Изобретение относится к области сборки электронной аппаратуры с применением корпусированных и бескорпусных электронных компонентов, а конкретно к конструкции трехмерного электронного модуля, способу его изготовления и ремонта.
Известно конструктивное решение по патенту США 3,725,744 H 05 K 1/04 от 11.06.71 г. Соединительная сборка электрических компонентов.
Сборка для электрического соединения друг с другом различных миниатюрных электрических компонентов включает плоскую поверхность такую, как материнская плата, которая удерживает электрические компоненты так же, как, по меньшей мере, одну тонкую изолирующую ленту, лежащую в плоскости, находящейся перпендикулярно к поверхности и имеющей множество отверстий, расположенных в соответствии с заранее определенным чертежом схемы. Множество разделенных электропроводных столбиков и, по меньшей мере, одна электропроводящая шина установлены на противоположных сторонах изолирующей ленты и располагаются в поперечных направлениях так, чтобы пересечь вышеупомянутые отверстия в соответствии с заранее определенным чертежом. В этом случае выбранные заранее столбики приварены к заранее выбранным шинам сквозь пересекаемые отверстия и также электрически соединены к разным электрическим компонентам, которые посредством этого соединяют различные электрические компоненты в соответствии с вышеупомянутым заранее определенным чертежом схемы. Из описания патента и из фиг. 1 следует, что компоненты расположены между платами модулей, входящих в сборку. При этом модули имеют электрический контакт с материнской платой через одну из сторон плат.
К преимуществам данного решения можно отнести комплексное построение аппаратуры в целом и получение положительного эффекта от расположения электронных компонентов между платами.
Недостатком данной конструкции является большая трудоемкость первичного монтажа электронных компонентов и сложность извлечения вышедшего из строя компонента (для его извлечения нужно выпаять весь модуль и отпаять все компоненты по меньшей мере от одной из плат); не решены вопросы теплоотвода.
Известно также решение по патенту Франции N 1487033 от 22.05.67 г. Единый блок схем и способ его изготовления.
Корпусированный компонент вставляется в плоскую плату таким образом, что его выводы входят в пазы платы и заканчиваются заподлицо с торцем платы. Платы собираются в пакет, образуя трехмерную конструкцию модуля. На грани модуля наносятся проводники, соединяющие компоненты между собой. Сверху модуль закрывается крышкой, а снизу имеется плата с внешними контактами. Все платы склеиваются между собой, образуя монолитную конструкцию модуля.
Данное решение обладает всеми преимуществами трехмерных сборок, в том числе с применением корпусированных компонентов.
Недостатком данной конструкции является его неразборность и трудность извлечения бракованного компонента. Не решен вопрос теплоотвода непосредственно от компонента.
Известно техническое решение, опубликованное в Справочнике конструктора РЭА под ред. Р. Г. Варламова (М.: Советское радио, 1980 г.), с. 104, рис. 5.4е.
Разновысокие этажерочные модули находятся между параллельно расположенными коммутационными платами и имеют с ним электрический и механический контакт. Самый высокий модуль определяет высоту сборки, остальные модули имеют механический контакт с одной из плат и выводами разной длины и электрически соединены с другой платой.
Решение весьма схематично. Для разборки и замены любого вышедшего из строя модуля нужно выпаять из одной из плат все модули. Обратный монтаж плат также затруднен, так как нужно ввести одновременно в отпаянную плату все контакты модулей. Нет решения теплоотвода.
Известно техническое решение по а. с. SU 1167774 A1 H 05 K 13/00 от 21.01.1983 г. Способ установки радиоэлементов между смежными платами радиоэлектронных приборов и инструмент для его осуществления.
По данному авторскому свидетельству способ, включающий размещение радиоэлементов между монтажными платами, формовку выводов с одной стороны радиоэлемента и введение выводов радиоэлемента в монтажные отверстия плат, предусматривал предварительную формовку выводов с одной стороны радиоэлемента изгибанием их под прямым углом к оси выводов, а при введении выводов радиоэлемента в монтажные отверстия плат - осуществление размещения радиоэлемента между платами, смещение радиоэлемента к одной из плат с введением неформованных выводов радиоэлемента в монтажные отверстия, разгибание формованных выводов радиоэлемента и смещение радиоэлемента к другой плате с введением разогнутых выводов в монтажные отверстия платы. Инструмент для установки радиоэлементов между смежными платами выполнен в виде вилки, образованной двумя стержнями, установленными с зазором на рукоятке, при этом стержни выполнены с плоскими поверхностями, обращенными одна к другой, а боковая поверхность одного из стержней сопряжена с его плоской поверхностью посредством цилиндрической поверхности с переменной кривизной.
Достоинствами данного технического решения является доказательство принципиальной возможности замены корпусированного компонента, находящегося между двумя параллельно расположенными жесткими коммутационными платами без демонтажа остальных компонентов, входящих в модуль, а также разработка одной из конструкций инструмента для осуществления ремонта.
Однако в указанной заявке нет конструктивного решения трехмерного модуля с расположением компонентов между платами, нет последовательности операций изготовления модуля и конструктивного решения по эффективному теплоотводу от нагревающихся компонентов, что значительно ограничивает сферу применения данного изобретения.
Известна конструкция корпуса электронного прибора по патенту Германии DE 3813396 A1 H 05 K 5/02 от 02.11.89 г.
Предлагается корпус электронного прибора, который характеризуется тем, что по меньшей мере одна стенка прибора является металлической соединительной пластиной, благодаря чему прибор приобретает большую механическую прочность и стенка служит для оптимального теплоотвода.
Достоинством данной конструкции является попытка обеспечить одновременную жесткость и теплоотвод от электронного прибора.
К недостаткам следует отнести отсутствие конструктивного построения модуля в целом, нет описания последовательности сборки и ремонта модуля.
Известно также техническое решение по патенту США 5,025,307 H 01 L 39/02 от 18.06.91 г. Модульное полупроводниковое устройство.
Модульное полупроводниковое устройство включает пару, как правило, параллельных схемных плат и множество корпусов ИС, установленных между электронными схемными платами. Два или более модульных полупроводниковых устройств могут быть собраны одно на другое так, что емкость памяти может быть легко увеличена и функциональный уровень может быть легко повышен. Излучающее ребро планарной или сотовой структуры может быть предусмотрено в близком контакте с корпусом ИС.
К преимуществам данной конструкции можно отнести расположение ИС между схемными платами, а также предложенный вариант сотовой конструкции теплоотвода.
Но в патенте совершенно не раскрыты варианты первоначальной сборки модульного устройства, которые могут оказаться весьма трудоемкими, а также возможность его ремонта. Использование газа в качестве охлаждающего элемента делает конструкцию громоздкой и практически не дает выигрыша по объему по сравнению с традиционными методами монтажа.
Известна конструкция модуля с теплоотводящей стенкой по патенту США 3,348,101 от 17.10.67 г.
Высокоплотный модуль, содержащий теплоотводящую стенку, включающую прямоугольную плоскую пластину с хорошей теплопроводностью, имеющую существенно прямые края, сборочные выступы, закрепленные вдоль каждого из параллельных краев данной пластины. Имеется пара печатных плат, каждая из которых включает, по меньшей мере, одно сборочное отверстие, каждая из которых установлена поверх одного из упомянутых сборочных выступов и находится плоскопараллельно по отношению к другой плате, данные платы имеют печатную схему, по крайней мере, на одной стороне и включают зазубренные края. Множество электрических компонентов с выводами, установленными в зазубренные края упомянутых печатных плат, и упомянутая стенка содержит отверстие и фланец для установки дополнительного электрического компонента, обеспечивая средства для отвода тепла от данного компонента.
Преимуществами данной конструкции является возможность использования различных электронных компонентов при относительной простоте первоначальной сборки и ремонте, а также решение вопроса теплоотвода от нагревающих компонентов путем размещения их в отверстиях теплоотводящего ребра.
Значительным ограничительным признаком можно считать только однорядное с каждой стороны теплоотводящего ребра расположение контактов компонентов, вызывает сомнение запайка выводов компонентов в зазубрины печатных плат с точки зрения надежности конструкции. Не показана общая конструкция модуля при компоновке электронных устройств.
Наиболее близким к заявляемому изобретению является решение по авторскому свидетельству SU 1167774 А.
Целью данного изобретения является создание универсальной конструкции трехмерного электронного модуля с возможностью использования корпусированных и бескорпусированных компонентов, обеспечив при этом высокую плотность упаковки и эффективный теплоотвод, а также сохранив хорошую ремонтопригодность.
Поставленная задача решается тем, что в трехмерном электронном модуле, содержащем преимущественно стандартные корпусированные компоненты и/или микроплаты с бескорпусными активными и пассивными компонентами, причем корпусированные компоненты и микроплаты имеют преимущественно двустороннее расположение выводов и находятся между параллельно расположенными коммутационными платами модуля, имеющим теплоотвод и внешние выводы, согласно изобретению, между параллельно размещенными коммутационными платами торцевыми поверхностями к ним расположена по меньшей мере одна соединительная плата, имеющая электрический и механический контакт с коммутационными платами; отводящая гребенка частично охватывает корпус компонента или основание микроплаты и содержит по меньшей мере один выступ или плоскость, имеющую тепловой контакт с внешней системой теплоотвода, при этом корпус компонента и основание микроплаты выполнены преимущественно из теплопроводящего материала.
При этом корпусированные компоненты могут размещаться в пазах и отверстиях теплорастекателя, имеющего тепловой контакт с теплоотводящей гребенкой.
В случае применения в конструкции трехмерного электронного модуля корпусированных или бескорпусных компонентов с многорядным или матричным расположением выводов целесообразно эти компоненты смонтировать предварительно на микроплату с двусторонным расположением выводов.
Для обеспечения ремонтопригодности по меньшей мере одна из коммутационных плат может быть выполнена в виде гофрированной гибкой печатной платы, при этом величина гофра позволяет заменять вышедший из строя корпусированный компонент или микроплату без демонтажа других корпусированных компонентов или микроплат, входящих в состав трехмерного электронного модуля.
По меньшей мере одна из коммутационных или соединительных плат может содержать внешние выводы трехмерного электронного модуля; соединительная плата может быть также выполнена в виде гибкого кабеля или гибкой печатной платы.
Для обеспечения необходимой жесткости конструкции и расширения возможности межсоединений по меньшей мере одна коммутационная плата и/или соединительная плата выполняется в виде жесткой печатной платы, имеющей двустороннюю или при необходимости многослойную разводку проводников.
Соединительная или коммутационные платы могут иметь, по меньшей мере, один металлизированный выступ для электрического и механического соединения между собой.
Возможен вариант теплоотвода, когда нагревающийся во время работы корпусированный компонент имеет тепловой контакт с соседним теплопроводным корпусом смежного компонента, используя его как теплоотводящее ребро.
Поставленная задача решается также тем, что способ изготовления и ремонта трехмерного электронного модуля, включающий изготовление печатных коммутационных плат с металлизированными отверстиями, размерную отрезку выводов корпусированных компонентов и микроплат, размещение между коммутационными платами корпусированных компонентов и/или микроплат с бескорпусными или корпусированными компонентами, электрическое соединение корпусированных компонентов и/или микроплат с коммутационными платами, согласно изобретению, состоит в том, что при первичной сборке модуля в пазы или на поверхность ребер теплоотводящей гребенки наносят слой теплопроводной смазки, механически соединяют одну из коммутационных плат с теплоотводящей гребенкой, вставляют корпусированный компонент или микроплату в пазы теплоотводящей гребенки и опускают корпусированный компонент или микроплату в сторону коммутационной платы, вводят выводы корпусированного компонента или микроплаты в металлизированные отверстия коммутационной платы, устанавливают вторую коммутационную плату и соединяют ее механически с теплоотводящей гребенкой, вводят свободные выводы корпусированных компонентов или микроплат в отверстия второй коммутационной платы, выдерживая необходимый размер выхода выводов из второй коммутационной платы, устанавливают соединительную плату и/или гибкий кабель, производят электрический монтаж всех выводов преимущественно методом групповой пайки.
При первичной сборке двухрядной конструкции трехмерного электронного модуля сначала вводят выводы корпусированных компонентов или микроплат в металлизированные отверстия одной из коммутационных плат, затем устанавливают соединительную плату и вторую коммутационную плату, вводят свободные выводы корпусированных компонентов или микроплат в отверстия второй коммутационной платы, выдерживая необходимый размер выхода выводов из второй коммутационной платы, наносят в пазы или на поверхность ребер теплоотводящих гребенок слой теплопроводящей смазки, вводят теплопроводящие гребенки в зазор между корпусированными компонентами и/или микроплатами, производят электрический контакт всех выводов корпусированных компонентов и микроплат преимущественно методом групповой пайки.
При ремонте трехмерного электронного модуля для удаления бракованного корпусированного компонента или микроплаты все удлиненные выводы бракованного корпусированного компонента или микроплаты отпаивают групповым инструментом от одной из коммутационных плат, одновременно эти выводы изгибают и выводят из металлизированных отверстий коммутационной платы, далее укороченные выводы также групповым инструментом отпаивают от другой коммутационной платы, корпусированный компонент или микроплату смещают в зазор между коммутационными платами и извлекают наружу.
При ремонте трехмерного электронного модуля в варианте применения гофрированной коммутационной платы выводы бракованного корпусированного компонента или микроплаты, обращенные к гофрированной коммутационной плате, разогревают групповым инструментом до температуры плавления припоя, гофрированный участок коммутационной платы поднимают, образуя необходимый зазор для извлечения бракованного корпусированного компонента или микроплаты, отпаивают также групповым инструментом другие выводы корпусированного компонента или микроплаты, извлекают бракованный корпусированный компонент или микроплату, при этом установку годного корпусированного компонента или микроплаты производят в обратном порядке.
Предлагаемое изобретение позволяет:
- значительно уменьшить объем электронной аппаратуры за счет размещения в трехмерном пространстве электронных компонентов;
- увеличить наработку на отказ аппаратуры за счет эффективного теплоотвода непосредственно от нагревающегося компонента;
- применить в конструкции практически любые стандартные корпусированные и бескорпусные электронные компоненты;
- обеспечить высокую ремонтопригодность электронной аппаратуры, выполненной по данной конструкции;
- улучшить частотные характеристики электронной аппаратуры за счет значительного сокращения длин межсоединений;
- сократить или исключить применение дорогих и малонадежных многослойных печатных плат;
- в короткие сроки и без дополнительных капитальных затрат освоить данную конструкцию на действующем технологическом оборудовании любого предприятия радиоэлектронного профиля.
В дальнейшем предлагаемое изобретение поясняется конкретными примерами его выполнения и предлагаемыми фигурами, на которых:
фиг. 1 изображает вариант двухрядного трехмерного электронного модуля (поперечный разрез) согласно изобретению;
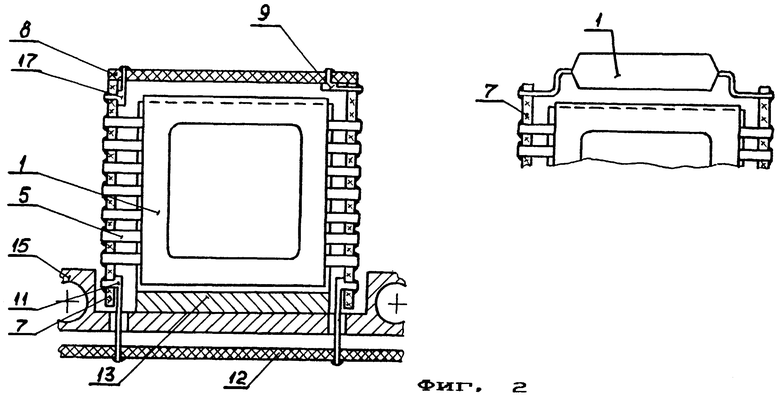
фиг. 2 изображает вариант однорядного трехмерного электронного модуля (поперечный разрез) согласно изобретению;
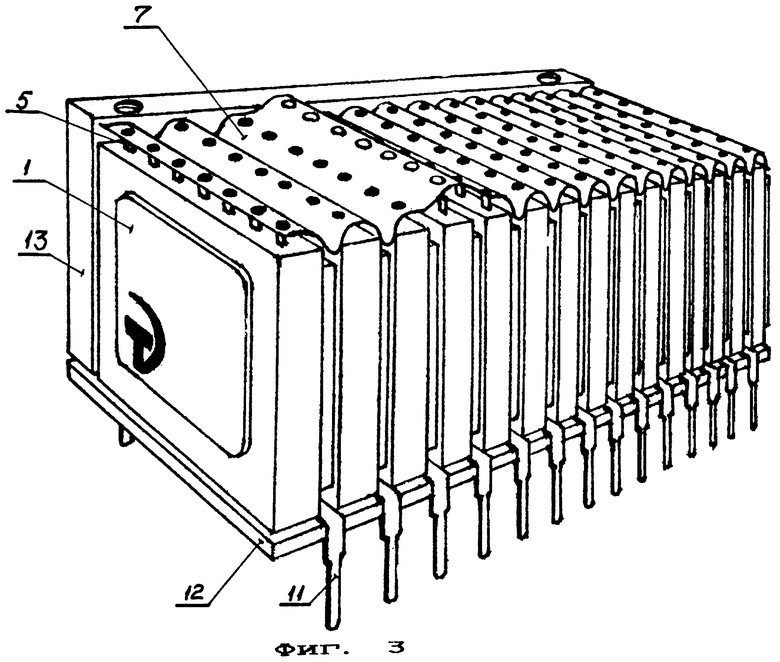
фиг. 3 изображает конструкцию трехмерного электронного модуля с гофрированной коммутационной платой согласно изобретению;
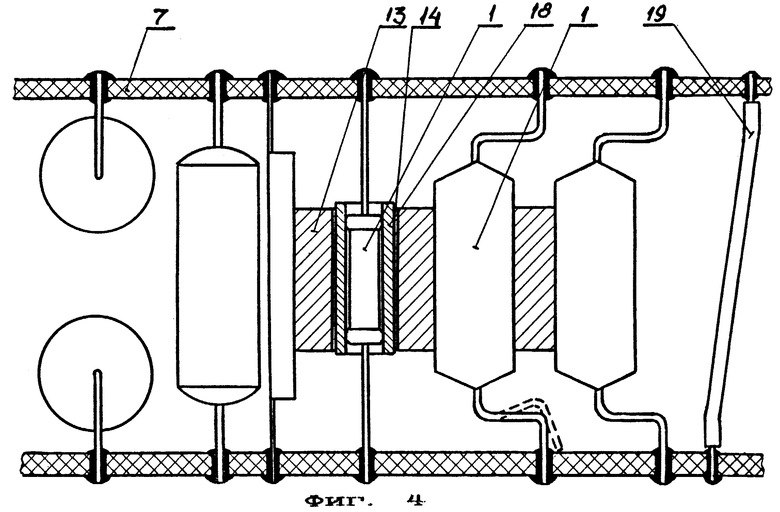
фиг. 4 изображает фрагмент трехмерного электронного модуля с применением различных компонентов;
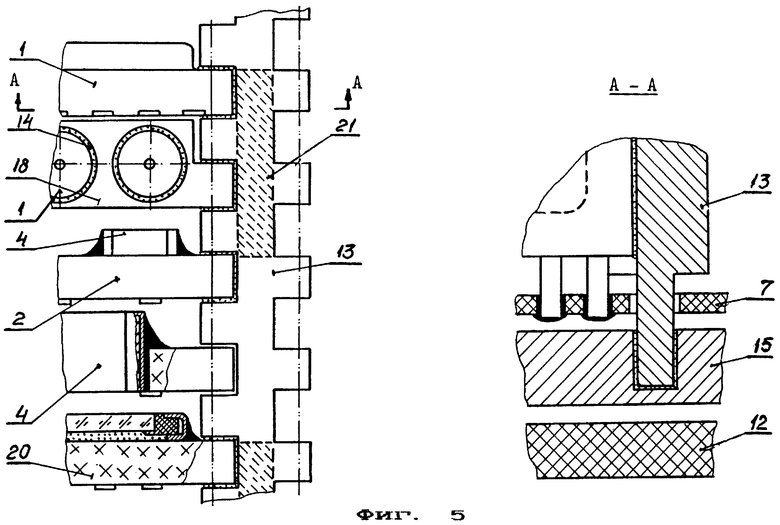
фиг. 5 изображает вариант теплоотвода от компонентов трехмерного электронного модуля согласно изобретению;
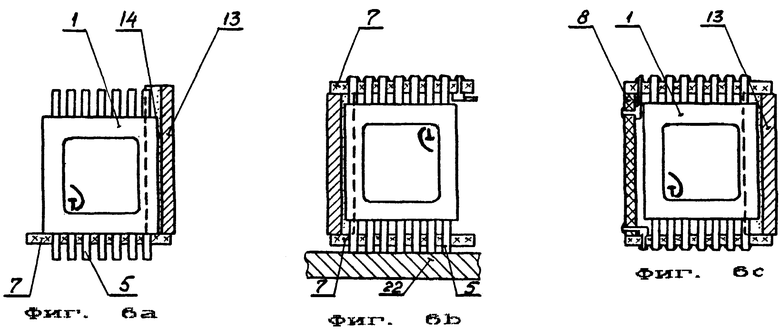
фиг. 6a, 6b и 6c изображают последовательность операций при первоначальной сборке трехмерного электронного модуля согласно изобретению.
Предлагаемый трехмерный электронный модуль (фиг. 1) в двухрядном исполнении содержит корпусированные компоненты 1, микроплаты 2, содержащие бескорпусные активные электронные компоненты 3 и бескорпусные пассивные электронные компоненты 4. Корпусированные компоненты 1 через свои выводы 5 и микроплаты 2 через выводы 6 соединены электрически и механически с параллельно расположенными коммутационными платами 7. Между коммутационными платами 7 располагается соединительная плата 8, которая через выводы 9 или через металлизированный выступ 10 электрически и механически соединяется с коммутационными платами 7. По меньшей мере одна из коммутационных плат 7 содержит внешние выводы 11 трехмерного электронного модуля, которые соединяются электрически с внешней коммутационной платой 12. В зазор между корпусированными компонентами 1 и/или микроплатами 2 введена теплоотводящая гребенка 13, которая через теплопроводящую смазку 14 имеет тепловой контакт с внешней системой теплоотвода 15. Возможен также вариант конструкции, показанный на фрагменте фиг. 1, где внешние выводы 11 трехмерного электронного модуля расположены на соединительной плате 8, при этом она может быть электрически соединена с коммутационной платой 7 через металлизированной выступ 16 на коммутационной плате 7 или через вывод 17 коммутационной платы 7. Коммутационные платы 7, соединительная плата 8, сами корпусированные компоненты 1 и микроплаты 2, запаянные по всем выводам 5 и 6 в коммутационные платы 7 в сочетании с теплоотводящей гребенкой 13, создают механически прочную конструкцию трехмерного электронного модуля. Помимо этого, если даже предположить, что коммутационные платы 7 и соединительная плата 8 представляют собой двусторонние печатные платы, то показанная на фиг. 1 конструкция имитирует шестислойную печатную плату со слоями, разнесенными в пространстве.
В однорядном варианте (фиг. 2) возможно выполнение внешних выводов 11 трехмерного электронного модуля на коммутационных платах 7. При этом соединительная плата 8 становится внешней и соединяется электрически и механически с коммутационными платами 7 выводами 17 или 9. Конструкция соответственно уменьшается за счет сокращения размеров внешней системы теплоотвода 15. На фрагменте фиг. 2 показан вариант, когда функции соединительной платы 8 полностью или частично выполняет корпусированный компонент 1. Ремонт конструкции трехмерных модулей по фиг. 1 и 2 целесообразно проводить с использованием решений, указанных в а.с. SU 1167774 A.
Для обеспечения ремонтопригодности при сохранении всех преимуществ трехмерных сборок предложена конструкция (фиг. 3), у которой одна из коммутационных плат 7 выполнена в виде гофрированной гибкой печатной платы. При необходимости замены вышедшего из строя корпусированного компонента 1 или микроплаты 2 выводы 5 или 6 соответственно выпаиваются групповым методом из гибкой коммутационной платы 7, поднимается вверх участок коммутационной платы, выпаиваются нижние (по фиг. 3) выводы 5 или 6, бракованный корпусированный компонент 1 или микроплата 2 извлекаются и заменяются на годные в обратном порядке. При этом не нужен никакой специальный инструмент и замена вышедшего из строя корпусированного компонента 1 или микроплаты 2 занимает несколько минут.
В случае применения разнообразных по конфигурации электронных компонентов (фиг. 4) возникает необходимость заключения некоторых тепловыделяющих корпусированных компонентов 1 в теплорастекатель 18, имеющий отверстия в пазы для размещения корпусированного компонента 1. Теплорастекатель 18 имеет тепловой контакт с теплоотводящей гребенкой 13 через теплопроводящую смазку 14. На фиг. 4 показан схематично способ ремонта корпусированного компонента 1, заключенного в стандартный DIP-корпус, а также вариант смешанного монтажа, когда часть корпусированных компонентов 1 целесообразно смонтировать традиционными методами на коммутационной плате 7. Может оказаться также целесообразным дополнительно к использованию соединительной платы 8 или вместо нее смонтировать между коммутационными платами 7 гибкий кабель 19 (возможно его выполнение в виде гибкой печатной платы). Гибкость кабеля 19 облегчит его монтаж и демонтаж.
Для увеличения плотности упаковки конструкции трехмерного электронного модуля целесообразно использовать теплопроводность самих корпусированных компонентов 1 и оснований 20 микроплат 2 (фиг. 5). В этом варианте теплоотводящая гребенка 13 только частично охватывает корпус корпусированного компонента 1, теплорастекателя 18 и основания 20 микроплаты 2. Через выступ 21 на теплоотводящей гребенке 13 осуществляется ее тепловой контакт с внешней системой теплоотвода 15. Эквивалентная толщина теплоотводящей гребенки 13 показана штрих-пунктирной линией. Хотя этот вариант конструкции применим преимущественно в случаях умеренного тепловыделения, но теплоотводящая гребенка 13 практически не занимает объема, что значительно увеличивает плотность упаковки. В этом варианте теплоотводящая гребенка 13 расположена внутри двухрядного трехмерного электронного модуля и поэтому электрические соединения между коммутационными платами 7 целесообразно осуществлять при помощи гибкого кабеля 19 (фиг. 4).
При первоначальной сборке трехмерного электронного модуля (фиг. 6) в пазы или на ребра теплоотводящей гребенки 13 наносят тонкий слой теплопроводящей смазки 14, теплоотводящую гребенку 13 соединяют механически с одной из коммутационной плат 7. Вставляют в пазы теплоотводящей гребенки 13 или между ее ребер корпусированные компоненты 1 или микроплаты 2, обеспечивая их тепловой контакт с теплоотводящей гребенкой 13 через теплопроводящую смазку 14. При этом выводы 5 корпусированных компонентов 1 и выводы 6 микроплат 2 вводят в металлизированные отверстия коммутационной платы 7 (фиг. 6a). После этого соединяют механически вторую коммутационную плату 7 с теплоотводящей гребенкой 13 и вводят универсальным инструментом (например, пинцетом) второй ряд выводов 5 корпусированных компонентов 1 или выводов 6 микроплат 2 в металлизированные отверстия второй коммутационной платы 7. При этом применяют упор 22, обеспечивающий необходимый выход выводов 5 и 6 из коммутирующей платы 7 (фиг. 6b). После этого устанавливают соединительную плату 8 и производят электрический монтаж трехмерного электронного модуля преимущественно методом групповой пайки (фиг. 6c).
Анализ конструкции изготовленных макетных образцов изделий по данному изобретению показал сокращение объема электронной аппаратуры в 2...10 раз при увеличении расчетных показателей надежности в 2 раза по сравнению с аппаратурой, изготовленной с применением традиционных конструкций.
Изобретение может быть использовано:
1. При проектировании и изготовлении больших вычислительных машин с одновременным использованием корпусированных и бескорпусных электронных компонентов.
2. В наземных системах обнаружения и обработки информации с целью сокращения производственных площадей и объема электронной аппаратуры в несколько раз и повышения ее надежности.
3. В бытовой и медицинской электронной технике для реализации широкой номенклатуры изделий с принципиально новыми потребительскими свойствами.
4. В специальной аппаратуре с высоким выделением тепла и необходимостью применения мощных корпусированных электронных приборов.
5. В аппаратуре радионавигации, телекоммуникации и связи в целях использования дешевых серийных комплектующих изделий.
6. На любом предприятии радиоэлектронного профиля для создания нового поколения электронной аппаратуры без освоения новых технологических процессов и приобретения специального технологического оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕХМЕРНЫЙ ЭЛЕКТРОННЫЙ МОДУЛЬ | 1997 |
|
RU2133523C1 |
| ТРЕХМЕРНЫЙ ЭЛЕКТРОННЫЙ МОДУЛЬ | 2007 |
|
RU2335821C1 |
| ТРЕХМЕРНЫЙ ГИБКИЙ ЭЛЕКТРОННЫЙ МОДУЛЬ | 1997 |
|
RU2119276C1 |
| ДВУСТОРОННИЙ ЭЛЕКТРОННЫЙ ПРИБОР | 1998 |
|
RU2190284C2 |
| ТРЕХМЕРНОЕ ЭЛЕКТРОННОЕ УСТРОЙСТВО | 2011 |
|
RU2488913C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ПОЛИМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2001 |
|
RU2193259C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОКОМПОНЕНТНОГО ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2001 |
|
RU2193260C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2011 |
|
RU2475885C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И КОНТРОЛЯ ЭЛЕКТРОННЫХ КОМПОНЕНТОВ | 1997 |
|
RU2133522C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБРИДНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2002 |
|
RU2222074C1 |
Использование: при изготовлении и сборке электронной аппаратуры. Технический результат - повышение универсальности конструкции, плотности установки, эффективности теплоотвода при сохранении ремонтопригодности. Между параллельно расположенными печатными коммутационными платами с металлизированными отверстиями расположены стандартные корпусированные компоненты и/или микроплаты с бескорпусными активными и пассивными компонентами, а также торцевыми поверхностями к ним, по меньшей мере одна соединительная плата, имеющая электрический и механический контакт с ними. Теплоотводящая гребенка частично охватывает корпус корпусированного компонента или основание указанной микроплаты и содержит по меньшей мере один выступ или плоскость, имеющие тепловой контакт с внешней системой теплоотвода. Корпус корпусированного компонента и основание указанной микроплаты выполнены из теплопроводящего материала. При замене бракованных корпусированного компонента или микроплаты производят отпайку групповым инструментом их выводов от параллельных печатных коммутационных плат. Одновременно эти выводы изгибают, выводя из металлизированных отверстий печатной коммутационной платы. Бракованный компонент или микроплату смещают в зазор между печатными коммутационными платами и извлекают наружу. 3 с. и 12 з.п. ф-лы, 6 ил.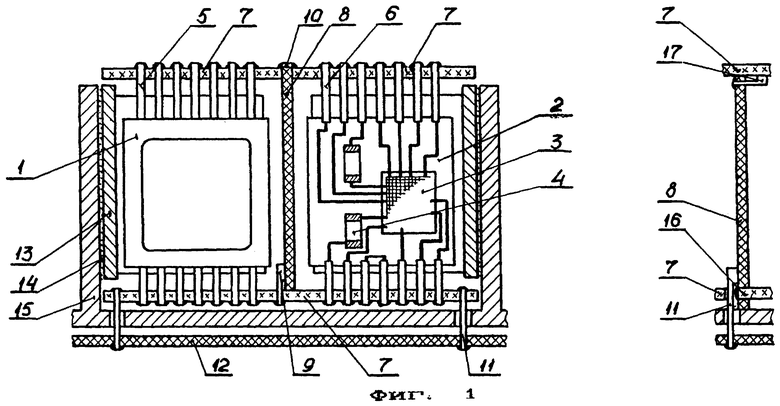
| Способ установки радиоэлементов между смежными платами радиоэлектронных блоков и инструмент для его осуществления | 1983 |
|
SU1167774A1 |
| Модуль радиоэлектронной аппаратуры | 1985 |
|
SU1314487A1 |
| SU 1679664 A1, 23.09.1991 | |||
| Радиоэлектронный блок | 1990 |
|
SU1762428A1 |
| РАДИОЭЛЕКТРОННЫЙ МОДУЛЬ | 1992 |
|
RU2025057C1 |
| МОДУЛЬНЫЙ БЛОК | 0 |
|
SU190959A1 |
| Радиоэлектронный блок | 1989 |
|
SU1637041A1 |
| US 5025307 А, 18.06.1991 | |||
| DE 3813396 A1, 11.02.1989 | |||
| US 3725744 А, 04.03.1973 | |||
| Справочник конструктора РЭА / Под ред | |||
| Р.Г.ВАРЛАМОВА | |||
| - М.: Советское радио, 1980, с.104, рис.5.4е. | |||

