ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Область техники
[0001] Изобретение в целом относится к устройству для ротационного формования участка шины, и, в частности, к устройству, содержащему крышку и внешнее кольцо, которые по отдельности присоединены с возможностью поворота к формовочному устройству, и между которыми образована щель для заливки для формования спиц безвоздушной шины из полиуретана или любого другого подходящего материала под действием центробежных сил.
Уровень техники
[0002] Перспективное направление в разработке шин включает производство и применение безвоздушных или гибридных шин, структурная опора которых не зависит полностью от газа, так как эти шины не подвержены сдуванию, которое может выводить стандартные пневматические шины из строя. Пример такой шины раскрыт в патентной заявке США № 7,201,194, права на которую также принадлежат заявителю настоящей заявки. Содержание вышеуказанной заявки фактически полностью включено в данное описание посредством ссылки. В приведенном в качестве примера варианте реализации в соответствии с патентной заявкой '194, безвоздушная шина содержит внешнюю кольцевую полосу сдвига и некоторое количество спиц диска колеса, проходящих в поперечном направлении от кольцевой полосы сдвига радиально внутрь и закрепленных в колесе или барабане. В конкретных вариантах реализации кольцевая полоса сдвига может также содержать слой сдвига, по меньшей мере, первую мембрану, присоединенную к радиально внутренней границе слоя сдвига и, по меньшей мере, вторую мембрану, присоединенную к радиально наружной границе слоя сдвига. В дополнение к возможности функционирования без необходимости давления накачивания, изобретение в соответствии с патентной заявкой США № 7 201 194 также предоставляет преимущества, среди которых более равномерное контактное давление на грунт по всей длине контактной области. Таким образом, эта шина имеет такие же рабочие характеристики, как и пневматическая шина.
[0003] На Фиг.1 изображена такая шина, которая определяет радиальное направление R. Следует отметить, что все использованные здесь 100'е номера позиций обозначают характерные элементы шины и конструкции известной пресс-формы, в то время как все использованные здесь 200'е номера позиций обозначают новое и усовершенствованное формовочное устройство в соответствии с вариантом реализации изобретения. Шина 100 содержит протектор 102, присоединенный к наружному концу 104 спиц 106, которые, в свою очередь, присоединены к барабану, или колесу 108 около их внутреннего конца 110 известными из уровня техники средствами, такими как формование спиц между барабаном 108 и протектором 102, подготовленными для должного соединения с полиуретаном. Согласно показанному варианту шины 100, спицы 106 сформированы посредством формовки полиуретановой жидкости в ротационной пресс-форме, в которой жидкость распространяется посредством центрифугирования, а затем вулканизируется или упрочняется. Также видно, что спицы 106 сгруппированы по парам, а отдельные спицы 106', 106" в каждой паре разнесены на одинаковое расстояние друг от друга, и каждая пара расположена на одинаковом расстоянии от близлежащей пары по окружности шины. Расстояние внутри каждой пары и расстояние между каждыми двумя близлежащими парами не обязательно должно быть равным. Согласно описанию в Реферате и строках 28 - 41 параграфа 2 патентной заявки '194, спицы 106 обеспечивают опору шины 100 при растяжении шины 100 в верхней части, но не при сжатии. Вместо этого, спицы 106 в нижней части шины вблизи контактной поверхности колеса с грунтом, которая расположена в месте вступления протектора 102 шины 100 в контакт с дорогой, выполнены с возможностью легкого сжатия или изгибания. Это способствует имитации шиной пневматической опорной функции пневматической шины.
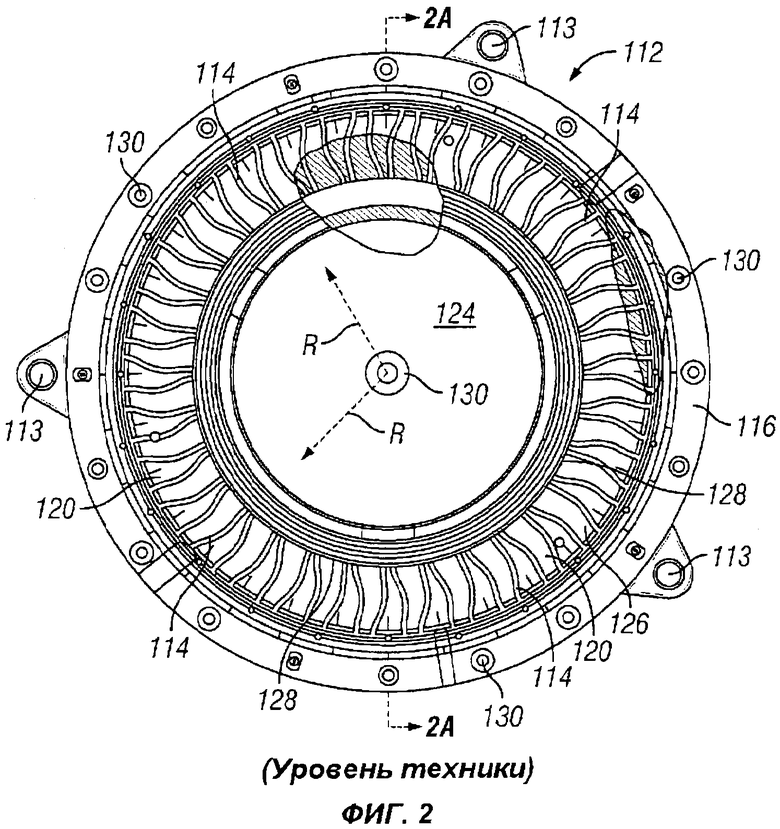
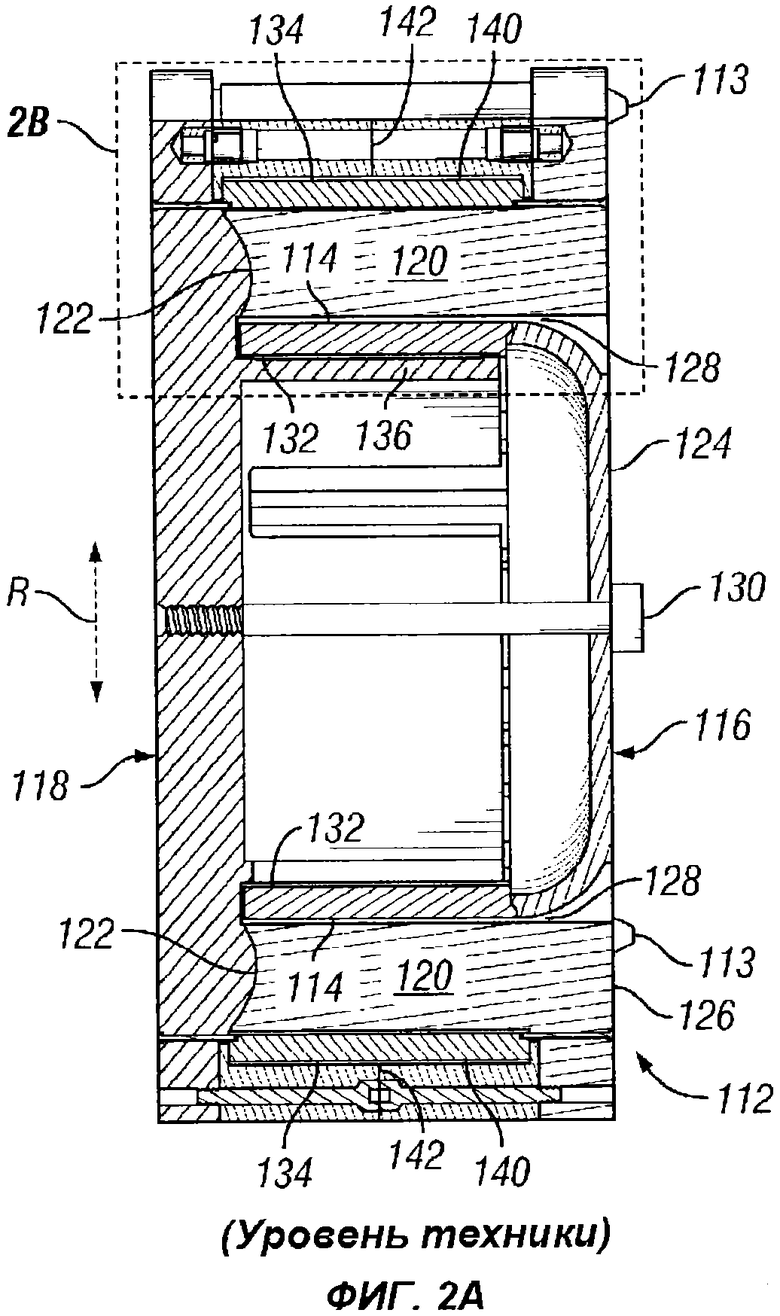
[0004] На Фиг.2 показан вид сверху пресс-формы 112 в соответствии с предыдущей конструкцией, изображенной с прозрачной верхней частью 116 пресс-формы 112 для обеспечения видимости полостей 114, в которых формируются спицы 106 шины 100. Эти полости также задают радиальное направление R, которое соответствует радиальному направлению шины, спицы которой изготавливают. На Фиг.2A показан вид пресс-формы 112 в разрезе вдоль линий 2A-2A по Фиг.2. Пресс-форма 112 содержит нижнюю часть 118, которая может быть закреплена на рабочей плите ротационной формовочной платформы (не показано) общеизвестными из уровня техники средствами. Полости 114, в которых формируют спицы 106, образованы шарнирно взаимосоединенными сердечниками 120, которые отходят от нижней и верхней частей 116, 118 пресс-формы 112 в перемежающейся последовательности по окружности пресс-формы 112. Согласно наиболее подходящему изображению на Фиг.2A, два сердечника 120, расположенные прямо противоположно друг другу, выступают вниз от верхней части 116, заканчиваясь на слегка профилированных поверхностях 122, расположенных на нижней части 118 пресс-формы 112, при этом, не проникая, или выдвигаясь внутрь нижней части 118 пресс-формы 112. Следует понимать, что похожие сердечники отходят от нижней части и заканчиваются на слегка профилированных поверхностях, расположенных на верхней части пресс-формы в связи с перемежающейся конфигурацией сердечников. Также изображены конические стержни 113, которые используют для выравнивания пресс-формы при установке половин пресс-формы. Иногда, дополнительные конические стержни (не показано) расположены на концах сердечников и выполнены с возможностью сопряжения с выемками на противоположной половине пресс-формы для точной регулировки выравнивания сердечников.
[0005] Согласно Фиг.2 и 2A, верхняя часть 116 пресс-формы 112 содержит крышку 124, центрированную в соответствии с цилиндрической формой пресс-формы 112, и внешнее кольцо 126, концентричное крышке 124, при присоединении обоих элементов с нижней частью 118 пресс-формы 112. Такая конфигурация обеспечивает небольшой зазор, или щель 128 для заливки вокруг периферии крышки 124 для введения полиуретана при формировании спиц, в соответствии с дальнейшим более подробным описанием. Как внешнее кольцо 126, так и крышка 124 выполнены с возможностью отдельного присоединения и отсоединения от нижней части 118 пресс-формы 112 посредством использования болтов 130, шурупов или других общеизвестных из уровня техники средств. Обычно, головки болтов 130 выступают от внешней поверхности верхней части 116 пресс-формы 112 для способствования доступу для затяжки и ослабления болтов 130. Некоторые обычные характерные элементы пресс-формы, такие как вентиляционные отверстия, выполненные для способствования должному наполнению пресс-формы посредством обеспечения возможности вывода уловленного газа, отсутствуют в данном описании, так как они не имеют непосредственного отношения к изобретению. Также, сердечники изображены в качестве цельных продолжений половин 116, 118 пресс-формы, но в действительности они обычно представлены отдельными вставками, выполненными с возможностью размещения в половинах 116, 118 пресс-формы, которые подлежат легкой замене в случае повреждения сердечника 120.
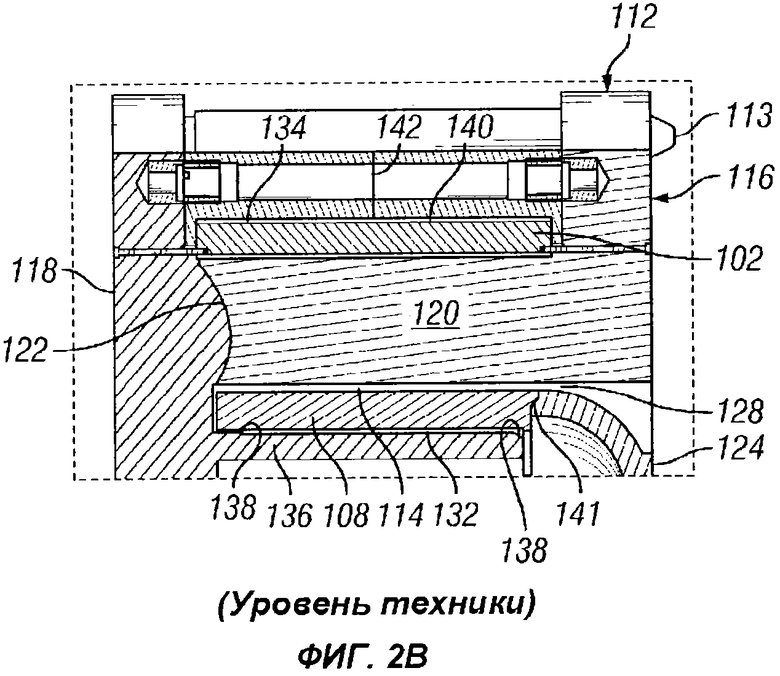
[0006] Для образования спиц 106 шины 100, в соответствии с изображением на Фиг.2A и 2B, пресс-форма 112 может быть использована следующим образом. Сначала, внешнее кольцо 126 и крышку 124 верхней части 116 пресс-формы 112 удаляют для обеспечения доступа к внутренней кольцевой выемке 132 нижней части 118 пресс-формы 112, выполненной для размещения барабана, или колеса 108 шины 100, и внешней кольцевой щели 134 нижней части 118 пресс-формы, выполненной для размещения нижней половины протектора 102 шины 100. Затем, пользователь устанавливает барабан 108 во внутреннюю кольцевую выемку 132, которая содержит кольцеобразную стену 136, определяющую радиально внутреннюю границу этой выемки, и которая также содержит скошенные края 138 вблизи ее верха и низа для способствования должного расположения барабана 108, таким образом, чтобы он был концентричен пресс-форме 112. Подобным образом, протектор 102 опускают во внешнюю кольцевую щель 134, расположенную в нижней части 118 пресс-формы, и переводят по существу в концентричное положение относительно пресс-формы посредством элементов выравнивания (не показано).
[0007] Также, согласно наиболее подходящему изображению на Фиг.2B, при достижении должного положения барабана 108 и протектора 102, внешнее кольцо 126 устанавливают в такое положение, при котором его сердечники 120 расположены между сердечниками нижней части пресс-формы, и при котором его внешняя кольцевая щель 140, которая, в общем, зеркально отображает внешнюю кольцевую щель 134 нижней части 118 пресс-формы вокруг его шва 142 от формы, удерживает оставшийся участок протектора 102, выступающий от нижней части 118 пресс-формы. Далее, крышку 124 центрируют относительно барабана 108, и, таким образом, относительно пресс-формы, посредством ее скошенного края 141 при ее установке на барабан 108. Внешнее кольцо 126 и крышку 124 затем присоединяют к нижней части 118 пресс-формы 112 согласно предыдущему описанию. В конце, пресс-форму 112 вращают и заливают в нее нагретый полиуретан посредством разливочного стакана (не показано), расположенного непосредственно над щелью 128 для заливки. Эта возможность обеспечивается посредством наличия доступа к щели 128 для заливки при вращении пресс-формы 112. Эта щель ведет к полостям 114, в которых формируются спицы 106. Вращением на центрифуге обеспечивает наполнение полиуретаном всех спиц, а тепло, прикладываемое к пресс-форме, передается жидкости, способствуя затвердению и обработке полиуретана посредством поддержания его теплым. На этой стадии спицы 106 проходят от барабана 108 к протектору 102, что обеспечивает соединение спиц с барабаном и протектором во время процесса обработки.
[0008] По окончании обработки спиц 106 извлекают шины 100 из пресс-формы 112. Для этого внешнее кольцо 126 открепляют от нижней части 118 пресс-формы 112 и поднимают вертикально для обеспечения возможности извлечения из формы, или выведения его сердечников 120 из взаимодействия с новообразованными спицами 106, и для обеспечения возможности освобождения внешней кольцевой щели 140 верхней части пресс-формы от протектора 102 шины. Предпочтительно оставляют крышку 124 присоединенной к нижней части 118 пресс-формы во время этой стадии, что позволяет удерживать барабан 108 зафиксированным, который на этой стадии присоединен к протектору 102 посредством спиц 106, что, в свою очередь, способствует удержанию шины 100 присоединенной к нижней части 118 пресс-формы 112 при удалении внешнего кольца 126. Это способствует обеспечению удержания шины на нижней части пресс-формы. Это является предпочтительным, так как поднятие внешнего кольца с присоединенной шиной представляет трудность в ручном выполнении, а удаление шины из верхней части пресс-формы при нахождении их обоих в поднятом состоянии может быть проблематичным. При успешном удалении внешнего кольца 126, крышка 124 может также быть удалена, а шина 100 становится доступной для извлечения из нижней части 118 пресс-формы 112.
[0009] Таким образом, устройство предполагает использование процесса изготовления, реализуемого, в основном, вручную. Например, рабочий, обслуживающий машину, должен вручную присоединять и отсоединять внешнее кольцо и крышку пресс-формы для изготовления спиц для каждой шины, потому что верхние части пресс-формы не присоединены к верхней рабочей плите формовочного пресса. Изготовление безвоздушных или гибридных шин с их повышенной надежностью, т.е. меньшим временем простоя в связи со сдуванием шины, потребителям рациональным и затратоэффективным способом отнимает слишком много времени и денежных средств.
[0010] Соответственно, необходимо создать устройство, обеспечивающее изготовление таких шин с использованием пресс-формы, содержащей первую и вторую части, присоединенные к первой и второй рабочим плитам формовочного пресса, что обеспечивает возможность автоматического закрытия и открытия пресс-формы без вмешательства человека. Было бы особенно полезно, если бы конструкция такого устройства обеспечивала возможность беспрепятственного введения жидкости в пресс-форму для наполнения пресс-формы при ее вращении. В конечном итоге, желаемым представляется обеспечение средств удержания шины на заранее определенной части пресс-формы, на которой выполнена система извлечения и/или транспортирующая шину система.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0011] Конкретные варианты реализации изобретения включают устройство для формования радиальной шины, которое содержит формовочный пресс и пресс-форму. Формовочный пресс может содержать первую и вторую рабочие плиты, функционально соединенные с прессом для изменения их положения относительно друг друга для открывания и закрывания пресс-формы, присоединенной к рабочим плитам. Вторая рабочая плита присоединена с возможностью поворота к устройству. Пресс-форма может содержать первую часть, присоединенную к первой рабочей плите формовочного пресса, и вторую часть, присоединенную ко второй рабочей плите формовочного пресса. Первая часть пресс-формы может также содержать крышку, присоединенную с возможностью поворота к устройству, и внешнее кольцо, также присоединенное с возможностью поворота к устройству. Поворотная крышка и внешнее кольцо могут быть расположены концентрически относительно друг друга с небольшим зазором между ними, который образует щель для заливки. Крышка может быть присоединена с возможностью поворота отдельно от внешнего кольца, а щель для заливки может быть доступна снаружи устройства при нахождении пресс-формы в закрытом состоянии. Устройство может также содержать двигатель, функционально соединенный с частью пресс-формы для обеспечения ее поворота.
В некоторых случаях, двигатель может приводить в движение вторую часть пресс-формы, а крышка и внешнее кольцо первой части пресс-формы могут быть присоединены ко второй части пресс-формы при нахождении пресс-формы в закрытом состоянии, обеспечивая вращение первой части пресс-формы.
[0012] Согласно другому варианту реализации, устройство может также содержать шестерню, присоединенную ко второй рабочей плите, и ведущую шестерню, приводимую в движение посредством двигателя, при этом ведущая шестерня находится в сцеплении с шестерней для обеспечения вращения пресс-формы.
[0013] Альтернативно, устройство также содержит опорно-поворотный подшипник, посредством которого внешнее кольцо присоединено с возможностью поворота к первой рабочей плите формовочного пресса. В некоторых случаях внешнее кольцо присоединено с возможностью поворота радиально снаружи щели для заливки.
[0014] Согласно конкретным вариантам реализации, устройство также содержит роликоподшипники, посредством которых вторая рабочая плита и крышка присоединены с возможностью поворота к устройству.
[0015] Согласно другим вариантам реализации, устройство может также содержать средства для смещения крышки по направлению ко второй части пресс-формы. Такие средства могут содержать пружину.
[0016] Согласно другим вариантам реализации, часть пресс-формы может содержать несущую поверхность, а устройство может также содержать тарельчатую пружину и болт с головкой, при этом тарельчатая пружина удерживается под головкой болта и давит на несущую поверхность.
[0017] В конкретном применении, формовочный пресс может быть представлен вертикальным формовочным прессом, первая рабочая плита может быть представлена верхней рабочей плитой, а вторая рабочая плита может быть представлена нижней рабочей плитой. Верхняя рабочая плита может содержать отверстие, расположенное над щелью для заливки при нахождении пресс-формы в закрытом состоянии. Верхняя рабочая плита может быть шарнирно присоединена к формовочному прессу, а нижняя рабочая плита может быть присоединена с возможностью перемещения к формовочному прессу в вертикальном направлении. Устройство может также содержать извлекающие стержни, присоединенные к поверхности, расположенной ниже нижней рабочей плиты, и выполненные с возможностью прохождения через нижнюю часть пресс-формы для извлечения шины из пресс-формы.
[0018] В других применениях, конические стержни могут быть использованы для присоединения первой части пресс-формы ко второй части пресс-формы при нахождении пресс-формы в закрытом состоянии.
[0019] Обычно, устройство может также содержать разливочный стакан, расположенный непосредственно вблизи щели для заливки для введения жидкости, например газ, жидкость и/или термопластический материал, в пресс-форму.
[0020] Устройство может также содержать раму и рычаг, отходящий от рамы. Верхняя рабочая плита может содержать центральную часть и внешнюю кольцевую часть, при этом центральная часть присоединена к рычагу. Устройство может также содержать соединительный элемент, присоединяющий внешнюю кольцевую часть к центральной части верхней рабочей плиты.
[0021] Нижеизложенные и другие задачи, характерные черты и преимущества изобретения будут понятны из следующих ниже более подробных описаний конкретных вариантов реализации изобретения, в соответствии с изображениями на сопроводительных чертежах, на которых одинаковыми номерами позиций обозначены одинаковые части изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0022] Фиг.1 - перспективный вид безвоздушной шины, содержащей спицы, которые могут быть сформованы посредством использования устройства в соответствии с вариантом реализации изобретения;
[0023] Фиг.2 - вид сверху конструкции известной пресс-формы, которую используют для изготовления пневматической шины, аналогичной изображенной на Фиг.1;
[0024] Фиг.2A - вид пресс-формы по Фиг.2 в разрезе вдоль ее линий 2A-2A, при этом протектор и барабан или колесо шины размещены в пресс-форме;
[0025] Фиг.2B - увеличенный вид верхней части по Фиг.2A, на котором изображена пресс-форма, готовая к формированию спиц шины после установки протектора и барабана;
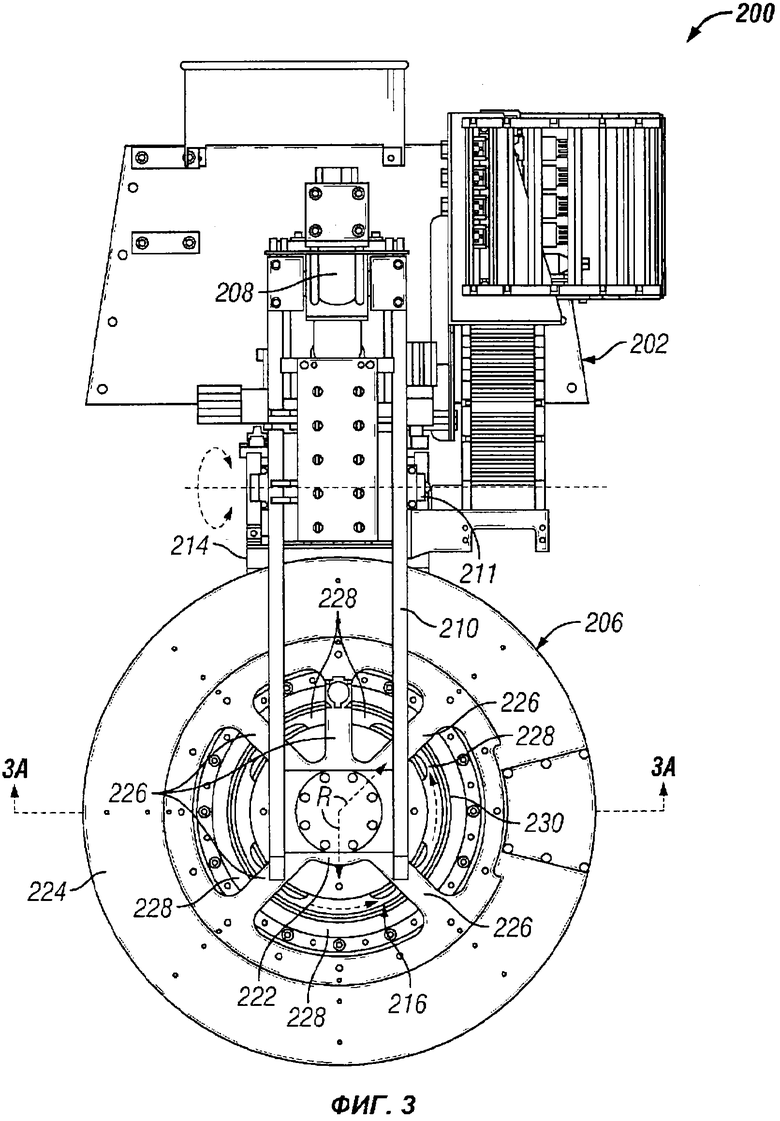
[0026] Фиг.3 - вид сверху формовочного устройства в соответствии с первым вариантом реализации изобретения;
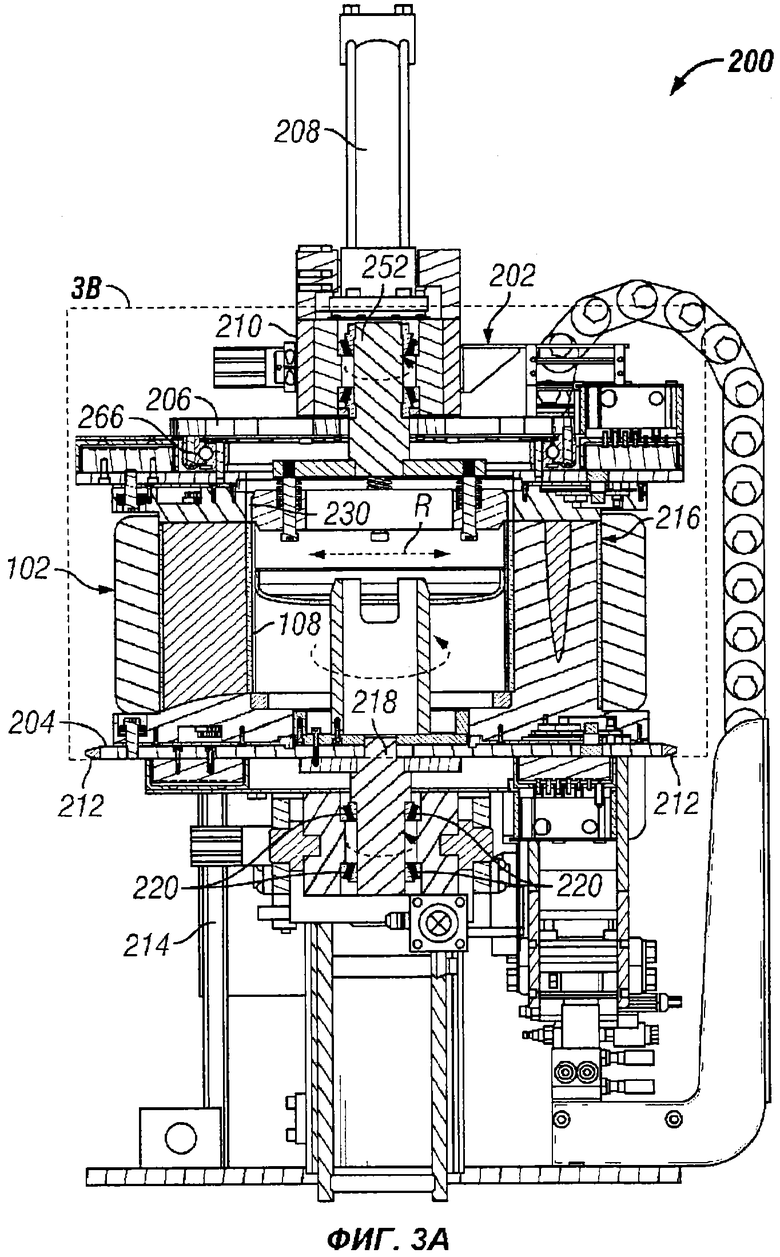
[0027] Фиг.3A - вид формовочного устройства по Фиг.3 в разрезе вдоль его линий 3A-3A;
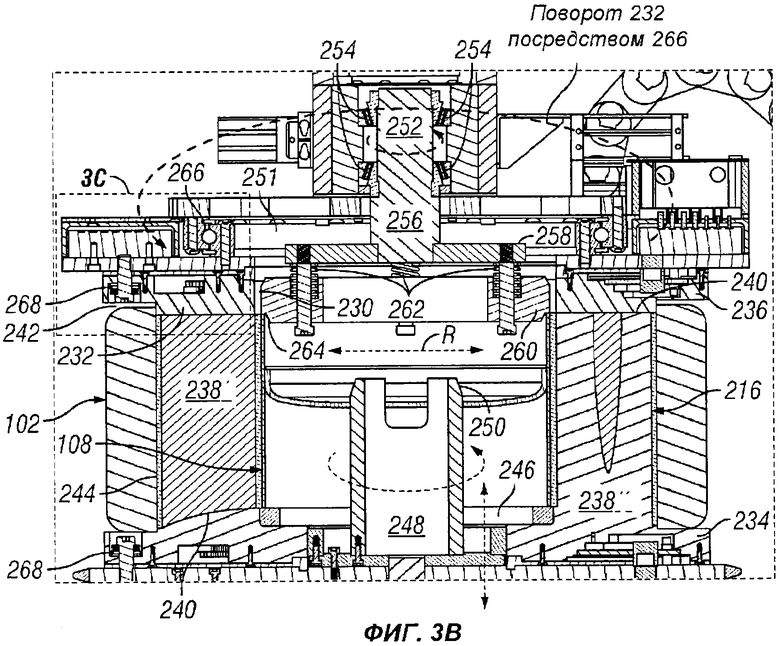
[0028] Фиг.3В - увеличенный вид пресс-формы и верхней части формовочного устройства по Фиг.3A; и
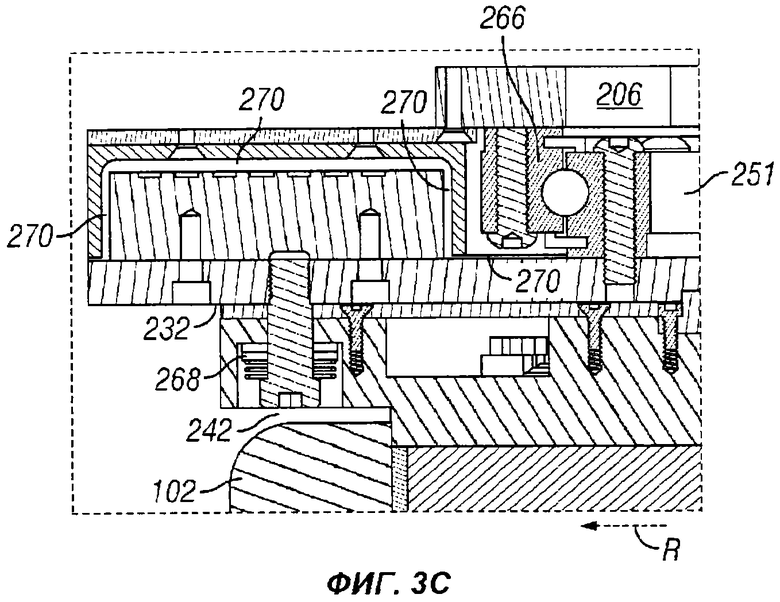
[0029] Фиг.3С - увеличенный вид фрагмента Фиг.3B, на котором более наглядно изображен зазор, расположенный между верхней рабочей плитой формовочного пресса и внешним кольцом в сборе верхней части пресс-формы.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ РЕАЛИЗАЦИИ
[0030] На Фиг. 3-3C изображено устройство 200 для формования участка шины 100, до некоторой степени соответствующее одному варианту реализации изобретения. В частности, в соответствии с наиболее подходящим изображением на Фиг.3 и 3A, это устройство 200 содержит вертикальный формовочный пресс 202, содержащий нижнюю рабочую плиту 204, верхнюю рабочую плиту 206, гидравлический цилиндр 208, рычаг 210, шестерню 212 и раму 214. Рама 214 закреплена, а нижняя рабочая плита 204 закреплена с возможностью перемещения в горизонтальной плоскости, но также выполнена с возможностью вертикального перемещения, при этом верхняя рабочая плита 206 шарнирно присоединена к раме 214 посредством стержня 211. Верхнюю рабочую плиту 206 перемещают посредством гидравлического цилиндра 208 в положение, параллельное нижней рабочей плите 204, или из этого положения. Шестерня 212 выполнена с возможностью сопряжения с ведущей шестерней привода (не показано), приводимой в движение посредством двигателя (не показано), которая выполнена с возможностью вступления во взаимодействие и выхода из взаимодействия с шестерней 212 при необходимости вращения нижней рабочей плиты 204 и пресс-формы 216, присоединенной к ней, для формирования спиц 106, в соответствии со следующим описанием. Предполагается, что верхняя рабочая плита 206 может быть присоединена с возможностью перемещения к раме 214 и может перемещаться не только гидравлическими средствами, но также такими, как пневматические, механические или другие общеизвестные из уровня техники средствами. Подобным образом, вращение нижней рабочей плиты 204 может быть обеспечено другими известными из уровня техники средствами, такими как электродвигатель, непосредственно присоединенный к валу 218, к которому присоединена нижняя рабочая плита 204. Перемещение нижней рабочей плиты может быть обеспечено посредством реализации ранее упомянутых способов для перемещения верхней рабочей плиты 206. Также предоставлены роликоподшипники 220 для направления вращения нижней рабочей плиты 204 и для сведения трения, обусловленного ее вращением, к минимуму.
[0031] На Фиг.3 показан вид сверху, изображающий присоединение верхней рабочей плиты 206 к раме 214 посредством использования рычага 210 эффективным способом, при котором требуется наименьшее количество материала. Верхняя рабочая плита 206 характеризуется, в общем, тонкой цилиндрической формой, разделенной на центральную часть 222 и внешнюю кольцевую часть 224. Рычаг 210 формовочного пресса 202 горизонтально отходит от рамы 214 и на небольшое расстояние вертикально для присоединения к центральной части 222 верхней рабочей плиты 206. Пять удлиненных элементов 226 крепления, расположенных по кругу, отходят от центральной части 222 и присоединены к внешней кольцевой части 224. Внутренняя и внешняя части 222, 224 верхней рабочей плиты 206 характеризуются расположением, концентрическим относительно пяти отверстий 228, расположенных между ними, и соединительных элементов, один из которых расположен над щелью 230 для заливки. Ниже будет более подробно описан способ применения этих характерных черт при наполнении пресс-формы.
[0032] Предполагается, что изготовление верхней рабочей плиты и ее крепления к раме формовочного пресса может быть достигнуто другими способами. Например, отдельные рычаги могут быть использованы для присоединения внутренней и внешней частей верхней рабочей плиты к раме формовочного пресса. Также, отверстия, расположенные на верхней поверхности верхней рабочей плиты могут быть заменены единственным отверстием, проходящим сквозь боковую поверхность рабочей плиты пресс-формы, или сквозь боковую поверхность пресс-формы достаточно далеко для достижения щели для заливки.
[0033] Рассмотрим Фиг.3B и 3C, на которых более наглядно изображены детали пресс-формы 216. Пресс-форма 216 содержит нижнюю часть 234 и верхнюю часть 236, каждая из которых содержит сердечники 238, взаимосоединенные с образованием полостей, в которых формируются спицы 106, так как сердечники отходят от одной стороны пресс-формы к другой в перемежающейся последовательности по окружности пресс-формы, подобно конструкции известной пресс-формы. Это наиболее подходящим образом изображено на Фиг.3B, на которой сердечники, расположенные прямо противоположно друг другу, показаны с сердечником 238' с левой стороны чертежа, отходящим от верхней части 236 пресс-формы 216, и сердечником 238" с правой стороны чертежа, отходящим от нижней части 234 пресс-формы 212. Сердечники 238 заканчиваются на слегка профилированных поверхностях 240, однако подразумевается, что они могут быть выполнены с возможностью проникновения в противоположную половину пресс-формы посредством выдвижения. Другие обычные характерные особенности пресс-формы, такие как вентиляционные отверстия и элементы выравнивания пресс-формы, отсутствуют в данном описании, так как они не имеют отношения к изобретению, несмотря на их частое применение. Сердечники изображены в качестве цельных продолжений половин пресс-формы, хотя они могут быть представлены отдельными вставками, которые подлежат легкой замене в случае повреждения одного из них.
[0034] Протектор 102 шины 100 размещают в кольцевой канавке 242, расположенной по окружной поверхности пресс-формы 216, после открытия пресс-формы посредством поворота верхней рабочей плиты 206 вверх и от нижней рабочей плиты 204, а нижнюю рабочую плиту перемещают по направлению вниз в среднее положение. Незначительное взаимодействие (не показано явно) осуществляется вблизи низа кольцевой канавки 242 между протектором 102 и сердечниками 238, так что механический рычаг размещает протектор в пресс-форме, обеспечивая ее давление протектора на сердечник, что обеспечивает незначительную локальную прессовую посадку, благодаря которой протектор 102 удерживают на месте во время процесса формования. Паз 244 с отверстием также выполнен вдоль внешних поверхностей сердечников 238 для создания потока полиуретана вдоль внутренней поверхности протектора 102, способствуя присоединению спиц 106 к протектору 102. Приблизительно одновременно с введением протектора 102 в нижней части 234 пресс-формы 216, барабан 108 располагают в выемке 246, расположенной в центре пресс-формы 216, посредством механического рычага или другими общеизвестными из уровня техники средствами, и направляют на место расположения посредством рукава 248, который содержит ведущую поверхность 250.
[0035] Верхняя часть 236 пресс-формы содержит поворотную крышку 252 в сборе, присоединенную с возможностью поворота к формовочному прессу 202 и направляемую посредством роликоподшипников 254. Роликоподшипники 254, использованные в данном случае, представлены роликоподшипниками с модельными номерами 42687/42620, реализуемыми компанией SIMPLY BEARINGS LTD. (SKF). Разумеется, возможны другие крепления, выполненные с возможностью поворота, такие как подшипник скольжения или магнитный подшипник, в зависимости от применения, при условии обеспечения ими возможности свободного поворота агрегата. Зазор 251 выполнен между прессом 202 и этим агрегатом 252 для ограничения количества трения, образованного при повороте агрегата. Эта поворотная крышка 252 в сборе содержит вал 256, который направляют подшипниками, и который содержит выступ 258, присоединенный к его нижнему концу. Крышка 260 присоединена под выступом 258 посредством по меньшей мере одного, а иногда четырех, болтов и узлов 262 пружин сжатия агрегата. Крышка 260 содержит скошенный край 264, расположенный на ее нижнем конце для должного выравнивания крышки 260 с барабаном 108 при повороте верхней рабочей плиты формовочного пресса вниз в параллельное расположение относительно нижней рабочей плиты, и перемещении нижней рабочей плиты вверх к ее верхнему положению, при котором пресс-форма закрыта. Таким образом, скошенный участок крышки 260 отходит по направлению вниз через наивысшую часть барабана 108 внутрь его, в соответствии с изображением на Фиг.3B.
[0036] Узлы 262 болтов и пружин сжатия агрегата обеспечивают выполнение трех основных функций. Во-первых, с их помощью обеспечивается возможность вертикальной регулировки положения крышки 260, что компенсирует изменение высоты барабана 108, вызванное допусками при механической обработке, температурным расширением и т.д., благодаря захвату пружины сжатия между выступом 258 и крышкой 260. Таким образом, обеспечивается упругое воздействие на крышку по направлению вниз. Благодаря этому можно избежать повреждения барабана и/или крышки при высоте барабана, большей, чем ожидаемая. Во-вторых, посредством силы смещения пружин крышка 260 и барабан 108 удержаны внизу, при изначальном открытии пресс-формы 216, что обеспечено посредством понижения нижней рабочей плиты 204, способствующего удержанию шины 100, которая присоединена к барабану 108 посредством новообразованных спиц 106, на месте внутри нижней части 234 пресс-формы 216. Благодаря этому преодолевается прилипание шины 100 к верхней части 236 пресс-формы 216, нежелательное в связи с приведенными выше причинами. В-третьих, предпочтительно крышка 260 остается в контакте с барабаном 108 на протяжении всего процесса формования, вращаясь с ним, для предотвращения утечки выпрессовки между барабаном 108 и крышкой 260.
[0037] Таким образом, должны быть использованы пружины, обеспечивающие достаточную силу. Для этого варианта реализации могут быть использованы пружины сжатия, реализуемые компанией DAYTON PROGRESS CORPORATION с модельным номером Ml 50-200. В других вариантах реализации могут быть использованы некоторые другие средства для смещения крышки, такие как гидравлические или пневматические цилиндры, вес самой крышки, магнитные явления или некоторые другие типы стандартного механизма пресс-формы, такие как защелки. Подобно поворотной муфте сцепления, только при достаточном трении между барабаном 108 и крышкой 260 обеспечивается приведение в движение крышки 260 барабаном 108. Таким образом, образование трения поверхностей на поверхности контакта между барабаном и крышкой может быть обеспечено посредством различных покрытий поверхностей, увеличения области поверхности или другими известными на уровне техники средствами. Альтернативно, структурные блокирующие элементы могут быть выполнены на поверхности контакта между крышкой и барабаном для обеспечения передачи крышке вращения барабана. Подобным образом, эти принципы могут быть применимы на поверхности контакта между барабаном 108 и нижней частью 234 пресс-формы 216.
[0038] Дополнительно, верхняя часть 236 пресс-формы 216 содержит внешнее кольцо 232 в сборе, присоединенное с возможностью поворота к верхней рабочей плите 206 формовочного пресса 202 посредством опорно-поворотного подшипника 266 с большим диаметром, расположенным снаружи щели 230 для заливки в радиальном направлении R пресс-формы (в соответствии с осями координат шины, расположенной в пресс-форме). Вместо опорно-поворотного подшипника могут быть использованы другие крепления, выполненные с возможностью поворота, такие как подшипник скольжения или магнитный подшипник, в зависимости от применения, при условии уменьшения ими сопротивления вращению, например трения, на подходящую величину. Также могут быть использованы материалы, такие как бронза или пластик, для образования крепления с возможностью поворота, которое характеризуется скользящим взаимодействием этих материалов с низким коэффициентом трения. Для этого варианта реализации использован опорно-поворотный подшипник, реализуемый компанией SCHAEFFLER TECHNOLOGIES GmbH & Co. KG - (INA) с модельным номером VSU 200544.
[0039] Согласно наиболее подходящему изображению на Фиг.3C, между большей частью верхней рабочей плиты 206 формовочного пресса 202 и внешним кольцом 232 в сборе расположен небольшой зазор 270, который образует отверстие при вращении внешнего кольца 232 в сборе на опорно-поворотном подшипнике 266. Однако этот зазор 270 строго ограничивает количество тепла, которое может быть перемещено от пресс-формы 216 к верхней рабочей плите 206 пресса 202. В результате этого происходит температурное смещение внешнего кольца 232 в сборе, изготовленного из алюминия и стали, которые характеризуются различными коэффициентами термального расширения. Другими словами участки внешнего кольца в сборе могут увеличиваться по-разному. Таким образом, обычные крепления болтами для удержания различных участков внешнего кольца в сборе не представляются практичными, так как болты, затянутые при нахождении пресс-формы в холодном состоянии, имеют свойство заскакивать при нагревании пресс-формы.
[0040] Соответственно, пружины 268 сжатия, или по-другому тарельчатые пружины, выполненные между головкой болта и нижней поверхностью расточки, в которой размещена головка болта, обеспечивают поглощение пружиной эффектов термального расширения и предотвращение заскакивания болта. Подобную технологию применяют для присоединения нижней части 234 пресс-формы 216 к нижней рабочей плите 204 по таким же причинам. Для этого варианта пресс-формы могут быть использованы тарельчатые пружины, реализуемые компанией VALLEY SPRING CO. LTD. с модельным номером P381193515.
[0041] Следует отметить, что передача вращения нижней части 234 пресс-формы 216 к внешнему кольцу 232 в сборе посредством такого же типа соединения между внешним кольцом 232 в сборе и нижней частью 234 пресс-формы 216 является предпочтительной. Иначе, сердечники внешнего кольца 232 в сборе могут столкнуться с сердечниками нижней участью 234 пресс-формы 216 и/или толщина спиц не будет одинаковой. Это соединение может быть достигнуто посредством трения или посредством структурных взаимоблокирующих элементов, таких как сердечники, выдвинутые от одной половины пресс-формы в противоположную половину пресс-формы и/или элементов выравнивания пресс-формы, таких как конические стержни. Следует отметить, что крепления внешнего кольца 232 в сборе и крышки 252 в сборе верхней половины пресс-формы, выполненные с возможностью поворота, реализованы отдельно друг от друга для обеспечения возможности независимого вращения каждого агрегата.
[0042] Как показано на Фиг.3, при закрытии и вращении пресс-формы 216, разливочный стакан (не показано) может быть расположен над отверстием 228 верхней рабочей плиты 206 и щелью 230 для заливки пресс-формы 216 для введения жидкости, такой как полиуретан, в пресс-форму 216. В соответствии с вышеописанной структурой, крепление крышки 260 и внешнего кольца 232 в сборе, выполненное с возможностью поворота и концентричное, к формовочному прессу 202 вместе с небольшим зазором, выполненным между крышкой и внешним кольцом, которое обеспечивает выполнение функции щели 230 для заливки, обеспечивает возможность вращения этих компонентов и распространения жидкости, такой как полиуретан, для образования спиц шины без прерывания наполнения пресс-формы посредством некоторого также вращающегося структурного элемента. Благодаря этому исключаются потери полиуретана, отклоненного от попадания в пресс-форму, а также улучшается единообразное и цельное формование всех спиц без образования пузырей, создаваемых в полиуретане посредством турбулентности, вызываемой вращением структурного элемента, который прерывает поток полиуретана, поступающий в пресс-форму.
[0043] При соединении спиц шины 100 с барабаном 108 и протектором 102 в пресс-форме 216, нижняя рабочая плита 204 может быть перемещена по направлению вниз к нижнему положению, в котором стержни (не показано), присоединенные к нижней поверхности, расположенной ниже нижней рабочей плиты пресса, могут проходить сквозь отверстия в нижней рабочей плите и в нижней части 234 пресс-формы 216 и оказывать давление на нижнюю часть протектора 102, обеспечивая поднятие шины и извлечение из формы из сердечников, которые отходят от нижней части формы. Альтернативно, система извлечения может быть реализована посредством выталкивания шины из пресс-формы без перемещения нижней рабочей плиты через ее среднее вертикальное положение, упомянутое выше, в котором протектор размещают в пресс-форме. Приблизительно в это время верхнюю рабочую плиту 206 убирают с пути посредством поворота, обеспечивая достаточное пространство для поднятия шины механическим рычагом. Затем, при необходимости, может быть инициирован процесс добавления спиц к другой шине.
[0044] Несмотря на то, что в настоящем описании подробно описан только протектор, сформированный со спицами, представляющий собой часть безвоздушной шины, предполагается, что этот процесс может быть применен к шинам, в которых используется газ наряду со спицами (обычно - гибридная шина) для выдерживания нагрузки, прикладываемой к шине. Шина не требует настройки со слоем сдвига, или наличия других свойств или характерных черт, присутствующих в шине, описанной в патентной заявке США № 7 201 194. Также, вместо полиуретана могут быть использованы другие материалы, такие как термопластический материал, который подходит по характеристикам выносливости и прочности для выдерживания нагрузок, прилагаемых к шине. Более того, описанные варианты реализации направлены на раскрытие добавления спиц к шине, а настоящее изобретение также применимо к образованию других участков шины.
[0045] Несмотря на то, что изобретение было описано со ссылкой на конкретные варианты его реализации, следует понимать, что такое описание носит иллюстративный, а не ограничивающий характер. Например, был описан вертикальный формовочный пресс, но подразумевается, что горизонтальный формовочный пресс также может быть использован. Подобным образом, была описана пресс-форма, характеризующаяся цилиндрической формой, однако она может характеризоваться другими формами, такими как квадратная или прямоугольно кубическая. Дополнительно, был описан единственный двигатель, посредством которого приводится в движение нижняя часть пресс-формы, присоединенная к верхним частям пресс-формы, однако подразумевается, что двигатель может быть выполнен с возможностью приведения в движение одной из верхних частей пресс-формы, при этом обеспечивая приведение в движение остальных участей пресс-формы посредством соединения, подобного описанному. В некоторых случаях, отдельные двигатели могут быть использованы для приведения в движение каждой части пресс-формы, которая отдельно присоединена к устройству с возможностью поворота. Фактически, любое сочетание двигателя или двигателей, приводящего или приводящих к повороту любое сочетание части или частей пресс-формы, может быть использовано с настоящим изобретением, при условии что крышка, внешнее кольцо и противоположная им часть пресс-формы содержат отдельные крепления, выполненные с возможностью поворота, к устройству. Однако в таком случае соединение различных частей пресс-формы друг с другом может не представляться предпочтительным, а время работы двигателей должно быть чрезвычайно точным. В заключение, различные аспекты и характерные черты некоторых вариантов реализации, описанных в настоящем описании, могут быть заменены на другие характерные черты других вариантов реализации для предоставления дополнительных вариантов реализации. Соответственно, сущность и объем изобретения определены исключительно прилагаемыми пунктами формулы изобретения.

Изобретение относится к устройству для формования участка шины. Устройство содержит формовочный пресс и пресс-форму. Первая и вторая рабочие плиты функционально соединены с прессом для изменения их положения относительно друг друга для открывания и закрывания пресс-формы, присоединенной к рабочим плитам. Вторая рабочая плита присоединена с возможностью поворота к устройству. Первая часть пресс-формы присоединена к первой рабочей плите формовочного пресса, и вторая часть пресс-формы присоединена ко второй рабочей плите формовочного пресса. Первая часть пресс-формы также содержит крышку, присоединенную с возможностью поворота к устройству, и внешнее кольцо, также присоединенное с возможностью поворота к устройству. Поворотная крышка и внешнее кольцо расположены концентрически относительно друг друга с небольшим зазором между ними, который образует щель для заливки. Крышка присоединена с возможностью поворота отдельно от внешнего кольца, а щель для заливки доступна снаружи устройства при нахождении пресс-формы в закрытом состоянии. Двигатель, функционально соединенный с частью пресс-формы для обеспечения поворота части пресс-формы. Изобретение обеспечивает повышение производительности устройства для формования участка шины. 14 з.п. ф-лы, 8 ил.
1. Устройство для формования участка радиальной шины, содержащее формовочный пресс и пресс-форму, при этом устройство также содержит:
первую и вторую рабочие плиты, которые функционально соединены с прессом для изменения их положения относительно друг друга для открывания и закрывания пресс-формы, присоединенной к рабочим плитам, при этом вторая рабочая плита присоединена с возможностью поворота к устройству;
первую часть пресс-формы, присоединенную к первой рабочей плите формовочного пресса, и вторую часть пресс-формы, присоединенную ко второй рабочей плите формовочного пресса, причем первая часть пресс-формы также содержит крышку, присоединенную с возможностью поворота к устройству, и внешнее кольцо, также присоединенное с возможностью поворота к устройству, причем указанные поворотная крышка и внешнее кольцо расположены концентрически относительно друг друга с небольшим зазором между ними, который образует щель для заливки, при этом указанная крышка присоединена с возможностью поворота отдельно от внешнего кольца, а щель для заливки доступна снаружи устройства при нахождении пресс-формы в закрытом состоянии; и
двигатель, функционально соединенный с частью пресс-формы для обеспечения поворота части пресс-формы.
2. Устройство по п.1, в котором двигатель приводит в движение вторую часть пресс-формы, а крышка и внешнее кольцо первой части пресс-формы соединены со второй частью пресс-формы при нахождении пресс-формы в закрытом положении, обеспечивая
поворот первого участка пресс-формы.
3. Устройство по п.2, в котором устройство также содержит шестерню, присоединенную ко второй рабочей плите, и ведущую шестерню, приводимую в движение посредством двигателя, при этом ведущая шестерня находится в сцеплении с шестерней для обеспечения поворота пресс-формы.
4. Устройство по п.1, которое также содержит опорно-поворотный подшипник, который присоединяет внешнее кольцо с возможностью поворота к первой рабочей плите формовочного пресса.
5. Устройство по п.1, в котором внешнее кольцо присоединено с возможностью поворота к устройству радиально снаружи щели для заливки.
6. Устройство по п.1, которое также содержит роликоподшипники, которые присоединяют вторую рабочую плиту и крышку с возможностью поворота к устройству.
7. Устройство по п.1, которое также содержит средства для смещения крышки по направлению ко второй части пресс-формы.
8. Устройство по п.7, в котором средства для смещения крышки содержат пружину.
9. Устройство по п.1, в котором часть пресс-формы содержит несущую поверхность, а устройство также содержит тарельчатую пружину и болт с головкой, при этом тарельчатая пружина удерживается под головкой болта и давит на несущую поверхность.
10. Устройство по п.1, в котором формовочный пресс представляет собой вертикальный формовочный пресс, первая рабочая плита представляет собой верхнюю рабочую плиту, вторая рабочая плита представляет собой нижнюю рабочую плиту, и в котором верхняя рабочая плита содержит отверстие, расположенное над щелью для заливки при нахождении пресс-формы в закрытом состоянии.
11. Устройство по п.2, которое также содержит конические стержни, которые соединяют первую часть пресс-формы ко второй части пресс-формы при нахождении пресс-формы в закрытом состоянии.
12. Устройство по п.10, в котором верхняя рабочая плита шарнирно присоединена к формовочному прессу, а нижняя рабочая плита присоединена с возможностью перемещения к формовочному прессу в вертикальном направлении.
13. Устройство по п.12, которое также содержит извлекающие стержни, присоединенные к поверхности, расположенной ниже нижней рабочей плиты, и проходящие сквозь нижнюю часть пресс-формы для извлечения шины из пресс-формы.
14. Устройство по п.1, которое также содержит разливочный стакан, расположенный непосредственно вблизи щели для заливки для введения жидкости в пресс-форму.
15. Устройство по п.10, в котором формовочный пресс также содержит раму и рычаг, отходящий от рамы, и в котором верхняя рабочая плита имеет центральную часть и внешнюю кольцевую часть, при этом центральная часть присоединена к рычагу, а устройство также содержит соединительный элемент, присоединяющий внешнюю кольцевую часть к центральной части верхней рабочей плиты.
| US 3298066 A, 17.01.1967 | |||
| US 3553778 A, 12.01.1971 | |||
| US 5866170 A, 02.02.1999 | |||
| US 2004159385 A1, 19.08.2004 | |||
| Пресс-форма для изготовления сплошных шин | 1988 |
|
SU1643158A1 |

