Изобретение относится к приборостроению и может использоваться для изготовления упругих подвесов динамически настраиваемых гироскопов (ДНГ).
Как известно, упругий подвес таких гироскопов совершает непрерывное колебание на своей резонансной частоте, набирая за время эксплуатации прибора огромное количество циклов деформаций.
Известен способ [1] изготовления упругих подвесов из материала 44НХТЮ путем токарно-фрезерной обработки поверхностей рабочей части упругого подвеса ДНГ, термообработки и электроэрозионного удаления материала в отверстиях крестовины с получением толщины крестовин, обеспечивающей требуемую жесткость упругого подвеса.
Недостатком известного способа является получение в процессе изготовления крупнозернистой структуры материала в рабочей зоне упругого подвеса.
Наиболее близким к заявленному изобретению является способ [2] изготовления упругого подвеса ДНГ с радиусным изменением профиля путем вырезки заготовки с учетом направления проката, термообработки полученной заготовки, механической двухсторонней ее обработки для получения предварительного профиля подвеса электроэрозионной обработкой и электрохимического травления полученной детали до получения требуемой жесткости упругого подвеса.
Недостатком известного способа является слабая усталостная прочность полученного упругого подвеса, т.к. и механическая обработка, и последующее электрохимическое травление нарушают волокнистую структуру материала, вследствие чего имеющиеся волокна обрезаются и в результате образуются межкристаллические растравы рабочей поверхности материала подвеса, что резко снижает его эксплуатационную стойкость.
Задачей, на решение которой направлено изобретение, является повышение усталостной прочности упругого подвеса ДНГ.
Технический результат заключается в повышении стабильности работы упругого подвеса ДНГ.
Поставленная задача решается за счет того, что согласно способу изготовления упругого подвеса ДНГ, заключающемуся в получении заготовки подвеса, термообработке, механической обработке, заключающейся в механическом удалении материала путем токарно-фрезерной обработки, дисперсионном твердении и стабилизирующем старении, путем электроэрозионного удаления материала в конструктивных пазах и отверстиях крестовины, получают толщину крестовин, обеспечивающую требуемую жесткость упругого подвеса.
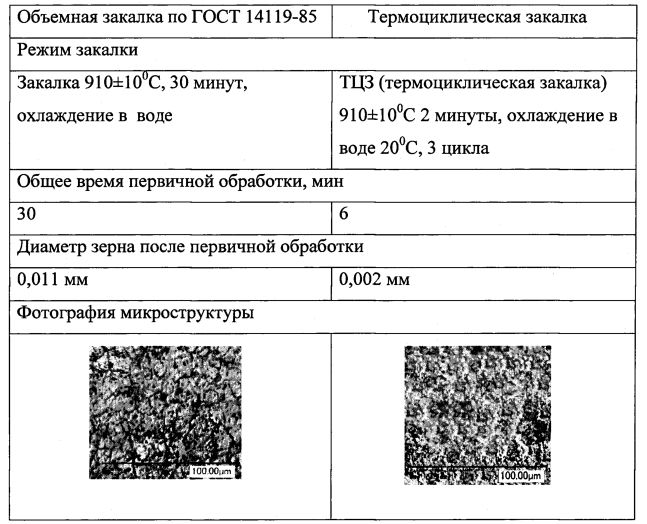
Отличительным признаком заявленного способа является то, что в способе изготовления упругого подвеса динамически настраиваемого гироскопа (ДНГ), включающем получение заготовки подвеса в виде стакана, термообработку, механическую обработку, дисперсионное твердение при температуре 680-700°C в течение 3-4 часов, стабилизирующее старение при температуре 160-170°C в течение 6-8 часов и последующую электроэрозионную обработку заготовки для удаления материала в отверстиях крестовины с получением требуемой толщины крестовин, согласно изобретению термообработку заготовки подвеса осуществляют путем термоциклической закалки с тремя циклами, при этом в каждом цикле проводят нагрев до температуры 900-920°C в течение 2 минут с последующим охлаждением в воде до 20°C.
При таком способе изготовления обеспечивается усталостная прочность и стабильность упругих подвесов, изготовленных из материала 44НХТЮ.
Предлагаемый способ реализуют следующим образом.
Согласно заявленному варианту изобретения из исходного материала путем токарной обработки вырезают заготовку детали подвеса, затем проводят термообработку, необходимую для повышения пластических свойств материала, после чего осуществляют механическую обработку заготовки, заключающуюся в токарно-фрезерной обработке с целью придания необходимых конструкционных форм. Механическую обработку производят таким образом, чтобы после нее остался необходимый припуск на окончательную механическую обработку. Затем проводят дисперсионное твердение детали для окончательного формирования структуры упругого подвеса ДНГ. И, наконец, на электроэрозионном станке вырезают пазы крестообразной конфигурации, которые позволяют осуществить упругие колебания упругого подвеса ДНГ, чем завершается получение окончательного профиля упругого подвеса ДНГ.
Применение заявленного способа изготовления упругих подвесов ДНГ позволило повысить их стойкость по сравнению с известным способом-прототипом, что подтверждается результатами испытаний на усталостную прочность и частотную стабильность упругого подвеса.
Пример реализации предложенного способа изготовления упругого подвеса
Получают заготовку в виде прутка диаметром 15 мм. На токарном станке из прутка получают заготовку в виде стакана с толщиной стенки 1,2 мм. Термообработку материала 44НХТЮ проводят следующим образом: заготовку нагревают до температуры 900-920°C в течение 2 минут и охлаждают в воде до температуры 20°C. Термообработку проводят в 3 цикла. Далее проводят цикл токарно-фрезерных предварительных и окончательных обработок с целью получения заготовки для упругого подвеса ДНГ. Затем проводят дисперсионное твердение заготовки при температуре 680-700°C в течение 3-4 часов. Затем проводят стабилизирующее старение при Т=+160…+170°C в течение 6-8 часов, после чего путем электроэрозионного удаления материала в конструкционных пазах и отверстиях крестовины получают необходимую толщину крестовин, обеспечивающую требуемую жесткость упругого подвеса ДНГ.
Применение заявленного способа изготовления упругих подвесов позволит повысить их твердость и получить равновесную структуру материала, что повысит их усталостную прочность и частотную стабильность. Упругие подвесы, изготовленные в соответствии с заявленным изобретением, установлены в приборах и подтверждены положительными результатами испытаний.
Литература.
1. ГОСТ 14119-85 «Прутки из прецизионных сплавов для упругих элементов. Технические условия», стр. 4.
2. Патент РФ №2245210 «Способ изготовления подвеса динамически настраиваемого гироскопа (Варианты)».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГО ПОДВЕСА ДИНАМИЧЕСКИ НАСТРАИВАЕМОГО ГИРОСКОПА | 2013 |
|
RU2556853C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГО ПОДВЕСА ДИНАМИЧЕСКИ НАСТРАИВАЕМОГО ГИРОСКОПА | 2011 |
|
RU2492422C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГО ПОДВЕСА ДИНАМИЧЕСКИ НАСТРАИВАЕМОГО ГИРОСКОПА | 2005 |
|
RU2289099C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГО ПОДВЕСА ДИНАМИЧЕСКИ НАСТРАИВАЕМОГО ГИРОСКОПА (ВАРИАНТЫ) | 2003 |
|
RU2245210C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГО ПОДВЕСА ДИНАМИЧЕСКИ НАСТРАИВАЕМОГО ГИРОСКОПА (ВАРИАНТЫ) | 2001 |
|
RU2218231C2 |
| Способ изготовления маложестких мембран | 1990 |
|
SU1786178A1 |
| СПОСОБ УПРОЧНЕНИЯ ДИСПЕРСИОННО-ТВЕРДЕЮЩИХ СПЛАВОВ | 2008 |
|
RU2399684C2 |
| СПОСОБ УСТРАНЕНИЯ ТРЕНДА В МОДУЛЯЦИОННОМ ГИРОСКОПЕ | 2003 |
|
RU2262074C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЯ ИЗ ПСЕВДО - β ТИТАНОВЫХ СПЛАВОВ | 2016 |
|
RU2635113C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГИХ МЕТАЛЛИЧЕСКИХ УПЛОТНИТЕЛЬНЫХ ПРОКЛАДОК | 2017 |
|
RU2641202C1 |
Изобретение относится к приборостроению и может использоваться для изготовления упругих подвесов чувствительных элементов динамически настраиваемых гироскопов (ДНГ). Для повышения усталостной прочности упругого подвеса ДНГ получают заготовку подвеса в виде стакана, осуществляют её термообработку, механическую обработку, дисперсионное твердение при температуре 680-700°C в течение 3-4 часов, стабилизирующее старение при температуре 160-170°C в течение 6-8 часов и последующую электроэрозионную обработку заготовки для удаления материала в отверстиях крестовины с получением требуемой толщины крестовин, причем термообработку заготовки подвеса осуществляют путем термоциклической закалки с тремя циклами, при этом в каждом цикле проводят нагрев до температуры 900-920°C в течение 2 минут с последующим охлаждением в воде до 20°C. 1 табл., 1 пр.
Способ изготовления упругого подвеса динамически настраиваемого гироскопа (ДНГ), включающий получение заготовки подвеса в виде стакана, термообработку, механическую обработку, дисперсионное твердение при температуре 680-700°C в течение 3-4 часов, стабилизирующее старение при температуре 160-170°C в течение 6-8 часов и последующую электроэрозионную обработку заготовки для удаления материала в отверстиях крестовины с получением требуемой толщины крестовин, отличающийся тем, что термообработку заготовки подвеса осуществляют путем термоциклической закалки с тремя циклами, при этом в каждом цикле проводят нагрев до температуры 900-920°C в течение 2 минут с последующим охлаждением в воде до 20°C.
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГО ПОДВЕСА ДИНАМИЧЕСКИ НАСТРАИВАЕМОГО ГИРОСКОПА | 2011 |
|
RU2492422C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГО ПОДВЕСА ДИНАМИЧЕСКИ НАСТРАИВАЕМОГО ГИРОСКОПА (ВАРИАНТЫ) | 2003 |
|
RU2245210C2 |
| УПРУГИЙ ПОДВЕС ГИРОСКОПА | 2010 |
|
RU2435137C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГО ПОДВЕСА ДИНАМИЧЕСКИ НАСТРАИВАЕМОГО ГИРОСКОПА | 2005 |
|
RU2289099C1 |

