ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к шине, имеющей агрессивный рисунок протектора, и способу ее изготовления, обеспечивающим улучшение однородности и повышение износостойкости.
УРОВЕНЬ ТЕХНИКИ
[0002] Шины главным образом изготавливают большими партиями путем наложения различных слоев на формующий шину барабан. Слои могут включать, например, каркас и другие материалы, которые формируют структуру шины. Стороны этих слоев заворачивают для придания тороидальной формы невулканизированной промежуточной шине. Затем к промежуточной шине добавляют слой или часть протекторной резины для создания заготовки, которую иногда называют "зеленой шиной". Затем зеленую шину вулканизируют путем приложения тепла и давления в вулканизационном прессе.
[0003] Стенки вулканизационного пресса обычно содержат формующие элементы для формования структуры или рисунка на протекторе зеленой шины. Эти формующие элементы могут формовать, например, блоки протектора, имеющие различные формы и конфигурации, с одной или большим количеством канавок, разделяющих блоки протектора друг от друга. В блоки протектора также могут быть добавлены различные прорези или ламели.
[0004] В традиционном описанном выше процессе изготовления шины с агрессивными конструкциями протектора могут возникнуть затруднения, связанные с недостаточной однородностью. Используемый в настоящей заявке термин "агрессивный" относится, в частности, к конструкциям протектора, имеющим глубокие (вдоль радиального направления) и иногда большие блоки вдоль протектора шины. Такие конструкции обычно могут быть использованы, например, в военном транспортном средстве и внедорожном транспортном средстве. При изготовлении таких конструкций протектора большое количество протекторной резины из протектора зеленой шины выдавливается в формующие элементы, такие как полости или выемки, которые формуют блоки протектора. Соответственно, должно быть приложено значительное давление для перемещения указанной протекторной резины и формования элементов протектора.
[0005] К сожалению, указанное необходимое перемещение части протектора для формования блоков протектора также может вызвать нежелательное смещение одного или большего количества слоев зеленой шины, которые расположены рядом с протектором. Например, каркас и/или другие слои также могут быть смещены, в результате чего возникают локальные эффекты, такие как волны, утолщения, волнистость или другая нежелательная неравномерность, которые делают шину неоднородной вдоль периферийного и/или осевого направлений. Смещение протектора может привести к деформации брекеров. Такая неоднородность может вызвать нежелательный усталостный эффект в шине, например, выраженный в образовании областей, в которых наблюдается нежелательное повышение температуры во время эксплуатации шины, вследствие чего ухудшается износостойкость шины.
[0006] Таким образом, имеется потребность в шине с агрессивным рисунком протектора, которая может быть изготовлена способом, обеспечивающим уменьшение или устранение некоторых неоднородностей. Более конкретно, имеется потребность в шине, которая может быть изготовлена способом, способствующим устранению нежелательных смещений различных слоев шины во время процесса формования. Также имеется потребность в шине и способе изготовления такой шины, согласно которому может быть улучшена износостойкость шины.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0007] Ниже будут частично сформулированы аспекты и преимущества настоящего изобретения, которые станут очевидными из подробного описания, или которые могут быть достигнуты путем практической реализации настоящего изобретения.
[0008] Согласно одному варианту реализации настоящего изобретения предложена машина для изготовления протектора, имеющего блоки протектора, задающая машинное направление и содержащая:
транспортирующее устройство для транспортирования протектора в машинном направлении; и
множество формующих колес, подвешенных над транспортирующим устройством, причем каждое формующее колесо имеет множество выемок для приема заданных участков вдоль протектора при перемещении протектора мимо каждого формующего колеса, при этом указанные выемки имеют заданную глубину и форму, причем заданная глубина указанных выемок увеличивается между формующими колесами вдоль машинного направления, а выемки выполнены с возможностью создания блоков протектора, имеющих по меньшей мере одну наклонную торцевую поверхность.
[0009] Согласно другому аспекту настоящего изобретения предложен способ изготовления протектора, имеющего блоки протектора, включающий этапы, согласно которым:
прикладывают первое давление к протектору посредством первой формующей поверхности, содержащей множество выемок, каждая из которых имеет глубину D1 и каждая из которых имеет по меньшей мере одну наклонную стенку для формования наклонной торцевой поверхности на одном из блоков протектора в заданном положении на протекторе, и
прикладывают второе давление к протектору посредством второй формующей поверхности, содержащей множество выемок, каждая из которых имеет глубину D2 и каждая из которых имеет по меньшей мере одну наклонную стенку для продолжения формования наклонной торцевой поверхности на одном из блоков протектора в заданном положении на протекторе,
причем глубина D2 больше, чем глубина D1.
[0010] Эти и другие особенности, аспекты и преимущества настоящего изобретения станут более понятными после ознакомления с приведенным ниже описанием и пунктами приложенной формулы. Сопроводительные чертежи, которые включены в настоящее описание и составляют его часть, показывают варианты реализации настоящего изобретения и вместе с описанием служат для объяснения принципов настоящего изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0011] Полное и исчерпывающее представление настоящего изобретения, включая наиболее предпочтительный вариант его реализации, предназначенное для специалистов, сформулировано в описании, в котором сделана ссылка на сопроводительные чертежи, на которых:
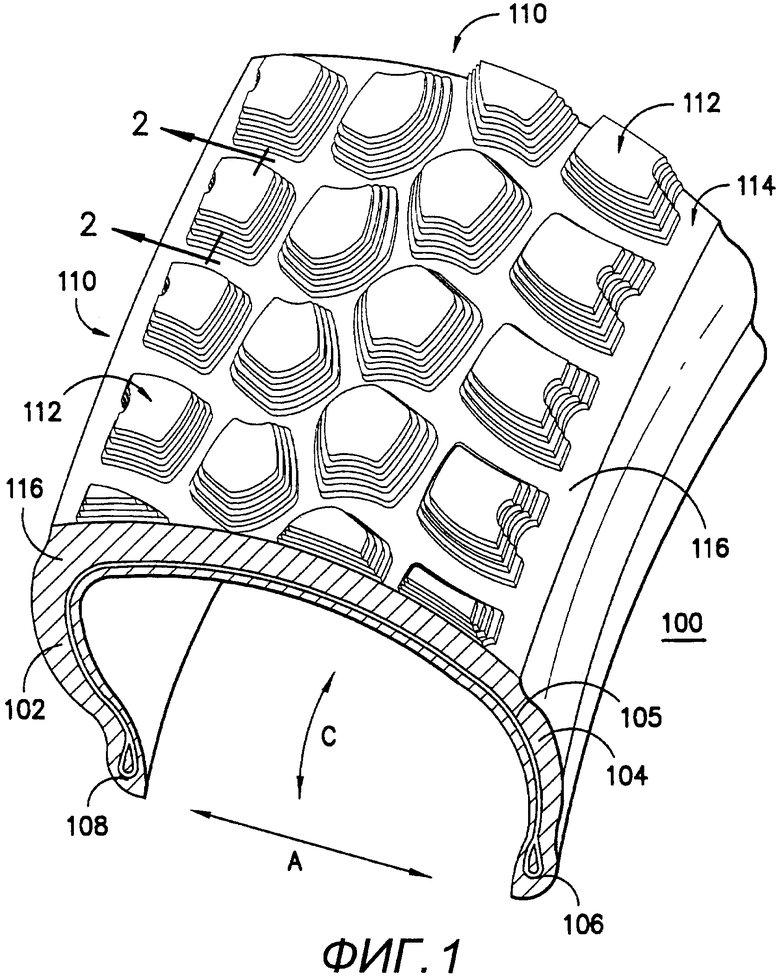
[0012] На фиг. 1 показан перспективный вид части тороида одного из вариантов реализации промежуточной шины, выполненной согласно настоящему изобретению.
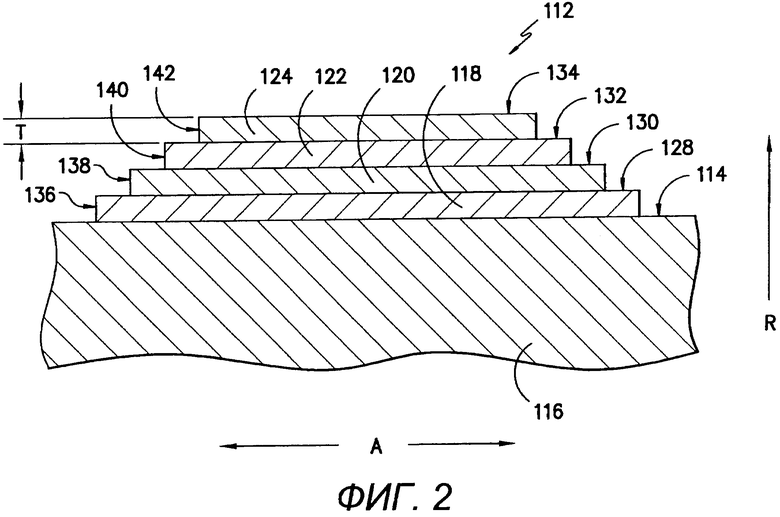
[0013] На фиг. 2 показан разрез по линии 2-2, показанной на фиг. 1, блока протектора согласно настоящему изобретению.
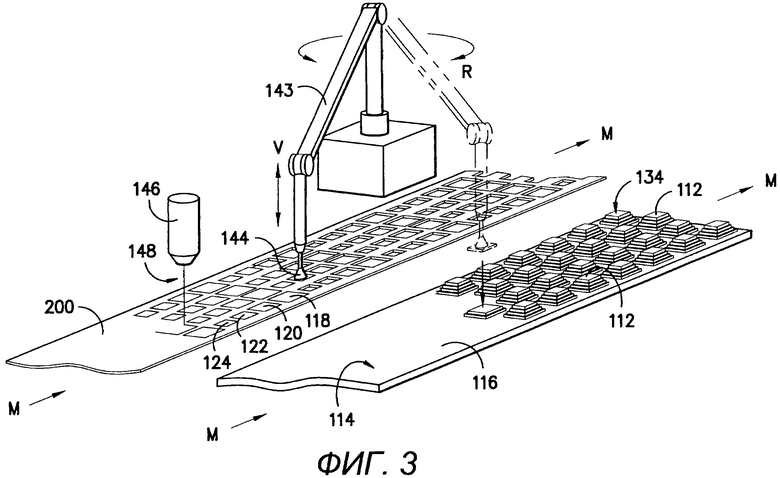
[0014] На фиг. 3 показан перспективный вид некоторых аспектов способа и устройства согласно настоящему изобретению, которое может быть использовано для изготовления протектора, вариант реализации которого также показан в процессе изготовления.
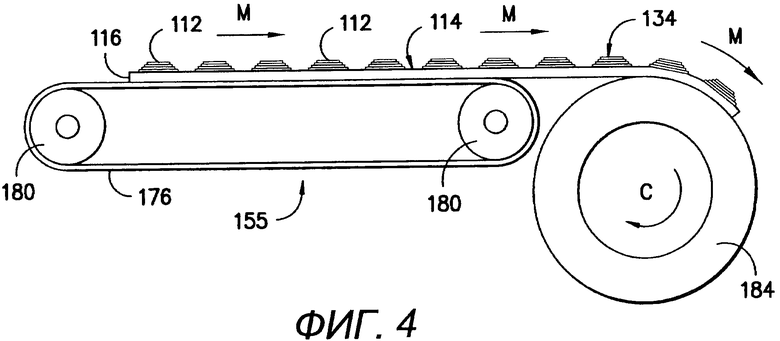
[0015] На фиг. 4 показан вид сбоку некоторых аспектов способа и устройства согласно настоящему изобретению, которое может быть использовано для изготовления протектора, вариант реализации которого также показан в процессе оборачивания вокруг промежуточной шины.
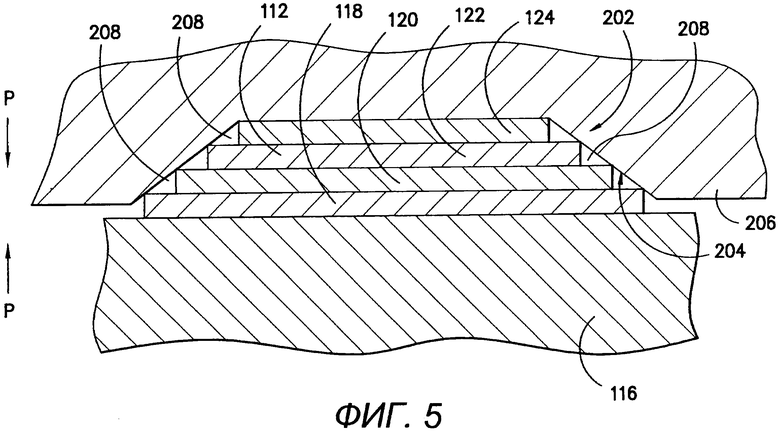
[0016] На фиг. 5 показан частичный разрез блока протектора, вставленного в пресс-форму.
[0017] На фиг. 6 показан вид сбоку некоторых аспектов способа и устройства согласно настоящему изобретению, которое может быть использовано для изготовления протектора, вариант реализации которого также показан в процессе обработки.
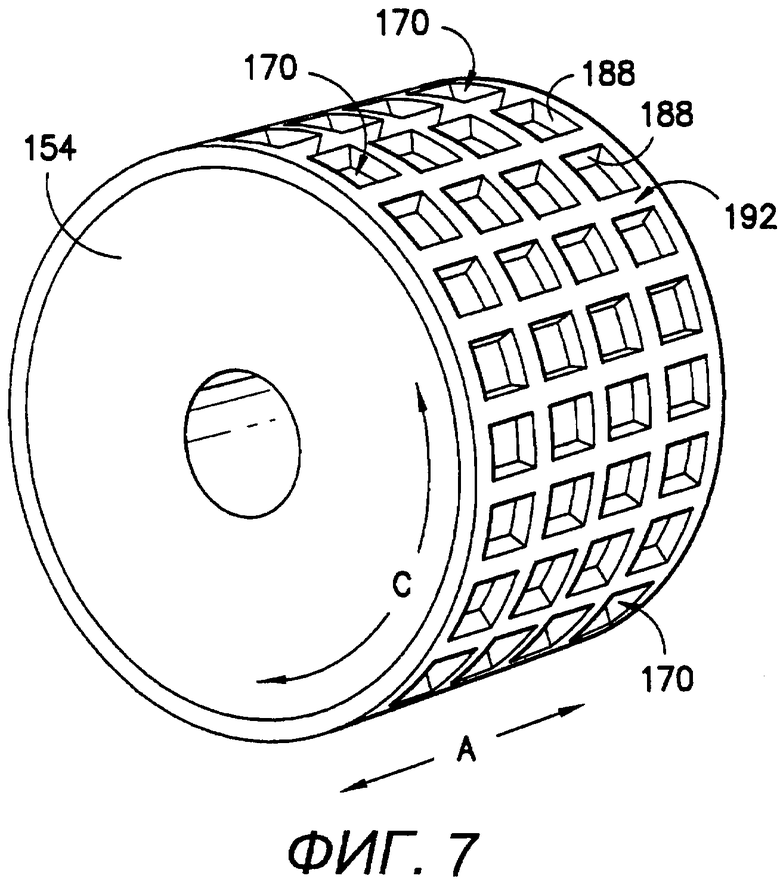
[0018] На фиг. 7 показан перспективный вид формующего колеса, которое может быть использовано с настоящим изобретением.
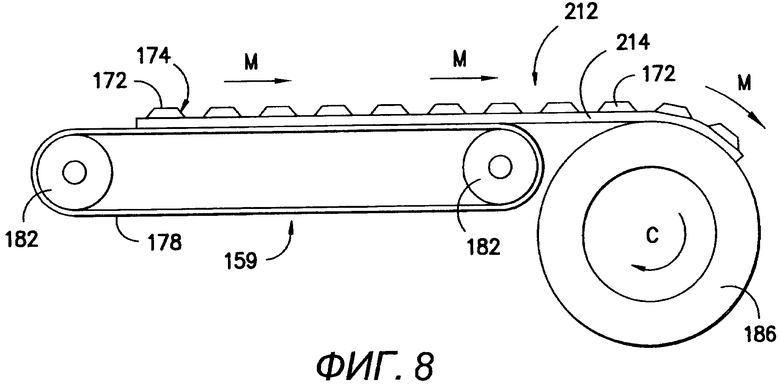
[0019] На фиг. 8 показан вид сбоку некоторых аспектов способа и устройства согласно настоящему изобретению, которое может быть использовано для изготовления протектора, вариант реализации которого также показан в процессе оборачивания вокруг промежуточной шины.
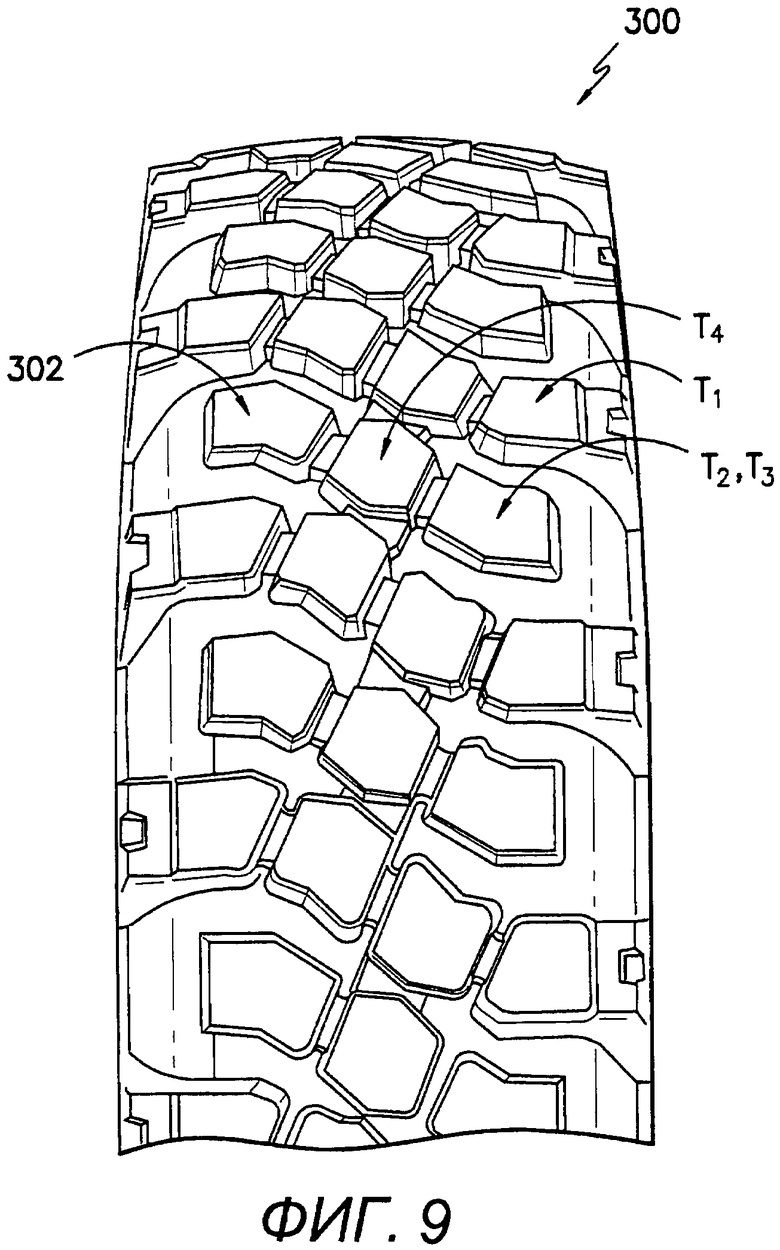
На фиг. 9 показан частичный вид спереди примера шины согласно настоящему изобретению.
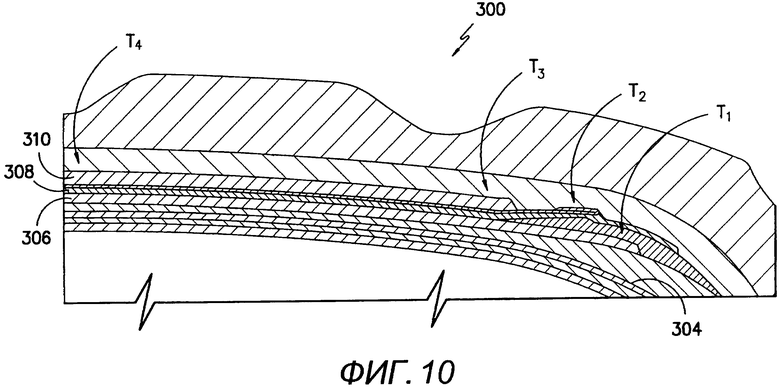
На фиг. 10 показан частичный вид в сечении примера шины с фиг. 9.
[0020] Использованные идентичные или подобные ссылочные номера на различных чертежах обозначают идентичные или подобные элементы.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0021] Согласно настоящему изобретению предложена шина, имеющая агрессивные особенности протектора с усовершенствованной однородностью, которая позволяет увеличить износостойкость шины. Более конкретно, согласно настоящему изобретению предложена шина, выполненная способом, который способствует уменьшению или устранению некоторых неоднородностей, которые могут возникнуть во время прессования больших блоков протектора. Уменьшение или устранение указанных неоднородностей может улучшить температурные рабочие характеристики для обеспечения увеличенной износостойкости шины. Далее настоящее изобретение будет подробно описано на примерах вариантов реализации и/или способов настоящего изобретения, один или большее количество примеров которого показаны на чертежах или описаны с использованием чертежей. Каждый пример описан в качестве пояснения настоящего изобретения и не ограничивает настоящего изобретения. Для специалистов очевидно, что в настоящем изобретении могут быть сделаны различные изменения и модификации без отступления от объема защиты или идеи настоящего изобретения. Например, особенности или этапы, показанные или описанные в качестве части одного варианта реализации, могут быть использованы с другими вариантами реализации или этапами для получения дополнительных вариантов реализации или способов. Таким образом, настоящее изобретение охватывает такие изменения и модификации рамками пунктов приложенной формулы и их эквивалентов.
[0022] Используемый в настоящей заявке термин "протекторная резина" относится к множеству возможных композитов как натуральных, так и синтетических, которые могут быть использованы для изготовления различных частей шины.
[0023] Термин "промежуточная шина", используемый в настоящей заявке, относится к конструкции шины, которая может нуждаться в дополнительных этапах обработки перед использованием, такой как обработка и/или прессование в вулканизационном прессе.
[0024] На фиг. 1 показан перспективный вид части тороида примерного варианта реализации промежуточной шины 100 согласно настоящему изобретению. Промежуточная шина 100 содержит две боковины 102 и 104, расположенные напротив друг друга вдоль осевого направления A. Борта 106 и 108 расположены в конце боковин 102 и 104. Протектор 110 проходит между боковинами 102 и 104. Слой 105 каркаса проходит между бортами 106 и 108 и под протектором 110.
[0025] Протектор 110 содержит рисунок, созданный расположением множественных блоков 112 протектора, расположенных на некотором расстоянии друг от друга вдоль осевого направления A и периферийного направления C. Результирующий рисунок протектора можно считать агрессивным, поскольку блоки 112 имеют относительно большую толщину, измеренную вдоль радиального направления R (как показано на фиг. 2), и также являются относительно большими в отношении объема протекторной резины, возвышающейся над поверхностью 114 и образующей каждый блок 112. Конкретный рисунок протектора показан на чертеже только в качестве примера. Настоящее изобретение может быть использовано с множеством других конфигураций или шаблонов блоков протектора. Как показано на фиг. 2, слои 118, 120, 122 и 124 блока 112 имеют, по существу, одинаковую толщину T. Однако, используя положения, описанные в настоящей заявке, следует принимать во внимание, что также возможны изменения толщины T между слоями.
[0026] Как показано на фиг. 1 и 2, каждый блок 112 протектора содержит ряд слоев 118, 120, 122 и 124 протекторной резины. Первый слой 118 расположен на основании 116, которое проходит вдоль периферийного направления C между боковинами 102 и 104. Не смотря на то, что на чертеже показаны только четыре слоя, согласно положениям настоящей заявки подразумевается, что для выполнения блока протектора согласно настоящему изобретению могут быть использованы меньшее или большее количество слоев, и варианты реализации, показанные на чертежах, являются только примерами. Как показано на чертеже, слои 118, 120, 122 и 124 расположены вдоль радиального направления R и последовательно уменьшаются в размере в наружном направлении (в верхнем направлении, как показано на фиг. 2) вдоль радиального направления R. Например, ширина слоя 120, измеренная вдоль осевого направления, является меньше, чем указанная ширина для слоя 118, и т.п. для других слоев 122 и 124.
[0027] Согласно другому варианту реализации слои 118, 120, 122 и 124 уменьшаются в размере вдоль радиального наружного направления R, таким образом, что указанные слои являются ступенчатыми, как показано на фиг. 2. В результате каждый слой имеет торцевую поверхность, которая окружает основную поверхность. Более конкретно, первый слой 118 имеет торцевую поверхность 136, которая окружает основную поверхность 128; второй слой 120 имеет торцевую поверхность 138, которая окружает основную поверхность 130; третий слой 122 имеет торцевую поверхность 140, которая окружает основную поверхность 132; и четвертый слой 124 имеет торцевую поверхность 142, которая окружает основную поверхность 134. Площадь каждой торцевой поверхности уменьшается между последовательными торцевыми поверхностями вдоль радиального наружного направления. Например, площадь торцевой поверхности 138 меньше, чем площадь торцевой поверхности 136.
[0028] На фиг. 3 показан перспективный вид некоторых аспектов способа и устройства согласно настоящему изобретению, которые могут быть использованы для изготовления протектора 110. Как показано на чертеже, лист протекторной резины 200 подают в машинном направлении М для наложения слоев, которые образуют блок 112 протектора. Режущее устройство, такое как водная реактивная режущая насадка 146, подает поток 148 воды под высоким давлением в направлении к листу 200. Координатный механизм (не показан) или другое устройство управления перемещают режущую насадку 146 для вырезания из листа 200 отдельных частей, каждая из которых формирует один из слоев 118, 120, 122 или 124, составляющих блок 112 протектора. При перемещении листа 200 вдоль машинного направления М автоматизированное плечо 143 с присоской 144 или другим выбирающим устройством индивидуально выбирает части, составляющие слои 118, 120, 122 или 124, и последовательно укладывает каждый слой на основание 116 (как показано стрелками V и R и пунктирным изображением плеча 143). Контроллер (не показан) управляет автоматизированным плечом 143 для размещения каждого слоя в заданном положении на основании 116 и укладывания слоев (слоев меньшего размера поверх слоев большего размера) для создания протекторного блока 112. В данном примере способа основание 116 также перемещается вдоль машинного направления М параллельно перемещению листа 200.
[0029] Как показано на фиг. 4, после завершения формирования каждого блока 112 протектор 110 перемещается вдоль машинного направления М, например, посредством транспортирующего устройства 155, содержащего бесконечную конвейерную ленту 176, которую несут ролики 180. Протектор 110 (включая основание 116 и блоки 112) подают на необработанную промежуточную шину 184 и обертывают вокруг промежуточной шины 184, как показано стрелкой C на фиг. 4. Затем результирующая промежуточная шина 110, например, может быть подана в вулканизационный пресс для приложения к ней тепла и давления.
[0030] Предполагается, что после такой обработки ступенчатая структура отдельных слоев 118, 120, 122 и 124, как показано на фиг. 1-4, становится не очевидной. На фиг. 5 показан разрез отверстия или полости 202, ограниченной стенкой 204 пресс-формы 206, которая может быть частью вулканизационного пресса. Поскольку блок 112 протектора взаимодействует с пресс-формой 206 (как показано стрелкой P), слои 118, 120, 122 и 124 первоначально входят в контакт со стенкой 204 только по касательной в точках пересечениях торцевой поверхности и основной поверхности указанных слоев. Под действием приложенных пресс-формой тепла и давления слои 118, 120, 122 и 124 принимают форму стенки пресс-формы 204. Кроме того, первый слой 118 содержит дополнительную протекторную резину, которая способствует заполнению полостей 208. При точной дозировке объема каждого из слоев 118, 120, 122 и 124 объем протекторной резины, составляющей законченный вулканизированный блок 112 протектора, по существу, равен полному объему протекторной резины, содержащейся в слоях 118, 120, 122 и 124. В результате, дополнительная протекторная резина заполняет полости 208 без увеличения основания 116, что могло бы вызвать появление неоднородностей, таких как, например, локальное смещение каркаса 105 (как показано на фиг. 1) и/или брекеров, проходящих радиально с наружной стороны каркаса шины в области короны. Вместо этого, по существу, вся протекторная резина содержится в слоях 118, 120, 122 и 124 для устранения локальных эффектов, которые приводят к возникновению неоднородностей.
[0031] На фиг. 6 показан перспективный вид некоторых аспектов способа и формовочного устройства 210 согласно настоящему изобретению, которые могут быть использованы для изготовления невулканизированного протектора 212, который показан в процессе обработки. Устройство 210 содержит транспортирующее устройство 158 для транспортирования неформованного протектора 156 вдоль машинного направления М. Транспортирующее устройство 158 содержит бесконечную конвейерную ленту 160, которую несут ролики 162, и обратную ленту 160, которая перемещается в направлении B. Ряд формующих колес 150, 152 и 154 подвешен над транспортирующим устройством 156. Более конкретно, каждое из первого формующего колеса 150, второго формующего колеса 152 и третьего формующего колеса 154 подвешено над транспортирующим устройством 155 на высотах, каждая из которых меньше, чем общая толщина T неформованного протектора 156. При перемещении неформованного протектора 156 в машинном направлении М каждое формующее колесо вращается, как показано стрелками R, и протектор 156 сжимается между формующими колесами 150, 152, 154 и транспортирующим устройством 158.
[0032] Первое формующее колесо 150 содержит ряд выемок 166, выполненных в первой формующей поверхности 192. Подобным образом второе формующее колесо 152 содержит ряд выемок 168, выполненных во второй формующей поверхности 194. Третье формующее колесо 154 имеет ряд выемок 170, выполненных в третьей формующей поверхности 196. На фиг. 7 показано увеличенное перспективное изображение третьего формующего колеса 154. Третье формующее колесо 154 содержит ряд выемок 170, расположенных вдоль периферийного направления C и осевого направления A, для формования протектора 156. Каждая выемка 170 имеет наклонные стенки 188 для формования невулканизированного протектора 156. Каждая выемка 170 имеет конкретную форму и заданное положение, предназначенные для создания рисунка протектора и придания конкретной формы блокам на протекторе 156. Конфигурация, показанная на фиг. 7, является только примером, и также могут быть использованы другие конфигурации.
[0033] Как показано на фиг. 6, выемки каждого формующего колеса 150, 152, 154 имеют заданную глубину, которая увеличивается от колеса к колесу вдоль машинного направления М. Например, первое формующее колесо 150 имеет выемки 166 с глубиной D1 и наклонными поверхностями 198. Подобным образом, второе формующее колесо 152 содержит выемки 168, имеющие глубину D2, а третье формующее колесо 154 имеет выемки с глубиной D3. Глубина увеличивается вдоль машинного направления таким образом, что D3>D2 и D2>D1.
[0034] Соответственно, при перемещении невулканизированного протектора 156 в машинном направлении М посредством транспортирующего устройства 158 первая формующая поверхность 192 прикладывает к протектору 156 первое давление, которое создает промежуточный блок 169 протектора, т.е. заготовку в форме конечного блока 172 протектора. При дальнейшем перемещении части 156 в машинном направлении М вторая формующая поверхность 194 прикладывает второе давление к блоку 169 протектора для создания промежуточного блока 171 протектора. Наконец, при перемещении часть 156 под третье формующее колесо 154 третья формующая поверхность 196 прикладывает третье формующее давление к протектору 156 для создания блока 172 протектора из промежуточного блока 171 протектора. Блок 172 протектора имеет наклонную торцевую поверхность 174 и является частью конечного протектора 212.
[0035] Последовательно каждая формующая поверхность 192, 194 и 196 выжимает дополнительную протекторную резину из части 156 в выемки для формования блока 172 протектора. Формующие поверхности 192, 194 и 196 расположены с последовательным приближением к транспортирующей поверхности 190 транспортирующего устройства 158, или с последовательным снижением колес 150, 152 и 154 относительно друг друга, или с увеличением диаметра колес от колеса к колесу вдоль машинного направления М. Относительное расположение выемок на каждом из формующих колес 150, 152 и 154 является одинаковым для всех колес, а скорости R вращения колес синхронизированы для надлежащего расположения приложенного формующего давления от колеса к колесу при создании блоков протектора.
[0036] Как показано на фиг. 8, после завершения формования каждого блока 172 протектор 212 перемещают в машинном направлении М, например, посредством транспортирующего устройства 159, содержащего бесконечную ленту 178, которую поддерживают ролики 182. Протектор 212 подают на необработанную промежуточную шину 186 и обертывают вокруг промежуточной шины 186, как показано стрелкой C на фиг. 8. Затем результирующая промежуточная шина 186 может быть, например, размещена в вулканизационном прессе для приложения к ней тепла и давления. Кроме того, поскольку блоки 172 протектора были отформованы полностью или частично перед дополнительным прессованием и обработкой в вулканизационном прессе, резина для создания блоков 172 протектора уже присутствует, и нет необходимости в извлечении указанной резины из основания 214 путем приложения тепла и давления. Опять же, описанные конструкция и способ способствуют уменьшению или устранению неоднородностей, которые могут возникнуть, если слои промежуточной шины 186, проходящие радиально внутри основания 214, сдвигаются или перемещаются при извлечении резины из основания 214.
[0037] На фиг. 9 показан другой пример шины 300, содержащей агрессивные протекторные блоки 302. Разрез шины 300 показан на фиг. 10. Шина 300 содержит каркас 304, первый слой 304 корда, второй слой 308 корда и третий слой 310 корда. В Таблице 1 представлены результаты оценки различия температур, которые могут быть достигнуты, если особенности протектора, такие как агрессивные блоки 302 протектора, созданы традиционными формованием и вулканизацией шины, по сравнению с созданием указанных особенностей до этапа традиционной вулканизации.
[0038] Каждый ряд представляет температуру, измеренную в различных местах T1, T2, T3 и T4 короны, изготовленной традиционным способом шины 300 по сравнению с шиной 300, содержащей агрессивные блоки протектора, созданные до вулканизации шины. Как показано в Таблице 1, в некоторых местоположениях могут быть достигнуты существенные снижения температуры. Указанные снижения могут существенно улучшить износостойкость шины. Кроме того, приведенные данные дают основания предполагать, что существенные температурные улучшения с наибольшей вероятностью могут быть достигнуты в области боковых краев слоев 304, 308 и 310 корда, так указанный край слоя корда может быть с большей легкостью смещен во время традиционного процесса прессования, поскольку резина, расположенная выше (радиально с наружной стороны) слоя корда, имеет тенденцию к смещению в полость пресс-формы.
[0039] Не смотря на то, что настоящее изобретение подробно описано на примере конкретных вариантов и способов его реализации, специалисты после ознакомления с приведенным выше описанием могут легко сделать изменения, модификации и замены в описанных вариантах реализации. Соответственно, описание настоящего изобретения приведено в настоящей заявке только в качестве примера, и не является ограничением, а также не исключает внесения таких изменений, модификации и/или добавлений в настоящее изобретение, которые являются очевидным для специалистов в данной области техники.
Изобретение относится к автомобильной промышленности, и касается способа изготовления шины, имеющей агрессивный рисунок протектора. Машина для изготовления протектора содержит множество формующих колес, подвешенных над транспортирующим устройством последовательно вдоль машинного направления. Каждое формующее колесо имеет множество выемок для приема заданных участков вдоль протектора при перемещении протектора мимо каждого формующего колеса. Указанные выемки имеют заданную глубину и форму, причем заданная глубина указанных выемок увеличивается между формующими колесами вдоль машинного направления. Технический результат - улучшение однородности протектора, которая способствует повышению износостойкости шины. 2 н. и 5 з.п. ф-лы, 1 табл., 10 ил.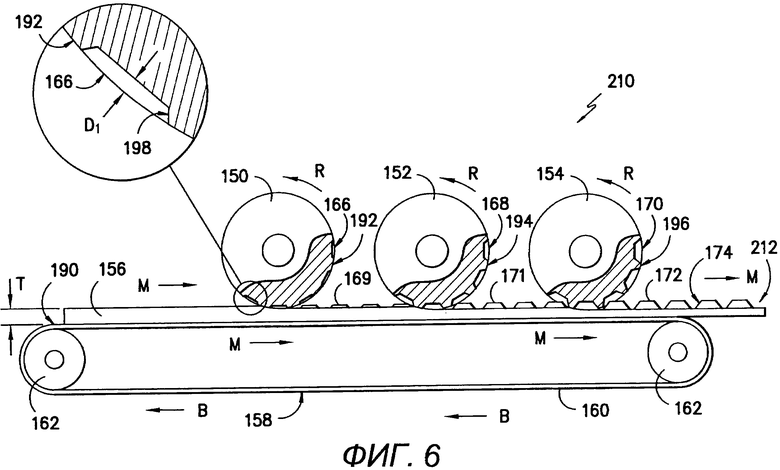
1. Машина для изготовления протектора, имеющего блоки протектора, задающая машинное направление и содержащая:
транспортирующее устройство для транспортирования протектора в машинном направлении; и
множество формующих колес, подвешенных над транспортирующим устройством последовательно вдоль машинного направления, причем каждое формующее колесо имеет множество выемок для приема заданных участков вдоль протектора при перемещении протектора мимо каждого формующего колеса, при этом указанные выемки имеют заданную глубину и форму, причем заданная глубина указанных выемок увеличивается между формующими колесами вдоль машинного направления, а выемки выполнены с возможностью создания блоков протектора, имеющих по меньшей мере одну наклонную торцевую поверхность.
2. Машина для изготовления протектора, имеющего блоки протектора, по п.1, в которой каждая из указанных выемок имеет по меньшей мере одну наклонную стенку для создания по меньшей мере одной наклонной торцевой поверхности блоков протектора.
3. Машина для изготовления протектора, имеющего блоки протектора, по п.2, которая имеет машинное направление, причем указанные формующие колеса расположены последовательно вдоль машинного направления.
4. Машина для изготовления протектора, имеющего блоки протектора, по п.3, в которой указанные формующие колеса подвешены над транспортной поверхностью транспортирующего устройства на высотах, которые меньше, чем общая толщина протектора.
5. Способ изготовления протектора, имеющего блоки протектора, включающий этапы, согласно которым:
прикладывают первое давление к протектору посредством первой формующей поверхности, содержащей множество выемок, каждая из которых имеет глубину D1 и каждая из которых имеет по меньшей мере одну наклонную стенку для формования наклонной торцевой поверхности на одном из блоков протектора в заданном положении на протекторе, и
прикладывают второе давление к протектору посредством второй формующей поверхности, содержащей множество выемок, каждая из которых имеет глубину D2 и каждая из которых имеет по меньшей мере одну наклонную стенку для продолжения формования наклонной торцевой поверхности на одном из блоков протектора в заданном положении на протекторе,
причем глубина D2 больше, чем глубина D1, а указанный этап приложения второго давления выполняют в положении ниже по ходу транспортера вдоль машинного направления относительно местоположения, в котором выполняют этап приложения первого давления.
6. Способ изготовления протектора, имеющего блоки протектора, по п.5, дополнительно включающий этапы, согласно которым:
прикладывают третье давление к протектору посредством третьей формующей поверхности, содержащей множество выемок, каждая из которых имеет глубину D3 и каждый из которых имеет по меньшей мере одну наклонную стенку для продолжения формования наклонной торцевой поверхности на одном из блоков протектора в заданном положении на протекторе,
причем глубина D3 больше, чем глубина D2.
7. Способ изготовления протектора, имеющего блоки протектора, по п.6, дополнительно включающий этапы, согласно которым перемещают протектор мимо первой и второй формующих поверхностей во время указанного этапа приложения первого давления и указанного этапа приложения второго давления.
| US 2907365 A, 06.10.1959 | |||
| US 4230649 A, 28.10.1980 | |||
| US 20100236695 A, 23.09.2010 | |||
| Способ изготовления протекторов покрышек пневматических шин и устройство для его осуществления | 1980 |
|
SU921872A1 |

