Изобретение относится к области приборостроения и может использоваться для изготовления упругих подвесов чувствительных элементов динамически настраиваемых гироскопов (ДНГ).
Как известно, чувствительный элемент таких гироскопов совершает непрерывное колебание на своей резонансной частоте, набирая за время эксплуатации прибора огромное количество циклов деформаций. Известен способ формирования сферообразных и цилиндрических поверхностей рабочей части чувствительного элемента ДНГ методом электрохимической обработки [1].
Недостатком известного способа является снижение прочности подвеса из-за нарушения сформированной в процессе проката волокнистой структуры материала.
Задачей настоящего изобретения является увеличение срока эксплуатации штампа, используемого для получения упругого подвеса ДНГ с одновременным повышением долговечности изделия.
Поставленная задача достигается за счет того, что, согласно одному варианту способа изготовления упругого подвеса ДНГ, перед двухсторонним фасонным давлением производят термоциклическую обработку (ТЦО) заготовки.
Согласно другому варианту способа двухстороннее фасонное давление производят в два этапа с применением в промежутке между ними ТЦО.
Особенностью ТЦО [2] является измельчение зерна и более равномерное распределение структурных составляющих, что позволяет одновременно повышать и пластические, и прочностные характеристики сплавов, а следовательно, и увеличивать надежность и долговечность изделий, изготовленных из них [3].
Предлагаются два варианта изготовления упругого подвеса ДНГ. Отличительным признаком обоих вариантов заявленного способа является применение ТЦО для измельчения структуры материала, которая способствует повышению долговечности изделия. Кроме того, ТЦО повышает пластичность сплава, что увеличивает срок эксплуатации штампа, применяемого для двухстороннего выдавливания упругих подвесов ДНГ.
Предложенные способы реализуют следующим образом.
Согласно первому варианту из исходного материала вырезают заготовку диска с учетом направления проката. Проводят предварительную термообработку заготовки для повышения пластических свойств материала, после чего производят выравнивание плоскости заготовки путем механического удаления материала с обеих ее сторон. Осуществляют механическую обработку заготовки, заключающуюся в двухсторонней выборке материала резцом по заданному радиусу до получения нужной толщины подвеса. Механическую обработку производят таким образом, чтобы после нее остался необходимый припуск на пластическую деформацию материала при его обработке давлением. Затем проводят ТЦО для повышения пластичности материала, после чего с помощью специального фасонного штампа осуществляется двухстороннее выдавливание профиля рабочей части подвеса таким образом, чтобы его толщина была доведена до размера, обеспечивающего требуемую жесткость подвеса. После этого может осуществляться механическая обработка и доводка плоскости заготовки с целью восстановления формы, нарушенной выдавливанием. Затем деталь проходит термообработку с целью осуществления окончательного формирования структуры рабочей части упругого подвеса ДНГ. И наконец, на электроэрозионном станке вырезают паз специальной конфигурации, который позволяет осуществить упругие колебания чувствительного элемента ДНГ, чем завершается получение окончательного профиля упругого подвеса ДНГ. (Пример 1).
Согласно второму варианту реализации заявленного способа выдавливание профиля рабочей части подвеса осуществляют в два этапа, а термоциклическую обработку осуществляют в промежутке между ними. Предшествующие выдавливанию и следующие за ней операции полностью аналогичны способу изготовления подвеса по вышеописанному первому варианту за исключением ТЦО. (Пример 2).
Применение заявленной технологии изготовления упругих подвесов ДНГ позволило повысить их стойкость по сравнению с известной технологией - прототипом по меньшей мере в несколько раз, что подтверждается результатами испытаний на усталостную прочность чувствительного элемента.
Пример реализации первого варианта предложенного способа изготовления упругого чувствительного элемента из прецизионного сплава 36НКВХБТЮ-ВИ.
Получают заготовку в виде диска диаметром 20 мм, толщиной 0,7 мм. На электроэрозионном или токарном станке из заготовки вырезают диск диаметром 14 мм.
Производят закалку диска: нагрев до 1000±10°С, выдержка 10 мин, охлаждение в воде.
Доводят плоскость диска методом притира на доводочной плите.
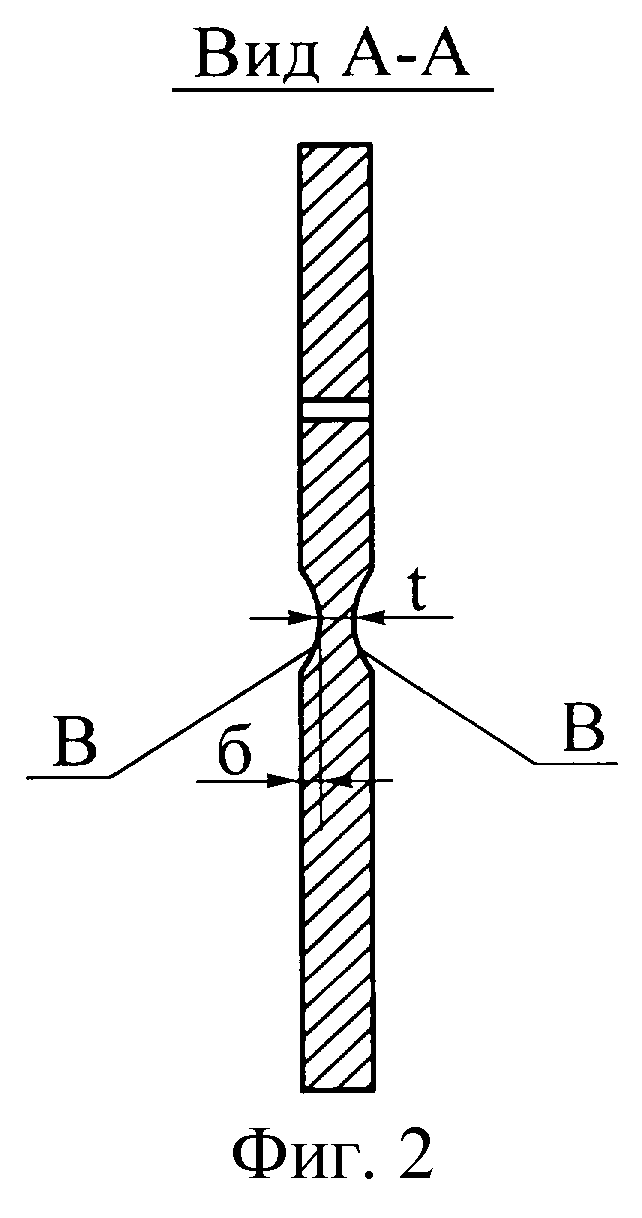
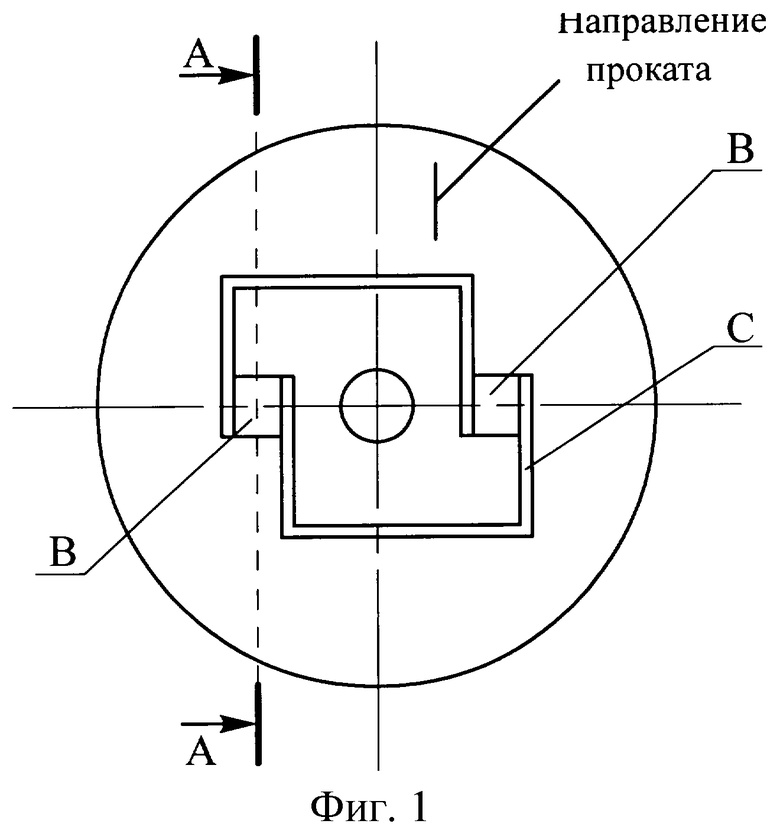
На расточном станке с учетом направления проката выполняют четыре врезки (шейка) В (фиг.1, фиг.2) глубиной (б) 0,12 мм, радиусом 1,5 мм.
Производят термоциклическую обработку ТЦО: нагрев до 950±10°С, выдержка 35 сек охлаждение - в воде, 3 цикла. Методом штампования в месте выполненных врезок доводят их толщину (t, фиг.2) до 0,06 мм.
Доводят плоскость диска на доводочной плите.
Производят дисперсионное твердение диска в кассете между параллельными пластинами по режиму: нагрев до 750±10°С, выдержка 2 часа, затем охлаждение до 630±10°С, выдержка 3 ч, охлаждение до 450±10°С в печи, затем на воздухе.
Производят прорезку пазов С (фиг.1) на электроэрозионном станке.
Доводят плоскость диска на доводочной плите.
Пример реализации второго варианта предложенного способа изготовления упругого чувствительного элемента из прецизионного сплава 36НКВХБТЮ-ВИ.
Получают заготовку в виде диска диаметром 20 мм, толщиной 0,7 мм.
На электроэрозионном или токарном станке из заготовки вырезают диск диаметром 14 мм.
Производят закалку диска: нагрев до 1000±10°С, выдержка 10 мин, охлаждение - в воде.
Доводят плоскость диска методом притира на доводочной плите.
Вырезают технологические отверстия.
На расточном станке с учетом направления проката выполняют четыре врезки (шейка) В (фиг.1, фиг.2) глубиной (б) 0,12 мм, радиусом 1,5 мм.
Методом штампования в месте выполненных врезок, доводят их толщину (t, фиг.2) до 0,08 мм.
Производят термоциклическую обработку ТЦО: нагрев до 950±10°С выдержка 35 сек, охлаждение - в воде, 3 цикла.
Методом штампования в месте выполненных врезок, доводят их толщину (t, фиг.2) до 0,06 мм.
Доводят плоскость диска на доводочной плите.
Производят дисперсионное твердение диска в кассете между параллельными пластинами по режиму: нагрев до 750±10°С, выдержка 2 часа, затем охлаждение до 630±10°С, выдержка 3 ч, охлаждение до 450±10°С в печи, затем на воздухе.
Производят прорезку пазов С (фиг.1) на электроэрозионном станке.
Доводят плоскость диска на доводочной плите.
Источники информации
1. В.Ф.Орлов, Б.И.Чугунов “Электрохимическое формообразование”. М., “Машиностроение”, 1990 г., с.55-57.
2. В.Ф.Суховаров “Прерывистое выделение фаз в сплавах”. Новосибирск, “Наука”, 1983 г., 164 с.
3. В.К.Федюнин, М.Е.Смагоринский “Термоциклическая обработка металлов и деталей машин”. Л., “Машиностроение”, 1989 г. 155 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГО ПОДВЕСА ДИНАМИЧЕСКИ НАСТРАИВАЕМОГО ГИРОСКОПА | 2005 |
|
RU2289099C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГО ПОДВЕСА ДИНАМИЧЕСКИ НАСТРАИВАЕМОГО ГИРОСКОПА (ВАРИАНТЫ) | 2001 |
|
RU2218231C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГО ПОДВЕСА ДИНАМИЧЕСКИ НАСТРАИВАЕМОГО ГИРОСКОПА | 2013 |
|
RU2556853C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГО ПОДВЕСА ДИНАМИЧЕСКИ НАСТРАИВАЕМОГО ГИРОСКОПА | 2013 |
|
RU2556852C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГО ПОДВЕСА ДИНАМИЧЕСКИ НАСТРАИВАЕМОГО ГИРОСКОПА | 2011 |
|
RU2492422C2 |
| ДИНАМИЧЕСКИ НАСТРАИВАЕМЫЙ ГИРОСКОП | 2002 |
|
RU2235976C2 |
| СПОСОБ ТЕРМОЦИКЛИЧЕСКОЙ ОБРАБОТКИ МНОГОФАЗНЫХ ДЕФОРМИРОВАННЫХ ЖЕЛЕЗНЫХ СПЛАВОВ | 2003 |
|
RU2241768C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2020 |
|
RU2738870C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОГО ИНСТРУМЕНТА | 2007 |
|
RU2355787C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИТЫХ ДЕТАЛЕЙ ИЗ НИЗКОЛЕГИРОВАННЫХ И УГЛЕРОДИСТЫХ СТАЛЕЙ | 2015 |
|
RU2672718C2 |
Изобретение относится к области приборостроения и может использоваться для изготовления упругих подвесов чувствительных элементов динамически настраиваемых гироскопов. Способ включает получение заготовки подвеса с учетом направления проката, поэтапную термообработку заготовки, механическое удаление материала с обеих ее сторон и последующее формирование подвеса путем двухстороннего фасонного выдавливания. В соответствии с первым вариантом способа перед двухсторонним фасонным выдавливанием производят термоциклическую обработку заготовки. Второй вариант способа предполагает, что двухстороннее фасонное выдавливание производят в два этапа с применением в промежутке между ними термоциклической обработки заготовки. В результате обеспечивается повышение долговечности подвеса и увеличение срока эксплуатации штампа для его изготовления. 2 с.п.ф-лы, 2 ил.
| ОРЛОВ В.Ф., ЧУГУНОВ Б.И, Электрохимическое формообразование, Москва, Машиностроение, 1990, с.55-57 | |||
| Торсионный подвес | 1974 |
|
SU507775A1 |
| Упругий торсионный подвес | 1981 |
|
SU981828A1 |
| RU 2058527 C1, 20.04.1996 | |||
| ЛИНИЯ ПЕРЕРАБОТКИ ПРОДУКТОВ ФЛОТАЦИОННОГО ОБОГАЩЕНИЯ, СОДЕРЖАЩИХ ЗОЛОТО | 1993 |
|
RU2042723C1 |
| DE 19950061 А1, 19.04.2001. | |||

