Область техники
Настоящее изобретение относится к стойким к проколу тканым композитным изделиям с плотной структурой, сформированным путем термического объединения тканой ткани с неплотной структурой, сформированной из термопластичных удлиненных тел с высокой удельной прочностью, а также к непрерывному способу формирования указанных композитных изделий.
Уровень техники
Волокна с высокой удельной прочностью, такие как полиэтиленовые волокна SPECTRA® или арамидные волокна, например, волокна KEVLAR® и TWARON®, широко используют для формирования изделий, характеризующихся превосходной устойчивостью к воздействию пуль и осколков. Пуленепробиваемые изделия, сформированные из лент с высокой удельной прочностью, являются также хорошо известными. Изделия, такие как пуленепробиваемые жилеты, шлемы, панели, устанавливаемые на транспортные средства, и структурные элементы военного оборудования, как правило, изготавливают из тканей, содержащих волокна или ленты с высокой удельной прочностью благодаря присущему им очень высокого отношения предела прочности к массе. В ряде практических применений из указанных волокон или лент могут быть сформированы тканые или трикотажные ткани. В других практических применениях волокна или ленты могут быть заключены или погружены в полимерный матричный материал, при этом из них могут быть сформированы нетканые ткани. В одной типичной нетканой матерчатой конструкции множество однонаправленных волокон расположены по существу в одной плоскости, имеют одинаковую протяженность в пространстве и покрыты вяжущей матричной смолой для связывания волокон друг с другом. Как правило, множество пластов, состоящих из таких однонаправленных волокон, объединены для формирования многопластового композита. См., например, патенты США №№4,403,012; 4,457,985; 4,613,535; 4,623,574; 4,650,710; 4,737,402; 4,748,064; 5,552,208; 5,587,230; 6,642,159; 6,841,492; и 6,846,758, которые ссылкой включены в настоящий документ в степени, согласующейся с настоящим.
Известно, что композиты, изготовленные из нетканых тканей, лучше останавливают высокоскоростные поражающие элементы, чем композиты на основе тканых тканей, так как армирующие волокна в нетканых тканях не являются извитыми подобно волокнам в тканых материалах. Придание извитости волокнам снижает способность волокон работать на растяжение и моментально поглощать энергию высокоскоростного поражающего элемента, что снижает их эффективность. Кроме того, повреждение, наносимое поражающим элементом нетканым тканям, является более локализированным по сравнению с ткаными тканями, что позволяет обеспечить лучшую защиту против нескольких попаданий. Однако тканые композиты демонстрируют лучшую стойкость к проколу, чем традиционные нетканые ткани, сформированные из параллельных массивов волокон, так как структура тканой ткани с присущим ей механическим переплетением нитей или волокон создает довольно высокое трение, что позволяет такой ткани быть более стойкой к прокалыванию ножами.
Тем не менее, стойкие к проколу изделия на основе тканой ткани, известные из уровня техники, не лишены недостатков. Такие тканые ткани требуют очень тесного переплетения (т.е. плотность ткани более 56×56 на дюйм) для того, чтобы при ударе ножом не происходило сдвига ткани или слоев ткани, а также для создания достаточного трения, позволяющего предотвратить прокалывание ножом ткани. Создание тканых тканей с такой очень высокой плотностью требует использования очень тонкой, высококачественной пряжи, которая является дорогостоящей. Кроме того, для применения такой тонкой пряжи необходимо, чтобы она характеризовалась высокой степенью кручения и/или смешивания, при этом тонкая пряжа требует осторожно обращения и часто рвется во время процессов кручения или смешивания, что отрицательно влияет на производительность. Наконец, композиты, сформированные из крученых волокон, являются менее эффективными против пуль и других высокоскоростных поражающих элементов, чем композиты, сформированные из некрученых волокон. Соответственно, существует необходимость в разработке улучшенных тканых пуленепробиваемых композитов, которые характеризуются превосходной стойкостью к проколу и превосходной стойкостью к воздействию пуль и осколков. Настоящее изобретение предоставляет решение указанных выше недостатков, присущих уровню техники.
Сущность изобретения
Настоящее изобретение предоставляет тканую ткань, содержащую множество основных удлиненных тел, переплетенных и связанных с множеством поперечно расположенных уточных удлиненных тел, причем каждые из основных удлиненных тел и уточных удлиненных тел включают термопластичные удлиненные тела с высокой удельной прочностью, характеризующиеся удельной прочностью по меньшей мере приблизительно 14 г/денье и модулем упругости при растяжении по меньшей мере приблизительно 300 г/денье, при этом соседние основные удлиненные тела разнесены друг от друга на расстояние, равное по меньшей мере приблизительно 10% ширины основных удлиненных тел, и соседние уточные удлиненные тела разнесены друг от друга на расстояние, равное по меньшей мере приблизительно 10% ширины уточных удлиненных тел.
Кроме того, настоящее изобретение предоставляет объединенные листы с плотной структурой, сформированные из тканой ткани, и многослойные изделия, сформированные из указанных объединенных листов с плотной структурой.
Настоящее изобретение также предоставляет способ формирования стабильной по размерам ткани с неплотной структурой, включающий:
a) создание тканой ткани, содержащей множество основных удлиненных тел, переплетенных и связанных с множеством поперечно расположенных уточных удлиненных тел, причем каждые из основных удлиненных тел и уточных удлиненных тел включают термопластичные удлиненные тела с высокой удельной прочностью, характеризующиеся удельной прочностью по меньшей мере приблизительно 14 г/денье и модулем упругости при растяжении по меньшей мере приблизительно 300 г/денье, при этом соседние основные удлиненные тела разносят друг от друга на расстояние, равное по меньшей мере приблизительно 10% ширины основных удлиненных тел, и соседние уточные удлиненные тела разносят друг от друга на расстояние, равное по меньшей мере приблизительно 10% ширины уточных удлиненных тел;
b) по меньшей мере, частичное плавление термопластичного полимера основных удлиненных тел с высокой удельной прочностью и/или уточных удлиненных тел с высокой удельной прочностью; и
c) обеспечение отверждения расплавленного термопластичного полимера основных удлиненных тел с высокой удельной прочностью и/или уточных удлиненных тел с высокой удельной прочностью; тем самым обеспечивая связывание основных удлиненных тел с высокой удельной прочностью с уточными удлиненными телами с высокой удельной прочностью, в результате чего формируется стабильная по размерам ткань с неплотной структурой.
Настоящее изобретение также предоставляет способ формирования пуленепробиваемого термически объединенного многослойного изделия с плотной структурой, включающий:
a) создание по меньшей мере одной тканой ткани с неплотной структурой, содержащей множество основных удлиненных тел, переплетенных и связанных с множеством поперечно расположенных уточных удлиненных тел, причем каждые из основных удлиненных тел и уточных удлиненных тел включают термопластичные удлиненные тела с высокой удельной прочностью, характеризующиеся удельной прочностью по меньшей мере приблизительно 14 г/денье и модулем упругости при растяжении по меньшей мере приблизительно 300 г/денье, при этом соседние основные удлиненные тела разносят друг от друга на расстояние, равное по меньшей мере приблизительно 10% ширины основных удлиненных тел, и соседние уточные удлиненные тела разносят друг от друга на расстояние, равное по меньшей мере приблизительно 10% ширины уточных удлиненных тел;
b) создание по меньшей мере одного объединенного листа с плотной структурой, сформированного из тканой ткани, при этом указанная тканая ткань содержит множество основных удлиненных тел, переплетенных и связанных с множеством поперечно расположенных уточных удлиненных тел, причем каждые из основных удлиненных тел и уточных удлиненных тел включают термопластичные удлиненные тела с высокой удельной прочностью, характеризующиеся удельной прочностью по меньшей мере приблизительно 14 г/денье и модулем упругости при растяжении по меньшей мере приблизительно 300 г/денье, при этом соседние основные удлиненные тела разносят друг от друга на расстояние, равное по меньшей мере приблизительно 10% ширины основных удлиненных тел, и соседние уточные удлиненные тела разносят друг от друга на расстояние, равное по меньшей мере приблизительно 10% ширины уточных удлиненных тел; причем объединенный лист с плотной структурой по существу не имеет зазоров между соседними удлиненными телами с высокой удельной прочностью, и указанные тела с высокой удельной прочностью не перекрываются;
c) соединение друг с другом по меньшей мере одной тканой ткани с неплотной структурой и по меньшей мере одного объединенного листа с плотной структурой; и
d) термическое прессование соединенных по меньшей мере одной тканой ткани и по меньшей мере одного объединенного листа при условиях, достаточных для прикрепления тканой ткани к объединенному листу и для уплощения удлиненных тел с высокой удельной прочностью в тканой ткани, в результате чего продольные края соседних основных удлиненных тел с высокой удельной прочностью в тканой ткани будут взаимодействовать друг с другом, при этом между указанными соседними основными удлиненными телами с высокой удельной прочностью по существу отсутствуют зазоры, и указанные основные удлиненные тела с высокой удельной прочностью не перекрываются.
Настоящее изобретение также предоставляет способ формирования термически объединенного многослойного изделия с плотной структурой, включающий соединение тканой ткани и полотна, содержащего параллельный массив удлиненных тел с высокой удельной прочностью, при этом удлиненные тела с высокой удельной прочностью полотна располагают перпендикулярно основным удлиненным телам с высокой удельной прочностью тканой ткани, и термическое прессование соединенных тканой ткани и полотна при условиях, достаточных для прикрепления указанной тканой ткани к указанному полотну и для уплощения удлиненных тел с высокой удельной прочностью соответственно тканой ткани и полотна, в результате чего продольные края соседних удлиненных тел с высокой удельной прочностью соответственно в тканой ткани и полотне будут взаимодействовать друг с другом, при этом между указанными соседними удлиненными телами с высокой удельной прочностью по существу отсутствуют зазоры, и указанные удлиненные тела с высокой удельной прочностью не перекрываются.
Настоящее изобретение также предоставляет способ формирования термически объединенного многослойного изделия с плотной структурой, включающий: соединение объединенного листа с плотной структурой и полотна, содержащего параллельный массив удлиненных тел с высокой удельной прочностью, при этом удлиненные тела с высокой удельной прочностью полотна располагают перпендикулярно удлиненным телам с высокой удельной прочностью объединенного листа, и термическое прессование соединенных объединенного листа и полотна при условиях, достаточных для прикрепления указанного объединенного листа к указанному полотну и для уплощения удлиненных тел с высокой удельной прочностью полотна, в результате чего продольные края соседних удлиненных тел с высокой удельной прочностью в полотне будут взаимодействовать друг с другом, при этом между указанными соседними удлиненными телами с высокой удельной прочностью по существу отсутствуют зазоры, и указанные удлиненные тела с высокой удельной прочностью не перекрываются.
Краткое описание чертежей
На фиг. 1 представлен схематический вид в перспективе тканой ткани, характеризующейся наличием разнесенных удлиненных тел с высокой удельной прочностью, как в продольном направлении основы, так и в поперечном направлении утка.
На фиг. 2 представлен схематический вид в перспективе, иллюстрирующий формирование объединенного листа с плотной структурой путем термического объединения одиночной тканой ткани с неплотной структурой, характеризующейся наличием разнесенных удлиненных тел с высокой удельной прочностью, как в продольном направлении основы, так и в поперечном направлении утка.
На фиг. 3 представлен схематический вид в перспективе, иллюстрирующий формирование многослойной ткани с плотной структурой, при котором первую тканую ткань с неплотной структурой, характеризующуюся наличием разнесенных удлиненных тел с высокой удельной прочностью, как в продольном направлений основы, так и в поперечном направлении утка, термически объединяют со второй тканой тканью, характеризующейся наличием разнесенных удлиненных тел с высокой удельной прочностью, как в продольном направлении основы, так и в поперечном направлении утка.
На фиг. 4 представлен схематический вид в перспективе, иллюстрирующий формирование термически объединенного многослойного изделия с плотной структурой, при котором тканую ткань с неплотной структурой термически объединяют с полотном, содержащим однонаправленный массив из продольных удлиненных тел с высокой удельной прочностью, подаваемых из катушечной рамки.
На фиг. 5 представлен схематический вид в перспективе, иллюстрирующий прикрепление первой открытой тканой ткани ко второй тканой ткани путем пропускания через первый набор валков, причем указанное прикрепление происходит перед их объединением при прохождении между валками из второго набора.
На фиг. 6 представлен схематический вид в перспективе, иллюстрирующий прикрепление тканой ткани с неплотной структурой к однонаправленному массиву из продольных удлиненных тел с высокой удельной прочностью, подаваемых из катушечной рамки, путем пропускания через первый набор валков, при этом указанное прикрепление выполняют перед их объединением при прохождении между валками из второго набора.
На фиг. 7 представлен схематический вид в перспективе, иллюстрирующий стандартную структуру миткалевого переплетения, которая характеризуется наличием продольных основных волокон, поперечных уточных волокон и кромочных петель в области боковых краев.
Подробное описание изобретения
Как изображено на фиг. 1-6, высокопрочные композитные листы изготовлены путем переплетения основных удлиненных тел с высокой удельной прочностью с уточными удлиненными телами с высокой удельной прочностью, которые расположены поперек основных тел. В целях настоящего документа под термином «удлиненные тела» подразумевают тела, длина которых намного превышает размеры ширины и толщины. К удлиненным телам относятся мононити, некрученые многонитевые волокна (т.е. некрученая пряжа), которые являются объединенными или нет, некрученая термически объединенная многонитевая лента или неволокнистая полимерная лента. Также к таким телам относятся крученые многонитевые волокна (т.е. крученая пряжа), которые являются объединенными или нет, при этом наиболее 1 предпочтительно, чтобы все удлиненные тела, формирующие ткани и объединенные листы согласно настоящему изобретению, являлись нескрученными удлиненными телами.
В контексте настоящего документа «удлиненное тело с высокой удельной прочностью» является телом, которое характеризуется удельной прочностью, которая составляет по меньшей мере приблизительно 14 г/денье, предпочтительней приблизительно 20 г/денье или более, предпочтительней приблизительно 25 г/денье или более, предпочтительней приблизительно 30 г/денье или более, предпочтительней приблизительно 40 г/денье или более, предпочтительней приблизительно 45 г/денье или более и предпочтительней приблизительно 50 г/денье или более. Такие удлиненные тела с высокой удельной прочностью также характеризуются модулем упругости при растяжении, который составляет по меньшей мере приблизительно 300 г/денье, предпочтительней приблизительно 400 г/денье или более, предпочтительней приблизительно 500 г/денье или более, предпочтительней приблизительно 1000 г/денье или более и предпочтительней приблизительно 1500 г/денье или более. Удлиненные тела с высокой удельной прочностью также характеризуются энергией разрушения, составляющей по меньшей мере приблизительно 15 Дж/г, предпочтительней приблизительно 25 Дж/г или более, предпочтительней приблизительно 30 Дж/г или более и наиболее предпочтительно приблизительно 40 Дж/г или более. Способы формирования удлиненных тел, которым присущи указанные высокие прочностные свойства, являются хорошо известными в данной области техники.
В контексте настоящего документа под термином «денье» подразумевают единицу линейной плотности, которая равна массе в граммах 9000 метров волокна/ленты. Под термином «удельная прочность» подразумевают растягивающее напряжение, выраженное как усилие (граммы) на единицу линейной плотности (денье) ненапряженного образца. «Модуль упругости при малых кратковременных нагрузках» представляет собой свойство материала, характеризующего его сопротивление деформации. Под термином «модуль упругости при растяжении» подразумевают отношение изменения удельной прочности, выраженной в грамм-сила на одни денье (г/д), к изменению деформации, выраженной в качестве доли исходной длины волокна или ленты (дюйм/дюйм).
В контексте настоящего документа под термином «лента» подразумевают плоскую, узкую, цельную полосу материала, длина которой превышает ширину, и которая характеризуется средним отношением сторон поперечного сечения, т.е. отношением наибольшего и наименьшего размеров поперечных сечений, усредненных по всей длине изделия в виде ленты, которое составляет по меньшей мере приблизительно 3:1. Лента может представлять собой волокнистый материал или неволокнистый материл. «Волокнистый материал» содержит одну или несколько нитей. Поперечное сечение полимерной ленты согласно настоящему изобретению может иметь форму прямоугольника, овала, многоугольника, неправильную форму или любую другую форму, удовлетворяющую приведенным выше требованиям касательно ширины, толщины и отношению сторон.
Такие ленты предпочтительно характеризуются по существу прямоугольным поперечным сечением и толщиной приблизительно 0,5 мм или менее, более предпочтительно приблизительно 0,25 мм или менее, еще более предпочтительно приблизительно 0,1 мм или менее и предпочтительней приблизительно 0,05 мм или менее. Согласно наиболее предпочтительным вариантам осуществления полимерные ленты характеризуются значением толщины, составляющим до приблизительно 3 мил (76,2 мкм), более предпочтительно от приблизительно 0,35 мил (8,89 мкм) до приблизительно 3 мил (76,2 мкм), и наиболее предпочтительно от приблизительно 0,35 мил до приблизительно 1,5 мил (38,1 мкм). Значение толщины измерено в самой толстой области поперечного сечения.
Полимерные ленты, подходящие для применения в настоящем изобретении, характеризуются предпочтительными значениями ширины, составляющими от приблизительно 2,5 мм до приблизительно 50 мм, более предпочтительно от приблизительно 5 мм до приблизительно 25,4 мм, предпочтительней от приблизительно 5 мм до приблизительно 20 мм и наиболее предпочтительно от приблизительно 5 мм до приблизительно 10 мм. Эти размеры могут варьировать, однако полимерные ленты согласно настоящему изобретению наиболее предпочтительно изготовлены таким образом, чтобы характеризоваться размерами, обеспечивающими среднее отношение сторон поперечного сечения, т.е. отношение наибольшего и наименьшего размеров поперечных сечений, усредненных по всей длине изделия в виде ленты, которое составляет по меньшей мере приблизительно 3:1, более предпочтительно по меньшей мере приблизительно 5:1, предпочтительней по меньшей мере приблизительно 10:1, еще предпочтительней по меньшей мере 20:1, более предпочтительней по меньшей мере приблизительно 50:1, предпочтительней по меньшей мере приблизительно 100:1, предпочтительней по меньшей мере приблизительно 250:1, при этом наиболее предпочтительные полимерные ленты характеризуются средним отношением сторон поперечного сечения, составляющим по меньшей мере приблизительно 400:1.
Полимерные ленты изготавливают при помощи стандартных способов, таких как технология экструдирования, технология получения одноосноориентированного волокнистого пластика, технология разрезания пленочного полотна на длинные полоски и т.п. Например, однонаправленная лента стандартной ширины может быть разрезана или разделена на ленты, характеризующиеся желаемыми значениями длины, что является предпочтительным способом для изготовления лент из многопластовых, нетканых слоев на основе волокон. Пример продольно-резального устройства описан в патенте США №6,098,510, в котором раскрывается устройство для разрезания на полосы тонколистового полотна при его наматывании на барабан. Другой пример продольно-резального устройства описан в патенте США №6,148,871, в котором раскрывается устройство для разрезания листа полимерной пленки на множество полос при помощи множества ножей. Раскрытия патентов США №№6,098510 и 6,148,871 включены в настоящий документ ссылкой в степени, согласующейся с ним. Другие иллюстративные способы раскрыты в патентах США №№7,300,691; 7,964,266 и 7,964,267, описание которых включено ссылкой в настоящий документ в степени, согласующейся с настоящим. Кроме того, известно формирование узких ленточных структур при помощи сплетения тонких полос ткани, при этом указанное формирование может быть осуществлено при помощи надлежащей настройки любого стандартного ткацкого станка, такого как один из ткацких станков, раскрытых в патентах США №№2,035,138; 4,124,420; 5,115,839, описание которых включено ссылкой в настоящий документ в степени, согласующейся с настоящим, или посредством использования лентоткацкого станка, настроенного для сплетения узких тканых тканей или ленточных структур. Пригодные лентоткацкие станки раскрыты, например, в патентах США №№4,541,461; 5,564,477; 7,451,787 и 7,857,012, каждый из которых переуступлен компании Textilma AG, г. Штансштад, Швейцария, и каждый из которых ссылкой включен в настоящий документ в степени, согласующейся с ним, хотя также могут быть использованы любые альтернативные лентоткацкие станки.
Удлиненные тела согласно настоящему изобретению также включают нити, волокна и пряжу. Пряжа и волокна отличаются от нитей тем, что пряжа и волокна сформированы из нитей. Волокно может быть сформовано из только одной нити или нескольких нитей. Волокно, сформованное только из одной нити, именуют в настоящем документе либо «однонитевым» волокном, либо «мононитиевым» волокном, а волокно, сформованное из нескольких мононитей, именуют в настоящем документе «многонитевым» волокном. Под термином «пряжа» («кусок пряжи») следует понимать одиночную прядь, состоящую из нескольких нитей, аналогично многонитиевому волокну. Формы поперечного сечения волокон, нитей и пряжи могут варьировать, и могут быть правильными или неправильными, включая круглые, прямоугольные или овальные формы поперечного сечения.
Удлиненные тела с высокой удельной прочностью могут содержать любой известный тип термопластичного полимера с удельной прочностью, составляющей по меньшей мере приблизительно 14 г/денье, и модулем упругости при растяжении, составляющим по меньшей мере приблизительно 300 г/денье. Предпочтительными являются удлиненные тела, сформированные из полиолефинов, включая полиэтилен и полипропилен; сложных полиэфиров, включая полиэтилентерефталат, полипропилентерефталат и полибутилентерефталат; полиамидов; полифениленсульфида; сформированного из геля поливинилового спирта; сформированного из геля политетрафтороэтилена (ПТФЭ); и т.п. Чрезвычайно предпочтительными являются удлиненные тела на основе полиолефина с продолжительной углеродной цепью, такие как удлиненные волокна на основе высокоориентированного полиэтилена высокой молекулярной массы, в частности, удлиненные тела на основе полиэтилена сверхвысокой молекулярной массы, и удлиненные тела на основе полипропилена сверхвысокой молекулярной массы. Каждый из указанных типов удлиненных тел является известным в данной области техники. Кроме того, для производства полимерных удлиненных тел подходят сополимеры, блоксополимеры и смеси упомянутых выше материалов. Например, пригодные удлиненные тела могут быть сформированы из многонитиевых элементов, содержащих по меньшей мере два различных типа нитей, например, два различных типа нитей на основе полиэтилена сверхвысокой молекулярной массы или смесь полиэфирных нитей и нитей на основе полиэтилена сверхвысокой молекулярной массы.
Термопластичные удлиненные тела с высокой удельной прочностью являются наиболее подходящими, так как они способны деформироваться в результате термической деформации в твердотельных объектах. К таким телам не относятся нетермопластичные синтетические волокна, такие как углеродные волокна, арамидные волокна, стекловолокна, полиакриловые волокна, волокна на основе ароматического полиамида, волокна на основе ароматического сложного полиэфира, полиимидные волокна и т.п.
Наиболее предпочтительными являются удлиненные тела, сформированные из полиэтилена сверхвысокой молекулярной массы. Нити, волокна и пряжа на основе полиэтилена сверхвысокой молекулярной массы сформированы из полиэтиленов с продолжительной углеродной цепью, характеризующихся молекулярной массой по меньшей мере 300 000, предпочтительно по меньшей мере один миллион и более предпочтительно от двух до пяти миллионов. Такие волокна/ленты на основе полиэтилена с продолжительной углеродной цепью могут быть выращены в ходе процессов формования из раствора, например, раскрытых в патенте США №№4,137,394 или 4,356,138, которые ссылкой включены в настоящий документ, или могут быть спрядены из раствора для формирования гелеподобной (сетчатой) структуры, что раскрыто, например, в патентах США №№4,413,110; 4,536,536; 4,551,296; 4,663,101; 5,006,390; 5,032,338; 5,578,374; 5,736,244; 5,741,451; 5,958,582; 5,972,498; 6,448,359; 6,746,975; 6,969,553; 7,078,099; 7,344,668 и в публикации заявки на выдачу патента №2007/0231572, которые также ссылкой включены в настоящий документ. К чрезвычайно предпочтительным типам волокон относятся полиэтиленовые волокна, продаваемые под торговым знаком SPECTRA® компанией Honeywell International Inc, включая волокна SPECTRA® 900, волокна SPECTRA® 1000 и волокна SPECTRA® 3000, серийно выпускаемые компанией Honeywell International Inc., г. Морристаун, штат Нью-Джерси.
Наиболее предпочтительные волокна на основе полиэтилена сверхвысокой молекулярной массы имеют характеристическую вязкость, если измерять в декалине при 135°С согласно ASTM D1601-99, составляющую от приблизительно 7 дл/г до приблизительно 40 дл/г, предпочтительно от приблизительно 10 дл/г до приблизительно 40 дл/г, более предпочтительно от приблизительно 12 дл/г до приблизительно 40 дл/г и наиболее предпочтительно от приблизительно 14 дл/г до 35 дл/г. Наиболее предпочтительные волокна на основе полиэтилена сверхвысокой молекулярной массы являются высокоориентированными и характеризуются функцией ориентации молекулярных цепей, равной по меньшей мере приблизительно 0.96, предпочтительно по меньшей мере приблизительно 0,97, более предпочтительно по меньшей мере приблизительно 0,98 и наиболее предпочтительно по меньшей мере приблизительно 0,99. Функция ориентации молекулярных цепей описывает степень 1 совпадения направления молекулярных цепей с направлением нити. Полиэтиленовая нить, в которой направление молекулярной цепи полностью совпадает с осью нити, будет характеризоваться значением функции ориентации, равным 1. Функцию ориентации молекулярных цепей (fc) измеряют при помощи способа широкоугольной дифракции рентгеновских лучей, описанного в Correale, S.Т. & Murthy, Journal of Applied Polymer Science, Vol. 101, 447-454 (2006) применительно к полиэтилену.
Если желательно использование крученых удлиненных тел, то может быть использован любой из различных способов кручения волокон/пряжи, известных из области техники. При этом крученые многонитевые ленты формируют путем начального скручивания подаваемого исходного материала на основе волокон/пряжи и последующего прессования скрученного исходного материала в ленту. Пригодные способы скручивания раскрыты, например, в патентах США №№2,961,010; 3,434,275; 4,123,893; 4,819,458 и 7,127,879, описания которых ссылкой включены в настоящий документ. Волокна/пряжу скручивают таким образом, чтобы они имели по меньше мере приблизительно 0,5 витка на каждый дюйм длины волокна/пряжи до приблизительно 15 витков на дюйм, более предпочтительно от приблизительно 3 витков на дюйм до приблизительно 11 витков на дюйм длины волокна/пряжи. Согласно альтернативному предпочтительному варианту осуществления волокна/пряжу скручивают таким образом, чтобы они имели по меньшей мере приблизительно 11 витков на каждый дюйм длины волокна/пряжи, более предпочтительно от приблизительно 11 витков на дюйм до приблизительно 15 витков на дюйм длины волокна/пряжи. Стандартным способом определения степени кручения скрученной пряжи является ASTM D1423-02. Однако кручение не является предпочтительным, если необходимо обеспечить максимальную стойкость к проколу.
Если необходимо использование объединенных удлиненных тел, то может быть использован любой из различных способов объединения волокон/пряжи, известных из области техники. Объединенные многонитевые ленты формируют путем первоначального объединения подаваемого исходного материала на основе волокон/пряжи и последующего прессования объединенного исходного материала в ленту. При этом объединение нитей волокон/пряжи может быть осуществлено при помощи нагревания и создания натяжения или посредством применения растворителя или пластифицирующего материала перед нагреванием и натяжением, как описано в патентах США №№5,540,990; 5,749,214; и 6,148,597, которые включены в настоящий документ в степени, согласующейся с настоящим. Альтернативно объединение связыванием может быть выполнено, например, путем, по меньшей мере, частичного покрытия нитей смолой или другим полимерным вяжущим материалом, которому присущи адгезивные свойства, таким как смола на основе блоксополимера полистирол-полиизопрен-полистирол, серийно выпускаемая компанией Kraton Polymers, г. Хьюстон, штат Техас под торговым знаком KRATON® D1107, или любым другим адгезивным полимером, описанным в настоящем документе. Кроме того, нити могут быть термически связаны друг с другом без адгезивного покрытия. Условия термического связывания будут зависеть от типа волокон. Когда подаваемые волокна/пряжу покрывают смолой или другим полимерным вяжущим материалом, характеризующимся адгезивными свойствами для связывания нитей, необходимо лишь небольшое количество смолы/вяжущего. В связи с этим наносимое количество Смолы/вяжущего предпочтительно составляет менее 5 масс. % исходя из общей массы нитей плюс смола/вяжущее, чтобы нити составляли по меньшей мере 95 масс. % покрытого волокна/пряжи исходя из общей массы нитей плюс смола/вяжущее, и соответствующая лента, сформированная из пряжи, будет также содержать по меньшей мере 95 масс. % армирующих нитей. Более предпочтительно, волокна/пряжа и ленты содержат по меньшей мере приблизительно 96 масс. % нитей, более предпочтительно 97 масс. % нитей, еще более предпочтительно 98 масс. % нитей и предпочтительней 99 масс. % нитей. Наиболее предпочтительно, волокна/пряжа и прессованные ленты, сформированные из них, не содержат смолы, т.е. они не покрыты связывающей смолой/вяжущим, и состоят по существу или исключительно из нитей.
Способы прессования волокон/кусков пряжи с образованием лент раскрыты, например, в патенте США №8,236,119 и заявке на выдачу патента США №13/568,097, которые ссылкой включены в настоящий документ в степени, согласующейся с настоящим. Другие способы формирования лент, включая формирования лент из крученных многонитевых волокон/пряжи и некрученых многонитевых волокон/пряжи, а также неволокнистых лент, раскрыты в заявках на выдачу патента США №№13/021,262; 13/494,641, 13/647,926 и 13/708,360, которые также ссылкой включены в настоящий документ. Эти способы могут быть использованы для формирования лент в соответствии с настоящим изобретением, которым присущи любые из предпочтительных отношений сторон, описанных в настоящем документе.
Тканую ткань формируют при помощи любой известной ткацкой технологии, при которой продольные основные удлиненные тела переплетают с поперечными уточными удлиненными телами, которые расположены поперек основных тел, чтобы удлиненные тела характеризовались ортогональной ориентацией 0°/90°. Наиболее часто используемым является миткалевое переплетение. Другие типы переплетения включают, кроме прочего, саржевое ломаное переплетение 3/1, переплетение «рогожка», атласное переплетение и саржевое переплетение.
Первый вариант осуществления изображен на фиг. 1, где первый набор удлиненных тел 10 с высокой удельной прочностью расположен в качестве продольно проходящих основных тел, а второй набор удлиненных тел 12 с высокой удельной прочностью расположен поперек основных тел в качестве поперечных уточных тел. Согласно обычному процессу основные удлиненные тела 10 с высокой удельной прочностью разматывают из нескольких бобин, которые установлены на одной или нескольких катушечных рамках 14. Массив из удлиненных тел 10 с высокой удельной прочностью пропускают через ремизу 18, которая разделяет смежные удлиненные тела 10 с высокой удельной прочностью таким образом, чтобы они (их ближайшие продольные края) были разделены друг от друга на расстояние, эквивалентное по меньшей мере приблизительно 10% ширины удлиненных тел с высокой удельной прочностью. Такая величина разделения обеспечивает то, что на последующей стадии термического объединения будет достигнуто полное и абсолютное закрытие пространства межу соседними удлиненными телами 10 с высокой удельной прочностью, в результате чего прилегающие продольные края удлиненных тел 10 прижимаются друг к другу так, что они по существу взаимодействуют друг с другом без перекрытия. При этом все удлиненные тела с высокой удельной прочностью в направлении основы предпочтительно характеризуются одинаковой шириной, а также одинаковой толщиной. Кроме того, предпочтительно, чтобы все удлиненные тела с высокой удельной прочностью в направлении утка предпочтительно характеризовались одинаковой шириной, а также одинаковой толщиной. Если ширина не является постоянной, то расстояние между телами должно быть вычислено на основании измерения удлиненных тел в области наибольшей ширины. Это имеет место для всех основных и уточных волокон согласно настоящему изобретению. Кроме того, предпочтительно, но не обязательно, чтобы все тела с высокой удельной прочностью 6 направлении основы характеризовались одинаковой шириной и толщиной, также как и все тела с высокой удельной прочностью в направлении утка. Наиболее предпочтительно, все основные и уточные тела с высокой удельной прочностью являются идентичными друг другу. На последующей стадии термического объединения будет осуществлено полное закрытие пространства между всеми соседними удлиненными телами 10 с высокой удельной прочностью с обеспечением тканой матерчатой конструкции с плотной структурой и без зазоров. Полное и абсолютное закрытие зазоров не является обязательным, но наиболее предпочтительным.
Согласно наиболее предпочтительным вариантам осуществления настоящего изобретения ремиза 18 разделяет соседние удлиненные тела 10 с высокой удельной прочностью таким образом, чтобы их ближайшие продольные края были разделены друг от друга на расстояние, эквивалентное по меньшей мере приблизительно 15% ширины основных тел с высокой удельной прочностью, более предпочтительно от приблизительно 15% до приблизительно 50% ширины основных тел с высокой удельной прочностью и наиболее предпочтительно от приблизительно 20% до приблизительно 30% ширины основных тел с высокой удельной прочностью. Согласно предпочтительным вариантам осуществления настоящего изобретения величина разделения, выраженная в процентах ширины, обеспечивает разделение, составляющее по меньшей мере приблизительно 0,5 мм, более предпочтительно 1 мм и предпочтительней более 1 мм, еще предпочтительней по меньшей мере приблизительно 1,5 мм, еще предпочтительней по меньшей мере приблизительно 2 мм, еще предпочтительней от приблизительно 3 мм до приблизительно 30 мм и наиболее предпочтительней от приблизительно 4 мм до приблизительно 20 мм. Разделение должно составлять не более приблизительно 50% ширины основных тел с высокой удельной прочностью для того, чтобы на стадии термического объединения обеспечивалось полное закрытие пространства между всеми соседними основными удлиненными телами 10 с высокой удельной прочностью для формирования тканой матерчатой конструкции с плотной структурой без зазоров.
Рассмотрим снова фиг. 1, после того как основные удлиненные тела 10 с высокой удельной прочностью прошли через ремизу 18, уточные удлиненные тела 12 с высокой удельной прочностью поперечно переплетают с удлиненными телами 10 с высокой удельной прочностью в соответствии со стандартными ткацкими технологиями. Уточные удлиненные тела 12 с высокой удельной прочностью разматывают из одной или нескольких бобин, которые установлены на одной или нескольких катушечных рамках 16. Как изображено на фиг. 7, на которой представлен типичный процесс ткачества, при стандартном переплетении одна длинная, непрерывная уточная прядь расположена между каждой парой соседних основных прядей по всей ширине массива удлиненных тел 10 с высокой удельной прочностью. После того как уточная прядь была один раз пропущена через массив основных прядей, ткацкий станок разворачивает уточную прядь, меняя ее направление и пропуская ее снова через массив основных прядей в противоположном направлении. Как изображено на фиг. 7, это приводит к формированию кромочных петель в области боковых краев тканой ткани, которые, как правило, обрезают или разрезают при дальнейшей обработке. Обрезание или разрезание кромочных петель приводит к получению структуры, которая включает множество прерывистых уточных тел в практически параллельном массиве. Когда кромочные петли не обрезают или не разрезают, результирующая структура включает одно уточное удлиненное тело, которое состоит из множества участков уточного тела, при этом указанные участки расположены в практически параллельном массиве. Для каждого варианта осуществления настоящего изобретения такие участки одного длинного, непрерывного уточного тела, которые расположены поперек относительно продольных основных тел, следует интерпретировать в качестве множества поперечных уточных тел.
В равной степени для осуществления настоящего изобретения может быть использован альтернативный ткацкий процесс, согласно которому ленты вставляют в направлении утка, при этом непрерывную ленту протягивают через основные тела только в одном направлении, а затем вставленную ленту обрезают на краю ткани с образованием нового конца ленты, который впоследствии протянут через основные тела, в результате чего не происходит формирования кромочных петель. Ткацкое оборудование настраивают таким образом, чтобы обеспечить разнесение друг от друга соседних уточных удлиненных тел 12 с высокой удельной прочностью (таких как соседние параллельные участки одного непрерывного удлиненного тела 12) на расстояние, составляющее по меньшей мере приблизительно 2 мм, более предпочтительно от приблизительно 3 мм до приблизительно 30 мм и наиболее предпочтительно от приблизительно 4 мм до приблизительно 20 мм. Как описано в настоящем документе, только поперечно расположенные уточные удлиненные тела с высокой удельной прочностью находятся в пространстве между соседними основными удлиненными телами с высокой удельной прочностью.
После того как уточные удлиненные тела 12 с высокой удельной прочностью были пропущены в ходе процесса переплетения через основные удлиненные тела 10 с высокой удельной прочностью в направлении утка, основные удлиненные тела 10 с высокой удельной прочностью и уточные удлиненные тела 12 с высокой удельной прочностью предпочтительно термически связывают друг с другом в точках их пересечения. Такое термическое связывание осуществляют посредством, по меньшей мере, частичного плавления термопластичных удлиненных тел с высокой удельной прочностью под воздействием нагревательного элемента 22, который активирует термопластичные полимеры так, чтобы они могли прилипать друг к другу. Затем расплавленному термопластичному полимеру, входящему в состав удлиненных тел с высокой удельной прочностью, позволяют затвердеть. После того как полимер затвердеет в точке соединения основного и уточного тел, уточные удлиненные тела 12 с высокой удельной прочностью будут связаны с основными удлиненными телами 10 с высокой удельной прочностью, в результате чего будет образована стабильная по размерам ткань с неплотной структурой.
Нагревательный элемент 22 представлен на фиг. 1 в качестве бруса прямоугольного сечения, который нагревает удлиненные тела 12 с высокой удельной прочностью посредством прямого взаимодействия (т.е. осуществляет кондуктивный нагрев). Нагрев может быть выполнен при помощи других подходящих способов, таких как конвективный нагрев (например, горячим воздухом), радиационный нагрев (например, нагрев инфракрасными лучами), а также любыми другими способами кондуктивного нагрева. Однако относительно жесткий контроль температуры необходим для того, чтобы осуществить лишь частичное плавление тел с высокой удельной прочностью. Следовательно, способы кондуктивного нагрева, являются предпочтительными. Наиболее предпочтительно, нагревательный элемент 22 является элементом для кондуктивного нагрева, способным прикладывать давление к расплавленным удлиненным телам с высокой удельной прочностью, что способствует их связыванию. Нагревательный элемент 22 нагревает удлиненные тела с высокой удельной прочностью до температуры от приблизительно 270°F (~132°С) до приблизительно 330°F (~166°С), более предпочтительно от приблизительно 280°F (~138°С) до приблизительно 320°F (~160°С), еще более предпочтительно от приблизительно 285°F (~141°С) до приблизительно 315°F (~157°С) и наиболее предпочтительно от приблизительно 290°F (~143°С) до приблизительно 310°F (~154°С).
Связывание удлиненных тел в точках пересечения основы и утка механически стабилизирует матерчатую конструкцию с неплотной структурой путем фиксации положений уточных удлиненных тел 12 с высокой удельной прочностью, в результате этого обеспечиваются фиксированные зазоры между удлиненными телами 10 с высокой удельной прочностью, которые сохраняются при последующих манипуляциях с тканью, при этом предпочтительно все зазоры в ткани характеризуются одинаковыми размерами. Тепло от нагревательного элемента 22 является достаточным для того, чтобы уточные тела 12 с высокой удельной прочностью и/или основные тела 10 с высокой удельной прочностью стали достаточно липкими для прочного связывания друг с другом в точках пересечения основы и утка.
В результате этого процесса получают первую стабильную по размерам тканую ткань с неплотной структурой, которую предпочтительно наматывают на первый накопительный барабан 24 и сохраняют для дальнейшей обработки. В соответствии с процессом согласно настоящему изобретению вторую стабильную по размерам тканую ткань с неплотной структурой предпочтительно изготавливают и присоединяют к первой тканой ткани с неплотной структурой. Вторая тканая ткань с неплотной структурой может быть идентичной первой тканой ткани с неплотной структурой или отличаться от нее. Предпочтительно вторую тканую ткань с неплотной структурой изготавливают при помощи способов, которые аналогичны описанным выше способам изготовления первой тканой ткани с неплотной структурой. Затем вторую тканую ткань с неплотной структурой предпочтительно наматывают на второй накопительный барабан 26 (см. фиг. 3) и сохраняют для дальнейшей обработки.
Как изображено на фиг. 1, факультативные натяжные валки 20 могут быть установлены для натяжения основных волокон, а также облегчения протягивания основных волокон в направлении первого накопительного барабана 24 (или второго накопительного барабана 26). Хотя на фиг. 1 факультативные натяжные валки 20 расположены между ремизой 18 и нагревательным элементов 22, это расположение является лишь иллюстративным и указанные валки могут быть расположены в других местах или удалены из процесса согласно решению специалиста в данной области техники. Если натяжные валки 20 выполнены с возможностью нагревания, они могут участвовать в процессе термического связывания, а также могут полностью заменить нагревательный элемент 22 путем прикладывания достаточного давления и тепла для обеспечения частичного плавления и объединения волокон в точках пересечения основы и утка.
Тканые ткани, полученные в соответствии с каждым из двух вариантов осуществления, являются тканями с неплотной структурой, которые характеризуются наличием пространств или отверстий, ограниченных зазором между соседними основными телами и зазором между соседними уточными телами. Согласно предпочтительным вариантам осуществления только поперечно расположенные уточные удлиненные тела находятся в пространстве между соседними основными удлиненными телами с высокой удельной прочностью. Однако согласно настоящему изобретению связывающие удлиненные тела могут также быть вплетены в направлениях основы или утка, при этом указанные связывающие основные удлиненные тела расположены в пространстве между соседними основными удлиненными телами с высокой удельной прочностью и/или в пространстве между соседними уточными удлиненными телами с высокой удельной прочностью. В контексте настоящего документа под «связывающим удлиненным телом» следует понимать удлиненное тело, которое, по меньшей мере, частично состоит из активируемого при нагревании термопластичного полимера, который характеризуется температурой плавления ниже температуры плавления удлиненных тел с высокой удельной прочностью. Указанные связывающие удлиненные тела могут представлять собой однокомпонентные или многокомпонентные удлиненные тела. Однокомпонентное удлиненное тело является волокном, пряжей или лентой, сформированной полностью из активируемого при нагревании термопластичного полимера, который характеризуется температурой плавления ниже температуры плавления удлиненных тел с высокой удельной прочностью. Такие удлиненные тела хорошо известны из уровня техники, при этом они включают, кроме прочего, тела, содержащие сополимеры этилена и винилацетата, сополимеры этилена и акриловой кислоты, блок-сополимеры стирола, полиуретаны, полиамиды, сложные полиэфиры и полиолефины, включая полиуретаны, которые являются наиболее предпочтительными. Мультикомпонентные волокна, например, бикомпонентные волокна, также известны из области техники, при этом они характеризуются наличием нескольких различных областей поперечного сечения, состоящих из различных типов полимеров, отличающихся друг от друга по составу (например, полиуретан и полипропилен) и/или отличающихся визуально, например, цветом. Бикомпонентные волокна характеризуются наличием двух различных областей поперечного сечения, состоящих из двух различных типов полимеров. Известны различные типы бикомпонентных волокон, при этом они включают волокна из двух полимеров, которые расположены бок о бок, волокна типа «ядро-оболочка» (также известные как волокна с покрытой оболочкой), которые могут характеризоваться концентрической или эксцентрической конфигурацией, волокна с сегментами клиновидной формы, волокна с конфигурацией типа «остров, окруженный морем», и т.п. Такие волокна хорошо известны из уровня техники. Бикомпонентные волокна и способы их изготовления раскрыты, например, в патентах США №№4,552,603; 4,601,949; и 6,158,204, каждый из которых ссылкой включен в настоящий документ в степени, согласующейся с настоящим.
В случае наличия в составе ткани, предпочтительными связывающими: удлиненными телами являются бикомпонентные связывающие тела, содержащие первый компонент и второй компонент, при этом первый компонент содержит активируемый при нагревании термопластичный полимер, характеризующийся температурой плавления ниже температуры плавления удлиненных тел с высокой удельной прочностью, и первый компонент характеризуется температурой плавления, которая ниже температуры плавления второго компонента. Подходящие активируемые при нагревании термопластичные полимеры для первого компонента, кроме прочего, включают описанные выше полимеры. Подходящие вторые компоненты, входящие в состав бикомпонентных волокон, кроме прочего, включают описанные выше типы полимеров с высокой удельной прочностью. Согласно наиболее предпочтительному варианту осуществления бикомпонентные удлиненные тела представляют собой бикомпонентные волокна с покрытым ядром, при этом второй полимерный компонент представляет собой волокно-ядро, состоящее из однонитиевого волокна с высокой удельной прочностью или многонитиевого волокна с высокой удельной прочностью; а первый полимерный компонент является оболочкой, содержащей активируемый при нагревании термопластичный полимер. Предпочтительные активируемые при нагревании термопластичные полимеры описаны выше. Предпочтительные волокна-ядра могут быть термопластичными или нетермопластичными волокнами с высокой удельной прочностью, включая арамидные волокна, углеродные волокна; стекловолокна, волокна на основе полиэтилена сверхвысокой молекулярной массы и другие волокна. Наиболее предпочтительно, волокно-ядро является стекловолокном или волокном на основе полиэтилена сверхвысокой молекулярной массы. Наиболее предпочтительным однокомпонентным удлиненным телом является волокно на основе полиэтилена сверхвысокой молекулярной массы, предпочтительно однонитиевое волокно на основе полиэтилена сверхвысокой молекулярной массы или подобное волокно. Наиболее предпочтительное бикомпонентное удлиненное тело содержит ядро из волокна на основе полиэтилена сверхвысокой молекулярной массы (предпочтительно однонитиевое волокно на основе полиэтилена сверхвысокой молекулярной массы или подобное волокно), покрытое термопластичным сополимером этилена и винилацетата.
Согласно предпочтительным вариантам осуществления настоящего изобретения, когда присутствуют связывающие тела, они предпочтительно термически связаны с телами с высокой удельной прочностью, которые ориентированы перпендикулярно связывающим телам, в точках их пересечения друг с другом путем прохождения через нагревательный элемент 22. Такое термическое связывание осуществляют посредством, по меньшей мере, частичного плавления термопластичного полимерного компонента связывающих удлиненных тел под воздействием нагревательного элемента 22, который активирует термопластичный полимер так чтобы он мог прилипнуть к удлиненным телам с высокой удельной прочностью, после чего расплавленному термопластичному полимеру связывающих удлиненных тел 12 позволяют затвердеть. Предпочтительно указанную стадию связывания осуществляют без прикладывания внешнего давления. Тепло от нагревательного элемента 22 является достаточным для того, чтобы адгезивное покрытие связывающих тел стало достаточно липким для прочного связывания тел в точках пересечения основы и утка, при этом внутреннее давление, присущее взаимодействию между пересекающимися волокнами 3 тканой конструкции, является достаточным для связывания тел друг с другом. После того как полимер затвердеет в точках соединения основного и уточного тел, которые являются точками пересечения с перпендикулярными удлиненными телами с высокой удельной прочностью, связывающие удлиненные тела будут связаны с удлиненными телами с высокой удельной прочностью, в результате чего будет дополнительно увеличена размерная стабильность ткани с неплотной структурой.
Независимо от того, являются ли необязательные связывающие удлиненные тела однокомпонентными термопластичными телами или бикомпонентными удлиненными телами, масса удлиненных тел с высокой удельной прочностью предпочтительно составляет по меньшей мере приблизительно 90% от массы ткани, более предпочтительно более чем приблизительно 90% от массы ткани, наиболее предпочтительно по меньше мере приблизительно 95% от массы ткани, еще более предпочтительно по меньшей мере приблизительно 98% от массы ткани и предпочтительней по меньшей мере приблизительно 99% от массы ткани. При этом, если связывающие удлиненные тела включены в состав ткани, то они предпочтительно включены в количестве от приблизительно 5 уточных прокидок на дюйм до приблизительно 15 уточных прокидок на дюйм, предпочтительно от приблизительно 5 уточных прокидок на дюйм до приблизительно 10 уточных прокидок на дюйм или альтернативно от приблизительно 10 уточных прокидок на дюйм до приблизительно 15 уточных прокидок на дюйм.
В соответствии с настоящим изобретением, после того как процесс изготовления матерчатых конструкций с неплотной структурой будет завершен, указанные конструкции нагревают и прессуют при условиях, достаточных для расплющивания термопластичных удлиненных волокон с высокой удельной прочностью и, следовательно, закрытия отверстий, в результате чего края соседних удлиненных тел с высокой удельной прочностью будут взаимодействовать друг с другом. Это термическое объединение может быть применено к одиночной ткани с неплотной структурой для формирования одиночного термически объединенного листа с плотной структурой, как показано на фиг. 2, или может быть применено к нескольким соединенным тканям с неплотной структурой для формирования термически объединенного многослойного изделия с плотной структурой в ходе одной стадии, как изображено на фиг. 3 и 5.
Как представлено на фиг. 2, процесс термического объединения предпочтительно осуществляют в качестве непрерывного процесса, в котором стабильную по размерам тканую ткань с неплотной структурой разматывают из первого накопительного барабана 24 и пропускают через обжимные валки 30. Валки 30 предпочтительно нагреты до температуры от приблизительно 200°F (~93°С) до приблизительно 350°F (~177°С), более предпочтительно от приблизительно 200°F до приблизительно 315°F (~157°С), еще более предпочтительно от приблизительно 250°F (~121°С) до приблизительно 315°F и предпочтительней от приблизительно 280°F (~138°С) до приблизительно 310°F (~154°С). Наиболее подходящие значения температуры могут варьировать в зависимости от температуры плавления полимера, используемого для формирования удлиненных тел с высокой удельной прочностью. Валки 30 прикладывают давление к тканой ткани с неплотной структурой, прессуя ее с давлением от приблизительно 50 фунтов на квадратный дюйм (344,7 КПа) до приблизительно 50000 фунтов на квадратный дюйм (344,7 МПа), более предпочтительно от приблизительно 500 фунтов на квадратный дюйм (3,447 МПа) до приблизительно 20000 фунтов на квадратный дюйм (137,9 МПа) и наиболее предпочтительно от приблизительно 1000 фунтов на квадратный дюйм (6,895 МПа) до приблизительно 10000 фунтов на квадратный дюйм (68,957 МПа). Прессование тканой ткани с неплотной структурой при помощи нагретых обжимных валков 30 обеспечивает получение термически объединенного листа без зазоров между основными удлиненными телами и без перекрытия указанных тел. В случае необходимости, в каждом варианте осуществления настоящего изобретения, ткань может быть пропущена через валки 30 несколько раз (или один раз через дополнительные валки 30) для обеспечения идеальной конструкции в виде листа с плотной структурой без каких-либо зазоров. Приводной валок 32 наматывает объединенный лист, а также обеспечивает регулируемое натяжение указанного листа. Лист предпочтительно охлаждается ниже температуры плавления удлиненных тел с высокой удельной прочностью перед взаимодействием с валком 32.
Как представлено на фиг. 3, процесс термического объединения предпочтительно осуществляют в качестве непрерывного процесса, в котором первую стабильную по размерам тканую ткань с неплотной структурой разматывают из первого накопительного барабана 24 и вторую стабильную по размерам тканую ткань с неплотной структурой разматывают из второго накопительного барабана 26, при этом две ткани вводят во взаимодействие и объединяют друг с другом путем пропускания через нагретые обжимные валки 30 в соответствии с описанными выше условиями. Как изображено на фиг. 4, первую стабильную по размерам тканую ткань с неплотной структурой объединяют с однонаправленным массивом продольных удлиненных тел с высокой удельной прочностью, подаваемых из катушечной рамки 14, а не со второй стабильной по размерам тканой тканью с неплотной структурой. Объединение обеспечивают путем пропускания через нагретые обжимные валки 30.
На фиг. 5 и 6 представлены варианты осуществления, которые содержат дополнительный набор валков (валки 28), которые используют тогда, когда одна или несколько тканых тканей содержат необязательные связывающие удлиненные тела (не показаны). На фиг. 5 представлен вариант осуществления, в котором первую стабильную по размерам тканую ткань с неплотной структурой разматывают из накопительного барана 24 и присоединяют ко второй тканой ткани, разматываемой из накопительного барабана 26. Затем две ткани прикрепляют друг к другу путем пропускания через первый набор валков 28 перед тем, как осуществить их объединение путем пропускания через второй набор валков 30. На фиг. 6 представлен вариант осуществления, в котором первую стабильную по размерам тканую ткань с неплотной структурой разматывают из накопительного барабана 24 и однонаправленный массив продольных удлиненных тел с высокой удельной прочностью подают из катушечной рамы 14. Затем ткань и массив тел с высокой удельной прочностью соединяют друг к другом путем пропускания через первый набор валков 28 перед тем, как осуществить их объединением путем пропускания через второй набор валков 30. Связывающие удлиненные волокна помогают склеить друг с другом тканые ткани (или склеить тканую ткань с массивом тел с высокой удельной прочностью), при этом валки 28 способствуют их соединению. Валки 28 предпочтительно нагревают до значения температуры, которое немного выше температуры плавления связывающих удлиненных тел. Предпочтительно валки 28 нагревают до значения температуры, которое не более чем на 10°С выше температуры плавления связывающих удлиненных тел, и наиболее предпочтительно до значения температуры, которое не более чем на 5°С выше температуры плавления связывающих удлиненных тел. Наиболее подходящие значения температуры могут варьировать в зависимости от температуры плавления полимера, используемого для формирования связывающих удлиненных тел. Согласно предпочтительным вариантам осуществления значения температуры для валков 28 составляют предпочтительно от приблизительно 200°F (~93°С) до приблизительно 350°F (~177°С), более предпочтительно от приблизительно 200°F до приблизительно 315°F (~157°С), еще более предпочтительно от приблизительно 250°F (~121°С) до приблизительно 315°F и наиболее предпочтительно от приблизительно 280°F (~138°С) до приблизительно 310°F (~154°С). Валки 28 также предпочтительно прикладывают небольшое давление к тканям (или ткани и полотну) для соединения их друг с другом.
Затем соединенные нагретые ткани непрерывно пропускают через обжимные валки 30, которые прижимают их друг к другу для формирования объединенного листа. При наличии связывающих удлиненных тел валки 30 предпочтительно нагревают до значения температуры, которое немного ниже температуры плавления удлиненных тел с высокой удельной прочностью. Предпочтительно валки 30 нагревают до значения температуры, которое не более чем на 5°С ниже температуры плавления удлиненных тел с высокой удельной прочностью, и наиболее предпочтительно до значения температуры, которое не более чем на 3°С ниже температуры плавления удлиненных тел с высокой удельной прочностью. Прессование соединенных тканей между нагретыми обжимными валками 30 обеспечивает получение термически объединенного листа без зазоров между основными удлиненными телами и без перекрытия указанных тел. Приводной валок 32 наматывает объединенный лист, а также обеспечивает регулируемое натяжение указанного листа. Лист предпочтительно охлаждается ниже температуры плавления удлиненных тел с высокой удельной прочностью перед взаимодействием с валком 32. В каждом из описанных выше непрерывных процессов, в которых используют валки, время прохождения через валки 30 и необязательные валки 28 будет зависеть от скорости подачи, которая составляет от приблизительно 1 метра в минуту до приблизительно 100 метров в минуту, более предпочтительно от приблизительно 2 метров в минуту до приблизительно 50 метров в минуту, еще более предпочтительно от приблизительно 3 метров в минуту до приблизительно 50 метров в минуту, еще более предпочтительно от приблизительно 4 метров в минуту до приблизительно 30 метров в минуту и наиболее предпочтительно от приблизительно 5 метров в минуту до приблизительно 20 метров в минуту.
В дополнение к многостадийному непрерывному процессу прессования, изображенному на фиг. 5 и 6, возможно соединить и сделать плоскими два слоя (т.е. две тканые ткани или ткань и массив из тел с высокой удельной прочностью) в ходе одной непрерывной стадии прессования. Многостадийные или одностадийные процессы обработки партиями, в которых используют прессы с нагреваемыми плитами, могут также быть использованы для соединения и уплощения двух или более слоев на основе стабильных по размерам тканых тканей с неплотной структурой согласно настоящему изобретению, или одного или более слоев на основе ткани и одного или более массивов из тел с высокой удельной прочностью.
В соответствии с настоящим изобретением прессование размягченных, разнесенных удлиненных тел 10 с высокой удельной прочностью с достаточным давлением обеспечивает их уплощение, снижение их толщины и увеличение их ширины, в результате чего зазоры между соседними удлиненными телами с высокой удельной прочностью будут по существу отсутствовать и наиболее предпочтительно полностью отсутствовать. Благодаря такому уплощению и увеличению ширины удлиненных тел с высокой удельной прочностью, ближайшие продольные края соседних удлиненных тел с высокой удельной прочностью будут взаимодействовать друг с другом, в результате чего между соседними удлиненными телами с высокой удельной прочностью будут по существу отсутствовать зазоры, и указанные соседние удлиненные тела с высокой удельной прочностью не будут перекрываться, что обеспечивает формирование термически объединенного листа с плотной структурой.
Удлиненные тела с высокой удельной прочностью, включая волокна, пряжу и ленты с высокой удельной прочностью могут характеризоваться любой подходящей величиной денье. Например, пряжа/волокна могут характеризоваться определенной величиной денье, такой как, например, от приблизительно 50 до приблизительно 10000 денье, более предпочтительно от приблизительно 200 до 5000 денье, еще более предпочтительно от приблизительно 650 до приблизительно 4000 денье и наиболее предпочтительно от приблизительно 800 до приблизительно 3000 денье. Ленты могут характеризоваться определенной величиной денье, такой как, например, от приблизительно 50 до приблизительно 30000 денье, более предпочтительно от приблизительно 200 до 10000 денье, еще более предпочтительно от приблизительно 650 до приблизительно 5 000 денье и наиболее предпочтительно от приблизительно 800 до приблизительно 3000 денье. При наличии связывающие удлиненные тела предпочтительно характеризуются определенной величиной денье, такой как например, от приблизительно 20 до приблизительно 2000 денье, более предпочтительно от приблизительно 50 до 500 денье, еще более предпочтительно от приблизительно 60 до приблизительно 400 денье и наиболее предпочтительно от приблизительно 70 до приблизительно 300 денье. Выбор значения денье удлиненного тела обусловлен соображениями стоимости и эффективности защиты от пуль и осколков. Более тонкие волокна/пряжа/ленты являются наиболее дорогими при изготовлении и переплетении, но могут обеспечить наиболее эффективную защиту от пуль и осколков на единицу массы. Как правило, многонитевые ленты формируют путем термического объединения от 2 до приблизительно 1000 нитей, более предпочтительно от 30 до 500 нитей, еще более предпочтительно от 100 до 500 нитей, еще более предпочтительней от приблизительно 100 до приблизительно 250 нитей и наиболее предпочтительно от приблизительно 120 до приблизительно 240 нитей. Большее количество нитей, как правило, приводит к созданию лент с большим значением денье.
Поскольку стадия термического прессования будет уменьшать толщину удлиненных тел, она также будет уменьшать толщину всей тканой конструкции. Толщина тканей с неплотной структурой и термически объединенных листов с плотной структурой будет соответствовать толщине индивидуальных удлиненных тел с высокой удельной прочностью соответственно до и после уплощения. Предпочтительная тканая ткань с неплотной структурой будет характеризоваться предпочтительной толщиной от приблизительно 10 мкм до приблизительно 600 мкм, более предпочтительно от приблизительно 20 мкм до приблизительно 385 мкм и наиболее предпочтительно от приблизительно 30 мкм до приблизительно 255 мкм. Предпочтительный термически объединенный лист с плотной структурой будет характеризоваться предпочтительной толщиной от приблизительно 5 мкм до приблизительно 500 мкм, более предпочтительно от приблизительно 10 мкм до приблизительно 250 мкм и наиболее предпочтительно от приблизительно 15 мкм до приблизительно 150 мкм.
Множество таких однослойных или многослойных термически объединенных листов с плотной структурой могут быть изготовлены в соответствии с описанными в настоящем документе способами, а затем уложены друг на друга таким образом, чтобы они были одинаковыми по протяженности в пространстве, и скреплены для формирования пуленепробиваемого изделия с превосходным сопротивлением к проникновению пуль и осколков. Для целей настоящего изобретения под изделиями, которые характеризуются отличным сопротивлением проникновению пуль и осколков, подразумевают изделия, которые демонстрируют превосходное сопротивление воздействию деформируемых поражающих элементов, таких как пули, а также сопротивление проникновению осколков, таких как шрапнель.
Под термином «скрепление» («отверждение») следует понимать объединение множество тканей для образования одной цельной структуры. Для целей настоящего изобретения скрепление может быть выполнено либо путем нагревания и/или прикладывания давления или без них, либо с использованием промежуточного адгезива между слоями ткани/листами или без него. Согласно одному варианту объединенные листы могут быть склеены друг с другом, например, в ходе процесса влажного ламинирования. Благодаря уникальному процессу, используемому для формирования термически объединенных листов с плотной структурой, уникальная особенность настоящего изобретения заключается в том, что промежуточное адгезивное покрытие является необязательным и не требуется для формирования пуленепробиваемого изделия. Плоская структура объединенных листов позволяет обеспечить достаточное связывание между ними путем простого горячего прессования в соответствии со стандартными условиями скрепления. Скрепление может быть осуществлено при значениях температуры от приблизительно 50°С до приблизительно 175°С, предпочтительно от приблизительно 105°С и до приблизительно 175°С, а также значениях давления, составляющих от приблизительно 5 индикаторных фунтов на кв. дюйм (0,034 МПа) до приблизительно 2500 индикаторных фунтов на кв. дюйм (17 МПа), за период от приблизительно 0,01 секунды до приблизительно 24 часов, предпочтительно от приблизительно 0,02 секунды до приблизительно 2 часов. Как известно в данной области техники, скрепление может быть осуществлено посредством группы каландровых валов, ламинатора с плоской платформой, пресса или автоклава. Скрепление может быть также выполнено путем вакуумного формования материала в форме, в которой создано разряжение. Технология вакуумного формования хорошо известна в этой области техники.
В случае использования промежуточного адгезива, пуленепробиваемые изделия согласно настоящему изобретению могут быть скреплены с использованием меньшего количества адгезивной смолы, чем обычно требуется для формирования изделий из необъединенных, непрессованных листов, так как адгезив будет нанесен лишь в качестве поверхностного слоя без пропитки или покрытия индивидуальных армирующих нитей, входящих в состав армирующих удлиненных тел, для обеспечения связывания одного листа с плотной структурой с другим листом с плотной структурой. Соответственно общая масса адгезивного или вяжущего покрытия в композите составляет предпочтительно от приблизительно 0% до приблизительно 10%, еще более предпочтительно от приблизительно 0% до приблизительно 5% от общей массы армирующих нитей плюс масса покрытия. Еще предпочтительней пуленепробиваемые изделия согласно настоящему изобретению содержат от приблизительно 0 масс: % до приблизительно 2 масс. % адгезивного покрытия, приблизительно от 0 масс. % до приблизительно 1 масс. % или только от приблизительно 1 масс. % до приблизительно 2 масс. %.
Подходящие адгезивные материалы включают в себя низкомодульные материалы и высокомодульные материалы. Низкомодульные адгезивные материалы обычно характеризуются значением модуля упругости при растяжении приблизительно 6000 фунтов на кв. дюйм (41,4 МПа) или меньше в соответствии с методикой испытаний ASTM D638, и, как правило, они используются для изготовления мягкой, гибкой бронезащиты, такой как пуленепробиваемые жилеты. Высокомодульные адгезивные материалы обычно характеризуются значением модуля упругости при малых кратковременных нагрузках, составляющим более 6000 фунтов на кв. дюйм, и, как правило, они используются для изготовления жестких, твердых пуленепробиваемых изделий, таких как шлемы.
Иллюстративные примеры низкомодульных адгезивных материалов включают полибутадиен, полиизопрен, природный каучук, сополимеры этилена и пропилена, тройные сополимеры этилена, пропилена и диена, полисульфидные полимеры, полиуретановые эластомеры, хлорсульфированный полиэтилен, полихлоропрен, пластифицированный поливинилхлорид, эластомеры бутадиена и акрилонитрила, поли(сополимер изобутилена и изопрена), полиакрилаты, сложные полиэфиры, простые полиэфиры, фторэластомеры, кремнийорганические эластомеры, сополимеры этилена, полиамиды (используемые в некоторых типах нитей), акрилонитрилбутадиенстирол, блоксополимеры стирол-изопрен-стирол (СИС), эластомерные полиуретаны, поликарбонаты, акриловые полимеры, акриловые сополимеры, модифицированные неакриловыми мономерами, и их сочетания, а также другие низкомодульные полимеры и сополимеры, отверждаемые ниже температуры плавления неполимерных лент или нитей, формирующих ленты. Также предпочтительны смеси различных эластомерных материалов или смеси эластомерных материалов с одним или несколькими термопластами. Чрезвычайно предпочтительными являются блоксополимеры полистирол-полиизопрен-полистирол, продаваемые под товарным знаком KRATON® и серийно выпускаемые компанией Kraton Polymers, г. Хьюстон, штат Техас.
Предпочтительные высокомодульные вяжущие материалы включают полиуретаны (как на основе сложного эфира, так и на основе простого эфира); эпоксидные смолы, полиакрилаты, фенольные полимеры/полимеры на основе поливинилбутираля, полимеры на основе сложного винилового эфира, блоксополимеры бутадиена и стирола, а также смеси полимеров, таких как сложный виниловый эфир и диаллилфталат или фенолформальдегид и поливинилбутираль. Чрезвычайно предпочтительные жесткие полимерные вяжущие материалы раскрыты в патенте США №6,642,159, описание которого ссылкой включено в настоящий документ в степени, согласующейся с настоящим. Полимерный адгезивный материал может быть нанесен в соответствии со стандартными способами в данной области техники.
При изготовлении многослойного изделия множество тканей укладывают друг на друга, наиболее предпочтительно таким способом, чтобы они были одинаковыми по протяженности в пространстве, и скрепляют с образованием однослойного монолитного элемента. Согласно наиболее предпочтительным вариантам осуществления основные удлиненные тела с высокой удельной прочностью первой ткани располагают перпендикулярно основным удлиненным телам с высокой удельной прочностью соседней второй ткани (т.е. тела с высокой удельной прочностью одной ткани имеют ориентации 0°/90° относительно продольной оси основных тел каждой ткани), и эту структуру продолжают таким образом, чтобы основные удлиненные тела с высокой удельной прочностью во всех нечетных слоях были ориентированы в одном и том же направлении и уточные удлиненные тела с высокой удельной прочностью во всех четных слоях были ориентированы в одном и том же направлении. Хотя ортогональные ориентации 0°/90° удлиненных тел являются предпочтительными, соседние ткани могут быть выровнены фактически под любым углом в диапазоне от приблизительно 0° до приблизительно 90° относительно центральной продольной оси основных тел в другой ткани. Например, пятислойная матерчатая конструкция может характеризоваться наличием тканей, ориентированных под углами 0°/45°/90°/45°/0° или другими углами, значение которых получают путем поворота соседних тканей с приращением 15° или 30°, относительно продольной оси основных удлиненных тел с высокой удельной прочностью. Указанные выравнивания однонаправленных пластов под разными углами раскрыты, например, в патентах США №№4,457,985; 4,748,064; 4,916,000; 4,403,012; 4,623,574; и 4,737,402, каждый из которых ссылкой включен в настоящий документ в степени, согласующейся с настоящим.
Пуленепробиваемые многослойные изделия согласно настоящему изобретению будут обычно включать от приблизительно 2 до приблизительно 100 термически объединенных листов (слоев) с плотной структурой, более предпочтительно от приблизительно 2 до приблизительно 85 слоев и наиболее предпочтительно от приблизительно 2 до приблизительно 65 слоев. Большее количество пластов увеличивает устойчивость к воздействию пуль и осколков, но также увеличивает массу. Количество слоев также влияет на поверхностную плотность композитов, при этом количество слоев, входящих в состав конечного композита, будет варьировать в зависимости от желаемого конечного использования готового пуленепробиваемого изделия. Как известно в данной области техники, минимальные уровни стойкости индивидуальной бронезащиты к воздействию пуль и осколков для военного использования соответствуют классам защиты по стандарту Национального Института Юстиции.
Многослойные изделия согласно настоящему изобретению, содержащие скрепленное множество термически объединенных листов с плотной структурой согласно настоящему изобретению, предпочтительно имеют поверхностную плотность по меньшей мере 100 г/м2, предпочтительно по меньшей мере 200 г/м2 и более предпочтительно по меньшей мере 976 г/м2. Более предпочтительно, такие многослойные изделия характеризуются поверхностной плотностью по меньшей мере 4000 г/м2 (4,0 кг/м2) (приблизительно 0,82 фунта на кв. фут). Согласно предпочтительным вариантам осуществления многослойные изделия согласно настоящему изобретению характеризуются предпочтительной поверхностной плотностью, составляющей от приблизительно 0,2 фунта на кв. фут (0,976 кг/м2) до приблизительно 8,0 фунтов на кв. фут (39,04 кг/м2), более предпочтительно от приблизительно 0,3 фунта на кв. фут (1,464 кг/м2) до приблизительно 6,0 фунтов на кв. фут (29,28 кг/м2), более предпочтительно от приблизительно 0,5 фунта на кв. фут (2,44 кг/м2) до приблизительно 5,0 фунтов на кв. фут (24,4 кг/м2), предпочтительней от приблизительно 0,5 фунта на кв. фут (2,44 кг/м2) до приблизительно 3,5 фунта на кв. фут (17,08 кг/м2), предпочтительней от приблизительно 1,0 фунта на кв. фут (4,88 кг/м2) до приблизительно 3,0 фунтов на кв. фут (14,64 кг/м2) и наиболее предпочтительно от приблизительно 1,5 фунтов на кв. фут (7,32 кг/м2) до приблизительно 3,0 фунтов на кв. фут (14,64 кг/м2).
Изделия согласно настоящему изобретению могут быть сформированы из множества термически объединенных листов с плотной структурой, при этом каждый объединенный лист содержит одинаковый тип удлиненных тел с высокой удельной прочностью или каждый объединенный лист содержит отличающийся тип удлиненных тел с высокой удельной прочностью. Альтернативно, может быть сформирована гибридная конструкция, в которой соединены по меньшей мере два различных типа объединенных листов, при этом термически объединенные листы индивидуально содержат несколько различных типов удлиненных тел с высокой удельной прочностью, объединенных в одну конструкцию. Например, термически объединенные листы с плотной структурой могут быть изготовлены из тканых тканей с неплотной структурой, которые содержат по меньшей мере два различных типа полимерных лент, при этом ленты первого типа включают полиэтиленовые нити, а ленты второго типа включают полипропиленовые нити. Согласно другом альтернативному варианту осуществления тканые ткани могут быть изготовлены из сочетания волокнистых лент и неволокнистых лент. Согласно еще одному альтернативному варианту осуществления один термически объединенный лист, входящий в состав многослойного изделия, может содержать связывающие волокна, расположенные между удлиненными телами с высокой удельной прочностью, при этом другой термически объединенный лист изделия не содержит связывающих волокон.
Многослойные композитные изделия согласно настоящему изобретению могут быть использованы в различных практических применениях для формирования множества различных пуленепробиваемых изделий с использованием хорошо известных технологий, включая гибкие, мягкие пуленепробиваемые изделия, а также жесткие, твердые пуленепробиваемые изделия. Например, подходящие технологии формирования пуленепробиваемых изделий раскрыты, например, в патентах США №№4,623,574; 4,650,710; 4,748,064; 5,552,208; 5,587,230; 6,642,159; 6,841,492; и 6,846,758, каждый из которых ссылкой включен в настоящий документ в степени, согласующееся с настоящим. Композиты чрезвычайно пригодны для формирования твердой бронезащиты и обладающих определенной формой или бесформенных промежуточных полупродуктов, сформованных в процессе изготовления твердых пуленепробиваемых изделий. Под «твердой бронезащитой» подразумеваю изделие, такое как шлемы, панели для военных транспортных средств или защитные экраны, которое характеризуется достаточной механической прочностью, чтобы сохранять жесткость конструкции при воздействии значительных нагрузок, при этом указанное изделие может свободно стоять без смятия. Указанные твердые изделия предпочтительно, но Не исключительно, сформированы с использованием вяжущих материалов с высокими значениями модуля упругости при растяжении. Указанные структуры могут быть порезаны с образованием нескольких дискретных листов, а затем уложены друг на друга для формирования изделия, или из них может быть сформирована заготовка, которую впоследствии используют для формирования изделия. Указанные технологии хорошо известны в данной области техники.
Для иллюстрации настоящего изобретения служат приведенные ниже примеры.
Примеры
Пример 1
Бобины с волокнистыми лентами на основе сверхвысокомолекулярного полиэтилена с высокой удельной прочностью, составляющей приблизительно 33 г/денье, установили на катушечную раму. Ленты изготовили в соответствии с процессом, раскрытым в патенте США №8,236,119. Ленты характеризовались средней шириной приблизительно 3/16 дюйма и отношением сторон поперечного сечения более 10:1. Множество волокнистых лент извлекли из катушечной рамы, расположили в параллельном массиве и подали в распределитель ткацкого станка, установленный на 5,3 лент на дюйм в направлении основы, при этом ленты разнесены друг от друга. Ширина параллельного массива лент, из которого будет образована ткань, в направлении основы составляла приблизительно 16 дюймов. Аналогичный тип высокопрочных волокнистых лент использовали в направлении утка в количестве приблизительно 5,3 ленты на дюйм для образования сбалансированного переплетения «рогожка». В результате была получена ткань с неплотной структурой, характеризующаяся наличием «отверстий» и «зазоров» между лентами в направлениях основы и утка.
Пример 2
Тканую ткань, полученную в примере 1, разрезали на образцы с размерами 16 дюймов × 16 дюймов (длина × ширина). Затем такой образец спрессовывали в течение приблизительно 10 минут при температуре 285°F и давлении 5000 фунтов на кв. дюйм вместе с пленкой толщиной 6 мил на основе полиэтилена низкой плотности, расположенной на каждой внешней поверхности. После завершения процесса прессования, пресс охладили до температуры 100°F с сохранением давления перед извлечением спрессованной ткани. Внешний вид полученного в результате объединенного листа с плотной структурой изменился - лист стал полупрозрачным, при этом в прессованном, объединенном листе по существу отсутствовали зазоры или отверстия. Множество таких объединенных листов сформировали в соответствии с одним и тем же процессом. Затем листы уложили друг на друга в стопку таким образом, чтобы они были одинаковыми по протяженности в пространстве, после чего стопку спрессовали при температуре 295°F и давлении 5000 фунтов на кв. дюйм в прессе с усилием 1500 тонн для формирования скрепленной монолитной панели, которая характеризуются поверхностной плотностью 1 фунт на кв. фут.
Пример 3
Объединенные листы, которые были сформированы в примере 2, сложили в стопку без прессования. Затем нескрепленную стопку вставили в мягкую бронекуртку для формирования гибкого бронежилета.
Пример 4
Тканую ткань, сформированную в примере 2, спрессовали как в примере 2, но без внешних полиэтиленовых пленок. Температура прессования составляла 285°F, а давление составляло 2777 фунтов на кв. дюйм в прессе с усилием 200 тонн. Полученный в результате объединенный лист по существу не имел зазоров или отверстий между соседними лентами. Несколько слоев из таких объединенных листов сложили в стопку и снова спрессовали для скрепления указанной стопки с образованием пуленепробиваемой панели с размерами 8 дюймов × 12 дюймов (длина × ширина).
Настоящее изобретение было конкретно показано и описано со ссылкой на предпочтительные варианты осуществления. Однако специалистам ясно, что возможны различные изменения и модификации в пределах сущности и объема настоящего изобретения. Формула изобретения должна интерпретироваться таким образом, чтобы охватывать раскрытый вариант осуществления, те альтернативы, которые рассмотрены выше, и все их эквиваленты.


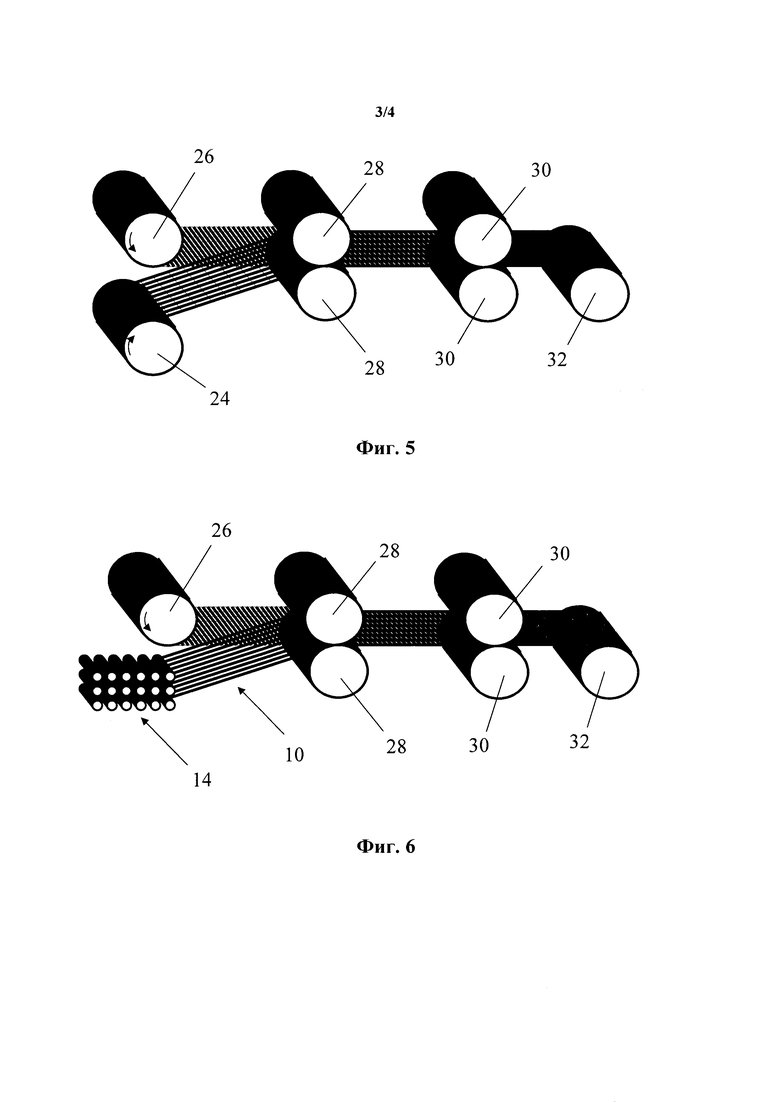

Предложены стабильные по размерам тканые ткани с неплотной структурой, сформированные из множества основных удлиненных тел с высокой удельной прочностью, переплетенных и связанных с множеством поперечно расположенных уточных удлиненных тел с высокой удельной прочностью; композитные изделия, сформированные из таких тканей; и непрерывный способ формирования композитных изделий. 8 н. и 7 з.п. ф-лы, 7 ил.
1. Тканая ткань с неплотной структурой, содержащая множество основных удлиненных тел, переплетенных и связанных с множеством поперечно расположенных уточных удлиненных тел, причем каждые из основных удлиненных тел и уточных удлиненных тел включают термопластичные удлиненные тела с высокой удельной прочностью, характеризующиеся удельной прочностью по меньшей мере 14 г/денье и модулем упругости при растяжении по меньшей мере 300 г/денье, при этом непосредственно соседние основные удлиненные тела разнесены друг от друга на расстояние, равное по меньшей мере 10% ширины основных удлиненных тел, и непосредственно соседние уточные удлиненные тела разнесены друг от друга на расстояние, равное по меньшей мере 10% ширины уточных удлиненных тел, где между непосредственно соседними основными удлиненными телами и между непосредственно соседними уточными удлиненными телами имеются зазоры.
2. Тканая ткань по п. 1, где между непосредственно соседними основными удлиненными телами и между непосредственно соседними уточными удлиненными телами имеются зазоры, где ближайшие продольные края непосредственно соседних основных удлиненных тел с высокой удельной прочностью разнесены друг от друга более чем на 1 мм, и ближайшие продольные края непосредственно соседних уточных удлиненных тел с высокой удельной прочностью разнесены друг от друга более чем на 1 мм.
3. Тканая ткань по п. 1, в которой между непосредственно соседними основными удлиненными телами и между непосредственно соседними уточными удлиненными телами имеются зазоры, при этом указанные основные удлиненные тела с высокой удельной прочностью содержат нескрученные волокнистые удлиненные тела, и указанные уточные удлиненные тела с высокой удельной прочностью содержат нескрученные волокнистые удлиненные тела, причем они термически связаны друг с другом без адгезивного покрытия.
4. Тканая ткань по п. 1, в которой между непосредственно соседними основными удлиненными телами и между непосредственно соседними уточными удлиненными телами имеются зазоры, при этом указанные основные удлиненные тела с высокой удельной прочностью и указанные уточные удлиненные тела с высокой удельной прочностью пересекаются и термически связаны друг с другом в точках их пересечения без адгезивного покрытия и при этом каждое тело содержит многонитевые полимерные ленты на основе полиэтилена сверхвысокой молекулярной массы, имеющие отношение сторон поперечного сечения по меньшей мере 3:1 и имеющие ширину по меньшей мере 2,5 мм или от по меньшей мере 2,5 мм до 50 мм.
5. Тканая ткань по п. 1, в которой между непосредственно соседними основными удлиненными телами и между непосредственно соседними уточными удлиненными телами имеются зазоры, при этом связывающие основные удлиненные тела вплетены в направлении основы, причем указанные связывающие основные удлиненные тела расположены в зазорах между непосредственно соседними основными удлиненными телами с высокой удельной прочностью, и/или связывающие уточные удлиненные тела вплетены в направлении утка, причем связывающие уточные удлиненные тела расположены в зазорах между непосредственно соседними уточными удлиненными телами с высокой удельной прочностью, при этом каждые указанные связывающие основные удлиненные тела и указанные связывающие уточные удлиненные тела по меньшей мере частично содержат термопластичный полимер, который характеризуется температурой плавления, которая ниже температуры плавления удлиненных тел с высокой удельной прочностью.
6. Тканая ткань с неплотной структурой по п. 1, в которой размеры всех зазоров в ткани являются одинаковыми.
7. Объединенный лист с плотной структурой, сформированный из ткани по п. 1, при этом объединенный лист с плотной структурой по существу не содержит зазоров между соседними основными удлиненными телами с высокой удельной прочностью, причем указанные соседние основные удлиненные тела с высокой удельной прочностью не перекрываются; и по существу не содержит зазоров между соседними уточными удлиненными телами с высокой удельной прочностью, причем указанные соседние уточные удлиненные тела с высокой удельной прочностью не перекрываются.
8. Пуленепробиваемое многослойное изделие с плотной структурой, содержащее по меньшей мере два объединенных листа по п. 3, которые прикреплены друг к другу.
9. Пуленепробиваемое многослойное изделие с плотной структурой по п. 8, в котором указанные листы термически объединены друг с другом без промежуточной адгезивной смолы.
10. Способ формирования стабильной по размерам ткани с неплотной структурой, включающий:
а) создание тканой ткани по п. 1, содержащей множество основных удлиненных тел, переплетенных и связанных с множеством поперечно расположенных уточных удлиненных тел, причем каждые из основных удлиненных тел и уточных удлиненных тел включают термопластичные удлиненные тела с высокой удельной прочностью, характеризующиеся удельной прочностью по меньшей мере 14 г/денье и модулем упругости при растяжении по меньшей мере 300 г/денье, при этом непосредственно соседние основные удлиненные тела разнесены друг от друга на расстояние, равное по меньшей мере 10% ширины основных удлиненных тел, и непосредственно соседние уточные удлиненные тела разнесены друг от друга на расстояние, равное по меньшей мере 10% ширины уточных удлиненных тел, где зазоры находятся между непосредственно соседними основными удлиненными телами и между непосредственно соседними уточными удлиненными телами;
b) по меньшей мере частичное плавление термопластичного полимера основных удлиненных тел с высокой удельной прочностью и/или уточных удлиненных тел с высокой удельной прочностью; и
c) обеспечение отверждения расплавленного термопластичного полимера основных удлиненных тел с высокой удельной прочностью и/или уточных удлиненных тел с высокой удельной прочностью, тем самым обеспечивая связывание основных удлиненных тел с высокой удельной прочностью с уточными удлиненными телами с высокой удельной прочностью, в результате чего формируется стабильная по размерам ткань с неплотной структурой.
11. Способ по п. 10, отличающийся тем, что ближайшие продольные края соседних основных удлиненных тел с высокой удельной прочностью разнесены друг от друга более чем на 1 мм и ближайшие продольные края соседних уточных удлиненных тел с высокой удельной прочностью разнесены друг от друга более чем на 1 мм.
12. Способ формирования пуленепробиваемого термически объединенного многослойного изделия с плотной структурой, включающий: формирование по меньшей мере двух стабильных по размерам тканей с неплотной структурой, каждая из которых была сформирована способом по п. 10, соединение указанных тканей и термическое прессование соединенных тканей при условиях, достаточных для прикрепления тканей друг к другу и уплощения основных и уточных удлиненных тел с высокой удельной прочностью соответственно в каждой ткани, в результате чего продольные края соседних основных удлиненных тел с высокой удельной прочностью в каждой ткани соответственно будут взаимодействовать друг с другом, при этом между указанными соседними основными удлиненными телами с высокой удельной прочностью по существу отсутствуют зазоры, и указанные основные удлиненные тела с высокой удельной прочностью не перекрываются; и в результате чего продольные края соседних уточных удлиненных тел с высокой удельной прочностью в каждой ткани соответственно будут взаимодействовать друг с другом, при этом между указанными соседними уточными удлиненными телами с высокой удельной прочностью по существу отсутствуют зазоры, и указанные уточные удлиненные тела с высокой удельной прочностью не перекрываются.
13. Способ формирования объединенного листа с плотной структурой, включающий: прессование стабильной по размерам ткани с неплотной структурой, сформированной способом по п. 10, при условиях, достаточных для уплощения основных и уточных удлиненных тел с высокой удельной прочностью, в результате чего продольные края соседних основных удлиненных тел с высокой удельной прочностью будут взаимодействовать друг с другом, при этом между указанными соседними основными удлиненными телами с высокой удельной прочностью по существу отсутствуют зазоры, и указанные основные удлиненные тела с высокой удельной прочностью не перекрываются; и в результате чего продольные края соседних уточных удлиненных тел с высокой удельной прочностью будут взаимодействовать друг с другом, при этом между указанными соседними уточными удлиненными телами с высокой удельной прочностью по существу отсутствуют зазоры, и указанные уточные удлиненные тела с высокой удельной прочностью не перекрываются.
14. Способ формирования пуленепробиваемого термически объединенного многослойного изделия с плотной структурой, включающий:
a) создание по меньшей мере одной тканой ткани с неплотной структурой, содержащей множество основных удлиненных тел, переплетенных и связанных с множеством поперечно расположенных уточных удлиненных тел, причем каждые из основных удлиненных тел и уточных удлиненных тел включают термопластичные удлиненные тела с высокой удельной прочностью, характеризующиеся удельной прочностью по меньшей мере 14 г/денье и модулем упругости при растяжении по меньшей мере 300 г/денье, при этом соседние основные удлиненные тела разнесены друг от друга на расстояние, равное по меньшей мере 10% ширины основных удлиненных тел, и соседние уточные удлиненные тела разнесены друг от друга на расстояние, равное по меньшей мере 10% ширины уточных удлиненных тел;
b) создание по меньшей мере одного объединенного листа с плотной структурой, сформированного из тканой ткани, при этом указанная тканая ткань содержит множество основных удлиненных тел, переплетенных и связанных с множеством поперечно расположенных уточных удлиненных тел, причем каждые из основных удлиненных тел и уточных удлиненных тел включают термопластичные удлиненные тела с высокой удельной прочностью, характеризующиеся удельной прочностью по меньшей мере 14 г/денье и модулем упругости при растяжении по меньшей мере 300 г/денье, при этом соседние основные удлиненные тела разнесены друг от друга на расстояние, равное по меньшей мере 10% ширины основных удлиненных тел, и соседние уточные удлиненные тела разнесены друг от друга на расстояние, равное по меньшей мере 10% ширины уточных удлиненных тел; причем объединенный лист с плотной структурой по существу не имеет зазоров между соседними удлиненными телами с высокой удельной прочностью, и указанные удлиненные тела с высокой удельной прочностью не перекрываются;
c) соединение друг с другом по меньшей мере одной тканой ткани с неплотной структурой и по меньшей мере одного объединенного листа с плотной структурой; и
d) термическое прессование соединенных по меньшей мере одной тканой ткани и по меньшей мере одного объединенного листа при условиях, достаточных для прикрепления тканой ткани к объединенному листу и для уплощения удлиненных тел с высокой удельной прочностью в тканой ткани, в результате чего продольные края соседних основных удлиненных тел с высокой удельной прочностью в тканой ткани будут взаимодействовать друг с другом, при этом между указанными соседними основными удлиненными телами с высокой удельной прочностью по существу отсутствуют зазоры, и указанные основные удлиненные тела с высокой удельной прочностью не перекрываются.
15. Способ формирования термически объединенного многослойного изделия с плотной структурой, включающий соединение тканой ткани по п. 1 и полотна, содержащего параллельный массив удлиненных тел с высокой удельной прочностью, и термическое прессование соединенных тканой ткани и полотна при условиях, достаточных для прикрепления указанной тканой ткани к указанному полотну и для уплощения удлиненных тел с высокой удельной прочностью соответственно тканой ткани и полотна, в результате чего продольные края соседних удлиненных тел с высокой удельной прочностью соответственно в тканой ткани и полотне будут взаимодействовать друг с другом, при этом между указанными соседними удлиненными телами с высокой удельной прочностью по существу отсутствуют зазоры, и указанные удлиненные тела с высокой удельной прочностью не перекрываются.
| US 7642206 B1, 05.01.2010 | |||
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |

