Область техники, к которой относится изобретение
Настоящее изобретение относится к открывающему устройству и к способу изготовления упомянутого открывающего устройства на упаковочном материале. Настоящее изобретение также относится к упаковочному контейнеру, содержащему такое открывающее устройство.
Предпосылки создания изобретения
Упаковочные контейнеры для использования потребителями снабжают открывающим устройством некоторого вида. Некоторыми предпочтительными признаками открывающего устройства является то, что оно должно легко приводиться в действие и обеспечивать соответствующее и надежное уплотнение для продукта, содержащегося в упаковочном контейнере. Определение соответствующего уплотнения будет меняться в зависимости от типа продукта, содержащегося в упаковочном контейнере, и от того, как упаковочный контейнер будет храниться и т.д. Общим требованием является то, что открывающее устройство перед его первым открытием должно предотвращать доступ микроорганизмов к продукту с наружной стороны, поскольку это будет быстро ухудшать качество продукта. В некоторых случаях также необходимо предотвратить проникновение определенных газов, таких как кислород, в упаковочный контейнер. Поскольку обыкновенная резьбовая крышка сама по себе обычно не обеспечивает соответствующее уплотнение, обычно добавлена мембрана. Мембрана уплотняет отверстие упаковочного контейнера за счет обеспечения непрерывной массы материала, который может быть приварен к кромке отверстия упаковочного контейнера. В случае когда должно быть предотвращено проникновение газов в упаковочный контейнер, это обычно достигалось за счет использования подходящих защитных материалов для открывающего устройства, мембраны и самого упаковочного контейнера.
Открывающее устройство, содержащее крышку и мембрану, раскрыто, например, в WO 02/070365.
Такое открывающее устройство может быть изготовлено на расстоянии от фасовочной машины и закреплено на упаковочном контейнере после его изготовления. Открывающее устройство может быть также изготовлено на месте, непосредственно на упаковочном контейнере или непосредственно на упаковочном материале, из которого будет выполнен упаковочный контейнер. Такое открывающее устройство раскрыто в US 5829672 и ЕР 2008787. Одним преимуществом последнего типа устройства является то, что транспортное обеспечение, относящееся к транспортировке полуфабриката открывающих устройств, исключено или по меньшей мере уменьшено. Настоящее изобретение относится к усовершенствованному открывающему устройству последнего типа.
Раскрытие изобретения
Настоящее изобретение устраняет или по меньшей мере уменьшает вышеупомянутые недостатки и достигает указанные цели за счет обеспечения открывающего устройства, раскрытого в пп. 1 и 2, и выполненного с возможностью расположения на обеих сторонах упаковочного многослойного материала, причем упомянутое открывающее устройство содержит опорную часть и мембранную часть, причем мембранная часть механически соединена с опорной частью, так что удаление участка опоры с открывающего устройства приводит к удалению мембранной части. Открывающее устройство предпочтительно может быть изготовлено с использованием способа по п. 8, и также может быть предназначено для упаковочного контейнера по п. 11. Конкретные варианты осуществления определены зависимыми пунктами формулы изобретения.
Использование механического соединения или конструктивного соединения между разными частями открывающего устройства обеспечивает патентоспособные свойства. Так как соединение обеспечено механическим путем, разные части открывающего устройства могут быть выполнены из материалов, которые не являются термически совместимыми, например, которые не соединяются вместе под действием тепла, присутствующего во время изготовления, т.е. когда расплавленная пластмасса для мембранной части впрыскивается в форму, содержащую предварительно отформованную опорную часть. Можно сказать, что в данном контексте термин «термически несовместимый», который будет использоваться в данном описании, означает то, что материалы расположены таким образом, что их поверхности контакта не будут плавиться, (химически) соединяться или склеиваться во время изготовления открывающего устройства по меньшей мере в течение продолжительного времени. Это также может быть представлено в отношении материалов, «не способных свариваться» друг с другом в условиях производственного процесса (переменные, включающие в себя температуру, давление, время контакта и т.д.).
Специалист в данной области техники должен понимать, что даже если материалы предварительно сформованной опорной части и мембранной части по существу были бы способны свариваться или были бы совместимы для склеивания, поверхность предварительно сформованной опорной части может содержать покрытие, чтобы сделать ее несовместимой с материалом мембранной части. Существует несколько вариантов для такой антипригарной обработки, таких как порошковая смесь, наносимая на одну из поверхностей перед литьем под давлением, например, в виде «краски». Признак отсутствия клеевого соединения обеспечивает возможность новых исполнений открывающего устройства и его взаимодействия с упаковочным контейнером. Кроме того, это приводит к тому, что мембранная часть может быть оптимизирована (материал, исполнение) для ее назначения, и опорная часть может быть оптимизирована для ее назначения одновременно, пока выполняется данный критерий. Настоящее изобретение обеспечивает возможность в одном или более его вариантах осуществления открытия фактически за одно действие, где как уплотнение мембранной части (участок мембраны), так и повторно закрываемая крышка (опорная часть) могут быть удалены за одно единственное действие, что может считаться менее обременительным, чем двухэтапное открытие в известном уровне техники, где крышку необходимо удалить раньше, чем может быть доступна мембранная часть. Материал мембранной части предпочтительно может быть термически совместимым с материалом упаковочного материала, с которым используется открывающее устройство. Таким образом, мембранная часть будет соединяться с упаковочным материалом во время изготовления открывающего устройства, что будет более подробно объяснено в описании вариантов осуществления.
Краткое описание чертежей
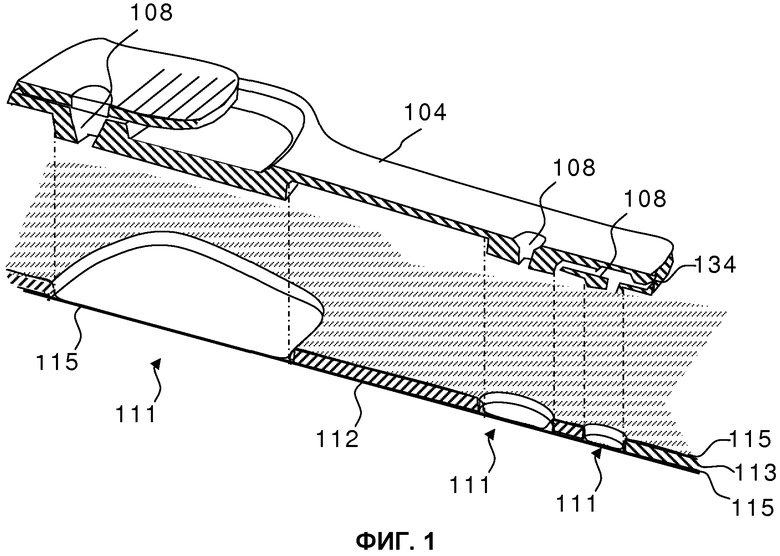
Фиг. 1 - схематичное поперечное сечение в перспективе опорной части открывающего устройства в соответствии с первым вариантом осуществления настоящего изобретения, изображенное на перспективном виде с пространственным разделением элементов;
фиг. 2 - вид в разрезе открывающего устройства, содержащего часть согласно фиг. 1, расположенную на упаковочном многослойном материале;
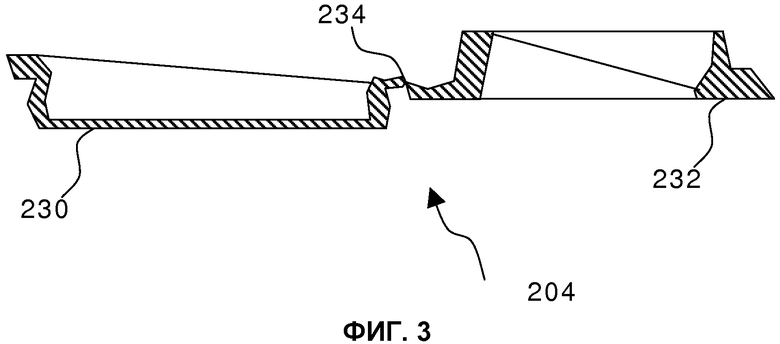
Фиг. 3 - схематичное поперечное сечение опорной части открывающего устройства в соответствии со вторым вариантом осуществления настоящего изобретения;
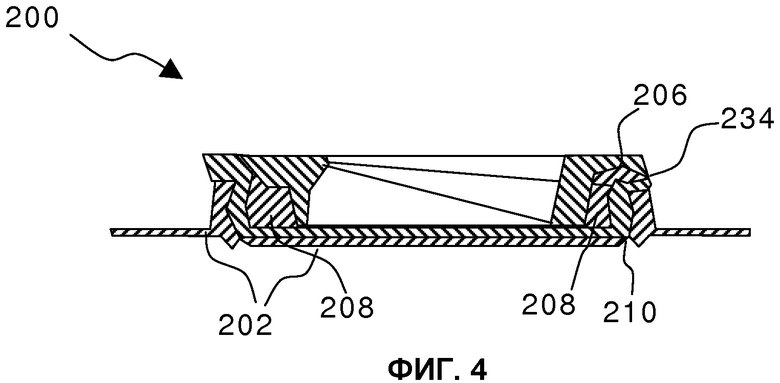
Фиг. 4 - поперечное сечение открывающего устройства в соответствии со вторым вариантом осуществления настоящего изобретения в его закрытом положении;
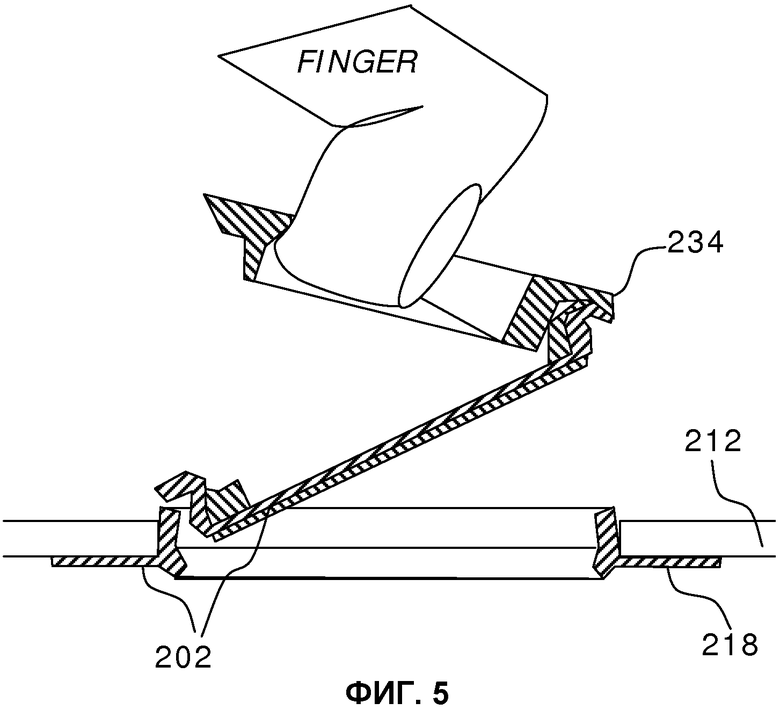
Фиг. 5 - поперечное сечение отверстия открывающего устройства согласно фиг. 4, расположенного на упаковочном контейнере;
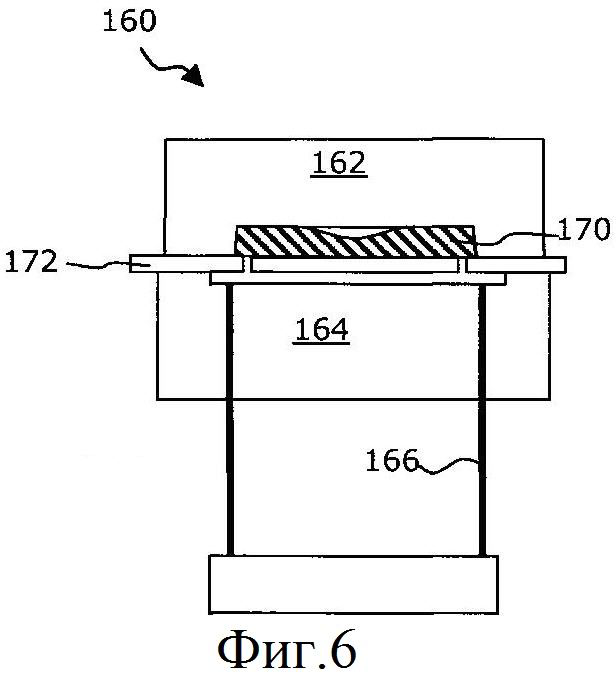
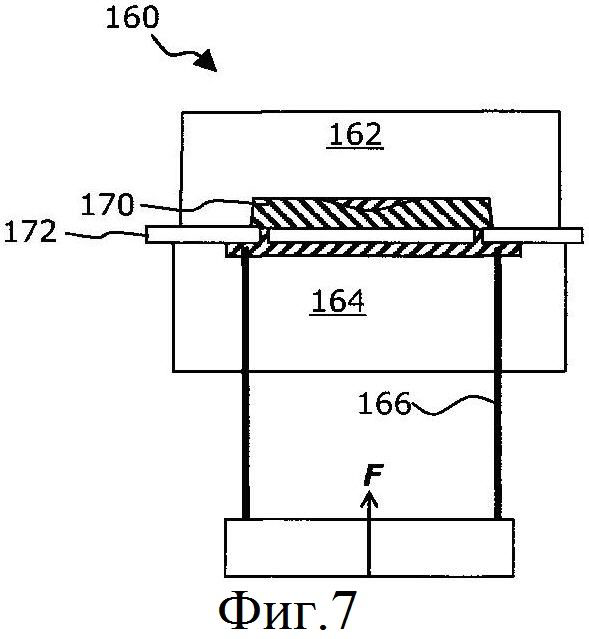
Фиг. 6 и 7 - схематичное поперечное сечение, иллюстрирующее два этапа способа изготовления в соответствии с одним вариантом осуществления настоящего изобретения.
Подробное описание вариантов осуществления
Для дополнительного разъяснения функциональности и универсальности настоящего изобретения приведенные в качестве примера применения будут объяснены в подробном описании различных вариантов осуществления.
В первом варианте осуществления настоящего изобретения открывающее устройство содержит опорную часть 104, которая является полуфабрикатом. Следует отметить, что полуфабрикат в данном контексте может включать в себя любой тип двухступенчатого формования, в котором одна часть изготовлена раньше другой. Следовательно, полуфабрикат включат в себя ситуации, начиная с того, когда опорная часть 104 полностью изготовлена на другом заводе, и кончая ситуациями, когда опорная часть 104 изготовлена раньше второй части, мембранной части 102, в процессе совместного формования. В настоящем варианте осуществления опорную часть 104 размещают в половине формы, которую совмещают с участком упаковочного материала 112. Упаковочный материал 112 содержит ряд полных или частичных углублений или отверстий 111, где, например, частичные углубления могут включать в себя участок, где нижний слой картона 113 был дополнительно удален, кроме того, где слой фольги 115, такой как полиэфирная монтажная пленка и/или алюминиевая фольга, остается. Опорная часть 104 также содержит отверстия 108. Затем, вторую половину формы совмещают с первой половиной формы на противоположной стороне упаковочного материала 112, таким образом, образуя полость формы. На следующем этапе расплав впрыскивают в полость, при этом расплав заполняет полость, таким образом, образуя мембранную часть 102. Расплав будет проникать во все имеющиеся отверстия 108 опорной части и, таким образом, механически соединять мембранную часть 102 с опорной частью 104. В местоположениях, где только присутствует фольга 115 без какой-либо подложки или со стороны опорной части 104 или одной из половин формы, расплав будет проникать в фольгу 115 и заполнять любые пустоты. Вспрыскиваемый расплав, который предпочтительно является пластмассой, термически не совместим с материалом опорной части 104, что означает, что две части не будут склеиваться друг с другом, а будут только закреплены механическим способом. Можно считать наиболее простым использование разных материалов для двух частей, так что отсутствие склеивания будет возникать автоматически, кроме того, существует больше способов для достижения необходимого результата. Одним примером является то, что поверхность опорной части 104 покрыта подходящим покрытием, которое предотвращает склеивание. Отверстия 108 могут иметь подрезанную форму, такую, чтобы предотвратить удаление мембранной части из отверстий 108. Отверстия также могут иметь линейную форму, причем механическое соединение может быть получено посредством обеспечения расширения мембранной части 102 на противоположной стороне опорной части (которое, например, может быть выполнено за счет соответствующей конструкции первой половины формы), в этом случае форма в виде заклепки будет обеспечивать механическое соединение. Примеры этих обеих конструкций проиллюстрированы относительно первого варианта осуществления.
Половины формы не показаны на чертежах формы, кроме того, их внутренние формы свободны от внешней формы открывающего устройства.
В одном или более вариантах осуществления мембранная часть 102 будет термически соединяться с полиэфирной монтажной пленкой 115 упаковочного материала 112, эффективно сваривая открывающее устройство с упаковочным материалом. Модификации включают в себя использование другого материала, чем полиэтилен для фольги 115 и мембранной части 102, и специалист в данной области техники должен понимать критерии, которые должны быть выполнены, мембранная часть 102 должна быть выполнена из материала, который является термически несовместимым с материалом опорной части 104, кроме того, термически совместимым с материалом фольги 115 или с материалом другого элемента, на котором он может закрепляться. Таким образом, соответствующее уплотнение может быть достигнуто более или менее автоматически в процессе изготовления открывающего устройства.
Таким образом, устройство настоящего изобретения в соответствии с первым вариантом осуществления содержит опорную часть 104, имеющую подрезанные участки, в которые проходит мембранная часть 102, таким образом, механически соединяя мембранную часть 102 и опорную часть 104. Мембранная часть 102 дополнительно закреплена с участком упаковочного материала 112, на котором расположено открывающее устройство, таким образом, образуя непрерывную поверхность, обеспечивающую эффективное уплотнение.
Следует отметить, что открывающее устройство, выполненное вышеупомянутым способом, может иметь сложную форму, и половины формы, а также предварительно отформованная опорная часть могут быть выполнены таким образом, чтобы обеспечить возможные необходимые свойства готового открывающего устройства. В первом варианте осуществления это может быть проиллюстрировано на примере шарнирного участка 134, эффективно выполняющего функцию шарнира во время открытия устройства, так что опорная часть 104 может использоваться в качестве повторно закрываемой крышки при открытии упаковочного контейнера, содержащего открывающее устройство. Другой конкретный элемент отмечен ссылочной позицией 117. Этот заклепочный элемент будет следовать за опорой 104 во время открытия, таким образом, образуя отверстие для впуска воздуха, обеспечивая возможность более равномерного разлива продукта из упаковочного контейнера. Настоящее открывающее устройство также содержит язычок для облегчения открытия.
Жирная линия на фиг. 2 иллюстрирует приблизительно, где открывающее устройство будет отделяться во время открытия, эффективно разрушая уплотнение, обеспеченное мембранной частью 102. Также можно отметить, что участок мембранной части 102, расположенной на той же стороне упаковочного материала, что и опорная часть, может быть предназначен для повышения качеств разлива.
Второй вариант осуществления настоящего изобретения подобен первому варианту осуществления и основан на той же идее изобретения. Для упрощения понимания были использованы те же ссылочные позиции, увеличенные на 100, где возможно. В этом варианте осуществления опорная часть 204 образована за счет двух участков 230, 232, выполненных как одно целое в сложенном положении на фиг. 3. Участок 232 справа на фиг. 3 является участком 232 для захвата (являющимся участком для приведения в действие), и участок слева является крышкой 230. Два участка соединены перемычкой 234 из материала, обеспечивающей шарнирное устройство. Мембранная часть 202 выполнена из второго материала, как и в случае предыдущих вариантов осуществления, проникающего в отверстия 208 опорной части 204, как показано на фиг. 4. В этом случае также специалист в данной области техники, имеющий настоящее описание, должен понимать, что существует множество альтернатив для достижения механического закрепления между опорной частью и мембранной частью. Кроме того, мембранная часть 202 содержит ослабленный элемент 210, имеющий то же назначение и критерии, как уже было упомянуто в отношении первого варианта осуществления. В настоящем варианте осуществления мембранная часть 202 будет обеспечивать выпускное отверстие для разлива, а также крепежный фланец 218, и опорная часть 204 будет обеспечивать повторно закрываемое отверстие при защелкивании ее в выпускное отверстие для разлива.
В соответствии с данным вариантом осуществления открывающее устройство открывается за счет захвата и вытягивания участка 232 для захвата на его конце, удаленном от шарнирного устройства 234. Как показано на фиг. 5, крышка 230 будет заставлять мембранную часть 202 перемещаться и, таким образом, мембранная часть 202 будет разрываться вдоль ослабленной линии 210. Конкретная конструкция опорной части 204, показанной относительно второго варианта осуществления, будет обеспечивать соответствующую концентрацию усилий для разрыва мембранной части 202 и облегчать приложение пользователем соответствующего усилия.
В альтернативном варианте осуществления опорная часть может быть выполнена в виде одного элемента без описанной функции шарнира, в этом случае мембранная часть 202 может вместо этого начать разрываться на диаметрально противоположном конце ослабленной линии по сравнению с вариантом осуществления, описанным со ссылкой на фиг. 3-5. Такой вариант осуществления будет подобен первому варианту осуществления, описанному со ссылкой на фиг. 1 и 2. Кроме того, посадка между соединительными частями является отличной благодаря способу изготовления открывающего устройства согласно изобретению.
Так как настоящий вариант осуществления основан на защелкивающем действии, а не на вращательном движении, существует несколько альтернатив для формы открывающего устройства, как видно из вышеупомянутого, и в основном, любая форма может быть возможна. В частности, форма может быть выполнена с возможностью оптимизации использования области, имеющейся на упаковочном контейнере (которая может быть ограничена сгибами, уплотнениями и т.д.).
Следует отметить, что все варианты осуществления представлены только в качестве иллюстрации и существует много возможных исполнений опорной части, мембранной части с ее язычком и т.д., и, следовательно, настоящее изобретение не должно ограничиваться с этой точки зрения. Например, ни один из элементов не должен иметь по существу круглую структуру. Так как (компрессионное) прессование является предпочтительным способом изготовления, нет непосредственной выгоды в наличии круглых элементов и, таким образом, они могут иметь любую функциональную структуру, например овальную, прямоугольную и т.д. В качестве альтернативы проиллюстрированный язычок может быть вытяжным кольцом, или он может отсутствовать.
Функционально эквивалентное решение для конических отверстий опорной части, как определено выше, должно, например, обеспечивать верхние элементы с увеличенным диаметром на выступах, когда они прошли через отверстия, как проиллюстрировано «заклепками» на фиг. 1.
Все варианты осуществления настоящего изобретения предпочтительно выполнены с помощью одного и того же способа. Этот способ включает в себя использование опорной части в качестве заготовки, которую размещают в полости формы перед впрыском материала для мембранной части. Действительный впрыск материала осуществляют известным способом, и параметры, относящиеся к нему, могут быть легко получены специалистом в данной области техники. То же самое применимо к выбору и местоположению точек впрыскивания.
Способ выполнения элементов мембранной части может изменяться, но о нескольких примерах следует упомянуть.
То, что мембранная часть и, в частности, ослабленный элемент должны быть очень тонкими, представляет собой некоторые трудности, так как материал, впрыскиваемый в полость, может не заполнить такие узкие пустоты. Если пустоты не заполнены, результатом будет недостаточное уплотнение. Следовательно, может быть использован способ компрессионного прессования (или инжекционной компрессии), в котором объем полости уменьшается после впрыска материала. Такой способ описан в WO 2008004 939.
Схематичное поперечное сечение одного конкретного варианта осуществления показано на фиг. 6 и 7. Здесь форма 160 содержит первую половину 162 формы и вторую половину 164 формы, способную перемещаться относительно первой половины 162 формы и предназначенную для расположения упаковочного материала 172 между ними и для образования полости формы. Вторая половина формы содержит подвижный инструмент 166, выполненный с возможностью образования ослабленной линии. Этот подвижный инструмент 166 способен перемещаться относительно второй половины 164 формы, так что прежде чем впрыскиваемый материал отвердеет, подвижный инструмент может скользить (дальше) в полость для сжатия материала, таким образом, образуя ослабленную линию и обеспечивая необходимую толщину. На виде на фиг. 6 и 7 опорная часть 170 расположена в первой половине формы, причем упомянутая опорная часть может соответствовать любой из опорных частей, уже описанных в данном описании. В соответствии со способом формования согласно изобретению опорная часть не должна быть расположена во второй половине формы или вообще в полости формы. Специалист в данной области техники должен понимать, что чертеж иллюстрирует принцип, а не конкретное исполнение и что, например, положение точек впрыска отсутствует на чертеже и будет изменяться между разными конструкциями формы. Также понятно, что форма действительной формы будет более сложной, включая каждую деталь рассматриваемой конструкции.
В любом варианте осуществления сквозное отверстие или сквозной канал в заготовке может подвергаться специальным расположениям. Такие специальные расположения могут быть рассмотрены для предотвращения утечки содержимого через любой небольшой зазор, образованный в области сквозного канала вследствие усадки впрыснутого полимера. В соответствии с одним или более вариантами осуществления сквозное отверстие окружено канавкой, в основном выемкой в заготовке, предпочтительно образуя замкнутую траекторию (петлю). Во время впрыска полимер будет проникать в канавку, и так как полимер дает усадку во время охлаждения, он будет сжиматься по направлению к радиальной внутренней кромке канавки и обеспечивать уплотнение. Уплотняющее сжимающее действие может быть осуществлено, даже если канавка состоит только из радиальной внутренней кромки, кроме того, усилие, удерживающее две части вместе, вероятно является более сильным, если канавка, также как и выемка, образована радиальной наружной кромкой.
Канавка не должна находиться в непосредственной близости от сквозного отверстия, пока сквозное отверстие окружено. Один вариант осуществления включает в себя канавку, расположенную в области радиально внутри ослабленной линии. Такая канавка будет удовлетворять тройной цели предотвращения утечки (как отмечено выше), предотвращения прохождения жидкости в зазор между заготовкой и мембранной частью и закрепления мембранной части на заготовке. Для улучшения функции канавки она или по меньшей мере ее радиальная внутренняя кромка могут быть слегка подрезаны. Этот признак повысит прочность соединения конструкции.
Как показано на фиг. 1, обычные местоположения этих канавок могут находиться около одного или более отверстий 108.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТКРЫВАЮЩЕЕ УСТРОЙСТВО, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УПАКОВОЧНЫЙ КОНТЕЙНЕР, СНАБЖЕННЫЙ УПОМЯНУТЫМ ОТКРЫВАЮЩИМ УСТРОЙСТВОМ | 2010 |
|
RU2556510C2 |
| ОТКРЫВНОЕ УСТРОЙСТВО, СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО ОТКРЫВНОГО УСТРОЙСТВА И УПАКОВОЧНЫЙ МАТЕРИАЛ ДЛЯ ИСПОЛЬЗОВАНИЯ В ТАКОМ СПОСОБЕ | 2014 |
|
RU2669275C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИСТЕМЫ ДЛЯ ОТКРЫВАНИЯ КОНТЕЙНЕРА | 2018 |
|
RU2742121C1 |
| НОРМАЛЬНО ЗАКРЫТОЕ ОТКРЫВАЕМОЕ УКУПОРОЧНОЕ УСТРОЙСТВО | 2008 |
|
RU2434799C1 |
| СИСТЕМА И СПОСОБ ТРАНСПОРТИРОВКИ УПАКОВОЧНЫХ КОНТЕЙНЕРОВ | 2014 |
|
RU2649859C2 |
| ПОЛЫЙ ЭЛЕМЕНТ, ПОДЛЕЖАЩИЙ ПРИКРЕПЛЕНИЮ К УПАКОВКЕ, И СПОСОБ ИЗГОТОВЛЕНИЯ УКАЗАННОГО ПОЛОГО ЭЛЕМЕНТА | 2017 |
|
RU2683983C1 |
| КРЫШКА ДЛЯ ОТКРЫВАЮЩЕГО УСТРОЙСТВА | 2015 |
|
RU2639116C1 |
| КРЫШКА ДЛЯ ОТКРЫВАЮЩЕГО УСТРОЙСТВА | 2015 |
|
RU2660508C1 |
| КОЛПАЧОК С РЕЖУЩИМ ЭЛЕМЕНТОМ | 2014 |
|
RU2654186C2 |
| ОТКРЫВАЮЩЕЕ УСТРОЙСТВО, УПАКОВКА, А ТАКЖЕ СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВКИ С ОТКРЫВАЮЩИМ УСТРОЙСТВОМ | 2003 |
|
RU2329185C2 |
Предложено открывающее устройство (100) для упаковочного контейнера, где упомянутый упаковочный контейнер выполнен из упаковочного материала с верхней стороной, образующей наружную сторону упаковочного контейнера, и нижней стороной, образующей внутреннюю сторону контейнера, причем упомянутое открывающее устройство (100) содержит две рабочие части, предварительно сформованную опорную часть (104), расположенную на верхней стороне упаковочного материала, и мембранную часть (102), расположенную на нижней стороне контейнера и проходящую в отверстия (111) опорной части (104), чтобы механически соединять две части, и, причем материалы мембранной части (102) и опорной части (104) являются термически несовместимыми полимерами. 4 н. и 10 з.п. ф-лы, 7 ил.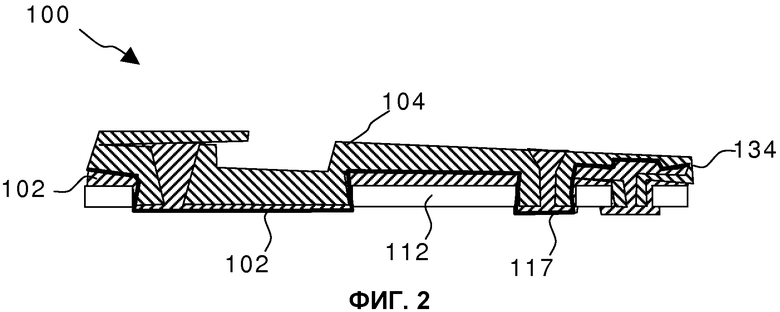
1. Открывающее устройство для упаковочного контейнера, где упаковочный контейнер сформирован из упаковочного материала с верхней стороной, образующей наружную сторону упаковочного контейнера, и нижней стороной, образующей внутреннюю сторону контейнера, при этом упомянутое открывающее устройство (100) содержит две рабочие части, предварительно сформованную опорную часть (104), расположенную на верхней стороне упаковочного материала (112), и мембранную часть (102), расположенную на нижней стороне упаковочного материала (112) и проходящую в отверстия (108) опорной части (104) так, чтобы механически соединять две части, причем материал мембранной части (102) термически не совместим с материалом опорной части (104), так чтобы предотвратить плавление, соединение или склеивание между двумя рабочими частями во время изготовления открывающего устройства, и при этом мембранная часть проходит через отверстия (108) опорной части, а упомянутые отверстия (108) имеют коническую форму.
2. Открывающее устройство для упаковочного контейнера, где упаковочный контейнер сформирован из упаковочного материала с верхней стороной, образующей наружную сторону упаковочного контейнера, и нижней стороной, образующей внутреннюю сторону контейнера, при этом упомянутое открывающее устройство (100) содержит две рабочие части, предварительно сформованную опорную часть (104), расположенную на верхней стороне упаковочного материала (112), и мембранную часть (102), расположенную на нижней стороне упаковочного материала (112) и проходящую в отверстия (108) опорной части (104) так, чтобы механически соединять две части, причем материал мембранной части (102) термически не совместим с материалом опорной части (104), так чтобы предотвратить плавление, соединение или склеивание между двумя рабочими частями во время изготовления открывающего устройства,
и при этом мембранная часть проходит через по меньшей мере одно отверстие (108) в опорной части, так что она проходит на его обеих сторонах,
причем мембранная часть имеет размеры на обеих сторонах упомянутого по меньшей мере одного отверстия (108), превышающие размеры упомянутого по меньшей мере одного отверстия (108).
3. Открывающее устройство по п. 1 или 2, в котором материал мембранной части термически совместим с материалом упаковочного материала.
4. Открывающее устройство по п. 1 или 2, в котором опорная часть содержит по меньшей мере один подрезанный элемент, который будет удерживать мембранную часть на месте.
5. Открывающее устройство по п. 1 или 2, в котором мембранная часть содержит ослабленную структуру, выполненную с возможностью разрушения при приложении тянущего усилия или скручивающего усилия к открывающему устройству.
6. Открывающее устройство по п. 1 или 2, в котором опорная часть содержит канавку, образующую замкнутую траекторию, в которую проходит мембранная часть.
7. Открывающее устройство по п. 6, в котором замкнутая траектория окружает сквозное отверстие в опорной части.
8. Способ изготовления открывающего устройства, включающий в себя следующие этапы:
размещение заготовки (170) в первой половине (162) формы,
размещение первой половины (162) формы на первой стороне упаковочного материала (172) в соответствии со схемой расположения отверстий в упаковочном материале (172),
размещение второй половины (164) формы на другой стороне упаковочного материала (172), таким образом, образуя по меньшей мере одну полость формы, образованную половинами (162, 164) формы, заготовкой (170) и упаковочным материалом (172),
впрыскивание расплава полимера, термически несовместимого с заготовкой, в упомянутую по меньшей мере одну полость формы, в результате чего расплав по меньшей мере частично проходит через отверстия заготовки (170) и упаковочного материала (172), так что заготовка (170) обеспечивает опорную часть для открывающего устройства, и впрыснутый расплав может обеспечивать мембранную часть открывающего устройства.
9. Способ по п. 8, в котором упаковочным материалом является многослойный материал с внутренним слоем картона, расположенным между покрывающими слоями из полимера и/или металлической фольги, и в котором этап приготовления расположения каналов включает в себя этап удаления внутреннего слоя бумаги из по меньшей мере одного отверстия в схеме расположения отверстий перед покрытием нижнего слоя фольгой.
10. Способ по п. 8 или 9, дополнительно включающий в себя этап, следующий за этапом впрыска расплава, перемещения подвижной части (166) в полость формы, так чтобы локально уменьшить объем полости формы и образовать ослабленную линию в мембранной части.
11. Упаковочный контейнер, содержащий открывающее устройство по любому из пп. 1-7.
12. Упаковочный контейнер по п. 11, в котором открывающее устройство расположено на упаковочном контейнере с использованием способа по любому из пп. 8-10.
13. Упаковочный контейнер по п. 11, в котором мембранная часть является термически совместимой с по меньшей мере одним слоем упаковочного материала.
14. Упаковочный контейнер по п. 11, в котором мембранная часть является термически совместимой с наружным и внутренним слоем упаковочного контейнера.
| US 5413238 A, 09.05.1995 | |||
| Статор электрической машины | 1974 |
|
SU546999A1 |
| Устройство для уплотнения стыков элементов трудопровода | 1970 |
|
SU505851A1 |

