. Альтернативным или дополнительным решением являются подача мастики для консервации полостей, а также отвод лишней мастики через проемы. В целях снижения уровня шума и обеспечения герметичности автомобиля такие проемы в ходе последующих технологических операций снова закрываются. Проемы закрываются и герметизируются, например, вручную, с применением пробок или клейких элементов, называемых также клейкими накладками.
Такого рода клейкий элемент упоминается в DE 102008050772 AI. Клейкий элемент является многослойным, состоящим из несущей пленки и самоклеющейся демпфирующей массы, причем демпфирующая масса является бутиловым каучуком. Как минимум, на одной стороне несущей пленки, обращенной к демпфирующей массе, нанесен антикоррозионный слой, на который может наноситься лакокрасочное покрытие. Клейкий элемент изготавливается из алюминия, алюминиевого сплава, из нержавеющей стали или из терефталата полиэтилена.
В основу изобретения положено решение задачи уменьшения естественных вибраций детали и разработка изолирующего или демпфирующего элемента для уменьшения естественных вибраций детали.
Относительно способа, задача в соответствии с изобретением решается приведенными в формуле изобретения признаками и, относительно изолирующего или демпфирующего элемента, признаками, приведенными в пункте патентной формулы 6. Преимущественные виды оформления изобретения являются предметом дополнительных пунктов формулы изобретения. В способе уменьшения естественных вибраций детали согласно изобретению определяются как колебательные характеристики детали. В определенных местах, в которых возможно развитие амплитуды вибраций, превышающей предварительно заданное предельное значение, локально крепится изолирующий или демпфирующий элемент, в виде многослойного клейкого элемента с несущим слоем и самоклеющейся демпфирующей массой.
Благодаря локальному применению изолирующих или демпфирующих элементов, в виде многослойных, жестких клейких элементов, так называемых клейких накладок, и их точному расположению, по сравнению с большеразмерными, тяжелыми и плоскими изолирующими или демпфирующими матами достигается снижение массы при одновременном повышении акустической эффективности. Являющееся следствием этого уменьшение естественных вибраций и повышение изоляции от корпусного шума связано со склеиванием многослойного клейкого элемента с деталью, за счет чего достигается особо жесткое соединение с высокой акустической эффективностью. При применении способа уменьшения естественных вибраций детали автомобиля, наряду с повышением комфорта находящихся внутри людей, достигается снижение расхода топлива за счет меньшей массы и, соответственно, уменьшение выброса двуокиси углерода и других вредных веществ.
При использовании известных крупноразмерных серийных звукоизоляционных пленок из битумов изоляция корпусного шума при одновременном снижении массы может снизиться на 40-60%. По сравнению с применением магнитных пленок для изоляции корпусного шума имеет место дальнейшая экономия веса. Действие изоляции корпусного шума видно по кривым передаточных функций в зависимости от третьоктавной средней частоты, которые определены для примера с помощью виброметра лазерного сканирования.
Помимо указанного, снижается расход материалов вследствие меньшего размера клейких накладок по сравнению с большеразмерными изолирующими или демпфирующими матами и благодаря локальному или точечному расположению по сравнению с расположением по плоскости. Следствием этого является, в частности, экономия расходов. Помимо указанного, клейкие накладки отличаются простотой переработки и крепления, в частности, на деталях со сложной геометрией. Возможна также автоматическая переработка клейких накладок, что дает снижение времени изготовления и количества привлекаемого персонала и, следовательно, экономию расходов.
Примеры исполнения изобретения показаны на чертежах ниже. Показаны:
Соответствующие друг другу детали на всех рисунках снабжены одинаковыми символами.
На Фиг.1. представлен изолирующий или демпфирующий элемент 1 (в последующем «демпфирующий элемент», так как элемент в основном обладает демпфирующими и частично - изолирующими свойствами). Демпфирующий элемент 1 выполнен в виде клейкого элемента, который имеет слоистую структуру и состоит из несущего слоя 1.1 и самоклеющейся демпфирующей массы 1.2.
Такого рода демпфирующий элемент упомянут в DE 102008050772 AI. Вместе с тем он изначально предназначен для другой цели - закрытие отверстий и проемов в кузове автомобиля.
В особо предпочтительном оформлении несущий слой 1.1 выполнен из так называемого 5ххх-алюминиевого сплава, который содержит от 0,2% до 6,2% магния. 5xxx-алюминиевый сплав отличается высокой прочностью, которая находится в диапазоне от 100 Н/мм2 до 450 Н/мм2.
Альтернативу применению 5ххх-алюминиевого сплава представляет собой несущий слой 1.1 из нержавеющей стали, стали или другого материала, обладающего жесткостью на изгиб, который также имеет высокую прочность. Несущий слой может, например, выполняться также из 4xxx-, 5xxx- или 7xxx-алюминиевого сплава.
Благодаря такой высокой прочности демпфирующий элемент 1 особенно пригоден для демпфирования или изоляции корпусного шума деталей 2. Такого рода деталь более подробно представлена на Фиг.2. Одновременно демпфирующий элемент 1 пригоден для закрывания отверстий и проемов в деталях 2, в частности в кузовных деталях, и особенно просто наносится на детали 2.
Материал, из которого выполнен несущий слой 1.1, отличается, помимо указанного, высокой коррозионной стойкостью, что предотвращает появление коррозии на демпфирующем элементе 1.
Для дальнейшего улучшения коррозионной стойкости на несущий слой 1.1 с двух сторон наносится слой коррозионной защиты 1.3. Слой коррозионной защиты 1.3 выполняется, в частности, из лака или пленки, причем преимущественно лак в виде так называемого заменного покрытия KTL (Kathodische Tauchlachierung - катодное лакирование окунанием) наносится на несущий слой 1.1. Такого рода заменные покрытия KTL или системы лакирования KTL являются специальными лаками, которые оптимизированы для последующего применения. Они основаны на полиуретане, эпоксиде, меламине, полиэфире и (или) на их смесях. Также в слой покрывного лака добавляется преимущественно технологическая добавка для улучшения перерабатываемости, чтобы обеспечить в последующем эластичность или гибкость демпфирующего элемента 1. Благодаря чему последний лучше приспосабливается к соответствующей детали.
Коррозионно-защитный слой 1.3, состоящий из лака или пленки, может наноситься на несущий слой 1.1 преимущественно способом нанесения полимерных покрытий на металлическую полоску валками, который известен по технологии нанесения покрытий на ленту или непрерывного нанесения покрытий на металлическую ленту.
В частности, коррозионно-защитный слой 1.3 выполняется из полиэтилена. Благодаря коррозионно-защитному слою 1.3, помимо указанного, улучшается сцепление демпфирующей массы 1.2, которая выполняется из бутилового каучука, с несущим слоем 1.1. Дополнительно к указанному коррозионно-защитный слой 1.3 не покрывается лаком, так что демпфирующий элемент 1 простым способом может быть покрыт лаком под цвет кузова автомобиля.
Чтобы обеспечить сцепление коррозионно-защитного слоя 1.3 с несущим слоем 1.1, на несущий слой 1.1 с двух сторон наносится слой вещества, повышающего прочность сцепления 1.4. Слой вещества, повышающего прочность сцепления 1.4, как правило, не содержит хрома и наносится с двух сторон на несущий слой 1.1 как тонкая жидкая пленка. Слой вещества, повышающего прочность сцепления 1.4 состоит преимущественно из материала Alodine® Ш 1453 производства фирмы «Хенкель». Такой слой вещества, повышающего прочность сцепления 1.4, одновременно отличается тем, что он также действует, как коррозионная защита для несущего слоя 1.1.
Возможно также и другое оформление демпфирующего элемента 1, когда несущий слой 1.1 выполняется из пластмассы с аналогично высокой прочностью. При этом коррозия несущего слоя 1.1 невозможна, благодаря чему, как минимум, можно отменить нанесение коррозионно-защитного слоя 1.3. В предпочтительном способе на пластмассу наносится, по меньшей мере, с одной стороны слой вещества, улучшающего прочность сцепления 1.4, что повышает сцепление лака с несущим слоем 1.1. Благодаря этому демпфирующий элемент 1 может быть покрыт лаком простым способом и приведен в соответствие по внешнему виду с цветом детали.
Представленная многослойная конструкция демпфирующего элемента 1 с несущим слоем 1.1, выполненным из материала, обладающего повышенной жесткостью на изгиб, и демпфирующей массы 1.2, выполненной из бутилового каучука, отличается особо благоприятными акустическими свойствами, так называемыми свойствами, препятствующими распространению звука, а также простотой и гибкостью переработки.
Демпфирующая масса 1.2, выполненная из бутилового каучука, отличается тем, что она обладает длительной способностью к нанесению ее на листовые материалы, смазанные коррозионно-стойким маслом. Демпферный элемент 1 также отличается химической стойкостью к воде, спирту, разбавленным кислотам и щелочам. Бутиловый каучук изготавливается, в частности, на основе термопластичных эластомеров, полимеров, клейких смол, наполнителей и материалов, способствующих увеличению тиксотропичности, а также других модификаторов.
Чтобы исключить электрическую проводимость между несущим слоем 1.1 и кузовной деталью через демпфирующую массу 1.2 и, соответственно, коррозию несущего слоя 1.1 и (или) кузовного элемента, коррозионно-защитный слой 1.3 между несущим слоем 1.1 и демпфирующей массой 1.2 должен выполняться с электрической изоляцией.
В качестве альтернативы или дополнительно к нанесению электрического изоляционного коррозионно-защитного слоя 1.3 для уменьшения электрической проводимости демпфирующей массы 3 может применяться бутиловый каучук, из которого удаляются определенные наполнители, например сажа.
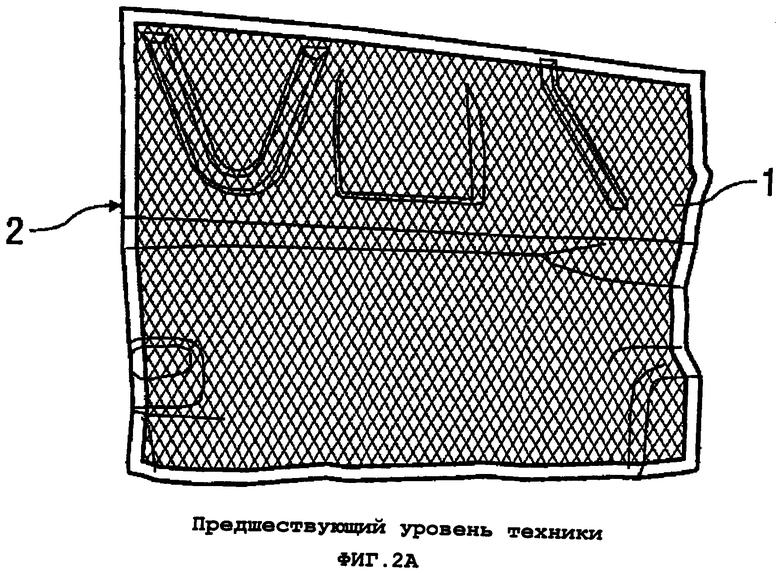
На Фиг.2A показан вид в плане детали 2, которая по состоянию техники оснащена демпферным элементом 1 в форме большеразмерного по площади изолирующего или демпфирующего мата (здесь мат обладает как изоляционными, так и демпфирующими свойствами), который обеспечивает необходимую изоляцию или демпфирование корпусного шума. На Фиг.2B показана деталь и изолирующий мат 1 в разрезе. На рисунках хорошо видно, что для этих, ранее известных по состоянию техники, изолирующих матов необходимо использовать большое количество материалов, что увеличивает массу детали.
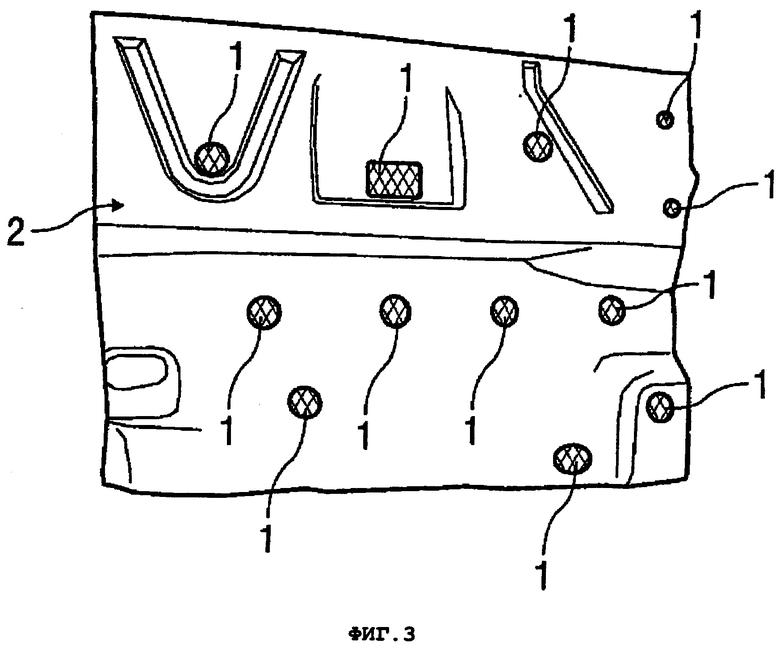
В отличие от этого на Фиг.3 показано решение в соответствии с изобретением в форме детали 2 с несколькими нанесенными демпферными элементами 2. В случае детали 2 в представленном примере исполнения речь идет о кузовной автомобильной детали, изготовленной из листового материала. В альтернативном исполнении деталь относится к другой области применения, например строительной индустрии, судостроению, самолетостроению, бытовой технике. Деталь 2 также может изготавливаться из листовой стали, алюминиевого листа, иметь покрытие катодным лакированием окунанием (KTL) или лаковое покрытие.
В эксплуатации на деталь 2 могут действовать вибрации и звук. В представленном примере исполнения детали 2 как кузовной детали автомобиля вибрации и звук в детали 2 возникают в процессе эксплуатации автомобиля. Чтобы минимизировать возникающие вибрации и звук, корпусной шум детали 2 демпфируется и изолируется локальным, то есть точечным нанесением нескольких демпферных элементов 1 на деталь 2.
Для этого вибрационные свойства детали 2 определялись в процессе имитационного моделирования. В особенно предпочтительном оформлении с помощью виброметра лазерного сканирования проводились исследования корпусного шума на детали 2 или на соединениях нескольких деталей 2, таких как на кузовах автомобилей.
Для этого деталь 2 способом, который более подробно не представлен, жестко зажималась на верхней кромке и возбуждалась электродинамическим вибратором, называемым также вибрационным испытателем. Частотный спектр возбуждения при этом охватывал обычный диапазон от 40 до 1000 Гц.
Возбужденные вибрации детали 2 регистрировались, например, также не представленным так называемым виброметром лазерного сканирования. Для этого на детали 2 устанавливался измерительный растр с несколькими точками сканирования. Деталь 2 возбуждалась вибрацией сначала пустой, т.е. без установленных демпферных элементов 1 или других изолирующих или демпфирующих средств, причем распределение вибраций через деталь 2 измерялось с помощью виброметра лазерного сканирования на различных частотах. При этом для каждой частоты составлялась так называемая цветная эпюра, на которой представлялись различными цветами различные амплитуды вибраций.
По различным цветам на цветной эпюре считывались амплитуды вибраций. Зоны детали 2 с высокими амплитудами вибраций выделяются цветом от остальных зон.
В таких позициях, в которых амплитуды вибраций превышают заданное предварительно предельное значение, для локального повышения жесткости детали 2 крепится демпферный элемент 1. Демпферный элемент 1 приклеивается с помощью демпфирующей массы 1.2 к детали 2 и крепится таким способом. Демпферный элемент 1 при этом может быть расположен в позициях детали 2, которые состоят из сплошного материала или в которых на детали 2 имеются проемы и отверстия. При этом демпферный элемент 1 одновременно применяется для закрытия отверстий и проемов на детали 2.
Эффективность демпферных элементов 1, установленных на детали 2, проверялась с помощью нового проведения измерения на основе виброметра лазерного сканирования и оценки полученных цветных эпюр. Эффективность демпферных элементов 1 оптимизирована в зависимости от результатов путем коррекции. Коррекция осуществлялась, в частности, путем размещения демпферных элементов 1 другого размера, коррекции положения установленных демпферных элементов 1 и (или) путем размещения дополнительных демпферных элементов 1.
Акустическое действие демпферного элемента 1 регулировалось несколькими параметрами: во-первых, оно определялось упругостью (модуль упругости Е), толщиной, плотностью и массой единицы площади демпфирующей массы 1.2, и, во-вторых, толщиной, массой единицы площади и жесткостью несущего слоя 1.1.
Для достижения особо благоприятных характеристик изоляции или демпфирования корпусного шума несущий слой 1.1 преимущественно имеет толщину от 0,1 до 0,4 мм.
Благодаря конструкции типа «сэндвич» демпферных элементов 1 в сочетании с приклейкой демпферного элемента 1 к детали 2 локально достигается высокий момент инерции площадей. Следствием является значительное увеличение жесткости детали 2 и, за счет этого, улучшенная изоляция корпусного шума и звукоизоляция. Звукоизоляционное действие тем выше, чем большей жесткостью обладает применяемый материал несущего слоя 1.1.
В особенности демпферные элементы 1, их несущий слой 1.1 из алюминия и их демпфирующий слой 1.2 из бутилового каучука показывают очень хорошие звукоизоляционные свойства. Это означает, что поверхностные вибрации детали 2 существенно демпфируются, в результате чего уменьшается корпусный шум и снижается излучение воздушного шума. Вместе с тем для демпфирующего слоя 1.2. могут применяться и другие материалы, как, например, битумы. Жесткость демпфирующего слоя 1.2 значительно меньше, чем жесткость несущего слоя 1.1.
С тем чтобы несмотря на высокую жесткость демпферного элемента 1 реализовать оптимальное крепление демпферного элемента 1 на контурах детали 2, демпферные элементы 1 изготавливают различного размера и различной формы, что позволяет увеличить жесткость в области детали 2 с высокой амплитудой вибраций с помощью точного подогнанного демпферного элемента 1 или нескольких демпферных элементов 1.
Нанесение демпферных элементов 1 на деталь 1 осуществляется вручную, когда один или несколько демпферных элементов 1 устанавливаются в места с высокой амплитудой вибрации, определенные с помощью виброметра лазерного сканирования. Вместе с тем эти места могут быть определены также и другими способами.
По результатам применения несущего слоя 1.1, выполненного из материала, обладающего высокой жесткостью к изгибу, сделан вывод о том, что демпферные элементы 1 в качестве альтернативы или дополнительно могут наноситься на деталь 2 автоматическим способом.
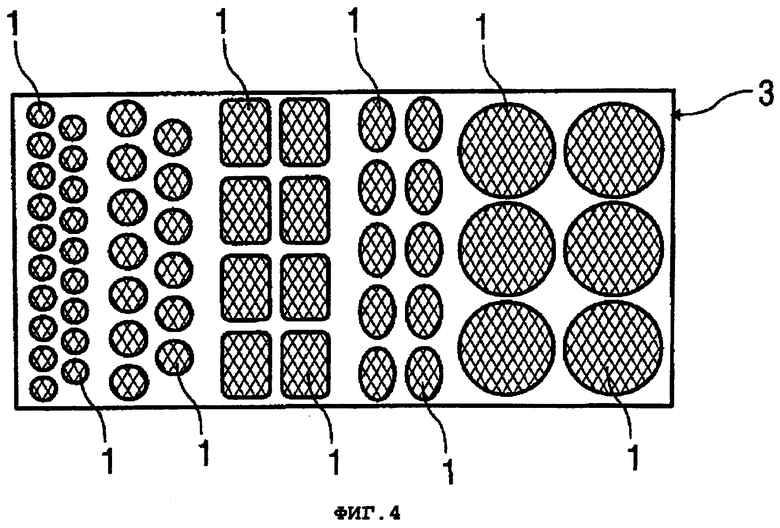
При этом, как показано на Фиг.4, демпферный элемент 1, например, с помощью робототехнического устройства, автоматически отделяется от несущего элемента 3 и после этого автоматически крепится на детали 2. Нанесение демпферных элементов 1 может при этом осуществляться как для изоляции или демпфирования корпусного шума детали 2, так и для герметичного закрытия отверстий и проемов детали 2. Такого рода несущий элемент 3 с несколькими расположенными на нем демпферными элементами 1 представлен на Фиг.4.
Несущий элемент 3, так называемый лайнер, конструктивно оформлен как предварительно подготовленная плоский лист, на котором размещены несколько демпферных элементов 1. При этом несущий элемент 3 выполнен из бумаги, полиэтилена, или пленки терефталата полиэтилена.
В специальном оформлении все варианты демпферных элементов 1, необходимые для специфического применения, например в автомобилях, размещаются как комплект на одном листе или на нескольких листах. Оформление несущего элемента 3 в виде плоского листа обеспечивает множество вариантов демпферных элементов 1 при специфическом применении при минимальном раскрое материала и не требует для этого много места. Относительно применения демпферных элементов 1, нанесенных на рулоны, имеется, помимо указанного, преимущество, заключающееся в том, что исключается неконтролируемое отделение демпферных элементов 1 от несущего элемента. Технологический брак можно отсортировать только на листовом материале. Напротив, в случае рулонного или бесконечного материала это может привести к неполадкам в установке для автоматического нанесения демпферных элементов 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНЫЙ МЕТАЛЛИЧЕСКИЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2627863C2 |
| ЛЕГКАЯ, ЗВУКОИЗОЛИРУЮЩАЯ ОБШИВКА ДЛЯ КУЗОВНОЙ ДЕТАЛИ АВТОМОБИЛЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2456680C2 |
| ТРАНСПОРТНОЕ СРЕДСТВО | 2004 |
|
RU2282544C2 |
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОЙ ЗВУКОИЗОЛЯЦИОННОЙ ОБШИВКИ ДЛЯ АВТОМОБИЛЕЙ И СООТВЕТСТВУЮЩАЯ ОБШИВКА | 2007 |
|
RU2408457C2 |
| КОРОБ ВОЗДУХОПРИТОКА КЛИМАТИЧЕСКОЙ УСТАНОВКИ КАБИНЫ КУЗОВА ТРАНСПОРТНОГО СРЕДСТВА | 1998 |
|
RU2151708C1 |
| ТРАНСПОРТНОЕ СРЕДСТВО | 2002 |
|
RU2243111C2 |
| ТРАНСПОРТНОЕ СРЕДСТВО | 1997 |
|
RU2106996C1 |
| ИНТЕГРАЛЬНЫЙ ШУМОЗАГЛУШАЮЩИЙ МОДУЛЬ АВТОТРАНСПОРТНОГО СРЕДСТВА | 2012 |
|
RU2512134C2 |
| МАСЛЯНЫЙ ПОДДОН ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1996 |
|
RU2115005C1 |
| КАПОТ КУЗОВА АВТОМОБИЛЯ | 1998 |
|
RU2149114C1 |

Группа изобретений относится к машиностроению. Способ уменьшения естественных вибраций детали заключается в следующем. Определяются вибрационные характеристики детали. В местах с амплитудами вибраций, превышающими предварительно заданное предельное значение, локально крепится демпферный элемент. Демпферный элемент представляет собой многослойный клейкий элемент с несущим слоем (1.1) и самоклеющейся демпфирующей массой (1.2) и применяется для осуществления указанного выше способа. Достигается уменьшение естественных вибраций деталей. 2 н. и 6 з.п. ф-лы, 5 ил.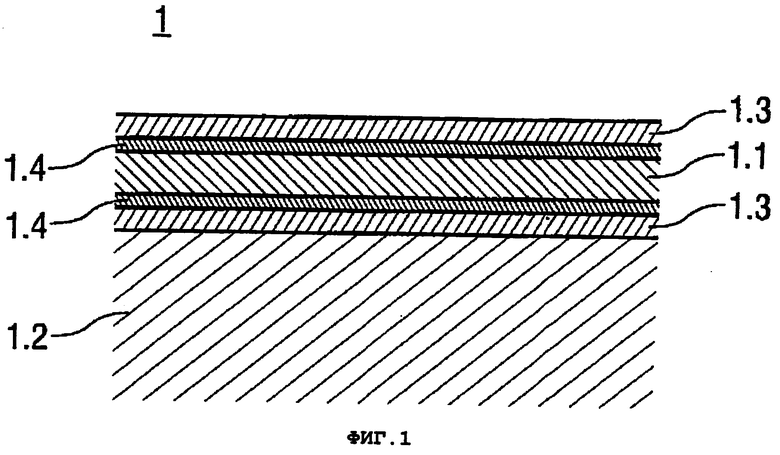
1. Способ уменьшения естественных вибраций детали (2), отличающийся тем, что определяются вибрационные характеристики детали (2) и что в местах с амплитудами вибраций, превышающими предварительно заданное предельное значение, локально крепится демпферный элемент (1), который выполнен как многослойный клейкий элемент с несущим слоем (1.1) и самоклеющейся демпфирующей массой (1.2).
2. Способ по п. 1, отличающийся тем, что вибрационные характеристики определяются в процессе имитационного моделирования.
3. Способ по любому из пп. 1-2, отличающийся тем, что вибрационные характеристики определяются с помощью виброметра лазерного сканирования.
4. Способ по п. 1, отличающийся тем, что демпферный элемент (1) на детали (2) крепится вручную и (или) автоматически.
5. Способ по п. 1, отличающийся тем, что демпферный элемент (1) отделяется от несущего элемента (3) и крепится на детали (2) автоматически.
6. Демпферный элемент для осуществления способа уменьшения естественных вибраций детали (2) по любому из пп. 1-5.
7. Демпферный элемент для осуществления способа уменьшения естественных вибраций по п. 6., отличающийся тем, что демпферный элемент (1) выполнен как многослойный клейкий элемент из несущего слоя (1.1) и самоклеющейся демпфирующей массы (1.2), причем несущий слой (1.1) выполнен из материала, обладающего большой жесткостью к изгибу, а демпфирующая масса (1.2) выполнена из материала, обладающего меньшей жесткостью, чем несущий слой 1.1, являющийся алюминиевым сплавом с твердостью необработанного материала или нержавеющей сталью.
8. Демпферный элемент для осуществления способа уменьшения естественных вибраций по п. 7, отличающийся тем, что алюминиевым сплавом с твердостью необработанного материала является 5ххх-алюминиевый сплав.
| DE 10336842 A1, 26.02.2004 | |||
| DE 102006007679 A1, 02.08.2007 | |||
| CN 101408236 A1, 15.04.2009 | |||
| СПОСОБ ИЗМЕРЕНИЯ ПЕРИОДИЧЕСКОГО ЗАКОНА ДВИЖЕНИЯ ВИБРИРУЮЩЕЙ ПОВЕРХНОСТИ | 1996 |
|
RU2101686C1 |
| DE 102009010439 A1, 09.09.2010 | |||
| CN 101880804 A1, 10.11.2010 | |||

