Настоящее изобретение относится к респиратору, в котором центральная часть основы маски приварена к периферийной части.
Уровень техники
Во многих респираторах, выпускаемых и продаваемых сегодня, используется тонкая и жесткая структурная часть (основа маски), к которой крепятся фильтрующие элементы и клапаны. Такая жесткая структурная часть, как правило, изготавливается способом инжекционного формования, и называются «носовой частью», «жесткой вставкой» или «центральной частью». Вокруг жесткой структурной вставки расположен эластомерный деформируемый материал, обеспечивающий прилегание маски к контурам лица пользователя. Использование жесткой центральной части в сочетании с деформируемой периферийной частью позволяет сделать маску более легкой и более удобной для ношения, особенно по сравнению с ранее использовавшимися масками, в которых практически вся основа маски изготавливалась из толстой резины, удерживавшей фильтрующие картриджи и клапаны. Примеры масок, в которых используется жесткая вставка в сочетании с деформируемым элементом, контактирующим с поверхностью лица, описаны, например, в патентах США 6016804 (Gleason с соавторами), 5592937 (автор Freund) и 7650884 (Flannigan с соавторами).
При изготовлении респираторных масок, в которых используется жесткая центральная часть в сочетании с деформируемой периферийной частью, периферийная часть, как правило, изготовлена способом формования поверх жесткой центральной части - смотри, например, патент США 5062421 (Bums с соавторами). Такой способ изготовления требует тщательного контроля за операцией формования, чтобы между отдельными частями было сформировано герметичное скрепление, а также требует сборки деформируемой части одновременно с соединением двух данных частей.
Сущность изобретения
В настоящем изобретении предлагается респиратор, содержащий основу маски и по меньшей мере один фильтрующий картридж. Основа маски включает центральную часть и часть, контактирующую с лицом. Фильтрующий картридж прикреплен к центральной части. Центральная часть содержит жесткий первый термопластичный материал, а часть, контактирующая с лицом, содержит деформируемый неэластомерный второй термопластичный материал. Первый термопластичный материал приварен ко второму термопластичному материалу.
В настоящем изобретении предлагается также новый способ изготовления респиратора, имеющего жесткую центральную часть и деформируемую периферийную часть. Способ содержит этапы: (а) обеспечения жесткой центральной части, содержащей первый термопластичный материал; (b) обеспечения деформируемой периферийной части, содержащей второй термопластичный материал; и (с) приварки жесткой центральной части к деформируемой периферийной части для формирования герметичного скрепления между жесткой центральной частью и деформируемой периферийной частью.
Респираторная маска в соответствии с настоящим изобретением отличается от известных респираторных масок, имеющих жесткую центральную часть, присоединенную к периферийной деформируемой части, тем, что обе части выполнены из термопластичного материала (полностью или частично) и скреплены друг с другом за счет выполнения операции приварки, а не на этапе формования частей друг поверх друга. С помощью способа, предлагаемого в настоящем изобретении, может быть достигнуто герметичное скрепление между жесткой центральной частью и деформируемой периферийной частью. Как было указано выше, традиционно применяемые способы изготовления обычно включали операцию формования одной детали поверх другой для достижения их герметичного скрепления. Не было известно, что достаточно прочное герметичное скрепление между данными частями может быть достигнуто путем выполнения этапа приварки; и не был также известен способ выполнения такого надежного соединения. Преимуществом изделия и способа в соответствии с настоящим изобретением является то, что две данные части могут быть изготовлены по отдельности, что позволяет впоследствии соединить их друг с другом в удобном месте и в удобное время для производителя. Использование способа в соответствии с настоящим изобретением позволяет также снизить себестоимость изделия. В предлагаемом изделии достигается очень хорошее скрепление между термопластичными частями и обеспечивается достаточная структурная прочность деформируемой части при использовании меньших количеств материалов. Это в свою очередь позволяет получить изделие, имеющее меньший вес, особенно по сравнению с известными респираторными масками, в которых основа выполнена способом формования деталей друг поверх друга. Респираторные маски, имеющие меньший вес, как правило, более удобны для ношения, особенно если требуется их ношение в течение длительных периодов времени. Респираторные маски, имеющие меньший вес, могут способствовать большей безопасности пользователя, потому что уменьшается вероятность того, что пользователь будет часто снимать маску с лица на рабочем месте.
Определения
Термины, приведенные ниже, в контексте настоящего описания имеют следующий смысл:
"Деформируемая периферийная часть" означает часть основы маски, которая входит в зацепление с центральной частью, является протяженной от нее латерально и изготовлена деформируемой, так, чтобы она могла быть должным образом расположена поверх носа и рта пользователя.
"Наружное газовое пространство" означает внешнее атмосферное газовое пространство, окружающее основу маски, носимой человеком, и в которое в конечном итоге попадает выдыхаемый человеком газ после выхода из внутреннего газового пространства основы маски.
"Жесткая центральная часть" означает жесткую часть, придающую структурную прочность основе маски, благодаря чему к ней могут быть надежно прикреплены фильтрующие элементы (например, фильтрующие картриджи) и/или клапаны.
"Лицевое уплотнение" означает часть или части, взаимодействующие с лицом при ношении маски пользователем в должном положении.
"Компонент, обеспечивающий связь по газообразной среде" означает элемент, конструкция которого позволяет газообразной среде выходить из внутреннего газового пространства в наружное газовое пространство, или наоборот.
"Система крепления" означает элемент или сочетание элементов или частей, которые удерживают маску по меньшей мере поверх носа и рта пользователя.
"Внутреннее газовое пространство" означает пространство, которое образуется между основой маски и лицом пользователя при ношении маски.
"Основа маски" означает конструкцию, которая может быть надета по меньшей мере поверх носа и рта пользователя и определяет внутреннее газовое пространство, отделяя его наружного газового пространства.
"Не выполненные за единое целое" означает части, изготовленные по отдельности до соединения их друг с другом.
"Полимер" означает материал, содержащий повторяющиеся химические единицы, расположенные правильным или неправильным образом.
"Полимерный" и "пластический" означают материалы, которые в основном включают один или более полимеров, и могут также содержать прочие ингредиенты.
"Термопластичный" означает полимер или полимерный материал, котрый может быть размягчен путем его нагревания и отвержден при его охлаждении, в ходе обратимого физического процесса.
"Приваривать" или "сварка" означают операцию соединения объектов друг с другом путем расплавления объектов, которые требуется соединить (или их частей), или перевода их в жидкое состояние.
Краткое описание чертежей
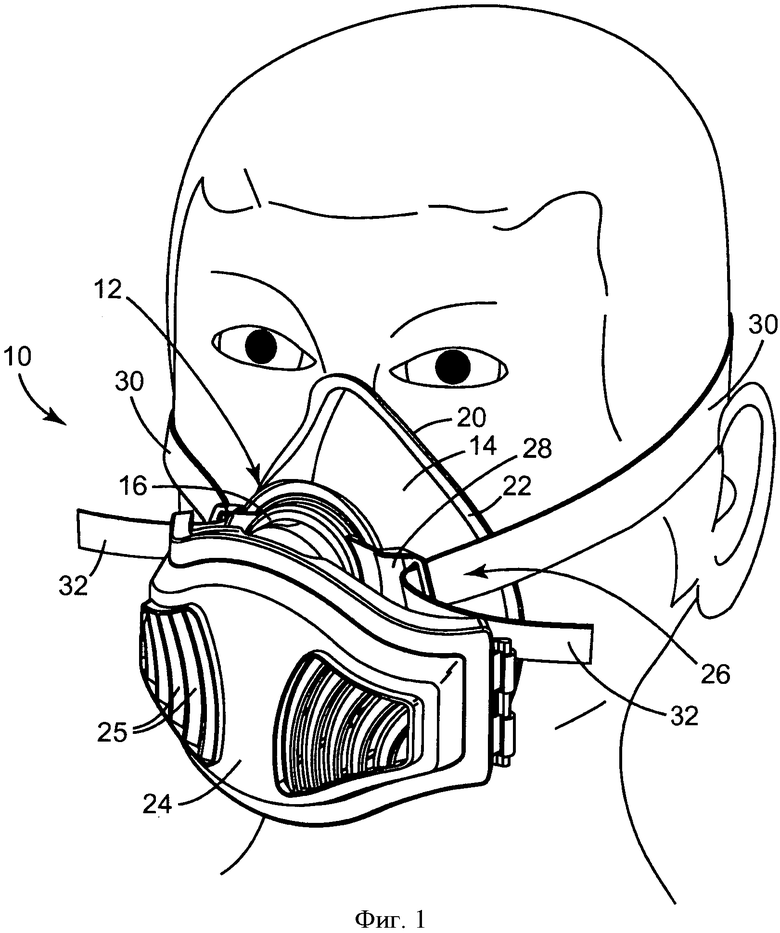
Фиг.1. Аксонометрический вид респираторной маски 10.
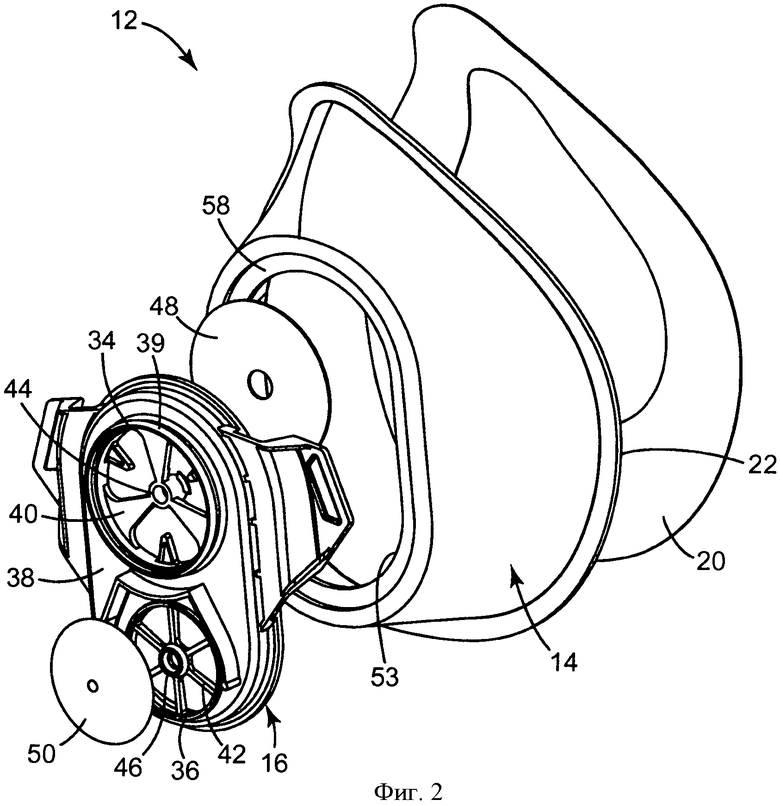
Фиг.2. Аксонометрический вид основы 12 маски.
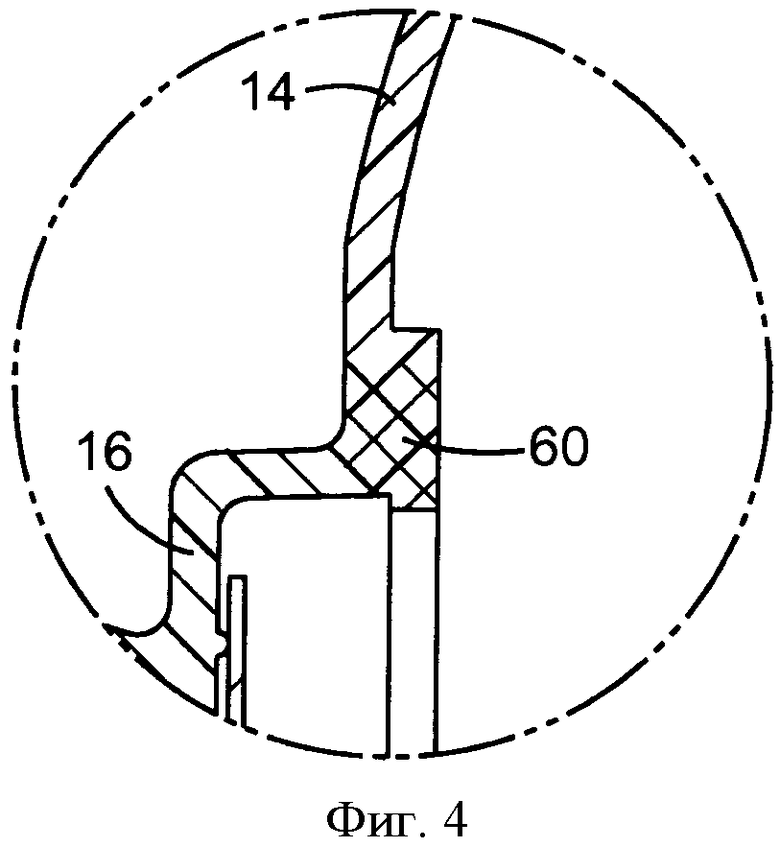
Фиг.3. Вид сзади жесткой центральной части 16.
Фиг.4. Увеличенный вид приварного соединения 60 между деформируемой периферийной частью 14 и жесткой центральной частью 16 основы 12 маски.
Подробное описание изобретения
Настоящее изобретение предусматривает приварку жесткой центральной части к деформируемой периферийной части для формирования основы маски, легкой по весу и имеющей герметичное скрепление между упомянутыми двумя частями. Этап приварки позволяет изготовить две данные части отдельно друг от друга, и скрепить их друг с другом позднее, в момент времени, удобный для производителя. Если основа маски изготовлена из неэластомерного материала, это позволяет изготовить основу маски, содержащую меньшее количество материала. Благодаря этому респираторная маска может иметь меньший вес, чем аналогичная маска, основа которой содержит эластомерную деформируемую часть, и которая изготовлена формованием частей друг поверх друга. Кроме того, предлагаемая основа маски обладает достаточной структурной прочностью без необходимости использования армирующих нитей или прочих усиливающих элементов. Благодаря этому предлагается удобный способ изготовления изделия, легкого по весу и с достаточно прочным герметичным скреплением между частями.
На фиг.1 показана респираторная маска 10, имеющая основу 12 маски, которая в свою очередь имеет деформируемую периферийную часть 14, прикрепленную к жесткой центральной части 16. Наличие деформируемой периферийной части 14 позволяет удобно расположить основу 12 маски поверх носа и рта пользователя. Периферийная часть 14 может содержать выполненную за единое целое с ней, подвернутую вовнутрь бархатную манжету, благодаря чему маска может удобно и плотно сидеть на носу пользователя, будучи прижата к его щекам. В качестве альтернативы к деформируемой периферийной части 14 вдоль ее периметра 22 может быть прикреплено отдельное лицевое уплотнение. Жесткая центральная часть 16 расположена по оси симметрии основы 12 маски и обеспечивает структурную прочность, достаточную для установки на нее одного или более фильтрующих картриджей 24. Один или более фильтрующих картриджей 24 могут быть расположены на оси симметрии маски, или они могут быть расположены на противоположных сторонах основы 12 маски. Фильтрующий картридж 24 имеет одно или более заборных отверстий 24, через которые воздух из окружающей среды может втягиваться в картридж 24 через фильтрующую среду. К основе 12 маски прикреплена система 26 крепления, которая удерживает основу 12 маски на лице пользователя. Система 26 крепления может включать проушину 28, прикрепленную к основе 12 маски в центральной части 16. К проушинам 28 на противоположных сторонах центральной части 16 могут быть присоединены один или более регулируемых по длине ремешков 30, имеющих первый и второй концы 32. Остальная часть ремешка 30 может быть протяженной на затылке пользователя, когда респиратор 10 надет. Ремешки 30 могут быть регулируемыми по длине, например, за счет наличия на них пряжек из сопрягающихся друг с другом частей. Система 26 крепления может включать элемент типа короны, обеспечивающей удобную поддержку респиратора 10 на затылке пользователя, как описано, например, в патенте США 6 732 733 (Brostrom с соавторами).
На фиг.2 показана основа 12 маски и соответственно ее центральная часть 14, периферийная часть 16, а также лицевое уплотнение 20, протяженное в радиальном направлении вовнутрь от периметра 22 периферийной части 16. Центральная часть 14 включает компоненты 34 и 36, обеспечивающие связь по газообразной среде. Компоненты 34 и 36, обеспечивающие связь по газообразной среде, обеспечивают возможность всасывания вдыхаемого воздуха во внутреннее пространство маски и выведения выдыхаемого воздуха из внутреннего пространства маски. Компоненты 34 и 36, обеспечивающие связь по газообразной среде, хорошо известны и при их изготовлении к ним предъявляются значительно менее строгие допуски, чем к основной поддерживающей их части 38 центральной части 14. Компонент 34, обеспечивающий связь по газообразной среде, является вдыхательным клапаном, который открывается при совершении пользователем вдоха и закрывается при выдохе. Компонент 36, обеспечивающий связь по газообразной среде, является выдыхательным клапаном, который обеспечивает вытеснение выдыхаемого воздуха из внутреннего пространства маски при каждом дыхании. Фильтрующий картридж 24 может быть прикреплен к центральной части с использованием различных механизмов. Так, например, крепление картриджа к центральной части 14 может быть резьбовым, или путем нажатия с защелкиванием. Фильтрующий картридж 24 (фиг.1) может иметь на задней стороне отверстие, внутренняя поверхность которого сопрягается с наружной поверхностью компонента 34, обеспечивающего связь по газообразной среде. Когда фильтрующий картридж прижимают к основе 12 маски, отверстие на задней стороне фильтрующего картриджа немного расширяется и его буртик защелкивается стенке 39 с кольцеобразной выточкой, которая является частью компонента 34 центральной части 14. Подробное описание такого защелкивающегося фильтрующего картриджа приводится в повторном патенте США RE 39,493 (Yuschak с соавторами). В качестве альтернативы, на компоненте 34, обеспечивающем связь по газообразной среде, может быть выполнен байонетный разъем, посредством которого к центральной части лицевой маски может быть прикреплен фильтрующий картридж или присоединен источник чистого воздуха (не показан) - смотри, например, патентную заявку США 2005/0145249 (автор Solyntjes). Фильтрующий картридж может быть прикреплен к байонетному разъему путем совмещения его ответной части с байонетом в определенном положении и поворота фильтрующего картриджа относительно основы 12 маски. Фильтрующий картридж может быть снят с основы 12 маски путем его поворота в обратном направлении. Преимуществом использования съемных фильтрующих картриджей является то, что после окончания срока службы картриджа основа маски может быть повторно использована. Фильтрующий картридж может быть также несъемно прикреплен к основе маски. Такая конструкция исключает ослабление крепления картриджа со временем и описана, например, в патенте США 5,062,421 (авторы Bums и Reischel). Воздух, проходящий через фильтрующий картридж при дыхании, входит во внутреннее газовое пространство маски, но при выдыхании исключается его обратное прохождение из внутреннего газового пространства в фильтрующий картридж через отверстие клапана. Выдыхаемый воздух из внутреннего газового пространства вытесняется через выдыхательный клапан 36 и попадает в наружное газовое пространство, что обеспечивает больший комфорт ношения маски. Клапаны 34 и 36 включают соответственно набор спиц 40, 42, удерживающих центральные ступицы 44, 46, к которым может быть прикреплена заслонка (диафрагма) 48, 50. В качестве альтернативы, могут использоваться клапаны с консольным креплением заслонки. Такая конструкция является особенно подходящей для выдыхательных клапанов и обеспечивает удобный способ выведения выдыхаемого воздуха из внутреннего пространства маски. Примеры выдыхательных клапанов, которые могут использоваться с основой маски в соответствии с настоящим изобретением, описаны в патентах США RE 37974 (автор Bowers), 7493900 и 7428903 (Japuntich с соавторами), 7188622 (Martin с соавторами) и 7849856 (Mittelstadt с соавторами). Несмотря на то, что центральная часть 16 показана на чертежах, как единая, хотя и не обязательно выполненная за единое целое, настоящее изобретение предусматривает также использование лицевой вставки, содержащей множество отдельных частей - смотри, например, патент США 5592937 (автор Freund). Деформируемый элемент 14, контактирующий с лицом, также может содержать одну или более частей.
На фиг.3 показана тыльная грань 52 центральной части 16 16. При сборке основы маски периферийная часть 14 (фиг.1 и 2) приваривается к центральной части 16 по периметру 54. Для облегчения выполнения операции сварки на тыльной грани 52 центральной части 16 могут быть выполнены однин или более направляющих энергию элементов 56, обеспечивающих передачу энергии при сварке - смотри, например, патент США 6729332 (Castiglione). В качестве альтернативы, направляющие энергию элементы может содержать периферийная часть.
Направляющие энергию элементы 56 могут быть непрерывно протяженными по периметру 54 центральной части 16 (или периферийной части, или их обеих). Направляющие энергию элементы 56 обычно имеют высоту примерно от 0,3 до 1,5 мм и ширину примерно от 0,2 до 1,0 мм. Направляющие энергию элементы 56 содержат термопластичный материал и могут сопрягаться с гладкой или дополняющей их по форме термопластичной поверхностью периферийной части 14. Такая термопластичная поверхность может содержать кольцеобразную поверхность 58 (фиг.2), расположенную на периферийной части 14 и протяженную в радиальном направлении вовнутрь. Кольцеобразная поверхность 58 может быть овальной, эллиптической, круглой или иметь другую подходящую форму. Сопрягаемые поверхности на центральной и периферийной частях могут быть изготовлены из первого и второго термопластичных материалов, и при этом первый и второй материалы могут быть одинаковыми или различными. Скрепление двух данных частей друг с другом может осуществляться с использованием ультразвуковой сварки, сварки горячими пластинами, радиочастотной сварки, лазерной сварки, сварки нагретым инструментом, вибрационной сварки или любого другого метода, обеспечивающего подачу достаточного тепла и/или давления для соединения первого и второго термопластичных материалов друг с другом. При этом независимо от используемой технологии сварки, требования к совместимости материалов данных частей будут в целом аналогичными.
На фиг.4 показано сварное соединение 60 между периферийной частью 14 и центральной частью 16. Как показано на данном чертеже, периферийная часть 14 и центральная часть 16 приварены по месту соединения 60 таким образом, что нет четкой грани перехода между первым и вторым термопластичными материалами. Тепло и/или давление, прилагаемые к месту соединения для выполнения шва, достаточны, чтобы вызвать плавление первого и второго термопластичных материалов друг с другом и их последующее сплавление, в результате чего между двумя данными частями формируется герметичное скрепление. Скрепление является не только герметичным, но и имеет достаточную прочность, благодаря которой данные части остаются скрепленными друг с другом в течение всего срока службы респиратора. В принципе ультразвуковой сварки лежит использование механических вибраций высокой частоты, передаваемых через термопластичные части, в результате чего на границе их раздела вырабатывается и накапливается тепло трения. Ультразвуковая вибрационная энергия на границе раздела соединяемых пластмассовых частей вызывает размягчение и расплавление их пластических материалов до текучего состояния. Находящиеся в жидком состоянии материалы сжимают друг с другом, и после их отвердевания между ними возникает скрепление. На возможность сварки полимеров друг с другом влияют структура полимеров и прочие факторы. Полимеры, которые могут использоваться в настоящем изобретении, являются термопластичными полимерами, имеющими достаточную совместимость друг с другом, делающую возможной операцию приваривания материалов друг к другу. Могут быть также использованы смеси полимеров и полимерные сплавы. Основные факторы, которые влияют на совместимость материалов для сварки, включают структуру полимеров, температуру их плавления, индекс расплава (текучесть), модуль упругости (жесткость) и химический состав.
В настоящем изобретении могут использоваться аморфные и полукристаллические полимеры, такие, как полиамиды, полимеры сложных эфиров, поликарбонаты, полистиролы или модифицированные стирольные сополимеры и полиолефины. Признано, что хорошо пригодны для сварки аморфные полимеры, такие, как акрилонитрил бутадиен стирол (ABS), полистирол, стирол акрилонитрил и поливинилхлорид. Полукристаллические полимеры, такие, как полипропилен, полиэтилен и полиэтилентерефталат - также достаточно пригодны для сварки. Обычно осуществляют приваривание друг к другу частей, изготовленных из аналогичных полимеров, однако достаточно успешно могут быть сварены друг с другом некоторые типы различных аморфных полимеров, такие, как поли(метилметакрилат) и поликарбонат. Для охарактеризования свойств текучести полимера используется показатель текучести расплава (называемый также индексом расплава или скоростью растекания), который отражает скорость течения материала в расплавленном состоянии. Различные формы одного и того же материала могут иметь различные показатели текучести расплава (например, нейлон инжекционного формования и экструдированный нейлон). Такие отличия могут привести к тому, что при сварке будет плавиться одна часть собираемого узла и не будет плавиться другая, и соответственно не будет получено гомогенное скрепление. Чтобы материалы были совместимы друг с другом для сварки, показатели текучести расплава для данных материалов должны быть близки друг к другу, отличаясь в пределах от 2 до 4 единиц при измерении по методу ASTM D1238. Кроме того, чтобы можно было приварить друг к другу два различных пластических материала, они должны содержать аналогичные молекулярные структуры. Так, например, в целом совместимыми будут термопластичные материалы, содержащие аналогичные радикалы, с достаточным процентным содержанием данных аналогичных радикалов. Чтобы можно было сварить друг с другом две химически совместимые, но в целом различные смолы, температура плавления смол не должна отличаться более чем на 22°С.
Периферийная часть может быть изготовлена из термопластичного полимерного листа способом вакуумного формования. Полученный формованный лист должен быть достаточно жестким, чтобы он удерживал форму, обеспечивающую общий контакт данной части с лицом, и в то же время достаточно деформируемым, чтобы он мог прилегать к контурам лица, обеспечивая лицевое уплотнение и комфорт ношения. Кроме того, периферийная часть должна быть дополнительно устойчива к сложению по бокам, которое может произойти в результате натяжения ремешков системы крепления маски к голове, и достаточно жесткой, чтобы она могла нести вес картриджей и держателей фильтров. В патентной заявке США 2005/0211251 (Henderson с соавторами) описан способ термоформования неэластомерной основы маски. Согласно данному способу, внутренний периметр периферийной части приваривается к центральной части таким образом, что достигается сварной шов, не допускающий утечки газовой среды в тесте на герметичность скрепления, описанному ниже. Прочность шва между привариваемыми частями составляет по меньшей мере 100 Н, более типично - по меньшей мере 150 Н, и наиболее типично - по меньшей мере 200 Н. Лицевое уплотнение может быть изготовлено из листового деформируемого термопластичного эластомерного материала номинальной толщиной менее, чем 0,5 мм. Уплотнение, как правило, вырезается просечкой из листа такого материала, и имеет форму, соответствующую периметру периферийной части маски. С помощью просечки вырезается также центральное отверстие для дыхания в лицевом уплотнении, расположенное по оси симметрии маски напротив носа и рта пользователя. Вместо просечки могут использоваться и любые другие способы формирования лицевого уплотнения, например, лазерная резка или водоструйная резка. После его окончательного формирования лицевое уплотнение прикрепляется к наружному периметру периферийной части маски способом термического скрепления. Такое скрепление может выполняться любым способом с использованием подходящего горячего инструмента. После его прикрепления к маске лицевое уплотнение представляет собой легко деформируемую или эластомерную полоску материала, протяженную в радиальном направлении вовнутрь, то есть к центру маски. Легко деформируемая полоска материала, работая в сочетании с периферийной частью, обеспечивает плотную посадку маски на лицо пользователя.
Примеры
Тест на герметичность скрепления
Герметичность скрепления между центральной частью и периферийной частью респираторной маски оценивали с помощью жидкого колориметрического индикатора и активно реагирующего с ним тестового газа. В качестве индикатора использовали 1%-ный раствор фенолфталеина в изопропиловом спирте, а в качестве тестового газа - аммиак в концентрации 300 частиц на миллион (ррт). При контакте с тестовым газом, как со щелочной средой, индикаторный раствор краснел.
Для оценки герметичности испытуемый образец маски надевали на голову манекена. В образце маски имелось сквозное отверстие, через которое во внутреннее газовое пространство маски можно было подавать тестовый газ. Маску прикрепляли к манекену, и место крепления уплотняли таким образом, чтобы по краям маски не могло происходить утечки газа. Уплотняли также все конструкционные отверстия основы маски, такие как проемы для вдыхательного или выдыхательного клапанов. После этого маска была готова для тестирования. Белый лоскут хлопчатобумажной ткани смачивали индикаторным раствором и покрывали им маску. Когда основа маски была полностью закрыта смоченной тканью, во внутреннее газовое пространства подавали тестовый газ. Газ подавали постепенно в количестве примерно 30 л/мин до достижения во внутреннем газовом пространстве давления 2 кПа. Спустя одну минуту осматривали ткань с индикаторным раствором на изменение цвета. Изменение цвета ткани с белого на красный на любом ее участке означало наличие утечки.
Тест на прочность сварки
Механическую прочность сварного соединения между центральной частью и периферийной частью измеряли количественно, как силу растяжения, направленную по нормали и достаточную для начала отделение частей друг от друга. Можно ожидать, что как только вследствие чрезмерной деформации начнется отделение частей друг от друга, между ними произойдет утечка газа. Испытаниям подвергали сборку из основы маски и зажима прибора. К зажиму прибора были прикреплены носовая и периферийная части маски. К основе маски, вдоль ее центральной оси, по нормали к маске, могло быть приложено растягивающее усилие. Сборку устанавливали в испытательный прибор MTS Landmark производства MTS Systems Corporation, (Эден-Прейри, штат Миннесота, США) и прилагали к ней растягивающее усилие при скорости движения головки прибора 50 мм/мин. Записывали максимальную силу растяжения, которую выдерживала маска.
Сборка респиратора
Собирали респиратор, подобный устройству, изображенному на фиг.1. Респиратор изготавливали из трех основных элементов: периферийной части, центральной части и лицевого уплотнения.
Периферийную часть изготавливали из экструдированного листа термопластичного полиолефина низкой жесткости Softel, марка СА 02 А, производства Basell Polyolefms Korea Ltd, (Суел, Корея). Лист толщиной 1,5 мм экструдировали при температуре примерно 200°С и охлаждали. Из листа вырезали кусок шириной 140 мм и длиной 155 мм. Из полученной листовой заготовки способом вакуумного формования изготавливали периферийную часть.
Периферийную часть формовали способом вакуумного формования. Для этого листовую заготовку зажимали в формовочной рамке, нагревали ее до температуры примерно 130°С и после этого к листовой заготовке снизу поднимали форму. Попавший между заготовкой и формой воздух откачивали с помощью вакуум-насоса, который создавал разрежение 133 Па. Под действием вакуума лист притягивался к форме, и ему давали охладиться в течение от 20 до 30 с. После остывания листа включали обратную подачу воздуха для высвобождения полученной периферийной части из формы. После этого периферийную часть обрезали, чтобы сформировать требуемый периметр маски, а по центру спереди периферийной части вырезали проем для приема центральной части. Форма готовой периферийной части в целом напоминала периферийную часть, показанную на чертежах. Ширина периферийной части в ее наибольшем измерении составляла 110 мм, высота от верхней до нижней точки составляла 140 мм, а глубина, измеренная от плоскости переднего отверстия 53 до плоскости заднего проема, то есть касательной к периметру 22 маски, составляло 40 мм. После изготовления периферийной части на ее периметре прикрепляли лицевое уплотнение.
Лицевое уплотнение вырезали просечкой из листа стирольного термопластичного эластомера. Для этого использовали экструдированный лист толщиной 0,3 мм из стирол этилен бутилен стирола К9120 производства Keumho Petrochem (Сеул, Корея), из которого просечкой вырезали уплотнение нужной формы. Форма лицевого уплотнения в целом повторяла форму наружного периметра периферийной части и имела центральное отверстие, также в целом повторяющее форму периметра, но с краями, отстоящими на 20 мм от края периферийной части. Вырезанное таким образом лицевое уплотнение прикрепляли к наружному периметру периферийной части способом термического скрепления. Скрепление проводили при температуре примерно 130°С и давлении примерно 70 кПа, время приложения которых составляло 1,5 с. После крепления лицевого уплотнения к периферийной части к последней прикрепляли центральную часть.
Центральную часть изготавливали способом инжекционного формования из полипропилена с добавкой силиката магния (полипропиленовый сополимер Fiberfill РР-68/ТС/20 Polypropylene) производства Ado Compounders группы Matrixx Group (Канада). Центральная часть имела номинальную толщину стенки 1,5 мм, располагалась в проеме центральной части и совмещалась с полочкой 58 по периметру проема в периферийной части, как показано на фиг.2. Ширина центральной части в самом широком месте составляла примерно 4 см, длина, измеренная от верхней точки до нижней точки, составляла 82 мм, а толщина центральной части составляла 18 мм. После их совмещения центральную часть с помощью ультразвука приваривали к периферийной части по направляющим энергию элементам 56 (фиг.3). Ультразвуковую сварку проводили с помощью рожка ближнего поля и наковальни на аппарате для ультразвуковой сварки Branson 2000X производства Branson Ultrasonic Corporation (Дэнбури, штат Коннектикут, США). Форма рожка и наковальни позволяли выполнять скрепление центральной части и полочки 58 периметра отверстия в периферийной части за один этап. Суммарная площадь области приварки составляла примерно 965 мм2. Давление сжатия составляло примерно 551 кПа, энергия сварки рожка составляла 500-700 Вт, давление отключения оставляло 15 кПа, скорость движения рожка вниз составляла 15 мм/с, и время сварки составляло 0,5 с. Температура частей непосредственно до сварки составляла 22°С.
Материал периферийной части содержал трехблочный сополимер на олефиновой основе, содержание полипропилена в которой составляло примерно 20%. Центральная часть содержала полипропилен и 20% талька для повышения ее механической прочности. Температура плавления материалов периферийной и центральной частей составляла примерно 145°С и 165°С соответственно.
После того как маске давали остыть после сварки, ее испытывали в соответствии с описанными выше тестами на герметичность и прочность сварного шва. В ходе данных тестов было подтверждено, что приварное соединение периферийной и центральной частей друг с другом является как герметичным, так и механически прочным. Тест на утечки под давлением 2 кПа показал отсутствие утечек, а прочность приварного соединения составила более 230 Н. То есть было получено надежное сварное соединение.
Настоящее изобретение допускает различные изменения без отхода от его идеи и масштабов. Соответственно, настоящее изобретение не ограничено воплощениями, описанными выше, а ограничено воплощениями, изложенными в приведенной ниже формуле изобретения, и их эквивалентами.
Настоящее изобретение может быть успешно реализовано в отсутствие любого элемента, специально не описанного в настоящем документе.
Все патенты и патентные заявки, цитированные выше, включая цитированные в разделе «Уровень техники», включены в настоящий документ целиком посредством ссылки. В случае расхождения между содержанием цитируемого документа и содержания настоящей заявки, следует руководствоваться содержанием настоящей заявки.
Настоящее изобретение относится к респиратору, в котором центральная часть основы маски приварена к периферийной части. Предлагается респиратор (10), который включает основу (12) маски и, по меньшей мере, один фильтрующий картридж (24). Основа (12) маски имеет центральную часть (14) и периферийную часть (16). Фильтрующий картридж (24) прикреплен к жесткой центральной части (16). Периферийная часть (14) изготовлена из имеющего низкую жесткость первого термопластичного материала, а центральная часть (16) изготовленная из жесткого второго термопластичного материала. Первый термопластичный материал приварен ко второму термопластичному материалу. Респиратор, имеющий такую конструкцию, удобен в изготовлении, имеет прочное герметичное скреплении его частей друг с другом и имеет также малый вес. 2 н. и 15 з.п. ф-лы, 4 ил.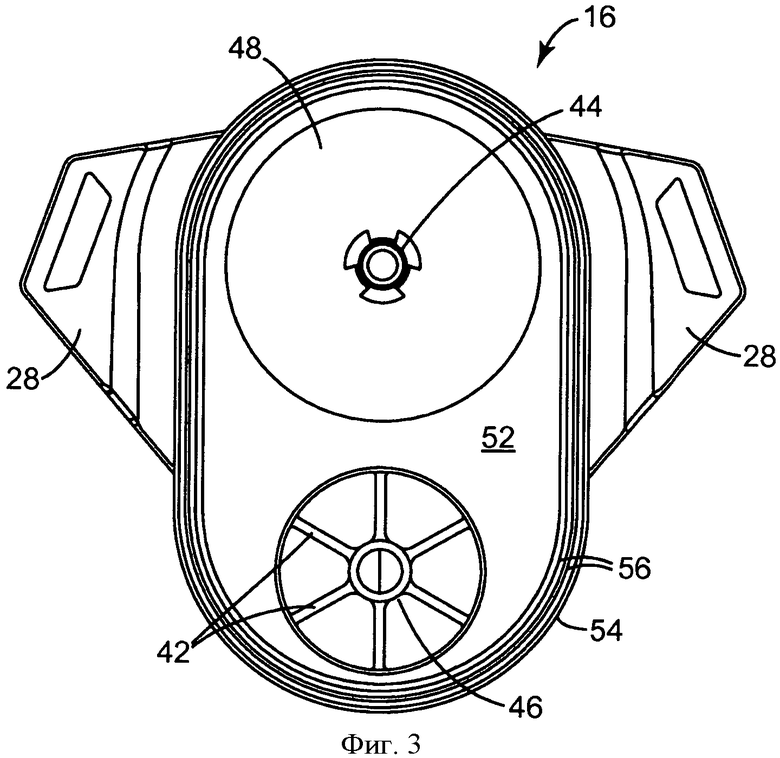
1. Респиратор, содержащий:
(a) основу маски, содержащую:
(i) центральную часть, содержащую жесткий первый термопластичный материал;
(ii) контактирующий с лицом элемент, содержащий деформируемый неэластомерный второй термопластичный материал, при этом первый термопластичный материал приварен ко второму термопластичному материалу для создания герметичного скрепления между центральной частью и периферийной частью; и
(b) по меньшей мере один фильтрующий картридж, прикрепленный к жесткой центральной части.
2. Респиратор по п.1, отличающийся тем, что первый и второй термопластичные материалы приварены друг к другу с помощью ультразвуковой сварки, сварки горячими пластинами или радиочастотной сварки.
3. Респиратор по п.2, отличающийся тем, что первый и второй термопластичные материалы приварены друг к другу с помощью ультразвуковой сварки.
4. Респиратор по п.1, отличающийся тем, что периферийная часть содержит первое отверстие, и вокруг первого отверстия расположен термопластичный периметр, центральная часть также содержит термопластичный периметр, при этом термопластичный периметр центральной части приварен к термопластичному периметру периферийной части.
5. Респиратор по п.4, отличающийся тем, что центральная часть содержит видимые термопластичные направляющие энергию элементы по периметру центральной части до ее приварки к периферийной части.
6. Респиратор по п.5, отличающийся тем, что периферийная часть содержит термопластичную поверхность, которая приваривается к периметру центральной части.
7. Респиратор по п.4, в котором основа маски дополнительно содержит эластомерное лицевое уплотнение, прикрепленное к периферийной части на втором периметре.
8. Респиратор по п.1, отличающийся тем, что периферийной части придана требуемая форма способом термоформования.
9. Респиратор по п.1, отличающийся тем, что первый и второй термопластичные материалы, приваренные друг к другу, содержат аморфный полимер.
10. Способ изготовления респиратора, содержащий этапы:
(a) обеспечения жесткой центральной части, содержащей первый термопластичный материал;
(b) обеспечения деформируемой периферийной части, содержащей второй термопластичный материал; и
(c) приваривания жесткой центральной части к деформируемой периферийной части таким образом, что между жесткой центральной частью и деформируемой периферийной частью формируется герметичное скрепление.
11. Способ по п.10, отличающийся тем, что первый и второй термопластичные материалы приваривают друг к другу с помощью ультразвуковой сварки.
12. Способ по п.11, отличающийся тем, что жесткая центральная часть содержит термопластичные направляющие энергию элементы, протяженные кольцеобразно вокруг периметра центральной части.
13. Способ по п.12, отличающийся тем, что периферийная часть содержит кольцеобразную термопластичную поверхность, которая приваривается ультразвуковой сваркой к центральной части на ее периметре.
14. Способ по п.10, отличающийся тем, что первый и второй термопластичные материалы содержат аморфный полимерный материал.
15. Способ по п.14, отличающийся тем, что аморфный полимерный материал включает полипропилен.
16. Способ по п.10, отличающийся тем, что дополнительно содержит этап крепления лицевого уплотнения к наружному периметру периферийной части.
17. Способ по п.16, отличающийся тем, что периферийная часть является неэластомерной, а лицевое уплотнение является эластомерным.
| РЕСПИРАТОРНАЯ ЛИЦЕВАЯ МАСКА И СПОСОБ ИЗГОТОВЛЕНИЯ МАСКИ С ПРИМЕНЕНИЕМ РАЗДЕЛЬНЫХ ПРЕСС-ФОРМ | 2004 |
|
RU2379075C2 |
| ПОЛНОРАЗМЕРНОЕ УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ДЫХАНИЯ | 2007 |
|
RU2401142C2 |
| ФИЛЬТРУЮЩАЯ РЕСПИРАТОРНАЯ ЛИЦЕВАЯ МАСКА, СОДЕРЖАЩАЯ "ЖИВЫЕ" ШАРНИРЫ | 2008 |
|
RU2415687C1 |
| US 5592937 A1, 14.01.1997 | |||
| US 20050211251 A1, 29.09.2005 | |||

