Область техники, к которой относится предлагаемое изобретение
Предлагаемое изобретение относится к устройству для предварительного нагрева и подачи металлической шихты в плавильную печь сталелитейной установки и к соответствующему способу.
Предпосылки создания предлагаемого изобретения
Известны установки для плавки металлического материала, которые содержат плавильную печь, например электродуговую печь, снабженную по меньшей мере одной печной камерой для плавления внутри нее металлической шихты (далее просто «шихта»).
Электродуговая печь содержит также перекрытие свода с отверстиями для прохода электродов, которые введены в печную камеру для зажигания электрической дуги, и отверстие, иногда называемое «четвертым отверстием», для отвода газообразных продуктов (далее «газов»), образующихся в печи при плавлении металла.
Существуют решения, которые обеспечивают подачу в печь шихты в прерывистом режиме, например, с помощью корзин, или непрерывно, например, по конвейерному каналу.
Во втором случае конвейерный канал является частью устройства предварительного нагрева и подачи шихты, через которое шихта, продвигаясь к печи благодаря движению конвейерного канала, предварительно нагревается в противотоке газов.
В известных устройствах по меньшей мере часть конвейерного канала закрыта сверху по меньшей мере одним колпаком или неподвижной крышкой.
Известные устройства имеют тот недостаток, что обеспечивают адекватный нагрев только для верхнего слоя шихты, т. е. того слоя, на который непосредственно воздействует поток газов. В результате нижняя часть остается холодной или во всяком случае менее нагретой, чем верхняя. То есть, значительная часть энергии, содержащейся в газах, не используется для нагрева шихты.
Другим недостатком этих устройств является то, что площадь проходного сечения для газов в туннеле, то есть в пространстве между внутренней поверхностью колпака и верхней частью шихты, зависит от формы шихты и ее распределения в конвейерном канале. Это приводит к неравномерному предварительному нагреву шихты.
Таким образом, существует потребность в совершенствовании устройства и способа предварительного нагрева и подачи шихты в плавильную печь, которые могут устранить по меньшей мере один из недостатков уровня техники.
Одной из целей изобретения является создание устройства, способного предварительно нагревать шихту однородным образом независимо от типа шихты, ее количества и распределения по конвейерному каналу.
Другой целью изобретения является создание устройства для предварительного нагрева и подачи шихты, позволяющего оптимизировать потребление и максимально увеличить производительность плавильной печи, расположенной за ним.
Еще одна цель изобретения состоит в усовершенствовании способа предварительного нагрева шихты однородным образом и до подходящей температуры, что позволит максимально увеличить производительность плавильной печи, расположенной за устройством.
Для преодоления недостатков уровня техники, достижения этих и других целей и обеспечения преимуществ заявитель разработал, испытал и воплотил предлагаемое изобретение.
Краткое описание предлагаемого изобретения
Изобретение изложено и охарактеризовано в независимых пунктах формулы изобретения. Зависимые пункты формулы изобретения описывают другие характеристики или варианты основной идеи изобретения.
В соответствии с вышеуказанными целями устройство для предварительного нагрева и подачи шихты в плавильную печь, выходящее за рамки известного уровня техники и устраняющее его недостатки, содержит:
- по меньшей мере один конвейерный канал, образующий опорно-подающую поверхность для шихты, как указано выше,
- по меньшей мере один колпак, расположенный над конвейерным каналом на определенной высоте относительно опорно-подающей поверхности, образующий с этим каналом туннель, по которому может проходить поток газов в противотоке к направлению продвижения шихты, чтобы ее нагреть,
- средство детектирования шихты, способное определять по меньшей мере профиль шихты, подаваемой по конвейерному каналу.
В одном аспекте изобретения вышеописанное устройство содержит также регулировочное средство, связанное по меньшей мере с одним колпаком для перемещения его по вертикали к опорно-подающей поверхности конвейерного канала и от нее, чтобы по мере необходимости изменять высоту колпака в зависимости по меньшей мере от обнаруженного профиля шихты.
В другом аспекте изобретения устройство содержит совокупность колпаков, последовательно соединенных друг с другом с помощью жестких механических соединений и способных перемещаться координировано.
В одном из вариантов колпаки могут быть последовательно присоединены друг к другу с помощью гибких механических соединений, при этом с каждым колпаком связано соответствующее регулировочное средство для его перемещения независимо от других.
Еще в одном аспекте изобретения устройство содержит уплотнительный узел, связанный с колпаком на стороне, противоположной стороне входа в печь, и выполненный с возможностью предотвращать попадание воздуха со стороны, с которой шихту подают в печь. Уплотнительный узел может быть снабжен рамой и совокупностью связанных с ней полос, например вертикальных и в процессе работы расположенных внутри туннеля.
В одном аспекте изобретения рама является подвижной подобно движению, предусмотренному для колпака, и вертикальные полосы перемещаются как единое целое с нею.
В одном из вариантов рама зафиксирована, а вертикальные полосы подвижны в направлении к опорно-подающей поверхности конвейерного канала и от нее.
В другом варианте как опорная конструкция, так и вертикальные полосы подвижны независимо друг от друга.
В некоторых вариантах предусмотрена также установка для плавки металла, содержащая плавильную печь, в которую непрерывно подают шихту, загрузочный модуль, в котором шихту можно осаждать перед подачей в плавильную печь, и устройство для предварительного нагрева и подачи шихты, как сказано выше.
В некоторых вариантах предусмотрен способ предварительного нагрева и подачи шихты в плавильную печь плавильной установки. Способ обеспечивает:
- непрерывное определение как минимум профиля шихты по мере ее постепенной подачи,
- обеспечение наличия шихты в конвейерном канале, который перемещает ее к печи, при этом во взаимодействии с конвейерным каналом имеется по меньшей мере один колпак на определенной высоте относительно опорно-подающей поверхности для шихты.
В одном аспекте способ обеспечивает также перемещение колпака по вертикали с помощью регулировочного средства к опорно-подающей поверхности конвейерного канала и от нее для изменения высоты колпака относительно этой поверхности в зависимости по меньшей мере от определенного профиля шихты.
Краткое описание прилагаемых графических материалов
Эти и другие аспекты, признаки и преимущества изобретения станут очевидны из дальнейшего описания некоторых не ограничивающих его объем вариантов осуществления со ссылками на прилагаемые графические материалы (чертежи).
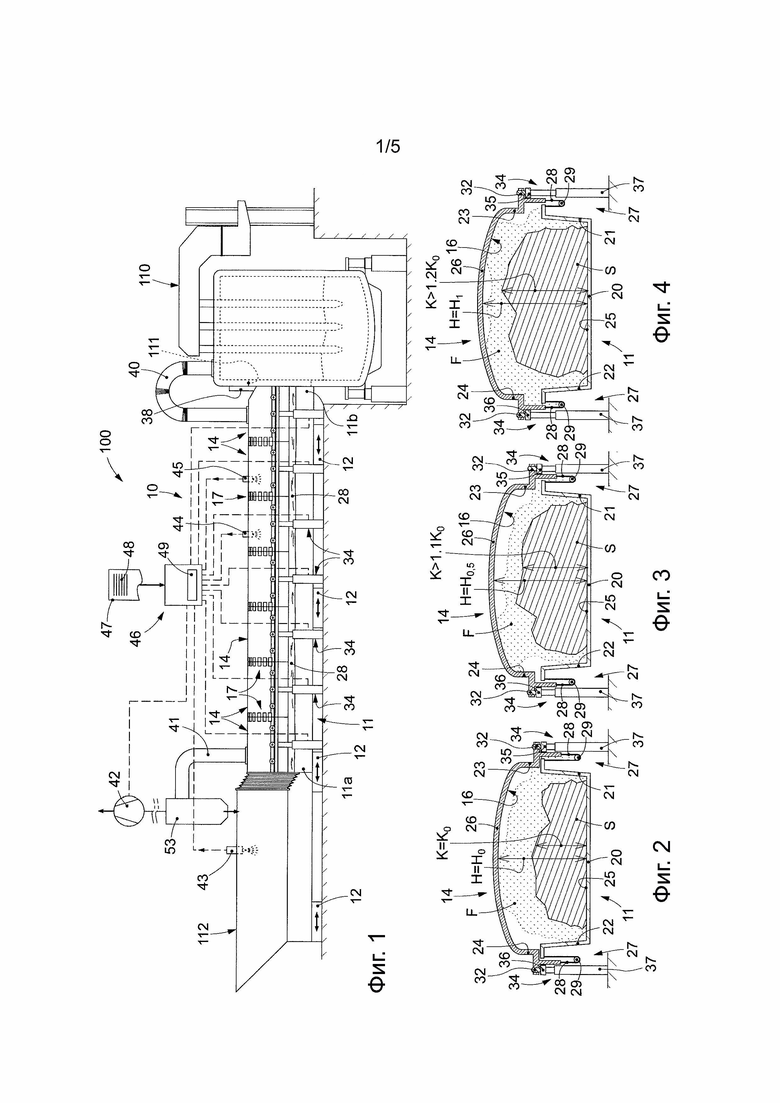
На фиг. 1 схематично изображена плавильная установка, в которую встроено устройство предварительного нагрева и подачи шихты в плавильную печь согласно некоторым описываемым здесь вариантам осуществления.
На фиг. 2 представлено схематичное изображение на виде сбоку в разрезе по сечению VI-VI (см. фиг. 6), при этом колпак находится в опущенном положении.
На фиг. 3 представлено схематичное изображение на виде сбоку в разрезе, при этом колпак находится в промежуточном положении.
На фиг. 4 представлено схематичное изображение на виде сбоку в разрезе по сечению V-V (см. фиг. 5), при этом колпак находится в поднятом положении.
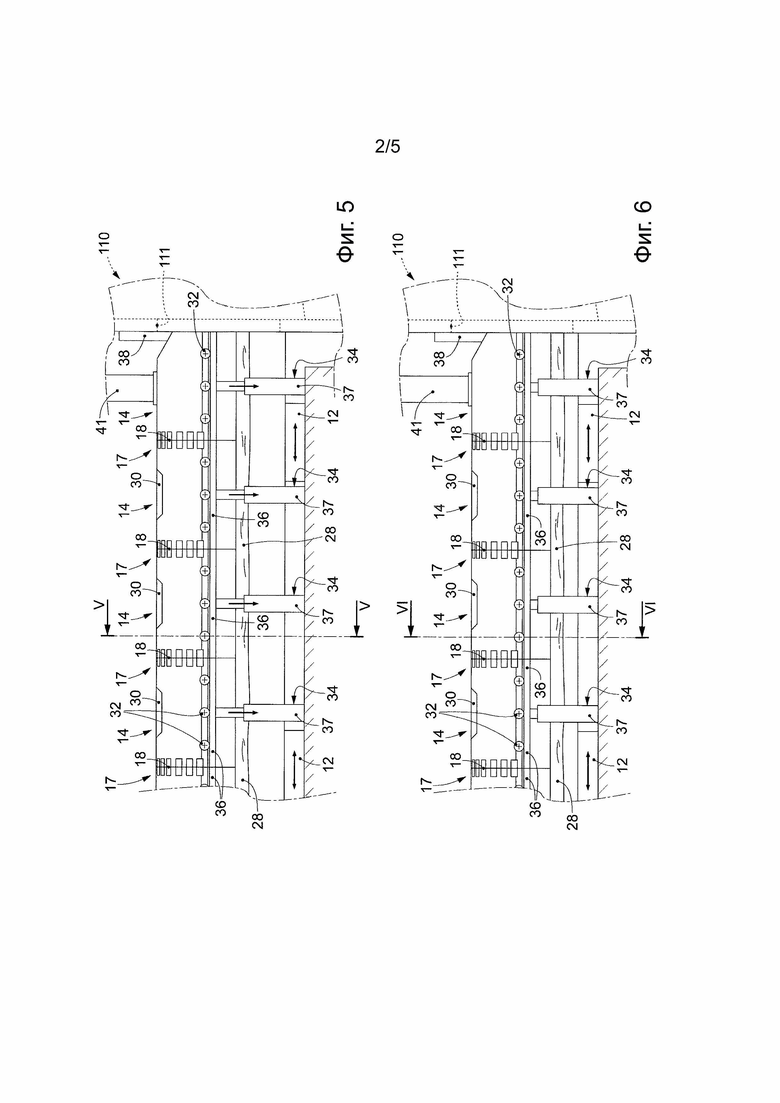
На фиг. 5 представлено в увеличенном масштабе частичное изображение устройства, проиллюстрированного на фиг. 1.
На фиг. 6 представлено в увеличенном масштабе частичное изображение предлагаемого устройства, при этом колпаки находятся в опущенном положении.
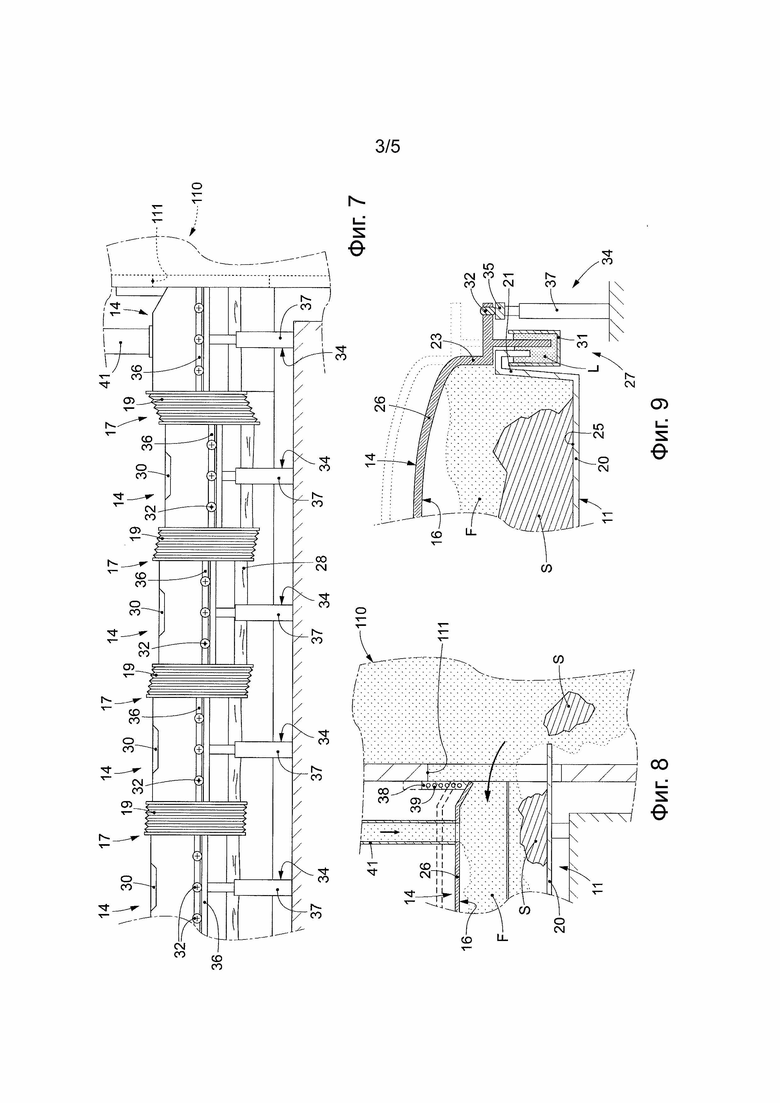
На фиг. 7 проиллюстрирован вариант устройства, изображенного на фиг. 1, в котором колпаки выполнены с возможностью перемещаться независимо друг от друга.
На фиг. 8 в увеличенном масштабе изображен в разрезе вырыв из фиг. 1.
На фиг. 9 проиллюстрирован вариант адаптируемого уплотнительного средства, проиллюстрированного на фиг. 2, фиг. 3 и фиг. 4.
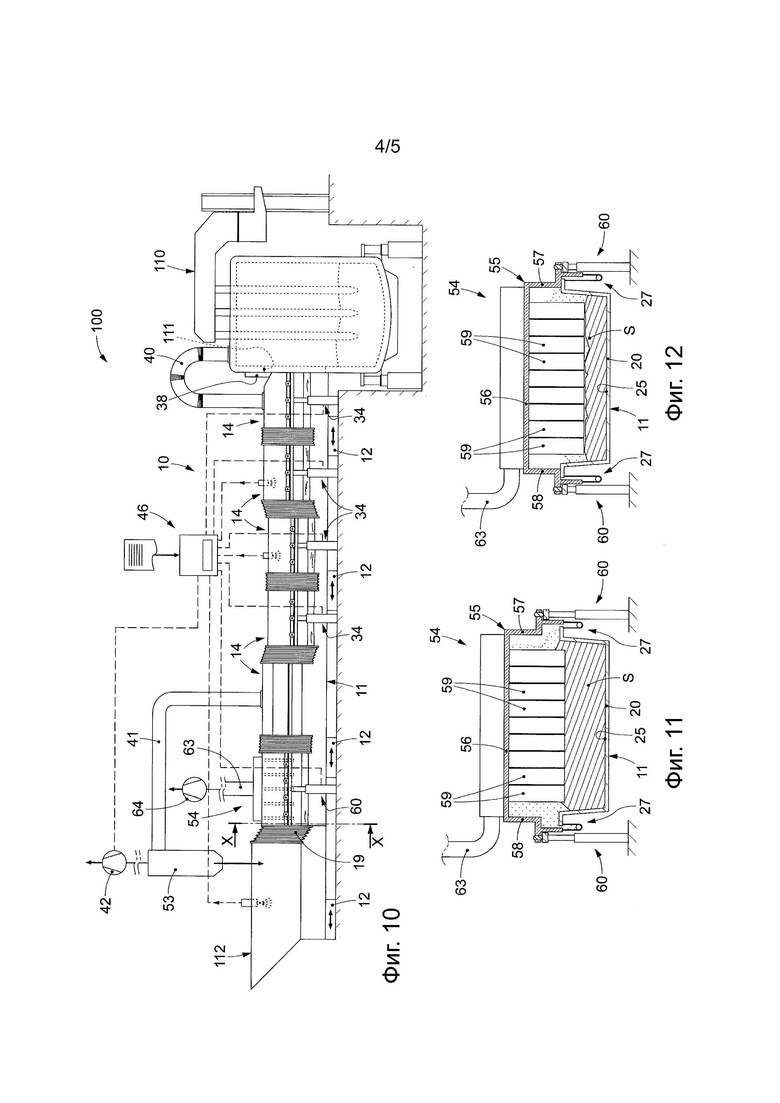
На фиг. 10 схематично изображена плавильная установка, в которую встроено устройство для предварительного нагрева и подачи шихты в плавильную печь согласно другим описываемым здесь вариантам осуществления.
На фиг. 11 представлено схематичное изображение на виде сбоку в разрезе по сечению Х-Х (см. фиг. 10), при этом рама уплотнительного узла находится в полностью поднятом положении.
На фиг. 12 представлено схематичное изображение на виде сбоку в разрезе, при этом рама уплотнительного узла находится в частично приподнятом положении.
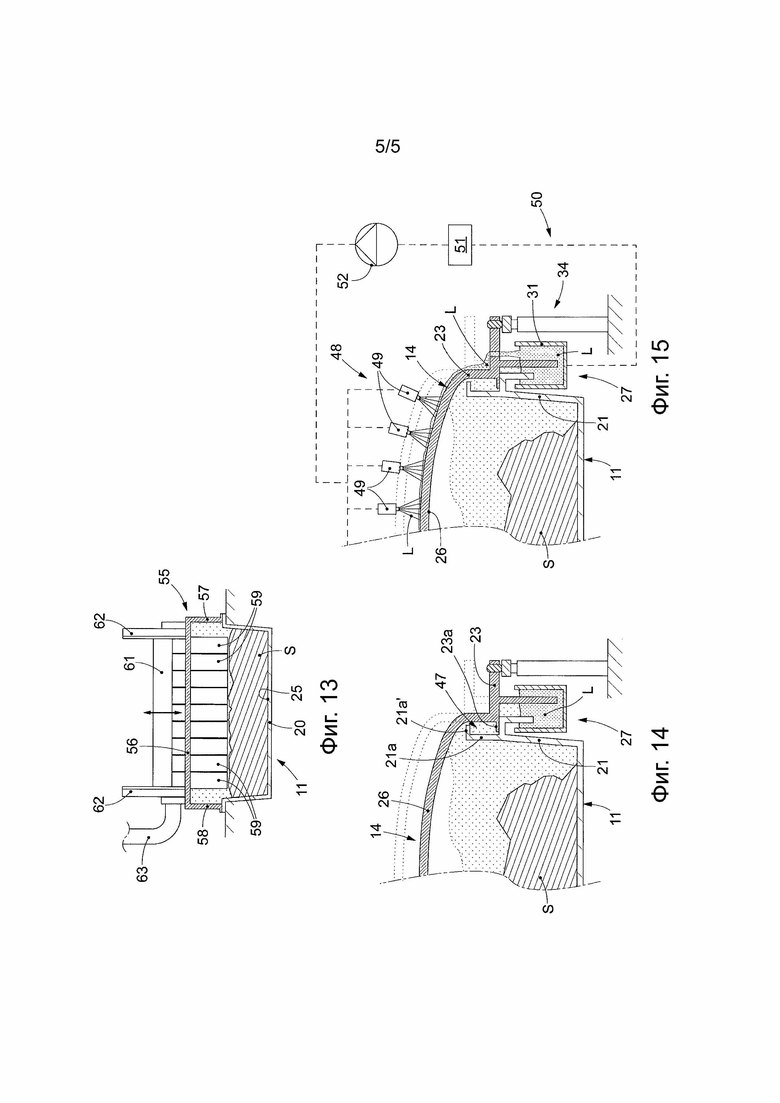
На фиг. 13 проиллюстрирован вариант фиг. 2, содержащий лабиринтное устройство.
На фиг. 14 изображен другой вариант [устройства, проиллюстрированного на] фиг. 2.
На фиг. 15 схематично изображен блок прямого охлаждения колпака.
С целью облегчения понимания для идентичных элементов на чертежах использовались, где это возможно, одинаковые ссылочные обозначения. Должно быть понятно, что элементы и характеристики одного варианта могут быть включены в другие варианты без дополнительных пояснений.
Подробное описание некоторых вариантов осуществления предлагаемого изобретения
Далее будут подробно описаны варианты осуществления изобретения, которые проиллюстрированы на прилагаемых чертежах в качестве примеров, не ограничивающих объем изобретения. Используемая здесь фразеология и терминология также не являются ограничивающими объем изобретения.
Некоторые описанные здесь варианты относятся к устройству 10 для предварительного нагрева и подачи шихты S.
Как можно видеть на фиг. 1, устройство 10 установлено в плавильной установке 100 известного типа и снабжено плавильной печью 110, например электродуговой печью, в которую через загрузочное отверстие 111 выполняют боковую подачу шихты S, например, лом черных металлов, горячее или холодное губчатое железо, блоки холодного чугуна и т. п.
Предлагаемое устройство 10 позволяет непрерывно транспортировать и предварительно нагревать шихту S перед ее введением в плавильную печь 110.
Плавильная установка 100 может содержать загрузочный модуль 112, в котором может размещаться шихта S, и за которым расположено устройство 10.
Поэтому устройство 10 обычно располагается между загрузочным модулем 112 и плавильной печью 110.
Устройство 10 содержит по меньшей мере один конвейерный канал 11, по которому шихта S может продвигаться для доставки в плавильную печь 110.
Конвейерный канал 11 имеет первый конец 11а, приспособленный для взаимодействия с загрузочным модулем 112, и противоположный второй конец 11b, приспособленный для взаимодействия с загрузочным отверстием 111.
Продвижение шихты S происходит в этом случае за счет приведения конвейерного канала 11 в вибрационное или колебательное движение в продольном направлении, создаваемое вибрационно-перемещающим устройством 12 известного типа, показанным на фиг. 1 в виде прямоугольников.
Устройство 10 содержит один или более колпаков 14, расположенных последовательно над конвейерным каналом 11, образуя с ним туннель 16 предварительного нагрева (см. фиг. 2, фиг. 3 и фиг. 4), по которому может протекать по меньшей мере часть газов F, выходящих из плавильной печи 110, чтобы попасть на шихту S.
В некоторых вариантах колпаки 14 расположены вдоль всего конвейерного канала 11. При необходимости конвейерный канал 11 может взаимодействовать с загрузочным модулем 112 для непосредственного приема шихты S.
В других возможных вариантах колпаки 14 расположены только вдоль одного сегмента конвейерного канала 11. Таким образом, конвейерный канал 11 может иметь первый сегмент на выходе из загрузочного модуля 112, открытый сверху даже только временно, например во время загрузки, и находящийся за ним второй сегмент, над которым расположены колпаки 14.
В одном аспекте для изменения поперечного сечения туннеля 16 в зависимости от состояния подаваемой шихты S по меньшей мере один из колпаков 14 может быть вертикально подвижным в направлении к конвейерному каналу 11 и от него. Такой подвижный колпак 14 позволяет увеличить объем шихты S, загружаемой в плавильную печь 110, и таким образом увеличить производительность последней.
Здесь и далее в описании под состоянием шихты S понимается хотя бы одна характеристика, выбранная из следующего перечня: профиль, распределение шихты на опорной поверхности как в вертикальном, так и в горизонтальном направлении, размеры шихты, тип материала, в частности химический состав, размер, форма, более или менее однородное расположение и т. п.
В некоторых вариантах, проиллюстрированных на фиг. 2, фиг. 3 и фиг. 4, колпак 14 перемещаем между опущенным и поднятым положениями через возможные промежуточные положения. В частности, можно определить как минимум три положения колпака:
- опущенное, при котором его высота H минимальна (равна H0) (см. фиг. 2),
- промежуточное, при котором его высота H равна промежуточному значению (H0.5) (см. фиг. 3),
- поднятое, при котором его высота H максимальна (равна H1) (см. фиг. 4).
Если устройство 10 имеет один колпак 14, то его высоту H относительно конвейерного канала 11 можно регулировать так, чтобы туннель 16 имел линейно изменяющееся сечение в продольном направлении. Например, можно перемещать концы колпака 14 так, чтобы задавать его желаемый наклон.
С другой стороны, если устройство 10 имеет более одного колпака 14, то их можно расположить и прикрепить последовательно с помощью соответствующих механических соединений 17.
В некоторых вариантах см. фиг. 1, фиг. 5 и фиг. 6) механические соединения 17 являются жесткими механическими соединениями 18. В этом случае вертикальное движение колпаков 14 происходит координировано и одновременно, чтобы предотвратить напряжение и повреждение жестких механических соединений 18. Конфигурация движения по существу эквивалентна описанной для одинарного колпака 14.
В других вариантах (см. фиг. 7), в которых устройство 10 имеет несколько колпаков 14, вертикальным перемещением каждого колпака 14 можно управлять независимо, чтобы регулировать высоту H колпака относительно конвейерного канала 11 таким образом, чтобы туннель 16 имел линейно изменяющееся сечение в сегментах в продольном направлении.
Соединение между соседними колпаками 14 и, возможно, с другими компонентами устройства 10 может быть выполнено с помощью гибких механических соединений 19, которые предотвращают нежелательный выход газов из туннеля 16, если два соседних колпака 14 отрегулированы на разную высоту H.
В частности, в варианте, иллюстрируемом на фиг. 7, гибкие механические соединения 19 являются гофрированными и изготовлены из армированного текстильного материала, стойкого к высоким температурам.
В некоторых вариантах (см. фиг. 2, фиг. 3 и фиг. 4) конвейерный канал 11 содержит опорно-подающую поверхность 25, образованную нижней стенкой 20, по существу горизонтальной, и двумя боковыми стенками 21, 22, которые образуют поперечное сечение, в данном случае по существу U-образное.
Колпак 14 имеет расположенные друг напротив друга боковые стенки 23, 24 и покрывающую стенку 26, расположенную сверху.
Таким образом, высотой H колпака может быть расстояние между покрывающей стенкой 26 колпака 14 и опорно-поступательной поверхностью 25 нижней стенки 20 конвейерного канала 11.
Покрывающая стенка 26 может быть снабжена дверцами с управляемым открыванием 30, выполненными с возможностью впускать кислород в туннель 16 (см. фиг. 5 и фиг. 6).
В вариантах, иллюстрируемых на фиг. 2, фиг. 3 и фиг. 4, каждая боковая стенка 21, 22 канала связана с соответствующей боковой стенкой 23, 24 колпака с помощью адаптируемых уплотнительных средств 27, выполненных с возможностью предотвращать выход газов F из туннеля 16 в боковом направлении.
Адаптируемое уплотнительное средство 27 выполнено в виде гибкого покрытия 28, которое простирается продольно параллельно конвейерному каналу 11 и колпаку 14, изготовлено из текстильного материала с металлической сетчатой сердцевиной и обладает высокой термостойкостью и сопротивлением к поперечным напряжениям.
Для облегчения технического обслуживания гибкое покрытие 28 своими продольными краями крепится соответственно к боковым стенкам 21, 22 канала и соответствующим боковым стенкам 23, 24 колпака с помощью средств механического крепления разъемного типа, например болтов.
Чтобы удерживать гибкое покрытие 28 под натяжением как во время подъема колпака 14, так и во время его опускания, предотвращая сминание гибкого покрытия 28 и блокирование его движения, с гибким покрытием 28 может быть связан балласт 29. Балласт 29 может быть прикреплен, например, вдоль центральной зоны гибкого покрытия 28.
В других вариантах (см. фиг. 9) адаптируемое уплотнительное средство 27 образует жидкостное уплотнение колпака 14 с конвейерным каналом 11.
Например, как показано на фиг. 7, устройство 10 может иметь по обеим сторонам конвейерного канала 11 канал 31, содержащий жидкость L, например воду.
Канал 31 открыт сверху и простирается вдоль конвейерного канала 11 параллельно ему.
Канал 31 расположен таким образом, чтобы вмещать как крайний конец боковой стенки 21, 22 канала, так и крайний конец боковой стенки 23, 24 колпака, так что края всегда остаются погруженными в жидкость в канале 31, в каком бы положении ни находился колпак 14.
В других вариантах адаптируемое уплотнительное средство 27 может содержать гибкое покрытие 28, канал 31 для создания уплотнения жидкостного типа или их комбинацию.
Независимо от типа используемого адаптируемого уплотнительного средства 27 края боковых стенок 21, 22 канала и края соответствующих боковых стенок 23, 24 колпака могут быть приспособлены для образования лабиринтного уплотнения, в дальнейшем именуемого лабиринтом 47. Наличие лабиринта 47 позволяет лучше защитить внутреннюю часть туннеля 16 от наружного воздуха и предотвратить выход газов и пыли.
В частности, в варианте, иллюстрируемом на фиг. 14, боковая стенка 21 канала имеет удлинение 21a, которое расширяет боковую стенку 21 канала по вертикали предпочтительно по всей длине конвейерного канала 11.
Это удлинение 21a может иметь продольный концевой сегмент 21a’, направленный к соответствующей боковой стенке 23 колпака.
Боковая стенка 23 колпака может иметь продольную кромку 23a, проходящую в направлении удлинения 21a.
Продольная кромка 23a и продольный концевой сегмент 21a’ определяют нелинейный путь, который заставляет газы и пыль совершать дополнительное движение, чтобы достичь, например, канала 31.
Аналогичные соображения применимы к боковой стенке 22 канала и боковой стенке 24 колпака, которые могут иметь подобную геометрию.
Однако не исключены решения, в которых лабиринт 47 имеет другую форму, структуру и сложность.
В одним аспекте устройство 10 содержит регулировочное средство 34, связанное с колпаком 14 с одной и с другой стороны для обеспечения его контролируемого подъема и опускания.
Регулировочное средство 34 может содержать опорные балки 35, 36, которые расположены параллельно конвейерному каналу 11 и колпаку 14 и на которые опирается колпак 14, например, своими боковыми стенками 23, 24.
Регулировочное средство 34 также содержит по меньшей мере одно подъемное устройство 37, выбранное из следующей группы: домкрат, линейный привод, скользящие направляющие, цепные механизмы, реечные или червячные механизмы и т. п., способные поднимать опорные балки 35, 36.
В других возможных вариантах регулировочные средства 34 могут быть связаны непосредственно с колпаком 14, например, с боковыми стенками 23, 24 колпака, обходясь без опорных балок 35, 36.
В вариантах, иллюстрируемых на фиг. 5, фиг. 6 и фиг. 7, подъемные устройства 37 содержат множество гидравлических цилиндров, снабженных датчиком положения или делителем потока.
Боковые стенки 21, 22 колпака могут быть снабжены элементами качения 32, способными создавать для колпака 14 скользящую опору на опорных балках 35, 36, которые могут быть выполнены в виде рельсов.
В случае нескольких колпаков 14 предусмотрена пара опорных балок 35, 36 для каждого из колпаков 14 и соответствующее количество подъемных устройств 37, связанных сбоку с каждой из опорных балок 35, 36.
Регулировочное средство 34, связанное с одним колпаком 14, может быть скоординировано так, чтобы поднимать колпак 14 равномерно с обеих сторон.
В некоторых вариантах (см. фиг. 15) с колпаками 14 или хотя бы с некоторыми из них связан охлаждающий блок 48, способный предотвращать чрезмерное нагревание в сочетании с механическими напряжениями, вызванными перемещением колпаков 14, особенно если такое движение выполняется не идеально синхронным, из-за возможности повреждения втулки колпаков 14.
Охлаждающий блок 48 может осуществлять непрямое охлаждение и содержит множество панелей, расположенных в контакте с внешними стенками колпаков 14 и образованных змеевиками труб, по которым проходит охлаждающая жидкость.
В качестве альтернативы см. фиг. 15) охлаждающий блок может производить прямое охлаждение и иметь форсунки 49, предпочтительно низкого давления, способные подавать охлаждающую жидкость L, например воду, непосредственно на внешнюю поверхность колпаков 14.
В этом случае охлаждающий блок 48 может содержать контур 50 регенерации охлаждающей жидкости.
Охлаждающая жидкость L, подаваемая форсунками 49, ударяется о внешнюю поверхность колпака 14 и самотеком скользит от стенки 26 колпака по его боковым стенкам 23, 24, охлаждая гибкое покрытие 28, если оно имеется, или вливаясь в канал 31, чтобы поддерживать должный уровень его наполнения.
Если охлаждающая жидкость L не регенерируется в канале 31, то в дополнение к этой возможности контур регенерации 50 охлаждающей жидкости может содержать коллекторный бак (не показан), расположенный под конвейерным каналом 11, для сбора отработанной охлаждающей жидкости L. Такой бак можно расположить, например, под полом и накрыть решеткой.
Контур регенерации 50 охлаждающей жидкости может содержать также одно или более фильтровальных устройств 51 и насосных средств 52 для подачи регенерированной охлаждающей жидкости L непосредственно к форсункам 49 или в накопительный бак.
В некоторых вариантах колпак 14, взаимодействующий с загрузочным отверстием 111 плавильной печи 110, снабжен панелью 38, способной предотвратить выход газов F наружу, когда в плавильную печь 110 подается шихта S.
Панель 38 особенно эффективна, когда колпак 14 находится в опущенном положении, поскольку зазор с загрузочным отверстием 111 в этом случае больше.
Панель 38 предпочтительно охлаждается жидкостью с помощью соответствующего охлаждающего контура 39 (см. фиг. 8).
Устройство 10 может содержать газовпускной канал 40, сообщающий плавильную печь 110 с туннелем 16, и газовыпускной канал 41, выполненный с возможностью выпускать газы из туннеля 16.
Газовпускной канал 40 целесообразно соединить с конечным участком туннеля 16, примыкающим к плавильной печи 110, а газовыпускной канал 41 можно соединить с начальным отрезком туннеля 16, примыкающим к загрузочному модулю 112.
Газовпускной канал 40 может быть сообщен с последним колпаком 14, то есть с тем колпаком, который находится ближе всего к плавильной печи 110.
Газовыпускной канал 41 может быть сообщен с одним из начальных колпаков 14, то есть с одним из ближайших к загрузочному модулю 112.
В варианте, иллюстрируемом на фиг. 10, один из первых колпаков 14 может быть предпочтительно закреплен и расположен на высоте, соответствующей максимальной высоте подвижных колпаков 14, расположенных далее, и может быть связан со следующим колпаком посредством гибкого механического соединения 19, как описано выше. Такая конфигурация избавляет от необходимости делать сегмент газовыпускного канала 41 подвижным/гибким.
Возможны варианты, в которых газовпускной канал 40 является автономным, или же он образован загрузочным отверстием 111 и концевой частью туннеля 16.
С газовыпускным каналом 41 и/или газовпускным каналом 40 связаны средства перемещения 42 газов, выполненные с возможностью перемещать газы внутри туннеля 16 таким образом, чтобы они равномерно попадали на подаваемую шихту S с желаемой скоростью и температурой, и способствовать отводу газов F к фильтрующим устройствам, расположенным далее.
С обеспечением преимущества газы в туннеле 16 проходят в противотоке к направлению движения шихты S в конвейерном канале 11.
Возможны варианты, в которых средство перемещения 42 газов содержит один или более вентиляторов, клапанов, фильтров, регуляторов давления и т. п.
В одном из вариантов средство перемещения 42 газов газовыпускного канала 41 предпочтительно содержит циклонное устройство 53, вытягивающее газы F из туннеля 16.
Циклонное устройство 53 позволяет задерживать содержащуюся в газах F металлическую пыль и предотвращать ее попадание в расположенные далее фильтрующие устройства, предотвращая их повреждение.
Металлическая пыль, осаждающаяся в циклонном устройстве 53, может быть повторно введена в конвейерный канал 11 сразу или впоследствии вместе с шихтой S, увеличивая выход. Например, в вариантах, иллюстрируемых на фиг. 1, выгрузка собранной пыли происходит непосредственно внутри загрузочного модуля 112. Однако возможны и другие решения.
В некоторых вариантах (см. фиг. 1) устройство 10 содержит средство детектирования 43, выполненное с возможностью определять по меньшей мере точечный профиль шихты S. Например, средство детектирования 43 может определять по меньшей мере среднюю высоту K подаваемой шихты S.
Средство детектирования 43 может быть выполнено с возможностью определять профиль подаваемой шихты S и, следовательно, ее высоты K в конвейерном канале 11 в зависимости от положения по ширине последнего. Интеграл профиля шихты S, определяемый всеми высотами K, выявленными на одном и том же сечении, позволяет получить площадь, соответствующую сечению, занимаемому шихтой S.
Средство детектирования 43 может содержать лазерную систему обнаружения или рентгеновскую или радиолокационную систему обнаружения.
В частности, лазерная система обнаружения позволяет анализировать как пространственные, так и спектрометрические характеристики подаваемой шихты S.
Средство детектирования 43 может быть расположено в зоне входа в туннель 16 или перед ним, например, в зоне, примыкающей к загрузочному модулю 112.
В сочетании с рентгеновскими или радиолокационными системами обнаружения средство детектирования 43 может быть снабжено видеокамерами и/или фотокамерами для обнаружения любого нежелательного волочения шихты, вызванного чрезмерной скоростью прохождения газов F внутри туннеля 16.
В некоторых вариантах (см. фиг. 10) перед первым колпаком 14, то есть между загрузочным модулем 112 и первым колпаком 14, устройство 10 содержит уплотнительный узел 54, выполненный с возможностью предотвращать попадание воздуха из зоны подачи шихты, в данном конкретном случае из загрузочного модуля 112.
Уплотнительный узел 54 выполнен в виде крышки, сравнимой с колпаком 14, и определяет вместе с частью конвейерного канала 11, над которой он расположен, первый сегмент туннеля 16.
Как показано на фиг. 11 и фиг. 12, уплотнительный узел 54 содержит покрывающую раму 55, ограниченную верхней стенкой 56 и двумя расположенными друг напротив друга боковыми сторонами 57, 58, которые сбоку связаны с верхней стенкой 56.
Уплотнительный узел 54 содержит вертикальные металлические полосы 59, расположенные рядом друг с другом, образуя один или несколько рядов, расположенных на определенном расстоянии друг от друга в направлении подачи шихты S (см. пунктирную линию на фиг. 10).
Вертикальные полосы 59 почти по всей своей длине расположены внутри тоннеля 16.
Вертикальные полосы 59 могут быть прикреплены непосредственно к внутренней поверхности верхней стенки 56, или же к связанной с нею опорной конструкции 61 (см., например, фиг. 13). При необходимости в верхней стенке 56 могут быть выполнены пазы, в которые уложены вертикальные полосы 59.
Подобно движению колпака 14, уплотнительный узел 54 может перемещаться в вертикальном направлении к конвейерному каналу 11 и от него для изменения поперечного сечения туннеля 16 в зависимости от состояния подаваемой шихты S и требуемой степени уплотнения.
Опусканию уплотнительного узла 54 или рамы 55 может соответствовать, например, необходимость сделать подаваемую шихту S однородной и лучше распределенной или уплотнить шихту S, чтобы предотвратить присутствие чрезмерных зазоров, через которые может поступать воздух из зоны загрузки (см. фиг. 12). Поднятие уплотнительного узла 54 или рамы 55 может потребоваться в том случае, если есть желание максимально увеличить поступление шихты для увеличения производительности плавильной печи 110 (см. фиг. 11).
Перемещение уплотнительного узла 54 может выполняться с помощью подходящих средств перемещения 60, по существу аналогичных регулировочным средствам 34, описанным в связи с колпаками 14.
Средство перемещения 60 может быть сбоку связано с рамой 55, например, с двумя противоположными боковыми сторонами 57, 58.
Кроме того, аналогично тому, что было описано для колпаков 14, чтобы обеспечить боковое удержание газов F и пыли, уплотнительный узел 54 может быть снабжен адаптируемым уплотнительным средством 27 с гибким покрытием 28, или же он может быть жидкостного типа (см. фиг. 11 и фиг. 12).
В некоторых вариантах вертикальные полосы 59 выполнены как одно целое, то есть они могут двигаться как одно целое с рамой 55 (см. фиг. 11 и фиг. 12).
В варианте, иллюстрируемом на фиг. 13, рама 55 закреплена относительно конвейерного канала 11, в то время как вертикальные полосы 59 подвижны относительно рамы 55, например, относительно верхней стенки 56.
В этом случае можно откалибровать как высоту вертикальных полос 59 по отношению к поверхности нижележащей шихты S, так и сопротивление продвижению шихты S.
В варианте, иллюстрируемом на фиг. 13, вертикальные полосы 59 связаны с опорной конструкцией 61, скользящей по направляющим 62, которые связаны с верхней стенкой 56 снаружи туннеля 16.
В другом варианте движения рамы 55 и вертикальных полос 59 обеспечены независимо друг от друга.
С уплотнительным блоком может быть связан вспомогательный всасывающий канал 63, с которым связаны средства 64 для отвода газов F, не захваченных газовыпускным каналом 41, расположенным далее, и фильтрации вошедшего воздуха между вертикальными полосами 59.
Устройство 10 содержит также одно или несколько устройств 44 определения температуры и одно или несколько устройств 45 обнаружения угарного газа, расположенных внутри туннеля 16, предпочтительно по меньшей мере в его концевой зоне.
Устройство 10 содержит блок управления 46, выполненный с возможностью принимать по меньшей мере
- первый рабочий сигнал от средства детектирования 43 шихты, содержащий информацию, относящуюся к состоянию шихты S, например ее профиль,
- второй рабочий сигнал от регулировочного средства 34, например, от связанных с ним датчиков положения, содержащий информацию, касающуюся высоты каждого колпака,
- третий рабочий сигнал от средства перемещения 42 газов, например, от вентилятора, содержащий информацию, касающуюся текущей скорости всасываемого потока,
и отправлять по меньшей мере
- командный сигнал на регулировочное средство 34 для адаптации высоты колпака к требуемым рабочим условиям.
Кроме того, блок управления 46 может управлять перемещением уплотнительного узла 54, регулируя подъем / спуск средства перемещения 60 или непосредственно только перемещение вертикальных полос 59 на основании первого рабочего сигнала от средства детектирования 43 шихты, как указано выше.
Блок управления 46 может также управлять изменением расхода средства перемещения 42 газов и средства удаления 64 газов, а также приводом дверей 30 с управляемым открыванием.
Кроме того, блок управления 46 может принимать соответствующие сигналы от одного или более устройств 44 определения температуры и от одного или более устройств 45 обнаружения угарного газа и обрабатывать содержащуюся информацию, объединяя их с параметром скорости прохождения газов.
В некоторых вариантах блок управления 46 запрограммирован с помощью компьютерной программы 47. Компьютерная программа 47 содержит машинный код 48, исполняемый блоком управления 46. Выполнение блоком управления 46 машинного кода 48 заставляет блок управления 46 активировать искусственный интеллект 49.
Искусственный интеллект 49 может быть нейросетью. Нейросеть может быть глубокой нейросетью или сверточной нейросетью. Также возможно, что искусственный интеллект 49 состоит из нескольких нейросетей разных типов.
В дополнение или в качестве альтернативы, искусственный интеллект 49 может включать, по отдельности или в комбинации, машину опорных векторов, дерево решений, байесовскую сеть, самоорганизующуюся карту, рассуждения на основе прецедентов, обучение на основе экземпляров и т. п.
В одном варианте высота H колпака 14 относительно конвейерного канала 11 может изменяться в зависимости от профиля шихты S, определяемого непрерывно или через определенные промежутки времени.
В другом варианте высота H колпака 14 относительно конвейерного канала 11 может изменяться в зависимости от средней высоты К шихты и, возможно, от типа шихты S.
Некоторыми вариантами предусмотрен способ предварительного нагрева и подачи шихты S в плавильную печь 110. Способ обеспечивает возможность
- непрерывно или через заданные промежутки времени определять профиль шихты S по мере ее постепенной подачи,
- обеспечивать наличие шихты S в конвейерном канале 11, перемещающем ее к печи 110, при наличии во взаимодействии с конвейерным каналом 11 по меньшей мере одного колпака 14 на высоте H относительно опорно-подающей поверхности 25 конвейерного канала 11.
В одном аспекте способ предусматривает также перемещение с помощью регулировочного средства 34 колпака 14 по вертикали к опорно-подающей поверхности 25 и от нее для изменения высоты H колпака в зависимости по меньшей мере от определенного профиля шихты S.
Способ также обеспечивает возможность
- рассчитывать площадь каждого сечения туннеля 16 исходя из знания текущей высоты колпака H,
- рассчитывать площадь, соответствующую сечению, занимаемому шихтой S, на основании определенного профиля шихты S,
- рассчитывать площадь проходного сечения для газов как разность площади сечения тоннеля 16 и площади [сечения] шихты S,
- рассчитывать среднюю скорость прохождения газов как отношение скорости всасывания средства перемещения 42 газов, например вытяжного вентилятора, к разнице между площадью сечения тоннеля 16 и площадью [сечения] шихты S,
- сравнивать среднюю скорость прохождения газов с желаемым значением скорости их прохождения, например, обеспечивающим максимальный теплообмен,
- динамически изменять высоту H колпака (колпаков) 14 для получения желаемого значения скорости прохождения газов.
Текущая высота H колпаков 14 может быть получена измерениями, осуществляемыми датчиками положения, связанными с подъемными устройствами 37 регулировочного средства 34.
Чем больше скорость газов, тем больше турбулентность, воздействующая на шихту S, поэтому для повышения теплообмена целесообразно поддерживать высокую скорость прохождения газов.
Однако чрезмерно высокая скорость прохождения газов влечет за собой риск волочения кусков поверхностной шихты, что могло бы вызвать повреждения, если бы они были всосаны, например, через газовыпускной канал 41, а слишком низкая скорость прохождения газов будет препятствовать оптимальному и однородному нагреву шихты S, снижая производительность плавильной печи 110.
Динамическое движение колпака (колпаков) 14 позволяет соблюдать оптимальную / желаемую скорость прохождения газов, обеспечивая тем самым возможность увеличивать производительность плавильной печи 110 в любых условиях.
В другом возможном режиме работы, учитывающем среднюю высоту К шихты,
- если средняя высота К шихты S приблизительно равна эталонной средней высоте лома K0, то колпак 14 переводят в опущенное положение, при котором высота H колпака равна ее минимальному значению H0 (фиг. 2). При этом открывающиеся по команде двери 30 закрыты. В этом случае рабочая цель состоит в том, чтобы свести к минимуму потребление энергии, измеряемое, например, в кВт-часах на тонну подаваемой шихты S,
- если средняя высота К шихты S больше эталонной средней высоты K0, например, приблизительно на 10%, то колпак 14 перемещается в промежуточное положение, в котором его высота H равна промежуточному значению H0.5 (см. фиг. 3). При этом открывающиеся по команде двери 30 по меньшей мере частично открыты. В этом случае рабочей целью является компромисс между сокращением потребления энергии и увеличением подачи шихты S,
- если средняя высота К шихты S больше эталонной средней высоты K0, например, приблизительно на 20%, то колпак 14 перемещается в поднятое положение, при котором его высота H равна максимальному значению H1 (см. фиг. 4). При этом открывающиеся по команде двери 30 по меньшей мере частично открыты. В этом случае рабочая цель состоит в том, чтобы повысить подачу шихты S в плавильную печь 110, измеряемую, например, в тоннах подаваемой шихты S в час.
Если необходимо увеличить теплообмен с шихтой S, то можно опустить колпак 14, уменьшив таким образом площадь сечения для прохождения газов, увеличив тем самым скорость прохождения газов в туннеле. 16.
Понятно, что в устройство и способ предварительного нагрева и подачи шихты в плавильную печь могут быть внесены изменения и/или добавлены части или стадии, как описано выше, без отклонения от области и объема изобретения, определяемого формулой изобретения.
В прилагаемой формуле изобретения ссылочные обозначения в скобках предназначены только для облегчения чтения. Они не должны рассматриваться как ограничивающие факторы в отношении объема правовой охраны, заявленной в конкретных пунктах формулы изобретения.
Изобретение относится к металлургии и может быть использовано для предварительного нагрева и подачи металлической шихты в плавильную печь плавильной установки. Устройство содержит по меньшей мере один конвейерный канал для шихты, по меньшей мере один колпак, расположенный над этим конвейерным каналом, и средство детектирования шихты, выполненное с возможностью определять профиль шихты, подаваемой по конвейерному каналу. Регулировочное средство, связанное с упомянутым колпаком, для перемещения последнего по вертикали к упомянутой поверхности конвейерного канала и от нее для изменения высоты колпака в зависимости от определенного профиля шихты. Изобретение позволяет однородным образом нагреть шихту до подходящей температуры и тем самым максимально увеличивает производительность плавильной печи. 3 н. и 11 з.п. ф-лы, 15 ил.
1. Устройство (10) для предварительного нагрева и подачи металлической шихты (S) в плавильную печь (110) плавильной установки (100), содержащее
- по меньшей мере один конвейерный канал (11) для шихты (S), имеющий по меньшей мере одну опорно-подающую поверхность (25),
- по меньшей мере один колпак (14), расположенный над конвейерным каналом (11) на высоте (H), образуя с последним туннель (16), выполненный с возможностью проходить по нему потоку газов (F) для нагрева шихты (S),
- средство детектирования (43) шихты, выполненное с возможностью определять профиль шихты (S), подаваемой в конвейерный канал (11),
отличающееся тем, что оно содержит также регулировочное средство (34), связанное с упомянутым по меньшей мере одним колпаком (14) для перемещения последнего по вертикали к упомянутой опорно-поступательной поверхности (25) конвейерного канала (11) и от нее с целью изменения высоты (H) колпака в зависимости от по меньшей мере определенного профиля шихты (S).
2. Устройство (10) по п. 1, отличающееся тем, что упомянутый по меньшей мере один колпак (14) выполнен подвижным с возможностью перемещения по меньшей мере между опущенным положением, в котором его высота (H) равна минимальному значению (H0), промежуточным положением, в котором его высота (H) равна промежуточному значению (H0,5), и поднятым положением, в котором его высота (H) равна максимальному значению (H1).
3. Устройство (10) по любому из пп. 1 или 2, отличающееся тем, что оно содержит совокупность колпаков (14), которые расположены и прикреплены последовательно с помощью жестких механических соединений (18) и выполнены с возможностью координированного перемещения по вертикали.
4. Устройство (10) по любому из пп. 1 или 2, отличающееся тем, что оно содержит совокупность колпаков (14), которые расположены и прикреплены последовательно с помощью гибких механических соединений (19), причем каждый из колпаков (14) связан с соответствующей совокупностью регулировочных средств (34), выполненных с возможностью перемещать соответствующий колпак (14) независимо от других.
5. Устройство (10) по любому из предыдущих пунктов, отличающееся тем, что оно содержит уплотнительный узел (54), связанный с упомянутым по меньшей мере одним колпаком (14) на стороне, противоположной стороне входа в печь, взаимодействующий с конвейерным каналом (11) для определения начального сегмента туннеля (16), при этом уплотнительный узел (54) имеет
- раму (55), снабженную верхней стенкой (56) и двумя противоположными боковыми стенками (57, 58), и
- совокупность полос (59), например вертикальных полос, соединенных в подвешенном состоянии с упомянутой верхней стенкой (56) и прилегающих друг к другу с образованием одного или нескольких рядов, расположенных на определенном расстоянии друг от друга в направлении подачи шихты (S) внутри туннеля (16),
а устройство также содержит средство перемещения (60), связанное с рамой (55), для перемещения ее по вертикали к опорно-подающей поверхности (25) конвейерного канала (11) и от нее, изменяя расстояние между ними по вертикали таким образом, чтобы вертикальные полосы (59) обеспечивали требуемое уплотнение подаваемой шихту (S).
6. Устройство (10) по п. 5, отличающееся тем, что полосы (59) выполнены с возможностью перемещаться независимо относительно рамы (55).
7. Устройство (10) по любому из предыдущих пунктов, отличающееся тем, что конвейерный канал (11) имеет нижнюю стенку (20) и две боковые стенки (21, 22), а упомянутый по меньшей мере один колпак (14) имеет соответствующие боковые стенки (23, 24), расположенные напротив друг друга, и покрывающую стенку (26), расположенную сверху, при этом боковые стенки (23, 24) колпака соединены с боковыми стенками (21, 22) канала посредством адаптируемого уплотнительного средства (27).
8. Устройство (10) по любому из предыдущих пунктов, отличающееся тем, что регулировочное средство (34) содержит по меньшей мере одно из подъемных устройств (37), выбранных из следующей группы: домкрат, линейный привод, скользящие направляющие, цепные механизмы, реечные или червячные механизмы.
9. Устройство (10) по любому из предыдущих пунктов, отличающееся тем, что упомянутые колпаки (14) или последний колпак (14) на конце снабжен панелью (38), которая выступает вертикально из покрывающей стенки (26) и снабжен внутри контуром жидкостного охлаждения.
10. Устройство (10) по любому из предыдущих пунктов, отличающееся тем, что оно содержит блок управления (46), выполненный с возможностью по меньшей мере принимать первый рабочий сигнал от средства детектирования (43) шихты, содержащий по меньшей мере информацию, относящуюся к профилю шихты (S), а также обрабатывать и отправлять соответствующие управляющие сигналы по меньшей мере на регулировочное средство (34).
11. Установка (100) для плавки металла, отличающаяся тем, что она содержит плавильную печь (110), непрерывно питаемую шихтой (S), загрузочный модуль (112), выполненный с возможностью осаждать шихту (S) перед введением ее в плавильную печь (100), и устройство (10) для предварительного нагрева и подачи в плавильную печь шихты (S) по любому из пп. 1-10.
12. Способ предварительного нагрева и подачи металлической шихты (S) в плавильную печь (110) плавильной установки (100), включающий следующие стадии:
- определение профиля шихты (S) по мере ее постепенной подачи непрерывно или через заданные промежутки времени,
- обеспечение наличия шихты (S) в конвейерном канале (11), который перемещает ее к печи, при наличии, совместно с конвейерным каналом (11), по меньшей мере одного колпака (14) на высоте (H) относительно опорно-подающей поверхности (25) конвейерного канала (11),
отличающийся тем, что он обеспечивает также перемещение по вертикали с помощью регулировочного средства (34) упомянутого по меньшей мере одного колпака (14) к опорно-подающей поверхности (25) и от нее для изменения высоты (H) колпака в зависимости по меньшей мере от определенного профиля шихты (S).
13. Способ по п. 12, отличающийся тем, что он обеспечивает также возможность
- на основе знания текущей высоты (H) колпака рассчитывать площадь сечения туннеля (16), ограничиваемого конвейерным каналом (11) и по меньшей мере одним колпаком (14), расположенным сверху,
- на основе определенного профиля шихты (S) рассчитывать площадь сечения шихты (S), соответствующую площади сечения, занимаемого подаваемой шихтой (S),
- рассчитывать площадь проходного сечения для выходящих из печи газообразных продуктов как разницу между упомянутой площадью сечения тоннеля (16) и упомянутой площадью сечения шихты (S),
- рассчитывать среднюю скорость прохождения газообразных продуктов как отношение между текущим расходом средства перемещения (42) газообразных продуктов и упомянутой разницей между площадью сечения тоннеля (16) и площадью сечения шихты (S),
- сравнивать среднюю скорость прохождения газообразных продуктов с заданным значением скорости прохождения газообразных продуктов,
- динамически изменять высоту (H) упомянутого по меньшей мере одного колпака (14) для получения желаемого значения скорости прохождения газообразных продуктов.
14. Способ по п. 13, отличающийся тем, что он обеспечивает изменение высоты (H) колпака по меньшей мере в зависимости от средней высоты (K) подаваемой металлической шихты (S).
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Автомобиль-сани, движущиеся на полозьях посредством устанавливающихся по высоте колес с шинами | 1924 |
|
SU2017A1 |
| JP 8157930 A, 18.06.1996 | |||
| DE 102008037111 A1, 11.02.2010 | |||
| УСТРОЙСТВО И СПОСОБ ПРЕДВАРИТЕЛЬНОГО НАГРЕВА САДКИ МЕТАЛЛА ДЛЯ ПЛАВИЛЬНОЙ УСТАНОВКИ | 2010 |
|
RU2557039C2 |
| СПОСОБ НЕПРЕРЫВНОГО ПРЕДВАРИТЕЛЬНОГО НАГРЕВА ШИХТОВЫХ МАТЕРИАЛОВ ДЛЯ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2086869C1 |
