Ссылка на родственную заявку
Согласно настоящей заявке испрашивается приоритет · в соответствии с предварительной заявкой на выдачу патента США №61/531268, поданной 6 сентября 2011 года, описание которой ссылкой полностью включено в настоящее описание.
Область техники
Настоящее изобретение относится к изготовлению пуленепробиваемых волокнистых композитов, характеризующихся улучшенными свойствами устойчивости к воздействию пуль и осколков. Более конкретно, настоящее изобретение относится к пуленепробиваемым волокнистым композитам, характеризующимся высокой прочностью соединения внахлестку при сдвиге между слоями на основе армирующих волокон, что коррелирует с низкой глубиной отпечатка композита. Композиты с высокой прочностью соединения внахлестку при сдвиге могут быть успешно использованы для изготовления твердых пуленепробиваемых изделий, включая шлемы, которые отвечают текущим требованиям Национального Института Юстиции (НИЮ) к глубине отпечатка.
Уровень техники
Пуленепробиваемые изделия, изготовленные из композитов, содержащих высокопрочные синтетические волокна, являются хорошо известными. Изделия, такие как пуленепробиваемые жилеты, шлемы, панели, устанавливаемые на транспортные средства, и структурные элементы военного оборудования, как правило, изготавливают из тканей, содержащих высокопрочные волокна, такие как полиэтиленовые волокна SPECTRA® или арамидные волокна Kevlar®. Для ряда практических применений, например, связанных с жилетами или частями жилетов, волокна могут быть использованы в составе тканных или трикотажных тканей. В других практических применениях волокна могут быть заключены или погружены в полимерный матричный материал, и из указанных волокон могут быть сформированы нетканые ткани. Например, в патентах США №№4,403,012; 4,457,985; 4,613,535; 4,623,574; 4,650,710; 4,737,402; 4,748,064; 5,552,208; 5,587,230; 6,642,159; 6,841,492; и 6,846,758, каждый из которых ссылкой включен в настоящий документ, раскрыты пуленепробиваемые композиты, которые содержат высокопрочные волокна, изготовленные из материалов, таких как сверхвысокомолекулярный полиэтилен («СВМПЭ») с продолжительной цепью. Пуленепробиваемые композиты, изготовленные из высокопрочных синтетических волокон, демонстрируют разные степени сопротивления проникновению высокоскоростных поражающих элементов, таких как пули, снаряды, осколки и т.п., а также разные степени глубины отпечатка, возникающего в результате ударного воздействия указанного поражающего элемента.
Известно, что каждый тип высокопрочного волокна характеризуется присущими ему уникальными характеристиками и свойствами. В этом отношении одной определяющей характеристикой волокна является способность волокна связываться с поверхностными покрытиями, такими как смоляные покрытия, или прилипать к ним. Например, волокна на основе сверхвысокомолекулярного полиэтилена являются относительно инертными, тогда как арамидные волокна характеризуются наличием высокоэнергетической поверхности, содержащей полярные функциональные группы. Соответственно, смолы, как правило, демонстрируют более сильное сродство с арамидными волокнами, чем с инертными волокнами на основе полиэтилена сверхвысокой молекулярной массы. Тем не менее, также известно, что синтетические волокна по своей природе склонны к накоплению зарядов статического электричества и, следовательно, как правило, требуют нанесения защитного покрытия волокон для того, чтобы облегчить их дальнейшую обработку и получение композитов. Защитные покрытия волокон используют для уменьшения накопления зарядов статического электричества, а в случае некрученых и несвязанных волокон для поддержания когезионной способности волокон. Кроме того, защитные покрытия смазывают поверхность волокон, защищая волокна при взаимодействии с оборудованием, и оборудование при взаимодействии с волокнами. Из области техники известны многочисленные типы защитных покрытий волокон, предназначенные для использования в различных отраслях. См., например, патенты США №№5,275,625, 5,443,896, 5,478,648, 5,520,705, 5,674,615, 6,365,065, 6,426,142, 6,712,988, 6,770,231, 6,908,579 и 7,021,349, в которых раскрываются составы замасливателя для спряденных волокон.
Однако, обычно используемые защитные покрытия волокон не всегда желательны. Одна из существенных причин заключается в том, что защитное покрытие волокон может препятствовать межфазной адгезии или межповерхностному сцеплению полимерных вяжущих материалов на поверхности волокон, включая поверхности арамидных волокон. Высокая адгезия полимерных вяжущих материалов является важной при изготовлении пуленепробиваемых тканей, в частности, нетканых композитов, таких как нетканые композиты SPECTRA SHIELD®, выпускаемые компанией Honeywell International Inc., г. Морристаун, Нью Джерси. Недостаточная адгезия полимерных вяжущих материалов на поверхностях волокон может снизить прочность сцепления между волокнами и прочность сцепления между волокнами и вяжущим, и, тем самым, вызвать разделение объединенных волокон и/или вызвать отслоение вяжущего от поверхностей волокон. Аналогичная связанная с адгезией проблема также возникает при попытке нанесения защитных полимерных составов на тканые ткани. Это отрицательное влияет на свойства устойчивости к воздействию пуль и осколков (характеристики противопульной и противоосколочной защиты) указанных композитов, а также может вызвать катастрофическое разрушение изделия.
Характеристики противопульной и противоосколочной защиты композитной бронезащиты могут быть оценены различными способами. Одной общей характеристикой является скорость V50, которая представляет собой полученную экспериментально, статистически вычисленную скорость в момент удара, при которой, как ожидается, поражающий элемент с вероятностью 50% полностью пробьет бронезащиту, и с вероятностью 50% будет полностью остановлен бронезащитой. Для композитов с одинаковой поверхностной плотностью (т.е. массой панели композита, разделенной на площадь поверхности) более высокое значение V50 указывает на лучшее сопротивление проникновению композита. Тем не менее, даже когда противопульная бронезащита является достаточно прочной для того, чтобы предотвратить проникновение поражающего элемента, ударное воздействие поражающего элемента на бронезащиту может также вызвать значительные не связанные с проникновением травмы от запредельного действия пуль («запреградная травма»). Соответственно, другим важным показателем характеристик противопульной и противоосколочной защиты является глубина отпечатка в бронезащите. Глубина отпечатка, также известная в данной области техники как изнаночная деформация (травмирующее действие бронежилета) или глубина запреградной травмы, представляет собой величину, характеризующую величину отклонения индивидуальной бронезащиты под воздействием пули. Потенциально возможные травмы от запредельного действия пуль, полученные при не пробитии пулей композитной бронезащиты, могут быть столь же смертельны для человека, как и травмы, нанесенные пулей, пробившей бронезащиту и вошедшей в тело. Это особенно важно в контексте бронезащиты шлема, где временное проникновение, вызванное остановленной пулей, может пересечь плоскость черепа надевшего шлем человека и вызвать тяжелое или смертельное повреждение мозга.
Известно, что характеристика V50 устойчивости к воздействию пуль и осколков композита прямо связана с прочностью входящих в состав композита волокон. Увеличение прочностных свойств волокон, таких как удельная прочность и/или модуль упругости при растяжении, как известно, коррелирует с увеличением значения скорости V50. Тем не менее, при увеличении прочностных свойств волокон не было аналогично отмечено соответствующее улучшение глубины отпечатка. Соответственно, существует необходимость в разработке способа получения пуленепробиваемых композитов, которые характеризуются как отличной характеристикой V50 устойчивости к воздействию пуль и осколков, так и низким значением глубины отпечатка. Настоящее изобретение предоставляет решение указанных выше недостатков, присущих уровню техники.
Неожиданно было обнаружено, что существует прямая корреляция между глубиной опечатка и тенденцией армирующих волокон, входящих в состав пуленепробиваемого композита, отслаиваться друг от друга и/или отслаиваться от поверхностных покрытий волокон в результате ударного воздействия поражающего элемента. Посредством улучшения связи между поверхностью волокон и поверхностным покрытием волокон снижается разделение волокон и/или отслоение волокон от покрытия, что, тем самым, увеличивает трение о волокна и увеличивает взаимодействие поражающего элемента с волокнами. Соответственно, структурные свойства композита будут улучшены, при этом снизится деформация обратной стороны композита в результате рассеивания энергии удара поражающего элемента.
Настоящее изобретение предоставляет решение указанного выше недостатка, присущего уровню техники, благодаря обработке волокон для улучшения связи между поверхностью волокна и поверхностным покрытием волокон перед объединением волокон с образованием нетканых слоев или тканей на основе волокон, или перед сплетением волокон с образованием тканых тканей, и перед покрытием указанных волокон выбранными полимерами, а также перед объединением нескольких слоев на основе волокон в многопластовый или многослойный композит. Было обнаружено, что волокнистые композиты, сформированные из таких обработанных волокон, характеризуются улучшенным значением прочности соединения внахлестку при сдвиге между смежными пластами/слоями на основе волокон многопластового/многослойного волокнистого композита. В частности, волокна обрабатывают для удаления, по меньшей мере, части защитного покрытия волокон с тем, чтобы открыть, по меньшей мере, часть поверхности волокон, что, тем самым, позволяет наносимому впоследствии полимеру связываться непосредственно с поверхностью волокна так, чтобы указанный полимер находился преимущественно в непосредственном взаимодействии с поверхностью волокна, а не с нанесенным на них защитным покрытием. Кроме того, может быть предусмотрено выполнение других процессов обработки волокон для дополнительного улучшения способности впоследствии наносимого материала адсорбироваться поверхностью, прилипать к поверхности или связываться с поверхностью волокон. Более высокое значение прочности соединения внахлестку при сдвиге отражает более прочное сцепление волокон в одиночном пласте на основе волокон, более прочное сцепление пластов в одиночной многопластовой ткани или многопластовом слое на основе волокон, а также коррелирует с более высокими структурными свойствами композита, а также улучшенным значением глубины отпечатка композита.
Сущность изобретения
Настоящее изобретение предоставляет волокнистый композит, содержащий множество смежных слоев на основе волокон, причем каждый слой на основе волокон содержит волокна, характеризующиеся наличием поверхностей, которые, по меньшей мере, частично покрыты полимерным материалом, причем указанные волокна преимущественно не содержат защитного покрытия волокон; при этом указанный волокнистый композит характеризуется значением межслоевой прочности соединения внахлестку при сдвиге между смежными слоями на основе волокон, которое превышает значение межслоевой прочности соединения внахлестку при сдвиге между смежными слоями на основе волокон сопоставимого волокнистого композита, характеризующегося наличием поверхностей волокон, которые преимущественно покрыты защитным покрытием волокон, при этом указанное защитное покрытие волокон расположено между поверхностями волокон и полимерным материалом.
Настоящее изобретение также предоставляет волокнистый композит, характеризующийся глубиной отпечатка менее приблизительно 8 мм при воздействии 9-мм поражающим элементом с цельнометаллической оболочкой вокруг носа (FMJ RN) с номинальной массой 124 грана, выпущенным со скоростью приблизительно 1430 футов в секунду (фт/с)±30 фт/с, при этом значение глубины отпечатка измерено для композита, характеризующегося поверхностной плотностью 2,0 фунта на кв. фут, и при комнатной температуре (приблизительно 70°F-72°F).
Дополнительно настоящее изобретение предоставляет способ формирования волокнистого композита, содержащего по меньшей мере два смежных слоя на основе волокон, причем каждый слой на основе волокон содержит волокна, характеризующиеся наличием поверхностей, которые, по меньшей мере, частично покрыты полимерным материалом, при этом указанные волокна преимущественно не содержат защитного покрытия волокон так, что указанный полимерный материал находится преимущественно в непосредственном взаимодействии с поверхностями волокон; причем указанный композит характеризуется значением межслоевой прочности соединения внахлестку при сдвиге между смежными слоями на основе волокон, составляющим по меньшей мере приблизительно 170 фунт-сила при приблизительно комнатной температуре, при этом указанный способ включает: обеспечение множества полимерных волокон, характеризующихся наличием поверхностей, которые преимущественно не содержат защитного покрытия волокон; необязательную обработку поверхностей волокон для улучшения поверхностной адсорбции, связывания или приклеивания впоследствии наносимого полимерного материала к поверхностям волокон; нанесение полимерного материала, по меньшей мере, на часть указанных волокон, тем самым обеспечивая адсорбирование, связывание или приклеивание полимерного материала на или к указанным поверхностям волокон; получение множества слоев на основе волокон из указанных волокон либо до, либо после нанесения указанного полимерного материала на указанные волокна; и отверждение указанного множества слоев на основе волокон с получением волокнистого композита.
Кроме того, настоящее изобретение предоставляет волокнистый композит, содержащий множество смежных слоев на основе волокон, причем каждый слой на основе волокон содержит волокна, характеризующиеся наличием поверхностей, которые, по меньшей мере, частично покрыты полимерным материалом, причем указанные волокна, по меньшей мере, частично не содержат защитного покрытия волокон так, что указанный полимерный материал находится, по меньше мере, частично в непосредственном взаимодействии с поверхностями волокон; при этом указанный волокнистый композит характеризуется значением межслоевой прочности
соединения внахлестку при сдвиге между смежными слоями на основе волокон, которое превышает значение межслоевой прочности соединения внахлестку при сдвиге между смежными слоями на основе волокон сопоставимого волокнистого композита, содержащего полимерный материал, который не находится, по меньшей мере, частично в непосредственном взаимодействии с поверхностями волокон.
Подробное описание изобретения
Глубина отпечатка представляет собой показатель глубины отклонения либо мягкой, либо твердой бронезащиты в материал подложки или в тело пользователя вследствие ударного воздействия поражающего элемента. Более конкретно, глубина отпечатка, также известная в данной области техники как «изнаночная деформация», «глубина запреградной травмы» или «травма от запредельного действия пуль», представляет собой показатель того, насколько воздействие поражающего элемента распространяется через бронезащиту после того, как бронезащита полностью остановит проникновение поражающего элемента, демонстрирующий глубину запреградной травмы, полученной телом, расположенным под бронезащитой. Стандартный способ измерения глубины отпечатка мягкой брони изложен в стандарте НИЮ 0101.04, тип IIIА, который раскрывает способ передачи физической деформации композита, возникающей в результате непроникающего ударного воздействия поражающего элемента, в материал подложки из деформируемой глины, удерживаемый в приспособлении коробчатой формы с открытой стороной. Согласно стандарту НИЮ испытываемую бронезащиту закрепляют непосредственно на передней поверхности подложки из деформируемой глины, и определяют и измеряют любую деформацию глины, возникающую в результате стандартных условий стрельбы поражающими элементами. Кроме того, могут быть использованы другие способы для измерения глубины отпечатка. В настоящее время стандарт НИЮ обычно используют для оценки композитов для мягкой брони, предназначенных для военного использования.
Термины «глубина отпечатка», «изнаночная деформация», «глубина запреградной травмы» и «травма от запредельного действия пуль» имеют одинаковое значение в данной области техники и используются взаимозаменяемо в настоящем документе. Для целей настоящего изобретения под изделиями, которые характеризуются отличным сопротивлением проникновению пуль и осколков, подразумевают изделия, которые демонстрируют превосходное сопротивление воздействию деформируемых поражающих элементов, таких как пули, а также сопротивление проникновению осколков, таких как шрапнель. В контексте настоящего документа «слой на основе волокон» может содержать одиночный пласт однонаправленных волокон, несколько нескрепленных пластов однонаправленных волокон, несколько скрепленных пластов однонаправленных волокон, тканую ткань, несколько скрепленных тканых тканей, или любую другую матерчатую конструкцию, которая сформована из множества волокон, включая войлоки, маты и другие структуры, содержащие случайно направленные волокна. Под термином «слой» подразумевают по существу плоскую структуру. Каждый слой на основе волокон будет характеризоваться наличием внешней верхней поверхности и внешней нижней поверхности. В контексте настоящего документа «одиночный пласт» однонаправленных волокон характеризуется расположением неперекрывающихся волокон, которые выровнены в однонаправленном, по существу параллельном массиве. Этот тип расположения волокон также известен в данной области техники под названием «однонаправленная тканая лента», «однонаправленная лента», «ОН» или «ОНЛ». В контексте настоящего документа под термином «массив» подразумевают упорядоченное расположение волокон или пряжи (за исключением тканой ткани), а под термином «параллельный массив» подразумевают упорядоченное параллельное расположение волокон или пряжи. Под термином «ориентированный», используемом в контексте выражения «ориентированные волокна», подразумевают выравнивание волокон в отличие от растяжения волокон. Под термином «ткань» в настоящем документе подразумевают структуры, которые могут включать в себя один или несколько пластов на основе волокон, при этом пласты могут быть соединены в процессе формования или скрепления. Например, тканая ткань или войлок может содержать одиночный пласт на основе волокон. Нетканая ткань, сформированная из однонаправленных волокон, как правило, содержит несколько уложенных друг на друга и скрепленных пластов на основе волокон. В контексте настоящего документа под термином «однослойная» структура подразумевают монолитную волокнистую структуру, состоящую из одного или нескольких отдельных пластов или отдельных слоев, которые были объединены, т.е. скреплены посредством ламинирования с низким давлением или формования под высоким давлением в одну цельную структуру при помощи полимерного вяжущего материала. Под термином «скрепление» («отверждение») следует понимать, что полимерный вяжущий материал объединен с каждым пластом на основе волокон для образования одного цельного слоя. Скрепление может произойти посредством сушки, охлаждения, нагревания, прикладывания давления или их сочетания. Тепловое воздействие и/или прикладывание давления могут быть необязательными, так как волокна или слои ткани могут быть просто склеены, например, при помощи процесса влажного ламинирования. Под термином «композит» подразумевают сочетания волокон и по меньшей мере одного полимерного вяжущего материала. В контексте настоящего документа под термином «сложный композит» подразумевают скрепленную комбинацию из множества слоев на основе волокон. В контексте настоящего документа термин «нетканые» ткани включает в себя все матерчатые структуры, которые сформованы в ходе процесса, отличного от процесса ткачества. Например, нетканые ткани могут включать в себя несколько однонаправленных лент, которые, по меньшей мере, частично покрыты полимерным вяжущим материалом, сложены друг на друга/перекрывают друг друга и скреплены с образованием однослойного, монолитного элемента, а также войлок или мат, содержащий непараллельные, случайно ориентированные волокна, которые предпочтительно покрыты полимерным вяжущим составом.
В целях настоящего изобретения под термином «волокно» подразумевают удлиненное тело, длина которого намного превышает размеры ширины и толщины. Формы поперечного сечения волокон, используемых в настоящем изобретении, могут значительно варьировать, при этом волокна могут характеризоваться круглым, прямоугольным или овальным поперечным сечением. Таким образом, термин «волокно» включает в себя нити, ленты, полосы и другие структуры, характеризующиеся постоянным или переменным поперечным сечением, при этом предпочтительно, чтобы волокна характеризовались по существу круглым поперечным сечением. В контексте настоящего документа под термином «пряжа» подразумевают одиночную прядь, состоящую из нескольких волокон. Одиночное волокно может быть сформовано только из одной нити или нескольких нитей. Волокно, сформованное только из одной нити, именуют в настоящем документе либо «однонитевым» волокном, либо «мононитевым» волокном, а волокно, сформованное из нескольких мононитей, именуют в настоящем документе «многонитевым» волокном.
Термин «сдвиг» относится к деформации сдвига, которая представляет собой поперечную деформацию вещества материала, которую получают при боковом сдвиге параллельных внутренних поверхностей вещества друг относительно друга. Как обычно принято в области техники, «прочность соединения внахлестку при сдвиге» относится к прочности адгезии, присущая клею для связывания материалов, при воздействии поперечной деформации (деформации сдвига). Известны различные методики ASTM для испытания прочности соединения внахлестку при сдвиге, при этом каждая из указанных методик регламентирует проведение испытания на одном соединении внахлестку, т.е. на одном соединении «внапуск», образца. Например, в методике ASTM D1002 раскрыто испытание прочности соединения внахлестку при сдвиге для соединения внахлестку металл-металл; в методике ASTM D3163 раскрыто испытание прочности соединения внахлестку при сдвиге для соединения внахлестку пластмасса-пластмасса; в методике ASTM D5868 раскрыто испытание прочности соединения внахлестку при сдвиге для соединения армированная волокнами пластмасса - армированная волокнами пластмасса или металл - армированная волокнами пластмасса. Например, согласно ASTM D3163 два склеенных образца из жесткой пластмассы соединяют друг с другом при помощи клея для образования соединения внахлестку шириной 0,5 дюйма (12,7 мм) или 1 дюйм (25,4 мм), после чего дают клею высохнуть. Испытуемые образцы поместили в захваты универсальной машины для испытаний, такой как машина для испытания на растяжение INSTRON®, серийно выпускаемая компанией Instron Corporation, г. Норвуд, Массачусетс, после чего осуществили растяжение образцов с установленной интенсивностью нагрузки и установленной температурой до разрушения соединения. В методике ASTM D5868 изложены подобные условия испытания для армированных волокнами пластмасс с различной интенсивностью нагрузки.
В контексте настоящего документа, термин «межслоевая прочность соединения внахлестку при сдвиге» относится к прочности соединения внахлестку при сдвиге между двумя смежными слоями/пластами на основе волокон, которые соединены при помощи стандартной технологии, известной в данной области техники. В соответствии с приведенным выше определением, смежные слои на основе волокон могут включать смежные однонаправленные ленты и/или смежные тканые ткани.
Смежные однонаправленные ленты, как правило, расположены в стандартной ориентации с перекрестными расположением пластов 0°/90° для максимального увеличения сопротивления проникновению пуль и осколков (например, определенного согласно стандартному испытанию V50), хотя эта ориентация не является обязательной и не обязательно является оптимальной для минимизации глубины отпечатка композита. Смежные однонаправленные ленты скрепляют (отверждают) при помощи полимерного вяжущего материала, как более подробно описано выше, и испытание прочности соединения внахлестку при сдвиге проводят с использованием указанного полимерного вяжущего материала для связывания слоев в области соединения внахлестку согласно конкретным техническим условия испытания прочности соединения внахлестку при сдвиге без использования какого-либо дополнительного клея в соединении внахлестку.
При испытании межслоевой прочности соединения внахлестку при сдвиге нетканых волокнистых композитов согласно настоящему изобретению, которые содержат несколько соединенных внахлестку однонаправленных лент, испытание прочности соединения внахлестку при сдвиге обычно проводят на перекрестном соединении внахлестку, при котором одна однонаправленная лента ориентирована под углом 0°, а другая однонаправленная лента ориентирована под углом 90°. Эта перекрестная ориентация соединения внахлестку для целей испытания прочности соединения внахлестку при сдвиге также не является обязательной, но она является предпочтительной, поскольку обычно нетканые композитные структуры, содержащие однонаправленные слои, обычно изготовлены в виде конструкции с перекрестным (0°/90°) расположением слоев. При испытании межслоевой прочности соединения внахлестку при сдвиге волокнистых композитов, содержащих множество соединенных внахлестку тканых тканей, волокна в направлении основы и в направлении утка одной тканой ткани предпочтительно, но не обязательно, ориентированы аналогично волокнам в направлении основы и в направлении утка смежной тканой ткани. В отличие от нетканых тканей, тканые ткани не требуют наличия полимерного вяжущего материала для взаимного соединения армирующих волокон для формирования одного слоя на основе волокон. Однако, адгезивный или полимерный вяжущий материал, как правило, необходим для скрепления или объединения нескольких тканых слоев на основе волокон с образованием многослойного волокнистого композита. Соответственно, при испытании межслоевой прочности соединения внахлестку при сдвиге между ткаными слоями на основе волокон, обычно необходимо добавить некоторое количество клея или полимерного вяжущего материала в какой-либо форме для образования соединения внахлестку согласно техническим условиям испытания прочности соединения внахлестку при сдвиге. Согласно предпочтительному варианту осуществления перед формированием соединения внахлестку тканые ткани предварительно пропитывают полимерным вяжущим материалом.
Во всех примерах, проиллюстрированных ниже, испытания прочности соединения внахлестку при сдвиге осуществили с использованием нетканых слоев на основе волокон, измеряя межслоевую прочность соединения внахлестку при сдвиге на 1-дюймовом соединении внахлестку между двумя наслоенными 2-х или 4-х пластовыми неткаными слоями на основе волокон. Каждый 2-х пластовый нетканый слой на основе волокон состоит из первого пласта, ориентированного под углом 0°, и второго пласта, ориентированного под углом 90°. Каждый 4-х пластовый нетканый слой на основе волокон характеризуется структурой (0°/90°/0°/90ο), эквивалентной 2-х пластовой структуре, но с четырьмя пластами. Соединение внахлестку сформировали посредством ламинирования 2-х или 4-х пластовых слоев на основе волокон при температуре приблизительно 270°F (132°C) и давлении приблизительно 500 фунтов на кв. дюйм в течение 10 минут. Испытания прочности соединения внахлестку при сдвиге в каждом примере осуществили при комнатной температуре приблизительно 70°F, если конкретно не указано иное, в соответствии с условиями ASTM D5868. Температура при испытании прочности соединения внахлестку при сдвиге является важным фактором, когда испытуемые материалы включают в себя термопластичные полимеры, поскольку под воздействием более высоких температур происходит размягчение термопластичных полимеров, вызывая снижение способности материала противостоять приложенному боковому усилию. Кроме того, поскольку результаты указанного способа испытания могут быть чувствительны к различным факторам, таким как размер соединения внахлестку и ориентация волокон, предпочтительно и идеально, чтобы все факторы поддерживались постоянными во время сравнительного испытания с тем, чтобы единая переменная при испытании являлась либо типом испытуемого образца композита, либо типом обработки волокон.
Волокнистые композиты согласно настоящему изобретению отличаются от других волокнистых композитов своими более высокими значениями прочности соединения внахлестку при сдвиге и соответствующими превосходными характеристиками глубины отпечатка при воздействии высокоскоростных поражающих элементов, которые не пробивают изделие из указанных композитов. Улучшения значений прочности соединения внахлестку при сдвиге волокнистых композитов согласно настоящему изобретению достигают, как минимум, посредством, по меньшей мере, частичного удаления существующего защитного покрытия волокон с поверхности волокон перед формированием из волокон ткани, при этом формирование ткани включает соединение волокон для изготовления слоев тканой ткани, слоев нетканой ткани или нетканых пластов на основе волокон. Удаление защитных покрытий волокон перед формированием слоев нетканой ткани или нетканых пластов на основе волокон, или перед сплетением тканых тканей не было ранее известно, поскольку известно, что защитное покрытие волокон обычно является необходимым веществом для улучшения технологических свойств, как описано выше. Например, при изготовлении нетканых тканей, как правило, нанесение защитного покрытия волокон необходимо для уменьшения накопления зарядов статического электричества, предотвращения спутывания волокон, смазывания волокон для того, чтобы они скользили по компонентам ткацкого станка, а также для улучшения когезии волокон во время обработки, в частности, на стадии вытягивания и сложения волокон.
Несмотря на то, что защитные покрытия волокон, как правило, необходимы во время стандартной обработки ткани, они по существу не влияют на конечные свойства ткани. Напротив, поскольку защитное покрытие располагается на поверхностях волокон, оно ухудшает взаимодействие поверхностей волокон друг с другом, а также препятствует прямому поглощению поверхностями волокон впоследствии наносимых адсорбируемых веществ, таких как жидкие или твердые смолы или полимерные вяжущие материалы, которые наносят на волокна, в результате чего адсорбируемые вещества располагаются на поверхности защитного слоя, а не непосредственно на поверхностях волокон. Это вызывает проблемы. В приведенном выше случае защитное покрытие действует в качестве смазки на поверхностях волокон и, следовательно, снижает трение между соседними волокнами. В последнем случае, защитное покрытие препятствует прямому и прочному связыванию впоследствии наносимых материалов с поверхностями волокон, что потенциально препятствует связыванию покрытий со всеми волокнами, а также вызывает риск отслоения при ударном воздействии поражающего элемента. С целью увеличения трения между волокнами, а также обеспечения непосредственного связывания смол или полимерных вяжущих материалов и поверхностей волокон, тем самым, увеличивая прочность сцепления между волокнами и вяжущим, необходимо, чтобы было осуществлено, по меньшей мере, частичное удаление существующего защитного покрытия волокон и предпочтительно по существу полное удаление указанного покрытия со всех или некоторых поверхностей некоторых или всех армирующих волокон, формирующих волокнистый композит.
По меньшей мере, частичное удаление защитного покрытия волокон будет предпочтительно начато после завершения всех стадий вытягивания/растяжения волокон. На стадии мойки волокон или другого удаления защитного покрытия волокон осуществляют удаление защитного покрытия в количестве, достаточном для того, чтобы, открыть, по меньшей мере, некоторые из находящихся под указанным покрытием поверхностей волокон, хотя для удаления различных количеств защитного покрытия следует предусмотреть различные условия удаления. Например, определенные факторы, такие как состав моющего средства (например, воды), механические параметры технологии мойки (например, давление воды, взаимодействующей с волокном; наличие перемешивания в ванне для мойки и т.п.), будут влиять на количество удаленного защитного покрытия. Для целей настоящего изобретения, минимальная обработка для обеспечения минимального удаления защитного покрытия волокон, как правило, откроет по меньшей мере 10% площади поверхности волокон. Предпочтительно, защитное покрытие волокон удаляют так, чтобы волокна преимущественно не содержали защитного покрытия. В контексте настоящего документа под волокнами, которые «преимущественно не содержат» защитного покрытия волокон, подразумевают волокна, с которых удалили по меньшей мере 50 масс. % защитного покрытия, более предпочтительно по меньшей мере приблизительно 75 масс. % защитного покрытия, более предпочтительно по меньшей мере приблизительно 80 масс. % защитного покрытия. Более предпочтительно, чтобы волокна по существу не содержали защитного материала волокон. Волокна, которые «по существу не содержат» защитного покрытия волокон, представляют собой волокна, с которых удалили по меньшей мере приблизительно 90 масс. % защитного покрытия, и наиболее предпочтительно по меньшей мере приблизительно 95 масс .% защитного покрытия, тем самым, открывая по меньшей мере приблизительно 90% или по меньшей мере приблизительно 95% площади поверхности волокон, которая ранее была покрыта защитным покрытием волокон. Наиболее предпочтительно общее количество оставшегося защитного покрытия будет менее или равно приблизительно 0,5 масс. %, исходя из массы волокон плюс масса защитного покрытия, предпочтительно менее или равно приблизительно 0,4 масс. %, более предпочтительно менее или равно приблизительно 0,3 масс. %, более предпочтительно менее или равно приблизительно 0,2 масс. %, и наиболее предпочтительно менее или равно приблизительно 0,1 масс. %, исходя из массы волокон плюс масса защитного покрытия.
В зависимости от поверхностного натяжения состава защитного покрытия волокон, защитное покрытие может проявлять тенденцию самостоятельно распределяться по поверхности волокон, даже при удалении значительного количества защитного покрытия. Следовательно, часть площади поверхности волокна, которое преимущественно не содержит защитного покрытия волокон, может быть все еще покрыта очень тонким слоем защитного покрытия волокон. Однако, как правило, остающееся защитное покрытие волокон присутствует в качестве остаточных участков защитного покрытия, а не в качестве непрерывного покрытия. Соответственно, волокно с поверхностями, которые преимущественно не содержат защитного покрытия волокон, предпочтительно характеризуются наличием поверхности, которая, по меньшей мере, частично открыта и не покрыта защитным покрытием волокон, при этом предпочтительно менее 50% площади поверхности волокна покрыто защитным покрытием волокон. Предлагаемые волокнистые композиты, содержащие поверхности волокон, которые предпочтительно не содержат защитного покрытия волокон, впоследствии покрывают полимерным вяжущим материалом. Если удаление защитного покрытия волокон привело к тому, что менее 50% площади поверхности покрыты защитным покрытием волокон, то, в результате этого, полимерный вяжущий материал будет находиться в непосредственном контакте с более чем 50% площади поверхности волокон.
В результате удаления защитного покрытия, волокнистые композиты согласно настоящему изобретению характеризуются значением межслоевой прочности соединения внахлестку при сдвиге между смежными пластами на основе волокон, которое превышает значение межслоевой прочности соединения внахлестку при сдвиге между смежными пластами на основе волокон сопоставимого волокнистого композита, характеризующегося наличием волокон, которые преимущественно покрыты защитным покрытием волокон, например, когда защитное покрытие волокон, расположенное между поверхностями волокон и полимерным материалом, покрывает более 50% площади поверхности волокон.
Наиболее предпочтительно, защитное покрытие волокон по существу полностью удаляют с волокон, при этом поверхности волокон являются по существу полностью открытыми. В этом отношении, по существу полное удаление защитного покрытия волокон представляет собой по меньшей мере приблизительно 95%, более предпочтительно по меньшей мере приблизительно 97,5% и наиболее предпочтительно по меньшей мере приблизительно 99% удаление защитного покрытия волокон, в результате чего по меньшей мере приблизительно 95%, более предпочтительно приблизительно 97,5%, и наиболее предпочтительно по меньшей мере приблизительно 99% поверхности волокон становятся открытыми. В идеале удаляют 100% защитного покрытия волокон, в результате чего открывают 100% площади поверхности волокон. После удаления защитного покрытия волокон и перед нанесением полимерного вяжущего материала, смолы или другого адсорбируемого вещества на открытые поверхности волокон, предпочтительно очистить волокна от каких-либо частиц удаленного защитного покрытия.
В контексте настоящего документа «сопоставимый» волокнистый композит определен как композит (теоретический или реальный), который идентичен или по существу аналогичен обработанному композиту согласно настоящему изобретению, причем, по меньшей мере, часть защитного покрытия волокон композита согласно настоящему изобретению была удалена для того, чтобы открыть, по меньшей мере, часть поверхности волокна, необязательно при помощи дополнительных обработок волокон, таких как плазменная обработка или обработка коронным разрядом, при этом полимерный материал, соответственно, связывается непосредственно с поверхностью волокна в областях удаления защитного покрытия волокон. В связи с этим, «по существу аналогичен» относится к любой минимальной ошибке, имеющей место при задании постоянных факторов. Другими словами, сопоставимый волокнистый композит представляет собой «контрольный композит», с которым сравнивают «обработанный композит» согласно настоящему изобретению. В частности, как контрольный композит, так и обработанный композит согласно настоящему изобретению будут изготовлены с использованием одинакового типа волокон (одинаковые химический состав, удельная прочность, модуль упругости при растяжении и т.п.), содержать одинаковую структуру слоев на основе волокон (например, тканую или нетканую), одинаковый тип полимерного материала (также именуемого вяжущим полимером, полимерным вяжущим материалом или полимерной матрицей), который покрывает волокна, одинаковое количество смолы в композите, одинаковое количество пластов/слоев на основе волокон и т.п. Как контрольный композит, так и обработанный композит будут сформированы при одинаковых условиях скрепления (отверждения)/формования. Предполагается, что все факторы, за исключением обработок поверхностей волокон, описанных в настоящем документе, являются неизменными. Все эти аспекты являются важными, поскольку полученные данные показали, например, что глубина отпечатка и значения прочности соединения внахлестку при сдвиге зависят в некоторой степени от используемого типа смолы, равно как глубина отпечатка и значения прочности соединения внахлестку при сдвиге зависят в некоторой степени от наличия защитного покрытия волокон, а также осуществления различных обработок поверхности волокна. Представленные в настоящем документе данные подтверждают предположение о том, что обработанный композит будет демонстрировать улучшенную глубину отпечатка и свойства соединения внахлестку при сдвиге по сравнению с идентичными или по существу аналогичным контрольным композитом, но не обязательно по сравнению с другими композитами, характеризующимися наличием отличных элементов. Поскольку обработка волокон для обеспечения минимального удаления защитного покрытия волокон, как правило, открывает по меньшей мере приблизительно 10% площади поверхности волокон, сравнимый композит, который не был подобным образом вымыт или обработан для удаления, по меньшей мере, части защитного покрытия волокон, будет характеризоваться наличием менее 10% открытой площади поверхности волокон, нулевым процентом открытой поверхности или по существу отсутствием открытой поверхности волокон.
Как отмечено выше, удаление защитного покрытия волокон увеличивает трение между волокнами, а также прочность сцепления между волокном и впоследствии наносимым покрытием. Было обнаружено, что повышение трения между волокнами и повышение прочности сцепления между волокном и покрытием увеличивает взаимодействие между поражающим элементом и волокнами, тем самым, улучшая прочность соединения внахлестку при сдвиге между слоями, входящими в состав волокнистых композитов, улучшая способность волокнистых композитов, сформированных из указанных волокон, останавливать поражающие элементы, а также снижая глубину отпечатка, возникающую в результате ударного воздействия поражающего элемента. Увеличенная прочность сцепления между волокном и покрытием также снижает количество вяжущего, необходимое для надлежащего связывания волокон. Указанное снижение количества вяжущего позволяет включить в состав ткани большее количество волокон, что позволяет потенциально получить более легкие пуленепробиваемые материалы с увеличенной прочностью. Кроме того, это приведет к улучшению устойчивости к воздействию колющего оружия полученных в результате тканевых композитов, а также увеличению устойчивости композитов к повторным ударным воздействиям.
В контексте настоящего изобретения может быть использован любой известный способ удаления защитных поверхностей волокон, включая как механический, так и химический способы воздействия. Подходящий способ, как правило, зависит от состава защитного покрытия. Например, согласно предпочтительному варианту осуществления настоящего изобретения волокна покрыты защитным покрытием, которое может быть смыто только водой. Как правило, защитное покрытие будет включать в себя сочетание одной или нескольких смазок, одного или нескольких неионогенных эмульгаторов (поверхностно-активных веществ), одного или нескольких агентов, снижающих статические заряды, одного или нескольких увлажняющих или связующих агентов, и одного или нескольких антибактериальных соединений. Предпочтительные составы защитного покрытия могут быть смыты только с использованием воды. Кроме того, механические средства могут быть использованы совместно с химическим агентом для улучшения эффективности химического удаления. Например, эффективность удаления защитного покрытия с использованием деионизированной воды может быть улучшена посредством изменения значения давления, направления воздействия, значения расхода, которые присущи процессу подачи воды.
Наиболее предпочтительно, волокна, входящие в состав волокнистого полотна, моют и/или промывают водой, предпочтительно деионизированной водой, с необязательной сушкой волокон после мойки и без использования каких-либо других химикатов. Согласно другим вариантам осуществления, в которых защитное покрытие не растворимо водой, защитное покрытие может быть удалено или смыто, например, при помощи абразивного чистящего средства, химического чистящего средства или чистящего средства на основе ферментов. Например, в патентах США №№5,573,850 и 5,601,775, которые ссылкой включены в настоящий документ, раскрывается пропускание пряжи через ванну, содержащую неионогенное поверхностно-активное вещество (серийно выпускаемое Clariant Corporation, г.Шарлотт, Северная Каролина под товарным знаком Hostapur® СХ.), тринатрийфосфат и гидроксид натрия, после промывки волокон. Другие пригодные химические агенты, кроме прочего, включают в себя спирты, такие как метанол, этанол и 2-пропанол; алифатические и ароматические углеводороды, такие как циклогексан и толуол; хлорированные растворители, такие как дихлорметан и трихлорметан. Мойка волокон также удалит любые другие поверхностные загрязнения, что обеспечит более плотное взаимодействие между волокном и смолой или другим материалом покрытия.
Предполагается, что предпочтительное средство, используемое для очистки волокон водой, не имеет ограничений, за исключением способности по существу осуществлять удаление защитного покрытия волокон. В предпочтительном способе удаление защитного покрытия осуществляют с использованием процесса, который включает пропускание волокнистого полотна через струи, выходящие из водоструйных сопел высокого давления, для мойки (или промывки) и/или физического удаления защитного покрытия с поверхности волокон. Волокна могут быть предварительно замочены в водяной ванне перед пропусканием волокон через струи, выходящие из водоструйных сопел высокого давления, и/или замочены после пропускания волокон через струи, выходящие из водоструйных сопел высокого давления, при этом волокна могут быть необязательно промыты после любой из указанных необязательных стадий замачивания посредством пропускания указанных волокон через струи, выходящие из дополнительных водоструйных сопел высокого давления. Кроме того, вымытые/замоченные/промытые волокна предпочтительно сушат после завершения процессов мойки/замачивания/промывания. Предполагается, что оборудование и средства, используемые для мойки волокон, не имеют ограничений, за исключением того, что они должны быть способны осуществлять мойку отдельных многонитевых волокон/многонитевой пряжи, а не изготовленных из них тканей, т.е. мойку волокон/пряжи перед сплетением или формированием из них нетканых слоев или пластов на основе волокон.
Удаление защитного покрытия волокон перед формированием ткани специально предусмотрено для получения нетканых тканей, которые сформованы при помощи скрепления нескольких пластов на основе волокон, которые содержат множество однонаправленных волокон. Типичный процесс формирования нетканых однонаправленных пластов на основе волокон включает: подачу пучков волокон из катушечной рамки и далее через направляющие и одну или несколько планок раскладочной машины в придающий параллельность гребень, и последующее покрытие волокон полимерным вяжущим материалом. Альтернативно волокна могут быть покрыты перед встречей с планками раскладочной машины, или они могут быть покрыты между воздействием двух наборов планок раскладочной машины, причем один набор воздействует перед стадией покрытия, а другой набор после стадии покрытия. Типичный пучок волокон (например, пряжа) будет характеризоваться наличием от приблизительно 30 до приблизительно 2000 отдельных нитей, причем каждое волокно обычно содержит без ограничения от приблизительно 120 до приблизительно 240 отдельных нитей. Планки раскладочной машины и придающий параллельность гребень распределяют находящиеся в пучке волокна так, чтобы расположить их параллельно в одной плоскости. В результате идеального распределения волокон отдельные волокна, или даже отдельные нити, будут расположены рядом друг с другом в одной плоскости, формируя по существу однонаправленный, параллельный массив волокон с минимальным взаимным перекрытием волокон. Удаление защитного покрытия волокон перед указанной стадией распределения или на указанной стадии может улучшить и ускорить распределение волокон в указанный параллельный массив ввиду физического взаимодействия очищающего агента (например, воды) с волокнами/нитями. После распределения волокон и придания им параллельности, указанный параллельный массив будет, как правило, содержать от 3 до 12 концов волокон на каждый дюйм (от 1,2 до 4,7 концов волокон на каждый сантиметр), в зависимости от толщины волокон. Соответственно, удаление защитного покрытия волокон обеспечивает двойное преимущество, заключающееся в улучшении распределения волокон и улучшении прочности сцепления материалов/адсорбируемых веществ, впоследствии наносимых на поверхности волокон.
Хотя само по себе удаление защитного покрытия волокон обеспечивает достижение упомянутых выше преимуществ, еще лучшие результаты могут быть достигнуты в результате проведения усиливающей связывание обработки поверхности волокон после, по меньшей мере, частичного удаления защитной поверхности. В частности, обнаружено, что снижение глубины отпечатка прямо пропорционально увеличению трения между волокнами и прочности сцепления между волокнами и покрытием. Было обнаружено, что обработка на поверхностей волокон или их модификация при помощи усиливающей связывание обработки перед формированием ткани обеспечивает еще большее улучшение снижения глубины отпечатка композита, особенно если усиливающую связывание обработку объединить с очисткой волокон, по меньшей мере, для частичного удаления защитного покрытия волокон. Это особенно очевидно, когда адсорбируемое вещество, такое как полимерный вяжущий материал или смола, наносят на поверхность волокон, причем указанный полимерный вяжущий материал или смолу обычно используют для изготовления нетканых тканей или наносят после сплетения тканей и, по меньшей мере, частичного удаления защитного покрытия волокон. Чем прочнее связывание адсорбируемого вещества (например, полимера/смолы) с поверхностью волокон, тем больше снижение глубины отпечатка. Соответственно, согласно наиболее предпочтительным вариантам осуществления настоящего изобретения после, по меньшей мере, частичного удаления защитного покрытия, но перед формированием ткани, чрезвычайно предпочтительным является осуществление обработки поверхностей волокон при условиях, эффективных для увеличения адсорбируемости/связывания впоследствии наносимого адсорбируемого вещества (например, полимера/смолы) на поверхностях волокон. Удаление защитного покрытия волокон позволяет указанным дополнительным процессам воздействовать непосредственно на поверхность волокна, а не на защитное покрытие волокон или на поверхностные загрязнения. Это наиболее желательно так, как защитные покрытия имеют тенденцию препятствовать обработке поверхности волокна, действуя в качестве барьера или загрязнения. Удаление защитного покрытия, таким образом, также увеличивает качество и равномерность последующих обработок поверхностей волокон. Преимущества удаления защитного покрытия и указанных дополнительных обработок суммируются, при этом характеристики глубины отпечатка должны улучшиться с увеличением процента удаления защитного покрытия и большей эффективностью обработок.
В связи с этим, полезные обработки или модификации включают все, что эффективно для увеличения адсорбируемости впоследствии наносимого адсорбируемого вещества на поверхности волокон, при этом адсорбируемое вещество может быть любым твердым, жидким или газообразным веществом, включая полимерные вяжущие материалы и смолы, причем адсорбирование включает в себя любую форму связывания материалов с поверхностями волокон. Существуют различные средства, посредством которых это может быть осуществлено, включая обработки, которые повышают шероховатость поверхности, добавляют полярность поверхности, окисляют поверхность волокон или фрагменты поверхности волокон, увеличивают поверхностную энергию волокна, снижают краевой угол волокна, увеличивают способность к смачиванию волокна, модифицируют плотность сшивания поверхности волокон, добавляют поверхности волокон химические функциональные группы, осуществляют абляцию поверхности, или любые другие средства для увеличения взаимодействия между группой волокон и поверхностными покрытиями волокон для того, чтобы улучшить крепление покрытий к поверхностям волокон. Это модифицированное взаимодействие может быть легко замечено в улучшениях глубины отпечатка.
Подходящие обработки или модификации поверхностей волокон включают процессы, которые могут быть известны в данной области техники, такие как обработка коронным зарядом волокон, обработка плазменным зарядом волокон, плазменное покрытие волокон, прямое фторирование поверхностей волокон при помощи элементарного фтора, химическая обработка, такая как химическое прививание с использованием ультрафиолетового излучения, или повышение шероховатости поверхности, такое как травление хромовой кислотой. Кроме того, подходят способы обработки, которые в настоящее время не используются в широких масштабах, и которые повышают способность адсорбируемого вещества адсорбироваться на любой материал для связывания с открытыми и обработанными поверхностями волокон после удаления защитного покрытия волокон, но перед формированием ткани. Каждый из этих примерных процессов, в результате своего воздействия на поверхность волокна, может быть использован, в зависимости от химического состава волокна, для модификации, улучшения или снижения, взаимодействия между группой волокон и наносимыми впоследствии материалами покрытия. Любое сочетание этих процессов может быть использовано, и эти подпроцессы могут быть расположены в различных последовательностях, хотя могут быть некоторые последовательности, которые являются преимущественными над другими в зависимости от различных факторов, таких как тип волокон или природные свойства поверхности волокон. Различные стадии обработки согласно настоящему изобретению могут быть использованы для осуществления манипуляций с волокнами, чтобы получить композит, которому присущ предпочтительный диапазон значений межслоевой прочности соединения внахлестку при сдвиге. Если во время испытания прочности соединения внахлестку при сдвиге будет обнаружено, что конкретный композит характеризуется более низким значением межслоевой прочности соединения внахлестку при сдвиге, чем необходимо (например, менее 170 фунт-сила), это свидетельствует о том, что дополнительная мойка волокон и/или дополнительные обработки поверхности (например, обработка коронным зарядом, плазменная обработка и т.п.) должны быть проведены для дальнейшего улучшения межслоевой прочности соединения внахлестку при сдвиге с тем, чтобы значение межслоевой прочности соединения внахлестку при сдвиге находилось в желаемом диапазоне.
Наиболее предпочтительными обработками являются обработка коронным разрядом поверхностей волокон и плазменная обработка поверхностей волокон. Обработка коронным разрядом является процессом, в котором волокно пропускают через станцию для обработки коронным разрядом, тем самым, подвергая волокнистое полотно воздействию группы высоковольтных электрических разрядов, которые воздействуют на поверхность волокнистого полотна различными способами, включая образование раковин, повышение шероховатости поверхности и включение полярных функциональных групп посредством частичного окисления поверхности волокон. Обработка коронным разрядом, как правило, окисляет поверхность волокон и/или добавляет полярность поверхности волокон. Обработка коронным разрядом также действует посредством выжигания небольших ямок или выбоин в поверхности волокна. Когда волокна способны окисляться, степень окисления зависит от следующих факторов: мощность, напряжение и частота обработки коронным разрядом. Продолжительность пребывания в поле коронного разряда также является фактором, который может быть изменен в зависимости от конструкции установки для обработки коронным разрядом или линейной скорости процесса. Подходящие установки для обработки коронным разрядом серийно выпускаются, например, компанией Enercon Industries Corp., г. Меномони Фоле, Висконсин; компанией Sherman Treaters Ltd., г. Таим, Оксфордшир, Великобритания; или компанией Softal Corona & Plasma GmbH & Co, г. Гамбург, Германия.
Согласно предпочтительному варианту осуществления волокна подвергают обработке коронным зарядом с энергией от приблизительно 2 Вт/кв. фут/мин до приблизительно 100 Вт/кв. фут/мин, более предпочтительно от приблизительно 20 Вт/кв. фут/мин до приблизительно 50 Вт/кв. фут/мин. Обработка коронным зарядом с более низкой энергией от приблизительно от приблизительно 1 Вт/кв. фут/мин до приблизительно 5 Вт/кв. фут/мин также пригодна, но может быть менее эффективной. Помимо воздействия заряда на поверхность волокна, обработка коронным зарядом может повысить шероховатость поверхности посредством образования раковин на поверхности волокна.
При плазменной обработке волокна, обычно в качестве волокнистого полотна, пропускают через ионизированную атмосферу в камере, которая заполнена инертным или неинертным газом, таким как кислород, аргон, гелий, аммиак или другой подходящий инертный или неинертный газ, включая сочетания указанных выше газов, чтобы, тем самым, осуществить взаимодействие волокон с электрическим разрядом. Происходящие на поверхностях волокон столкновения поверхностей с заряженными частицами (ионами) приведут к передаче кинетической энергии, обмену электронами и т.п.Кроме того, столкновения между поверхностями и свободными радикалами приведут к аналогичным химическим перегруппировкам. Бомбардировка поверхности волокон ультрафиолетовым излучением, испускаемым возбужденными атомами и молекулами, релаксирующими до более низких энергетических состояний, также вызывает химические изменения подложки волокна.
В результате этих взаимодействий плазменная обработка может модифицировать химическую структуру волокон, а также рельеф поверхности волокон. Например, подобно обработке коронным разрядом плазменная обработка может также добавлять полярность поверхности волокон и/или окислять фрагменты поверхности волокон. Плазменная обработка может также служить для увеличения поверхностной энергии волокон, снижения краевого угла волокна, модификации плотности сшивания поверхности волокон, увеличения температуры плавления и массового крепления последующих покрытий, а также может добавить поверхности волокон химические функциональные группы и потенциально осуществить абляцию поверхности волокон. Указанные эффекты аналогично зависят от химического состава волокон, а также от используемого типа плазмы.
Выбор газа важен для осуществления необходимой обработки поверхности, поскольку химическая структура поверхности претерпевает различные модификации при использовании различных газов для плазменной обработки. Указанный выбор может быть осуществлен специалистом в данной области техники. Например, известно, что функциональные аминогруппы могут быть включены в состав поверхности волокон при помощи аммиачной плазмы, а карбоксильные и гидроксильные группы могут быть включены в состав поверхности при помощи кислородной плазмы. Соответственно, реакционная атмосфера может включать в себя один или несколько из аргона, гелия, кислорода, азота, аммиака и/или других газов, пригодных для применения в процессе плазменной обработки тканей. Реакционная атмосфера может включать в себя один или несколько из указанных газов в атомной, ионной, молекулярной форме или в форме свободных радикалов. Например, в предпочтительном непрерывном процессе согласно настоящему изобретению массив волокон пропускают через регулируемую реакционную атмосферу, которая предпочтительно включает в себя атомы аргона, молекулы кислорода, ионы аргона, ионы кислорода, свободные радикалы кислорода, а также другие частицы в следовых количествах. Согласно предпочтительному варианту осуществления реакционная атмосфера включает в себя аргон и кислород при концентрациях от приблизительно 90% до приблизительно 95% аргона и от приблизительно 5% до приблизительно 10% кислорода, причем предпочтительны концентрации аргона/кислорода, составляющие 90/10 или 95/5. Согласно другому предпочтительному варианту осуществления реакционная атмосфера включает в себя гелий и кислород при концентрациях от приблизительно 90% до приблизительно 95% гелия и от приблизительно 5% до приблизительно 10% кислорода, причем предпочтительны концентрации гелия/кислорода, составляющие 90/10 или 95/5. Другой пригодной реакционной атмосферой является атмосфера нулевой поверочный газ, т.е. комнатный воздух, включающий приблизительно 79% азота, приблизительно 20% воздуха и небольшие количества других газов, которые также пригодны в некоторой степени для обработки коронным разрядом.
Плазменная обработка может быть проведена в вакуумной камере или в камере, поддерживаемой при атмосферных условиях. Плазменная обработка отличается от обработки коронным разрядом главным образом тем, что плазменную обработку проводят в регулируемой, реактивной атмосфере газов, а реактивной атмосферой при обработке коронным разрядом является воздух. Атмосфера в установке для плазменной обработки может легко регулироваться и поддерживаться, что позволяет обеспечить полярность поверхности более регулируемым и гибким способом по сравнению с обработкой коронным разрядом. Электрический разряд, возникающий под воздействием высокочастотной (ВЧ) энергии, вызывает диссоциацию газов с образованием электронов, ионов, свободных радикалов и метастабильных продуктов. Электроны и свободные радикалы, созданные в плазме, сталкиваются с поверхностью волокон, разрушая ковалентные связи и создавая свободные радикалы на поверхности волокон. В периодическом процессе, по прошествии заданного времени реакции или достижении заданной температуры, отключают подачу технологического газа и радиочастотной энергии, и осуществляют удаление остающихся газов и других побочных продуктов. В предпочтительном непрерывном процессе согласно настоящему изобретению массив волокон пропускают через регулируемую реакционную атмосферу, которая включает в себя атомы, молекулы, ионы и/или свободные радикалы выбранных химически активных газов, а также другие частицы в следовых количествах. Реакционную атмосферу постоянно генерируют и обновляют, обеспечивая сравнительно устойчивый состав, при этом ее сохраняют или не ослабляют до тех пор, пока не остановят аппарат для нанесения покрытий.
Плазменная обработка может быть проведена при помощи любой серийно выпускаемой установки для плазменной обработки, такой как установки для плазменной обработки, выпускаемые компанией Softal Corona & Plasma GmbH & Co, г. Гамбург, Германия; компанией 4th State, Inc., г. Белмонт, Калифорния; компанией Plasmatreat US LP, г. Элгин, Иллинойс; компанией Enercon Surface Treating Systems, Милуоки, Висконсин. Предпочтительный процесс плазменной обработки осуществляют при атмосферном давлении, т.е. при давлении 1 атм. (760 мм рт.ст.(760 Торр)), при этом температура в камере приблизительно равна комнатной температуре (70°F-72°F). Температура внутри камеры для плазменной обработки потенциально может изменяться в результате процесса обработки, при этом в процессе обработки, как правило, отсутствуют какие-либо самостоятельные изменения температуры, кроме того, полагают, что изменения температуры не влияют на обработку волокон, так как они быстро проходят через установку для плазменной обработки. Температура между электродами для плазменной обработки и волокнистым полотном, как правило, составляет около 100°C. Процесс плазменной обработки предпочтительно осуществляют с использованием ВЧ-мощности, составляющей от приблизительно 0,5 кВт до приблизительно 3,5 кВт, более предпочтительно от приблизительно 1,0 кВт до приблизительно 3,05 кВт, причем наиболее предпочтительно плазменную обработку осуществляют при помощи атмосферной установки для плазменной обработки мощностью 2,0 кВт. Указанная мощность распределяется по ширине зоны плазменной обработки (или длине электродов), и указанная мощность также распределяется по длине подложки или волокнистого полотна со скоростью, обратно пропорциональной линейной скорости, с которой волокнистое полотно проходит через реактивную атмосферу установки для плазменной обработки. Энергия на единицу площади за единицу времени (Ватт на квадратный фут в минуту или Вт/кв. фут/мин) или поток энергии могут быть использованы для сравнения уровней обработки. Эффективные значения потока энергии предпочтительно составляют от приблизительно 0,5 до приблизительно 200 Вт/кв. фут/мин, более предпочтительно от приблизительно 1 до приблизительно 100 Вт/кв. фут/мин, еще более предпочтительно от приблизительно 1 до приблизительно 80 Вт/кв. фут/мин и наиболее предпочтительно от приблизительно 2 до приблизительно 40 Вт/кв. фут/мин. Общий расход газа составляет приблизительно 16 литров в минуту, при этом расход газа строго не ограничивается этим значением. Время плазменной обработки (или время пребывания в камере) волокна составляет приблизительно 2 секунды, при этом оно зависит от размеров используемой установки для плазменной обработки и предположительно не имеет строгих ограничений. Наиболее надлежащей мерой является величина плазменной обработки в единицах ВЧ-мощности на единицу площади волокна за время.
Плазменное покрытие - это процесс, который включает активацию поверхности волокнистого полотна и пропускание активированного волокнистого полотна через атмосферу, содержащую виниловые мономеры, виниловые олигомеры или другие реакционноспособные частицы. Плазменное покрытие может добавить поверхности волокон очень специфичные химические функциональные группы, а также может добавить поверхности волокон отличные полимерные свойства. В процессе прямого фторирования поверхности волокон модифицируют посредством прямого фторирования волокон элементарным фтором. Например, поверхности волокон могут быть фторированы посредством взаимодействия поверхностей волокон со смесью 10% F2/90% Не при температуре 25°C для нанесения элементарного фтора на указанные поверхности. Элементарный фтор, находящийся на поверхностях волокон, служит в качестве функциональных групп для связывания с впоследствии нанесенными материалами покрытия. См. также, например, патенты США №№3,988,491 и 4,020,223, которые ссылкой включены в настоящий документ, в которых раскрывается прямое фторирование волокон с использованием смеси элементарного фтора, элементарного кислорода и газа-носителя. Прививание с использованием ультрафиолетового излучения также является известным в данной области техники процессом. Согласно необязательному процессу прививания с использованием ультрафиолетового излучения к поверхности волокна, устойчивого к воздействию пуль и осколков, волокна (или ткани) пропитывают в растворе, состоящем из мономера, фотосенсибилизатора и растворителя, по меньшей мере, для частичного покрытия поверхностей волокон/ткани мономером и фотосенсибилизатором. Затем покрытые волокна подвергают воздействию ультрафиолетового излучения, что хорошо известно в данной области техники. Конкретный выбор типа мономера, типа фотосенсибилизатора и типа растворителя будет варьировать по желанию, и может быть легко определен специалистом в данной области техники. Например, акриламидные группы могут быть привиты на полимерные цепи сверхвысокомолекулярного полиэтилена с использованием прививаемого мономера акриламида, как описано в статье под названием «Studies on surface modification of UHMWPE fibers via UV initiated grafting)), Jieliang Wang, et al., Department of Applied Chemistry, School of Science, Northwestern Polytechnical University, Xi'an, Shaanxi 710072, PR China. Applied Surface Science, Том 253, издание 2, 15 ноября 2006 года, страницы 668-673, содержание которой ссылкой включено в настоящий документ в степени, согласующейся с ним.
Дополнительно, волокна согласно настоящему изобретению могут быть обработаны посредством одного или нескольких указанных необязательных способов обработки. Например, волокна могут быть обработаны посредством травления хромовой кислотой для повышения шероховатости поверхности и осуществления плазменной обработки, или посредством обработки коронным разрядом и нанесения плазменного покрытия, или посредством плазменной обработки и нанесения плазменного покрытия. Дополнительно, композиты и ткани согласно настоящему изобретению могут содержать некоторое количество обработанных волокон и некоторое количество необработанных волокон. Например, раскрытые в настоящем документе композиты могут быть изготовлены из некоторого количества волокон, которые обработаны коронным разрядом, и некоторого количества волокон, которые обработаны плазменной обработкой, или из некоторого количества фторированных волокон и некоторого количества нефторированных волокон.
Каждая из указанных обработок будет проведена после, по меньшей мере, частичного удаления защитного покрытия волокон, но перед нанесением каких-либо вяжущих/матричных смол или других адсорбируемых веществ/поверхностных покрытий. Обработка открытых поверхностей волокон сразу перед покрытием выровненного волокнистого полотна посредством полимерного вяжущего материала или смолы является наиболее предпочтительной, поскольку это вызовет минимальное нарушение процесса изготовления волокон, и волокно будет оставаться в модифицированном и незащищенном состоянии в течение минимального периода времени. Идеально удалить защитное покрытие волокон и обработать открытые поверхности волокон сразу после разматывания волокон из бобины для приема волокон (паковка волокон намоткой) и формирования из волокон волокнистого полотна, а затем осуществить незамедлительное покрытие или пропитку волокон посредством полимерного/смоляного покрытия. Кроме того, в этом случае волокна в обработанном и непокрытом состоянии будут оставаться в течение минимального периода времени, в случае наличия замечаний касательно срока годности или скорости распада модификации поверхности волокна. Тем не менее, это идеально, главным образом, из соображений минимального нарушения всего процесса изготовления, и не обязательно для достижения улучшения межслоевой прочности соединения внахлестку при сдвиге или характеристики глубины отпечатка композита.
В результате, по меньшей мере, частичного удаления защитного покрытия волокон и осуществления необязательных обработок, волокнистые композиты согласно настоящему изобретению, которые содержат множество смежных слоев на основе волокон, характеризуются предпочтительной прочностью соединения внахлестку при сдвиге между пластами на основе волокон, которая составляет по меньшей мере приблизительно 170 фунт-сила, более предпочтительно по меньшей мере приблизительно 185 фунт-сила, более предпочтительно по меньшей мере приблизительно 200 фунт-сила, более предпочтительно по меньшей мере приблизительно 225 фунт-сила, более предпочтительно по меньшей мере приблизительно 250 фунт-сила, более предпочтительно по меньшей мере приблизительно 275 фунт-сила и наиболее предпочтительно по меньшей мере приблизительно 300 фунт-сила, причем все результаты были измерены при стандартной комнатной температуре, составляющей приблизительно 70°F-72°F. Как указано в настоящем документе, межслоевая прочность соединения внахлестку при сдвиге, измеренная в фунтах силы, указывает на величину поперечного напряжения, которое может быть приложено к композиту перед возникновением расслоения соединения между смежными слоями на основе волокон. Как описано выше, эти значения прочности соединения внахлестку при сдвиге измерены с использованием пробной полосы с 1 дюймовым соединение внахлестку согласно техническим условиям согласно методике ASTM D5868, а также с использованием стандартной машины для испытания на растяжение INSTRON®. В реальном применении волокнистый композит будет изготовлен с перекрытием слоев на основе волокон толщиной более 1 дюйма, что может привести к более прочному сцеплению, следовательно, представленные в настоящем документе значения прочности соединения внахлестку при сдвиге считаются минимальными, а не максимальными значениями. Кроме того, данные прочности соединения внахлестку при сдвиге относятся только к измерениям, осуществленным при приблизительно комнатной температуре (~72°F). Более высокие значения могут размягчить полимерный вяжущий материал волокнистого композита и снизить прочность его связи с волокнами. Любые сравнительные измерения должны быть осуществлены при такой же температуре испытания.
Было обнаружено, что описанные выше волокнистые композиты, характеризующиеся указанными значениями межслоевой прочности соединения внахлестку при сдвиге, демонстрируют значительно более низкую глубину отпечатка по сравнению с композитами, характеризующимися более низкими значениями межслоевой прочности соединения внахлестку при сдвиге, т.е. композитами, характеризующимися более низкими значениями поперечного напряжения при растяжении при пределе текучести/расслоения, чем композиты согласно настоящему изобретению. Это особенно очевидно, когда армирующие волокна представляют собой полиэтиленовые волокна, которые по присущей им устойчивости к воздействию пуль и осколков значительно превосходят другие волокна, но характеризуются более низким естественным сродством для полимерных покрытий. Обработка поверхностей полиэтиленовых волокон любым сочетанием описанных выше процессов обработки, осуществляемая перед изготовлением из них тканей на основе полиэтилена для улучшения прочности соединения внахлестку при сдвиге слоев на основе армирующих волокон композитов на основе полиэтиленов, обеспечивает получение сочетания структурных свойств, свойств устойчивости к воздействию пуль и осколков, а также устойчивости к возникновению изнаночной деформации, которые превосходят свойства любого другого типа волокон, включая арамидные волокна.
В связи с этим, волокнистые композиты согласно настоящему изобретению характеризуются предпочтительной глубиной отпечатка, составляющей менее приблизительно 8 мм, в случае композита, характеризующегося поверхностной плотностью 2,0 фунта на кв. фут, на который воздействовали 9-мм пулей FMJ RN с номинальной массой 124 грана, выпущенной со скоростью от приблизительно 427 м/с до приблизительно 445 м/с (1430 футов в секунду (фт/с)±30 фт/с). Из этого не следует, что все волокнистые композиты или изделия согласно настоящему изобретению будут характеризоваться поверхностной плотностью 2,0 фунта на кв. фут, и что все волокнистые композиты или изделия согласно настоящему изобретения будут характеризоваться глубиной отпечатка 8 мм при воздействии на них пули FMJ RN с указанной скоростью. Из этого только следует, что композиты, изготовленные согласно предложенным способам, характеризуются тем, что при изготовлении из них панели с поверхностной плотностью 2,0 фунта на кв. дюйм, указанная панель с поверхностной плотностью 2,0 фунта на кв. дюйм будет характеризоваться глубиной отпечатка менее приблизительно 8 мм при воздействии на нее пули FMJ RN с указанной скоростью. Кроме того, следует понимать, что термины глубина отпечатка, изнаночная деформация, глубина запреградной травмы или травма от запредельного действия пуль не являются показателями глубины вмятины композита в результате ударного воздействия поражающего элемента, а скорее являются показателями глубины вмятины в материале подложки или в теле пользователя в результате ударного воздействия поражающего элемента. Это особенно актуально для тестирования твердой бронезащиты, в частности бронезащиты шлема, поскольку глубину отпечатка для шлема, как правило, испытывают посредством размещения опытного шлема на металлическую форму головы, при этом шлем удерживается на указанной форме головы при помощи системы подвески, которая отделяет шлем от головы на расстояние 0,5 дюйма (1,27 мм). Секции формы головы заполняют глиной, и измеряют глубину вмятины в указанных областях глины в качестве глубины отпечатка, при этом при измерениях не учитывают 1/2 дюймового зазора. Это осуществляют в целях сопоставления результатов лабораторных испытаний глубины отпечатка с фактической глубиной отпечатка, причиненной в боевых условиях, в которых шлем, как правило, смещен на 1/2 дюйма от головы солдата из-за внутренней набивки шлема или системы подвески/удерживающей системы. С другой стороны, глубину отпечатка мягкой бронезащиты обычно испытывают посредством расположения бронезащиты непосредственно на поверхности глины без какого-либо зазора, что соответствует ее расположению в реальных боевых условиях. Соответственно, значения измерения глубины отпечатка зависят от используемого способа испытаний, и при сравнении значений глубины отпечатка необходимо идентифицировать требует ли используемый способ испытаний расположения испытуемого образца непосредственно на материале подкладки или на определенном расстоянии от материала подкладки. В связи с этим, все результаты испытания глубины отпечатка волокнистых материалов согласно настоящему изобретению были получены при наличии 1/2 дюймового зазора между образцом с поверхностной плотностью 2,0 фунта на кв. фут и материалом подложки из глины. Согласно предпочтительным вариантам осуществления настоящего изобретения предлагаемые волокнистые композиты характеризуются глубиной отпечатка, составляющей более предпочтительно менее приблизительно 7 мм при воздействии на них 9-мм пули FMJ RN с номинальной массой 124 грана, выпущенной со скоростью от приблизительно 427 м/с до приблизительно 445 м/с в соответствии с условиями стрельбы по стандарту НИЮ 0101.04, более предпочтительно менее приблизительно 6 мм, более предпочтительно менее приблизительно 5 мм, более предпочтительно менее 4 мм, более предпочтительно менее приблизительно 3 мм, более предпочтительно менее приблизительно 2 мм, и наиболее предпочтительно характеризуется глубиной отпечатка, составляющей менее приблизительно 1 мм при воздействии на них 9-мм пули FMJ RN (содержащей приблизительно 90% меди и 10% цинка без основы) с номинальной массой 124 грана, выпущенной со скоростью от приблизительно 427 м/с до приблизительно 445 м/с. Испытание глубины отпечатка при воздействии 9-мм пули FMJ RN с номинальной массой 124 грана, выпущенной со скоростью от приблизительно 427 м/с до приблизительно 445 м/с, является общепринятым в данной области техники. Каждый из указанных волокнистых композитов, характеризующихся указанными значениями глубины отпечатка, содержит множество смежных слоев на основе волокон, причем каждый слой на основе волокон содержит волокна, характеризующиеся поверхностями, которые, по меньшей мере, частично покрыты полимерным материалом, при этом указанные волокна преимущественно не содержат защитного покрытия волокон, в результате чего указанный полимерный материал находится преимущественно в прямом контакте с поверхностями волокон, и характеризуется межслоевой прочностью соединения внахлестку при сдвиге между слоями на основе волокон при комнатной температуре, составляющей по меньшей мере приблизительно 170 фунт-сила, более предпочтительно 185 фунт-сила, более предпочтительно 200 фунт-сила, более предпочтительно 225 фунт-сила, более предпочтительно 250 фунт-сила, более предпочтительно 275 фунт-сила, и наиболее предпочтительно 300 фунт-сила между пластами на основе волокон. Указанные волокнистые композиты, характеризующиеся указанными значениями глубины отпечатка и указанными свойствами межслоевой прочности соединения внахлестку при сдвиге, также предпочтительно демонстрируют значение скорости V50 при воздействии имитирующего осколок поражающего элемента (ИОПИ), массой 17 гран, составляющее по меньшей мере приблизительно 1750 футов/сек (фт/с) (533,4 м/с), более предпочтительно по меньшей мере приблизительно 1800 фт/с (548,64 м/с), более предпочтительно по меньшей мере приблизительно 1850 фт/с (563,88 м/с) и наиболее предпочтительно по меньшей мере приблизительно 1900 фт/с (579,12 м/с). Все из указанных значений V50 получены для бронепанелей, характеризующихся поверхностной плотностью композита, составляющей приблизительно 1,0 фунт/кв. фут (фунт на кв. фут) (4,88 кг/м (кг на кв.м)). Все из указанных значений глубины отпечатка получены для бронепанелей, характеризующихся поверхностной плотностью композита, составляющей приблизительно 2,0 фунт/кв. фут (фунтов на кв. фут) (7,96 кг/м2 (кг на кв.м)). Как и в случае с глубиной отпечатка, из этого не следует, что все волокнистые композиты или изделия согласно настоящему изобретению будут характеризоваться конкретной поверхностной плотностью, и что все волокнистые композиты или изделия согласно настоящему изобретения будут характеризоваться значением скорости V50 при воздействии имитирующего осколок поражающего элемента, массой 17 гран, составляющим по меньшей мере приблизительно 1750 футов/сек. Из этого только следует, что композиты, изготовленные согласно предложенным способам, характеризуются тем, что при изготовлении из них панели с поверхностной плотностью 1,0 фунт на кв. дюйм, указанная панель с поверхностной плотностью 1,0 фунт на кв. дюйм будет характеризоваться значением скорости V50 при воздействии имитирующего осколок поражающего элемента, массой 17 гран, составляющим по меньшей мере приблизительно 1750 футов/сек.
Раскрытые в настоящем документе слои на основе волокон и композиты предпочтительно представляют собой пуленепробиваемые композиты, сформированные из высокопрочных, полимерных волокон с высокими значениями модуля упругости при растяжении. Наиболее предпочтительно, волокна представляют собой высокопрочные волокна с высокими значениями модуля упругости при растяжении, которые подходят для формирования пуленепробиваемых материалов и изделий. В контексте настоящего документа под термином «высокопрочное волокно с высоким значениям модуля упругости при растяжении» подразумевают волокно, которое характеризуется предпочтительной удельной прочностью, составляющей по меньшей мере приблизительно 7 г/денье или более, предпочтительным модулем упругости при растяжении, составляющим по меньшей мере приблизительно 150 г/денье или более, и предпочтительной энергией разрушения, составляющей по меньшей мере приблизительно 8 Дж/г или более, причем каждый показатель измерен по стандарту ASTM D2256. В контексте настоящего документа под термином «денье» подразумевают единицу линейной плотности, которая равна массе в граммах 9000 метров волокна или пряжи. В контексте настоящего документа под термином «удельная прочность» подразумевают растягивающее напряжение, выраженное как усилие (граммы) на единицу линейной плотности (денье) ненапряженного образца. «Модуль упругости при малых кратковременных нагрузках» волокна представляет собой свойство материала, характеризующего его сопротивление деформации. Под термином «модуль упругости при растяжении» подразумевают отношение изменения удельной прочности, выраженной в грамм-сила на одни денье (г/д), к изменению деформации, выраженной в качестве доли исходной длины волокна (дюйм/дюйм).
Полимеры, из которых формируют волокна, предпочтительно представляют собой материалы для высокопрочных волокон с высокими значениями модуля упругости при растяжении, которые подходят для изготовления пуленепробиваемых композитов/тканей. Особенно подходящие материалы для высокопрочных волокон с высокими значениями модуля упругости при растяжении, которые особенно подходят для формирования пуленепробиваемых композитов и изделий, включают в себя полиолефиновые волокна, включая волокна на основе полиэтилена высокой и низкой плотности. Чрезвычайно предпочтительными являются волокна на основе полиолефина с продолжительной углеродной цепью, такие как волокна на основе высокоориентированного полиэтилена высокой молекулярной массы, в частности, волокна на основе полиэтилена сверхвысокой молекулярной массы, и полипропиленовые волокна, в частности, волокна на основе полипропилена сверхвысокой молекулярной массы. Кроме того, подходят арамидные волокна, в частности, пара-арамидные волокна, полиамидные волокна, полиэтилентерефталатные волокна, полиэтиленнафталатные волокна, волокна на основе поливинилового спирта с продолжительной углеродной цепью, волокна на основе полиакрилнитрила с продолжительной углеродной цепью, волокна на основе полибензазолов, такие как волокна на основе полибензоксазола (ПБО) и полибензотиазола (ПБТ), волокна на основе жидкокристаллического сополиэфира, а также другие жесткие стержневые волокна, такие как волокна М5®. Каждый из указанных типов волокон является известным в данной области техники. Кроме того, для производства полимерных волокон подходят сополимеры, блоксополимеры и смеси упомянутых выше материалов.
Наиболее предпочтительные типы волокон для пуленепробиваемых тканей включают в себя полиэтиленовые волокна, в частности, волокна на основе полиэтилена с продолжительной углеродной цепью, арамидные волокна, волокна на основе полибензазолов, волокна на основе жидкокристаллического сополиэфира, полипропиленовые волокна, в частности, волокна на основе высокоориентированного полипропилена с продолжительною углеродной цепью, поливинилспиртовые волокна, полиакрилонитриловые волокна, а также другие жесткие стержневые волокна, такие как волокна М5®. Самыми предпочтительными волокнами являются арамидные волокна.
В случае полиэтилена предпочтительные волокна представляют собой волокна на основе полиэтиленов с продолжительной углеродной цепью, характеризующихся молекулярной массой по меньшей мере 500000, предпочтительно по меньшей мере один миллион и более предпочтительно от двух до пяти миллионов. Такие волокна на основе полиэтилена с продолжительной углеродной цепью (ПЭПЦ) могут быть выращены в ходе процессов формования из раствора, например, раскрытых в патенте США №4,137,394 или 4,356,138, которые ссылкой включены в настоящий документ, или могут быть спрядены из раствора для формирования гелеподобной (сетчатой) структуры, что раскрыто, например, в патенте США №№4,551,296 и 5,006,390, которые также ссылкой включены в настоящий документ. Чрезвычайно предпочтительными волокнами для применения в настоящем изобретении являются полиэтиленовые волокна, продаваемые под товарным знаком SPECTRA® компанией Honeywell International Inc. Волокна SPECTRA® хорошо известны и раскрыты, например, в патентах США №№4,623,547 и 4,748,064. Наряду с полиэтиленовыми волокнами, другим подходящим типом полиолефиновых волокон является полипропиленовое волокно (или лента), например, волокна TEGRIS®, серийно выпускаемые компанией Milliken & Company, г. Спартанберг, Южная Каролина.
Также чрезвычайно предпочтительными являются арамидные (на основе ароматического полиамида) или пара-арамидные волокна. Такие волокна коммерчески доступны и раскрыты, например, в патенте США №3,671,542. Например, пригодные нити на основе поли(пара-фенилентерефталамида) серийно выпускает компания DuPont под товарным знаком KEVLAR®. Кроме того, полезными при практическом осуществлении настоящего изобретения являются волокна на основе поли(мета-фениленизофталамида), которые серийно выпускает компания DuPont под товарным знаком NOMEX®, и волокна, которые серийно выпускает компания Teijin под товарным знаком TWARON®; арамидные волокна, которые серийно выпускает Kolon Industries, Inc., Корея, под товарным знаком HERACRON®; пара-арамидные волокна SVMтм и RUSARтм, которые серийно выпускает компания Kamensk Volokno JSC, Россия, и пара-арамидные волокна ARMOSтм, которые серийно выпускает компания JSC Chim Volokno, Россия.
Волокна на основе полибензазолов, подходящие для практического осуществления настоящего изобретения, коммерчески доступны и раскрыты, например, в патентах США №№5,286,833; 5,296,185; 5,356,584; 5,534,205 и 6,040,050, каждый из которых ссылкой включен в настоящий документ. Волокна на основе жидкокристаллического сополиэфира, подходящие для практического осуществления настоящего изобретения, коммерчески доступны и раскрыты, например, в патентах США №№3,975,487; 4,118,372 и 4,161,470, каждый из которых ссылкой включен в настоящий документ. Подходящие полипропиленовые волокна включают в себя волокна на основе высокоориентированного полипропилена с продолжительною углеродной цепью, которые, например, раскрыты в патенте США №4,413,110, который ссылкой включен в настоящий документ. Подходящие поливинилспиртовые волокна раскрыты, например, в патентах США №№4,440,711 и 4,599,267, которые ссылкой включены в настоящий документ. Подходящие полиакрилонитриловые волокна раскрыты, например, в патенте США №4,535,027, который ссылкой включен в настоящий документ. Каждый из этих типов волокон является широко известным и коммерчески доступным.
Волокна М5® сформированы из пиридобисимидазол-2,6-диил (2,5-дигидрокси-пара-фенилена) и изготовлены компанией Magellan Systems International, г. Ричмонд, Виргиния, и раскрыты, например, в патентах США №№5,674,969; 5,939,553; 5,945,537; и 6,040,478, каждый из которых ссылкой включен в настоящий документ. Кроме того, подходят сочетания всех упомянутых выше материалов, каждый из которых коммерчески доступен. Например, волокнистые слои могут быть сформированы из сочетания одного или нескольких из арамидных волокон, волокон на основе сверхвысокомолекулярного полиэтилена (например, волокна SPECTRA®), углеродных волокон и т.п., а также стекловолокна и других материалов с более низкими характеристиками. Тем не менее, значения глубины отпечатка и скорости V50 могут отличаться в зависимости от типа волокна.
Волокна могут характеризоваться любой подходящей величиной денье, такой как, например, от 50 до приблизительно 3000 денье, более предпочтительно от приблизительно 200 до 3000 денье, еще более предпочтительно от приблизительно 650 до приблизительно 2000 денье, и наиболее предпочтительно от приблизительно 800 до приблизительно 1500 денье. Выбор обусловлен из соображений стоимости и эффективности защиты от пуль и осколков. Более тонкие волокна являются наиболее дорогими при изготовлении и переплетении, но могут обеспечить наиболее эффективную защиту от пуль и осколков на единицу массы.
Как описано выше, высокопрочное волокно с высоким значениям модуля упругости при растяжении представляет собой волокно, которое характеризуется предпочтительной удельной прочностью, составляющей приблизительно 7 г/денье или более, предпочтительным модулем упругости при растяжении, составляющим приблизительно 150 г/денье или более, и предпочтительной энергией разрушения, составляющей приблизительно 8 Дж/г или более, причем каждый показатель измерен по стандарту ASTM D2256. Согласно предпочтительному варианту осуществления настоящего изобретения удельная прочность волокон должна составлять приблизительно 15 г/денье или более, предпочтительно 20 г/денье или более, более предпочтительно приблизительно 25 г/денье, предпочтительней приблизительно 30 г/денье или более, предпочтительней приблизительно 37 г/денье или более, предпочтительней приблизительно 40 г/денье или более, предпочтительней приблизительно 45 г/денье или более, предпочтительней приблизительно 50 г/денье или более, предпочтительней приблизительно 55 г/денье или более, или предпочтительней приблизительно 60 г/денье или более. Предпочтительные волокна также характеризуются предпочтительным модулем упругости при растяжении, который составляет приблизительно 300 г/денье или более, предпочтительней приблизительно 400 г/денье или более, предпочтительней приблизительно 500 г/денье или более, предпочтительней приблизительно 1000 г/денье или более, или предпочтительней приблизительно 1500 г/денье или более. Предпочтительно волокна также характеризуются предпочтительной энергией разрушения, составляющей приблизительно 15 Дж/г или более, предпочтительней приблизительно 25 Дж/г или более, предпочтительней приблизительно 30 Дж/г или более, и наиболее предпочтительно приблизительно 40 Дж/г или более. Указанные объединенные высокие прочностные свойства могут быть получены посредством хорошо известных процессов. В патентах США №№4,413,110; 4,440,711; 4,535,027; 4,457,985; 4,623,547; 4,650,710 и 4,748,064 раскрывается формование предпочтительных высокопрочных волокон на основе полиэтилена с продолжительной углеродной цепью. Указанные способы, включая процессы выращивания из раствора или формования гелиевых волокон, хорошо известны в данной области техники. Способы формования каждого предпочтительного типа волокон, включая пара-арамидные волокна, также хорошо известны в данной области техники, и указанные волокна являются коммерчески доступными. Волокнистые композиты согласно настоящему изобретению также предпочтительно включают волокна, характеризующиеся поверхностной плотностью волокна, составляющей приблизительно 1,7 г/см или менее.
После желаемого удаления, по меньшей мере, части защитной поверхности волокон с поверхности волокон, и после необязательной обработки поверхности волокон при условиях, эффективных для улучшения адсорбируемости впоследствии наносимого адсорбируемого вещества на поверхностях волокон, осуществляют нанесение адсорбируемого вещества, по меньшей мере, на часть, по меньшей, некоторых волокон. В контексте настоящего документа подразумевают, что термин «адсорбция» (или «адсорбируемость», или «адсорбировать») включает в себя как физическую адсорбцию, так и химическую адсорбцию любого материала (твердого, жидкого, газообразного или плазмы) на поверхности волокна, при этом под «физической адсорбцией» в настоящем документе подразумевают физическое связывание материала на поверхности волокна, а под «химической адсорбцией» в настоящем документе подразумевают химическое связывание материала на поверхности волокна, при котором химическая реакция возникает на открытой поверхности волокна (т.е. адсорбирующего вещества). В контексте настоящего документа подразумевают, что термин «адсорбция» включает любые возможные средства прикрепления, приклеивания или связывания материала с поверхностью подложки, физические или химические, без ограничения, включая средства для повышения увлажнения/адгезии волокон в полимерных матрицах. Это включает приклеивание или нанесение любого твердого, жидкого или газообразного материала на поверхность волокон, включая любой мономер, олигомер, полимер или смолу, а также включая нанесение любого органического материала или неорганического материала на поверхности волокон. В связи с этим, определение «адсорбируемое вещество» также не предназначено для ограничения и определенно включает в себя все полимеры, пригодные для использования в качестве полимерных вяжущих материалов, смол или полимерных матричных материалов. Тем не менее, для целей настоящего изобретения в класс пригодных адсорбируемых веществ определенно включены материалы, которые не обладают вяжущими свойствами, включая вещества защитного покрытия волокон, такие как материалы замасливателя, которые не являются вяжущими материалами, характеризующимися вяжущими свойствами, и которые, наоборот, намерено удаляют согласно настоящему изобретению с поверхности волокон.
Для целей настоящего изобретения нанесение адсорбируемого вещества в виде полимерного вяжущего материала, такого как смола, необходимо для получения композита, характеризующегося желаемой прочностью соединения внахлестку при сдвиге. Соответственно, волокна, формирующие тканые или нетканые материалы согласно настоящему изобретению, были покрыты или пропитаны полимерным вяжущим материалом. Полимерный вяжущий материал либо частично, либо по существу полностью покрывает отдельные волокна, входящие в состав слоев на основе волокон, предпочтительно по существу полностью покрывает каждое отдельное волокно, входящее в состав каждого слоя на основе волокон. Полимерный вяжущий материал также широко известен в области техники как «полимерный матричный» материал, причем эти термины используются взаимозаменяемо в настоящем документе. Эти термины широко известны в области техники и описывают материал, который связывает волокна друг с другом либо благодаря присущим ему адгезивным свойствам, либо после воздействия на указанный материал нагревания и/или давления. Такой «полимерный матричный» или «полимерный вяжущий» материал может также обеспечить создание ткани, которой присущи другие желательные свойства, такие как сопротивление износу и сопротивление воздействию условий окружающей среды, следовательно, желательно покрыть волокна указанным вяжущим материалом, даже когда его вяжущие свойства не являются важными, например, в случае тканых тканей.
Подходящие полимерные вяжущие материалы включают в себя низкомодульные эластомерные материалы, а также высокомодульные жесткие материалы. В контексте настоящего документа под термином модуль упругости при растяжении подразумевают модуль упругости, измеренный по стандарту ASTM 2256 для волокна, а также по стандарту ASTM D638 для полимерного вяжущего материала. Низкомодульный или высокомодульный вяжущий материал может включать в себя множество полимерных и неполимерных материалов. Предпочтительное полимерное вяжущее включает в себя низкомодульный эластомерный материал. В целях настоящего изобретения низкомодульный эластомерный материал характеризуется модулем упругости при растяжении, составляющим приблизительно 6000 фунтов на кв. дюйм (41,4 МПа) или менее согласно методике тестирования ASTM D638. Низкомодульный полимер предпочтительно характеризуется модулем упругости при растяжении, составляющим приблизительно 4000 фунтов на кв. дюйм (27,6 МПа) или менее, более предпочтительно приблизительно 2400 фунтов на кв. дюйм (16,5 МПа) или менее, более предпочтительно 1200 фунтов на кв. дюйм (8,23 МПа) или менее, и наиболее предпочтительно приблизительно 500 фунтов на кв. дюйм (3,45 МПа) или менее. Температура стеклования (Tg) эластомера составляет предпочтительно менее приблизительно 0°C, более предпочтительно менее предпочтительно -40°C, и наиболее предпочтительно менее приблизительно -50°C. Эластомер также характеризуется предпочтительным удлинением до разрушения, составляющим по меньшей мере приблизительно 50%, более предпочтительно по меньшей мере приблизительно 100%, и наиболее предпочтительно эластомер характеризуется удлинением до разрушения по меньшей мере приблизительно 300%.
Большое количество материалов и составов, характеризующихся низким значением модуля, могут быть использованы в качестве полимерного вяжущего. Иллюстративные примеры включают в себя: полибутадиен, полиизопрен, природный каучук, сополимеры этилена и пропилена, тройные сополимеры этилена, пропилена и диена, полисульфидные полимеры, полиуретановые эластомеры, хлорсульфированный полиэтилен, полихлоропрен, пластифицированный поливинилхлорид, эластомеры бутадиена и акрилонитрила, поли(сополимер изобутилена и изопрена), полиакрилаты, сложные полиэфиры, простые полиэфиры, фторэластомеры, кремнийорганические эластомеры, сополимеры этилена, полиамиды (используемые в некоторых типах волокон), акрилонитрилбутадиенстирол, поликарбонаты и их сочетания, а также другие низкомодульные полимеры и сополимеры, отверждаемые ниже температуры плавления волокна. Также предпочтительны смеси различных эластомерных материалов или смеси эластомерных материалов с одним или несколькими термопластами.
Хорошо подходят блоксополимеры диенов с сопряженными двойными связями и винилароматических мономеров. Бутадиен и изопрен являются предпочтительными эластомерами на основе диенов с сопряженными двойными связями. Стирол, винилтолуол и трет-бутилстирол являются предпочтительными ароматическими мономерами с сопряженными двойными связями. Блоксополимеры, включающие полиизопрен, могут быть гидрированы с получением термопластичных эластомеров, характеризующихся насыщенными углеводородными эластомерными сегментами. Полимеры могут быть простыми триблоксополимерами типа А-В-А, мультиблоксополимерами типа (АВ)n (n=2-10) или сополимерами с радиальной конфигурацией типа R-(BA)x (x=3-150); где А представляет собой блок из поливинилароматического мономера, и В представляет собой блок из эластомера на основе диена с сопряженными двойными связями. Многие из этих полимеров выпускаются серийно компанией Kraton Polymers, г. Хьюстон, Техас, и раскрыты в бюллетене «Kraton Thermoplastic Rubber», SC-68-81. Также пригодны смоляные дисперсии блоксополимера стирол-изопрен-стирол, продаваемого под товарным знаком PRINLIN® и серийно выпускаемого компанией Henkel Technologies, г. Дюссельдорф, Германия. Чрезвычайно предпочтительный низкомодульные полимерные вяжущие материалы включают в себя стироловые блоксополимеры, продаваемые под товарным знаком KRATON® и серийно выпускаемые компанией Kraton Polymers. Чрезвычайно предпочтительный полимерный вяжущий материал включает в себя блоксополимер полистирол-полиизопрен-полистирол, продаваемый под товарным знаком KRATON®.
Несмотря на то, что низкомодульные полимерные матричные вяжущие материалы являются наиболее пригодными для формирования гибких средств бронезащиты, таких как пуленепробиваемые жилеты, высокомодульные жесткие материалы, пригодные для формирования твердых пуленепробиваемых изделий, таких как шлемы, являются чрезвычайно предпочтительными. Предпочтительные высокомодульные жесткие материалы, как правило, характеризуются значением модуля упругости при малых кратковременных нагрузках, составляющим более 6000 фунтов на кв. дюйм. Предпочтительные пригодные высокомодульные жесткие полимерные вяжущие материалы включают в себя полиуретаны (как на основе сложного эфира, так и на основе простого эфира), эпоксидные смолы, полиакрилаты, фенольные полимеры/ полимеры на основе поливинилбутираля, полимеры на основе сложного винилового эфира, блоксополимеры бутадиена и стирола, а также смеси полимеров, таких как сложный виниловый эфир и диаллилфталат или фенолформальдегид и поливинилбутираль. Чрезвычайно предпочтительным жестким полимерным вяжущим материалом, подходящим для использования в настоящем изобретении, является термоотверждающийся полимер, предпочтительно растворимый в растворителе с насыщенными связями углерод-углерод, таком как метилэтилкетон, и обладающий при отверждении высоким модулем упругости при растяжении, который составляет по меньшей мере приблизительно 1×106 фунтов на кв. дюйм (6895 МПа) при измерении согласно ASTM D638. Чрезвычайно предпочтительные жесткие полимерные вяжущие материалы раскрыты в патенте США №6,642,159, описание которого ссылкой включено в настоящий документ. Полимерное вяжущее, такое как низкомодульный материал или высокомодульный материал, может также включать наполнители, такие как углеродная сажа или диоксид кремния, может быть разбавлено маслами и вулканизировано серой, перекисью, оксидом металла или системами радиационного отверждения с использованием способов, хорошо известных технологам в данной области техники.
Наиболее предпочтительными являются полярные смолы или полярные полимеры, в частности, полиуретаны, значение модуля упругости при растяжении которых как для мягких, так и жестких материалов находится в диапазоне от приблизительно 2000 фунтов на кв. дюйм (13,79 МПа) до приблизительно 8000 фунтов на кв. дюйм (55,16 МПа). Предпочтительные полиуретаны наносят в качестве водных полиуретановых дисперсий, которые наиболее предпочтительно, но необязательно не содержат совместного растворителя. Они включают водные анионные полиуретановые дисперсии, водные катионные полиуретановые дисперсии и водные неионные полиуретановые дисперсии. Чрезвычайно предпочтительными являются водные анионные полиуретановые дисперсии, водные алифатические полиуретановые дисперсии, при этом наиболее предпочтительны водные анионные, алифатические полиуретановые дисперсии, каждая из которых предпочтительно представляет собой не содержащую совместного растворителя дисперсию. Они включают в себя водные анионные полиуретановые дисперсии на основе сложных эфиров; водные алифатические полиуретановые дисперсии на основе сложных эфиров; и водные анионные, алифатические полиуретановые дисперсии на основе сложных эфиров, каждая из которых представляет собой не содержащую совместного растворителя дисперсию. Они также включают в себя водные анионные полиуретановые дисперсии на основе простых эфиров; водные алифатические полиуретановые дисперсии на основе простых эфиров; и водные анионные, алифатические полиуретановые дисперсии на основе простых эфиров, каждая из которых представляет собой не содержащую совместного растворителя дисперсию. Кроме того, предпочтительными являются все соответствующие варианты (на основе сложного полиэфира; алифатические на основе сложного полиэфира; на основе простого полиэфира; алифатические на основе простого полиэфира и т.п.) водных катионных и водных неионных дисперсий. Наиболее предпочтительной является алифатическая полиуретановая дисперсия, характеризующаяся модулем при 100% удлинении, составляющем 700 фунтов на кв. дюйм или более, при этом чрезвычайно предпочтительный диапазон для модуля составляет от 700 фунтов на кв. дюйм до приблизительно 3000 фунтов на кв. дюйм. Более предпочтительны алифатические полиуретановые дисперсии, характеризующиеся значением модуля при 100% удлинении, составляющим приблизительно 1000 фунтов на кв. дюйм или более, предпочтительней приблизительно 1100 фунтов на кв. дюйм или более. Наиболее предпочтительным является алифатическая, анионная полиуретановая дисперсия на основе простого полиэфира, характеризующаяся модулем, составляющим 1000 фунтов на кв. дюйм или более, предпочтительно 1100 фунтов на кв. дюйм или более.
Свойства жесткости, сопротивления ударным нагрузкам и устойчивости к воздействию пуль и осколков, присущие изделиям, сформированным из композитов согласно настоящему изобретению, зависят от значения модуля упругости при растяжении полимерного вяжущего, покрывающего волокна. Например, в патенте США №4,623,574 раскрыто, что армированные волокнами композиты, изготовленные из эластомерных матриц, характеризующихся модулем упругости при растяжении менее приблизительно 6000 фунтов на кв. дюйм (41300 кПа), характеризуются превосходными свойствами устойчивости к воздействию пуль и осколков по сравнению с композитами, изготовленными с использованием более высокомодульных полимеров, а также по сравнению с такой же структурой на основе волокон без полимерного вяжущего материала. Тем не менее, использование полимерных вяжущих материалов с низким модулем упругости на растяжение также приводит к получению композитов, характеризующихся более низкой жесткостью. Кроме того, в некоторых практических применениях, в частности, в тех, где композит должен обеспечивать как противопульную и противоосколочную защиту, так и структурную поддержку, необходимо сочетание устойчивости к воздействию пуль и осколков и жесткости. Соответственно, наиболее подходящий тип используемого полимерного вяжущего материала будет варьировать в зависимости от типа изделия, формируемого из композитов согласно настоящему изобретению. Для достижения компромисса в указанных свойствах, подходящее полимерное вяжущее может сочетать как низкомодульные, так и высокомодульные материалы для формирования единого полимерного вяжущего.
Полимерный вяжущий материал может быть нанесен либо одновременно, либо последовательно на множество волокон, представляющих собой волокнистое полотно (например, параллельный массив или войлок), для формирования покрытого полотна; нанесен на тканую ткань для формирования покрытой тканой ткани; или нанесен на другое расположение волокон, чтобы, тем самым, осуществить пропитку вяжущим слоев на основе волокон. В контексте настоящего документа термин «пропитан» является синонимом термина «погружен», а также «покрыт» или другим образом обработан с образованием покрытия, при этом в процессе обработки вяжущий материал диффундирует в слой на основе волокон, а не просто находится на поверхности слоев на основе волокон. Полимерный материал может также быть нанесен по меньшей мере на один массив волокон, который не является частью волокнистого полотна, после чего из указанных волокон формируют тканую ткань или формируют нетканую ткань с использованием способов, которые были ранее раскрыты в настоящем документе. Технологии формирования тканых и нетканых пластов, слоев и тканей на основе волокон являются хорошо известными в области техники.
Хотя это не является обязательным, волокна, формирующие тканые слои на основе волокон, по меньшей мере, частично покрывают полимерным вяжущим, после чего осуществляют стадию скрепления, аналогичную стадии, которую осуществляют для нетканых слоев на основе волокон. Указанная стадия скрепления может быть проведена для объединения друг с другом нескольких тканых слоев на основе волокон, или для дополнительного объединения вяжущего с волокнами указанной тканой ткани. Например, скрепление нескольких тканых слоев на основе волокон не является обязательным, при этом они могут быть соединены друг с другом посредством других способов, например, при помощи стандартного адгезива или при помощи сшивания.
Как правило, полимерное вяжущее покрытие является необходимым для эффективного объединения, т.е. скрепления, нескольких нетканых пластов на основе волокон. Полимерный вяжущий материал может быть нанесен на всю площадь поверхности отдельных волокон или только на часть площади поверхности волокон. Наиболее предпочтительно, покрытие на основе полимерного вяжущего материала наносят по существу на всю площадь поверхности каждого отдельного волокна, формирующего слой на основе волокон согласно настоящему изобретению. Если слой на основе волокон содержит несколько кусков пряжи, каждое волокно, формирующее одиночную прядь пряжи, предпочтительно покрывают полимерным вяжущим материалом.
Любой подходящий способ нанесения может быть использован для осуществления нанесения полимерного вяжущего материала, при этом термин «покрытый» не предназначен для ограничения способа, посредством которого полимерное вяжущее наносят на нити/слои. Полимерный вяжущий материал наносят прямо на поверхность волокон при помощи подходящего способа, который будет легко определен специалистом в данной области техники, при этом после нанесения вяжущее, как правило, диффундирует в слой на основе волокон, как рассмотрено в настоящем документе. Например, полимерный вяжущий материал может быть нанесен в форме раствора, эмульсии или дисперсии посредством распыления, экструдирования или нанесения валиком раствора полимерного материала на поверхность волокон, при этом часть раствора включает в себя желаемый полимер или полимеры, а другая часть раствора включает в себя растворитель, способный растворить или диспергировать указанный полимер или полимеры, причем за нанесением следует стадия сушки. Альтернативно, полимерный вяжущий материал может быть экструдирован на волокна при помощи стандартной технологии, например, с использованием щелевой экструзионной головки, или при помощи других технологий, например, с использованием системы прямой глубокой печати, системы нанесения покрытий с использованием стержня Мейера и системы нанесения покрытий с использованием воздушного ножа, которые являются широко известными в области техники. Другой способ включает нанесение чистого полимера вяжущего материала на волокна в качестве жидкости, в качестве липкого твердого вещества или частиц в суспензии, или в качестве псевдоожиженного слоя. Альтернативно, покрытие может быть нанесено в качестве раствора, эмульсии или дисперсии в подходящем растворителе, который характеризуется отсутствием отрицательного влияния на свойства волокон при температуре нанесения. Например, волокна могут быть перемещены через раствор полимерного вяжущего материала для осуществления по существу полного покрытия волокон, после чего следует стадия сушки.
Согласно другой технологии нанесения покрытия волокна могут быть погружены в ванну с раствором, содержащим полимерный вяжущий материал, растворенный или диспергированный в подходящем растворителе, после чего волокна высыхают в результате выпаривания или испарения растворителя. Предпочтительно этот способ обеспечивает, по меньшей мере, частичное покрытие каждого отдельного волокна полимерным материалом, предпочтительно по существу полное покрытие или обволакивание каждого отдельного волокна, а также покрытие всей или по существу всей площади поверхности нитей/волокон полимерным вяжущим материалом. Процедура погружения может быть повторена при необходимости несколько раз для помещения необходимого количества полимерного материала на волокна.
Альтернативно, могут быть использованы другие технологии нанесения покрытия на волокна, включая нанесения при необходимости прекурсора гелиевых волокон, например, путем пропускания гелиевого волокна через раствор подходящего покрывающего полимера при определенных условиях, чтобы получить желаемое покрытие. Альтернативно, волокна могут быть экструдированы в псевдоожиженный слой из подходящего полимерного порошка.
Хотя необходимо, чтобы волокна были покрыты полимерным вяжущим после, по меньшей мере, частичного удаления защитного покрытия волокон, и предпочтительно после обработки поверхности, которая увеличивает адсорбируемость впоследствии наносимого адсорбируемого вещества на поверхностях волокон, волокна могут быть покрыты полимерным вяжущим до укладывания волокон в один или несколько пластов/слоев или после укладывания, или до процесса формирования из указанных волокон тканой ткани или после указанного процесса. Тканые ткани могут быть сформированы при помощи технологий, которые хорошо известны в данной области техники, с использованием любого процесса изготовления ткани, такого как миткалевое переплетение, саржевое ломаное переплетение, переплетение «рогожка», атласное переплетение, саржевое переплетение и т.п. Наиболее часто используемым является миткалевое переплетение, при котором волокна переплетают друг с другом при ортогональной ориентации 0°/90°. Перед переплетением или после него отдельные волокна каждого материала на основе тканой ткани могут или могут не быть покрыты полимерным вяжущим материалом. Как правило, формирование тканей осуществляют перед покрытием волокон полимерным вяжущим, в результате которого происходит пропитывание тканых тканей вяжущим. Тем не менее, предполагают, что настоящее изобретение не ограничивается ни стадией, на которой полимерное вяжущее наносят на волокна, ни средствами, используемыми для нанесения полимерного вяжущего.
Способы получения нетканых тканей хорошо известны из области техники. Согласно предпочтительным вариантам осуществления, раскрытым в настоящем документе, множество волокон располагают по меньшей мере в одном массиве, как правило, располагают в качестве волокнистого полотна, содержащего множество волокон, выровненных по существу в параллельном, однонаправленном массиве. Как отмечено выше, типичный процесс формирования нетканых однонаправленных пластов на основе волокон включает: подачу пучков волокон из катушечной рамки и далее через направляющие и одну или несколько планок раскладочной машины в придающий параллельность гребень, и последующее покрытие волокон полимерным вяжущим материалом. Как правило, пучок волокон будет содержать от приблизительно 30 до приблизительно 2000 отдельных волокон. Планки раскладочной машины и придающий параллельность гребень распределяют находящиеся в пучке волокна так, чтобы расположить их параллельно в одной плоскости. В результате идеального распределения волокон отдельные нити или отдельные волокна будут расположены рядом друг с другом в одной плоскости, формируя по существу однонаправленный, параллельный массив волокон без взаимного перекрытия волокон. На данной стадии процесса, удаление защитного покрытия волокон перед или на указанной стадии распределения может улучшить или ускорить распределение волокон в указанный параллельный массив.
После покрытия волокон вяжущим материалом, покрытые волокна формуют в нетканые слои на основе волокон, которые содержат множество перекрывающихся нетканых пластов на основе волокон, которые скрепляют с образованием однослойного, монолитного элемента. В предпочтительной нетканой матерчатой конструкции согласно настоящему изобретению сформированы множество сложенных друг на друга, перекрывающихся однонаправленных лент, причем параллельные волокна каждого одиночного пласта (однонаправленной ленты) расположены ортогонально параллельным волокнам каждого соседнего одиночного пласта относительно продольного направления волокон каждого одиночного пласта. Пачку слоев перекрывающихся нетканых пластов на основе волокон скрепляют под воздействием давления и нагревания, или посредством склеивания покрытий индивидуальных пластов на основе волокон, для образовании однослойного, монолитного элемента, который в данной области техники также именуют однослойной, скрепленной сетью, при этом «скрепленная сеть» описывает сочетание пластов на основе волокон, скрепленное (объединенное) посредством полимерной матрицы/вяжущего. Изделия согласно настоящему изобретению могут также включать в себя гибридные скрепленные сочетания тканых тканей и нетканых тканей, а также сочетания нетканых тканей, сформированных из пластов на основе однонаправленных волокон и нетканых войлочных тканей.
Наиболее типично нетканые слои или ткани на основе волокон включат в себя от 1 до приблизительно 6 пластов, при этом они могут включать в себя от приблизительно 10 до приблизительно 20 пластов, что может быть желательно для некоторых практических применений. Большее количество пластов увеличивает устойчивость к воздействию пуль и осколков, но также увеличивает массу. Соответственно, количество пластов на основе волокон, используемое при формировании композита из слоев на основе волокон и/или тканевых композитов, или изделия согласно настоящему изобретению, изменяется в зависимости от конечного использования ткани или изделия. Например, в бронежилетах для военного применения, чтобы сформировать композит изделия, который характеризуется желаемой поверхностной плотностью, составляющей 1,0 фунт на кв. фут (4,9 кг/м2) или менее, могут быть необходимы от приблизительно 100 пластов (или слоев) до приблизительно 50 отдельных пластов (или слоев), при этом пласты/слои могут представлять собой тканые, вязаные, валяные или нетканые ткани (с параллельно ориентированными волокнами или другими расположениями волокон), сформированные из высокопрочных волокон, раскрытых в настоящем документе. Согласно другому варианту осуществления бронежилеты для применения правоохранительными органами могут содержать количество пластов/слоев на основе класса защиты по стандарту НИЮ (Национального института юстиции). Например, бронежилет класса защиты IIIА по стандарту НИЮ может содержать всего 40 пластов. Бронежилеты более низкого класса защиты по стандарту НИЮ могут содержать меньшее количество пластов/слоев. Настоящее изобретение включает включение в состав изделия большего количества пластов для обеспечения желаемого уровня защиты от воздействия пуль и осколков без увеличения массы ткани по сравнению с другими известными из уровня техники пуленепробиваемыми структурами.
Как известно из области техники, превосходную устойчивость к воздействию пуль и осколков обеспечивают при перекрестном расположении отдельных пластов на основе волокон так, чтобы направление ориентации волокон одного пласта было повернуто под некоторым углом относительно направления ориентации волокон другого пласта. Более предпочтительно, пласты на основе волокон располагают ортогонально под углами 0° и 90°, но соседние пласты могут быт выровнены фактически под любым углом от приблизительно 0° до приблизительно 90° относительно продольной ориентации волокон другого пласта. Например, нетканая конструкция из пяти пластов может содержать пласты, расположенные под углами 0°/45°/90°/45°/0°, или под другими углами. Указанные повернутые однонаправленные ориентации раскрыты, например, в патентах США №№4,457,985; 4,748,064; 4,916,000; 4,403,012; 4,623,574; и 4,737,402, каждый из которых ссылкой включен в настоящий документ в степени, не противоречащей настоящему.
Способы скрепления пластов на основе волокон для формирования слоев на основе волокон и композитов являются широко известными, например, способы, раскрытые в патенте США №6,642,159. Скрепление может произойти посредством сушки, охлаждения, нагревания, прикладывания давления или их сочетания. Тепловое воздействие и/или прикладывание давления могут быть необязательными, так как волокна или слои ткани могут быть просто склеены, например, при помощи процесса влажного ламинирования. Обычно скрепление осуществляют посредством помещения друг на друга отдельных пластов на основе волокон при значениях температуры и давления, которые достаточны для обеспечения объединения пластов с образованием цельной ткани. Скрепление может быть осуществлено при значениях температуры от приблизительно 50°C до приблизительно 175°C, предпочтительно от приблизительно 105°C и до приблизительно 175°C, и значениях давления от приблизительно 5 индикаторных фунтов на кв. дюйм (0,034 МПа) до приблизительно 2500 индикаторных фунтов на кв. дюйм (17 МПа), за период от приблизительно 0,01 секунды до приблизительно 24 часов, предпочтительно от приблизительно 0,02 секунды до приблизительно 2 часов. Вполне возможно, что в процессе нагревания полимерное вяжущее покрытие может стать липким и текучим без полного плавления. Тем не менее, как правило, если полимерный вяжущий материал полностью расплавился (когда он способен плавиться), то относительно небольшое давление необходимо для формирования композита, причем если вяжущий материал нагрет только до температуры, при которой он становится липким, то обычно потребуется большее давление. Как известно в данной области техники, скрепление может быть осуществлено посредством группы каландровых валов, ламинатора с плоской платформой, пресса или автоклава. Наиболее часто, множество волокнистых полотен с ортогональным расположением волокон «склеивают» друг с другом при помощи вяжущего полимера, а затем пропускают через ламинатор с плоской платформой для улучшения равномерности и прочности склеивания. Кроме того, стадии скрепления и нанесения полимера/связывания могут представлять собой две отдельные стадии или единственную стадию скрепления/ламинирования.
Альтернативно, скрепление может быть осуществлено при помощи формования с определенными значениями температуры и давления в подходящих установках для формования. Как правило, формование осуществляют при давлении от приблизительно 50 фунтов на кв. дюйм (344,7 кПа) до приблизительно 5000 фунтов на кв. дюйм (34470 кПа), более предпочтительно от приблизительно 100 фунтов на кв. дюйм (689,5 кПа) до приблизительно 3000 фунтов на кв. дюйм (20680 кПа), наиболее предпочтительно от приблизительно 150 фунтов на кв. дюйм (1034 кПа) до приблизительно 1500 фунтов на кв. дюйм (10340 кПа). Формование может альтернативно быть проведено при более высоких значениях давления, составляющих от приблизительно 5000 фунтов на кв. дюйм (34470 кПа) до приблизительно 15000 футов на кв. дюйм (103410 кПа), более предпочтительно от приблизительно 750 фунтов на кв. дюйм (5171 кПа) до приблизительно 5000 фунтов на кв. дюйм, и более предпочтительно от приблизительно 1000 фунтов на кв. дюйм до приблизительно 5000 фунтов на кв. дюйм. Стадия формования может занимать от приблизительно 4 секунд до приблизительно 45 минут. Предпочтительные значения температуры формования составляют от приблизительно 200°F (~93°C) до приблизительно 350°F (~177°C), более предпочтительно от приблизительно 200°F до приблизительно 300°F и наиболее предпочтительно от приблизительно 200°F до приблизительно 280°F. Значение давления, при котором осуществляют формование слоев на основе волокон и тканевых композитов согласно настоящему изобретению, как правило, напрямую влияет на жесткость или гибкость полученного в результате формованного продукта. Как правило, вплоть до определенного предела, формование при более высоком давлении обеспечивает более жесткие материалы. Дополнительно к давлению формования, на жесткость изделий, сформированных из композитов, также непосредственное влияние оказывают количество, толщина и состав пластов на основе волокон, а также тип полимерного вяжущего покрытия.
Хотя описанные в настоящем документе технологии формования и скрепления подобны друг другу, каждый процесс является отличным. В частности, формование представляет собой периодический процесс, а скрепление, как правило, представляет собой непрерывный процесс. Кроме того, формование, как правило, включает использование пресс-формы, такой как фасонная пресс-форма или пресс-форма с двумя сопрягаемыми формами при формировании плоской панели, и необязательно приводит к получению плоского изделия. Обычно процесс скрепления осуществляют в ламинаторе с плоской платформой, при помощи группы каландровых валов или как влажное ламинирование для получения тканей для мягкой (гибкой) индивидуальной бронезащиты. Формование, как правило, используют для изготовления твердой бронезащиты, например, жестких пластин. В любом из процессов подходящие значения температуры, давления и времени, как правило, зависят от типа материалов полимерного вяжущего покрытия, содержания полимерного вяжущего, используемого процесса, а также типа волокон.
Для получения тканевого изделия, характеризующегося достаточными свойствами устойчивости к воздействию пуль и осколков, общая масса вяжущего/матричного покрытия предпочтительно составляет от приблизительно 2% до приблизительно 50% от массы, более предпочтительно от приблизительно 5% до приблизительно 30%, более предпочтительно от приблизительно 7% до приблизительно 20%, и наиболее предпочтительно от приблизительно 11% до приблизительно 16% от массы волокон плюс масса покрытия, причем для нетканых тканей наиболее предпочтительным значением является 16%. Более низкое содержание вяжущего/матрицы подходит для тканых тканей, причем содержание полимерного вяжущего, составляющее более нуля, но менее 10% от массы волокон плюс масса покрытия, является, как правило, наиболее предпочтительным. Следует понимать, что указанные значения и диапазоны не являются ограничивающими. Например, тканые арамидные ткани, пропитанные фенольным полимером/ полимером на основе поливинилбутираля, иногда изготавливают с более высоким содержанием смолы, составляющим от приблизительно 20% до приблизительно 30%, хотя, как правило, 12% содержание смолы является предпочтительным.
После сплетения или скрепления слоев на основе волокон необязательный термопластичный полимерный слой может быть прикреплен к одной или обеим внешним поверхностям волокнистого композита при помощи стандартных способов. Подходящие полимеры для термопластичного полимерного слоя включают, кроме прочего, термопластичные полимеры, которые, кроме прочего, могут быть выбраны из группы, состоящей из: полиолефинов, полиамидов, сложных полиэфиров (в частности, полиэтилентерефталата (ПЭТ) и сополимеров ПЭТ), полиуретанов, винилполимеров, сополимеров этилена и винилового спирта, этилен-октановых сополимеров, сополимеров акрилонитрила, акриловых полимеров, виниловых полимеров, поликарбонатов, полистиролов, фторполимеров и т.п., а также их сополимеров и смесей, включая этиленвинилацетат (ЭВА) и сополимер этилена и акриловой кислоты. Кроме того, пригодны полимеры на основе природных и синтетических каучуков. Из них наиболее предпочтительными являются полиолефиновые и полиамидные слои. Предпочтительным полиолефином является полиэтилен. Неограничивающими примерами пригодных полиэтиленов являются полиэтилен низкой плотности (ПЭНП), линейный полиэтилен низкой плотности (ЛПЭНП), полиэтилен средней плотности (ПЭСП), линейный полиэтилен средней плотности (ЛПЭСП), линейный полиэтилен очень низкой плотности (ЛПЭОНП), линейный полиэтилен ультра низкой плотности (ЛПЭУНП), полиэтилен высокой плотности (ПЭВП) и их сополимеры и смеси. Кроме того, пригодными являются полиамидные полотна SPUNFAB®, серийно выпускаемые компанией Spunfab, Ltd., г. Каяхога-Фолс, Огайо (товарный знак, зарегистрированный на Keuchel Associates, Inc.), а также полотна, сети и пленки THERMOPLASTтм и HELIOPLASTтм, серийно выпускаемые компанией, Protechnic S.A., Серне, Франция. Термопластичный полимерный слой может быть связан с поверхностями композита с использованием хорошо известных технологий, таких как термическое ламинирование. Обычно ламинирование осуществляют посредством помещения друг на друга отдельных слоев при значениях температуры и давлении, которые достаточны для обеспечения объединения слоев с образованием цельной пленки. Отдельные слои помещают друг на друга, а затем указанную совокупность слоев, как правило, пропускают через зазор между парой нагретых валов для ламинирования согласно технологиям, хорошо известным в данной области техники. Термическое ламинирование может быть осуществлено при значениях температуры от приблизительно 95°C до приблизительно 175°C, предпочтительно от приблизительно 105°C до приблизительно 175°C, при значениях давления от приблизительно 5 индикаторных фунтов на кв. дюйм (0,034 МПа) до приблизительно 100 индикаторных фунтов на кв. дюйм (0,69 МПа), за период от приблизительно 5 секунд до приблизительно 36 часов, предпочтительно от 30 секунд до приблизительно 24 часов.
Толщина отдельных тканей/композитов/слоев на основе волокон будет соответствовать толщине отдельных волокон и количеству слоев на основе волокон, включенных в состав ткани. Предпочтительная тканая ткань будет характеризоваться предпочтительной толщиной от приблизительно 25 мкм до приблизительно 600 мкм на каждый слой, более предпочтительно от приблизительно 50 мкм до приблизительно 385 мкм, и наиболее предпочтительно от приблизительно 75 мкм до приблизительно 255 мкм на каждый слой. Предпочтительная нетканая ткань, т.е. нетканая, однослойная скрепленная сеть, будет характеризоваться предпочтительной толщиной от приблизительно 12 мкм до приблизительно 600 мкм, более предпочтительно от приблизительно 50 мкм до приблизительно 385 мкм, и наиболее предпочтительно от приблизительно 75 мкм до приблизительно 255 мкм, причем однослойная, скрепленная сеть, как правило, включает в себя два скрепленных пласта (т.е. две однонаправленные ленты). Любые термопластичные полимерные слои предпочтительно являются очень тонким, при этом предпочтительные значения толщины слоя составляют от приблизительно 1 мкм до приблизительно 250 мкм, более предпочтительно от приблизительно 5 мкм до приблизительно 25 мкм, и наиболее предпочтительно от приблизительно 5 мкм до приблизительно 9 мкм. Предпочтительно применяют несплошные полотна, такие как нетканые полотна SPUNFAB®, характеризующиеся плотностью 6 грамм на кв. метр (г/м2). Хотя такие значения толщины являются предпочтительными, следует понимать, что другие значения толщины могут быть получены для удовлетворения конкретных потребностей, что также попадает под объем настоящего изобретения.
Ткани/композиты согласно настоящему изобретению будут характеризоваться предпочтительной поверхностной плотностью перед скреплением/формованием от приблизительно 20 г/м2 (0,004 фунта на кв. фут) до приблизительно 1000 г/м2 (0,2 фунта на кв. фут). Более предпочтительные значения поверхностной плотности для тканей/композитов согласно настоящему изобретению перед скреплением/формованием будут находиться в диапазоне от приблизительно 30 г/м2 (0,006 фунта на кв. фут) до приблизительно 500 г/м2 (0,1 фунта на кв. фут). Наиболее предпочтительные значения поверхностной плотности для тканей/композитов согласно настоящему изобретению перед скреплением/формованием будут находиться в диапазоне от приблизительно 50 г/м2 (0,01 фунта на кв. фут) до приблизительно 250 г/м2 (0,05 фунта на кв. фут). Предлагаемые изделия, содержащие множество слоев на основе волокон, которые уложены друг на друга и скреплены друг с другом, будут характеризоваться предпочтительным значением поверхностной плотности композита, составляющим от приблизительно 1000 г/м2 (-0,2 фунта на кв. фут) до приблизительно 40000 г/м2 (8,2 фунтов на кв. фут), более предпочтительно от приблизительно 2000 г/м2 (-0,41 фунтов на кв. фут) до приблизительно 30000 г/м (6,1 фунтов на кв. фут), более предпочтительно от приблизительно 3000 г/м2 (-0,61 фунта на кв. фут) до приблизительно 20000 г/м2 (4,1 фунтов на кв. фут), и наиболее предпочтительно от приблизительно 3750 г/м2 (0,77 фунта на кв. фут) до приблизительно 15000 г/м2 (3,1 фунтов на кв. фут). Обычный диапазон для композитных изделий, сформованных в шлемы, составляет от приблизительно 7500 г/м2 (1,54 фунта на кв. фут) до приблизительно 12500 г/м2 (2,56 фунта на кв. фут). Волокнистые композиты согласно настоящему изобретению, содержащие множество смежных слоев на основе волокон, также характеризуются предпочтительным напряжением при растяжении при пределе текучести, составляющем по меньшей мере приблизительно 7,50 тыс. фунтов на кв. дюйм (~51,71 МПа), более предпочтительно по меньшей мере приблизительно 9,0 тыс. фунтов на кв. дюйм (~62,05 МПа), более предпочтительно по меньшей мере приблизительно 11 тыс.фунтов на кв. дюйм (~75,84 МПа), как определено в соответствии с процедурой А стандарта ASTM D790 при комнатной температуре (приблизительно 70-72°F).
Ткани согласно настоящему изобретению могут быть использованы в различных практических применениях для формирования множества различных пуленепробиваемых изделий с использованием хорошо известных технологий, включая гибкие, мягкие пуленепробиваемые изделия, а также жесткие, твердые пуленепробиваемые изделия. Например, подходящие технологии формирования пуленепробиваемых изделий раскрыты, например, в патентах США №№4,623,574; 4,650,710; 4,748,064; 5,552,208; 5,587,230; 6,642,159; 6,841,492; и 6,846,758, каждый из которых ссылкой включен в настоящий документ в степени, не противоречащей настоящему. Композиты чрезвычайно пригодны для формирования твердой бронезащиты и обладающих определенной формой или бесформенных промежуточных полупродуктов, сформованных в процессе изготовления твердых пуленепробиваемых изделий. Под «твердой» бронезащитой подразумеваю изделие, такое как шлемы, панели для военных транспортных средств или защитные экраны, которое характеризуется достаточной механической прочностью, чтобы сохранять жесткость конструкции при воздействии значительных нагрузок, при этом указанное изделие может свободно стоять без смятия. Указанные твердые изделия предпочтительно, но не исключительно, сформированы с использованием вяжущих материалов с высокими значениями модуля упругости при растяжении.
Указанные структуры могут быть порезаны с образованием нескольких дискретных листов, а затем уложены друг на друга для формирования изделия, или из них может быть сформирована заготовка, которую впоследствии используют для формирования изделия. Указанные технологии хорошо известны в данной области техники. Согласно наиболее предпочтительному варианту осуществления настоящего изобретения обеспечивают множество слоев на основе волокон, каждый из которых содержит скрепленное множество пластов на основе волокон, причем термопластичный полимер связывают, по меньшей мере, с одной внешней поверхностью каждого слоя на основе волокон перед, во время или после стадии скрепления, на которой осуществляют скрепление множества пластов на основе волокон, при этом множество слоев на основе волокон впоследствии объединяют на другой стадии скрепления, на которой осуществляют скрепление множества слоев на основе волокон с образованием пуленепробиваемого изделия или подузла пуленепробиваемого изделия.
Свойства устойчивости к воздействию пуль и осколков предлагаемых волокнистых композитов, включая сопротивление проникновению пуль и осколков, а также глубину отпечатка, могут быть измерены в соответствии с технологиями, хорошо известными в области техники.
Для иллюстрации настоящего изобретения служат приведенные ниже примеры.
Примеры
Оценивали влияние удаления защитного покрытия волокон и других необязательных обработок поверхностей волокон на прочность соединения внахлестку при сдвиге и глубину отпечатка различных композитов, причем результаты оценки свели в приведенные ниже таблицы 2А и 2В. Волокна были обработаны следующим образом.
Удаление защитного покрытия волокон
Несколько многонитевых волокон были размотаны из нескольких бобин для приема волокон (одна бобина на каждое многонитевое волокно), а затем пропущены через фиксированный придающий параллельность гребень для укладки волокон в равномерное волокнистое полотно. Затем волокнистое полотно пропускали через ванну с деионизированной водой для предварительного замачивания, при этом приблизительная продолжительность пребывания составляла приблизительно 18 секунд. После ванны с деионизированной водой для предварительного замачивания волокна промывали с использованием ряда из 30 водоструйных сопел. Давление воды в каждом водоструйном сопле составляло приблизительно 42 фунта на кв. дюйм, при этом расход воды приблизительно составлял 0,5 галлона в минуту на одно сопло. Поток воды, выходящий из сопел, характеризовался относительно плоской формой и угол контакта потока воды с волокнами составлял либо 0°, либо 30° относительно угла падения потока, выходящего из соседних сопел. Температура воды составляла 28,9°C. Значения линейной скорости при прохождении ванны с деионизированной водой для предварительного замачивания и ряда водоструйных сопел находились в диапазоне от приблизительно 4 м/мин до приблизительно 20 м/мин. Вода в ванне для замачивания и вода, подаваемая в сопла, были деионизированы в результате предварительного прохождения через отдельную деионизирующую систему. Впоследствии вымытые волокна были высушены и направленные на дальнейшую обработку.
В таблице 1 представлены иллюстративные примеры, предоставленные исключительно для демонстрации влияния определенных параметров процесса мойки на количество защитного покрытия, удаленного с волокон. Каждый образец состоит из четырех нитей, входящие в состав пучка на одной бобине образца. Длина каждого образца составляла по меньшей мере 400 футов, при этом общая масса волокна для одного образца составляла 60 г. Процентный остаток покрытия на волокнах представляет результат гравиметрического измерения количества защитного покрытия, остающегося после мойки, для каждой группы конкретных условий, приведенных в таблице. Гравиметрическое измерение основано на сравнении с количеством защитного покрытия, присутствующего на немытых контрольных волокнах.


Обработка коронным разрядом
Полотно шириной 18 дюймов из вымытых волокон непрерывно пропускали через установку для обработки коронным разрядом, содержащую электроды шириной 30 дюймов, со скоростью приблизительно 15 футов/мин, при этом мощность установки для обработки коронным разрядом составляла 2 кВт. В результате этого, распределение мощности по площади волокон, измеренное в ваттах на единицу площади, составило 2000 Вт/(2,5 фута×15 футов в минуту) или 53 Вт/фт2/мин, воздействующих на волокна. Продолжительность пребывания волокон в поле коронного разряда составляло приблизительно 2 секунды. Обработку проводили при стандартном атмосферном давлении.
Плазменная обработка
Полотно шириной 29 дюймов из вымытых волокон непрерывно пропускали через атмосферную установку для плазменной обработки (модель Enercon Plasma3 Station Model APT 12DF-150/2, выпускаемая компанией Enercon Industries Corp., и содержащая электроды шириной 29 дюймов) со скоростью приблизительно 12 футов/мин, при этом мощность установки для плазменной обработки составляла 2 кВт. В результате этого, распределение мощности по площади волокон, измеренное в ваттах на единицу площади, составило 2000 Вт/(29 дюймов×12 футов в минуту) или 67 Вт/фт2/мин, воздействующих на волокна. Продолжительность пребывания волокон в установке для плазменной обработки составляло приблизительно 2 секунды. Обработку проводили при стандартном атмосферном давлении.
Измерение межслоевой прочности соединения внахлестку при сдвиге
Во всех примерах, проиллюстрированных ниже, испытания прочности соединения внахлестку при сдвиге осуществили с использованием нетканых слоев на основе волокон, измеряя межслоевую прочность соединения внахлестку при сдвиге на 1-дюймовом соединении внахлестку между двумя наслоенными 2-х или 4-х пластовыми неткаными слоями на основе волокон. Каждый 2-х пластовый нетканый слой на основе волокон состоит из первого пласта волокон, ориентированного под углом 0°, и второго пласта волокон, ориентированного под углом 90°. Каждый 4-х пластовый нетканый слой на основе волокон характеризуется структурой (0°/90°/0°/90°), эквивалентной 2-х пластовой структуре, но с четырьмя пластами. Волокна испытуемых композитов были покрыты различными полимерными вяжущими (полимерными матричными) материалами. Каждый композит содержал один и тот же тип полиэтиленовых волокон, а также различные анионные, алифатические полиуретановые покрытия на основе сложных эфиров, нанесенные на волокна. Различные обработки сравнивали для того, чтобы продемонстрировать эффект обработок волокон, причем обработки волокон являются единственными переменными. Соединение внахлестку сформировали посредством ламинирования 2-х или 4-х пластовых слоев на основе волокон при температуре приблизительно 270°F (132°C) и давлении приблизительно 500 фунтов на кв. дюйм в течение 10 минут. Испытания прочности соединения внахлестку при сдвиге в каждом примере осуществили при комнатной температуре приблизительно 70°F, если конкретно не указано иное, в соответствии с условиями ASTM D5868. Испытания проводили с использованием универсальной машины для испытаний Instron 5585.
Измерения величины скорости V50o
Данные скорости V50 были получены посредством широко известных стандартных технологий, в частности в соответствии с условиями метода испытаний по стандарту Министерства Обороны США MIL-STD-662F.
Измерение глубины отпечатка
Стандартный способ измерения глубины отпечатка мягкой бронещащиты вкратце описан в стандарте НИЮ 0101.04, тип IIIА, причем по этому способу образец бронезащиты помещают в контакт с поверхностью материала подложки из деформируемой глины. Способ согласно стандарту НИЮ обычно используют для получения разумного приближения или предсказания фактической глубины отпечатка, которую можно ожидать при попадании пули или осколка в случае реального использования для бронезащиты, опирающейся непосредственно на тело пользователя или находящейся очень близко от него. Тем не менее, для бронезащиты, которая непосредственно не опирается на тело или голову пользователя или не находится очень близко от его тела или головы, лучшее приближение или предсказание фактической глубины отпечатка получают в результате отдаления бронезащиты от поверхности материала подложки из деформируемой глины. Соответственно, данные глубины отпечатка, приведенные в таблице 2А, не были измерены при помощи способа, описанного в стандарте НИЮ 0101.04, тип IIIА. Вместо этого был использован новый способ, который аналогичен способу, описанному в стандарте НИЮ 0101.04, тип IIIА, но вместо того, чтобы расположить композитное изделие непосредственно на плоском глиняном блоке, композит был смещен от глиняного блока на расстояние ХА дюйма (12,7 мм) посредством вставки обработанного по специальному заказу элемента прокладки между композитом и глиняным блоком. Обработанный по специальному заказу элемент прокладки представляет собой элемент, содержащий границу и внутреннюю полость, ограниченную указанной границей, при этом глина открыта через указанную полость и прокладка находится в непосредственном контакте с передней поверхностью глины. Поражающие элементы выстреливали в композитные изделия в целевые места, соответствовавшие внутренней полости прокладки. Поражающие элементы ударяли об композитное изделие в местах, соответствовавших внутренней полости прокладки, и каждый удар поражающего элемента вызывал вдавливание в глине. Все результаты измерения глубины отпечатка в таблице 2А относятся только к глубине вдавливания в глине по этому способу и не учитывают толщину элемента прокладки, т.е., результаты измерения глубины отпечатка в таблице 2А не включают фактическое расстояние между композитом и глиной.
Измерение расслоения
Расслоение в таблице 2А относится к измерению глубины деформации в направлении назад фактических испытанных панелей, а не глубины вмятины в материале подложки. Это именуется «расслоением», поскольку измеряется не вмятина в глине. Результат этого измерения расслоения будет меньше результата измерения глубины отпечатка плюс толщина воздушного промежутка ½ дюйма (12,7 мм), поскольку после удара поражающего элемента, ткань в зоне удара частичного отводится назад. Измерение расслоения проводится после указанного отвода, в то время как измерение глубины отпечатка способом с воздушным промежутком, описанным в настоящем документе, учитывает полную степень деформации ткани в направлении назад. Деформацию после указанного отвода обычно измеряют путем разреза в поперечном сечении панели и измерения расстояния от плоскости неповрежденной задней поверхности панели до самой глубокой наружной части деформированной зоны. Для каждого примера глубину отпечатка измеряли для квадратных образцов размером 12×12 дюймов, характеризующихся поверхностной плотностью 2,0 фунта/кв. фут и поверхностной плотностью волокон (поверхностной плотность одного слоя параллельных волокон, т.е., одной однонаправленной ленты) 53 г/м2. Для каждого примера глубину отпечатка измеряли для 9 мм пуль с цельнометаллической оболочкой вокруг носа (FMJ RN) с номинальной массой 124 грана, выстреливаемых со скоростью примерно 1430±30 футов/с.

В таблице 2А представлены отличия измеренных значений глубины отпечатка и отслоения для тканей, сформированных из немытых и необработанных волокон, и тканей, сформированных из волокон, которые были подвержены различным обработкам. Каждое из изделий I-VI содержало один и тот же тип полиэтиленовых волокон, а также различные анионные, алифатические полиуретановые покрытия на основе сложных эфиров, нанесенные на волокна. Два последних столбца в таблице 2А - глубина отпечатка плюс промежуток ½ дюйма (12,7 мм) минус расслоение - идентифицируют количество отвода ткани и иллюстрируют более высокую точность способа измерения глубины отпечатка с прокладкой и воздушным зазором для измерения полной ожидаемой степени глубины отпечатка твердой бронезащиты в реальном боевом применении.
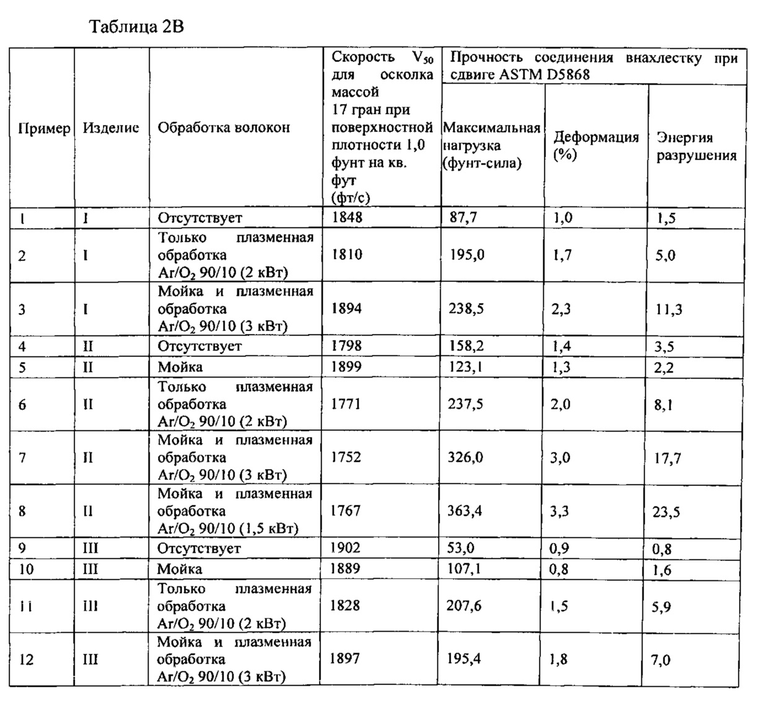

В таблице 2В приведены отличия данных сопротивления проникновению пуль и осколков (V50) и свойств соединения внахлестку при сдвиге, присущие изделиям в зависимости от обработки волокон.
Настоящее изобретение конкретно показано и описано со ссылкой на предпочтительные варианты осуществления. Однако специалистам ясно, что возможны различные изменения и модификации в пределах сущности и объема настоящего изобретения. Формула изобретения должна интерпретироваться таким образом, чтобы охватывать раскрытый вариант осуществления, те альтернативы, которые рассмотрены выше, и все их эквиваленты.
Изобретение относится к пуленепробиваемым композитам и касается композита на основе однонаправленных волокон с высокой прочностью соединения внахлестку при сдвиге и низким значением глубины отпечатка и способа его изготовления. Композит содержит множество смежных слоев на основе волокон, причем каждый слой на основе волокон содержит волокна, характеризующиеся наличием поверхностей, которые частично покрыты полимерным материалом. Указанные волокна преимущественно не содержат защитного покрытия волокон. Волокнистый композит характеризуется значением межслоевой прочности соединения внахлестку при сдвиге между смежными слоями на основе волокон, которое превышает значение межслоевой прочности соединения внахлестку при сдвиге между смежными слоями на основе волокон сопоставимого волокнистого композита, характеризующегося наличием поверхностей волокон, которые преимущественно покрыты защитным покрытием волокон, при этом указанное защитное покрытие волокон расположено между поверхностями волокон и полимерным материалом. Изобретение обеспечивает улучшение структурных свойств пуленепробиваемого композита. 3 н. и 12 з.п. ф-лы, 3 табл.
1. Пуленепробиваемый волокнистый композит, содержащий множество смежных слоев на основе волокон, причем каждый слой на основе волокон содержит волокна, характеризующиеся наличием поверхностей, которые, по меньшей мере, частично покрыты полимерным материалом, причем указанные волокна преимущественно не содержат защитного покрытия волокон; при этом указанный волокнистый композит характеризуется значением межслоевой прочности соединения внахлестку при сдвиге между смежными слоями на основе волокон, которое превышает значение межслоевой прочности соединения внахлестку при сдвиге между смежными слоями на основе волокон сопоставимого волокнистого композита, характеризующегося наличием поверхностей волокон, которые преимущественно покрыты защитным покрытием волокон, при этом указанное защитное покрытие волокон расположено между поверхностями волокон и полимерным материалом.
2. Волокнистый композит по п. 1, отличающийся тем, что указанный композит характеризуется значением прочности соединения внахлестку при сдвиге между слоями на основе волокон, составляющим по меньшей мере приблизительно 170 фунт-сила при приблизительно комнатной температуре.
3. Волокнистый композит по п. 2, отличающийся тем, что указанный композит содержит отвержденное множество перекрестных пластов на основе однонаправленных волокон, при этом указанный полимерный материал содержит по меньшей мере один термопластичный полимер.
4. Волокнистый композит по п. 1, отличающийся тем, что от 50% до 99% поверхности волокон не содержат защитного покрытия волокон между поверхностью волокна и полимерным материалом.
5. Волокнистый композит по п. 1, отличающийся тем, что указанный композит характеризуется поверхностной плотностью композита от приблизительно 3750 г/м2 (0,75 фунта на кв. фут) до приблизительно 12500 г/м2 (2,5 фунта на кв. фут).
6. Волокнистый композит по п. 1, отличающийся тем, что указанный композит характеризуется глубиной отпечатка менее приблизительно 8 мм при воздействии 9-мм поражающим элементом с цельнометаллической оболочкой вокруг носа (FMJ RN) с номинальной массой 124 грана, выпущенным со скоростью от приблизительно 427 м/с до приблизительно 445 м/с (1430 футов в секунду (фт/с) ± 30 фт/с), при этом значение глубины отпечатка измерено для композита, характеризующегося поверхностной плотностью 2,0 фунта на кв. фут.
7. Волокнистый композит по п. 6, отличающийся тем, что указанный композит характеризуется значением прочности соединения внахлестку при сдвиге между слоями на основе волокон, составляющим по меньшей мере приблизительно 170 фунт-сила при приблизительно комнатной температуре.
8. Волокнистый композит по п. 7, отличающийся тем, что указанный композит содержит полиэтиленовые волокна.
9. Волокнистый композит по п. 7, отличающийся тем, что указанный композит содержит отвержденное множество перекрестных пластов на основе однонаправленных волокон, при этом указанный полимерный материал содержит по меньшей мере один термопластичный полимер.
10. Волокнистый композит по п. 1, отличающийся тем, что поверхности волокон частично не содержат защитного покрытия волокон между поверхностью волокна и полимерным материалом так, что оставшееся защитное покрытие находится на поверхности волокон, при этом менее 50% площади поверхности волокна покрыто защитным покрытием волокон, и при этом указанный полимерный материал находится в непосредственном взаимодействии с поверхностями волокон в областях, где поверхность волокна не покрыта защитным покрытием волокон.
11. Волокнистый композит по п. 6, отличающийся тем, что указанный композит характеризуется межслоевой прочностью соединения внахлестку при сдвиге между слоями на основе волокон по меньшей мере приблизительно 170 фунт-сила при комнатной температуре, и указанный композит характеризуется глубиной отпечатка менее приблизительно 8 мм при воздействии 9-мм поражающим элементом с цельнометаллической оболочкой вокруг носа (FMJ RN) с номинальной массой 124 грана, выпущенным со скоростью от приблизительно 427 м/с до приблизительно 445 м/с (1430 футов в секунду (фт/с) ± 30 фт/с), при этом значение глубины отпечатка измерено для композита, характеризующегося поверхностной плотностью 2,0 фунта на кв. фут.
12. Способ формирования пуленепробиваемого волокнистого композита, содержащего по меньшей мере два смежных слоя на основе волокон, причем каждый слой на основе волокон содержит волокна, характеризующиеся наличием поверхностей, которые, по меньшей мере, частично покрыты полимерным материалом, при этом указанные волокна преимущественно не содержат защитного покрытия волокон так, что указанный полимерный материал находится преимущественно в непосредственном взаимодействии с поверхностями волокон; причем указанный композит характеризуется значением межслоевой прочности соединения внахлестку при сдвиге между смежными слоями на основе волокон, составляющим по меньшей мере приблизительно 170 фунт-сила при приблизительно комнатной температуре, при этом указанный способ включает: обеспечение множества полимерных волокон, характеризующихся наличием поверхностей, которые преимущественно не содержат защитного покрытия волокон; необязательную обработку поверхностей волокон для улучшения поверхностной адсорбции, связывания или приклеивания впоследствии наносимого полимерного материала к поверхностям волокон; нанесение полимерного материала, по меньшей мере, на часть указанных волокон, тем самым обеспечивая адсорбирование, связывание или приклеивание полимерного материала на или к указанным поверхностям волокон; получение множества слоев на основе волокон из указанных волокон либо до, либо после нанесения указанного полимерного материала на указанные волокна; и отверждение указанного множества слоев на основе волокон с получением волокнистого композита.
13. Способ по п. 12, отличающийся тем, что осуществляют указанную необязательную стадию обработки поверхностей волокон для улучшения поверхностной адсорбции, связывания или приклеивания впоследствии наносимого полимерного материала к поверхностям волокон.
14. Способ по п. 13, отличающийся тем, что указанная обработка волокон включает плазменную обработку или обработку коронным разрядом.
15. Пуленепробиваемый волокнистый композит, содержащий множество смежных слоев на основе волокон, причем каждый слой на основе волокон содержит волокна, характеризующиеся наличием поверхностей, которые, по меньшей мере, частично покрыты полимерным материалом, причем указанные волокна, по меньшей мере, частично не содержат защитного покрытия волокон так, что указанный полимерный материал находится, по меньше мере, частично в непосредственном взаимодействии с поверхностями волокон; при этом указанный волокнистый композит характеризуется значением межслоевой прочности соединения внахлестку при сдвиге между смежными слоями на основе волокон, которое превышает значение межслоевой прочности соединения внахлестку при сдвиге между смежными слоями на основе волокон сопоставимого волокнистого композита, содержащего полимерный материал, который не находится, по меньшей мере, частично в непосредственном взаимодействии с поверхностями волокон.
| US 2011189419 A1, 04.08.2011 | |||
| US 2011123757 A1, 26.05.2011 | |||
| RU 2006127896 A, 10.02.2008 | |||
| Аппарат для механической настилки ткани на закройный стол | 1928 |
|
SU13292A1 |

