Область техники
Настоящее изобретение относится к устройству и соответствующему способу для непрерывного предварительного нагрева и подачи садки металла, такого как железный лом, горячее или холодное губчатое железо (DRI), чушковый чугун и др., внутрь приемника, который, предпочтительно, является плавильной печью, например дуговой электропечью.
Уровень техники
Известны устройства вибрационного или колебательного типа для подачи садки металла в приемник плавильной установки, который, предпочтительно, является плавильной печью.
Эти известные устройства предусматривают участок достаточной длины для того, чтобы осуществить значительный предварительный нагрев садки металла посредством дымовых газов, выходящих из печи, во время ее транспортировки.
Любое из известных устройств содержит несущую конструкцию, на которой установлен подводящий канал, имеющий, по существу, U-образное или подобное ему поперечное сечение.
По меньшей мере, часть подводящего канала накрыта сверху одним или более колпаками, способными ограничивать тоннель, внутри которого текут дымовые газы, выходящие из плавильной печи, в направлении, противоположном продвижению садки металла, осуществляя предварительный нагрев.
Подводящий канал выполнен вдоль боковых стенок с отверстиями, сообщающимися с вытяжными каналами, соединенными с дымососными устройствами.
Дымососные устройства создают разрежение внутри вытяжных каналов и через отверстия, имеющиеся в боковых стенках подводящего канала, втягивают дымовые газы из-под колпаков так, что они проходят через садку металла и нагревают ее.
Однако Заявитель обнаружил, что данное решение не обеспечивает, возможно, наилучшего результата, поскольку нижняя и центральная части садки металла не контактируют с дымовыми газами или контактируют с ними только частично, поэтому значительная центральная область внизу подводящего канала остается, по существу, холодной.
Также известна установка вышеуказанного типа, в которой подводящий канал снизу имеет отверстия, которые непосредственно соединены с устройством вытяжки дымовых газов. Втягиваемые вытяжными устройствами дымовые газы контактируют, по существу, со всей садкой металла, в том числе с ее нижней частью.
Отверстия, выполненные внизу подводящего канала, являются причиной падения фрагментов внутрь вытяжных каналов, которые по этой причине необходимо периодически очищать, с вытекающей отсюда проблемой необходимости остановки всей установки.
Другим недостатком является то, что части садки металла могут забивать эти отверстия, что препятствует равномерному нагреву.
Заявитель ставит целью получение более интенсивного и равномерного нагрева садки металла, чтобы увеличить производительность установки при снижении энергии, требуемой для последующего плавления в плавильной печи.
Другой целью настоящего изобретения является существенное сокращение, если не устранение, проблем, связанных с обслуживанием установки.
В документе US 5,647,288 раскрывается транспортер для металлолома, в котором область вытяжного всасывания ограничена между внутренней стенкой и наружной стенкой транспортера.
Заявитель разработал, испытал и осуществил настоящее изобретение с целью преодоления недостатков уровня техники и достижения этих и других целей и преимуществ.
Сущность изобретения
Настоящее изобретение изложено и охарактеризовано в независимом пункте формулы изобретения, тогда как зависимые пункты раскрывают другие признаки изобретения или варианты реализации основной изобретательской идеи.
Настоящее изобретение применяется в устройствах, которые над подводящим каналом имеют как подводящий тоннель для дымовых газов, так и как вариант расширительную камеру для дымовых газов.
В соответствии с данными целями устройство для подачи предварительно нагретой садки металла внутрь приемника плавильной печи содержит, по меньшей мере, подводящий канал, в котором садка металла может продвигаться непрерывно, и колпак, расположенный над подводящим каналом таким образом, чтобы образовывать тоннель или расширительную камеру, внутри которой, по меньшей мере, часть выходящих из приемника дымовых газов течет противотоком.
Дымовые газы в тоннеле или расширительной камере втягиваются через отверстия, взаимодействующие с боковыми вертикальными или близкими к вертикальным стенками подводящего канала, таким образом, что они проходят через садку металла вдоль всей ее длины, нагревая ее.
Согласно отличительным признакам настоящего изобретения, подводящий канал взаимодействует с активирующими средствами, которые могут быть активирующими средствами для отклонения дымовых газов и/или активирующими средствами, разделяющими область, занимаемую садкой металла. Активирующие средства способны исключить или, по меньшей мере, существенно уменьшить часть садки металла, которая остается, по существу, холодной после того как дымовые газы пройдут через нее, или исключить область садки металла, через которую дымовые газы не проходят.
Предпочтительно выполнить активирующие средства так, чтобы они проходили продольно внутри подводящего канала по всей его длине или, по меньшей мере, на значительной части протяженности по длине тоннеля или расширительной камеры.
Согласно первому варианту реализации заявленного изобретения отклоняющие активирующие средства содержат подводящие стенки для дымовых газов, проходящие, сближаясь, от тоннеля или камеры к низу подводящего канала, т.е. почти вертикальным образом, что вынуждает дымовые газы контактировать с центральной частью садки металла перед их выходом через отверстия в боковых стенках подводящего канала.
Согласно одному из вариантов подводящие стенки являются боковыми стенками подводящего канала.
Согласно другому варианту, подводящие стенки сближаются в подводящем канале.
Согласно другому варианту реализации заявленного изобретения разделительные активирующие средства взаимодействуют с центральной областью нижней стенки подводящего канала.
Разделительные активирующие средства проходят вертикально к тоннелю или к камере и предотвращают попадание садки металла в область у нижней стенки подводящего канала.
Разделительные активирующие средства занимают, по существу, центральную часть низа подводящего канала и имеют требуемую форму, которая может быть треугольной, четырехугольной, многоугольной, конусообразной или треугольной с изогнутыми сторонами и т.д.
Разделительные активирующие средства могут взаимодействовать непосредственно с дымовыми газами или занимать только одну область.
Когда они взаимодействуют с дымовыми газами, они имеют вертикальные или близкие к вертикальным стенки, в которых предусмотрены вытяжные проходы или отверстия, взаимодействующие с вытяжными средствами для дымовых газов.
Согласно одному признаку заявленного изобретения дымовые газы, выходя из активирующих средств, предпочтительно, взаимодействуют с вытяжными каналами, где дымовые газы расширяются.
Настоящее изобретение также относится к соответствующему способу подачи с предварительным нагревом садки металла внутрь приемника плавильной установки.
Способ содержит, по меньшей мере, этап непрерывной подачи садки металла внутрь приемника, этап подачи дымовых газов, выходящих из приемника, внутрь тоннеля или камеры, расположенной над подводящим каналом, и этап, на котором дымовые газы проходят через садку металла за счет всасывающего действия, осуществляемого вытяжными средствами через отверстия, взаимодействующие с подводящим каналом.
Согласно одному из признаков заявленного способа на этапе сквозного прохождения дымовых газов используют активирующие средства для того, чтобы исключить или, по меньшей мере, сократить количество садки металла, которое остается холодным или имеет более низкую температуру, чем вся садка металла после прохождения через нее дымовых газов.
Краткое описание чертежей
Эти и другие особенности настоящего изобретения станут очевидными из последующего описания предпочтительных вариантов реализации, представленных как неограничивающие примеры со ссылками на прилагаемые чертежи, где
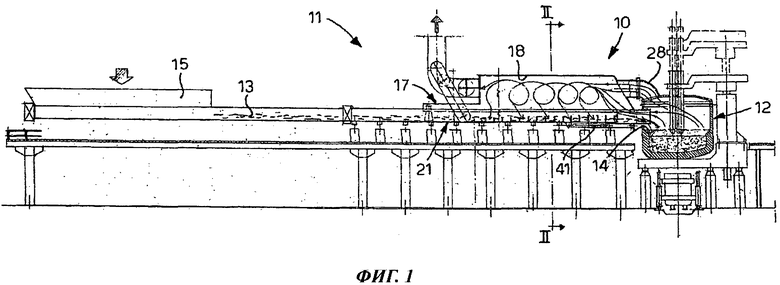
- фиг.1 - схематический вид сбоку плавильной установки, в которой используется устройство для подачи и предварительного нагрева согласно настоящему изобретению;
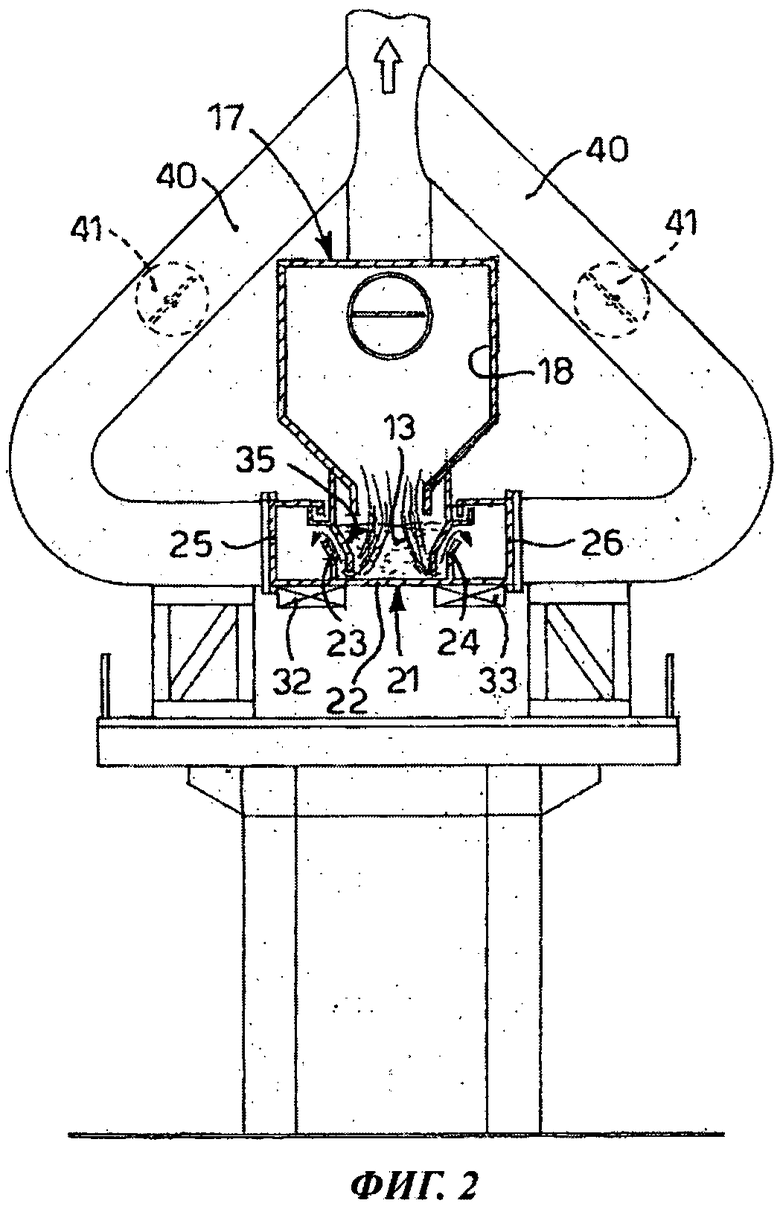
- фиг.2 - сечение по II-II на фиг.1;
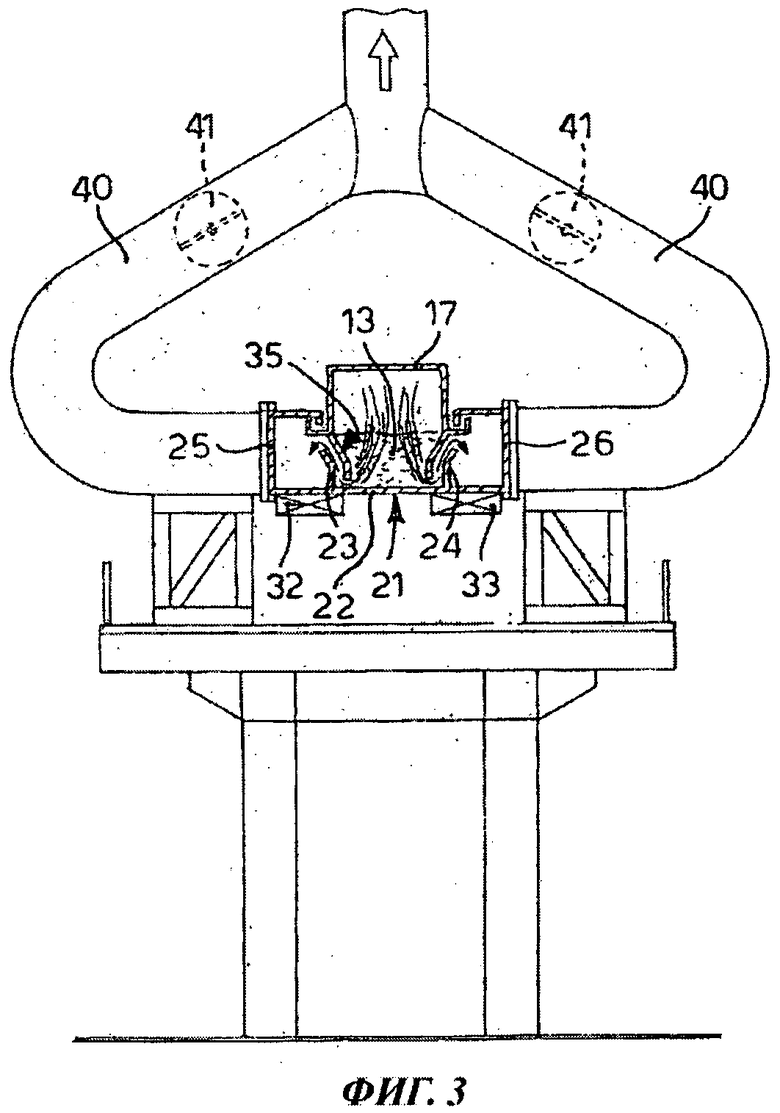
- фиг.3 - вариант фиг.2;
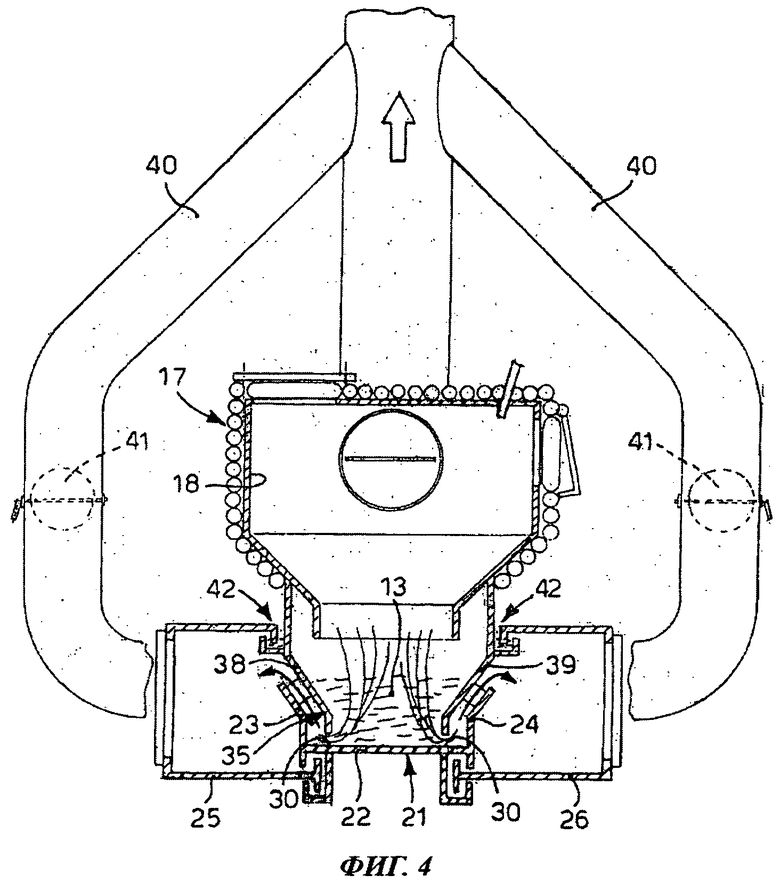
- фиг.4 - увеличенный вид на фиг.2;
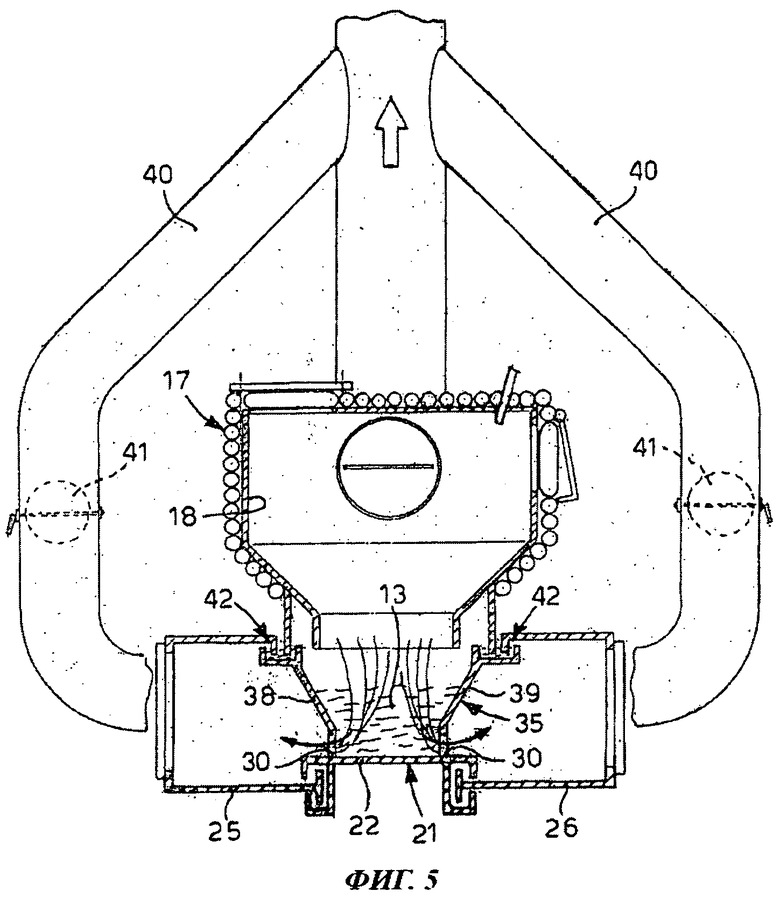
- фиг.5 - первый вариант фиг.4;
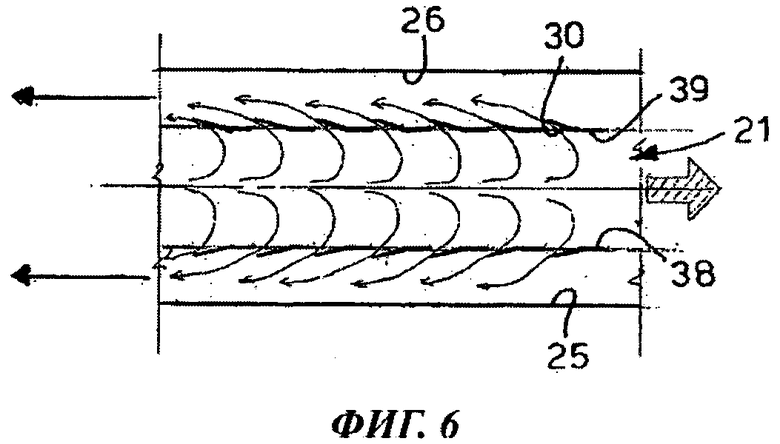
- фиг.6 - схематический вид сверху фрагмента на фиг.5;
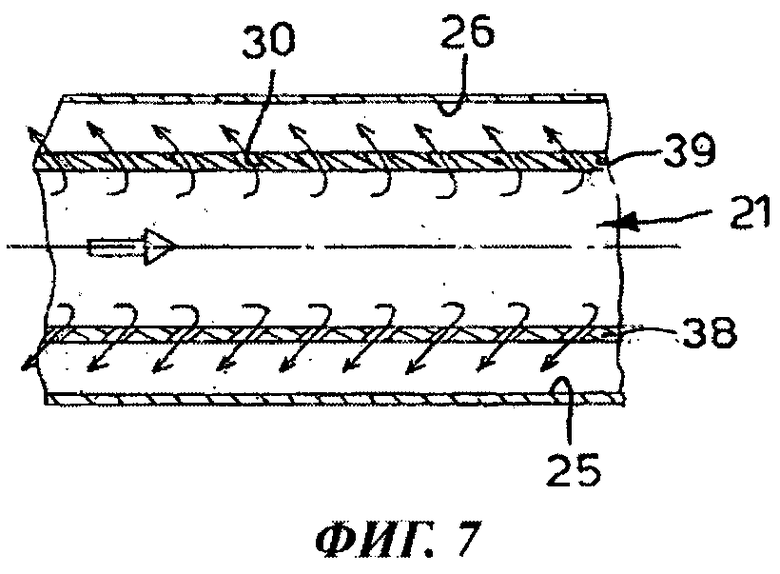
- фиг.7 - вариант фиг.6;
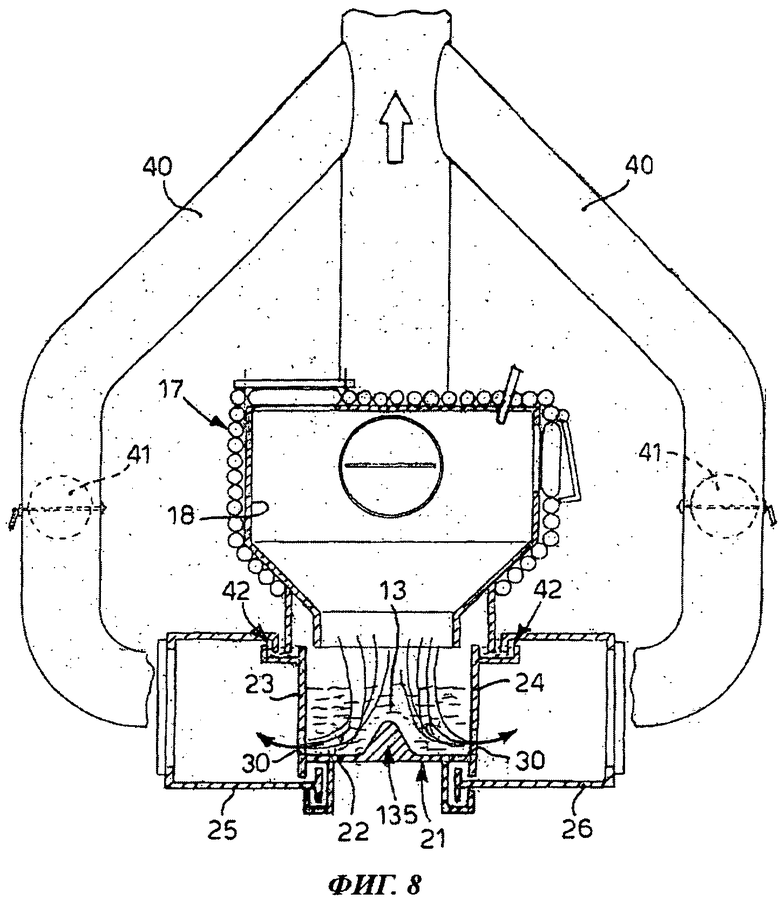
- фиг.8 - второй вариант фиг.5;
- фиг.9 - третий вариант фиг.5;
- фиг.10 - четвертый вариант фиг.5.
Для упрощения понимания, где это возможно, использованы одинаковые номера позиций для обозначения общих деталей на чертежах, которые, по существу, идентичны. Понятно, что элементы и признаки одного варианта реализации заявленного изобретения могут быть беспрепятственно использованы в других вариантах реализации без дополнительных пояснений.
Подробное описание предпочтительного варианта реализации
При ссылке на прилагаемые чертежи номер позиции 10 обозначает целиком устройство для подачи и предварительного нагрева согласно настоящему изобретению.
Устройство 10 (фиг.1) установлено в плавильной установке 11, по существу, известного типа, содержащей плавильную печь 12, например дуговую электропечь, питаемую сбоку через загрузочное отверстие 14 садкой 13 металла, подаваемой устройством 10.
В данном случае устройство 10 содержит загрузочный модуль 15 для загрузки садки 13 металла в подводящий канал 21 устройства 10.
В подводящем канале 21 садка 13 металла подвергается предварительному нагреву и вводится в плавильную печь 12.
С подводящим каналом 21 связаны вибрационные устройства 41 известного типа, которые за счет вибрационных и колебательных движений в продольном направлении вынуждают продвигаться садку 13 металла внутрь плавильной печи 12.
Устройство 10 также содержит один или более колпаков 17, расположенных над подводящим каналом 21, в который поступают дымовые газы, выходящие из плавильной печи 12.
Колпак 17 (фиг.2) ограничивает расширительную камеру 18, которая проходит над садкой 13 металла и предназначена для замедления дымовых газов и удержания их внутри в течение необходимого времени, перед тем как они войдут в контакт с садкой 13 металла. Данное минимальное время необходимо для завершения дожигания несгоревших газов, присутствующих в дымовых газах, и для содействия осаждению твердых частиц и пыли.
Настоящее изобретение также применимо, когда колпак 17 (фиг.3) расположен непосредственно над садкой 13 металла, ограничивая тоннель для прохода дымовых газов, так что садка 13 металла или, по меньшей мере, ее поверхностный слой непосредственно контактирует с горячими дымовыми газами, поступающими из плавильной печи 12.
Соединительная труба 28 связана с устройством 10 (фиг.1), которое соединяет четвертое отверстие плавильной печи 12 с расширительной камерой 18, и, когда загрузочное отверстие 14 закрыто, позволяет подавать почти все дымовые газы, образовавшиеся внутри плавильной печи 12, непосредственно внутрь расширительной камеры 18.
Подводящий канал 21 содержит нижнюю стенку 22, по существу, горизонтальную, и две боковые стенки 23 и 24, которые образуют в данном случае, по существу, U-образное поперечное сечение (фиг.2 и 3).
Вдоль всей длины подводящего канала 21 со стороны боковых стенок 23 и 24 подводящего канала 21 предусмотрены вытяжные трубы 25 и 26, присоединенные к отводящим трубам 40 для дымовых газов.
Отводящие трубы 40 соединены с дымососной и фильтрующей установками для дымовых газов известного типа и имеют клапаны 41, регулирующие уровень всасывания дымовых газов.
В варианте реализации, показанном на фиг.2 и 3, вытяжные трубы 25 и 26 выполнены как единое целое с подводящим каналом 21 и могут быть оснащены вибрационными средствами 32 и 33 (фиг.3) для того, чтобы предотвратить или, по меньшей мере, ограничить осаждение внутри них пыли или других примесей.
В других вариантах реализации (фиг.4, 5, 8, 9 и 10) подводящий канал 21 выполнен как отдельный элемент по отношению к вытяжным каналам 25 и 26.
В этом последнем случае между подводящим каналом 21 и вытяжными каналами 25 и 26 расположены герметизирующие элементы 42 гидравлического и, по существу, известного типа, гарантирующие изолированность дымовых газов.
Подводящий канал 21, предпочтительно, по всей своей длине имеет активирующие средства 35, способные уменьшить количество лома в центральной зоне, которое остается холодным при прохождении дымовых газов через садку 13 металла.
В случае, показанном на фиг.2, 3 и 4, активирующие средства 35 являются отклоняющими устройствами для отклонения потока дымовых газов и содержат две подводящие стенки 38 и 39, связанные с расширительной камерой 18 и расположенные под наклоном и сближающиеся в направлении нижней стенки 22.
В данном случае около сближающихся концов подводящих стенок 38 и 39 (фиг.4) находится наиболее узкое сечение, которое ограничивает количество садки металла, остающееся холодным в центральной области внизу подводящего канала 21.
Подводящие стенки 38 и 39 проходят в вертикальном направлении и ограничивают вместе с нижней стенкой 22 отверстие 30, проходящее продольно по всей длине подводящего канала 21.
Дымовые газы, присутствующие в расширительной камере 18, за счет всасывания, создаваемого вытяжными каналами 25 и 26 и за счет сближения подводящих стенок 38 и 39 канала, вынуждены устремляться к центральной части нижней стенки 22 подводящего канала 21, нагревая, по существу, всю садку 13 металла равномерно и гомогенно. Это позволяет исключить участок садки 13 металла, который остается, по существу, холодным или имеет более низкую температуру по сравнению с садкой 13 металла в целом.
Боковые стенки 23 и 24 (фиг.2, 3 и 4) во взаимодействии с соответствующими подводящими стенками 38 и 39 образуют уплотнение лабиринтного типа, функцией которого является принуждение дымовых газов, прошедших через садку 13 металла, следовать по лабиринтному пути, что снижает скорость газов и позволяет осаждаться пыли и мелким фрагментам садки металла, переносимым во взвешенном состоянии. Таким образом, уплотнение лабиринтного типа оказывает предварительное фильтрующее воздействие на дымовые газы.
В другом варианте реализации (фиг.5) подводящие стенки 38 и 39 выполнены как единое целое с подводящим каналом 21, что уменьшает трение между садкой 13 металла и подводящими стенками 38 и 39.
В данном случае две подводящие стенки 38 и 39 на своих концах имеют отверстия 30, выполненные, как это показано на фиг.6 или в другом варианте реализации согласно фиг.7, таким образом, что во время продвижения садки 13 металла частицы последней не попадают в вытяжные каналы 25 и 26. Отверстия 30 также могут управляться средствами, которые регулируют открытие зазора, что позволяет управлять уровнем всасывания дымовых газов.
В другом варианте реализации (фиг.8) вместо подводящих стенок 38 и 39 вышеописанного типа подводящий канал содержит разделительные активирующие средства или в данном случае промежуточный элемент 135, выполненный как единое целое с нижней стенкой 22, по существу, вблизи ее центральной области, и проходящий продольно по всей длине подводящего канала 21.
Промежуточный элемент 135 (фиг.8) выступает в направлении верхней части расширительной камеры 18 и в данном случае имеет, по существу, треугольную форму, закругленную наверху. В других вариантах реализации форма промежуточного элемента 135 может быть просто в качестве примера прямоугольной, многоугольной, волнистой, конусообразной или комбинированной.
Промежуточный элемент 135, как и подводящие стенки 38 и 39 конвейера, описанные выше, препятствует образованию внизу подводящего канала 21 центральной части садки 13 металла, которая не контактирует с дымовыми газами и поэтому не нагревается.
Подводящий канал 21 на своих боковых стенках 23 и 24 и возле нижней стенки 22 имеет выполненные, как описано выше со ссылками на фиг.6 и 7, отверстия 30, через которые втягиваются дымовые газы.
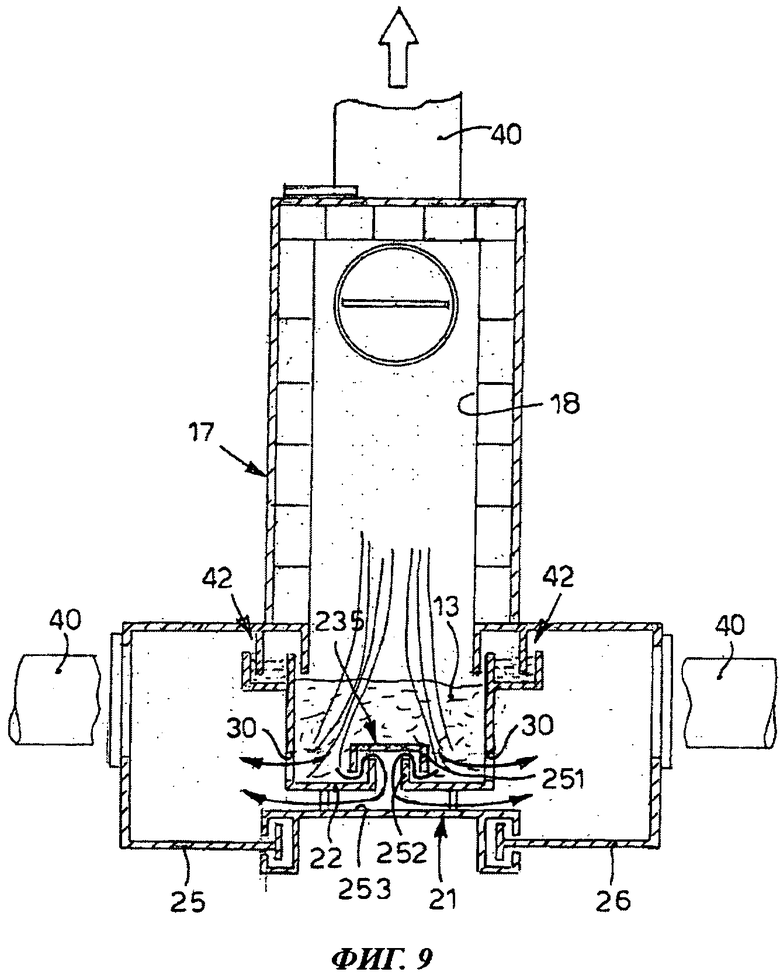
В другом варианте реализации (фиг.9) подводящий канал 21 оснащен разделительными активирующими средствами 235, которые включают в себя отверстие 252, выполненное в нижней стенке 22 подводящего канала 21, и покрывающий элемент 251 для отверстия 252, предназначенный для предотвращения выхода частиц садки 13 металла через отверстие 252. Покрывающий элемент 251 образует зазоры, через которые могут проходить дымовые газы, пропускаемые через садку 13 металла. В частности, отверстие 252 соединено посредством вытяжной камеры 253, расположенной под нижней стенкой 22 с, по меньшей мере, одним из двух вытяжных каналов 25 и 26.
За счет всасывающего действия вытяжных каналов 25 и 26 часть дымовых газов после прохождения через садку 13 металла выходит из отверстий 30, имеющихся на боковых стенках 23, 24, тогда как другая часть выходит из промежуточного элемента 250 через зазор, образованный покрывающим элементом 251.
Таким образом, дымовые газы проходят через садку 13 металла, по существу, равномерно, что исключает образование холодных участков.
В данном случае покрывающий элемент 251, по существу, является С-образным, хотя в других вариантах реализации он может иметь другую форму, например треугольную, прямоугольную, многоугольную, полукруглую или другую.
Очевидно, что устройство 10 может быть выполнено с измененными и/или с дополнительными элементами, как было раскрыто ранее, не выходя при этом за область и границы настоящего изобретения.
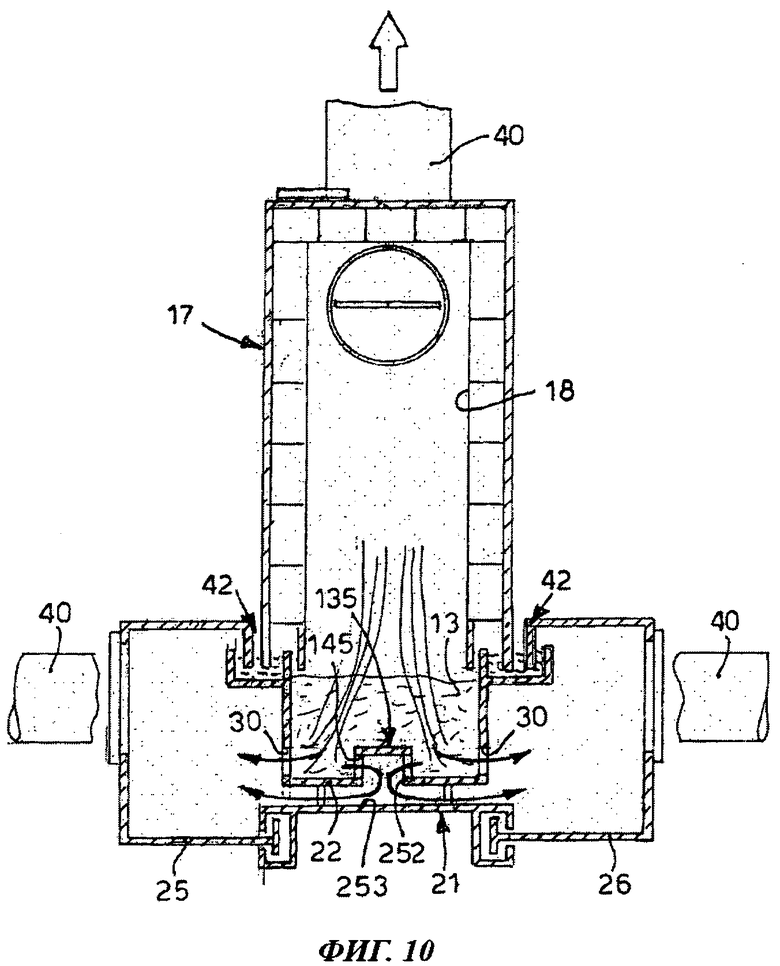
Например, согласно фиг.10 можно выполнить промежуточный элемент 135, показанный на фиг.8, с зазорами 145, выполненными на его вертикальных или близких к вертикальным стенках, если промежуточный элемент 135 имеет другую форму. Нижняя стенка 22 имеет, по меньшей мере, второе отверстие 252, через которое проходящие через зазоры 145 дымовые газы могут проходить, будучи втягиваемыми вытяжной камерой 253, как показано на фиг.9.
Также ясно, что хотя настоящее изобретение было раскрыто со ссылкой на некоторые конкретные примеры, специалист в данной области, несомненно, способен получить множество других эквивалентных вариантов устройств, имеющих отличительные признаки, изложенные ниже в формуле изобретения и, следовательно, входящие в область охраны, определенную настоящим документом.
Изобретение относится к области металлургии и может быть использовано для непрерывной подачи с предварительным нагревом садки металла внутрь приемника плавильной установки. Устройство содержит, по меньшей мере, канал для подачи садки металла, по меньшей мере, колпак, расположенный над указанным подводящим каналом, образующий тоннель и/или расширительную камеру для перемещения внутри него/нее, по меньшей мере, части дымовых газов, выходящих из указанного приемника, и отверстия, выполненные совместно с боковыми стенками указанного подводящего канала для выпуска дымовых газов. Подводящий канал содержит активирующие средства для отклонения дымовых газов и/или для разделения области подводящего канала, занимаемой садкой металла, причем указанные активирующие средства связаны продольно, по меньшей мере, с частью подводящего канала. Изобретение позволяет более интенсивно и равномерно нагревать садку металла для увеличения производительности установки при снижении энергии, требуемой для последующего плавления в плавильной печи. 3 н. и 6 з. п. ф-лы, 10 ил.
1. Устройство для непрерывной подачи с предварительным нагревом садки (13) металла внутрь приемника (12) плавильной установки (11), содержащее, по меньшей мере, подводящий канал (21) для садки (13) металла; по меньшей мере, колпак (17), расположенный над указанным подводящим каналом (21) и образующий тоннель и/или расширительную камеру (18) для перемещения внутри него или нее, по меньшей мере, части дымовых газов, выходящих из указанного приемника (12), и отверстия (30) для выпуска дымовых газов, выполненные совместно с боковыми стенками (23, 24) указанного подводящего канала (21), причем указанный подводящий канал (21) содержит нижнюю стенку (22), которая вместе с указанными боковыми стенками (23, 24) образует U-образное поперечное сечение, отличающееся тем, что указанный подводящий канал (21) содержит активирующие средства для отклонения дымовых газов, причем указанные активирующие средства связаны продольно с, по меньшей мере, частью подводящего канала (21) и содержат подводящие стенки (38, 39), образующие дополнительные боковые стенки указанного подводящего канала (21), связанные с указанной расширительной камерой (18), расположенные наклонно и сближающиеся в направлении указанной нижней стенки (22), при этом указанные подводящие стенки (38, 39) выполнены так, что вынуждают дымовые газы сходиться в направлении центральной части указанной нижней стенки (22) указанного подводящего канала (21).
2. Устройство по п.1, отличающееся тем, что указанные активирующие средства (35) проходят продольно по всей длине подводящего канала (21).
3. Устройство по п.1 или 2, отличающееся тем, что указанные подводящие стенки (38, 39) вместе с указанной нижней стенкой (22) ограничивают одно из указанных отверстий (30), проходящее продольно по всей длине указанного подводящего канала (21).
4. Устройство по п.1 или 2, отличающееся тем, что указанные подводящие стенки (38, 39) во взаимодействии с указанными боковыми стенками (23, 24) образуют уплотнение лабиринтного типа для дымовых газов, уже прошедших через указанную садку (13) металла.
5. Устройство по п.1 или 2, отличающееся тем, что указанные подводящие стенки (38, 39) выполнены как одно целое с указанным подводящим каналом (21).
6. Устройство для непрерывной подачи с предварительным нагревом садки (13) металла внутрь приемника (12) плавильной установки (11), содержащее, по меньшей мере, подводящий канал (21) для садки (13) металла; по меньшей мере, колпак (17), расположенный над указанным подводящим каналом (21) и образующий тоннель и/или расширительную камеру (18) для перемещения внутри него или нее, по меньшей мере, части дымовых газов, выходящих из указанного приемника (12); и отверстия (30) для выпуска дымовых газов, выполненные совместно с боковыми стенками (23, 24) указанного подводящего канала (21), причем указанный подводящий канал (21) содержит нижнюю стенку (22), которая вместе с указанными боковыми стенками (23, 24) образует U-образное поперечное сечение, отличающееся тем, что указанный подводящий канал (21) содержит активирующие средства для разделения области подводящего канала (21), занимаемого садкой (13) металла, причем указанные активирующие средства связаны продольно с, по меньшей мере, частью подводящего канала (21) и выполнены в виде промежуточного элемента (135), образующего единое целое с указанной нижней стенкой (22) вблизи ее центральной области и проходящего продольно по всей длине указанного подводящего канала (21) и выступающего вертикально в направлении верхней части указанной расширительной камеры (18).
7. Устройство по п.6, отличающееся тем, что вытяжные каналы (25, 26) связаны со вторыми вытяжными отверстиями (145), выполненными на вертикальных или близких к вертикальным стенках указанного промежуточного элемента (135).
8. Устройство для непрерывной подачи с предварительным нагревом садки (13) металла внутрь приемника (12) плавильной установки (11), содержащее, по меньшей мере, подводящий канал (21) для садки (13) металла, по меньшей мере, колпак (17), расположенный над указанным подводящим каналом (21) и образующий тоннель и/или расширительную камеру (18) для перемещения внутри него или нее, по меньшей мере, части дымовых газов, выходящих из указанного приемника (12), и отверстия (30) для выпуска дымовых газов, выполненные совместно с боковыми стенками (23, 24) указанного подводящего канала (21), причем указанный подводящий канал (21) содержит нижнюю стенку (22), которая вместе с указанными боковыми стенками (23, 24) образует U-образное поперечное сечение, отличающееся тем, что указанный подводящий канал (21) содержит активирующие средства для разделения области подводящего канала (21), занимаемой садкой (13) металла, причем указанные активирующие средства связаны продольно с, по меньшей мере, частью подводящего канала (21) и содержат разделительные активирующие средства (235),выполненные в виде, по меньшей мере, отверстия (252) в нижней стенке (22) указанного подводящего канала (21) и покрывающего элемента (251), расположенного над указанным отверстием (252).
9. Устройство по п.8, отличающееся тем, что вытяжные средства (253) связаны с указанным отверстием (252), выполненным с возможностью втягивания дымовых газов через указанные разделительные активирующие средства (235).
| US 5647288 A, 15.07.1997 | |||
| US 4135702 A , 23.01.1979 | |||
| КАМЕРНЫЙ ПНЕВМАТИЧЕСКИЙ ПИТАТЕЛЬ | 0 |
|
SU272337A1 |
| RU 2000116016 А , 20.05.2002 | |||
| Аппарат для магнитной обработки газов и жидкостей | 1984 |
|
SU1216154A1 |

