Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству и соответствующему способу для непрерывного предварительного нагрева и транспортировки садки металла, такого как железный лом, горячее или холодное губчатое железо (DRI), чушковый чугун и др., внутрь приемника, который по существу является плавильной печью, например дуговой электропечью.
Уровень техники
Известны устройства вибрационного или колебательного типа для подачи садки металла в приемник плавильной установки, преимущественно - в плавильную печь.
Эти известные устройства обеспечивают участок достаточной длины для значительного предварительного нагрева во время подачи садки металла посредством дымовых газов, выходящих из печи.
Любое из известных устройств содержит несущую конструкцию, на которой установлен подводящий канал, имеющий по существу U-образное или подобное ему поперечное сечение.
По меньшей мере, часть подводящего канала в верхней части покрыта одним или более колпаками, что образует тоннель, внутри которого в направлении, противоположном продвижению садки металла, протекают выходящие из плавильной печи дымовые газы, одновременно осуществляя предварительный нагрев.
Подводящий канал выполнен вдоль боковых стенок, имеющих отверстия, сообщающиеся с вытяжными каналами, непосредственно соединенными с вытяжными средствами для дымовых газов.
Вытяжные средства для дымовых газов создают разрежение внутри вытяжных каналов и через отверстия, имеющиеся в боковых стенках подводящего канала, втягивают дымовые газы. Горячие дымовые газы проходят через садку металла и нагревают ее.
Так как дымовые газы проходят через садку металла, а также из-за высокой всасывающей способности вытяжных средств, через вытяжные средства втягивается значительное количество мелких металлических фрагментов, например металлической стружки.
В результате не вся садка металла попадает в плавильную печь, а больше всего фрагментов остается внутри вытяжных каналов, препятствуя прохождению дымовых газов и изменяя условия всасывания.
Кроме того, к этому мы должны добавить необходимость часто выполнять работы по техобслуживанию с вытекающими отсюда простоями установки, во время которых из вытяжных каналов удаляют осевшие в них фрагменты.
Заявитель ставит целью устранить прохождение мелких частиц материала садки, например металлической стружки, чтобы сократить обслуживающее вмешательство, как в вытяжные каналы, так и в вытяжные средства.
Другой целью является получение устройства, которое сократит затраты и время на управление и обслуживание по сравнению с уровнем техники.
В документе US 5,647,288 раскрыт конвейер для металлолома, в котором между внутренней стенкой и наружной стенкой конвейера предусмотрена область вытяжного всасывания.
Заявитель разработал, испытал и осуществил настоящее изобретение для преодоления недостатков уровня техники и для достижения вышеуказанных и других целей и преимуществ.
Сущность изобретения
Настоящее изобретение изложено и охарактеризовано в независимых пунктах формулы изобретения, тогда как зависимые пункты описывают другие признаки изобретения или варианты реализации основной изобретательской идеи.
Настоящее изобретение применяется в устройствах, которые над подводящим каналом имеют, по меньшей мере, колпак, способный образовывать подводящий тоннель для дымовых газов и/или расширительную камеру для дымовых газов.
В соответствии с этими целями устройство для подачи предварительно нагретой садки металла внутрь приемника плавильной установки содержит, по меньшей мере, подводящий канал, в котором может непрерывно продвигаться садка металла, и колпак, расположенный над подводящим каналом таким образом, чтобы вместе с ним ограничивать тоннель и/или расширительную камеру, внутри которой противотоком течет, по меньшей мере, часть дымовых газов, выходящих из приемника.
Дымовые газы проходят через садку металла, нагревают ее и выходят через отверстия, взаимодействующие со стенками подводящего канала, который подает садку металла.
Согласно отличительным признакам настоящего изобретения указанные отверстия взаимодействуют, по меньшей мере, с отклоняющим каналом для дымовых газов, расположенным, по существу, вертикально или почти вертикально.
Отклоняющий канал для дымовых газов соединен как с отверстиями, так и, по меньшей мере, с вытяжным каналом, расположенным ниже по потоку отклоняющего канала для дымовых газов. Как отклоняющий канал для дымовых газов, так и согласно одному из вариантов вытяжной канал образуют, по меньшей мере, расширительное отделение для дымовых газов.
Согласно настоящему изобретению дымовые газы вынуждены следовать по проходу лабиринтного типа, сначала проходя через отверстия, взаимодействующие с подводящими стенками, затем - через отклоняющий канал для дымовых газов, где происходит первое, значительное, расширение, а потом их удаляют посредством вытяжных средств. Этот путь необходим для того, чтобы значительная часть уносимых во взвешенном состоянии частиц выпадала на дно отклоняющего канала для дымовых газов.
Согласно первой формулировке отклоняющий канал для дымовых газов ограничен подводящими стенками, которые работают совместно с боковыми стенками подводящего канала, расположенными снаружи подводящих стенок.
Согласно одному из вариантов боковые стенки и подводящие стенки, по существу, параллельны друг другу.
Согласно другому варианту боковые стенки расходятся по направлению к верхней части колпака.
Согласно другому варианту расхождение боковых стенок происходит по отношению к подводящим стенкам.
В данном случае боковые стенки и подводящие стенки ограничивают расширяющийся отклоняющий канал для дымовых газов, который обуславливает расширение дымовых газов и способствует осаждению частиц.
Настоящее изобретение также относится к соответствующему способу подачи с предварительным нагревом садки металла внутрь приемника плавильной установки.
Данный способ содержит, по меньшей мере, этап непрерывной подачи садки металла внутрь приемника, этап подачи дымовых газов, выходящих из приемника, внутрь тоннеля и/или расширительной камеры, расположенных над подводящим каналом, этап, на котором дымовые газы проходят через садку металла за счет всасывающего действия, оказываемого вытяжными средствами, расположенными ниже по потоку, и этап выпуска дымовых газов через отверстия, выполненные в подводящих стенках.
Согласно одному из признаков настоящего изобретения этап выпуска дымовых газов обеспечивает прохождение дымовых газов, по меньшей мере, через отклоняющий канал для дымовых газов, который взаимодействует с одной стороны с отверстиями, имеющимися в подводящем канале, а с другой стороны - по меньшей мере, с вытяжным каналом.
Согласно другому признаку дымовые газы в отводящем канале подвергаются расширению.
Краткое описание чертежей
Эти и другие признаки настоящего изобретения станут очевидными из последующего описания предпочтительных вариантов реализации, представленных как неограничивающие примеры со ссылками на прилагаемые чертежи, на которых:
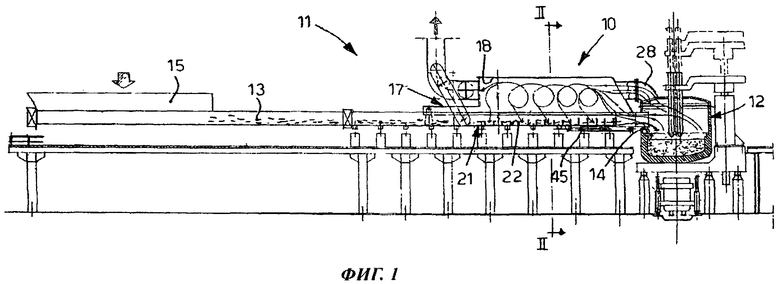
- на фиг.1 представлен схематический вид сбоку плавильной установки, в которой используется устройство для подачи и предварительного нагрева согласно настоящему изобретению;
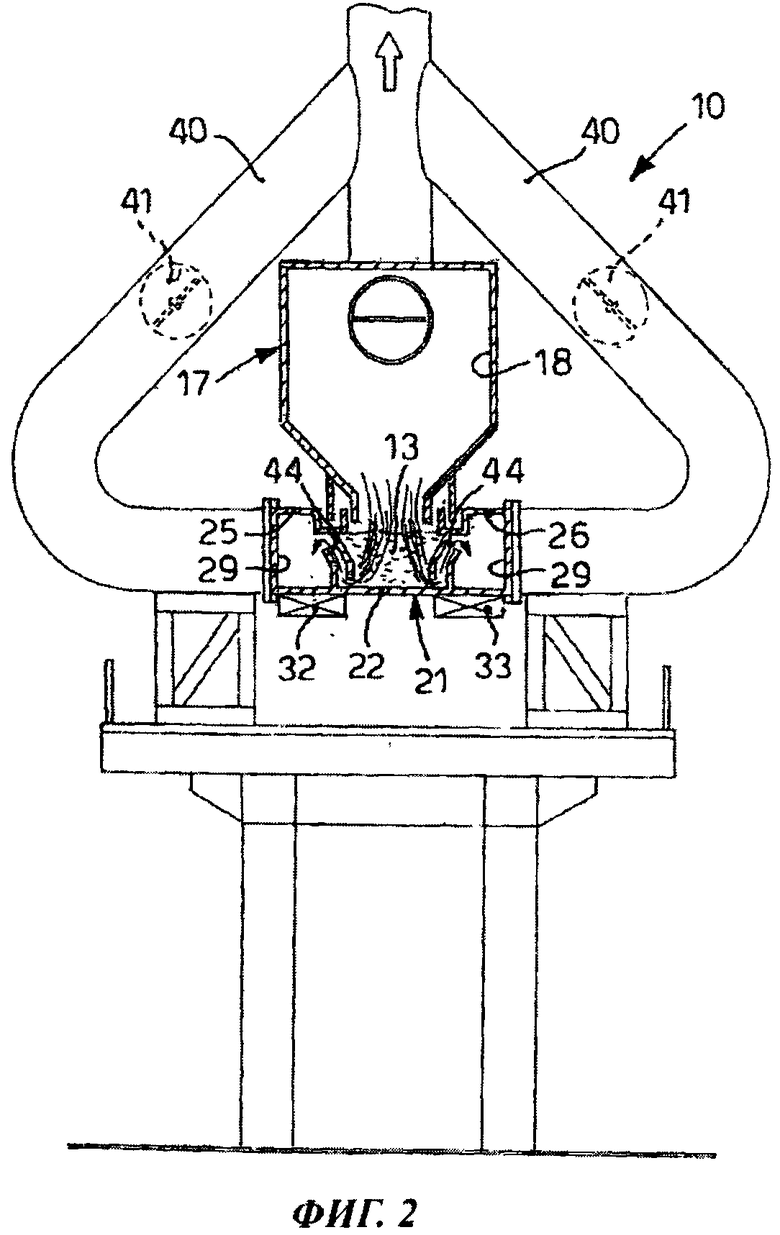
- на фиг.2 представлено сечение по II-II с фиг.1;
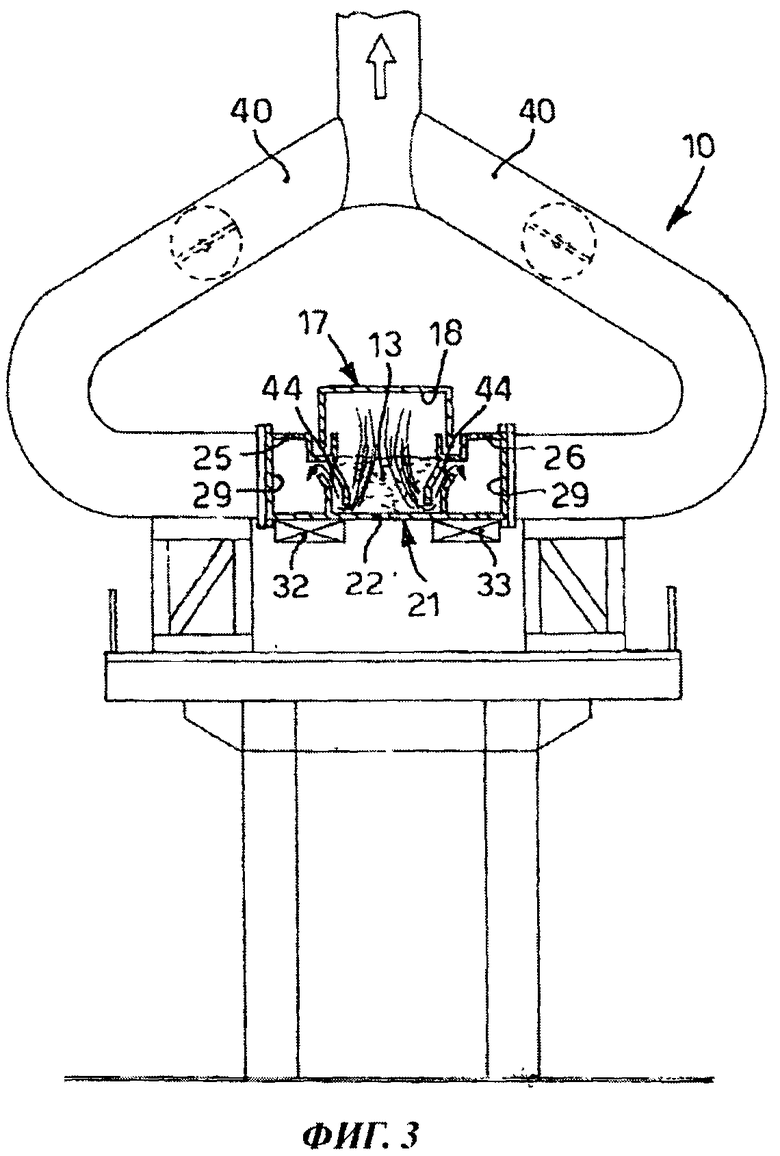
- на фиг.3 представлен вариант фиг.2;
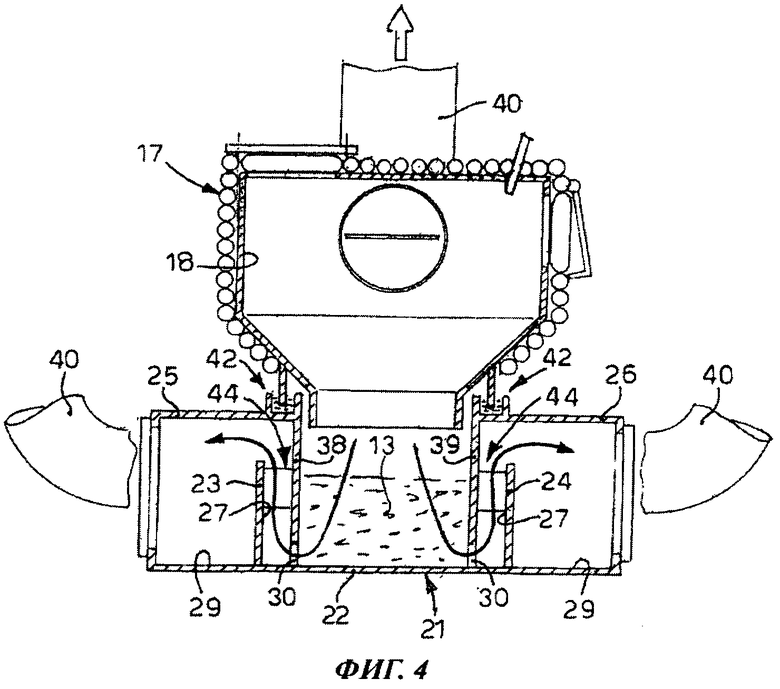
- на фиг.4 представлен увеличенный вид с фиг.2 согласно одному из вариантов;
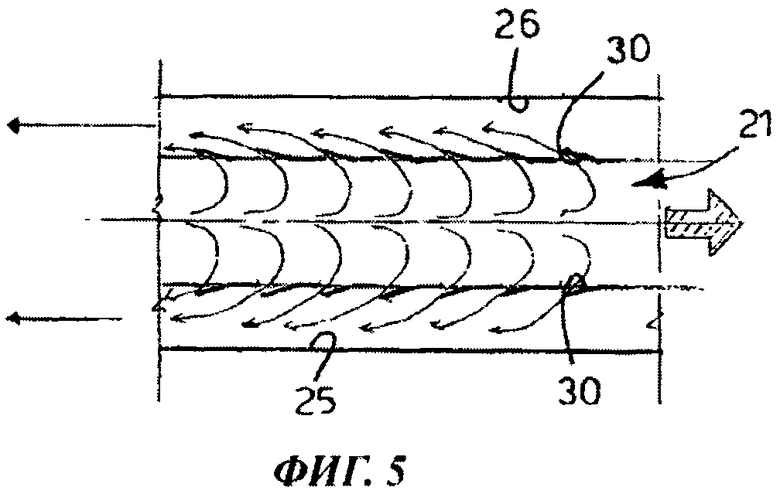
- на фиг.5 схематически представлен вид сверху фрагмента фиг.4;
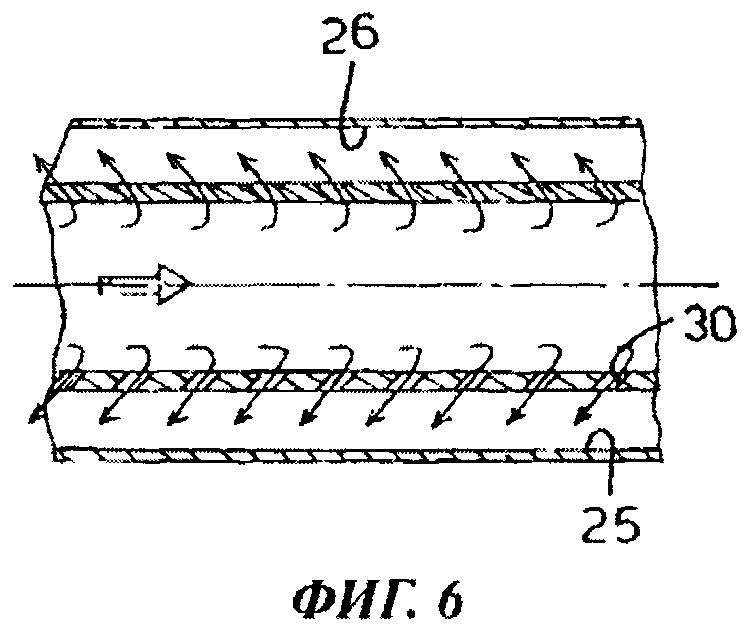
- на фиг.6 представлен вариант фиг.4;
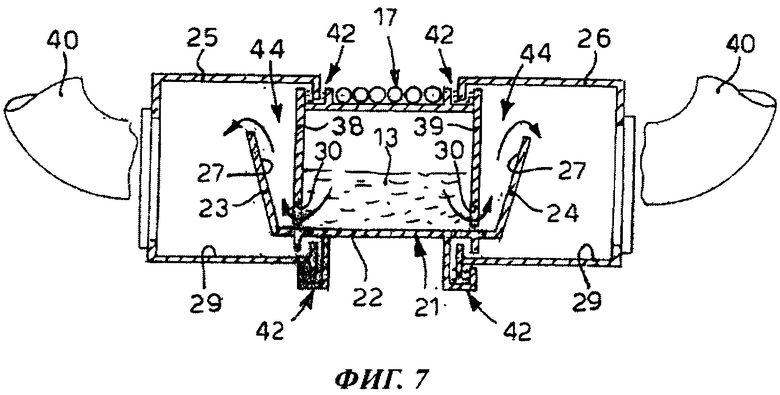
- на фиг.7 представлен первый вариант фиг.4;
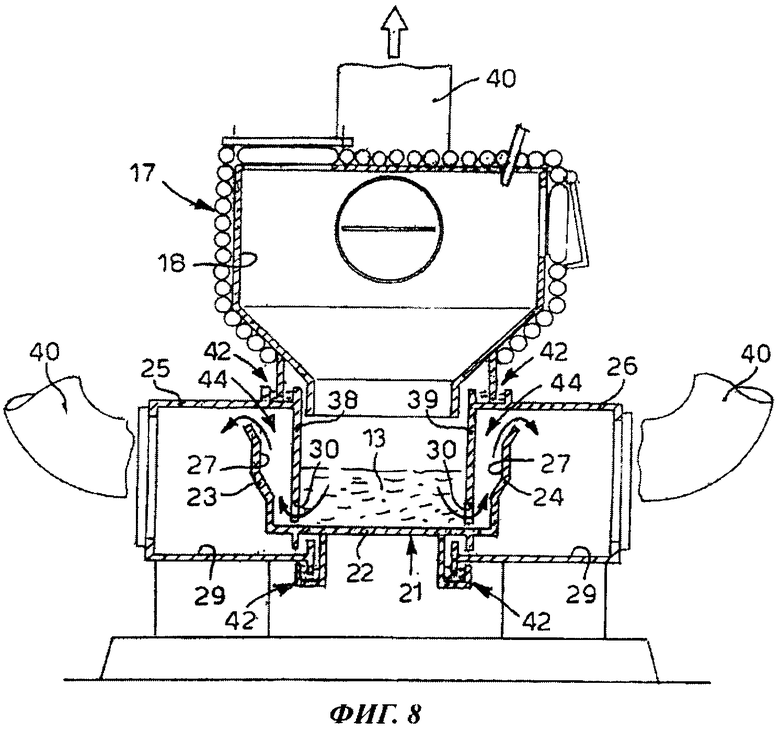
- на фиг.8 представлен второй вариант фиг.4.
На прилагаемых чертежах, где возможно, были использованы одинаковые номера позиций для обозначения общих элементов, которые по существу, идентичны. Понятно, что элементы и признаки одного варианта реализации могут быть беспрепятственно использованы в других вариантах реализации без дополнительных пояснений.
Подробное описание предпочтительного варианта реализации
На прилагаемых чертежах номер позиции 10 обозначает целиком устройство для подачи и предварительного нагрева согласно настоящему изобретению.
Устройство 10 (фиг.1) установлено в плавильной установке 11, по существу, известного типа, оснащенной плавильной печью 12, например дуговой электропечью, питаемой сбоку через загрузочное отверстие 14 садкой 13 металла, подаваемой устройством 10.
В этом случае устройство 10 содержит загрузочный модуль 15 для загрузки садки 13 металла в подводящий канал 21 устройства 10.
В подводящем канале 21 садка 13 металла подвергается предварительному нагреву и вводится в плавильную печь 12.
С подводящим каналом 21 связано вибрационное устройство 41 известного типа, которое за счет вибрационных и колебательных движений в продольном направлении вынуждает садку 13 металла продвигаться внутрь плавильной печи 12.
Устройство 10 также содержит один или более колпаков 17, расположенных над подводящим каналом 21.
Колпак 17 (фиг.2) ограничивает расширительную камеру 18, которая проходит над садкой 13 металла и предназначена для уменьшения скорости дымовых газов и удержания их внутри в течение требуемого времени перед тем, как дымовые газы столкнутся с садкой 13 металла. Минимальное время необходимо для завершения дожигания не полностью сгоревших газов, присутствующих в дымовых газах, и для содействия осаждению твердых частиц и пыли.
Настоящее изобретение также применимо, когда колпак 17 (фиг.3) расположен непосредственно над садкой 13 металла, образуя тоннель 18 для прохода дымовых газов, при этом садка 13 металла или, по меньшей мере, ее поверхностный слой непосредственно подвергается воздействию горячих дымовых газов, поступающих из плавильной печи 12.
С устройством 10 (фиг.1) связана соединительная труба 28, которая соединяет четвертое отверстие плавильной печи 12 с расширительной камерой 18 и, когда загрузочное отверстие 14 закрыто, позволяет подавать почти все дымовые газы, образующиеся внутри плавильной печи 12, непосредственно внутрь расширительной камеры 18.
Подводящий канал 21 содержит нижнюю стенку 22, по существу горизонтальную, и две боковые стенки 23 и 24, которые в данном случае образуют U-образное поперечное сечение (фиг.2 и 3).
Вдоль всей длины подводящего канала 21 со стороны боковых стенок 23 и 24 подводящего канала 21 предусмотрены вытяжные каналы 25 и 26, соединенные с отводящими трубами 40 для дымовых газов.
Отводящие трубы 40 соединены с дымососной и фильтрующей установками известного типа и имеют клапаны 41 для регулирования уровня всасывания дымовых газов.
В варианте реализации, представленном на фиг.2, 3 и 4, вытяжные каналы 25 и 26 выполнены как единое целое с подводящим каналом 21 и, чтобы устранить, или, по меньшей мере, сократить осаждение пыли или других примесей внутри них, оснащены вибрационными средствами 32 и 33 (фиг.3).
В других вариантах реализации (фиг.7 и 8) подводящий канал 21 выполнен как отдельный элемент по отношению к вытяжным каналам 25 и 26, и между подводящим каналом 21 и вытяжными каналами 25 и 26 расположены герметизирующие элементы 42 гидравлического и, в основном, известного типа, гарантирующие изолированность дымовых газов.
Вытяжные каналы 25 и 26 также имеют смотровые люки, что позволяет осуществлять техобслуживание.
Подводящий канал 21, предпочтительно, по всей его длине имеет средства, вынуждающие дымовые газы следовать по лабиринтному проходу, что способствует оседанию пыли, частиц и мелких фрагментов садки металла, таких как, например, образовавшаяся при металлообработке стружка, на садке 13 металла, и предотвращает их попадание внутрь вытяжных каналов 25 и 26 и в выпускные трубы 40.
Вышеуказанные средства содержат подводящие стенки 38 и 39 для подачи садки 13 металла и боковые стенки 23 и 24 для подачи дымовых газов к вытяжным каналам 25 и 26, которые связаны с нижней стенкой 22 подводящего канала 21.
Боковые стенки 23, 24 и подводящие стенки 38, 39 ограничивают отклоняющий канал 44 для дымовых газов, через который вынуждены проходить дымовые газы, перед тем как попасть в вытяжные каналы 25, 26.
Каждый отклоняющий канал 44 для дымовых газов образует первое расширительное отделение 27 для дымовых газов, выходящих из отверстий 30, где они подвергаются расширению и затем осаждению частиц на дно отклоняющего канала 44.
Подобным образом каждый из вытяжных каналов 25, 26 образует второе расширительное отделение 29, внутри которого происходит последующее расширение газов и затем осаждение частиц на дно.
Согласно фиг.7 подводящие стенки 38 и 39 связаны с колпаком 17, расположенным над подводящим каналом 21, тогда как в других вариантах реализации (фиг.4 и 8) стенки 38 и 39 непосредственно связаны с подводящим каналом 21.
Подводящие стенки 38 и 39 (фиг.4 и 8) проходят в направлении нижней стенки 22 подводящего канала 21 и ограничивают вместе с нижней стенкой 22 для, по меньшей мере, значительной части продолжения расширительной камеры 18, соответствующие продольные отверстия 30, через которые могут проходить дымовые газы.
Подводящие стенки 38 и 39 в некоторых вариантах реализации (фиг.4), по существу, параллельны боковым стенкам 23 и 24.
Для предотвращения блокировки отверстий 30 из-за забивания частицами садки 13 металла в других вариантах реализации (фиг.7) подводящие стенки 38 и 39 доходят до нижней стенки 22 и соединяются с ней. Вблизи последней они имеют отверстия 30, расположенные с равномерными интервалами и выполненные, как показано на фиг.5 или в другом варианте реализации на фиг.6.
Отверстия 30 могут также управляться средствами, которые регулируют их открытый зазор, чтобы управлять уровнем всасывания дымовых газов.
В других вариантах реализации подводящие стенки 38 и 39 вместо того, чтобы быть, по существу, вертикальными, могут сближаться по направлению к нижней стенке 22 подводящего канала 21. Этот вариант реализации является предпочтительным, поскольку дымовые газы, присутствующие в расширительной камере 18, за счет всасывающего действия, оказываемого вытяжными каналами 25 и 26, и за счет сужения подводящих стенок 38 и 39 сходятся к центральной части нижней стенки 22 подводящего канала 21 и нагревают, по существу, всю садку 13 металла.
За счет надлежащего управления уровнем всасывания вытяжных каналов 25 и 26 возможно регулировать отведение дымовых газов и предотвращать вертикальный унос взвешенных частиц определенного веса вдоль отклоняющего канала 44, ограниченного боковыми стенками 23 и 24 и подводящими стенками 38 и 39.
Частицы, даже если они частично уносятся во взвешенном состоянии, не могут преодолеть боковые стенки 23 и 24 и выпадают на дно отклоняющего канала 44, который впоследствии отводит эти частицы внутрь плавильной печи 12.
В случае, показанном на фиг.7, подводящие стенки 38 и 39 проходят, по существу, вертикально, тогда как боковые стенки 23 и 24 подводящего канала 21 проходят в направлении верхней части вытяжных каналов 25, 26 и наклонены наружу. Подводящие стенки 38 и 39 и боковые стенки 23 и 24 ограничивают расширяющийся отклоняющий канал 44, через который выходят дымовые газы.
Функцией расширяющегося отклоняющего канала 44 является замедление скорости дымовых газов при их отведении так, чтобы дополнительно сократить количество частиц, уносимых во взвешенном состоянии.
Как показано на фиг.8, в другом варианте реализации боковые стенки 23 и 24 выполнены так, что каждая из них содержит как вертикальные стенки, так и стенки, имеющие наклон наружу, чтобы обеспечить турбулентное движение дымовых газов, что, в свою очередь, приведет к выпадению на подводящий канал 21 частиц, оставшихся, по существу, во взвешенном состоянии.
Кроме того, в этом случае вытяжные каналы 25 и 26 закреплены на несущем основании.
Очевидно, что заявленное устройство может быть выполнено с измененными и/или с дополнительными элементами, как было раскрыто ранее, не выходя при этом за область и границы настоящего изобретения.
Также ясно, что, хотя настоящее изобретение было раскрыто со ссылкой на некоторые конкретные примеры, специалист в данной области, несомненно, способен получить множество других эквивалентных вариантов устройств, имеющих отличительные признаки, изложенные ниже в формуле изобретения и, следовательно, входящие в область охраны, определенную настоящим документом.
Изобретение относится к области металлургии и может быть использовано для непрерывной подачи с предварительным нагревом садки металла внутрь приемника плавильной установки. Устройство содержит, по меньшей мере, подводящий канал, имеющий стенки для подачи садки металла и, по меньшей мере, колпак, ограничивающий подводящий тоннель и/или расширительную камеру. Колпак расположен над подводящим каналом для перемещения, по меньшей мере, части дымовых газов, выходящих из указанного приемника, при этом подводящий канал взаимодействует с отверстиями для отведения дымовых газов. Отверстия взаимодействуют, по меньшей мере, с отклоняющим каналом для дымовых газов, ограничивающим, по меньшей мере, первое расширительное отделение, и расположенным, по существу, вертикально или почти вертикально, и соединенным с отверстиями и, по меньшей мере, с вытяжным каналом. Изобретение позволяет устранить прохождение мелких частиц материала садки в виде металлической стружки для сокращения затрат и времени на управление и обслуживание вытяжных каналов и средств. 2 н. и 10 з.п. ф-лы, 8 ил.
1. Устройство для непрерывной подачи с предварительным нагревом садки (13) металла внутрь приемника (12) плавильной установки (11), содержащее, по меньшей мере, подводящий канал (21) и, по меньшей мере, колпак (17), ограничивающий подводящий тоннель и/или расширительную камеру (18), причем указанный колпак (17), расположенный над указанным подводящим каналом (21), предназначен для перемещения, по меньшей мере, части дымовых газов, выходящих из указанного приемника (12), при этом указанный подводящий канал (21) является взаимодействующим с отверстиями (30) для отведения дымовых газов, причем указанный подводящий канал (21) содержит нижнюю стенку (22) и две боковые стенки (23, 24), образующие U-образное поперечное сечение, отличающееся тем, что вдоль подводящего канала (21) со стороны указанных боковых стенок (23, 24) выполнены вытяжные каналы (25, 26), при этом указанный подводящий канал (21) содержит подводящие стенки (38, 39), ограничивающие вместе с указанными боковыми стенками (23, 24) отклоняющий канал (44) для дымовых газов, через который дымовые газы вынуждены проходить перед введением в указанные вытяжные каналы (25, 26), причем указанные отверстия (30) выполнены в подводящих стенках (38, 39) и/или ограничены указанными подводящими стенками (38, 39), при этом указанный отклоняющий канал (44) для дымовых газов, ограничивающий, по меньшей мере, первое расширительное отделение (27), соединен как с отверстиями (30), так и с указанными вытяжными каналами (25, 26).
2. Устройство по п.1, отличающееся тем, что указанные вытяжные каналы (25, 26) ограничивают, по меньшей мере, второе расширительное отделение (29), предназначенное для дальнейшего расширения дымовых газов.
3. Устройство по п.1 или 2, отличающееся тем, что указанный отклоняющий канал (44) для дымовых газов и указанные вытяжные каналы (25, 26) проходят продольно по всей длине подводящего канала (21).
4. Устройство по п.1 или 2, отличающееся тем, что указанные боковые стенки (23, 24) расположены снаружи указанных подводящих стенок (38, 39).
5. Устройство по п.4, отличающееся тем, что указанные боковые стенки (23, 24) параллельны указанным подводящим стенкам (38, 39).
6. Устройство по п.4, отличающееся тем, что указанные боковые стенки (23, 24) являются расходящимися по направлению к колпаку (17).
7. Устройство по п.6, отличающееся тем, что указанные боковые стенки (23, 24) являются расходящимися по отношению к указанным подводящим стенкам (38, 39).
8. Устройство по любому из пп.1, 2 или 5-7, отличающееся тем, что указанные подводящие стенки (38, 39) связаны с указанным колпаком (17).
9. Устройство по любому из пп.1, 2 или 5-7, отличающееся тем, что указанные подводящие стенки (38, 39) связаны с указанным подводящим каналом (21).
10. Способ непрерывной подачи с предварительным нагревом садки (13) металла внутрь приемника (12) плавильной установки (11), включающий , по меньшей мере, этап подачи указанной садки (13) металла посредством подводящего канала (21), содержащего нижнюю стенку (22) и две боковые стенки (23, 24), образующие U-образное поперечное сечение, этап подачи дымовых газов, выходящих из указанного приемника, внутрь колпака (17), ограничивающего тоннель и/или расширительную камеру (18) и расположенного над указанным подводящим каналом (21), этап, на котором указанные дымовые газы пропускают через указанную садку (13) металла, и этап, на котором дымовые газы отводят через отверстия (30), отличающийся тем, что на указанном этапе отведения дымовых газов указанные дымовые газы сначала пропускают через, по меньшей мере, отклоняющий канал (44) для дымовых газов, ограниченный подводящими стенками (38, 39) вместе с указанными боковыми стенками (23, 24), и затем вводят в вытяжные каналы (25, 26), выполненные вдоль подводящего канала (21) со стороны указанных боковых стенок (23, 24), причем указанные отверстия (30) выполняют в подводящих стенках (38, 39) и/или ограничивают указанными подводящими стенками (38, 39), при этом указанный отводящий канал (44) для дымовых газов ограничивает, по меньшей мере, расширительное отделение (27), в котором осуществляют расширение дымовых газов перед вытяжными средствами (40) для дымовых газов, расположенными ниже по потоку указанного вытяжного канала (25, 26), соединенного с указанным отклоняющим каналом (44).
11. Способ по п.10, отличающийся тем, что указанные дымовые газы подвергают следующему расширению внутри указанных вытяжных каналов (25, 26).
12. Способ по п.10 или 11, отличающийся тем, что частицы или пыль, оседающие на дно указанного отклоняющего канала (44), непрерывно отводят внутрь указанного приемника (12).
| US 5647288 A, 15.07.1997 | |||
| US 4135702 A , 23.01.1979 | |||
| КАМЕРНЫЙ ПНЕВМАТИЧЕСКИЙ ПИТАТЕЛЬ | 0 |
|
SU272337A1 |
| RU 2000116016 А , 20.05.2002 | |||
| Аппарат для магнитной обработки газов и жидкостей | 1984 |
|
SU1216154A1 |

