Область техники, к которой относится изобретение
Изобретение относится к устройству, устанавливаемому на борту судна для обвязки по меньшей мере одного кабеля с трубопроводом, размер которого в нормальных условиях превышает размер кабеля, во время непрерывной и происходящей одновременно с обвязкой прокладки обвязанного пучка труб и/или кабелей (так называемого комбинированного пучка) в море, и к соответствующему способу обвязки.
Уровень техники
В уровне техники известно обвязывание меньших труб с большей трубой, например решение, раскрытое в US 2003/0103811 А1 (Grimseth) и изображенное на фиг.1 этого документа. Это решение показывает меньшую трубу 11 для ингибитора гидратообразования, лежащую на седлообразной опоре 12, которая, в свою очередь, лежит на большей трубопроводной системе, и они обвязаны лентой 17.
Другим документом, показывающим обвязку кабеля с большей трубой, является NO 323381 (Statoil/Nexans). В данном случае показан высоковольтный кабель, обвязанный со сборным подводным трубопроводом. Кабель представляет собой кабель прямого электронагрева. Использованы удлиненные седлообразные опорные элементы, уложенные один за другим в продольном направлении. Помимо действия в качестве седлообразной опоры, опирающейся на большую трубу, седлообразные опорные элементы также образуют меньший канал для создания непрерывной защитной оболочки, внутри которой лежит кабель прямого электронагрева. Обвязочные элементы с интервалами направлены вокруг труб и защиты так, как показано на фиг.2 указанного документа. Весь процесс укладки прерывают для каждой обвязочной операции, которая является очень длительной и трудоемкой, из-за чего значительно снижается скорость укладки. Каким образом это осуществляется и выполняется автором указанного документа (Grimseth), не известно автору настоящего документа.
Еще один пример уровня техники показан в патенте US 5553,666.
Раскрытие изобретения
Одной задачей настоящего изобретения является создание устройства для обвязки по меньшей мере двух труб и/или кабелей, которая может выполняться непрерывно во время операции укладки труб и может выполняться быстро и эффективно без большого риска вынужденной остановки укладки из-за недостатков используемых способа или оборудования. Компоненты, которые в решении согласно NO 323381 увеличивают продолжительность обвязочной операции и создают проблемы, - это седлообразные опорные элементы, внутрь которых укладываются кабели, и защитные элементы, укладываемые поверх кабеля, которые вместе полностью ограждают кабель, как показано на фиг.2 указанного документа. В указанном патенте это не описывается, но, вероятно, седлообразные опорные элементы вручную укладывают на большую трубу, после чего устанавливают кабель, закрывают его сверху защитными элементами и только после этого выполняют обвязочную операцию. Очевидно, было бы значительным усовершенствованием устранение седлообразных опор и защитных ограждений, а также устранение всей ручной работы, а вместо этого создание возможности непрерывного выполнения обвязки, но чтобы при этом пучок труб и/или кабелей прокладывался в море неослабленным. В этом случае скорость прокладки трубопровода определяется другими предпосылками, а не скоростью обвязки. В этом случае экономия времени представляет собой также значительную экономию издержек.
Еще одной задачей настоящего изобретения является создание кабеля с собственной или интегрированной защитой, такой, что отдельную защиту, описанную выше, можно не использовать. Такая защита не должна препятствовать наматыванию кабеля длиной 20-40 км на большую катушку и не должна способствовать склеиванию витков.
Также важно предотвратить проблемы повреждений кабеля во время манипуляций с ним, его установки и его обвязки с трубой.
Еще одной задачей изобретения является предотвращение обрывов кабеля и его местных прогибов с поднятием и т.п. из-за теплового расширения или сжатия.
Согласно настоящему изобретению предлагается устройство охарактеризованного выше типа, содержащее по меньшей мере одну обвязочную машину, выполненную с возможностью перемещения вперед вместе с кабелем и трубопроводом для выполнения обвязочной операции согласованно с их продвижением вперед и с возможностью перемещения назад относительно кабеля и трубопровода для повторного позиционирования для следующей обвязочной операции так, что наложение обвязки или обвязок выполняется периодически при непрерывной укладке обвязанного пучка; и средства для непрерывного механизированного продвижения соответствующих труб и кабелей к обвязочной машине и далее в море.
Предыдущий абзац описывает устройство в простейшей форме. С помощью такого устройства использование отдельных седлообразных опор и отдельных охватывающих защитных элементов полностью устранено. Кабель обвязывается непосредственно с трубопроводом. Кабель может также иметь простейшую форму без большого количества защитных конструкций. При простейшей форме устройства кабель укладывается прямолинейно и приблизительно параллельно трубопроводу.
В предпочтительном варианте осуществления устройство включает средства для придания несколько S-образной формы в виде «змейки» каждому кабелю, лежащему на трубопроводе, размер которого в обычных условиях превышает размер кабеля. Это выполняется для учета возможного теплового расширения или сжатия, с тем чтобы предотвратить разрывное повреждение в кабеле. Длина трубопровода может также изменяться из-за изменений давления внутри этого трубопровода.
В одном варианте осуществления средства для придания несколько S-образной формы (формы «змейки») каждому кабелю могут включать рабочий цилиндр, действующий на ролики, сопрягающиеся с кабелем, причем рабочий цилиндр приводится в действие в прямом и обратном направлениях с некоторой амплитудой для придания кабелю S-образной формы в виде пологой синусоиды.
При обычных условиях средства для придания несколько S-образной формы в виде «змейки» каждому кабелю неподвижны по отношению к судну в направлении продвижения указанного пучка.
Является удобным, если обвязочная машина (обвязочные машины) расположена (расположены) на раме, которая, в свою очередь, прикреплена к судну, при этом обвязочная машина (обвязочные машины) выполнена (выполнены) с возможностью перемещения назад и вперед вдоль направляющих рельсов относительно рамы.
Каждая обвязочная машина включает средства натяжения обвязки и соответствующую бесконечную направляющую обвязки, проходящую в окружном направлении вокруг кабелей и трубопровода и на расстоянии от них, причем направляющая обвязки способна направлять обвязку по некоторой кривой вокруг пучка перед выполнением операции натяжения обвязки.
Предпочтительно, средства для непрерывного механизированного продвижения соответствующих кабелей и трубопровода к обвязочной машине (обвязочным машинам) имеют форму нескольких гусеничных лент, действующих непосредственно на поверхности кабеля и трубопровода.
Согласно настоящему изобретению также предлагается способ соединения в пучок посредством обвязки по меньшей мере одного кабеля и трубопровода, прокладываемых в море непрерывным образом с трубоукладочного судна. Отличительными особенностями способа является то, что каждый кабель и указанный трубопровод, размеры которого превышают размеры кабеля, подают или продвигают согласованно и в контакте друг с другом по направлению к обвязочной машине, активируют обвязочную машину с интервалами для выполнения обвязочной операции, в процессе которой обвязочную машину перемещают согласованно с обвязываемым пучком, повторно размещают обвязочную машину относительно указанного пучка для подготовки к очередной обвязочной операции, причем на кабель вблизи обвязочной машины воздействуют поперечно для создания незначительных смещений в виде «змейки» таким образом, что он остается лежащим в пологой синусоидальной конфигурации после обвязки и в дальнейшем, когда обвязанный пучок входит в море и опускается на морское дно.
Предпочтительно, способ могут выполнять таким образом, что поверхность контакта между большим трубопроводом и каждым кабелем деформируется для создания естественных седлообразных опорных углублений в области обвязки. Это дополнительно способствует стабилизации кабеля, когда его обвязывают с главным трубопроводом. Это может быть обеспечено за счет внешней оболочки трубопровода (например, из битумной мастики) и/или за счет упругой внешней оболочки кабеля. Величина деформации зависит от свойств материалов оболочек. Если трубопровод выполнен из безуглеродистой стали или имеет облицовку из бетона, деформация будет происходить только во внешней оболочке кабеля, которая обычно выполнена из полиэтилена.
Обвязку выполняют с интервалами от 2 до 10 метров, предпочтительно -приблизительно 6 метров.
Указанную обвязку могут выполнять двумя обвязочными машинами, при этом обвязки размещают на расстоянии от 50 до 500 мм друг от друга, на виде в продольном направлении указанного пучка.
Краткое описание чертежей
Другие задачи, признаки и преимущества станут понятны из нижеследующего описания предпочтительных вариантов осуществления изобретения, которое приведено в целях описания и со ссылкой на прилагаемые чертежи, на которых
фиг.1 показывает схематично перспективный вид устройства согласно изобретению в его простейшем варианте осуществления,
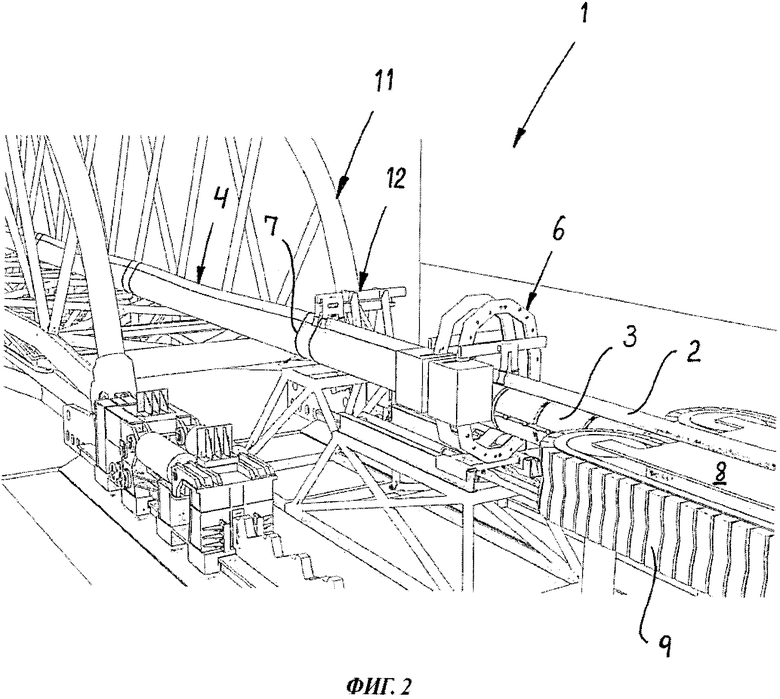
фиг.2 показывает перспективный вид устройства согласно изобретению с добавлением средств для придания S-образной формы,
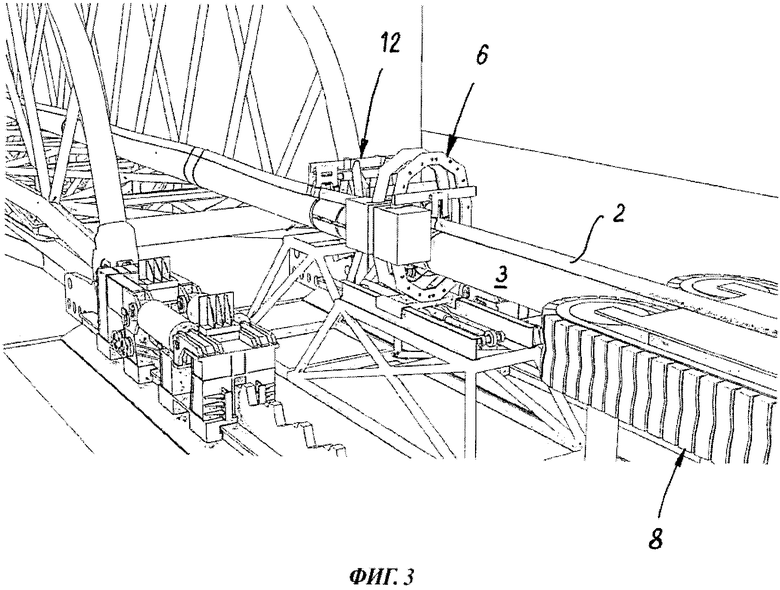
фиг.3 показывает то же, что фигура 2, но с обвязочной машиной в другой позиции,
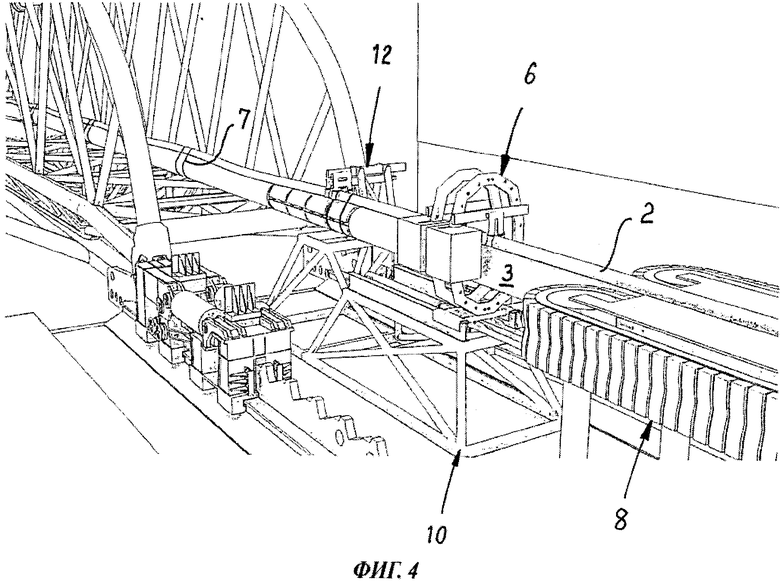
фиг.4 показывает то же, что фигура 2, но с обвязочной машиной в еще одной другой позиции,
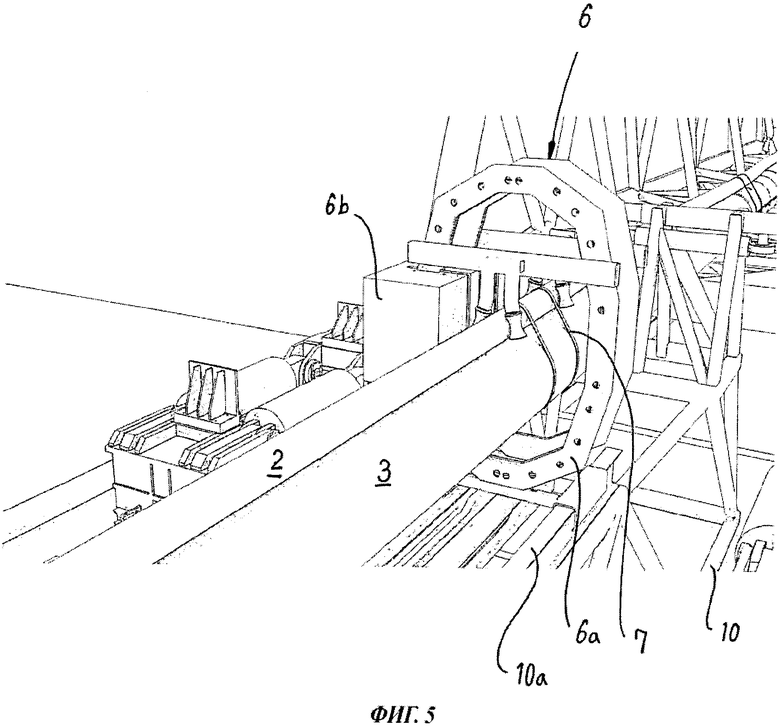
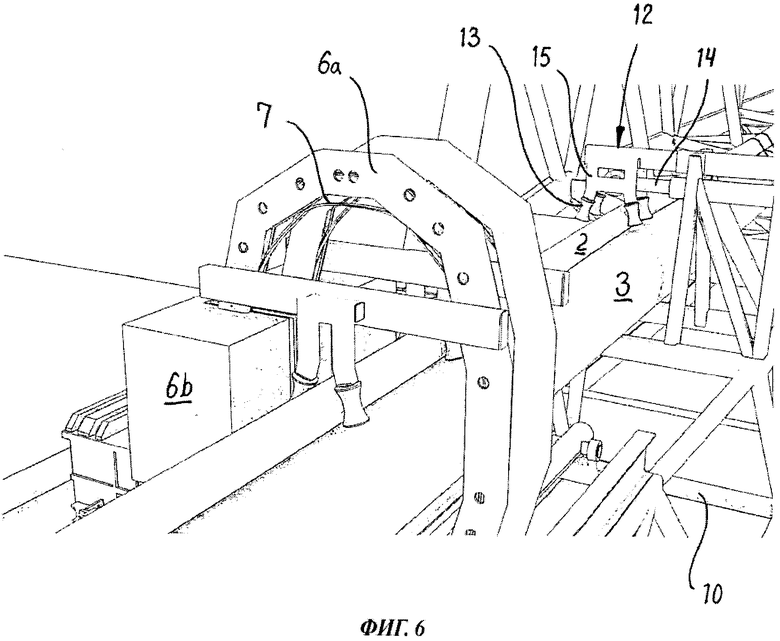
фиг.5 показывает обвязочную машину более детально, фиг.6 показывает то же, что фигура 5, но с обвязочной машиной в другой позиции,
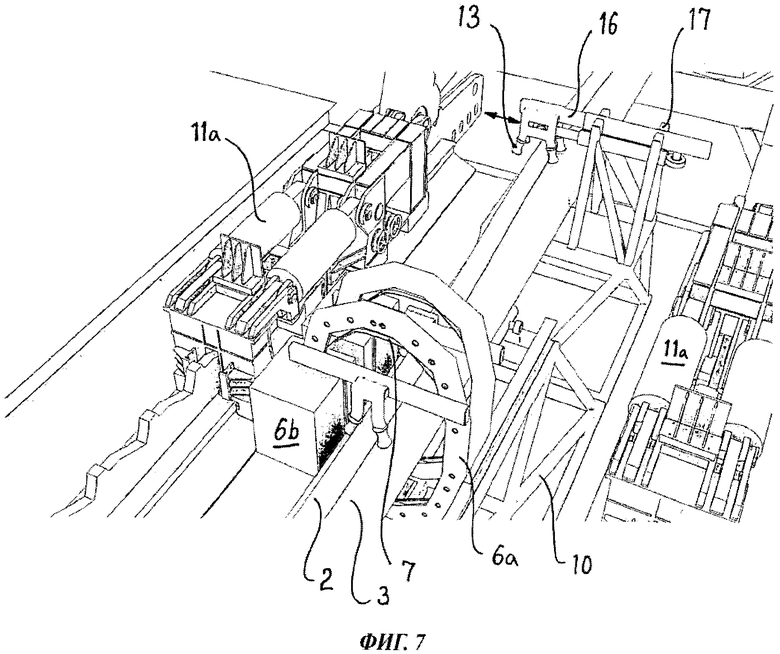
фиг.7 показывает то же, что фигура 5, но с обвязочной машиной в еще одной другой позиции.
Осуществление изобретения
Теперь рассмотрим фигуры, на которых фиг.1 показывает все устройство 1 согласно изобретению в его простейшей форме, которое адаптировано для обвязки по меньшей мере одного кабеля 2 и, обычно, большей трубы 3, или большего трубопровода 3. Предполагается, что это осуществляется во время непрерывной и происходящей одновременно с обвязкой укладки или прокладки обвязанного пучка 4 в море. Устройство включает несколько частей, которые расположены на трубоукладочном судне, причем показана лишь малая область палубы 5 судна. В дальнейшем описании из соображений простоты речь идет лишь об одном кабеле 2, однако кабелей может быть несколько, хотя стандартным является наличие лишь одного кабеля 2. Также возможно, что меньшая труба или трубопроводная система замещает кабель 2 или используется в качестве дополнения.
Устройство 1 включает по меньшей мере одну обвязочную машину 6, которая выполнена с возможностью перемещения вперед вместе с кабелем 2 и трубопроводом 3 для выполнения обвязочной операции параллельно, или согласованно, с их продвижением и выполнена с возможностью перемещения назад относительно кабеля 2 и трубопровода 3 для подготовки и повторного позиционирования для следующей обвязочной операции. Благодаря этому наложение обвязки или обвязок 7 будет выполняться периодически во время непрерывной укладки обвязанного пучка 4.
Устройство 1 также включает средства 8 для непрерывной механизированной подачи, или непрерывного механизированного продвижения, соответствующих труб 3 и кабелей 2 к обвязочной машине 6, которые (средства 8) также обеспечивают дальнейшую их подачу вдоль выводящего приспособления, которое выводит пучок 4 с трубоукладочного судна в море.
Средства 8 для непрерывной механизированной подачи соответствующих кабелей 2 и труб 3 к обвязочной машине 6 обычно имеют форму нескольких гусеничных лент 9, действующих непосредственно на поверхность трубы 3 и, альтернативно, также на кабель 2.
Фигуры 2-7 показывают более сложное устройство 1, которое также имеет выводящий мост 11, на который пучок 4 опирается, и вдоль которого пучок 4 направляется по пути в море. Обычно выводящий мост 11 может подниматься от моря и опускаться к морю с помощью мощных рабочих цилиндров 11а. Пучок 4 входит в море в одном направлении - к левой стороне фигуры. По сравнению с фигурой 1, устройство дополнительно включает средства 12 для придания кабелю 2 слегка S-образной формы. В результате кабель 2 проходит волнисто («змейкой») вдоль трубопровода 3, когда они прочно обвязаны в так называемый комбинированный пучок 4 труб и/или кабелей.
В одном варианте осуществления средства 12 для придания слегка S-образной формы (формы «змейки») каждому кабелю 2 могут иметь форму нескольких роликов 13, действующих непосредственно на кабель 2 (см. фигуры 6 и 7, где это видно лучше). Как показано, ролики 13 могут перемещаться с помощью рабочего цилиндра 14 вперед и назад поперечно по отношению к продольному направлению трубопровода 3 и тем самым могут вносить смещения некоторой амплитуды в кабель 2. Ролики 13 расположены на держателях 15, расходящихся над кабелем 2, а держатели 15, в свою очередь, зафиксированы на направляющем стержне 16, совмещенном с направляющим каналом 17. Ролики 13 действуют на кабель 2 и тем самым придают ему форму пологой синусоиды («змейки») совместно с обвязочной операцией. Средства 12 для придания слегка S-образной формы расположены ниже обвязочной машины 6 по направлению подачи трубопровода 3 и кабеля 2. Стрелка на фигуре 7 показывает перемещения направляющего стержня 16 и, следовательно, смещения с некоторой амплитудой роликов 13.
Как лучше видно на фигурах 5-7, каждая обвязочная машина 6 включает натягивающие обвязку средства 6b и соответствующую бесконечную направляющую 6а обвязки, проходящую в окружном направлении вокруг кабелей 2 и труб 3 и на расстоянии от них. Направляющая 6а обвязки способна направлять обвязку 7 по некоторой кривой вокруг пучка 4 перед проведением операции натяжения обвязки. В частности, см. фигуру 6, где обвязка 7 находится в состоянии перед сходом с направляющей 6а обвязки. Основной принцип для таких обвязочных машин является по существу известным. Обычным выбором материала для обвязки 7 являются нержавеющие материалы, такие как инконель, но могут также использоваться армированные волокном композитные материалы. В качестве примера, который не является ограничением, обвязка может быть в форме металлических полос, имеющих ширину 30-40 мм, толщину 1 мм и предел прочности при растяжении 2000 кг.
Обвязочная машина 6 может быть расположена на раме 10, которая, в свою очередь, закреплена на палубе 5 судна. Обвязочная машина 6 выполнена с возможностью смещения назад и вперед вдоль направляющих средств 10а относительно рамы 10. Этот узел механизирован и соединен с управляющими системами, которые обеспечивают, чтобы скорость продвижения обвязочной машины 6 при выполнении обвязки находилась в соответствии, или в согласовании, со скоростью продвижения трубопровода 3.
Фигуры 2-4 показывают различные позиции, которые обвязочная машина 6 занимает во время ее работы. Их можно увидеть по отношению к средствам 12 для придания слегка S-образной формы, которые неподвижны (в направлении продвижения трубопровода и кабеля) относительно устройства 1 и судна. Фигура 2 показывает ситуацию, в которой обвязочная машина 6 находится в состоянии перед синхронизацией с трубопроводом 3 для продвижения с ним.
Фигура 3 показывает ситуацию, в которой обвязочная машина 6 продвигается с трубопроводом 3 и выполняется обвязка. В это же время средства 12 для придания слегка S-образной формы приведены в действие, сместились на максимальную амплитуду и возвращаются к минимальной амплитуде. См. также фигуру 7, которая показывает смещение приблизительно максимальной амплитуды средств 12 для придания слегка S-образной формы.
Фигура 4 показывает ситуацию, в которой обвязочная машина 6 вернулась в исходную позицию, готовая к следующему возвратно-поступательному проходу, как показано на фигуре 2. Средства 12 для придания слегка S-образной формы вернулись к смещению с минимальной амплитудой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБВИВКИ ОДНОРАЗОВЫХ СТРОПОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2255880C1 |
| Держатель пучка проводов и устройство для обвязывания пучка проводов пластиковой лентой | 1988 |
|
SU1831775A3 |
| Устройство для обвязки проволокой стержнеобразных предметов | 1978 |
|
SU722798A1 |
| Устройство для пакетирования и обвязки пачек удлиненных предметов | 1983 |
|
SU1126500A1 |
| Машина для сплотки бревен в пучки | 1972 |
|
SU648492A1 |
| СПОСОБ И СИСТЕМА ДЛЯ УКЛАДКИ ТРУБОПРОВОДА НА ДНО ВОДОЕМА | 2012 |
|
RU2601657C2 |
| УСТРОЙСТВО ДЛЯ ОБВЯЗКИ ИЗДЕЛИЙ НА ПАЛЛЕТЕ | 2022 |
|
RU2793019C1 |
| МАШИНА ДЛЯ ОЧИСТКИ СЕКЦИИ ТРУБОПРОВОДА | 2015 |
|
RU2637954C2 |
| ОБЕРТЫВАЮЩАЯ МАШИНА, СИСТЕМА ОБЕРТЫВАНИЯ И СПОСОБ ОБЕРТЫВАНИЯ | 2012 |
|
RU2608812C2 |
| Устройство для формирования пучков бревен | 1978 |
|
SU703451A1 |
Группа изобретений относится к трубопроводному транспорту и может быть использована при укладке трубопроводов с судна на дно водоема. Предложено устройство (1), устанавливаемое на борту судна для обвязки по меньшей мере одного кабеля (2) и трубопровода (3) во время непрерывной и происходящей одновременно с обвязкой укладки обвязанного пучка (4) в море. Устройство включает по меньшей мере одну обвязочную машину (6), перемещаемую вперед вместе с кабелем (2) и трубопроводом (3) для выполнения обвязочной операции согласованно с их продвижением вперед. Обвязочная машина выполнена с возможностью перемещения назад относительно кабеля и трубопровода для повторного позиционирования для следующей обвязочной операции так, что наложение обвязки или обвязок (7) выполняется периодически при непрерывной укладке пучка. Также имеются средства (8) для непрерывного механизированного продвижения соответствующих труб и кабелей к обвязочной машине (6) и далее в море. 2 н. и 8 з.п. ф-лы, 7 ил.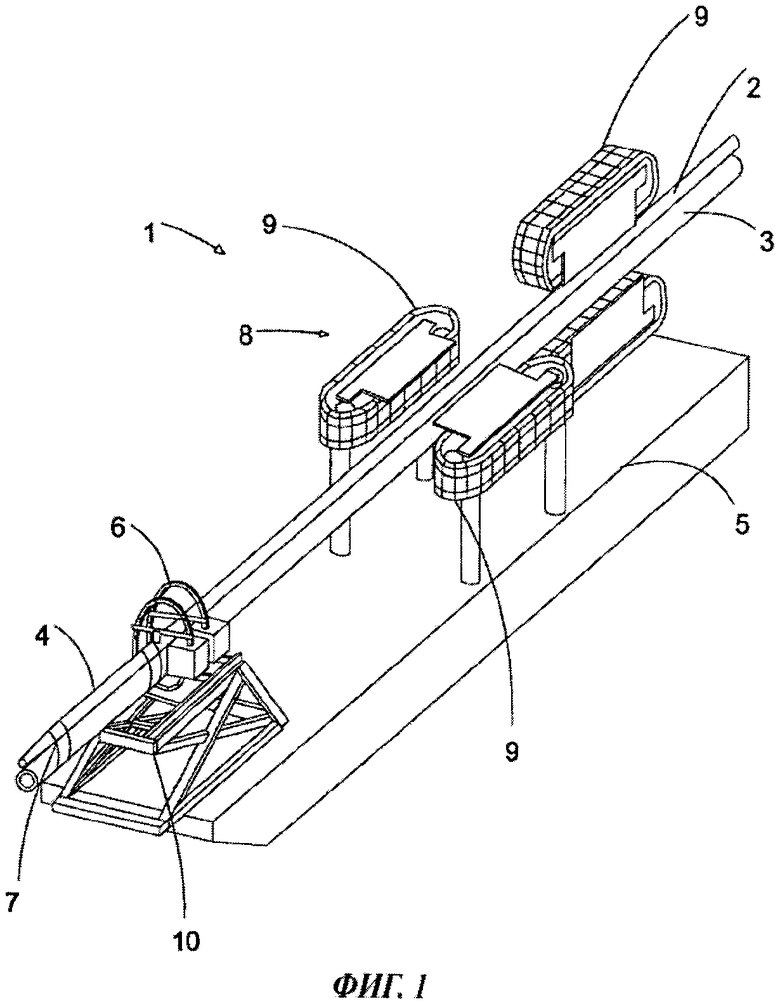
1. Устройство (1), устанавливаемое на борту судна для обвязки по меньшей мере одного кабеля (2) и трубопровода (3) во время непрерывной и происходящей одновременно с обвязкой укладки обвязанного пучка (4) в море, содержащее по меньшей мере одну обвязочную машину (6), выполненную с возможностью перемещения вперед вместе с кабелем (2) и трубопроводом (3) для выполнения обвязочной операции согласованно с их продвижением вперед и с возможностью перемещения назад относительно кабеля и трубопровода для повторного позиционирования для следующей обвязочной операции так, что наложение обвязки или обвязок (7) выполняется периодически при непрерывной укладке обвязанного пучка; и средства (8) для непрерывного механизированного продвижения соответствующих труб и кабелей к обвязочной машине (6) и далее в море, отличающееся тем, что дополнительно содержит средства для придания несколько S-образной формы в виде «змейки» каждому кабелю, лежащему на трубопроводе, размер которого в обычных условиях превышает размер кабеля.
2. Устройство по п.1, отличающееся тем, что средства для придания несколько S-образной формы в виде «змейки» каждому кабелю включают рабочий цилиндр, действующий на сопрягающиеся с кабелем ролики, причем указанный рабочий цилиндр приводится в действие в прямом и обратном направлениях с амплитудой для придания кабелю S-образной формы в виде пологой синусоиды.
3. Устройство по п.1, отличающееся тем, что средства для придания несколько S-образной формы в виде «змейки» каждому кабелю неподвижны по отношению к судну в направлении продвижения указанного пучка.
4. Устройство по п.1, отличающееся тем, что обвязочная машина или обвязочные машины расположена или расположены на раме, которая, в свою очередь, прикреплена к судну, при этом обвязочная машина или обвязочные машины выполнена или выполнены с возможностью перемещения назад и вперед вдоль направляющих рельсов относительно рамы.
5. Устройство по п.1, отличающееся тем, что каждая обвязочная машина включает средства натяжения обвязки и соответствующую бесконечную направляющую обвязки, проходящую в окружном направлении вокруг кабелей и трубопровода и на расстоянии от них, причем направляющая обвязки способна направлять обвязку по некоторой кривой вокруг указанного пучка перед выполнением операции натяжения обвязки.
6. Устройство по п.1, отличающееся тем, что средства для непрерывного механизированного продвижения соответствующих кабелей и трубопроводов к обвязочной машине или обвязочным машинам выполнены в виде гусеничных лент, действующих непосредственно на поверхности кабеля и трубопровода.
7. Способ соединения в пучок посредством обвязки по меньшей мере одного кабеля и трубопровода, прокладываемых в море непрерывным образом с трубоукладочного судна, в котором подают или продвигают указанный трубопровод и каждый кабель согласованно и в контакте друг с другом по направлению к обвязочной машине, активируют обвязочную машину с интервалами для выполнения обвязочной операции, в процессе которой обвязочную машину перемещают согласованно с обвязываемым пучком, повторно размещают обвязочную машину относительно указанного пучка для подготовки к очередной обвязочной операции, отличающийся тем, что на кабель вблизи обвязочной машины воздействуют поперечно для создания незначительных смещений в виде «змейки» таким образом, что он остается лежащим в пологой синусоидальной конфигурации после обвязки и в дальнейшем, когда обвязанный пучок входит в море и опускается на морское дно.
8. Способ по п.7, отличающийся тем, что поверхность контакта между кабелем и трубопроводом, размер которого в обычных условиях превышает размер кабеля, деформируют для создания естественных седлообразных опорных углублений в области обвязки.
9. Способ по п.7, отличающийся тем, что обвязку выполняют с интервалами от 2 до 10 метров, предпочтительно порядка 6 метров.
10. Способ по п.7, отличающийся тем, что обвязку выполняют двумя обвязочными машинами, при этом обвязки размещают на расстоянии от 50 до 500 мм друг от друга, на виде в продольном направлении указанного пучка.
| WO2007105962, 20.09.2007 | |||
| US5553666 A, 10.09.1996 | |||
| US7282638 B2, 16.10.2007 | |||
| US2003103811 A1, 05.06.2003 |

