Область техники
Настоящее изобретение относится к защитным шлемам, которые пригодны для применения для военных, полицейских и других целей. Более конкретно, шлемы обеспечивают защиту от обладающих высокой кинетической энергией летящих предметов, включая осколки, пули ручного огнестрельного оружия и винтовочные пули.
Уровень техники
Защитные шлемы хорошо известны. Такие шлемы применяют для военных и невоенных целей. Примеры последних включают применение в полицейских целях, спортивных целях и других целях, где безопасность является важным фактором. Защитные шлемы, применяемые для военных или полицейских целей, в частности, должны характеризоваться баллистической стойкостью.
Обычно шлемы сконструированы для защиты от обладающих низкой кинетической энергией летящих предметов, таких как пули ручного огнестрельного оружия. В настоящее время самые распространенные военные шлемы, например, выполнены из арамидных волокон, обычно в виде нескольких слоев арамидных волокон с добавлением смолянистого материала, такого как феноло-альдегидная смола. Типичные шлемы, выполненные из арамидных волокон, раскрыты, например, в документах US 4,199,388, US 4,778,638 и US 4,908,877. Однако для обеспечения защиты от винтовочных пуль указанные шлемы должны быть усовершенствованы, поскольку винтовочные пули характеризуются значительно более высокой кинетической энергией. Шлемы, обеспечивающие защиту от винтовочных пуль, должны быть достаточно удобными для ношения. Примеры винтовочных пуль, от которых необходимо обеспечить защиту, включают NATO M80 ball, AK 47, АК 74, российская ЛПС, европейская SS 109 и тому подобное.
В то время как применяемые в настоящее время военные и полицейские баллистические шлемы обеспечивают защиту от обладающих низкой кинетической энергией осколков и пуль, таких как пули ручного огнестрельного оружия, они не обеспечивают надежной защиты от обладающих высокой кинетической энергией осколков и винтовочных пуль. Примеры первых включают осколки от ручных гранат и летящие осколки от других взрывных устройств. Шлемы, спроектированные для защиты от летящих осколков (но не от винтовочных пуль), раскрыты, например, в находящейся на совместном рассмотрении заявке на выдачу патента США №11/706, 719, поданной 15 февраля 2007 года.
В данной области техники существует необходимость в создании шлемов, которые способны обеспечить эффективную защиту военнослужащих и других пользователей от обладающих высокой кинетической энергией осколков и винтовочных пуль, тем самым значительно увеличивая их безопасность при возникновении связанных с риском и потенциально опасных для жизни ситуаций, таких как огонь противника.
Сущность изобретения
Настоящее изобретение связано с разработкой шлемов, которые устойчивы к воздействию обладающих высокой кинетической энергией осколков и винтовочных пуль. Более конкретно, было обнаружено, что применение керамического материала, например, расположенного в слое корпуса шлема и необязательно в сочетании с другими слоями, такими как слой ткани, может помочь в обеспечении необходимой защиты. Предпочтительно, шлемы, характеризующиеся необходимой степенью защиты, могут быть изготовлены с коммерчески необходимыми значениями общей толщины и массы.
Таким образом, варианты осуществления настоящего изобретения относятся к шлемам, которые эффективно противостоят обладающим высокой кинетической энергией осколкам и пулям или предотвращают их проникновение. Типичные шлемы, содержат корпус, содержащий в направлении снаружи внутрь (а) внешний слой, содержащий керамический материал, и (b) внутренний подкладочный материал, содержащий множество волокнистых слоев. Согласно более конкретным вариантам осуществления керамический материал и подкладочный материал присутствуют в количествах, соответственно, от приблизительно 30% до приблизительно 85% и от приблизительно 10% до приблизительно 50% от массы корпуса.
Согласно другим конкретным вариантам осуществления керамический материал имеет форму монолита или единого цельного изделия, соответствующего изогнутой форме корпуса. Согласно альтернативному варианту осуществления керамический материал имеет форму множества пластин из керамического материала, соответствующих изогнутой форме корпуса, например, пластины могут быть неплоскими и соответствовать форме конкретных частей или областей, на которые разделена поверхность корпуса шлема. В случае использования пластин из керамического материала, они могут быть механически скреплены друг с другом или, напротив, связаны химически (например, при помощи связующего вещества, такого как клей или цемент).
Как правило, волокнистые слои внутреннего подкладочного материала содержат волокна с высокой удельной прочностью в смоляной матрице. Согласно конкретным вариантам осуществления от приблизительно 2 до приблизительно 250 волокнистых слоев и часто от приблизительно 5 до приблизительно 150 волокнистых слоев могут быть включены в подкладочный материал. Типичные волокна с высокой удельной прочностью волокнистых слоев включают полиолефиновые волокна и арамидные волокна. Могут быть применены сочетания различных типов волокон и тканей. Любой тип волокна с высокой удельной прочностью может присутствовать в сети, которая присутствует в форме текстильной, вязанной или нетканой ткани. Типичные смоляные матрицы включают как термореактивные, так и термопластичные смолы. Термореактивные смолы включают эпоксидные смолы, уретановые смолы, полиэфирные смолы, смолы на основе сложных виниловых эфиров и феноло-альдегидные смолы. Термопластичные смолы включают блоксополимеры изопрен-стирол-изопрен и термопластичные полиуретаны. Также могут быть применены гибридные смолы, содержащие по меньшей мере одну термореактивную смолу и по меньшей мере одну термопластичную смолу.
Согласно другим конкретным вариантам осуществления корпус шлема может содержать дополнительные слои, включая слой из амортизирующего и/или влагостойкого материала, который может быть расположен снаружи внешнего слоя, например, в качестве наружного слоя, который ближе к наружной поверхности корпуса шлема относительно внешнего слоя, содержащего керамический материал. Этим дополнительным материалом может быть, например, пенопласт с закрытыми порами, такой как винил-нитрил (например, поливинилхлорид (ПВХ) с включением нитрила), полиэтилен или вспененный этиленвинилацетат. Один или несколько клеевых слоев, например первый и второй клеевые слои, могут быть расположены, соответственно, между (i) слоем из амортизирующего материала и внешним слоем, содержащим керамический материал, а также (ii) указанным внешним слоем и внутренним под клад очным материалом.
Согласно другим конкретным вариантам осуществления корпус характеризуется поверхностной плотностью от приблизительно 0,5 фунтов/фут2 (2,45 кг/м2) до приблизительно 10 фунтов/фут2 (48,9 кг/м2), обычно от приблизительно 3 фунтов/фут2 (14,7 кг/м2) до приблизительно 8 фунтов/фут2 (39,2 кг/м2) и часто от приблизительно 3 фунтов/фут2 (14,7 кг/м2) до приблизительно 5 фунтов/фут2 (24,5 кг/м2), а также устойчив к воздействию винтовочной пули, характеризующейся кинетической энергией по меньшей мере приблизительно 1600 Дж (1180 фунтов силы-фут), например от приблизительно 1600 Дж (1180 фунтов силы-фут) до приблизительно 4000 Дж (2950 фунтов силы-фут).
Дополнительные варианты осуществления настоящего изобретения относятся к способам формирования описанных выше корпусов для шлема. Способы предусматривают помещение (например между противоположными сопрягающимися подвижной и неподвижной частями пресс-формы) внешнего слоя, содержащего керамический материал, и внутреннего подкладочного материала, содержащего множество волокнистых слоев в пресс-форму. Обычно, внешний слой расположен в пресс-форме с двумя сопрягаемыми формами, таким образом, чтобы он находился ближе к поверхности неподвижной части относительно внутреннего подкладочного материала. В результате этого корпус шлема будет сформирован с внешним слоем, содержащим керамический материал, расположенным ближе, относительно внутреннего подкладочного материала, к наружной поверхности корпуса шлема. Дополнительно, клеевой слой также может быть помещен в пресс-форму между внешним слоем и внутренним подкладочным материалом. Способы дополнительно включают нагрев и приложение давления к внешнему слою, внутреннему подкладочному материалу и клеевому слою (если его применяют) для связывания керамического материала с внутренним подкладочным материалом и формирования корпуса.
Таким образом, корпус может быть сформирован посредством укладки волокнистых слоев внутреннего подкладочного материала на внутреннюю поверхность внешнего слоя, содержащую керамический материал (например, в виде монолита из керамического материала), и нагревания и/или приложения давления для скрепления или отверждения подкладочного материала и приклеивания его к внешнему слою. Подходящие условия для скрепления или отверждения могут быть достигнуты в процессах формования в пресс-форме с двумя сопрягаемыми формами или автоклавного формования. Согласно конкретной технологии скрепления или отверждения посредством автоклава применяют помещение в вакуумный мешок пакета из внешнего слоя и внутреннего подкладочного материала, необязательно с клеевым или другими слоями, как более подробно описано в настоящем документе. Формование методом вакуумного мешка в печи (т.е. без приложения превышающего атмосферное внешнего давления) может также быть применено для скрепления или отверждения. Любой тип процессов может быть дополнен применением клеевого слоя, такого как цемент, между внутренним подкладочным материалом и внешним слоем с тем, чтобы связать эти компоненты. Применение клея, такого как контактный цемент, в отсутствие давления, вакуума и/или нагревания может также быть достаточным в некоторых случаях.
Согласно альтернативным вариантам осуществления применяют сочетание технологий формования. Например, внутренний подкладочный материал может быть отдельно сформован в пресс-форме с двумя сопрягаемыми формами, а затем приклеен к внешнему слою, содержащему керамический материал (например, в виде обладающего определенной формой монолита или цельного изделия из керамического материала), при помощи клеевого слоя (например, контактного цемента) с нагреванием и/или прикладыванием давления или без этого.
Дополнительные варианты осуществления относятся к сформованным корпусам шлемов, полученных согласно этим способам.
Эти и другие варианты осуществления и аспекты настоящего изобретения, а также связанные с ними преимущества, будут очевидны из следующего подробного раскрытия настоящего изобретения.
Краткое описание чертежей
На фиг.1 представлен характерный вид в разрезе корпуса шлема в соответствии с примерным вариантом осуществления настоящего изобретения.
Признаки корпуса шлема, представленного на фиг.1, не обязательно изображены в масштабе и должны пониматься в качестве иллюстрации настоящего изобретения и/или применяемых принципов. Другие шлемы в соответствии с настоящим изобретением будут характеризоваться конфигурациями, определенными от части предполагаемым применением и условиями, в которых их будут применять.
Подробное описание изобретения
Как указано выше, настоящее изобретение связано с защищающими от обладающих высокой кинетической энергией осколков и пуль шлемами, содержащими керамический материал, который может опираться на слой из армированных волокнами композитных материалов. Типичные шлемы в соответствии с настоящим изобретением, таким образом, содержат корпус шлема, который относится к закругленной части шлема, определяющей внутренний защищаемый объем (и во время применения занимаемый головой пользователя). Корпус содержит внешний слой, т.е. слой, расположенный ближе, относительно внутреннего подкладочного материала, к наружной поверхности корпуса шлема. В свою очередь, внутренний подкладочный материал расположен ближе относительно внешнего слоя к внутренней вогнутой поверхности корпуса шлема, направленной к его внутреннему объему. Внешний слой содержит керамический материал. Следовательно, принимая во внимание направление движения обладающих высокой кинетической энергией осколков или винтовочных пуль к шлему (например, от солдата противника), содержащий керамический материал внешний слой, за которым следует прокладочный материал, будет первым подвергнут воздействию.
Без ограничения какой-либо теорией считается, что эффективность шлемов в соответствии с настоящим изобретением является следствием способности керамического материала во внешнем слое противостоять попадающему летящему предмету, такому как винтовочная пуля, посредством его ослабления, раскалывания, деформации, расслаивания и/или кувыркания (отклонения) или его разрушения и/или дестабилизации другим образом. При этом внутренний подкладочный материал функционирует в качестве опоры для поврежденного керамического материала (например, посредством удержания его на месте), а также продолжает останавливать летящий предмет. Этот материал может предпочтительно служить для задержания и сбора обломков от летящего предмета и сломанного керамического материала, тем самым предотвращая их дальнейшее проникновение.
Корпус шлема может содержать дополнительные слои, например слой из амортизирующего, влагостойкого и/или огнестойкого материала может быть расположен снаружи или ближе к наружной поверхности корпуса шлема относительно внешнего слоя. Подходящие типичные материалы, которые обеспечивают хорошую амортизацию, влагостойкость и/или огнестойкость, включают пенопласта с закрытыми порами, которые могут быть вспененным винил-нитрилом (например, поливинилхлоридом (ПВХ) с включением нитрила), вспененным полиэтиленом или вспененным этиленвинилацетатом (ЭВА). Слой из амортизирующего, влагостойкого и/или огнестойкого материала может быть наиболее удаленным от центра или наружным слоем корпуса (т.е. слоем, который первым встретится с пулей или другим летящим предметом). Один или несколько слоев могут быть расположены между слоем из амортизирующего, влагостойкого и/или огнестойкого материала и внешним слоем. Альтернативно, дополнительный(ые) слой(и) может(могут) быть расположен(ы) снаружи слоя из амортизирующего, влагостойкого и/или огнестойкого материала. Такие дополнительные слои могут включать, например, материалы, защищающие керамический материал от появления трещин во время обычного применения или возможного применения не по назначению.
Клеевые слои могут быть включены между любыми описанными выше слоями для улучшения совместимости/связывания смежных слоев. Например, клеевой слой может быть включен между внешним слоем, содержащим керамический материал, и внутренним подкладочным материалом. В другом случае отдельно или в сочетании с этим клеевым слоем другой клеевой слой может быть расположен между указанным выше слоем из амортизирующего и/или влагостойкого материала и внешним слоем, содержащим керамический материал. Предусмотрено применение клеевого слоя между любыми смежными парами описанных выше функциональных слоев, а также применение нескольких клеевых слоев. Подходящие клеи включают жидкие клеи, клеи в виде аэрозолей или клеи в виде пленок, включающие эпоксидные смолы, полиуретаны, кремнийорганические соединения, акриловые смолы или полиамиды, а также такие специальные материалы, как анаэробные клеи и цианоакрилаты. Одно- и двухкомпонентные системы каждого из клеев указанных типов имеются в продаже. Клеи могут отверждаться при комнатной температуре или под воздействием тепла.
Согласно одному варианту осуществления, керамический материал внешнего слоя может быть выполнен в форме монолитного или цельного элемента, характеризующегося формой, совпадающей или по существу совпадающей с общей формой корпуса. Однако, поскольку керамический материал характеризуется склонностью к растрескиванию и раскалыванию на отдельные секции при попадании осколка или пули, монолит из керамического материала не всегда является оптимальным, особенно для военнослужащих или других пользователей, для которых существует риск получения нескольких попаданий.
Таким образом, согласно другим вариантам осуществления повреждение керамического материала в результате одного или нескольких попаданий может быть лучше ограничено или локализовано посредством применения пластин или плиток из керамического материала (например, двух или более, обычно от 2 до приблизительно 100 и часто от приблизительно 5 до приблизительно 50), соответствующих в сочетании общей изогнутой форме корпуса шлема. Следовательно, пластины или плитки могут совпадать или соответствовать по форме различным отдельным областям или секторам общего корпуса шлема, причем некоторые, все или по существу все (например, обычно по меньшей мере приблизительно 50% и часто по меньшей мере приблизительно 80%) пластины или плитки характеризуются неплоской формой, что позволяет им лучше соответствовать кривизне корпуса.
Некоторые или все эти пластины или плитки могут физически упираться друг в друга, например, таким образом, чтобы пластины были механически соединены или соединены посредством клея (например, жидкого клея) в нескольких стыковых соединениях, например, вдоль прямой линии между краями пластин. В других случаях пластины могут быть механически соединены или подогнаны таким образом, чтобы их смежные края были расположены с некоторым перекрытием (например, подобно частям головоломки или при помощи соединения внахлест, такого как шиповое соединение или соединение типа «ласточкин хвост»). Стыковые соединения или другие типы соединений могут быть или могут не быть армированы механически (например, при помощи внутренних армирующих компонентов, таких как металлические дюбели) или химически (например, при помощи клеящего связующего вещества, такого как клей или цемент).
Подгонка соответствующих краев пластин или плиток может, таким образом, обеспечить полное покрытие всей поверхности корпуса керамическим материалом таким же образом, как раскрыто выше относительно применения монолита из керамического материала. Согласно другим вариантам осуществления, может быть необходимо только частичное покрытие корпуса шлема, например, в тех областях вокруг верхушки шлема или нижней, по существу вертикально расположенной периферийной поверхности шлема (когда шлем надет), которые вероятнее всего будут подвержены ударному воздействию. Покрытие только некоторой части или частей корпуса шлема может согласно некоторым вариантам осуществления снизить общую массу и/или стоимость шлема без значительного влияния на необходимые эксплуатационные качества для большинства случаев применения. Обычно керамический материал обеспечивает покрытие по меньшей мере приблизительно 50% и часто по меньшей мере приблизительно 80% поверхности корпуса шлема.
Пластины или плитки из керамического материала или в других случаях монолит из керамического материала, описанные в настоящем документе, относятся к частям твердого материала, содержащим керамический материал, или в других случаях к цельному твердому материалу, содержащему керамический материал. Керамический материал относится к огнеупорным материалам, включающим неорганические карбиды, нитриды, оксиды и бориды, причем типичными являются оксид алюминия, карбид бора, карбид кремния, нитрид кремния и диборид титана. Из них часто применяют оксид алюминия, карбид бора и карбид кремния. Эти материалы могут быть армированы (например, посредством внутренних волокон) или могут не содержать арматуру. Твердые неволокнистые материалы, характеризующиеся способностью ослабления, раскалывания, деформации, расслаивания и/или кувыркания (отклонения) или разрушения и/или дестабилизации пули или другого летящего предмета также являются рассматриваемым керамическим материалом для целей настоящего раскрытия. Такие материалы включают смолы с наполнителем из керамического материала, смолы с наполнителем из металлических гранул, смолы с наполнителем из стеклянной дроби и подобные композитные материалы. Пластины из керамического материала или монолит из керамического материала могут или может полностью или по существу полностью состоять из керамического материала. В более общем случае, однако, пластины из керамического материала или монолит из керамического материала могут или может содержать по меньшей мере приблизительно 50% по массе, обычно по меньшей мере приблизительно 70% по массе и часто по меньшей мере приблизительно 85% по массе керамического материала. Таким образом, пластины или монолит могут или может включать в состав волокнистые или неволокнистые материалы, которые не являются керамическими материалами. Пример композитного материала с высоким содержанием керамического материала, например, раскрыт в документе US 7,104,177.
Пластины или плитки, содержащие керамический материал, могут характеризоваться плоскими или наоборот неплоскими (например, искривленными) поверхностями, соответствующими форме отдельных областей или секторов общего корпуса шлема. Обычно все или некоторая часть, например, по меньшей мере 50% и часто по меньшей мере 85%, пластин или плиток из керамического материала характеризуются неплоской формой, в частности, изогнутой формой, соответствующей или совпадающей с секцией корпуса шлема. Плоская форма (т.е. общая форма является такой, как если бы неплоскую форму гипотетически плоско спрессовали в плоскости) пластин или плиток может быть прямоугольной (например, квадратной), круглой или овальной, многоугольной и т.д. Обычно, формы с прямыми краями, такие как многоугольники (например, квадраты или шестиугольники), являются предпочтительными с точки зрения упрощения и легкости совмещения смежных краев соседних пластин или плиток без промежутков, тем самым максимально увеличивая покрытие. Значения ширины или толщины пластин или ширины или толщины керамического материала упомянутой выше монолитной формы находятся обычно в интервале от приблизительно 2 мм (0,079 дюйма) до приблизительно 12 мм (0,47 дюйма), обычно от приблизительно 3 мм (0,12 дюйма) до приблизительно 10 мм (0,39 дюйма) и часто от приблизительно 4 мм (0,16 дюйма) до приблизительно 6 мм (0,24 дюйма). Керамический материал, как монолит, так и множество пластин, будет обычно характеризоваться по существу равномерной толщиной в этом интервале. Однако в конкретных вариантах осуществления может возникнуть необходимость обеспечения большей ширины в наиболее критических областях, таких как вертикально расположенная периферийная поверхность шлема, как отмечено выше. Это может быть обеспечено посредством увеличения ширины монолита или пластины из керамического материала в этих областях, или в других случаях посредством применения пластин из керамического материала, характеризующихся большими, но постоянными значениями ширины в этих областях.
Таким образом, в соответствии с настоящим изобретением корпус шлема выполнен из слоев, содержащих различные баллистические материалы, включая внешний слой, содержащий керамический материал, и внутренний подкладочный материал (или несколько материалов), содержащий волокнистые слои. Внутренний подкладочный материал расположен ближе к внутреннему пространству корпуса шлема относительно внешнего слоя. Волокнистые слои внутреннего подкладочного материала могут содержать любой из множества типов волокон или любое из множества сочетаний материалов, описанных в настоящем документе. Например, могут быть применены смеси тканых материалов, смеси нетканых материалов и сочетания тканых и нетканых материалов.
В контексте настоящего изобретения волокна являются удлиненным телом, размер по длине которого намного больше, чем поперечные размеры по ширине и толщине. Соответственно, термин "волокно" включает мононить, комплекс элементарных непрерывных нитей, не связанных между собой, ленту, полоску, штапельное волокно и другие формы рубленого, резаного или прерывистого волокна, характеризующегося симметричным или несимметричным поперечным сечением. Термин “волокно” включает множество любых из вышеупомянутых волокон или их сочетание. Пряжа является непрерывной нитью, состоящей из множества волокон или элементарных нитей.
В данном контексте, термин “волокна с высокой удельной прочностью” означает волокна, которые характеризуются значениями удельной прочности, равными или превышающими приблизительно 7 г/д. Предпочтительно, эти волокна характеризуются значениями исходного модуля упругости при растяжении, составляющими по меньшей мере приблизительно 150 г/д, и значениями энергии разрыва, составляющими по меньшей мере приблизительно 8 Дж/г, по данным измерений согласно ASTM D2256. Используемые в настоящем документе термины “исходный модуль упругости при растяжении”, “модуль упругости при растяжении” и “модуль” означают модуль упругости, измеренный согласно ASTM 2256 для пряжи и согласно ASTM D638 для эластомера или матричного материала. Предпочтительно, волокна с высокой удельной прочностью характеризуются значениями удельной прочности, равными или превышающими приблизительно 10 г/д, более предпочтительно равными или превышающими приблизительно 15 г/д, даже более предпочтительно равными или превышающими приблизительно 20 г/д, и наиболее предпочтительно равными или превышающими приблизительно 30 г/д. Для полиэтиленовых волокон с высокой удельной прочностью предпочтительные значения удельной прочности находятся в интервале от приблизительно 20 до приблизительно 55 г/д. Предпочтительно, по меньшей мере приблизительно 50% по массе и более предпочтительно по меньшей мере приблизительно 75% по массе волокон во множестве волокнистых слоев являются волокнами с высокой удельной прочностью. Наиболее предпочтительно все или по существу все волокна во множестве волокнистых слоев являются волокнами с высокой удельной прочностью.
Поперечные сечения волокон, применяемых согласно настоящему изобретению, могут значительно варьироваться. Они могут характеризоваться круглым, плоским или продолговатым поперечным сечением. Также они могут характеризоваться симметричным или несимметричным многодельным поперечным сечением, содержащим одну или несколько симметричных или несимметричных долей, проходящих из линейной или продольной оси элементарной нити. Чрезвычайно предпочтительно, чтобы волокна характеризовались по существу круглым, плоским или продолговатым поперечным сечением, наиболее предпочтительно, чтобы волокна характеризовались по существу круглым поперечным сечением.
Пряжа волокон, таких как волокна с высокой удельной прочностью, которые используют согласно настоящему документу, может характеризоваться любым подходящим значением, таким как, например, от приблизительно 50 до приблизительно 5000 денье, более предпочтительно от приблизительно 200 до приблизительно 5000 денье, еще более предпочтительно от приблизительно 650 до приблизительно 3000 денье и наиболее предпочтительно от приблизительно 800 до приблизительно 1500 денье.
Волокна с высокой удельной прочностью, такие как полиолефиновые волокна или арамидные волокна, являются типичными представителями волокон, используемых в волокнистых слоях внутреннего подкладочного материала. Полиолефиновые волокна предпочтительно являются полиэтиленовыми волокнами с высокой удельной прочностью и/или полипропиленовыми волокнами с высокой удельной прочностью. Наиболее предпочтительно полиолефиновые волокна являются полиэтиленовыми волокнами с высокой удельной прочностью, также известные как полиэтиленовые волокна с вытянутой цепью или волокна из высокоориентированного высокомолекулярного полиэтилена. Полиолефиновые и арамидные волокна, применяемые согласно настоящему документу, являются известными и характеризуются великолепными характеристиками касательно баллистической стойкости.
В документе US 4,457,985 в основном раскрыты высокомолекулярные полиэтиленовые волокна и полипропиленовые волокна, и описание этого патента включено в настоящее описание посредством ссылки в объеме, который не противоречит настоящему документу. В случае полиэтиленовых волокон подходящими волокнами являются волокна со среднемассовой молекулярной массой, составляющей по меньшей мере приблизительно 150000, предпочтительно по меньшей мере приблизительно один миллион и более предпочтительно от приблизительно двух миллионов до приблизительно пяти миллионов. Такие высокомолекулярные полиэтиленовые волокна могут быть прядеными из раствора (см. документы US 4,137,394 и US 4,356,138) или элементарной нитью, пряденой из раствора с образованием гелевой структуры (см. документы US 4,413,110, DE 3,004,699 и патент Великобритании №2051667), или полиэтиленовые волокна могут быть получены посредством процессов прокатки и волочения (см. документ US 5,702,657). В данном контексте, термин "полиэтилен" означает материал из преимущественно линейного полиэтилена, который может включать незначительные количества разветвления цепи или сомономеров, не превышающие приблизительно 5 модифицирующих элементов на 100 атомов углерода основной цепи, и который может также включать примешанные к нему не более чем приблизительно 50 массовых процентов одной или нескольких полимерных добавок, таких как полимеры алкенов с двойной связью в положении 1, в частности полиэтилен низкой плотности, полипропилен или полибутилен, сополимеры, содержащие моноолефины в качестве первичных мономеров, окисленные полиолефины, привитые полиолефиновые сополимеры и полиоксиметилены, или низкомолекулярные добавки, такие как антиоксиданты, смазывающие средства, экранирующие ультрафиолетовое излучение средства, красители и подобное, которые традиционно включаются в состав.
Полиэтиленовые волокна с высокой удельной прочностью имеются в продаже и продаются в виде волокна под товарным знаком SPECTRA® производства Honeywell International Inc., Морристаун, Нью-Джерси, США. Также могут быть использованы полиэтиленовые волокна из других источников.
В зависимости от технологии формирования, степени вытягивания и температур, а также других условий, разнообразные свойства могут быть приданы этим волокнам. Удельная прочность полиэтиленовых волокон составляет по меньшей мере приблизительно 7 г/д, предпочтительно по меньшей мере приблизительно 15 г/д, более предпочтительно по меньшей мере приблизительно 30 г/д, еще более предпочтительно по меньшей мере приблизительно 35 г/д и наиболее предпочтительно по меньшей мере приблизительно 45 г/д. Аналогично, исходный модуль упругости при растяжении волокон, измеренный электронным динамометром системы Инсторна, составляет предпочтительно по меньшей мере приблизительно 300 г/д, более предпочтительно по меньшей мере приблизительно 500 г/д, еще более предпочтительно по меньшей мере приблизительно 1000 г/д и наиболее предпочтительно по меньшей мере приблизительно 1800 г/д. Эти наивысшие значения исходного модуля упругости при растяжении и удельной прочности обычно получают только посредством процессов выращивания из раствора или гель-прядения. Большинство из элементарных нитей характеризуются температурами плавления выше температур плавления полимера, из которого они были получены. Таким образом, например, полиэтилен с высокой молекулярной массой, составляющей приблизительно 150000, приблизительно один миллион и приблизительно два миллиона, обычно характеризуются температурами плавления в массе, составляющими 138°С (280°F). Элементарные нити из высокоориентированного полиэтилена, выполненные из этих материалов, характеризуются температурами плавления, которые выше на приблизительно от 7°С (13°F) приблизительно до 13°С (23°F). Таким образом, небольшое увеличение температуры плавления отражает кристаллографическое совершенство и высшую кристаллическую ориентацию элементарных нитей по сравнению с блок-полимером.
Аналогично, могут быть применены высокоориентированные высокомолекулярные полипропиленовые волокна, среднемассовая молекулярная масса которых составляет по меньшей мере приблизительно 200000, предпочтительно по меньшей мере приблизительно один миллион и более предпочтительно по меньшей мере приблизительно два миллиона. Такой полипропилен с вытянутой цепью может быть сформирован в сравнительно точно ориентированные элементарные нити посредством технологий, раскрытых в различных упомянутых выше ссылках, и особенно посредством технологии, раскрытой в документе US 4,413,110. Поскольку полипропилен является гораздо менее кристаллическим материалом, чем полиэтилен, и содержит боковые метиловые группы, значения удельной прочности, присущие полипропилену, являются обычно значительно более низкими, чем соответствующие значения для полиэтилена. Соответственно, подходящая удельная прочность составляет предпочтительно по меньшей мере приблизительно 8 г/д, более предпочтительно по меньшей мере приблизительно 11 г/д. Исходный модуль упругости при растяжении для полипропилена составляет предпочтительно по меньшей мере приблизительно 160 г/д и более предпочтительно по меньшей мере приблизительно 200 г/д. Температура плавления полипропилена является в основном повышенной на несколько градусов посредством процесса ориентации, в результате чего полипропиленовая элементарная нить предпочтительно характеризуется основной температурой плавления по меньшей мере 168°С (334°F), более предпочтительно по меньшей мере 170°С (338°F). Чрезвычайно предпочтительные интервалы для упомянутых выше параметров могут преимущественно обеспечить улучшенные рабочие характеристики готового изделия. Применение волокон, характеризующихся среднемассовой молекулярной массой по меньшей мере приблизительно 200000 совместно с предпочтительными интервалами упомянутых выше параметров (модуль и удельная прочность), могут обеспечить преимущественно улучшенные рабочие характеристики готового изделия.
В случае арамидных волокон, подходящие волокна, выполненные из ароматических полиамидов, раскрыты в документе US 3,671,542, который включен в настоящее описание посредством ссылки в объеме, который не противоречит настоящему документу. Предпочтительные арамидные волокна будут характеризоваться удельной прочностью по меньшей мере приблизительно 20 г/д, исходным модулем упругости при растяжении по меньшей мере приблизительно 400 г/д и энергией на разрыв по меньшей мере приблизительно 8 Дж/г, и чрезвычайно предпочтительные арамидные волокна будут характеризоваться удельной прочностью по меньшей мере приблизительно 20 г/д и энергией на разрыв по меньшей мере приблизительно 20 Дж/г. Наиболее предпочтительные арамидные волокна будут характеризоваться удельной прочностью по меньшей мере приблизительно 28 г/д, модулем по меньшей мере приблизительно 1000 г/д и энергией на разрыв по меньшей мере приблизительно 30 Дж/г. Например, элементарные нити из поли(п-фенилен-терефталамида), которые характеризуются умеренно высокими значениями модулей и удельной прочности являются особенно пригодными для формирования композитных материалов, характеризующихся баллистической стойкостью. Примерами являются Kevlar®29, Kevlar®129 и КМ2 от DuPont и волокна Twaron тип 1000 и 2000 от Teijin, разработанные в Корее волокна Kolon-Heracron и несколько разработанных в России волокон, таких как Rusar, Artec, Armos и SVM, которые характеризуются значениями приблизительно 1250 г/д и 32 г/д в качестве значений исходного модуля упругости при растяжении и удельной прочности, соответственно. Другими примерами являются Kevlar®129 и КМ2, которые доступны со значениями 400, 640 и 840 денье от Du Pont, и Twaron®T2000 от Teijin, которые характеризуются значением 1000 денье. В настоящем изобретении также могут быть использованы арамидные волокна, выпускаемые другими производителями. Также могут быть применены сополимеры поли(п-фенилен-терефталамида), такие как сополимер п-фенилен-терефталамида и 3,4' оксидифенилен-терефталамида. Также для применения в настоящем изобретении пригодны волокна из поли(м-фенилен-изофталамида), продаваемые Du Pont под товарным знаком Nomex®. В настоящем изобретении могут быть применены арамидные волокна от разных поставщиков.
Также возможно, чтобы стекловолокна или волокна другого типа, которые не являются волокнами с высокой удельной прочностью, составляли большую часть массы волокон в волокнистых слоях внутреннего подкладочного материала или по существу всю или всю массу этих волокон. Стекловолокна включают волокна типов Е и S. Примерами текстильных тканей из стекловолокна являются ткани, обозначенные артикулами 1528, 3731, 3733, 7500, 7532, 7533, 7580, 7624, 7628 и 7645, которые доступны от Hexcel, Андерсон, Южная Калифорния, США. Преимущество применения стекловолокна (например, посредством применения препрегов из стекловолокна), заключается в том, что стоимость шлема может быть снижена, поскольку стоимость стекловолокон составляет лишь часть от стоимости других типов тканей, таких как ткани из полиолефина.
Независимо от типа используемых волокон, сеть волокон в волокнистых слоях внутреннего подкладочного материала предпочтительно выполнена в форме текстильной, вязаной или нетканой ткани (например, слои однонаправленных волокон или волокна, свалянные с беспорядочным расположением), при этом обычно применяют нетканую ткань. Могут быть применены текстильные ткани с любым ткацким рисунком, таким как гладкое переплетение, переплетение рогожка, переплетение по диагонали, сатиновое переплетение, трехмерное переплетение для текстильных тканей и любые из их нескольких модификаций. Предпочтительными являются ткани с гладким переплетением, а более предпочтительными являются ткани с плоским переплетением, характеризующиеся одинаковой основой и номером уточной пряжи.
В одном варианте осуществления ткань предпочтительно содержит от приблизительно 5,9 до приблизительно 21,6 нитей на см (от приблизительно 15 до приблизительно 55 нитей основы на дюйм) как в направлении основы, так и в направлении утока, и более предпочтительно от приблизительно 6,7 до приблизительно 17,7 нитей на см (от приблизительно 17 до приблизительно 45 нитей на дюйм). Пряжа предпочтительно характеризуется значением денье от приблизительно 375 до приблизительно 1300. Результатом является текстильная ткань, весящая предпочтительно от приблизительно 150 г/м2 до приблизительно 700 г/м2 (от приблизительно 5 унций/ярд2 до приблизительно 19 унций/ярд2) и более предпочтительно от приблизительно 169,5 г/м2 до приблизительно 373,0 г/м2 (от приблизительно 5 унций/ярд2 до приблизительно 11 унций/ярд2). Примерами таких тканей являются ткани под названием ткани SPECTRA® артикли 902, 903, 904, 952, 955 и 960. Другие примеры включают ткани, выполненные переплетением рогожка, такие как ткани SPECTRA® артикль 912. Примерами арамидных тканей являются ткани, под названием ткань Kevlar® артикли 704, 705, 706, 708, 710, 713, 720, 745, и 755 и ткань Twaron® артикли 5704, 5716, и 5931. Упомянутые выше ткани доступны, например, от Hexcel, Андерсон, Южная Каролина, США. Специалистам в данной области техники очевидно, что переплетения тканей, раскрытые в настоящем документе, являются примерными и не предназначены для ограничения объема настоящего изобретения.
Как отмечено выше, ткани могут быть в форме вязаной ткани. Вязаные структуры являются конструкциями, составленными соединенными между собой петлями, при этом известны четыре основных типа структур: структура основязального полотна, структура рашелевого трикотажного полотна, сетчатая структура и ориентированная структура. Ввиду характера петлеобразной структуры вязаные структуры первых трех категорий не обязательно полностью используют преимущество прочности волокна. В ориентированных вязаных структурах, однако, применяют прямо уложенную пряжу, удерживаемую на месте посредством вязаных петель с тонким титром. Пряжа является полностью прямой без эффекта гофрирования, присущего текстильным тканям в виду рисунка плетения пряжи. Эта уложенная пряжа может быть ориентирована в направлении по одной оси, по двум осям или по большему количеству осей в зависимости от разработанных требований. Предпочтительно, чтобы специальное вязальное оборудование, применяемое для укладки несущей нагрузку пряжи, являлось таким, чтобы не было сквозного протыкания пряжи.
Альтернативно, ткань из множества волокнистых слоев (например, содержащая полиэтиленовые волокна с высокой удельной прочностью) может быть в форме нетканой ткани, такой как слои однонаправленных волокон или волокна, свалянные с беспорядочным расположением. В случае применения однонаправленных волокон, предпочтительно применяют поперечное расположение волокон, при котором один слой волокон проходит в одном направлении, а второй слой волокон проходит в направлении под 90° от первых волокон. В случае, если отдельные слои являются однонаправленными волокнами, последующие слои предпочтительно повернуты один относительно другого, например, под углами 0°/90°, 0°/90/0°/90 или 0°/45°/90°/45°/0° или под другими углами. В случае если сети волокон находятся в форме войлока, они должны быть иглопробивными войлоками. Войлок является нетканой сетью из волокон с беспорядочным расположением, предпочтительно по меньшей мере одно из которых является прерывистым волокном, предпочтительно штапельным волокном, характеризующимся длиной в интервале от приблизительно 0,64 см (0,25 дюйма) до приблизительно 25 см (10 дюйма). Указанные войлоки могут быть выполнены посредством нескольких технологий, известных из уровня техники, таких как прочесывание или гидравлическое холстоформование, аэродинамическое формование из расплава и фильерное холстоформование. Сеть волокон скреплена механически, например, посредством иглопробивания, вязально-прошивных машин, гидроперепутывания, пневмоперепутывания, технологии Спанбонд, технологии Спанлейс или подобного, химически, например, посредством клея, или термически посредством точечного связывания волокон или добавления волокна с более низкой температурой плавления. Предпочтительным способом скрепления является иглопробивание в отдельности или с последующим применением одного из других способов. Предпочтительным войлоком является иглопробивной войлок. Также может быть применен войлок, который посредством иглопробивной обработки включен в текстильную ткань.
Волокнистые слои содержат волокна (например, полиэтиленовые волокна с высокой удельной прочностью или арамидные волокна с высокой удельной прочностью), которые заключены в смоляную матрицу. Смоляная матрица для слоев волокон может быть сформирована из большого разнообразия эластомерных и других материалов, характеризующихся необходимыми свойствами. В одном варианте осуществления, эластомерные материалы, применяемые в этих матрицах, характеризуются исходным модулем упругости при растяжении (модуль эластичности), равным или меньшим приблизительно 6000 фунтов на квадратный дюйм (41,4 МПа), измеренным по ASTM D638. Более предпочтительно, эластомер характеризуются исходным модулем упругости при растяжении, равным или меньшим приблизительно 2400 фунтов на квадратный дюйм (16,5 МПа). Наиболее предпочтительно, эластомерный материал характеризуется исходным модулем упругости при растяжении, равным или меньшим приблизительно 1200 фунтов на квадратный дюйм (8,23 МПа). Эти смолообразные материалы являются обычно термопластичными по природе, однако также могут быть применены термореактивные материалы.
Смоляная матрица может быть выбрана так, чтобы характеризоваться высоким модулем упругости при растяжении при отверждении, таким как по меньшей мере приблизительно 1×106 фунтов на квадратный дюйм (6895 МПа), измеренным по ASTM D638. Примеры подобных материалов раскрыты, например, в документе US 6,642,159, описание которого специально включено в настоящее описание посредством ссылки в объеме, который не противоречит настоящему документу.
Соотношение материала смоляной матрицы к волокну в волокнистых слоях может широко варьироваться в зависимости от конечного применения. Материал смоляной матрицы предпочтительно включает от приблизительно 0 процентов (т.е. без смолы) до приблизительно 98 процентов по массе, более предпочтительно от приблизительно 5 до приблизительно 95 процентов по массе, более предпочтительно от приблизительно 10 до приблизительно 40 процентов по массе и наиболее предпочтительно от приблизительно 15 до приблизительно 25 процентов по массе от общей массы волокон и смоляной матрицы внутреннего подкладочного материала. Указанные выше процентные содержания основаны на скрепленных тканях.
В смоляной матрице может быть использовано большое разнообразие смол, включая термопластичные смолы, термореактивные смолы, смешанные смолы и гибридные смолы. Например, может быть применен любой из следующих материалов: полибутадиен, полиизопрен, природный каучук, сополимеры этилена и пропилена, тройные сополимеры этилена, пропилена и диена, полисульфидные полимеры, термопластичные полиуретаны, полиуретановые эластомеры, хлорсульфированный полиэтилен, полихлоропрен, поливинилхлорид, пластифицированный с помощью диоктилфталата или других пластификаторов, хорошо известных из уровня техники, эластомеры бутадиена и акрилонитрила, поли(сополимер изобутилена и изопрена), полиакрилаты, сложные полиэфиры, простые полиэфиры, фторэластомеры, кремнийорганические эластомеры, термопластичные эластомеры и сополимеры этилена. Примеры термореактивных смол включают смолы, которые растворимы в растворителе с насыщенными связями углерод-углерод, таком как метилэтилкетон, ацетон, этанол, метанол, изопропиловый спирт, циклогексан, этилацетон и их сочетания. Термореактивные смолы представляют собой виниловые сложные эфиры, блоксополимеры стирола и бутадиена, диаллилфталат, феноло-альдегидные смолы, такие как фенолформальдегид, поливинилбутираль, эпоксидные смолы, полиэфирные смолы, полиуретановые смолы, а также их смеси и т.п. Также включены те смолы, которые раскрыты в упомянутом выше документе US 6,642,159. Предпочтительные термореактивные смолы включают эпоксидные смолы, феноло-альдегидные смолы, смолы на основе сложных виниловых эфиров, уретановые смолы и полиэфирные смолы, а также их смеси. Предпочтительные термореактивные смолы для тканей из полиэтиленовых волокон включают по меньшей мере один сложный виниловый эфир, диаллилфталат, и необязательно катализатор для отверждения смолы сложных виниловых эфиров.
Одной предпочтительной группой смол являются термопластические полиуретановые смолы. Предпочтительная группа эластомерных материалов для смоляной матрицы включает блоксополимеры диенов с сопряженными двойными связями и винилароматические сополимеры. Бутадиен и изопрен являются предпочтительными эластомерами на основе диенов с сопряженными двойными связями. Стирол, винилтолуол и трет-бутилстирол являются предпочтительными ароматическими мономерами с сопряженными двойными связями. Блоксополимеры, включающие полиизопрен могут быть гидрированы с получением термопластичных эластомеров, характеризующихся насыщенными углеводородными эластомерными сегментами. Полимеры могут быть простыми триблоксополимерами типа R-(BA)x(x=3-150); где А представляет собой блок из поливинилароматического мономера, и В представляет собой блок из эластомера на основе диена с сопряженными двойными связями. Предпочтительной смоляной матрицей является блоксополимер изопрен-стирол-изопрен, такой как блоксополимер изопрен-стирол-изопрен Kraton® D1107, доступный от Kraton Polymer LLC. Другой смоляной матрицей, пригодной согласно настоящему документу, является термопластичный полиуретан, такой как сополимерная смесь полиуретановых смол в воде.
Полимерный материал может быть составлен с наполнителями, такими как сажа, диоксид кремния и т.д., и может быть разбавлен маслами и вулканизирован серой, перекисью, оксидом металла или системами радиационного отверждения с помощью способов, хорошо известных технологам в области получения каучука. Могут также быть применены смеси различных смол.
Предпочтительно, каждый из множества волокнистых слоев покрывают или пропитывают смоляной матрицей перед формованием, таким образом, чтобы сформировать предварительно пропитанные ткани. В общем, волокнистые слои согласно настоящему изобретению предпочтительно сформированы посредством создания в начале сети волокон (например, начиная со слоя текстильной ткани) и затем покрытия сети композицией смоляной матрицы. В данном контексте, термин “покрытие” используют в широком смысле для описания сети волокон, где отдельные волокна содержат непрерывный слой композиции матрицы, окружающий волокна, или прерывистый слой композиции матрицы на поверхности волокон. В первом случае можно сказать, что волокна полностью заключены в композицию матрицы. В настоящем документе термины "покрытие" и "пропитка" используют как взаимозаменяемые. Хотя возможно нанести смоляную матрицу на не содержащие смолы волокнистые слои в пресс-форме, это менее желательно, поскольку равномерностью покрытия смолой будет сложно управлять.
Композиция смоляной матрицы может быть нанесена на волокнистые слои любым подходящим образом, например, в виде раствора, дисперсии или: эмульсии. После этого покрытую матрицей сеть волокон высушивают. Раствор, дисперсия или эмульсия смолы матрицы может быть распылена на элементарные нити. Альтернативно, структура волокнистого слоя может быть покрыта водным раствором, дисперсией или эмульсией посредством окунания или посредством устройства для нанесения покрытия валиком или подобного. После покрытия, покрытый волокнистый слой могут затем направить в печь для сушки, в которой покрытый слой сети волокон или слои подвергнут воздействию нагревания, достаточного для испарения воды или другой жидкости в композиции матрицы. После этого покрытая волокнистая сеть может быть помещена на несущее полотно, которое может быть бумагой или подложкой из пленки, или ткани могут первоначально быть помещены на несущее полотно перед покрытием смоляной матрицей. Затем подложка и смоляная матрица, вмещающая слой или слои ткани, могут быть свернуты в непрерывный рулон известным способом.
Сети волокон могут быть созданы посредством разнообразных способов. В случае сети с выровненными в одном направлении волокнами, пачки пряжи элементарных нитей с высокой удельной прочностью могут быть поданы из катушечной рамки и проходить через направляющие и одну или несколько планок раскладочной машины в придающий параллельность гребень перед покрытием материалом матрицы. Придающий параллельность гребень выравнивает элементарные нити в одной плоскости и по существу в одном направлении.
После покрытия слоев ткани смоляной матрицей, слои предпочтительно скрепляют известным образом для образования препрега. Под “скреплением” следует понимать объединение материала матрицы и слоя сети волокон в единый цельный слой. Скрепление может произойти в результате высыхания, охлаждения, нагревания, приложения давления или их сочетания.
Количество волокнистых слоев внутреннего подкладочного материала может широко варьироваться в зависимости от необходимого типа шлема, необходимых характеристик, а также необходимой массы. Например, количество слоев может находится в интервале от приблизительно 2 до приблизительно 250 слоев, более предпочтительно от приблизительно 5 до приблизительно 150 слоев и наиболее предпочтительно от приблизительно 10 до приблизительно 100 слоев. Слои могут характеризоваться любой подходящей толщиной. Например, каждый слой из множества волокнистых слоев может характеризоваться толщиной от приблизительно 25 мкм до приблизительно 1016 мкм (от приблизительно 1 мил до приблизительно 40 мил), более предпочтительно от приблизительно 76 мкм до 762 мкм (от приблизительно 3 до приблизительно 30 мил) и наиболее предпочтительно от приблизительно 127 мкм до 508 мкм (от приблизительно 5 до приблизительно 20 мил). Толщина каждого слоя из множества волокнистых слоев может быть одинаковой или может изменяться.
Аналогично, масса каждого слоя из множества волокнистых слоев внутреннего подкладочного материала может широко варьироваться, однако, массу слоев обычно выбирают таким образом, чтобы общая масса шлема находилась в приемлемом интервале как для комфорта, так и для защиты пользователя. Например, масса каждого слоя может находится в интервале от приблизительно 5 до приблизительно 200 грамм, более предпочтительно от приблизительно 10 до приблизительно 100 грамм, и наиболее предпочтительно от приблизительно 20 до приблизительно 75 грамм. Аналогично, поверхностная плотность каждого слоя во множестве волокнистых слоев может широко варьироваться, однако, обычно ее выбирают для получения желаемой комбинации массы, комфорта и защитных свойств. Например, поверхностная плотность каждого слоя предпочтительно может находиться в интервале от приблизительно 33,9 г/м2 до приблизительно 3051 г/м2 (от примерно 1 унции/ярд2 до приблизительно 90 унций/ярд2), от приблизительно 169,5 г/м2 до приблизительно 2203,5 г/м2 (от приблизительно 5 унций/ярд2 до приблизительно 65 унций/ярд2) и более предпочтительно от приблизительно 169,5 г/м2 до приблизительно 847,5 г/м2 (от приблизительно 5 унций/ярд2 до приблизительно 25 унций/ярд2). Толщины и поверхностные плотности каждого из волокнистых слоев внутреннего подкладочного материала могут быть одинаковыми или различными.
Массовое соотношение внешнего слоя, содержащего керамический материал, и внешнего подкладочного материала может варьировать по необходимости. Внешний содержащий керамический материал слой может присутствовать в количестве от приблизительно 20% до приблизительно 90% по массе на основании общей массы корпуса шлема, более предпочтительно от приблизительно 30% до приблизительно 85% по массе и наиболее предпочтительно от приблизительно 45% до приблизительно 70% по массе. Соответственно, внешний подкладочный материал может присутствовать в количестве от приблизительно 5% до приблизительно 80% по массе на основании общей массы корпуса шлема, более предпочтительно от приблизительно 10% до приблизительно 50% по массе и наиболее предпочтительно от приблизительно 35% до приблизительно 45% по массе.
Аналогично, общая поверхностная плотность корпуса может широко варьироваться в зависимости от конкретного предполагаемого применения. Обычно, однако, поверхностная плотность корпуса составляет менее приблизительно 48,9 кг/м2 (10 фунтов/фут2) и может быть в интервале от приблизительно 14,7 кг/м2 (3 фунта/фут2) до приблизительно 48,9 кг/м2 (10 фунтов/фут2). Предпочтительно, общая поверхностная плотность корпусов шлемов находится в интервале от приблизительно 14,7 кг/м2 (3 фунта/фут2) до приблизительно 24,4 кг/м2 (5 фунтов/фут2).
Некоторые военные шлемы США, которые широко применяют в военных целях, известны под аббревиатурами PASGT (бронеодежда для личного состава сухопутных войск), MICH (комплексный боевой шлем), АСН (усовершенствованный боевой шлем), и ЕСН (усиленный боевой шлем). Предпочтительные формы шлемов могут варьироваться в зависимости от страны. Например, страны Европы, Азии, и Южной Америки стремятся иметь различные предпочтительные формы. Предпочтительно, такие средние шлемы характеризуются массой в интервале от приблизительно 750 до приблизительно 1500 грамм, и более предпочтительно от приблизительно 800 до приблизительно 1100 грамм.
Для формирования корпусов шлемов согласно настоящему изобретению, керамический материал (в виде монолита или в виде множества частей или плиток) внешнего слоя совместно с препрегами двух или более типов волокнистых слоев внутреннего подкладочного материала укладывают в пресс-форму. Например, после помещения внешнего слоя, содержащего керамический материал, в подходящую пресс-форму, следующим шагом выполняют помещение в пресс-форму в положение для формирования внутреннего подкладочного материала необходимого количества отдельных волокнистых слоев внутреннего подкладочного материала (например, содержащих полиолефиновые или арамидные волокна) в смоляной матрице. Пресс-форма может быть любого подходящего типа, например, пресс-формой с двумя сопрягаемыми формами, содержащей подвижную и неподвижную части пресс-формы с двумя сопрягаемыми формами, при этом вначале внешний слой, содержащий керамический материал, помещают соприкасающимся с неподвижной частью пресс-формы с двумя сопрягаемыми формами, после чего размещают волокнистые слои внутреннего подкладочного материала. Порядок расположения может быть обратным в зависимости от желаемых относительных положений компонентов корпуса шлема. Желательно, чтобы смола смоляной матрицы была выбрана таким образом, чтобы она была нелипкой при помещении в пресс-форму. Это позволяет отдельным слоям скользить друг относительно друга для полного заполнения пресс-формы и формирования желаемой формы шлема. Нет необходимости применять клей между отдельными волокнистыми слоями, поскольку смола или смолы отдельных слоев обычно обеспечивают необходимое связывание между слоями. Однако отдельный клеевой слой или несколько слоев при необходимости могут быть применены.
Следует позаботиться о том, чтобы полностью и равномерно заполнить пресс-форму и расположить все компоненты корпуса шлема надлежащим образом. Это обеспечивает равномерные характеристики по всей площади корпуса шлема. В случае если объединенный объем компонентов превышает объем пресс-формы шлема, пресс-форму невозможно будет закрыть и, следовательно, невозможно будет сформовать шлем. В случае если комбинированный объем меньше объема пресс-формы, несмотря на то, что пресс-форму можно будет закрыть, материал не будет сформован из-за недостаточного давления формования.
Как только в пресс-форму надлежащим образом загружены необходимое количество керамического материала, необходимое количество и тип волокнистых слоев и смоляной матрицы внутреннего слоя материала, и необязательные другие компоненты, может быть произведено формование корпуса шлема при необходимых условиях формования. Типичная температура формования может находиться в интервале от приблизительно 65°С (149°F) до приблизительно 250°С (482°F), более предпочтительно от приблизительно 90°С (194°F) до приблизительно 330°С (626°F) и наиболее предпочтительно от приблизительно 120°С (248°F) до приблизительно 320°С (608°F). Скрепляющее давление формования может находиться в интервале, например, от приблизительно 10,2 метрических тонн до приблизительно 1020 метрических тонн (от приблизительно 10 тонн до приблизительно 1000 тонн), предпочтительно от приблизительно 50,8 метрических тонн до приблизительно 356 метрических тонн (от приблизительно 50 тонн до приблизительно 350 тонн) и наиболее предпочтительно от приблизительно 102 метрических тонн до приблизительно 306 метрических тонн (от приблизительно 100 тонн до приблизительно 300 тонн). Время формования может находится в интервале от приблизительно 5 до приблизительно 60 минут, более предпочтительно от приблизительно 10 до приблизительно 35 минут и наиболее предпочтительно от приблизительно 15 до приблизительно 25 минут.
При необходимых условиях формования происходит скрепление смолы или смол, присутствующих в волокнистых сетях, в случае термопластичных смол, и отверждение в случае термореактивных смол. В результате этого происходит прочное связывание отдельных слоев и групп слоев с формированием необходимой формы шлема в виде цельного монолитного формованного изделия. Предполагается, что термореактивные смолы каждого набора тканей связываются на своих границах посредством сшивания смол. В случае термопластичных смол шлем охлаждают ниже температуры размягчения смолы и затем извлекают из пресс-формы. Под воздействие нагревания и давления, термопластичные смолы затекают между слоями ткани, в результате чего также получают цельное монолитное формованное изделие. Во время охлаждения поддерживают формовочное давление. После этого отформованное изделие извлекают из пресс-формы и при необходимости выполняют частичную подрезку изделия.
В альтернативном процессе формования пакет из внешнего слоя, содержащего керамический материал, и волокнистых слоев подкладочного материала, необязательно с клеевым слоем и/или слоями из другого материала, как описано в настоящем документе, может быть помещен в автоклав. Нагревание и/или приложение давления могут сопровождать автоклавное формование, при этом типичные температуры находятся в интервалах, раскрытых выше в отношении формования в пресс-форме, а типичные абсолютные давления обычно находятся в интервале от приблизительно 5 бар (73 фунтов на квадратный дюйм) до приблизительно 30 бар (435 фунтов на квадратный дюйм). Повышение давления, например при помощи одного или нескольких инертных газов, таких как гелий или водород, обычно обеспечивает более высокие плотности. Дополнительное внешнее повышение давления до одной атмосферы может быть обеспечено посредством помещения слоев в вакуумный мешок. При использовании этой технологии, обычно применяют откачивающую установку для регулирования разрежения внутри мешка, а также разделительную материю или покрытие для предотвращения сцепления пакета с поверхностью инструмента. Применение внешнего давления, необязательно в сочетании с применением вакуумного мешка, может обеспечить несколько полезных функций, включая пластичность для уменьшения неровностей поверхности, удаление летучих веществ, удаление запертого между слоями воздуха, сжатие слоев волокон для эффективной передачи усилия среди пучков волокон, предотвращение смещения ориентации волокон при отверждении или скреплении и/или снижение влажности.
При типичном процессе автоклавного формования, таким образом, вначале волокнистые слои подкладочного материала располагают внутри внешнего слоя, содержащего керамический материал, который может быть в форме монолита, характеризующегося формой корпуса шлема. Аккуратная сборка волокнистых слоев поможет минимизировать наложение слоев. Керамический материал и подкладочный материал помещают в вакуумный мешок и среду, окружающую пакет, частично или почти полностью откачивают. Когда внутри мешка создается и сохраняется достаточный вакуум, мешок отсоединяют от вакуумного насоса и перемещают в автоклав для описанных выше скрепления или отверждения. Аналогичные технологии могут быть применены в случае, если керамический материал находится в форме множества пластин или плиток, как описано в настоящем документе, которые связаны механически и/или химически (например, посредством клея).
Согласно другим способам изготовления описанных в настоящем документе корпусов шлемов, повышенная температура (например, в печи) может отдельно быть использована для связывания внешнего слоя, содержащего керамический материал, с внутренним подкладочным материалом. Нагревание печью может быть применено совместно с вакуумным мешком для обеспечения нагрева совместно с внешним давлением до одной атмосферы. В другом случае, клей, такой как контактный цемент, с внешним нагреванием или без него, может обеспечить достаточное связывание для формирования корпуса шлема. Также могут быть использованы сочетания способов. Например, согласно типичному способу волокнистые слои подкладочного материала могут вначале быть скреплены или отверждены в пресс-форме с двумя сопрягаемыми формами, как описано выше. Затем наружная поверхность этого подкладочного материала, характеризующегося теперь формой корпуса шлема, может быть покрыта клеевым слоем, после чего следует сборка внутреннего подкладочного материала с внешним слоем, содержащим керамический материал. Пакет может быть помещен в вакуумный мешок, как описано выше, перед применением нагревания в печи или применения, как нагревания, так и дополнительного давления в автоклаве, в результате чего происходит скрепление или отверждение (например, термореактивной смоляной матрицы).
Ткани, применяемые в отдельных волокнистых слоях внутреннего подкладочного материала, являются обычно относительно тонкими, но очень прочными. Предпочтительные толщины отдельных слоев составляют от приблизительно 25 мкм до приблизительно 911 мкм (от приблизительно 1 до приблизительно 36 мил), более предпочтительно от приблизительно 127 мкм до приблизительно 711 мкм (от приблизительно 5 до приблизительно 28 мил) и наиболее предпочтительно от приблизительно 254 мкм до 584 мкм (от приблизительно 10 до приблизительно 23 мил).
Как отмечено выше, описанные в настоящем документе корпуса шлемов являются стойкими к воздействию обладающих высокой кинетической энергией осколков и пуль, таких как винтовочные пули, или способны предотвратить их проникновение. Такие осколки и пули характеризуются очень высокими уровнями кинетической энергии. Шлемы согласно настоящему изобретению способны предотвратить проникновение осколков и пуль, которые характеризуются уровнями кинетической энергии по меньшей мере приблизительно 1600 Дж (1180 фунт силы-фут), более предпочтительно от приблизительно 1600 (1180 фунт силы-фут) до приблизительно 4000 Дж (2950 фунт силы-фут) и наиболее предпочтительно от приблизительно 1700 Дж (1250 фунт силы-фут) до приблизительно 3000 Дж: (2200 фунт силы-фут). Соответственно, аспекты настоящего изобретения связаны с открытием того, что керамический материал может быть применен в шлемах для обеспечения указанного уровня стойкости к проникновению посредством использования коммерчески целесообразных значений общей толщины и массы шлема. Например, эффективная защита может быть обеспечена для шлемов, содержащих выполненный как в форме монолита, так и в форме множества частей керамический материал толщиной в интервале от приблизительно 4 мм (0,16 дюйма) до приблизительно 6 мм (0,24 дюйма), как описано выше. Общая толщина корпуса шлема составляет преимущественно менее приблизительно 18 мм (0,71 дюйма) (например, в интервале от приблизительно 6 мм (0,24 дюйма) до приблизительно 18 мм (0,71 дюйма)), обычно менее приблизительно 14 мм (0,55 дюйма) (например, в интервале от приблизительно 8 мм (0,31 дюйма) до приблизительно 14 мм (0,55 дюйма)) и часто менее приблизительно 12 мм (например, в интервале от приблизительно 10 мм (0,39 дюйма) до приблизительно 12 мм (0,47 дюйма)). Общая поверхностная плотность корпуса шлема составляет преимущественно менее приблизительно 8 фунтов/фут2 (39,2 кг/м2) (например, в интервале от приблизительно 3 фунтов/фут2 (14,7 кг/м2) до приблизительно 8 фунтов/фут2 (39,2 кг/м2) как описано выше) и часто менее приблизительно 5 фунтов/фут2 (24,5 кг/м2) (например, в интервале от приблизительно 3 фунтов/фут2 (14,7 кг/м2) до приблизительно 5 фунтов/фут2 (24,5 кг/м2) как описано выше).
Ниже представлен список различных пуль и их уровней кинетической энергии, при этом скорости и значения кинетической энергии измерены у дульного среза ствола. Можно видеть, что винтовочные пули характеризуются значительно более высокими уровнями кинетической энергии, чем пули ручного огнестрельного оружия, и, следовательно, их сложнее остановить при попадании в шлемы.
Конструкция шлема, содержащая описанный в настоящем документе корпус шлема, может быть адаптирована для установки любых необходимых устройств. Например, шлем может быть выполнен с пазами или встроенными каналами с тем, чтобы обеспечить крепление необходимой аппаратуры.
Типичный корпус шлема представлен на фиг.1. Как представлено в этом варианте осуществления, корпус шлема 100 содержит шесть материалов. Внутренний и внешний слои 2, 12 могут быть слоями амортизирующих материалов (например, содержащими пенопласт с закрытыми порами) или слоями материалов, обеспечивающих другие защитные функции, такие как влагостойкость и/или огнестойкость, отдельно или в сочетании с ударостойкостью. Внешний слой 8, содержащий керамический материал (например, в качестве монолита или в форме множества небольших пластин), расположен ближе к наружной поверхности корпуса шлема, чем внутренний подкладочный материал 4, содержащий множество волокнистых слоев. Клеевые слои 6, 10 представлены между внутренним подкладочным материалом 4 и внешним слоем 8, а также между указанным внешним слоем 8 и наружным слоем 12.
Все аспекты настоящего изобретения связаны с устойчивыми к воздействию обладающих высокой кинетической энергией осколков и пуль шлемами, содержащими внешний слой, содержащий керамический материал, и внутренний подкладочный материал, содержащий волокнистые слои. Специалистам в данной области техники, ознакомившимся с настоящим раскрытием, будет очевидно, что различные изменения могут быть внесены в эти шлемы и способы их производства без выхода из объема настоящего раскрытия. Следовательно, раскрытый в настоящем документе объект является образцом настоящего изобретения и связанных с ним преимуществ и не предназначен для ограничения объема настоящего изобретения, раскрытого в приложенной формуле изобретения.
Приведенные ниже примеры представлены как образцы настоящего изобретения. Эти примеры не должны пониматься как ограничивающие объем настоящего изобретения, и другие эквивалентные варианты осуществления будут очевидны из настоящего описания и приложенной формулы изобретения.
Пример 1
Корпус шлема был сформован посредством использования пресс-формы с двумя сопрягаемыми металлическими формами, спроектированной для формования деталей сложной формы шлемов АСН среднего размера с толщиной стенки 7,87 мм (0,310 дюйма). Слои материала Spectra Shield® II SR-3124 вырезали из рулонов шириной 1,6 метров (63 дюйма). Был использована выкройка в виде «вертушки». Каждая выкройка в виде «вертушки» выполнена таким образом, чтобы она полностью покрывала подвижную часть пресс-формы. Всего 28 слоев выкроек в виде «вертушки» были заранее сформированы в бездонном ведре, и одновременно с этим начали нагревание пресс-формы. Как только температура пресс-формы достигла значения 125±5°С (257±9°F) покрытие в виде смазки для пресс-форм нанесли на подвижную и неподвижную части пресс-формы. Затем заранее сформированные слои Spectra Shield® II SR-3124 поместили в пресс-форму. При помещении в пресс-форму позаботились о том, чтобы на заранее сформированной форме не образовались складки или морщины. Манометрическое давление в 190 тонн приложили на 20 минут. После 20 минут, начали цикл охлаждения. На протяжении цикла охлаждения поддерживали давление формования. Как только пресс-форма остыла до приблизительно 35°С (77°F), пресс-форму открыли и извлекли сформованный корпус.
Спустя 24 часа после формования сформованный шлем покрыли клеевой пленкой и поместили вовнутрь монолитного корпуса шлема АСН из керамического материала, соответствующего внешней форме сформованного корпуса шлема. Керамический материал с клеевым слоем и заранее сформованным корпусом шлема поместили в мешок автоклава, открытый только с одной стороны. Затем, открытую сторону герметично закрыли и создали вакуум внутри мешка при помощи портативного вакуумного насоса. Как только вакуумный насос остановится, что свидетельствует о том, что создан полный вакуум, мешок поместили в автоклав. Дверь автоклава закрыли и давление формования, составляющее 10 бар (145 фунтов на квадратный дюйм), приложили к мешку. Сразу после приложения давления, значение температуры в автоклаве установили на отметке 125±5°С (257±9°F). Эту температуру поддерживали в течение 45 минут с тем, чтобы произошло полное отверждение клея. После 45 минут, начали цикл охлаждения. Как только температура в автоклаве опустилась до 35°С (77°F), давление сбросили и открыли дверь автоклава. Извлекли мешок, содержащий шлем из керамического материала с подкладочным материалом. Шлем извлекли и направили в баллистическую лабораторию для выдержки в течение по меньшей мере 24 часов перед испытанием.
Протокол испытания:
После закрепления шлема, характеризующегося общей толщиной приблизительно 12 мм (0,47 дюймов), в зажимном приспособлении, удерживающим шлем посредством двух держателей, провели испытание согласно MIL-STD-662F, используя пулю М-855 NATO массой 62 гран. Четыре пули были выпущены в четыре равные четверти шлемов, облицованных керамическим материалом (переднюю, заднюю и две боковые стороны). Скорость пуль изменяли для достижения 2Х2 (две пули пробили и две пули не пробили шлем). Баллистический предел V50 был достигнут на скорости 905 м/с (2968 футов в секунду) шлемом АСН, облицованным керамическим материалом, массой 5,05 фунтов.
Пример 2
Другой шлем из керамического материала был изготовлен способом, подобным способу, раскрытому в примере 1, и испытан на предмет воздействия пули АК 47. Баллистический предел V50 был достигнут на скорости 614 м/с (2013 футов в секунду) средним шлемом АСН, облицованным керамическим материалом, массой 5,36 фунтов.
Изобретение относится к защитным шлемам, которые пригодны для применения для военных, полицейских и других целей. Шлем, устойчивый к воздействию обладающих высокой кинетической энергией осколков и пуль, причем шлем содержит закругленный корпус, содержащий верхушку и периферийную поверхность, которые определяют внутренний объем, при этом указанный закругленный корпус содержит в направлении снаружи внутрь (a) внешний слой, содержащий керамический материал, причем (i) керамический материал имеет форму непрерывного монолита, соответствующего изогнутой форме закругленного корпуса; или (ii) керамический материал выполнен в форме множества керамических пластин, которые соответствуют изогнутой форме закругленного корпуса, при этом некоторые или все пластины из керамического материала характеризуются неплоской формой; и (b) внутренний подкладочный материал, содержащий множество волокнистых слоев, где волокнистые слои содержат волокна с высокой удельной прочностью необязательно в смоляной матрице и где множество волокнистых слоев скреплены в единый цельный слой, причем (i) внутренний подкладочный материал содержит ткань, имеющую как направление основы, так и направление утка, при этом указанная ткань имеет от 5,9 до 21,6 нитей на см как в направлении основы, так и в направлении утка; или (ii) волокнистые слои содержат полиэтиленовые волокна с высокой удельной прочностью, равной или большей 35 г/д. Техническим результатом является разработка шлемов, устойчивых к воздействию обладающих высокой кинетической энергией осколков и винтовочных пуль. 3 н. и 13 з.п. ф-лы, 1 табл., 2 пр., 1 ил.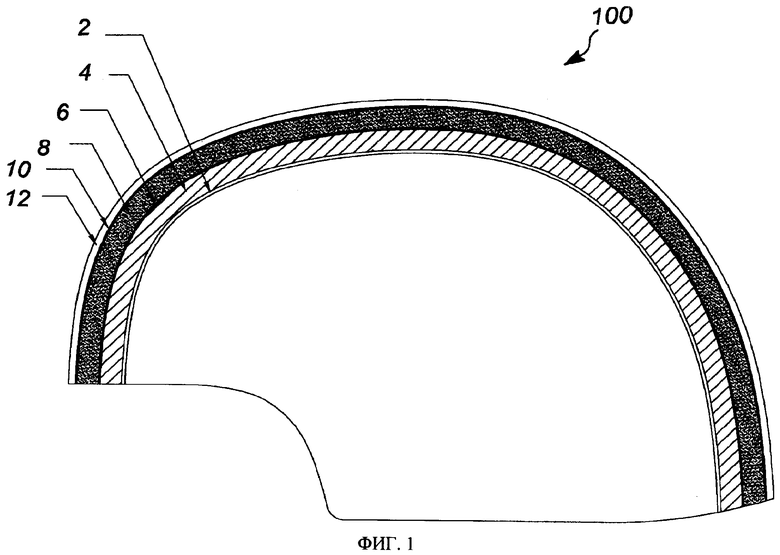
1. Шлем, устойчивый к воздействию обладающих высокой кинетической энергией осколков и пуль, причем шлем содержит закругленный корпус, содержащий верхушку и периферийную поверхность, которые определяют внутренний объем, при этом указанный закругленный корпус содержит в направлении снаружи внутрь:
(a) внешний слой, содержащий керамический материал, причем (i) керамический материал имеет форму непрерывного монолита, соответствующего изогнутой форме закругленного корпуса; или (ii) керамический материал выполнен в форме множества керамических пластин, которые соответствуют изогнутой форме закругленного корпуса, при этом некоторые или все пластины из керамического материала характеризуются неплоской формой; и
(b) внутренний подкладочный материал, содержащий множество волокнистых слоев, где волокнистые слои содержат волокна с высокой удельной прочностью необязательно в смоляной матрице и где множество волокнистых слоев скреплены в единый цельный слой, причем (i) внутренний подкладочный материал содержит ткань, имеющую как направление основы, так и направление утка, при этом указанная ткань имеет от 5,9 до 21,6 нитей на см как в направлении основы, так и в направлении утка; или (ii) волокнистые слои содержат полиэтиленовые волокна с высокой удельной прочностью, равной или большей 35 г/д.
2. Шлем по п.1, отличающийся тем, что смежные пластины из керамического материала механически скреплены или химически связаны друг с другом смежными краями, причем смежные пластины физически упираются друг в друга смежными краями.
3. Шлем по п.1, отличающийся тем, что керамический материал характеризуется толщиной от приблизительно 2 мм (0,079 дюйма) до приблизительно 12 мм (0,47 дюйма).
4. Шлем по п.1, отличающийся тем, что керамический материал содержит соединение, выбранное из группы, состоящей из армированного или неармированного оксида алюминия, карбида бора, карбида кремния, нитрида кремния и диборида титана.
5. Шлем по п.1, отличающийся тем, что внешний слой и внутренний подкладочный материал имеют форму закругленного корпуса шлема, определяющего внутренний объем, и указанный непрерывный монолит состоит из единого непрерывного твердого керамического элемента, который полностью покрывает внутренний подкладочный материал.
6. Шлем по п.1, отличающийся тем, что смоляная матрица характеризуется высоким модулем упругости при растяжении при отверждении, таким как по меньшей мере приблизительно 1×106 фунтов на квадратный дюйм (6895 МПа), измеренным по ASTM D638.
7. Шлем по п.1, отличающийся тем, что смоляная матрица содержится в количестве от 5 до 25% по массе от общей массы внутреннего подкладочного материала, и керамический материал и внутренний подкладочный материал содержатся в количестве, соответственно, от 30 до 85% по массе и от 10 до 50% по массе от общей массы закругленного корпуса.
8. Шлем по п.1, отличающийся тем, что значение поверхностной плотности закругленного корпуса составляет от 14,7 кг/м2 (3 фунта/фут2) до 48,9 кг/м2 (10 фунтов/фут2).
9. Шлем по п.1, отличающийся тем, что значение поверхностной плотности закругленного корпуса составляет от 14,7 кг/м2 (3 фунта/фут2) до 24,4 кг/м2 (5 фунтов/фут2).
10. Шлем по п.1, отличающийся тем, что волокна с высокой удельной прочностью состоят из полиолефиновых волокон.
11. Шлем по п.1, отличающийся тем, что волокна с высокой удельной прочностью включены в сеть в виде нетканой ткани, где указанная нетканая ткань содержит множество индивидуальных слоев однонаправленных волокон и в которой последующие слои повернуты один относительно другого под углом.
12. Шлем по п.1, отличающийся тем, что закругленный корпус дополнительно содержит слой амортизирующего материала, расположенный снаружи внешнего слоя, и представляет собой пенопласт с закрытыми порами.
13. Шлем по п.1, отличающийся тем, что подкладочный материал содержит от 2 до 250 перекрывающихся слоев волокон, которые скреплены в единый цельный слой.
14. Шлем по п.1, отличающийся тем, что подкладочный материал содержит от 10 до 100 перекрывающихся слоев волокон, которые скреплены в единый цельный слой.
15. Способ формирования закругленного корпуса шлема, стойкого к воздействию обладающих высокой кинетической энергией осколков и пуль, содержащего верхушку и периферийную поверхность, которые определяют внутренний объем, включающий:
(a) помещение в пресс-форму внешнего слоя, содержащего керамический материал, внутреннего подкладочного материала, содержащего множество волокнистых слоев, и клеевого слоя, причем клеевой слой расположен между внешним слоем и внутренним подкладочным материалом, при этом керамический материал выполнен в форме непрерывного монолита, соответствующего изогнутой форме закругленного корпуса, или керамический материал выполнен в форме множества керамических пластин, которые соответствуют изогнутой форме закругленного корпуса, при этом некоторые или все пластины из керамического материала имеют неплоскую форму; и
(b) приложение нагревания и давления к внешнему слою, внутреннему подкладочному материалу и клею, с тем чтобы связать керамический материал с внутренним подкладочным материалом, скрепить множество волокнистых слоев в единый цельный слой и тем самым сформировать закругленный корпус; причем (i) волокнистые слои содержат волокна с высокой удельной прочностью, причем указанные волокна с высокой удельной прочностью расположены необязательно в смоляной матрице, и содержат полиэтиленовые волокна с высокой удельной прочностью, равной или большей 35 г/д; или (ii) волокнистые слои содержат волокна с высокой удельной прочностью необязательно в смоляной матрице и внутренний подкладочный материал включает ткань, имеющую как направление основы, так и направление утка, при этом указанная ткань имеет от 5,9 до 21,6 нитей на см как в направлении основы, так и в направлении утка.
16. Сформованный закругленный корпус шлема, полученный согласно способу по п.15.
| US 20070111621 A1, 17.05.2007; |

