Настоящее изобретение относится к электронному устройству, а также к способу его изготовления.
В документе DE 102009, 013818 А1 описан способ изготовления электронного устройства, согласно которому берут подложку, содержащую первый проводящий слой, наносят первый изолирующий слой на указанный первый проводящий слой и создают по меньшей мере одно сквозное соединение между первой стороной первого изолирующего слоя и второй стороной первого изолирующего слоя. Затем на подложку устанавливают по меньшей мере два полупроводниковых чипа и наносят на подложку второй изолирующий слой. Затем вскрывают второй изолирующий слой до самой подложки и поверх вскрытого второго изолирующего слоя осаждают металлический слой, после чего разделяют указанные по меньшей мере два полупроводниковых чипа.
В отличие от описанного выше, в настоящем изобретении предложено электронное устройство с отличительными особенностями по п. 1 приложенной формулы, способ его изготовления с отличительными особенностями по п. 4 приложенной формулы, а также печатная плата, содержащая устройства согласно настоящему изобретению, с отличительными особенностями по п. 10 и способ встраивания указанного электронного устройства в печатную плату, характеризующийся отличительными особенностями по п. 13.
Устройство согласно настоящему изобретению представляет собой менее дорогую альтернативу техническим решениям, в которых электронное устройство выполнено из керамики. По сравнению с ними предложенное устройство также значительно менее подвержено разрушению. Поскольку обычно используемые длинные алюминиевые проводники заменены коротким сквозными соединениями из меди, сопротивление во включенном состоянии заметно уменьшено. Кроме того, конструкция настоящего изобретения позволяет уменьшить размеры чипа, поскольку используемый гальванический контакт требует меньше площади, чем обычно используемые проводные соединения. Благодаря симметричной структуре слоя предложенное устройство также отличается повышенной плоскостностью. Разность в коэффициентах теплового расширения между чипами и контактами уменьшена, что приводит к повышенной надежности. Кроме того, преимущество настоящего изобретения состоит в том, что электрическая изоляция, например, между устройством и корпусом двигателя уже встроена в блок устройства посредством диэлектрика. Устройство, изготовленное таким образом, может быть встроено непосредственно в печатную плату, и таким образом представляет собой экономически эффективное комплексное решение.
Дополнительные преимущества и варианты реализации настоящего изобретения приведены в следующем ниже описании со ссылкой на сопроводительные чертежи.
Очевидно, что указанные выше и описанные ниже отличительные особенности могут быть применены не только в описанных комбинациях, но также и в других комбинациях или индивидуально по выбору без выхода за пределы объема настоящего изобретения.
Настоящее изобретение подробно описано ниже исключительно с целью иллюстрации на примерах вариантов реализации и схематически показано на чертежах, которые не обязательно выполнены в масштабе.
На фиг. 1-3 проиллюстрирован предлагаемый способ изготовления исходной заготовки для электронного устройства.
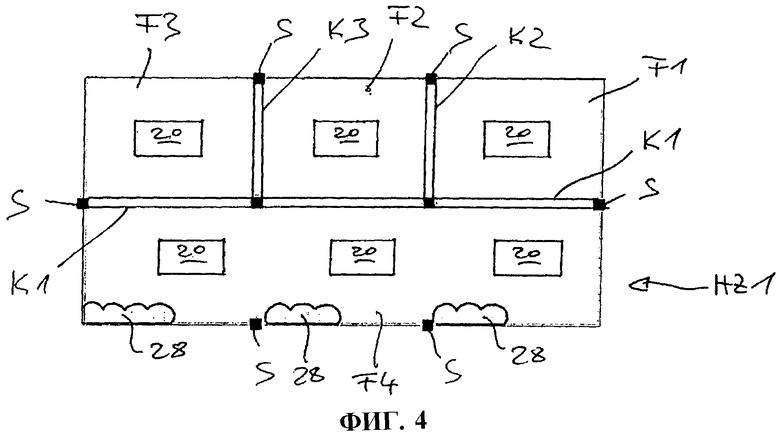
На фиг. 4 показан вид сверху варианта реализации первой заготовки.
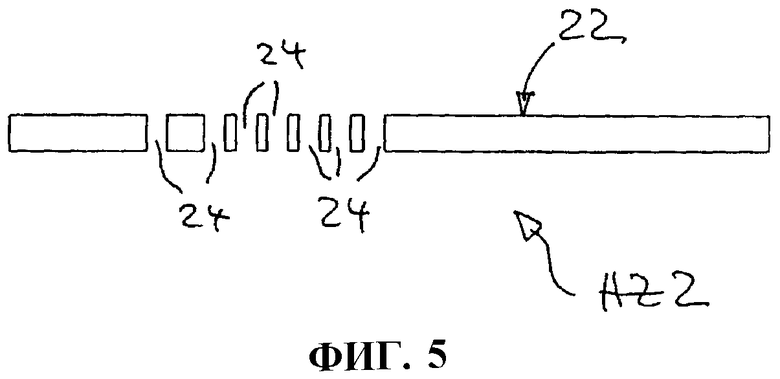
На фиг. 5 проиллюстрирован предлагаемый способ изготовления второй заготовки для электронного устройства.
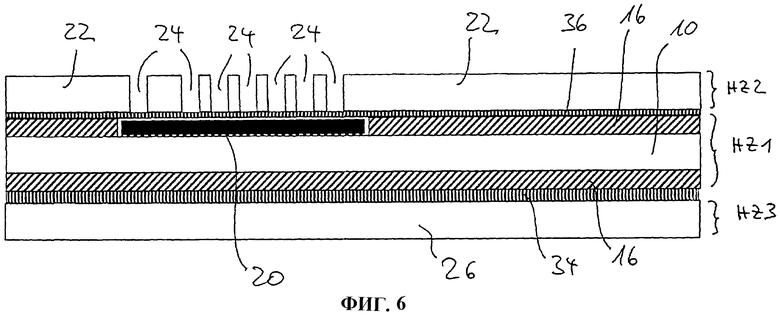
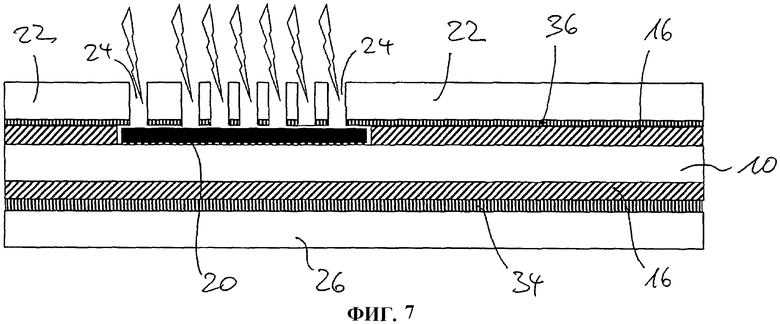
На фиг. 6-8 проиллюстрированы размещение, формирование слоистой конструкции и дополнительная обработка указанных трех заготовок при изготовлении электронного устройства.
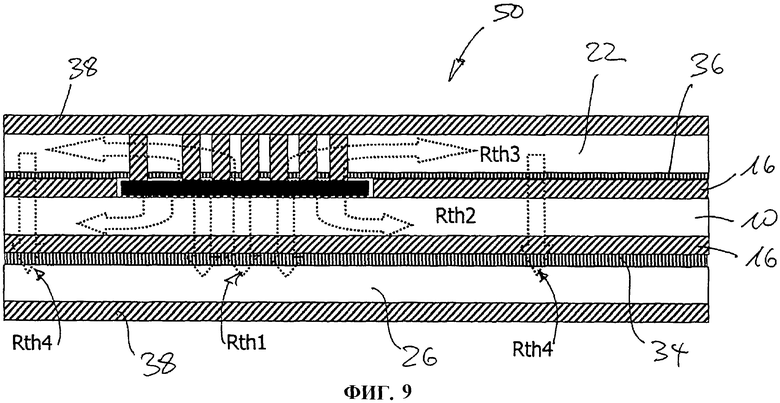
На фиг. 9 показан вариант реализации готового электронного устройства согласно настоящему изобретению.
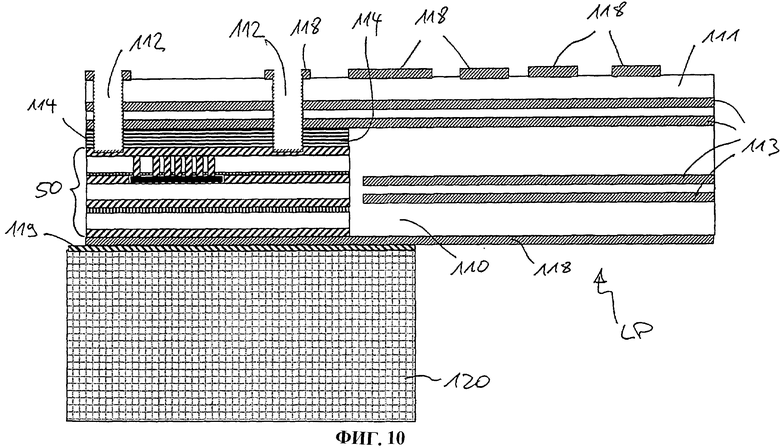
На фиг. 10 показан в разрезе вариант выполнения предлагаемой печатной платы, содержащей интегрированное устройство.
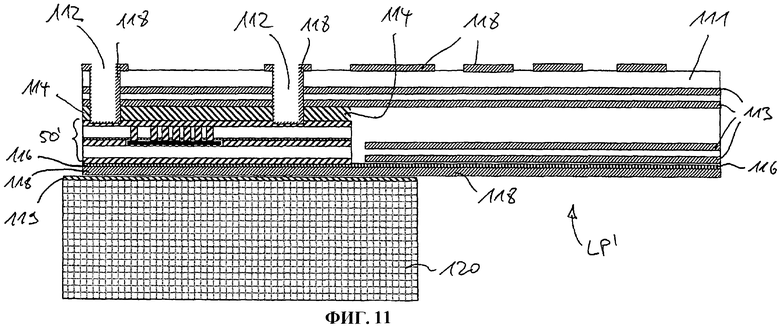
На фиг. 11 показан разрез еще одного варианта реализации предлагаемой печатной платы, содержащей интегрированное устройство.
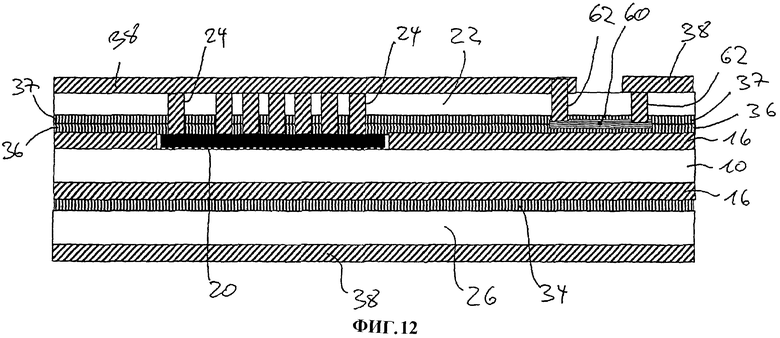
На фиг. 12 показан вид сбоку в разрезе предлагаемого устройства, содержащего встроенный компонент.
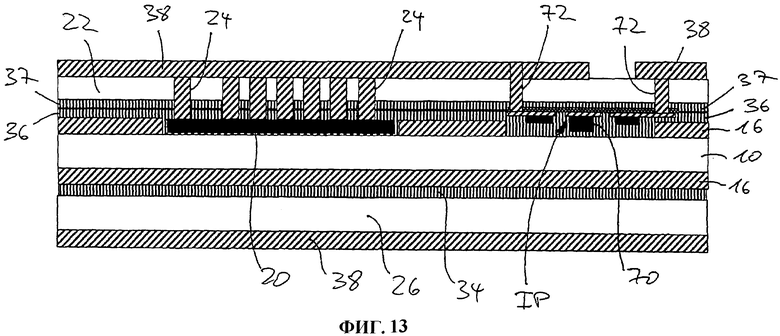
На фиг. 13 показан вид сбоку в разрезе предлагаемого устройства, содержащего встроенный промежуточный соединитель и компонент.
Согласно предлагаемому способу берут подложку 10 из электропроводящего материала, которая имеет верхнюю сторону 12 и нижнюю сторону 14, как показано на фиг. 1. Указанной подложкой может быть, например, медная пластина, но также могут быть использованы другие известные проводящие материалы. Медь имеет три подходящих для использования качества, а именно высокую удельную проводимость, высокую удельную теплопроводность, и по сравнению с другими материалами, имеющими подобные проводящие свойства, может быть приобретена по приемлемой цене. Размеры подложки 10 могут быть выбраны специалистом в соответствии с конкретным случаем применения и с учетом конкретных требований. Обычно размеры подложки могут составлять, например, 600×600 мм при толщине 0,2-1 мм.
Помимо этого, может быть использован менее дорогой металл, характеристики травления которого отличаются от характеристик травления осаждаемого металла, вследствие чего только подложка может быть селективно вытравлена. Таким образом, в качестве материала подложки может быть использован, например, алюминий, предварительно плакированный медью. Такой подход потенциально решает проблему снижения как стоимости, так и веса.
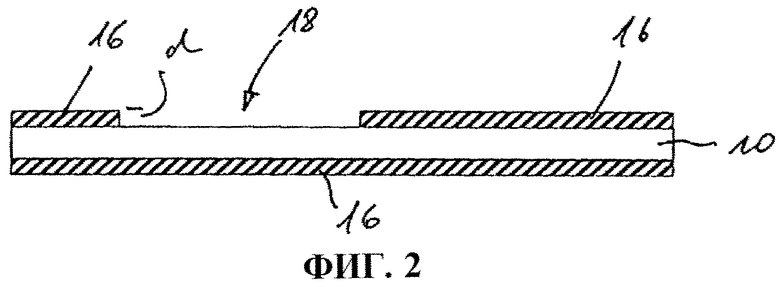
На следующем этапе на подложку 10 наносят первый слой 16 электропроводящего материала. Первый слой 16 наносят на верхнюю сторону 12 и/или нижнюю сторону 14 подложки 10. Указанное нанесение может быть выполнено, например, путем осаждения (металлизацией, гальваническим или электрохимическим осаждением) или другим подходящим известным способом (например, напылением, вакуумным осаждением и т.п. ).
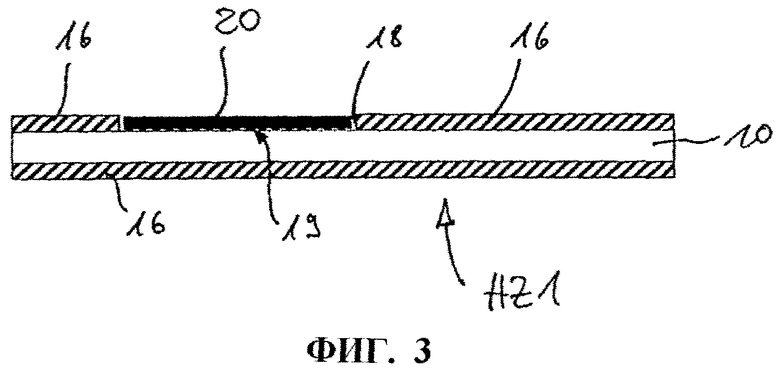
Нанесение первого слоя 16 на подложку 10 согласно настоящему изобретению выполняется способом, при котором создается по меньшей мере одно углубление 18. Размеры (площадь нижней поверхности и глубина) углубления 18 выбираются таким образом, чтобы в него мог быть вставлен необходимый электронный компонент 20 (как показано на фиг. 3), который на следующем этапе вставляют в углубление 18 и укладывают на подложку 10. Указанным электронным компонентом 20 может быть, например, полупроводниковый чип большой мощности или другой подобный компонент. Глубину d углубления 18 выбирают, например, таким образом, чтобы высота компонента 20, который будет в него вставлен, плюс толщина соединительного слоя 19, расположенного между подложкой 10 и нижней стороной компонента 20, были несколько меньше глубины d указанного углубления. Иными словами, металлизация (слой 22) должна быть толще, чем компонент, который будет вставлен в углубление, плюс соединительный слой. Соединительным слоем 19 может быть, например, припойный слой, органический слой или подходящий адгезив. Поверхность подложки 10 в области углубления 18 может быть дополнительно снабжена подходящим благородным металлом (например, Ag, Au, Sn или эквивалентным) для формирования контактной поверхности для компонента. Путем соответствующего комбинирования материала покрытия электронного компонента (или чипа) 20 и покрытия поверхности подложки 10 могут быть созданы составы, которые имеют более высокую точку плавления после пайки, чем перед пайкой. Это может быть достигнуто, например, комбинированием расположенного на компоненте золота (Au) и расположенного на подложке олова (Sn). Олово плавится при температуре 232°С, при которой и происходит процесс пайки. Во время указанного процесса образуются интерметаллические фазы AuSn, температура плавления которых выше 232°С. Это предотвращает повторное плавление при последующей обработке.
Поверхности электронного компонента формируются таким способом, при котором нижняя сторона является подходящей для конкретного способа соединения, например, с паяемой поверхностью, если в качестве способа соединения выбрана пайка. Верхняя сторона компонента сформирована с возможностью последующего гальванического формирования контакта, например путем металлизации контактных поверхностей медью.
Описанный способ создания углубления для приема чипа или другого компонента согласно настоящему изобретению имеет то преимущество, что при последующих технологических операциях прессования/создания слоистой структуры указанный компонент защищен от последствий механического давления, поскольку толщина металлизации (и таким образом глубина d углубления) несколько превышает общую толщину компонента и соединительного слоя. В результате этого поверхность компонента расположена несколько ниже поверхности слоя 22, так что во время прессования к компоненту не прикладывается разрушительное давление. Преимущество создания углубления путем нанесения вокруг него проводящего слоя состоит в том, что углубление имеет прямые углы и вертикальные поверхности (чего весьма трудно достичь иным способом помимо травления), так что углубление может быть сформировано с размерами, точно подходящими к размерам компонента, который будет вставлен в указанное углубление.
Выемки, выполненные вокруг компонента 20 для компенсирования монтажных допусков, после завершения процессов монтажа и пайки могут быть заполнены подходящим материалом, например стандартным заливочным компаундом.
После вставки компонента 20 в углубление 18, как описано выше, первая заготовка HZ1 является завершенной.
Согласно одному варианту реализации первая заготовка может быть выполнена с участками F1, F2, F3, F4, которые ограничены каналами K1, K2, K3 (как показано на фиг. 4). Участки F1, F2, F3, F4 должны быть электрически изолированы друг от друга после завершения заготовки. С этой целью каналы K1, K2, K3 формируют в первом слое 16 и подложке 10, например, травлением; на этом этапе указанные каналы имеют перемычки S, которые проходят поперек каналов K1, K2, K3 и механически соединяют их и которые обеспечивают жесткость (действуют в качестве удерживающих перемычек). По завершении процесса создания слоистой структуры, описанного ниже, указанные удерживающие перемычки удаляют подходящим способом, например высверливанием, разрезанием, вырубанием и т.п. Таким образом, в указанном электронном устройстве создаются области с развязкой по напряжению. Полукруглые или частично круглые выемки 28, которые видны в нижней части первой заготовки HZ1 на фиг. 4, обеспечивают развязку по напряжению сквозных отверстий в готовом устройстве. Участки F1, F2, F3, F4, сформированные, как описано выше, согласно настоящему изобретению образуют поверхности для отвода тепла от электронных компонентов 20. Размеры каждого участка F1, F2, F3, F4 выбирают таким образом, что теплоотводящие поверхности, предназначенные для каждого вставленного компонента, фактически являются одинаковыми.
Описанные выше каналы могут быть заполнены перед началом создания слоистой структуры для уменьшения количества смолы, которая должна быть введена в слоистую структуру перед процессом прессования (как показано на фиг. 6). Это может оказаться необходимым, например, если, с одной стороны, между указанными тремя заготовками HZ1, HZ2, и HZ3 требуется оставить очень узкие изолирующие зазоры, а с другой стороны, если необходимо заполнить длинные и широкие каналы.
Это может быть достигнуто, например, с использованием печати или посредством роликового устройства для нанесения покрытия. Смола не обязательно должна быть теплопроводящей.
Участки, описанные выше, служат в контексте аспекта настоящего изобретения для задания идентичных поверхностей устройства для "симметричного" отвода тепла от компонентов, которые будут расположены на указанных участках. В этом отношении термин "симметричный" означает, что тепло, выделенное компонентами во время работы, равномерно отводится благодаря имеющим одинаковые размеры поверхностям, выделенным для каждого компонента, как описано ниже со ссылкой на фиг. 9.
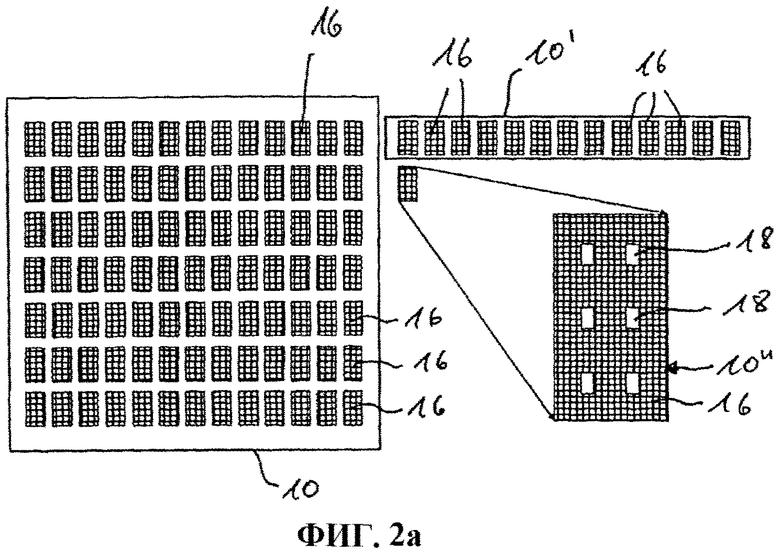
Согласно одному варианту реализации после выполнения этапа, показанного на фиг. 2, подложка 10 может быть разъединена, как показано на фиг. 2а.
На фиг. 2а слева показан вид сверху подложки 10, содержащей карты (в примере, представленном на чертеже, 91 карту), которые будут оборудованы устройствами. Как показано на фиг. 2а справа, разделение электронных компонентов 20, описанных выше, с целью их вставки может быть выполнено посредством полос 10′ или отдельных карт 10″. Согласно данному примеру варианта реализации отдельная карта 10″ (показана в увеличенном виде) имеет шесть углублений 18. После вставки компонентов в углубления полосы или отдельные карты снова повторно собирают, например, путем их размещения в подходящем лотке (не показан).
Для изготовления второй заготовки HZ2 согласно настоящему изобретению получают первый плоский элемент 22 из электропроводящего материала (как показано на фиг. 5). В качестве указанного первого плоского элемента использован планарный элемент, например пластина из подходящего электропроводящего материала. Используемый материал может быть медью по причинам, указанным выше. Размеры первого плоского элемента выбираются на основании измерений подложки 10 по причинам, относящимся к последующим этапам обработки, описанным ниже; согласно описанному варианту реализации эти размеры составляют примерно 600×600 мм. Толщина пластины может составлять примерно 0,2 мм; однако может быть выбрана более толстая или более тонкая пластина в зависимости от требований в каждом конкретном случае.
После получения плоского элемента в нем по меньшей мере в одном месте делают сквозные отверстия 24 для последующего формирования сквозных соединений. Отверстия 24 для сквозных соединений могут быть выполнены путем сверления, вырубки, травления, с использованием лазера или другими известными способами.
После указанного этапа вторая заготовка HZ2 согласно настоящему изобретению является завершенной.
Затем в качестве третьей заготовки HZ3 (не показана отдельно) получают второй плоский элемент 26 из электропроводящего материала.
Затем путем совмещения элементов, расположенных в первой заготовке HZ1 и третьей заготовке HZ3, выравнивают указанные две заготовки друг с другом при формировании слоистой структуры, что в принципе является известным.
Для улучшения адгезии используемых при создании слоистой структуры смол верхние поверхности всех или отдельных указанных трех заготовок HZ1, HZ2, HZ3 могут быть выполнены шероховатыми с использованием подходящих способов и/или покрыты улучшающими адгезию слоями (связующими материалами) перед сборкой слоев на следующем этапе. В случае первой заготовки подходящий связующий материал может быть применен одновременно к поверхности заготовки и к поверхности электронного компонента.
На фиг. 6 показано расположение указанных трех уже изготовленных заготовок HZ1, HZ2, HZ3,.
Первая заготовка HZ1 размещена на третьей заготовке HZ3, причем сторона первой заготовки HZ1 с вставленным компонентом 20 обращена вверх и таким образом в другую сторону от третьей заготовки HZ3. Перед размещением заготовок друг на друге между указанными двумя заготовками размещают первый промежуточный предварительно пропитанный смолой изоляционный слой 34. Слой 34 может быть выполнен таким образом, что он не заходит в противоположные взаимодействующие части выравнивающих элементов, если таковые имеются.
После размещения второго предварительно пропитанного слоя 36 вторую заготовку HZ2 размещают на первом слое 16 на верхней стороне 12 первой заготовки HZ1 таким образом, чтобы сквозные отверстия 24 заготовки HZ2 были расположены в заданной ориентации над электронным компонентом 20, так что указанные отверстия впоследствии могут служить в качестве сквозных соединений для компонента 20.
При необходимости предварительно пропитанный слой может быть предварительно перфорирован в области будущих сквозных соединений (сквозных отверстий 24). С этой целью удаляют стеклоткань в области сформованных отверстий для облегчения последующего лазерного сверления, при котором предварительно пропитанный слой размещают в нужном положении и выравнивают с отверстиями 24 для сквозных соединений, так что лазеру останется только удалить смолу по завершении процесса создания слоистой структуры.
При выборе материала для предварительно пропитанных слоев важным является его хорошая удельная теплопроводность. Например, может быть использован материал, имеющий высокую теплопроводность. Могут быть использованы предварительно пропитанные слои на основе смол, содержащих наполнители с высокой теплопроводностью, например А1203 или нитрид титана. Толщина предварительно пропитанного слоя выбирается на основании необходимой удельной теплопроводности, а также других параметров, например диэлектрической прочности.
Затем слоистую структуру, показанную на фиг. 6, созданную таким образом, спрессовывают или ламинируют с использованием известных технологических параметров.
На следующем этапе обработки отверстия 24 для сквозных соединений, заполненные изоляционной смолой во время создания слоистой структуры, зачищают (включая удаление стекловолокон, если остались). Это может быть выполнено известными способами, например, посредством лазера, как обозначено на фиг. 7 условно показанными лазерными вспышками.
После удаления из сквозных отверстий 24 диэлектрика непосредственно над электронным компонентом 20 на диэлектрических стенках отверстий 24 формируют известным способом, с использованием предварительно пропитанного слоя 36, тонкий электропроводящий слой. Этот слой может быть создан, например, путем химического осаждения, например, меди.
Затем на верхний слой 22 промежуточной слоистой структуры, созданной таким образом, наносят слой 38 покрытия из электропроводящего материала. Указанный электропроводящий материал также может состоять, например, из меди, осажденной гальваническим способом, так что отверстия 24 для сквозных соединений оказываются заполненными полностью или по меньшей мере в достаточной степени для хорошего контакта с электронным компонентом 20, расположенным под ними. Покрывающий слой также может быть нанесен на нижнюю сторону (нижний слой 26) промежуточной слоистой структуры, как, например, в варианте реализации, показанном на фиг. 8.
На фиг. 9 показано в разрезе электронное устройство 50 согласно настоящему изобретению, содержащее медную или металлическую основу предыдущей подложки 10 и осажденные на нее гальваническим способом медные или металлические слои 16, на которых (выше и ниже) размещены теплопроводящие диэлектрические слои 34, 36, на которых (выше и ниже), в свою очередь, размещены дополнительные медные или металлические слои 22, 26, 38 со встроенным компонентом или чипом 20, контакт с которым осуществлен посредством металлических/медных соединений 24.
Указанная конструкция электронного устройства согласно настоящему изобретению является прочной и характеризуется высокоэффективным теплоотводом, существенно меньшей себестоимостью при производстве, а также лучше поддается микроминиатюризации и отличается высокой стойкостью против разрушения по сравнению с керамическими подложками, имеющими сопоставимые рабочие характеристики. Способ гальванического создания контактов позволяет уменьшить размеры чипов, поскольку в указанной конструкции не используются толстые проволочные соединения.
На фиг. 9 пути отвода тепла от устройства 50 обозначены пунктирными стрелками, соединенными с различными тепловыми сопротивлениями Rth1-Rth4. Как показано на чертеже, устройство 50, выполненное согласно настоящему изобретению, содержит несколько указанных путей отвода тепла, которые, в частности, служат для отвода тепла, выделяемого электронным компонентом. Это достигается помимо прочего путем использования двух медных уровней для электрического и теплового соединения. Такой подход позволяет размещать компоненты с более высокими рабочими характеристиками на той же самой площади поверхности (т.е. обеспечивать повышенную удельную мощность) и/или увеличивать доступную поверхность системы токопроводящих дорожек без риска перегрева. Этот эффект используется для теплоотвода, т.е. тепловое сопротивление уменьшается пропорционально увеличению площади поперечного сечения.
Материалы, используемые для настоящего изобретения, предпочтительно характеризуются повышенными коэффициентами удельной теплопроводности. Стандартные предварительно пропитанные смолой материалы имеют удельную теплопроводность примерно 0,2-0,3 Вт/м·К. Однако также могут быть использованы материалы с удельной теплопроводностью 0,8-2,0 Вт/м·К.
Предпочтительно поверхности участков F1, F2, F3 и одна треть поверхности участка F4 имеют одинаковые размеры (как показано на фиг. 4) для того, чтобы все компоненты имели одинаковые поверхности теплоотвода. При этом следует отметить, что участки, на которых должно быть расположено большое количество компонентов/чипов, должны иметь поверхность, площадь которой превышает площадь поверхности теплоотвода для отдельного компонента в число раз, которое равно количеству компонентов, установленных на данном участке, для обеспечения достаточного теплообмена, предусмотренного согласно настоящему изобретению. Такой подход позволяет избежать ситуаций, в которых из-за различных конфигураций один чип нагревается сильнее других чипов (т.н. эффект "локального перегрева"), в результате чего приходится снижать рабочие характеристики всей системы для достижения приемлемой температуры одного чипа, который нагревается сильнее остальных.
Устройство 50, изготовленное согласно настоящему изобретению, может быть встроено в печатную плату, как показано на фиг. 10.
Для этого электронное устройство 50 вставляют в выемку печатной платы, предназначенную для этой цели, и спрессовывают вместе с ней, так что после завершения процесса прессования верхняя поверхность печатной платы находится вровень с верхней поверхностью устройства. На фиг. 10 диэлектрические слои 110, 111 показаны как светлые слои печатной платы LP, а проводящие слои 113 показаны как затененные слои. На чертеже также показаны два глухих отверстия 112, которые служат для контакта устройства 50 с печатной платой LP. Горизонтально затененный слой 114 с низкой удельной теплопроводностью расположен непосредственно над устройством 50. Между радиатором 120 и нижним (медным) наружным слоем 118 печатной платы LP может быть размещен слой 119 из теплопроводящего материала, который образует непрерывный тепловой переход.
Согласно еще одному варианту реализации при монтаже в печатную плату LP третьей заготовкой HZ3 над последовательностью слоев 34, 26, 38 можно пренебречь. Пример такого варианта выполнения показан на фиг. 11, на котором электронное устройство 50′ непосредственно встроено в печатную плату LP′ без третьей заготовки HZ3. Печатная плата LP′ отличается от показанной на фиг. 10 наличием дополнительного теплопроводящего предварительно пропитанного слоя 116, проходящего по нижней стороне печатной платы и встроенного устройства 50′.
Затем в качестве общего наружного слоя для печатной платы и устройства 50′ нанесен (одновременно с гальваническим осаждением покрытия для формирования сквозных соединений в виде столбиков 112 на верхней стороне печатной платы) медный слой 118. При встраивании устройства 50′ в печатную плату LP′ их спрессовывают вместе с указанным теплопроводящим наружным диэлектрическим слоем. Под устройством 50′ снизу от наружного слоя 116 также расположены слой 118 меди, слой 119 теплопроводящего материала и радиатор 120.
Согласно еще одному варианту реализации печатная плата имеет конструкцию, при которой она проходит под устройством и выполняет функцию теплоотводящей поверхности (не показана), которую в двух вариантах реализации, показанных на фиг. 11 и 12, выполняет радиатор 120.
Область печатной платы над устройством, как указано выше, может быть выполнена с возможностью сниженной теплопередачи в восходящем направлении. Таким образом, может быть предотвращен или по меньшей мере минимизирован перегрев любых чувствительных к температуре компонентов, расположенных на печатной плате. С этой целью, как показано на фиг. 11 и 12, в качестве замены слоя 114, имеющего низкую удельную теплопроводность, или, в дополнение к нему, в нем может быть выполнена по меньшей мере одна полость (не показана), расположенная над устройством в непосредственной близости от него. В этом случае электрическое и механическое соединение устройства с печатной платой достигается посредством боковых краев и оставшейся части поверхности.
Согласно настоящему изобретению между первой заготовкой HZ1 и второй заготовкой HZ2 могут быть расположены два предварительно пропитанных слоя 36, 37, между которыми, в свою очередь, размещен компонент. Указанным компонентом может быть, например, компонент 60 для измерения тока или обнаружения тока (шунт) (в показанном на фиг. 12 варианте реализации это пленочный компонент). Контакт с указанным компонентом осуществлен, как описано выше в различных контекстах, например, посредством выполненных с использованием лазера сквозных металлизированных отверстий 62.
Согласно еще одному варианту реализации, как описано выше со ссылкой на фиг. 12, между двумя предварительно пропитанными слоями 36, 37 между первой заготовкой HZ1 и второй заготовкой HZ2 может быть расположен по меньшей мере один пассивный дискретный компонент 70, например, посредством вставки IP, как показано на фиг. 13. В зависимости от высоты указанного компонента в первой заготовке HZ1 может быть сформирована полость 17 для приема вставки IP. Контакт по-прежнему может быть осуществлен посредством выполненных с использованием лазера сквозных металлизированных отверстий 72 или другим соответствующим способом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОННОЕ ВЕЙПИНГОВОЕ УСТРОЙСТВО, ИСПОЛЬЗУЮЩЕЕ СТРУЙНЫЙ РАСПЫЛИТЕЛЬНЫЙ КАРТРИДЖ, И СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОННЫМ ВЕЙПИНГОВЫМ УСТРОЙСТВОМ | 2018 |
|
RU2773128C2 |
| ТРЕХМЕРНЫЙ ЭЛЕКТРОННЫЙ МОДУЛЬ | 1997 |
|
RU2133523C1 |
| ЭЛЕКТРОННОЕ УСТРОЙСТВО | 2022 |
|
RU2820193C2 |
| УСТРОЙСТВО СТАБИЛИЗАЦИИ ТЕМПЕРАТУРЫ ЭЛЕКТРОННЫХ КОМПОНЕНТОВ | 2012 |
|
RU2529852C2 |
| КОНСТРУКЦИОННЫЙ ЭЛЕМЕНТ С ПО МЕНЬШЕЙ МЕРЕ ОДНИМ ЭЛЕКТРОННЫМ КОМПОНЕНТОМ И СВЯЗАННЫЙ С НИМ СПОСОБ | 2015 |
|
RU2664952C2 |
| ВСТРАИВАЕМОЕ ЭЛЕКТРОННОЕ УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ВСТРАИВАЕМЫХ ЭЛЕКТРОННЫХ УСТРОЙСТВ | 2007 |
|
RU2471233C2 |
| ЭЛЕКТРОННОЕ УСТРОЙСТВО, ВКЛЮЧАЮЩЕЕ В СЕБЯ АНТЕННУ И ТЕПЛОРАССЕИВАЮЩУЮ КОНСТРУКЦИЮ | 2020 |
|
RU2811572C2 |
| ЭЛЕКТРОННАЯ СИГАРЕТА С УСОВЕРШЕНСТВОВАННЫМ ИСПАРИТЕЛЬНЫМ УСТРОЙСТВОМ | 2019 |
|
RU2747302C1 |
| СПОСОБ СБОРКИ ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2012 |
|
RU2492549C1 |
| ЭЛЕКТРОННЫЙ КОМПОНЕНТ И ЭЛЕКТРОННОЕ УСТРОЙСТВО | 2013 |
|
RU2573252C2 |
Настоящее изобретение предлагает электронное устройство (50), содержащее электропроводящий основной слой (10), с обеих сторон которого нанесен первый слой (16), сформированный из электропроводящего материала, причем в углублении (18) первого слоя (16) расположен по меньшей мере один электронный компонент (20), указанный первый слой (16) закрыт в каждом случае электроизолирующим теплопроводящим слоем (34, 36), а на теплопроводящем слое (34, 36) в каждом случае расположен дополнительный слой (22, 26), выполненный из электропроводящего материала и покрытый в каждом случае покрывающим слоем (38), выполненным из электропроводящего материала, при этом в электронном устройстве имеются также сквозные металлизированные отверстия (24), выполненные из материала покрывающего слоя (38) и проходящие сквозь электроизолирующий теплопроводящий слой (36), покрывающий электронный компонент (20), и дополнительный слой (22), выполненный из электропроводящего и теплопроводящего материала, для создания контакта с электронным компонентом (20). Изобретение обеспечивает снижение стоимости, уменьшение размеров, повышение надежности электронного устройства. 4 н. и 12 з.п. ф-лы, 13 ил. 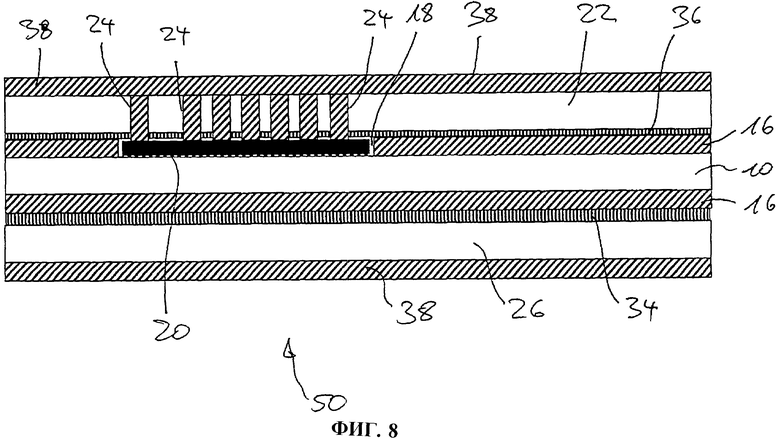
1. Электронное устройство (50, 50′), содержащее электропроводящий основной слой (10), с обеих сторон которого нанесен первый слой (16), сформированный из электропроводящего материала, причем в углублении (18) первого слоя (16) расположен по меньшей мере один электронный компонент (20), а указанный первый слой (16) над электронным компонентом (20) покрыт электроизолирующим теплопроводящим слоем (36), на котором расположен дополнительный слой (22), выполненный из электропроводящего материала и покрытый покрывающим слоем (38), выполненным из электропроводящего материала, при этом в электронном устройстве имеются также сквозные соединения (24), выполненные из материала покрывающего слоя (38) и проходящие сквозь электроизолирующий теплопроводящий слой (36), покрывающий электронный компонент (20), и дополнительный слой (22), выполненный из электропроводящего и теплопроводящего материала, для создания контакта с электронным компонентом (20).
2. Электронное устройство (50) по п. 1, в котором первый слой (16) покрыт с каждой стороны соответственно электроизолирующим теплопроводящим слоем (34, 36), а на каждом электроизолирующем теплопроводящем слое расположен соответственно дополнительный слой (22, 26), выполненный из электропроводящего материала и покрытый соответственно покрывающим слоем (38), выполненным из электропроводящего материала.
3. Электронное устройство (50, 50′) по п. 1 или 2, в котором в случае наличия по меньшей мере двух электронных компонентов (20) каждому компоненту (20) назначена теплоотводящая поверхность, при этом теплоотводящие поверхности для каждого установленного компонента (20) фактически являются одинаковыми.
4. Способ изготовления электронного устройства (50, 50′), содержащий следующие этапы, на которых:
изготавливают первую заготовку (HZ1) путем выполнения этапов, на которых:
получают подложку (10) из электропроводящего материала, имеющую верхнюю сторону (12) и нижнюю сторону (14);
наносят на верхнюю сторону (12) и/или нижнюю сторону (14) подложки (10) первый слой (16) из проводящего материала, в котором выполнено по меньшей мере одно углубление (18) для приема электронного компонента; и
вставляют в указанное по меньшей мере одно углубление (18) по меньшей мере один компонент (20);
изготавливают вторую заготовку (HZ2) путем выполнения этапов, на которых:
получают первый плоский элемент (22) из электропроводящего материала и
выполняют в первом плоском элементе (22) отверстия (24) для последующего формирования сквозных соединений;
складывают указанные две заготовки (HZ1, HZ2) в форме слоистой структуры путем размещения второй заготовки (HZ2) на первой заготовке (HZ1) с размещением между ними предварительно пропитанного слоя (36);
формируют слоистую структуру;
удаляют смолу из отверстий (24) в первом плоском элементе (22), заполненных смолой после этапа формирования слоистой структуры;
по меньшей мере частично заполняют отверстия (24) проводящим материалом (38) для формирования сквозного соединения.
5. Способ по п. 4, в котором перед этапом складывания:
изготавливают третью заготовку (HZ3) путем получения второго плоского элемента (26) из электропроводящего материала;
складывают указанные три заготовки (HZ1, HZ2, HZ3) в форме слоистой структуры путем размещения первой заготовки (HZ1) на третьей заготовке (HZ3), а также путем размещения второй заготовки (HZ2) на первой заготовке (HZ1) с соответствующим размещением между ними предварительно пропитанных слоев (34, 36).
6. Способ по п. 4 или 5, согласно которому после вставки указанного по меньшей мере одного электронного компонента (20) и перед этапом прессования заполняют пустоты в углублении (18) вокруг компонента (20).
7. Способ по п. 4 или 5, согласно которому формируют в первом слое (16) и подложке (10) каналы (К1, К2, КЗ), причем указанные каналы имеют удерживающие перемычки (S) для удаления после этапа формирования слоистой структуры.
8. Способ по п. 4 или 5, согласно которому на этапе складывания размещают между первой заготовкой (HZ1) и второй заготовкой (НZ2) два предварительно пропитанных слоя (36, 37), при этом между указанными двумя предварительно пропитанными слоями (36, 37) размещают дополнительный компонент (60) и/или вставку (IP) и обеспечивают контакт с указанным компонентом или указанной вставкой посредством сквозных металлизированных отверстий (62, 72) после этапа прессования.
9. Способ по п. 8, согласно которому на этапе изготовления второй заготовки (HZ2) выполняют сквозные отверстия для контакта с дополнительным компонентом (60) и/или вставкой (IP).
10. Печатная плата (LP, LP′), содержащая электронное устройство (50, 50′) по п. 1 или 2.
11. Печатная плата (LP, LP′) no п. 10, поверхность которой расположена вровень с электронным устройством (50, 50′), причем к выровненному месту перехода между печатной платой (LP, LP′) и электронным устройством (50, 50′) подсоединен радиатор (120).
12. Печатная плата (LP, LP′) по п. 10 или 11, в которой между электронным устройством (50, 50′) и токоведущими дорожками (113) расположенной над ним печатной платы (LP, LP′) размещен слой (114) с низкой удельной теплопроводностью.
13. Способ встраивания электронного устройства (50, 50′) в печатную плату, содержащий этапы, на которых:
получают электронное устройство (50, 50′) по п. 1 или 2;
получают печатную плату, содержащую выемку для приема электронного устройства (50, 50′);
вставляют в указанную выемку слой (114) с низкой удельной теплопроводностью;
размещают в указанной выемке в печатной плате, на слое (114) с низкой удельной теплопроводностью электронное устройство (50, 50′);
спрессовывают слоистую структуру, сформированную таким образом;
наносят электропроводящий слой (118), формирующий общий наружный слой, который также служит для контакта электронного устройства (50, 50′) с печатной платой (LP, LP′).
14. Способ по п. 13, согласно которому на слое, образующем общий наружный слой (118) в области электронного устройства (50, 50′), монтируют радиатор (120).
15. Способ по п. 14, согласно которому между электропроводящим слоем (118) и радиатором (120) размещают теплопроводящий слой (119) для формирования непрерывного теплового соединения.
16. Способ по п. 13, согласно которому между печатной платой со вставленным электронным устройством с одной стороны и общим наружным слоем (118) с другой стороны размещают теплопроводящий диэлектрик (116).
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| DE 10031952 A1, 05.04.2001 | |||
| DE 102009013818 A1, 19.11.2009 | |||
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| ТРЕХМЕРНЫЙ ЭЛЕКТРОННЫЙ МОДУЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2176134C2 |

