Область техники
Настоящее изобретение относится к открывающему устройству и к способу изготовления упомянутого открывающего устройства. Изобретение также относится к упаковочному контейнеру, снабженному таким открывающим устройством.
Уровень техники
Упаковочные контейнеры для потребительского использования снабжаются открывающим устройством определенного типа. Некоторые предпочтительные признаки открывающего устройства состоят в том, что оно должно быть легким в использовании и обеспечивать достаточную и надежную изоляцию для продукта, содержащегося в упаковочном контейнере. Определение достаточной изоляции будет изменяться в зависимости от типа продукта, содержащегося в упаковочном контейнере, и от того, как упаковочный контейнер будет храниться, и т.д. Общее требование состоит в том, что открывающее устройство, перед тем как оно открыто в первый раз, должно предотвращать доступ микроорганизмов в продукт извне, так как это быстро ухудшит качество продукта. В некоторых примерах также желательно предотвратить попадание определенных газов, таких как кислород, в упаковочный контейнер. Так как обычная крышка с резьбой типично не обеспечивает достаточную изоляцию, обычно добавляется мембрана. Мембрана изолирует отверстие упаковочного контейнера посредством обеспечения непрерывной массы материала, который типично приварен к краю отверстия упаковочного контейнера. В случае, когда надо предотвратить попадание газов в упаковочный контейнер, это обычно достигается посредством использования подходящих защитных материалов для открывающего устройства, мембраны и самого упаковочного контейнера.
Открывающее устройство, содержащее крышку и мембрану, раскрыто, например, в WO 02/070365.
В US 5413238 А показан закрывающий узел, имеющий защитную/поддерживающую зону и выполненный из первого материала, и разливочную часть, выполненную из второго материала. Подобное устройство раскрыто в ЕР 0546999 А1.
Сущность изобретения
Настоящее изобретение устраняет или по меньшей мере смягчает вышеупомянутые проблемы и достигает сформулированных целей посредством предоставления открывающего устройства, содержащего крышечную часть и мембранную часть, имеющего отличительные признаки пункта 1 формулы изобретения. Открывающее устройство предпочтительно может быть изготовлено, используя способ по пункту 9 формулы изобретения, а также может быть предназначено для упаковочного контейнера в соответствии с пунктом 13 формулы изобретения. Промежуточный продукт определен в пункте 8 формулы изобретения. Конкретные варианты осуществления определены зависимыми пунктами формулы изобретения.
Использование механической связи или структурной связи между различными частями открывающего устройства делает возможными свойства, обладающие признаками изобретения. Так как соединение обеспечивается механически, различные части открывающего устройства могут быть изготовлены из материалов, которые не являются термически совместимыми, например, которые не соединяются вместе посредством присутствия тепла во время изготовления, то есть когда расплавленный пластик для мембранной части вводится в форму, содержащую предварительно формованную поддерживающую часть. В данном контексте термин «термически несовместимый», который будет использоваться на протяжении данного описания, может подразумевать, что материалы выполнены таким образом, что их поверхности стыка не будут плавиться, (химически) соединяться или склеиваться во время изготовления открывающего устройства, по меньшей мере не постоянным образом. Это также можно выразить в смысле материалов, являющихся «не поддающимися сварке» друг с другом при условиях процесса изготовления (переменных, включающих температуру, давление, время контакта и т.д.). Специалист в данной области техники должен понимать, что даже если материалы предварительно формованной поддерживающей части и мембранной части таковы, что они были бы свариваемыми или совместимыми связывающим образом, поверхность предварительно формованной поддерживающей части может содержать покрытие с тем, чтобы сделать ее несовместимой с материалом мембранной части. Существует несколько вариантов для такой обработки против склеивания, таких как применение основанного на порошке состава к одной из поверхностей перед вводом формованного изделия, например, в виде «краски». Свойство отсутствия склеивающей связи делает возможными новые конструкции для открывающего устройства и его объединения с упаковочным контейнером. Кроме того, это приводит к тому, что мембранная часть может быть оптимизирована (материал, конструкция) для ее целей, и в то же время поддерживающая часть может быть оптимизирована для ее целей, при условии, что этот критерий выполняется. Настоящее изобретение делает возможным, в одном или более вариантах его осуществления, реальное открывание в одно действие, в котором как мембранное уплотнение, так и повторно закрываемая крышка могут удаляться с помощью одного действия, что может рассматриваться менее затруднительным, чем открывание в два этапа согласно предшествующему уровню техники, в котором крышка должна быть удалена перед тем, как можно получить доступ к мембране.
Краткое описание чертежей
Фиг. 1 - схематический вид в поперечном разрезе открывающего устройства в соответствии с вариантом осуществления настоящего изобретения.
Фиг. 2 - вид сверху открывающего устройства согласно фиг. 1.
Фиг. 3 - схематический вид в поперечном разрезе поддерживающей части для открывающего устройства в соответствии с вариантом осуществления настоящего изобретения.
Фиг. 4 - вид в поперечном разрезе открывающего устройства в соответствии со вторым вариантом осуществления настоящего изобретения, в его закрытом положении.
Фиг. 5 - вид в поперечном разрезе открывания открывающего устройства согласно фиг. 4, установленного на упаковочный контейнер.
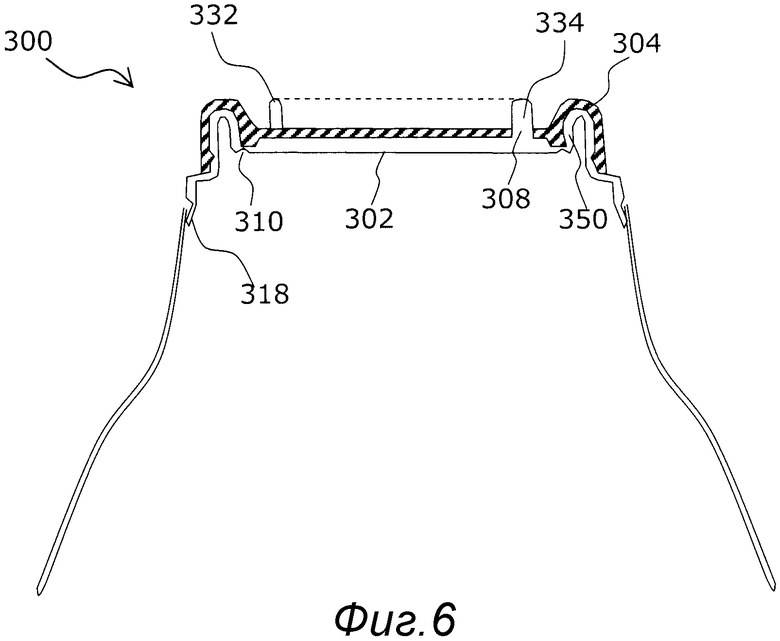
Фиг. 6 - схематический вид в поперечном разрезе открывающего устройства в соответствии с третьим вариантом осуществления настоящего изобретения.
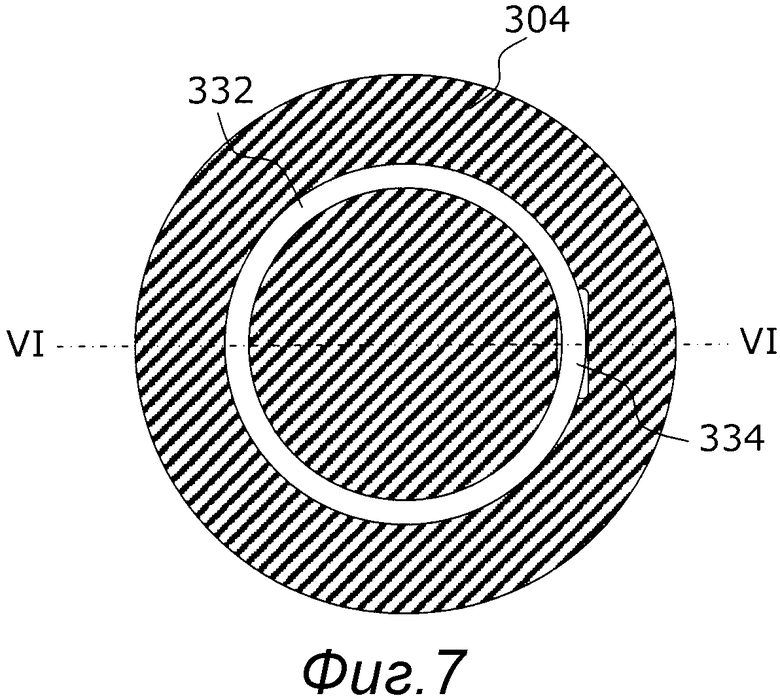
Фиг. 7 - схематический вид сверху открывающего устройства согласно фиг. 6.
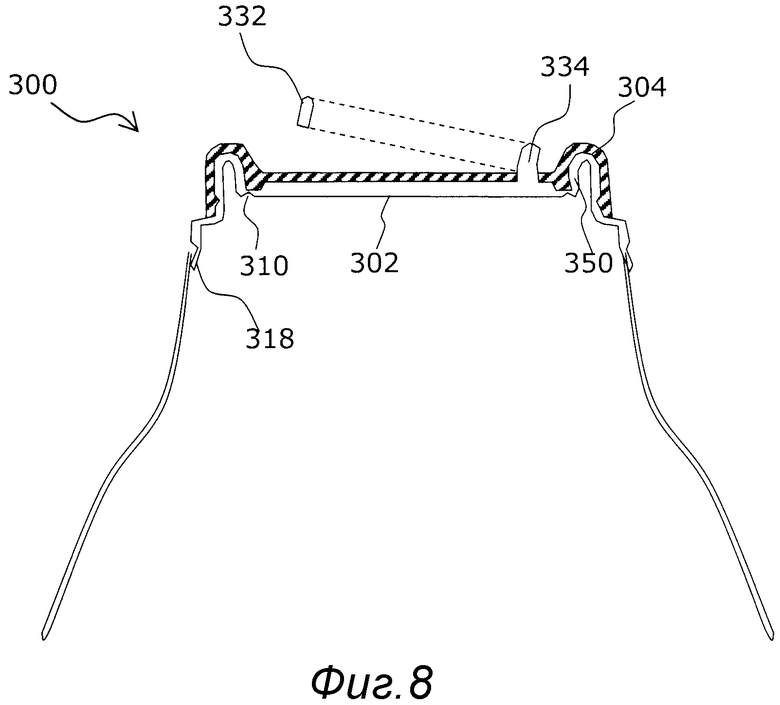
Фиг. 8 - вид, соответствующий фиг. 6, после открывания и повторного закрывания открывающего устройства.
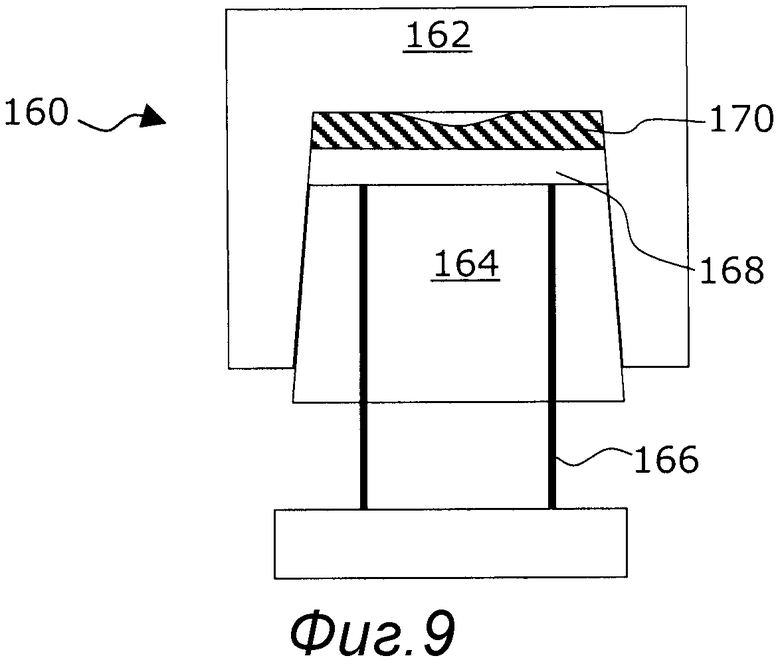
Фиг. 9 - схематический вид в поперечном разрезе формы, которая может использоваться для изготовления настоящего изобретения согласно его варианту осуществления.
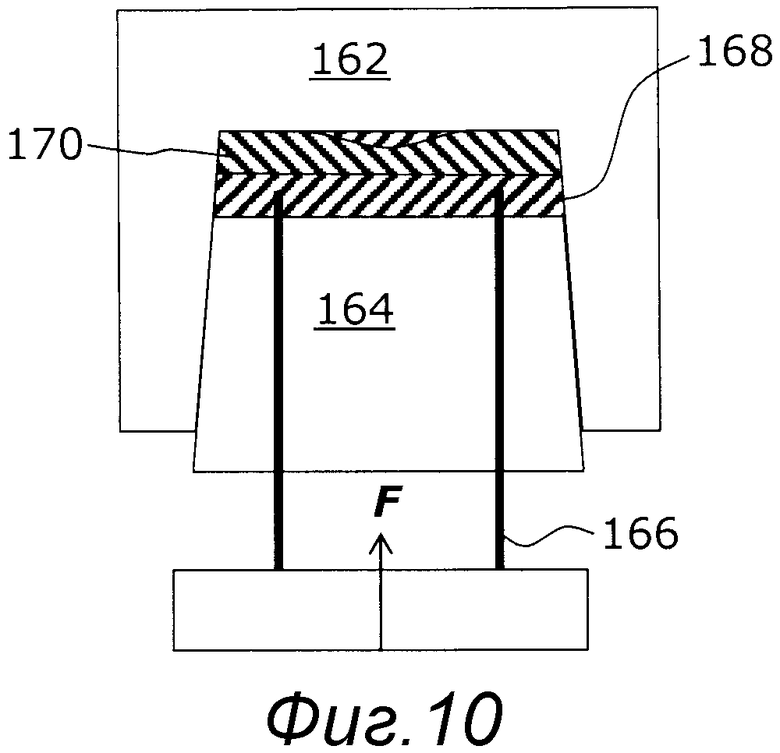
Фиг. 10 - схематический вид в поперечном разрезе, иллюстрирующий открывающее устройство в соответствии с четвертым вариантом осуществления настоящего изобретения.
Подробное описание вариантов осуществления
Для дополнительного разъяснения функциональности и универсальности настоящего изобретения иллюстративные применения будут объяснены в подробном описании нескольких различных вариантов осуществления.
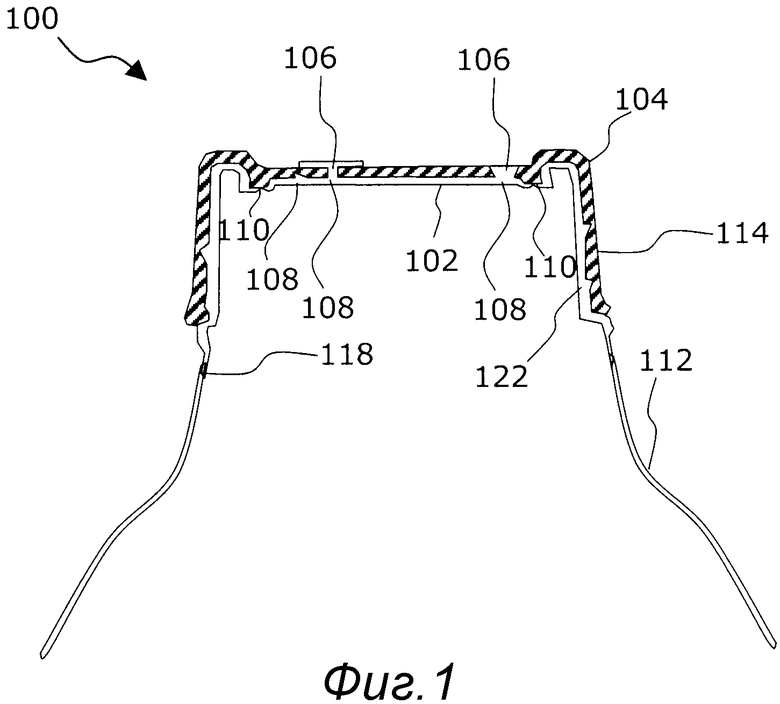
Фиг. 1 - вид в поперечном разрезе открывающего устройства 100 в соответствии с первым вариантом осуществления настоящего изобретения. Мембранная часть 102 продолжается с нижней стороны поддерживающей части 104 и имеет выступы 106, проходящие в отверстиях 108 последней. В отверстиях поддерживающая часть 104 имеет подрезанную конструкцию так, чтобы мембранная часть 102 удерживалась на месте. Отверстия 108 могут иметь по существу коническую форму с тем, чтобы выступы 106 нельзя было из них вытащить. Специалист в данной области техники должен понимать, что существует несколько возможных конструкций для отверстий 108, некоторые из которых проиллюстрированы на фиг. 1, и один способ их выполнения может состоять в том, что выступы 106 содержат часть, имеющую больший диаметр, чем диаметр по меньшей мере сегмента отверстия 108. В этом контексте фиг. 1 также иллюстрирует, как мембранная часть 102 может удерживаться у поддерживающей части 104 посредством формирования «заклепочных» структур, проходящих через отверстия в поддерживающей части 104 и содержащих головную часть, например край, имеющий увеличенный диаметр. Другие примеры включают в себя наклонные кромки, проходящие от поддерживающей части, или наклонные щели, проходящие в поддерживающей части, таким образом формируя подрезанные участки, предотвращающие две части открывающего устройства 100 от разделения. Следовательно, существует несколько способов достижения функции удерживания мембранной части 102 у поддерживающей части 104, в то же время с точки зрения практического изготовления простым способом выполнения этого критерия является обеспечение конической формы, которая может проходить полностью (или нет) через поддерживающую часть.
Мембранная часть 102 содержит ослабляющую структуру 110. В данном первом варианте осуществления ослабляющая структура 110 осуществляется посредством участка, имеющего значительно меньшую толщину, чем другие участки мембранной части 102. Этот участок обычно соответствует форме горлышка или края открывающего устройства и в настоящем варианте осуществления он, таким образом, по существу круглый, хотя он может иметь любую форму. Абсолютная толщина мембранной части 102 вдоль этого ослабляющего участка должна быть по существу настолько тонкой, насколько возможно, с тем, чтобы его можно было легко разорвать. Она должна, однако, иметь такую толщину, чтобы ее барьерные свойства против микроорганизмов или газов сохранялись, и такую прочность, чтобы она могла выдерживать предполагаемые усилия, которым она будет подвергаться при обращении с ней. Примером может служить толщина порядка около 10-100 мкм для LDPE (полиэтилена низкой плотности), хотя она также может составлять около 150 мкм и около половины этой величины для HDPE (полиэтилена высокой плотности). Толщина неизбежно будет изменяться в зависимости от выбора материала, что находится в пределах компетенции специалиста, и данный пример является лишь иллюстративным.
Цель ослабляющей структуры 110, очевидно, состоит в том, чтобы обеспечить хорошо определенный участок разрыва, когда открывающее устройство 100 открывается, как хорошо известно специалисту. В этом контексте стоит упомянуть, что именно механическая связь между поддерживающей частью 104 и мембранной частью 102 переводит усилие, прикладываемое пользователем, на ослабляющий участок. Механическая связь между частями предпочтительно, но не обязательно, осуществляется посредством уже рассмотренных выступов 106. Одним из примеров этого может являться то, что мембранная часть 102 удерживается у поддерживающей части 104 относительно слабой структурой (по существу достаточно сильной, чтобы удерживать вес мембранной части у поддерживающей части), и что усилие, необходимое, чтобы разорвать ослабляющий участок, передается, например, через пилообразное соединение между частями. Когда способ изготовления будет описан позже в данном описании, станет очевидно, что существует большое количество альтернатив для этой структуры передачи усилия, а также для структуры, удерживающей мембранную часть у поддерживающей части.
В настоящем варианте осуществления мембранная часть 102 может формироваться из того же материала, что и горлышко упаковочного контейнера 112, на котором она должна располагаться, или по меньшей мере из термически совместимого материала, с тем, чтобы они могли соединяться посредством применения тепла, то есть свариваться вместе. Специалист должен понимать, что существуют также другие средства соединения материалов, такие как с помощью склеивающего действия, типично обеспечиваемого горячим расплавленным клеем, или уплотнителем, хотя термическое соединение посредством сварки обычно используется в области настоящего изобретения. Таким образом, мембранная часть 102 может формироваться одной деталью вместе с горлышком 122 упаковочного контейнера, а поддерживающая часть 104 - вместе с участком мембраны резьбовой крышки 114 открывающего устройства. В данном контексте участок мембраны может определяться как участок мембранной части 102, который находится радиально внутри ослабляющей структуры 110. Мембранная часть 102 продолжается через нижний край поддерживающей части 104, где обеспечен соединительный фланец 118. Соединительный фланец 118 может использоваться, чтобы прикреплять (например, сваривать) открывающее устройство к горлышку 122 упаковочного контейнера 112. В другой конфигурации, не показанной, поддерживающая часть 104 может все еще составлять крышку 114, хотя мембранная часть 102 продолжается только до положения, радиально окружающего ослабляющую структуру 110, в котором обеспечен соединительный фланец для той же цели, как и ранее упомянутый соединительный фланец 118. Настоящее изобретение, таким образом, не должно ограничиваться относительно положения упомянутого фланца 118.
Материал, используемый для поддерживающей части 104, должен, с другой стороны, не быть термически совместимым с материалом мембранной части 102, с тем, чтобы два материала не соединялись друг с другом во время изготовления. Важность этого свойства очевидна из иллюстраций настоящего варианта осуществления. Если бы два материала соединялись друг с другом каким-либо образом, было бы просто очень тяжело, если не сказать невозможно, открутить крышку. Для настоящих вариантов осуществления лишь умеренное усилие должно применяться, чтобы открутить крышку и разорвать мембранную часть 102 вдоль ослабляющей структуры 110. Поддерживающая часть 104 используется в качестве части приведения в действие в данном варианте осуществления, то есть части, посредством которой усилие от пользователя передается ослабляющей структуре открывающего устройства.
Даже после того, как мембранная часть 102 была разорвана вдоль ослабляющей структуры 110, все еще возможно повторно закрыть упаковочный контейнер посредством использования крышки 114, которая имеет внутреннюю резьбу, а также полость, соответствующую гибкому U-образному фланцу на краю горлышка. Радиально внутренняя поверхность свободного края (только радиально снаружи ослабляющего участка 110 на фиг. 1) U-образного фланца будет осуществлять изоляцию, так как она всегда будет прикладывать усилие, направленное к участку поддерживающей части, находящемуся радиально внутри упомянутого свободного края. Совместимость между крышкой и внешней резьбой горлышка, а также их контактирующими участками обычно идеальная, так как поддерживающая часть 104 составляет часть формовочной полости, когда материал, используемый для мембранной части 102, а в данном случае также для резьбового горлышка 122, вводится в формовочную полость.
Фиг. 2 - схематический вид сверху устройства согласно фиг. 1, иллюстрирующий поддерживающую часть 104 с проникающими выступами 106.
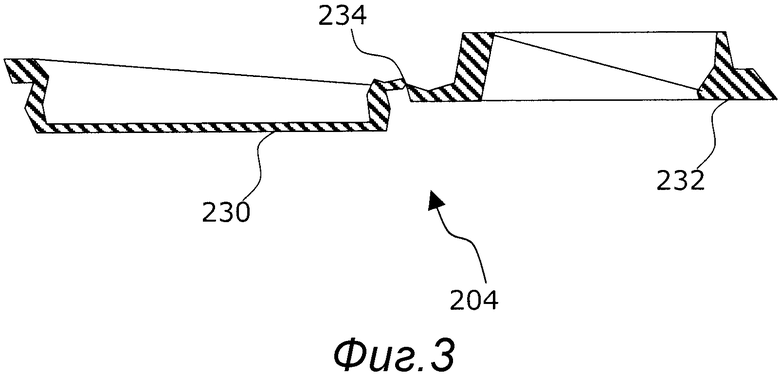
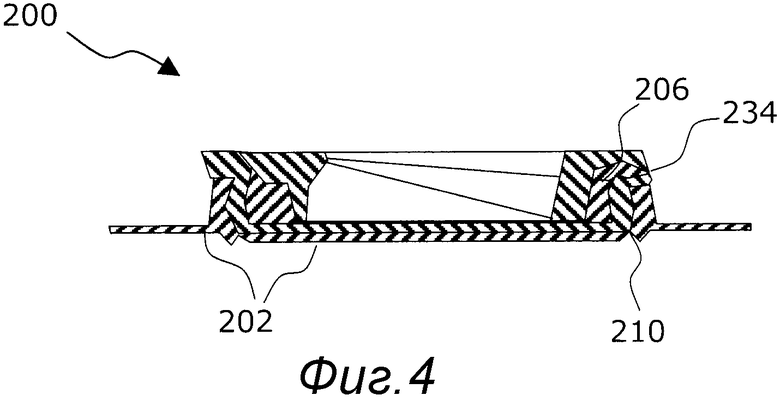
Второй вариант осуществления настоящего изобретения является немного более сложным, чем первый, хотя он и основан на той же самой идее изобретения. Чтобы упростить понимание, были использованы те же самые ссылочные позиции, увеличенные на 100, где это возможно. В данном варианте осуществления поддерживающая часть 204 формируется из двух участков 230, 232, изготовленных в виде одной детали в согнутом положении относительно фиг. 3. Участок 230 справа на фиг. 3 является участком 230 захвата (являясь частью приведения в действие), а участок слева является участком 232 крышки. Два участка соединены перемычкой 234 из материала, обеспечивающего шарнирное соединение. Мембранная часть 202 сформирована из второго материала, как для предыдущих вариантов осуществления, проникая в отверстия 208 поддерживающей части 204, как в первом варианте осуществления, как проиллюстрировано на фиг. 4. В данном случае также специалист, столкнувшийся с настоящим описанием, будет понимать, что существует большое количество альтернатив для достижения механического соединения между поддерживающей частью и мембранной частью. Также, часть 202 содержит ослабляющую структуру 210, имеющую те же назначение и критерии, как и уже упомянутая в связи с первым вариантом осуществления. В настоящем варианте осуществления мембранная часть 202 будет обеспечивать разливное горлышко, а также соединительный фланец 218, а поддерживающая часть 204 будет обеспечивать повторно закрываемое отверстие, когда оно защелкивается в разливное горлышко.
Открывающее устройство 200 настоящего варианта осуществления может быть предварительно изготавливаемым и распределяемым в качестве сборочной единицы в место, где формируются упаковочные контейнеры.
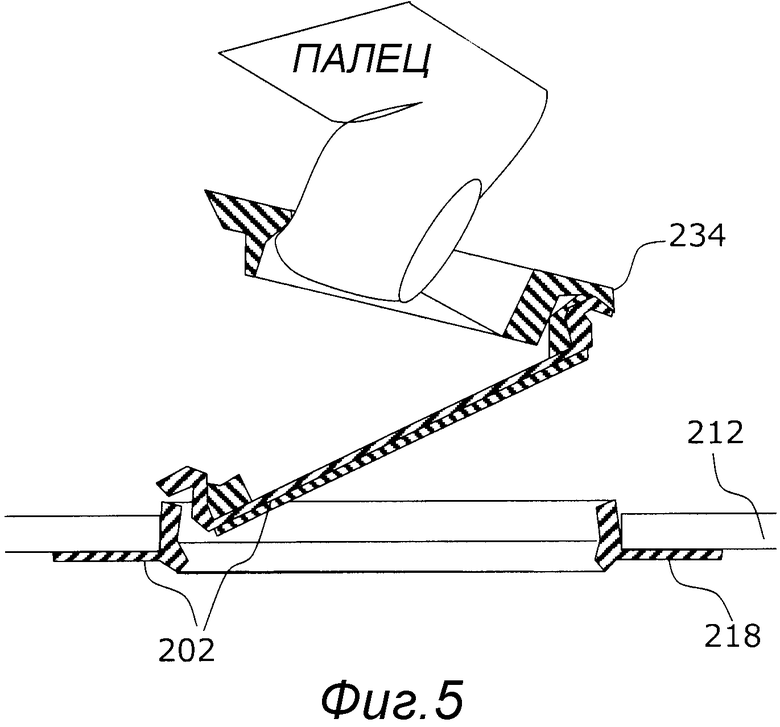
Согласно данному варианту осуществления открывающее устройство открывается посредством захватывания и вытягивания захватного участка 232 на его краю, удаленном от шарнирного соединения 234. Как показано на фиг. 5, крышечный участок 230 будет заставлять мембранную часть 202 следовать этому перемещению, и, таким образом, мембранная часть 202 будет отрываться вдоль ослабляющей линии 210. Конкретная конструкция поддерживающей части 204, показанной в связи со вторым вариантом осуществления, будет обеспечивать достаточную концентрацию сил для мембранной части 202, чтобы порваться, и делать простым для пользователя прикладывание достаточного усилия.
В альтернативном варианте осуществления поддерживающая часть может быть сформирована одной деталью, без описанного шарнирного действия. В этом случае мембранная часть 202, вместо этого, может начинать разрываться в диаметрально противоположном конце ослабляющей линии по сравнению с вариантом осуществления, описанным со ссылкой на фиг. 3-5. Опять же, соответствие между контактирующими элементами является идеальным благодаря способу изготовления открывающего устройства согласно изобретению.
Так как настоящий вариант осуществления основывается на защелкиваемом соединении, очевидно, что существует несколько альтернатив для вида открывающего устройства, как можно видеть из вышеописанного.
Третий вариант осуществления содержит свойства предыдущих вариантов осуществления со ссылкой на соединение между двумя отдельными частями, и используется тот же подход в отношении ссылочных позиций. Как будет пояснено нижеследующим описанием, этот вариант осуществления все же отличается в некоторой степени в том, что усилие, прикладываемое пользователем, прикладывается к участку мембранной части 302, а не к участку поддерживающей части 304 при открывании открывающего устройства 300.
Фиг. 6 - вид в разрезе открывающего устройства согласно третьему варианту осуществления изобретения (вдоль линии VI-VI фиг. 7). Здесь показано, как мембранная часть 302 проникла через отверстия 308 и сформировала кольцо 332 вытягивания, обеспечивая часть приведения в действие на верхней стороне поддерживающей части 304. Шарнирный участок 334 был сформирован в связи с тем, где мембранная часть 302 проникает в отверстие поддерживающей части 304.
Как форма поддерживающей части 302, включая кольцо 332 вытягивания, так и поддерживающая часть 304 могут изменяться посредством изменения формы формовочной полости, что также справедливо для других вариантов осуществления. Очень схематичные конструкции, проиллюстрированные в этих вариантах осуществления, очевидно, не должны рассматриваться как ограничительные для конструкции настоящего изобретения. Для отверстия, предназначенного для крышки резьбового типа, круглая конструкция определенно является предпочтительной, однако для открывающих устройств, основанных на защелкиваемом соединении, возможна любая форма - продолговатая, овально-изогнутая, прямоугольная и т.д.
Возвращаясь к настоящему варианту осуществления: когда кольцо вытягивания вытягивается, шарнирная часть 334 будет передавать усилие участку мембранной части 304, расположенной под поддерживающей частью 304, что в свою очередь разорвет мембранную часть 302 вдоль ослабляющей линии 310 и вынудит поддерживающую часть 304 последовать за ней. Таким образом открывающее устройство 300 открывается.
После изначального открывания открывающее устройство 300 может быть повторно закрыто посредством соединения между поддерживающей частью 304 и «горлышком» открывающего устройства. На поддерживающей части 304 может находиться, например, круглая кромка, соединяемая с подходящим круглым желобком на части горлышка. Так как поддерживающая часть используется в качестве преформы при формовании открывающего устройства 300, соответствие будет идеальным с по существу нулевым допуском, и различные конструкции, возможные для достижения защелкиваемого соединения или резьбовой крышки, многочисленны. Радиально внутренняя сторона свободного края 350 U-образного края горлышка опять же полезна для осуществления уплотнения к поддерживающей части 304 (например, крышки) при повторном закрывании открывающего устройства.
Настоящий вариант осуществления содержит встроенное средство контроля первого вскрытия. Одно из первостепенных свойств средства контроля первого вскрытия состоит в том, что оно должно сигнализировать пользователю о том, был ли упаковочный контейнер использован или нет, например, чтобы облегчить пользователю выбор правильного упаковочного контейнера в холодильнике дома. Средство контроля первого вскрытия, конечно, также имеет назначение гарантии пользователю того, что упаковочный контейнер ранее не открывался, с точки зрения гигиенического аспекта. На самом деле последнее назначение выполняется автоматически, без использования визуального средства контроля первого вскрытия, так как будет значительная разница в усилии, которое надо применить, когда упаковочный контейнер открывается в первый раз, так как надо порвать мембранную часть 302. Эта разница в усилии легко распознается после короткого использования, таким образом предоставляя контроль первого вскрытия. Первое назначение на самом деле также выполняется автоматически, без необходимости в перемычке из материала, в настоящем и подобных вариантах осуществления. Так как усилие прикладывается через кольцо 332 вытягивания, шарнирная часть 334 будет пластично деформирована. Тем самым будет невозможно вернуть кольцо 332 вытягивания в его изначальное положение, вместо этого оно будет «сигнализировать» о том, что упаковочный контейнер 312 был открыт, как показано на фиг. 8. Свойство использования пластической деформации составной части, вместо ее полного отрывания, может само по себе рассматриваться как изобретательское решение.
Следует отметить, что данный вариант осуществления предоставляется исключительно в иллюстративных целях, и существует множество возможных конструкций для поддерживающей части, мембранной части с ее кольцом вытягивания и т.д., и, следовательно, изобретение не должно ограничиваться в этом аспекте. Например, ни одна из деталей не должна иметь круглую конструкцию. Так как (компрессионное) формование является предпочтительным способом изготовления, нет прямой выгоды в выполнении круглых компонентов, и они могут иметь любую функциональную конструкцию, например овальную, прямоугольную и т.д.
Функционально эквивалентным решением для конических отверстий поддерживающей части, как определено выше, могла бы быть форма головок с увеличенным диаметром на выступах, когда они прошли через отверстия, как проиллюстрировано «заклепками» на фиг. 1.
Все варианты осуществления настоящего изобретения предпочтительно производятся одинаковым способом. Этот способ включает в себя использование поддерживающей части в качестве преформы, которая устанавливается в формовочную полость перед введением материала для мембранной части. Реальное введение материала для мембранной части производится традиционным образом, и относящиеся к этому параметры будут изменяться в зависимости от операционных параметров, которые могут быть легко выведены специалистом, изучающим содержание настоящего изобретения. То же самое справедливо и для выбора количества и расположения точек введения, что будет изменяться в зависимости от, например, количества материала, которое надо ввести, формы формовочной полости и т.д.
Методика для достижения свойств мембранной части может различаться, в то же время несколько примеров стоит упомянуть.
Тот факт, что мембранная часть и, в частности, ослабляющая структура должна быть очень тонкой, накладывает некоторые сложности, так как материал, вводимый в полость, может не хотеть заполнять такие тонкие пространства. Если пространства не заполнены, результатом будет недостаточная изоляция. Следовательно, может использоваться методика компрессионного формования (или компрессии введения), в которой объем полости уменьшается после введения материала. Такая методика описана в WO 2008004939. Нижняя полость может, например, включать в себя гребень, направленный к формовочной полости, для формирования ослабляющей структуры.
Другой также относящийся к изобретению способ раскрыт в поперечных разрезах одного конкретного варианта осуществления, показанного на фиг. 9 и 10. Здесь, форма 160 содержит первую половину 162 формы и вторую половину 164 формы, подвижную относительно первой половины 162 формы, и сконструирована так, чтобы формировать между ними формовочную полость 168. Вторая половина 164 формы содержит подвижный инструмент 166, приспособленный, чтобы формировать ослабляющую линию. Этот подвижный инструмент 166 может перемещаться относительно второй половины 164 формы с тем, чтобы перед тем, как вводимый материал затвердел, подвижный инструмент 166 мог смещаться (дальше) в полость, чтобы сжать материал, формируя, таким образом, ослабляющую линию и достигая желаемой толщины. В одном из вариантов осуществления способ выполнения включает, таким образом, этапы: использования по меньшей мере двух формовочных инструментов 162, 164, чтобы сформировать формовочную полость 168; введения расплава в полость 168; перемещения третьего, подвижного инструмента 166 в формовочную полость 168, чтобы сформировать область уменьшенной толщины, например ослабляющую линию. В одном или более вариантах осуществления длина этого третьего подвижного инструмента 166, вводимая в полость, определяется силой, используемой для ее перемещения. Эта сила может определяться посредством использования фиксированной силы для перемещения или посредством использования блока управления, способного измерять силу и останавливать перемещение, как только заданная сила достигнута. Формовочная полость 168 имеет определенный и по существу постоянный объем, хотя по мере того, как подвижный инструмент 166 перемещается, объем полости 168 будет уменьшаться, и, таким образом, давление внутри полости 168 будет возрастать, а вместе с ним и сила, необходимая для перемещения подвижного инструмента 166. Это делает возможным использование силы в качестве меры длины перемещения. Длина также или вместо этого может определяться посредством физического ограничителя, ограничивающего перемещение подвижного инструмента 166, хотя такое устройство не будет учитывать износ детали таким же образом, как когда используется прикладываемая сила. Для настоящего изобретения преформа установлена в одной половине формы, хотя описанный способ формования и форма, используемая для выполнения способа, могут также использоваться сами по себе без использования преформы.
Как показано на фиг. 9 и 10, поддерживающая часть 170 установлена в первой половине 162 формы, и показано, как расплав, вводимый в полость 168, заполняет пространства на обеих сторонах поддерживающей части 170. Поддерживающая часть может соответствовать любой из поддерживающих частей, уже описанных в настоящем описании, и согласно данному способу формования согласно изобретению поддерживающая часть не обязательно должна устанавливаться во второй половине формы, или вообще в формовочной полости. Специалист должен понимать, что чертеж иллюстрирует скорее принцип, чем конкретную конструкцию, и что, например, положение точек введения отсутствует на чертеже и будет изменяться между различными конструкциями полости. Также очевидно, что форма реальной формы будет намного более сложной, включающей в себя каждую деталь рассматриваемой конструкции.
Эта методика согласно изобретению может также объединяться с обычной методикой компрессионного формования.
В любом варианте осуществления сквозное отверстие или сквозной проем в преформе может подвергаться специальным образованиям. Такие специальные образования могут рассматриваться, чтобы избежать утечки содержимого через любой небольшой просвет, созданный в пространстве сквозного проема из-за сужения введенного полимера. Согласно одному или более вариантам осуществления сквозной проем окружен углубленным образованием, по сути оперативной выемкой в преформе, предпочтительно формирующей замкнутый путь (петлю). Во время введения полимер будет заполнять углубление, а по мере сжатия полимера во время охлаждения он будет сужаться по направлению к радиально внутреннему краю углубления. Действие уплотняющего сжатия может осуществляться, даже если углубление состоит лишь из радиально внутреннего края, хотя сила, удерживающая две части вместе, вероятно, буде сильнее, если углубление также будет определяться радиально внешним краем.
Вогнутое образование не обязательно должно быть в непосредственной близости от сквозного отверстия, так как сквозное отверстие окружено. Один из вариантов осуществления включает в себя углубление, расположенное радиально внутри ослабляющей линии. Такое углубление служит тройной цели: предотвращению утечки (как отмечено выше), предотвращению попадания жидкости в просвет между преформой и мембранной частью и прикреплению мембранной части к преформе. Чтобы улучшить функцию углубленного образования, оно, или по меньшей мере его радиально внутренний край, может быть слегка надрезано. Это свойство улучшит соединительную силу образования.
Как видно из на фиг. 1, типичными местоположениями для этих углубленных образований могли бы быть местоположения вокруг одного или более отверстий 108 или вокруг сквозного отверстия для шарнирной части 334 (см., например, фиг. 6). На фиг. 11, схема которой должна быть очевидной из предыдущего описания, один из примеров обозначен стрелкой 460.


Открывающее устройство (100) для упаковочного контейнера (112), которое содержит две функциональные части: мембранную часть (102), обеспечивающую надежное уплотнение упаковочного контейнера, и поддерживающую часть (104), обеспечивающую прочность для открывающего устройства. Открывающее устройство отличается тем, что мембранный участок мембранной части механически прикреплен к поддерживающей части, чтобы функционировать как одна деталь во время открывания упаковочного контейнера, и материалы мембранной части и поддерживающей части термически несовместимы. 4 н. и 9 з.п. ф-лы, 11 ил.
1. Открывающее устройство (100) для упаковочного контейнера (112), содержащее две функциональные части, поддерживающую часть (104) и мембранную часть (102), обеспечивающие надежное уплотнение упаковочного контейнера (112) и обеспечивающие прочность для открывающего устройства, причем мембранный участок мембранной части (102) механически прикреплен (106/108) к поддерживающей части (104) посредством по меньшей мере одного отверстия (108) в поддерживающей части, чтобы функционировать как одна деталь во время открывания упаковочного контейнера (112), при этом материал мембранной части (102) термически несовместим с материалом поддерживающей части (104) с тем, чтобы избежать сплавления, соединения или склеивания между двумя функциональными частями во время изготовления открывающего устройства, и при этом упомянутое по меньшей мере одно отверстие (108) имеет коническое поперечное сечение.
2. Открывающее устройство по п. 1, в котором мембранная часть продолжается через по меньшей мере одно отверстие (108) поддерживающей части (104) и в котором мембранная часть имеет размеры на обеих сторонах упомянутого по меньшей мере одного отверстия, превышающие размеры упомянутого по меньшей мере одного отверстия.
3. Открывающее устройство по п. 1 или 2, в котором мембранная часть содержит мембранный участок на одной стороне поддерживающей части и участок приведения в действие на противоположной стороне поддерживающей части.
4. Открывающее устройство по п. 1, в котором поддерживающая часть содержит участок приведения в действие.
5. Открывающее устройство по п. 1, в котором мембранная часть содержит структурное ослабление, выполненное с возможностью разрушения, когда вытягивающее усилие или скручивающее усилие прикладывается к открывающему устройству, отделяя мембранный участок от мембранной части.
6. Открывающее устройство по п. 1, в котором поддерживающая часть содержит углубленное образование, формирующее замкнутый путь, в котором продолжается мембранная часть.
7. Открывающее устройство по п. 1, в котором по меньшей мере мембранная часть изготовлена из пластика.
8. Промежуточный продукт для формирования открывающего устройства, содержащий поддерживающую часть, приспособленную механически связываться с мембранной частью посредством выполнения по меньшей мере одного отверстия для входа расплава, формирующего мембранную часть, причем упомянутое по меньшей мере одно отверстие имеет коническое поперечное сечение; и
полностью пронизывает поддерживающую часть с тем, чтобы расплав мог проникать в упомянутое по меньшей мере одно отверстие и формировать механическую связь; и/или
имеет надрезанное поперечное сечение с тем, чтобы расплав мог входить в отверстие и формировать механическую связь,
при этом материал мембранной части термически несовместим с материалом поддерживающей части с тем, чтобы избежать сплавления, соединения или склеивания между двумя функциональными частями во время изготовления открывающего устройства.
9. Способ изготовления открывающего устройства, содержащий этапы, на которых:
устанавливают преформу в половину формы, устанавливают по меньшей мере вторую половину формы в соединение с первой для формирования формовочной полости, вводят расплав в формовочную полость, посредством чего расплав по меньшей мере частично проникает через по меньшей мере одно отверстие преформы, имеющее коническое поперечное сечение, с тем, чтобы преформа могла обеспечить поддерживающую часть для открывающего устройства, а введенный расплав - мембранную часть открывающего устройства,
при этом материал мембранной части термически несовместим с материалом поддерживающей части с тем, чтобы избежать сплавления, соединения или склеивания между двумя функциональными частями во время изготовления открывающего устройства.
10. Способ по п. 9, в котором преформа содержит отверстия, проходящие частично или полностью через преформу, в которые может проникать расплав.
11. Способ по п. 9 или 10, дополнительно содержащий этап, следующий за этапом введения расплава, перемещения подвижной части внутрь формовочной полости с тем, чтобы локально уменьшить объем формовочной полости и сформировать ослабляющую линию в мембранной части.
12. Способ по п. 9 или 10, в котором по меньшей мере материал мембранной части является пластиком.
13. Упаковочный контейнер, снабженный открывающим устройством по любому из пп. 1-7, который имеет поддерживающую часть и мембранную часть, при этом мембранная часть сформирована в виде одной детали с горлышком упаковочного контейнера.
| Автоматический компенсатор емкостных токов утечек для подземных электрических сетей | 1974 |
|
SU546991A1 |
| Статор электрической машины | 1974 |
|
SU546999A1 |

