ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к устройству производства для производства монтажного жгута, предусмотренного в автомобиле.
УРОВЕНЬ ТЕХНИКИ
На автомобиль устанавливаются различные типы электронных устройств. В автомобиле монтажный жгут выполнен с возможностью подачи электрического питания от источника питания, такого как батарея, или управляющего сигнала от контроллера к электронным устройствам.
Монтажный жгут содержит основной жгут и внешние части, прикрепленные к основному жгуту. Основной жгут содержит поджгут, который образован посредством объединения в пучок множества электропроводов, содержащих соединитель, предусмотренный на выводах.
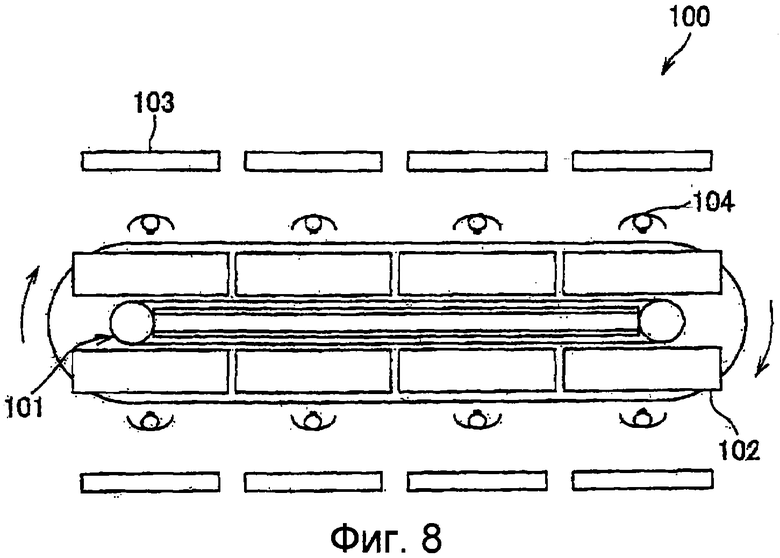
Монтажный жгут собирают на заводе, как показано на фиг.8, устройством 100 производства монтажного жгута, содержащим ленточный конвейер 101, содержащий непрерывно циркулирующую ленту перемещения, и верстаки 102, транспортируемые ленточным конвейером 101 (см., например, ПЛ 1).
В устройстве 100 производства монтажного жгута вблизи устройства 100 производства монтажного жгута предусмотрены ящики 103 запасных частей, в которых хранятся внешние части, такие как прокладочные кольца для монтажного жгута, прикрепляемые к под-жгуту или основному жгуту, защитные приспособления для монтажного жгута, фиксаторы электропроводки и т.п. Остановка работы устройства производства монтажного жгута из-за нехватки внешних частей предотвращена запасами, хранимыми в ящиках 103 запасных частей.
СПИСОК ЦИТИРОВАННОЙ ЛИТЕРАТУРЫ
Патентная литература
[ПЛ 1] JP-A-9-141529
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ЗАДАЧА
Однако в устройстве 100 производства монтажного жгута, раскрытом в ПЛ 1, если внешние части, которые должны быть прикреплены к поджгуту, заканчиваются, монтажный жгут не может быть произведен. Поэтому ящики 103 запасных частей, в которых хранится много запасных внешних частей, должны быть установлены вблизи устройства 1 производства монтажного жгута. Более того, поскольку внешние части соответственно прикрепляются на верстаках 102 устройства 100 производства монтажного жгута, ящик 103 запасных частей установлен для каждого из верстаков 102. Соответственно, площадь установки устройства 100 производства монтажного жгута увеличена таким образом, что на заводе необходимо обеспечить большое рабочее пространство.
Более того, поскольку для производства монтажного жгута по существу требуются внешние части, относительно много внешних частей хранится на складе в качестве запасов. Соответственно, необходимо обеспечить пространство для вмещения запасов внешних частей, а также необходимо управление запасами.
РЕШЕНИЕ ЗАДАЧИ
Задача настоящего изобретения состоит в том, чтобы на сборочном заводе монтажных жгутов уменьшить суммарные запасы внешних частей и обеспечить устройство производства монтажного жгута, содержащее монтажную панель, на которой монтируется множество электропроводов, и формовочную машину, образующую внешние части, которые должны быть прикреплены к множеству электропроводов.
Для того чтобы решить описанную выше задачу, согласно настоящему изобретению предложено устройство производства для производства монтажного жгута, которое содержит формовочную машину, образующую внешние части, которые должны быть прикреплены к монтажному жгуту, и монтажную панель, содержащую связывающее устройство, на котором монтируется множество электропроводов в заданную форму.
ПРЕИМУЩЕСТВЕННЫЕ РЕЗУЛЬТАТЫ ИЗОБРЕТЕНИЯ
Согласно настоящему изобретению в устройстве производства монтажного жгута множество электропроводов обеспечены и образованы в заданные формы, а также образованы внешние части, прикрепляемые к монтажному жгуту. Соответственно, если внешние части являются необходимыми, на заводе монтажных жгутов изготавливается лишь требуемое количество внешних частей. Поэтому пространство для хранения запасов внешних частей опущено для экономии трудовых затрат и времени, требуемого для управления запасами внешних частей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 представляет собой вид, показывающий вариант осуществления устройства производства монтажного жгута согласно настоящему изобретению.
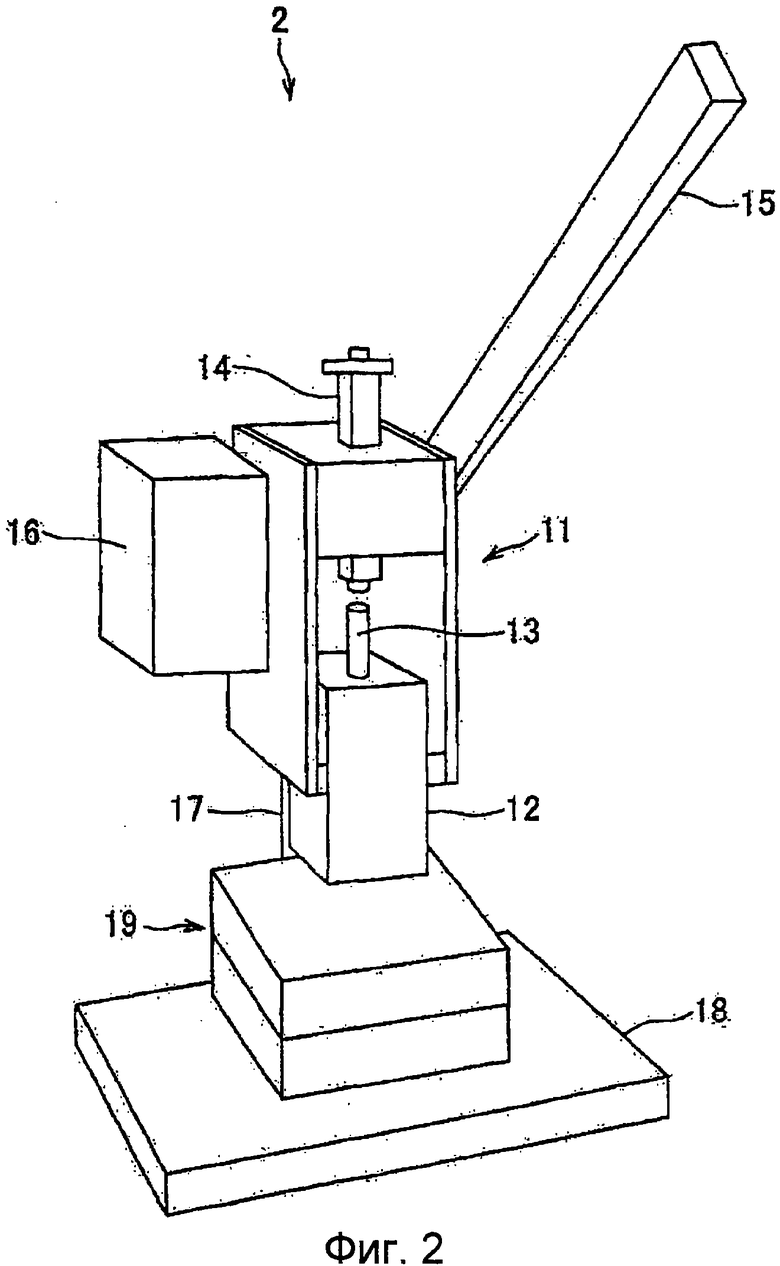
Фиг.2 - общий вид, показывающий формовочную машину, которая образует устройство производства монтажного жгута, показанное на фиг.1.
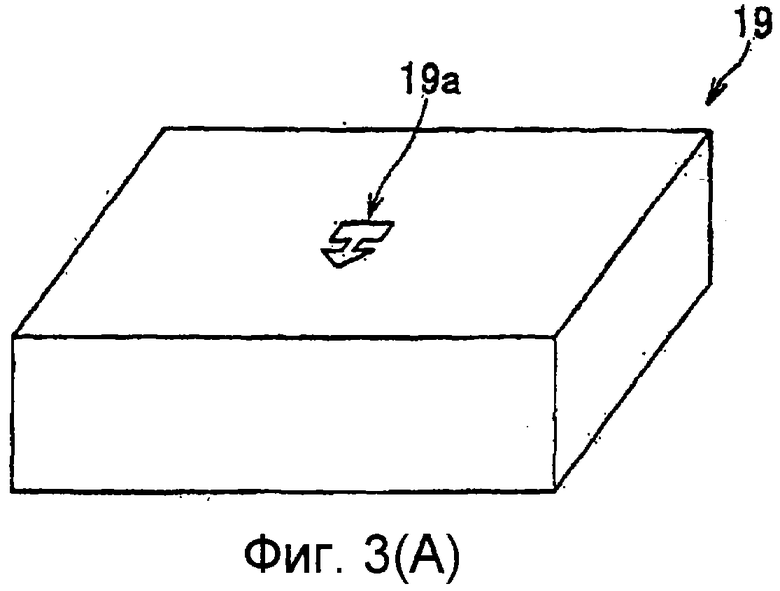
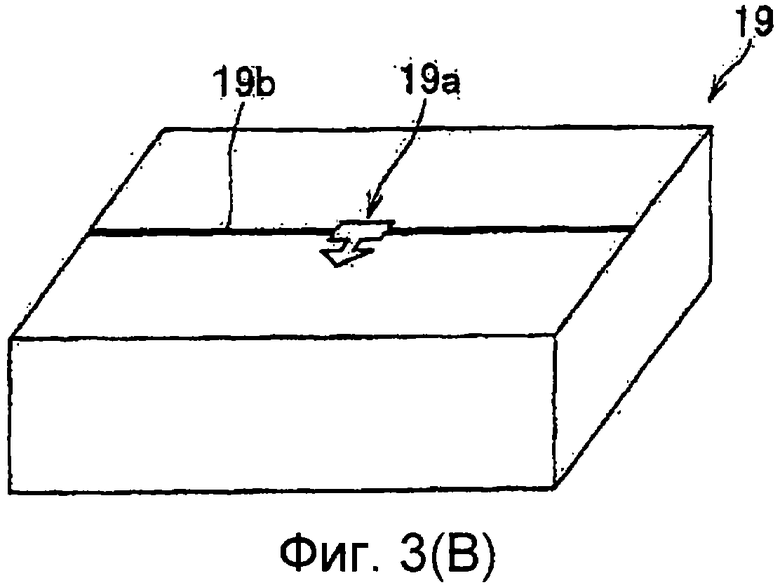
Фиг.3(A) и 3(B) - общий вид формы, которая образует формовочную машину, показанную на фиг.2. На фиг.3(A) показана металлическая форма, которая образует фиксатор, и на фиг.3(B) показана металлическая форма, которая формирует электропровод, содержащий внешние части.
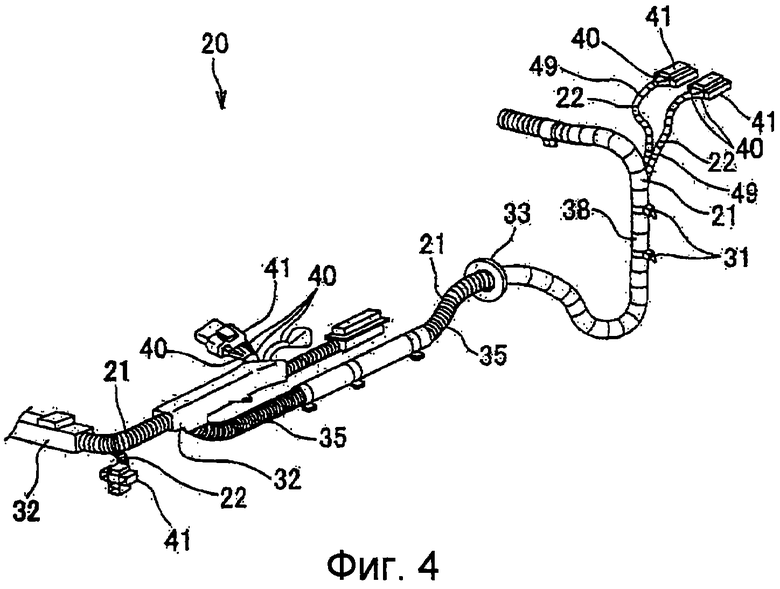
Фиг.4 - общий вид монтажного жгута, произведенного устройством производства монтажного жгута, показанным на фиг.1.
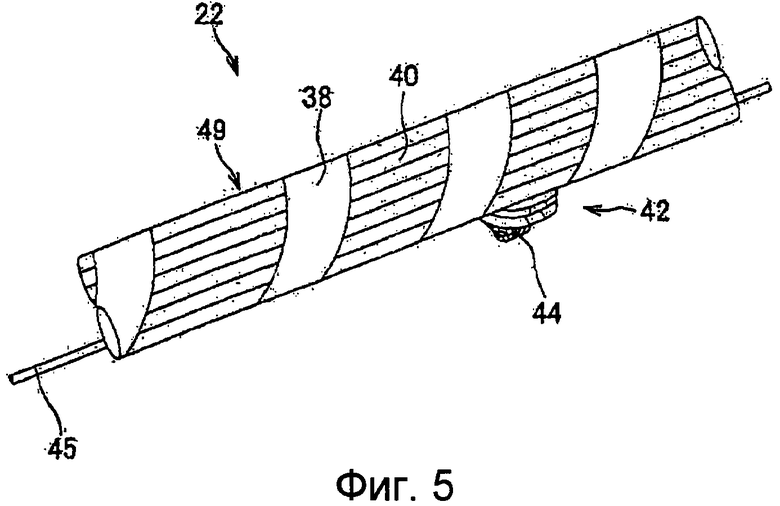
Фиг.5 - общий вид поджгута, который образует монтажный жгут, показанный на фиг.4.
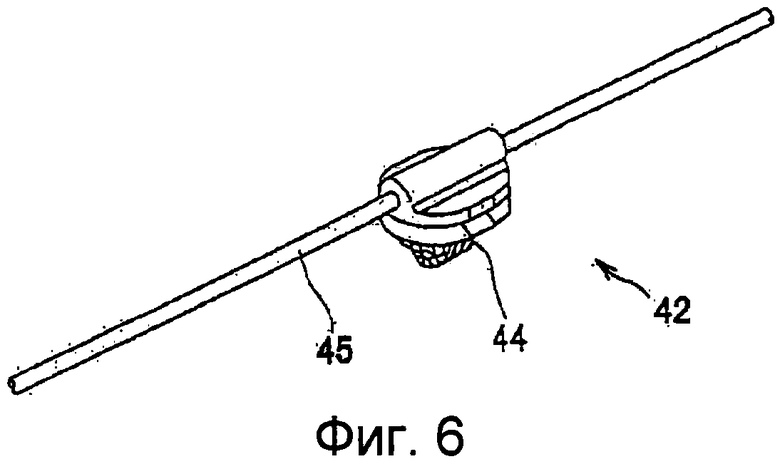
Фиг.6 - общий вид электропровода, содержащего внешние части, который образует поджгут, показанный на фиг.5.
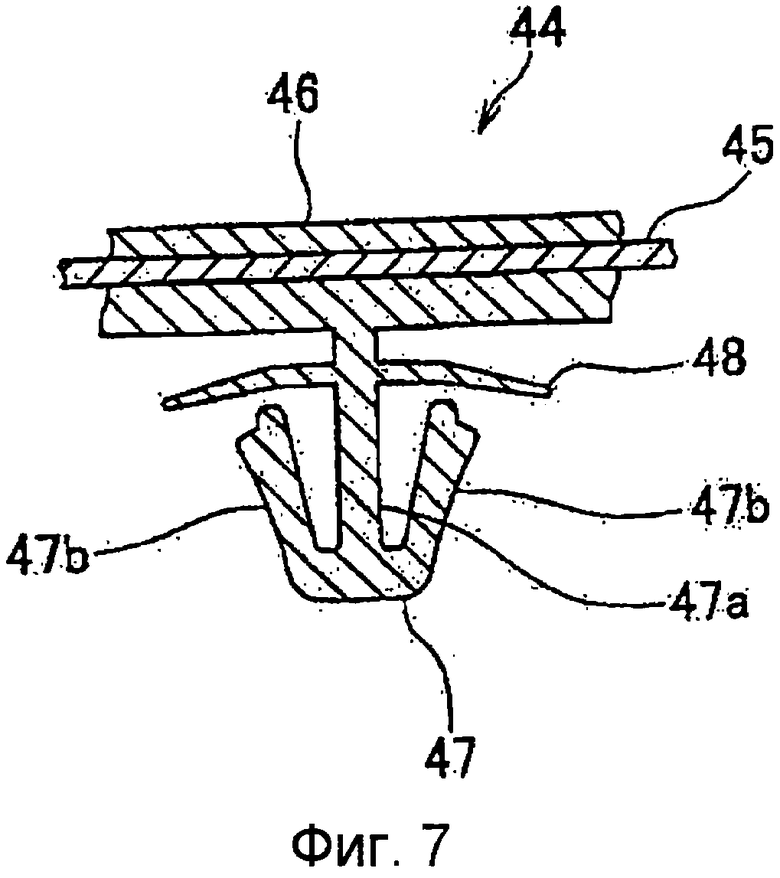
Фиг.7 - вид в разрезе фиксатора, который образует электропровод, содержащий внешние части, показанный на фиг.6.
Фиг.8 - вид, показывающий обычное устройство производства монтажного жгута.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Далее ниже будут описаны варианты осуществления настоящего изобретения, обращаясь к фиг.1-7.
ПЕРВЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ
На фиг.1 показано устройство 1 производства монтажного жгута согласно настоящему изобретению. Устройство 1 производства монтажного жгута производит монтажный жгут 20, показанный на фиг.4.
Монтажный жгут 20 содержит основной жгут 21 и внешние части, прикрепленные к основному жгуту 21, такие как фиксаторы 31 электропроводки, защитные приспособления 32 для монтажного жгута, прокладочные кольца 33 для монтажного жгута или трубки 35 для монтажного жгута.
В основном жгуте 21 множество поджгутов 22 зафиксировано посредством наматывания на него лент 38. В поджгуте пучок электропроводов 49 зафиксирован посредством наматывания на него ленты 38. Пучок электропроводов 49 образован множеством электропроводов 40. Электропровода 40 имеют соединители 41, предусмотренные на выводах.
Электропровод 40 содержит электропроводящую сердцевину и изоляционную покрывающую часть. Сердцевина образована посредством скручивания множества жил. Жилы, образующие сердцевину, выполнены из электропроводящего металла. Более того, сердцевина может быть образована при помощи одной жилы. Покрывающая часть образована в виде синтетической смолы, например, поливинилхлоридной смолы. Сердцевина покрыта покрывающей частью.
Соединитель 41 содержит переходники выводов, электрически соединенные с сердцевинами электропроводов 40, и изоляционный корпус соединителя для вмещения переходников выводов. Переходники выводов выполнены из электропроводящей тонкой пластины и прикреплены к концевым частям электропроводов 40, чтобы быть электрически соединенными с сердцевинами электропроводов 40. Корпус соединителя выполнен из изоляционной синтетической смолы и образован в форме коробки.
Устройство 1 производства для производства монтажного жгута 20 содержит, как показано на фиг.1, формовочные машины 2, которые образуют внешние части, монтажные панели 3, на которых монтируется множество электропроводов, ленточный конвейер 4, содержащий ленту перемещения для циркулирования монтажных панелей 3 вдоль прохода 5 перемещения. В описании настоящего варианта осуществления монтажные панели 3 устройства 1 производства циркулируют посредством ленточного конвейера 4, однако монтажные панели 3 могут перемещаться в одном направлении. Другими словами, может быть использовано то, что называется ячеистым производством, в котором один или несколько рабочих собирают монтажный жгут на одной монтажной панели 3.
Монтажная панель 3 содержит раму, не показанную на чертежах, и предусмотрена на полу завода. Рама снабжена колесами, чтобы перемещаться по полу. Множество монтажных панелей 3 расположено в соответствии с процессами, от процесса стороны входа до процесса стороны выхода. Множество монтажных панелей 3a-3h транспортируется ленточным конвейером 4 (точнее - лентой перемещения) для перемещения по заданному проходу 5 перемещения.
Монтажные панели 3a-3h содержат верхние поверхности, образованные в форме плоских плит, и рисунки, показывающие внешние части 31, 32, 33 и 35, т.е. на них начерчены рисунки разводки электропроводов 40. На монтажных панелях 3a-3h вдоль рисунков разводки посажены связывающие устройства, не показанные на чертежах. Связывающие устройства, выполненные в виде U-формы, могут связывать электропровода 40.
Ленточный конвейер 4 содержит кольцеобразную и непрерывную ленту перемещения и одну пару шкивов 7 и 8 и расположен вдоль прохода 5 перемещения, предусмотренного на полу завода. Приводной вал приводного двигателя непосредственно соединен с одним шкивом 7. Другой шкив 8 вращается свободно. Лента перемещения подвергнута циркуляции посредством вращающей и движущей силы приводного двигателя для транспортировки монтажных панелей 3a-3h. В этом случае приводной двигатель многократно двигается и останавливается в соответствии с заданным ритмом для транспортировки монтажных панелей 3a-3h. Монтажные панели 3a-3h снабжены кнопками для остановки или приведения в действие ленточного конвейера 4 в соответствии с ходом работы.
Множество формовочных машин 2 расположено в соответствии с множеством расположенных монтажных панелей 3a-3h, как показано на фиг.1. Формовочная машина 2 представляет собой микроформовочную машину, которая может приводиться в действие оператором без внешнего источника питания, такого как электрический двигатель, и содержит, как показано на фиг.2, металлическую форму 19, закрывающее устройство, не показанное на чертежах, и машину 11 для литья под давлением, которая оказывает давление и впрыскивает расплавленную смолу в металлическую форму 19. Машина 11 для литья под давлением содержит нагревательную трубку 12, снабженную нагревательным прибором, который нагревает синтетическую смолу, такую как полипропилен, которая должна быть расплавлена, плунжер 13, который впрыскивает расплавленную смолу в нагревательную трубку 12 из выпускного отверстия, не показанного на чертежах, цилиндр 14 впрыска, который перемещает плунжер 13 вперед, ручку 15, которая приводит в действие цилиндр 14 впрыска, и регулятор 16 температуры, который поддерживает желаемую температуру нагрева нагревательного канала 12. Эти элементы поддерживаются опорой 17 в вертикальном положении на подставке 18.
Микроформовочная машина, упоминаемая в настоящем изобретении, обозначает формовочную машину, в которой количество смолы, которая должна формоваться литьем под давлением, каждый раз имеет максимальное значение 10 г, а металлическая форма 19 может быть закрыта вручную посредством использования пневматического цилиндра или тяги при операции закрывания металлической формы 19. Соответственно, в машине 11 для литья под давлением в качестве микроформовочной машины цилиндр 14 впрыска может приводиться в действие внешним источником питания, таким как электрический двигатель или воздух.
Металлическая форма 19 представляет собой металлическую форму горизонтального разделения. В нижней части металлической формы 19, как показано на фиг.3(A), поверхность металлической формы 19 направлена вверх. На поверхности предусмотрено углубление 19a для внешних частей, которое образовано согласно контуру фиксатора электропроводки 31 внешних частей. Емкость углублений 19a для внешних частей приобретает значение нескольких см3, когда металлическая форма 19 закрыта. Более того, углубление 19a для внешних частей может образовывать внешние части, такие как защитное приспособление 32 для монтажного жгута, прокладочное кольцо 33 для монтажного жгута или трубка 35 для монтажного жгута. В настоящем варианте осуществления металлическая форма 19 описана в качестве металлической формы горизонтального разделения, однако металлическая форма 19 может представлять собой металлическую форму вертикального разделения.
В устройстве 1 производства монтажного жгута, образованном как описано выше, как показано на фиг.1, множество операторов 10 расположено в соответствии с рабочими процессами от стороны входа до стороны выхода. Множество операторов 10a-10h одновременно выполняет работы, соответственно назначенные им. Множество операторов 10a-10d заняты в работе по монтированию проводов. Операторы 10e-10h заняты в работе по наматыванию ленты. Работа по монтированию проводов содержит работу по образованию фиксаторов 31 электропроводки формовочными машинами 2 и работу по прикреплению фиксаторов 31 электропроводки. Лента перемещения ленточного конвейера 4 вращается по часовой стрелке. Работа по монтированию проводов выполняется операторами 10a-10d, а затем операторами 10e-10h выполняется работа по наматыванию ленты.
Более точно, в пределах монтажной площадки 3а оператором 10а монтируется на монтажной площадке 3а множество электропроводов 40 в соответствии с заданным рисунком разводки и заданным порядком сборки. Затем металлическая форма 19, образующая формовочную машину 2a, закрывается. На расплавленную смолу оказывается давление, и она впрыскивается в углубление 19a для внешних частей металлической формы 19 машиной 11 для литья под давлением для образования фиксатора электропроводки 31, содержащего часть зацепления, которая может быть зацеплена с отверстием панели автомобиля, в котором размещается монтажный жгут 20, и ленточной части для связывания множества электропроводов. Затем множество смонтированных электропроводов 40 связываются частью хомута части 31 фиксатора для прикрепления фиксатора 31 электропроводки к связанным электропроводам.
В дальнейшем, в пределах монтажной площадки 3b, множество электропроводов 40 монтируется на монтажной площадке 3b оператором 10b в соответствии с заданным рисунком разводки и заданным порядком сборки. Затем металлическая форма 19, образующая формовочную машину 2b, закрывается. На расплавленную смолу оказывается давление, и она впрыскивается в углубление 19a для внешних частей металлической формы 19 машиной 11 для литья под давлением для образования фиксатора электропроводки 31. Затем множество смонтированных электропроводов 40 связываются частью хомута части 31 фиксатора для прикрепления фиксатора 31 электропроводки к связанным электропроводам.
В дальнейшем, в пределах монтажной площадки 3с, множество электропроводов 40 монтируется на монтажной площадке 3с оператором 10с в соответствии с заданным рисунком разводки и заданным порядком сборки. Затем металлическая форма 19, образующая формовочную машину 2c, закрывается. На расплавленную смолу оказывается давление, и она впрыскивается в углубление 19a для внешних частей металлической формы 19 машиной 11 для литья под давлением для образования фиксатора электропроводки 31. Затем множество смонтированных электропроводов 40 связываются частью хомута части 31 фиксатора для прикрепления фиксатора 31 электропроводки к связанным электропроводам.
В дальнейшем, в пределах монтажной площадки 3d, множество электропроводов 40 монтируется на монтажной площадке 3d оператором 10d в соответствии с заданным рисунком разводки и заданным порядком сборки. Затем металлическая форма 19, образующая формовочную машину 2d, закрывается. На расплавленную смолу оказывается давление, и она впрыскивается в углубление 19a для внешних частей металлической формы 19 машиной 11 для литья под давлением для образования фиксатора электропроводки 31. Затем множество смонтированных электропроводов 40 связываются частью хомута части 31 фиксатора для прикрепления фиксатора 31 электропроводки к связанным электропроводам.
В дальнейшем, на монтажной площадке 3е виниловая лента 38 наматывается на периферию множества электропроводов 40, которые монтируются в заданную форму и связываются частью хомута фиксатора 31 электропроводки оператором 10e для образования поджгута 22.
В дальнейшем, на монтажной площадке 3f виниловая лента 38 наматывается на периферию множества электропроводов 40, которые монтируются в заданную форму и связываются частью хомута фиксатора 31 электропроводки оператором 10f для образования поджгута 22.
В дальнейшем, на монтажной площадке 3g виниловая лента 38 наматывается на периферию множества электропроводов 40, которые монтируются в заданную форму и связываются частью хомута фиксатора 31 электропроводки оператором 10g для образования поджгута 22.
В дальнейшем, на монтажной площадке 3h виниловая лента 38 наматывается оператором 10h на периферии множества поджгутов 22, образованных на монтажных площадках 3е-3g, для образования основного жгута. Затем формовочной машиной 2h образуются внешние части, такие как фиксаторы 31 электропроводки, трубки 35 для монтажного жгута, прокладочные кольца 33 для монтажного жгута или защитные приспособления 32 для монтажного жгута, и прикрепляются в заданных положениях основного жгута для образования монтажного жгута 20. Монтажный жгут 20 снимается с монтажной площадки 3h оператором 10h и подается для процесса обследования внешнего вида или процесса обследования цепи.
Как описано выше, устройство 1 производства монтажного жгута настоящего варианта осуществления содержит формовочные машины 2, которые образуют внешние части, такие как фиксаторы 31 электропроводки, защитные приспособления 32 для монтажного жгута, прокладочные кольца 33 для монтажного жгут или трубки 35 для монтажного жгута, которые прикрепляются к монтажному жгуту 20, монтажные панели 3, содержащие связывающие устройства, которые монтируют множество электропроводов 40 в заданные формы, и ленточный конвейер 4, который осуществляет циркуляцию монтажных панелей 3.
Соответственно, в устройстве 1 производства монтажного жгута множество электропроводов 40 предусматривается или монтируется в заданные формы, при этом образуются внешние части, такие как фиксаторы 31 электропроводки, прикрепляемые к монтажному жгуту 20. Поэтому, в отличие от завода монтажных жгутов, где внешние части не могут быть локально произведены, монтажный жгут 20 может быть изготовлен без внешней подачи внешних частей. Таким образом, не существует необходимости в хранении большого количества запасов внешних частей.
Более того, формовочная машина 2 содержит металлическую форму 19 и машину 11 для литья под давлением. Машина 11 для литья под давлением представляет собой вертикальную машину для литья под давлением.
Соответственно, площадь установки машины 11 для литья под давлением имеет значение от 20 до 30% от величины горизонтальной машины для литья под давлением, чтобы сделать устройство 1 производства монтажного жгута компактным. Поэтому на полу фабрики монтажных жгутов устройство 1 производства монтажного жгута устанавливается на удовлетворительном пространстве. Более того, поскольку машина 11 для литья под давлением представляет собой микроформовочную машину, которая может быть приведена в действие оператором без внешнего источника питания, такого как электрический двигатель, машина для литья под давлением легко управляется для улучшения производительности труда.
ВТОРОЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ
Согласно этому варианту осуществления в устройстве 1 производства монтажного жгута, как показано на фиг.5, к поджгуту 22, образующему монтажный жгут 20, прикреплен электропровод 42 с внешними частями, где фиксатор 44 электропроводки, который представляет собой внешние части, предусмотрен на электропроводе 45. Внешние части могут представлять собой защитное приспособление 32 для монтажного жгута, прокладочное кольцо 33 для монтажного жгута или трубку 35 для монтажного жгута.
Электропровод 42 с внешними частями содержит, как показано на фиг.6, электропровод 45 и фиксатор 44 электропроводки, образованный за одно целое с электропроводом 45. Фиксатор 44 электропроводки содержит, как показано на фиг.7, основную часть 46, зафиксированную на электропроводе 45, зацепляющую часть 47, которая расположена вертикально относительно основной части 46 и может быть зацеплена с отверстием панели автомобиля, в котором предусмотрен монтажный жгут 20, и удерживающую часть 48, которая прижимается к панели, когда зацепляющая часть 47 зацеплена с отверстием для удерживания зацепляющей части 47 в зацепленном состоянии с отверстием. Более того, фиксатор 44 электропроводки может быть снабжен частью хомута.
Фиксатор 44 электропроводки образован при помощи синтетической смолы, обладающей гибкостью, такой как полипропилен. Зацепляющая часть 47 фиксатора 44 электропроводки содержит опору 47a, расположенную вертикально относительно основной части, и пару зацепляющих деталей 47b. Опора 47a продолжается в направлении, ортогональном поверхности основной части 46. Одна пара зацепляющих деталей 47b продолжается от конца опоры 47a к стороне основания, и они наклонены таким образом, чтобы постепенно отдаляться друг от друга по мере движения к стороне основания.
Когда зацепляющая часть 47 фиксатора 44 электропроводки входит в отверстие панели, свободные концы одной пары зацепляющих деталей 47b на время упруго деформируются таким образом, что свободные концы соответственно приближаются друг к другу. Затем, когда зацепляющая часть 47 вставляется в отверстие, свободные концы одной пары зацепляющих деталей 47b соответственно смещаются таким образом, что удаляются друг от друга, благодаря силе упругого восстановления. Затем свободные концы одной пары зацепляющих деталей 47 соответственно примыкают к наружной кромке отверстия таким образом, что зацепляющая часть 47 зацепляется с отверстием. В это время внешняя краевая часть удерживающей части 48 прижимается к поверхности панели для усиления силы зацепления зацепляющей части 47 и отверстия.
Металлическая форма 19 формовочной машины 2, образующей устройство 1 производства монтажного жгута, представляет собой металлическую форму горизонтального разделения. Как показано на фиг.3(B), поверхность нижней части металлической формы 19 направлена вверх. На поверхности предусмотрено углубление 19b нити, образованное вдоль контура электропровода 45, и углубление 19a для внешних частей, образованное на углублении 19b нити и вдоль контура фиксатора 44 электропроводки, прикрепляемого к электропроводу 45. Углубление 19b нити образовано таким образом, чтобы быть связанным с внешней частью с обоих концов металлической формы 19. Соответственно, электропровод 45 без труда вмещается в углубление 19b нити.
В устройстве 1 производства монтажного жгута, как показано на фиг.1, множество операторов 10 расположено в соответствии с рабочими процессами от стороны входа до стороны выхода. Множество операторов 10a-10h одновременно выполняют работы, соответственно назначенные им. Множество операторов 10a-10d заняты в работе по монтированию проводов. Операторы 10e-10h заняты в работе по наматыванию ленты. Работа по монтированию проводов содержит работу по образованию электропровода 42 с внешними частями формовочными машинами 2 и работу по прикреплению внешних частей к электропроводу 42. Лента перемещения ленточного конвейера 4 вращается по часовой стрелке. Работа по монтированию проводов выполняется операторами 10a-10d, а затем операторами 10e-10h выполняется работа по наматыванию ленты.
Более точно, в пределах монтажной площадки 3а, оператором 10а монтируется на монтажной площадке 3а множество электропроводов 40 в соответствии с заданным рисунком разводки и заданным порядком сборки. Затем электропровод 45 помещается в углубление 19b нити металлической формы 19, образующей формовочную машину 2a, и металлическая форма 19 закрывается. На расплавленную смолу оказывается давление, и она впрыскивается в углубление 19a для внешних частей металлической формы 19 машиной 11 для литья под давлением для образования электропровода 42 с внешними частями. Затем электропровод 42 с внешними частями монтируется вдоль множества электропроводов 40, смонтированных как описано выше.
В дальнейшем, в пределах монтажной площадки 3b, множество электропроводов 40 монтируется на монтажной площадке 3b оператором 10b в соответствии с заданным рисунком разводки и заданным порядком сборки. Затем электропровод 45 помещается в углубление 19b нити металлической формы 19, образующей формовочную машину 2b, и металлическая форма 19 закрывается. На расплавленную смолу оказывается давление, и она впрыскивается в углубление 19a для внешних частей металлической формы 19 машиной 11 для литья под давлением для образования электропровода 42 с внешними частями. Затем электропровод 42 с внешними частями монтируется вдоль множества электропроводов 40, смонтированных как описано выше.
В дальнейшем, в пределах монтажной площадки 3с, множество электропроводов 40 монтируется на монтажной площадке 3с оператором 10с в соответствии с заданным рисунком разводки и заданным порядком сборки. Затем электропровод 45 помещается в углубление 19b нити металлической формы 19, образующей формовочную машину 2c, и металлическая форма 19 закрывается. На расплавленную смолу оказывается давление, и она впрыскивается в углубление 19a для внешних частей металлической формы 19 машиной 11 для литья под давлением для образования электропровода 42 с внешними частями. Затем электропровод 42 с внешними частями монтируется вдоль множества электропроводов 40, смонтированных как описано выше.
В дальнейшем, в пределах монтажной площадки 3d, множество электропроводов 40 монтируется на монтажной площадке 3d оператором 10d в соответствии с заданным рисунком разводки и заданным порядком сборки. Затем электропровод 45 вмещается в углубление 19b нити металлической формы 19, образующей формовочную машину 2d, и металлическая форма 19 закрывается. На расплавленную смолу оказывается давление, и она впрыскивается в углубление 19a для внешних частей металлической формы 19 машиной 11 для литья под давлением для образования электропровода 42 с внешними частями. Затем электропровод 42 с внешними частями монтируется вдоль множества электропроводов 40, смонтированных как описано выше.
В дальнейшем, на монтажной площадке 3е, виниловая лента 38 наматывается оператором 10e на периферии множества электропроводов 40, смонтированных в заданную форму, и электропровод 45, образующий электропровод 42 с внешними частями, смонтированный вдоль множества электропроводов 40 для образования поджгута 22.
В дальнейшем, на монтажной площадке 3f, виниловая лента 38 наматывается оператором 10f на периферии множества электропроводов 40, смонтированных в заданную форму, и электропровод 45, образующий электропровод 42 с внешними частями, смонтированный вдоль множества электропроводов 40 для образования поджгута 22.
В дальнейшем, на монтажной площадке 3g, виниловая лента 38 наматывается оператором 10g на периферии множества электропроводов 40, смонтированных в заданную форму, и электропровод 45, образующий электропровод 42 с внешними частями, смонтированный вдоль множества электропроводов 40 для образования поджгута 22.
В дальнейшем, на монтажной площадке 3h, виниловая лента 38 наматывается оператором 10h на периферии множества поджгутов 22, образованных на монтажных площадках 3е-3g, для образования основного жгута. Затем формовочной машиной 2h образуются внешние части, такие как фиксаторы 31 электропроводки, трубки 35 для монтажного жгута, прокладочные кольца 33 для монтажного жгута или защитные приспособления 32 для монтажного жгута, и прикрепляются в заданных положениях основного жгута для образования монтажного жгута 20. Монтажный жгут 20 снимается с монтажной площадки 3h оператором 10h и подается для процесса обследования внешнего вида или процесса обследования цепи. Более того, в качестве монтажного жгута 20 могут быть произведены различные монтажные жгуты, а также монтажный жгут автомобиля.
Как описано выше, в устройстве 1 производства монтажного жгута настоящего варианта осуществления множество электропроводов 40 монтируются в заданные формы, при этом образуются внешние части, образующие монтажный жгут 20. Соответственно, если внешние части являются необходимыми, на заводе монтажных жгутов изготавливается лишь требуемое количество внешних частей. Поэтому пространство для хранения запасов внешних частей опущено для экономии трудовых затрат и времени, требуемого для управления запасами внешних частей.
Описанные выше варианты осуществления показывают лишь репрезентативные формы настоящего изобретения, при этом настоящее изобретение не ограничено вариантами осуществления. А именно, настоящее изобретение может быть модифицировано различными способами в пределах диапазона, который не отклоняется от сущности настоящего изобретения.
Эта заявка основана на и испрашивает приоритет заявки на патент Японии №2010-275469, поданной 10 декабря 2010г., содержание которой включено в материалы настоящей заявки посредством ссылки.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Согласно настоящему изобретению в устройстве производства монтажного жгута множество электропроводов обеспечено и образовано в заданные формы, а также образованы внешние части, прикрепляемые к монтажному жгуту. Соответственно, если внешние части являются необходимыми, на заводе монтажных жгутов изготавливается лишь требуемое количество внешних частей. Поэтому пространство для хранения запасов внешних частей опущено для экономии трудовых затрат и времени, требуемого для управления запасами внешних частей.
ССЫЛОЧНЫЕ ПОЗИЦИИ
1 устройство производства монтажного жгута
2 формовочная машина
3 монтажная панель
4 ленточный конвейер
11 машина для литья под давлением
19 металлическая форма
20 монтажный жгут
22 поджгут
42 электропровод с внешними частями
44 фиксатор
45 электропровод
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБКА ЗАЩИТНАЯ С ФИКСАТОРОМ И АППАРАТ ДЛЯ ИЗГОТОВЛЕНИЯ ТАКОЙ ТРУБКИ | 2012 |
|
RU2553972C2 |
| ЗАЩИТНАЯ КРЫШКА И БОРТОВОЕ УСТРОЙСТВО | 2019 |
|
RU2761972C1 |
| ЭЛЕКТРОПРОВОД, ПРИКРЕПЛЕННЫЙ К ВНЕШНЕЙ ДЕТАЛИ, ЖГУТ ПРОВОДОВ, ВКЛЮЧАЮЩИЙ В СЕБЯ ТАКОЙ ЭЛЕКТРОПРОВОД, ПРИКРЕПЛЕННЫЙ К ВНЕШНЕЙ ДЕТАЛИ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2552840C2 |
| ВЫСОКОВОЛЬТНАЯ ВОЗДУШНАЯ ЛИНИЯ ЭЛЕКТРОПЕРЕДАЧИ И СПОСОБ РЕМОНТА ВЫСОКОВОЛЬТНОЙ ВОЗДУШНОЙ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ | 2011 |
|
RU2461939C1 |
| КОНДИЦИОНЕР ПОТОЛОЧНОГО ТИПА (ВАРИАНТЫ) И ЕГО ВНУТРЕННИЙ БЛОК (ВАРИАНТЫ) | 2008 |
|
RU2387930C1 |
| ВОЗДУШНАЯ ЛИНИЯ ЭЛЕКТРОПЕРЕДАЧИ И СПОСОБ РЕКОНСТРУКЦИИ ВОЗДУШНОЙ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ | 2011 |
|
RU2461938C1 |
| РАСПРЕДЕЛИТЕЛЬНАЯ ЭЛЕКТРОСЕТЬ И СПОСОБ ЭКСПЛУАТАЦИИ РАСПРЕДЕЛИТЕЛЬНОЙ ЭЛЕКТРОСЕТИ | 2011 |
|
RU2461937C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ МОНТАЖНОЙ ПАНЕЛИ | 2009 |
|
RU2481441C2 |
| ФАЗНЫЙ ЭЛЕКТРОПРОВОД ВОЗДУШНОЙ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ И СПОСОБ ПРОКЛАДКИ ФАЗНОГО ЭЛЕКТРОПРОВОДА ВОЗДУШНОЙ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ | 2011 |
|
RU2461936C1 |
| ВЫСОКОВОЛЬТНАЯ ВОЗДУШНАЯ ЛИНИЯ ЭЛЕКТРОПЕРЕДАЧИ И СПОСОБ ВОЗВЕДЕНИЯ ВЫСОКОВОЛЬТНОЙ ВОЗДУШНОЙ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ | 2011 |
|
RU2461935C1 |
Изобретение относится к устройству (1) производства монтажного жгута (20), предусмотренного в автомобиле. Устройство содержит монтажную панель, на которой монтируется множество электропроводов, и формовочную машину (2), образующую внешние части, прикрепляемые к множеству электропроводов на сборочном заводе монтажных жгутов. Формовочная машина снабжена множеством формовочных машин, а монтажная панель снабжена множеством монтажных панелей, при этом множество монтажных панелей перемещается по проходу перемещения и множество формовочных машин расположено в соответствии с множеством монтажных панелей. Формовочная машина (2) образует внешние части (31, 32, 33, 35 и 44), прикрепляемые к монтажному жгуту (20), и монтажную панель (3), содержащую связывающее устройство, на которой монтируется множество электропроводов (40) в заданную форму. Изобретение обеспечивает возможность уменьшения суммарных запасов внешних частей на сборочном заводе монтажных жгутов, а также такая компоновка устройства обеспечивает свободный доступ оператора при подключении внешних частей к электрическим проводам на монтажной панели. 2 н. и 5 з.п. ф-лы, 8 ил. 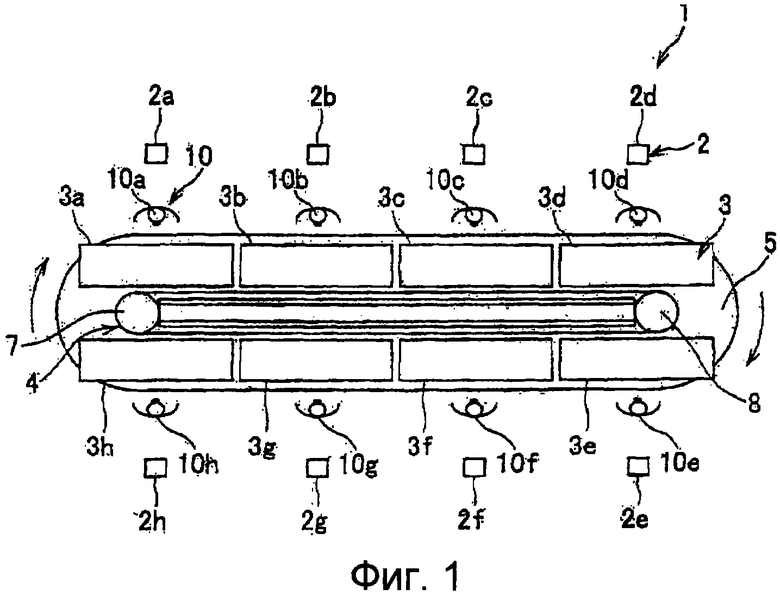
1. Устройство производства монтажного жгута, производящее монтажный жгут и содержащее:
формовочную машину, образующую внешнюю часть, прикрепляемую к монтажному жгуту; и
монтажную панель со связывающим устройством, на котором монтируется множество электропроводов в заданную форму, при этом
формовочная машина снабжена множеством формовочных машин, а монтажная панель снабжена множеством монтажных панелей,
множество монтажных панелей перемещается по проходу перемещения, и
множество формовочных машин расположено в соответствии с множеством монтажных панелей.
2. Устройство по п. 1, дополнительно содержащее ленточный конвейер, содержащий ленту перемещения для осуществления циркулирования монтажной панели вдоль прохода перемещения.
3. Устройство по п. 1 или 2, в котором внешняя часть выполнена за одно целое с электропроводом монтажного жгута посредством формовочной машины.
4. Устройство по п. 3, в котором монтажный жгут содержит электропровод, выполненный за одно целое с внешней частью.
5. Способ производства монтажного жгута, который производит монтажный жгут посредством устройства производства монтажного жгута, включающий в себя этапы, на которых:
образуют внешнюю часть, прикрепляемую к монтажному жгуту, посредством формовочной машины;
монтируют множество электропроводов в заданную форму на монтажной панели;
при этом формовочная машина содержится в устройстве производства монтажного жгута, причем
формовочная машина снабжена множеством формовочных машин, а монтажная панель снабжена множеством монтажных панелей,
множество монтажных панелей перемещается по проходу перемещения, и
множество формовочных машин расположено в соответствии с множеством монтажных панелей.
6. Способ по п. 5, дополнительно включающий этап, на котором прикрепляют внешнюю часть к монтажному жгуту.
7. Способ по п. 5 или 6, дополнительно включающий этапы, на которых образуют за одно целое внешнюю часть с электропроводом монтажного жгута посредством формовочной машины;
при этом множество электропроводов вместе с электропроводами, выполненными за одно целое с внешней частью, монтируют в заданную форму на монтажной панели.
| JP2002245876 A ,30.08.2002 | |||
| Способ лечения идиопатических аритмий | 1989 |
|
SU1630827A1 |
| WO9910206 A1 ,04.03.1999 | |||
| WO2004107357 A2,09.12.2004 | |||
| ПРЕССОВАННЫЙ КАБЕЛЬ, ЗАГОТОВКА И СПОСОБ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2152656C1 |

