Область изобретения
Настоящее изобретение, в общем, имеет отношение к упаковке, а более конкретно к использованию косынок.
Уровень техники
Многие продукты упаковывают перед оптовой и розничной продажей. Поточное упаковывание является хорошо известным примером в этом отношении. В соответствии с одним типичным подходом, при этом подлежащие упаковке продукты помещают внутрь трубки из гибкого материала. Этот материал затем герметизируют на каждом конце продукта и отделяют, чтобы получить объединенный упакованный продукт.
В некоторых случаях, полученная упаковка выступает наружу на герметизированных концах. Это придает упаковке, в большей или меньшей степени, вид галстука-бабочки. В зависимости от вида применения и продукта, такой внешний вид может быть эстетически и/или функционально неприемлемым. Специалистам в данной области известно использование косынок для уменьшения таких выступов и для создания более линейного внешнего вида. Использованный здесь термин "косынка" следует понимать как карман, образованный за счет введения участка упаковочного материала внутрь самой упаковки.
Известны различные методики образования косынок в таких применениях. Механические методики образования косынок в течение многих лет считались дающими наиболее единообразные и эстетически приемлемые результаты. В современной упаковочной установке оборудование для механического образования косынок часто взаимодействует с упаковочным материалом, чтобы образовать косынку (косынки) в том же самом месте и в то же самое время, что и линейные уплотнения упаковки, и разделяет упаковочный материал, чтобы объединить упакованный продукт.
Несмотря на то что такой подход является эффективным и хорошо контролируемым, он не всегда подходит для всех применений. Например, некоторые продуктовые упаковки содержат два или несколько отдельных изделий (таких как, например, два кондитерских изделия), каждое из которых находится внутри соответствующего герметичного кармана (отделения). Такая упаковка, в свою очередь, может потребовать больше косынок, чем упаковка, которая содержит только одно герметичное отделение. Это увеличенное число косынок, в свою очередь, может существенно снизить производительность данной упаковочной линии. Например, может потребоваться в два раза больше времени для упаковки продукта, содержащей два трехунцевых кондитерских изделия, по сравнению с упаковкой продукта, содержащей одно шестиунцевое кондитерское изделие.
Это сниженная производительность может существенно повысить стоимость производства. Такое повышение стоимости производства, само собой разумеется, может приводить к нежелательному для потребителя повышению цены и/или к снижению экономической эффективности для изготовителя.
Таким образом, существует необходимость создания более эффективного способа упаковывания.
Сущность изобретения
Эта необходимость удовлетворена, по меньшей мере частично, за счет способа, пищевого продукта и устройства, имеющих отношение к упаковке с использованием косынок, образованных при помощи по меньшей мере двух различных методик образования косынок. В соответствии с этими различными вариантами осуществления настоящего изобретения, продукт, содержащий по меньшей мере два отдельных изделия, упаковывают с использованием как первой, так и второй методики образования косынок, причем первая методика образования косынок отличается от второй методики образования косынок. В случае одного из подходов, первая методика образования косынок представляет собой механическую методику образования косынок, в то время как вторая методика образования косынок представляет собой немеханическую методику образования косынок (такую как, но без ограничения, методику образования косынок на базе вакуума или методику образования косынок с использованием одной или нескольких внешних воздушных струй). Описанный здесь способ может быть осуществлен, например, при помощи такого оборудования, как поточная упаковочная (оберточная) машина или же механическое или не механическое средство образования косынок, которые могут быть закуплены на перечисленных ниже фирмах. Соответственно, компоненты описанного здесь устройства могут быть получены на следующих фирмах: Robert Bosch GmbH, Packaging Technology, Postfach 1127, 71301 Weiblingen, ФРГ, например, оборудование серий "HSM" или "Thevopharm Pack 2000"; Multipack Systems PVT. Ltd., 9th Floor, Neptune Towers, BBC Road, Alkapuri, Vadodara, 390005, Индия; Fuji Packaging GmbH, Kattjahren 8, 22359 Hamburg, ФРГ, например, оборудование серий "FW 3700"; Cavanna S.p.A., Via Matteotti, 104, 28077 - Prato Sesia (NO), Италия.
В качестве упаковочного материала, то есть материала, вмещающего упакованные продукты, может быть использован любой тип пленки или фольги из любого типа подходящего материала, такого как полиэтилен или полипропилен, или же бумага, покрытая пластиком. В частности, упаковочным материалом может быть пленка с толщиной от 60 мкм до 70 мкм.
С наружной стороны упаковки может быть предусмотрен ОРР (из ориентированного полипропилена) обработанный пламенем отделяемый слой, имеющий толщину около 3 мкм, чтобы избежать блокирования пленки и/или срыва холодного уплотнения. Следующим слоем в направлении внутрь упаковки преимущественно является прозрачный ОРР сердечник, имеющий толщину около 14 мкм, который предназначен для обеспечения жесткости пленки, защиты упомянутой ниже печатной краски, которую используют для нанесения графической информации на упаковку, и для создания глянцевого внешнего вида.
Следующий обработанный коронным разрядом ОРР слой с толщиной около 3 мкм может быть предусмотрен для улучшения сцепления. Затем может быть использовано ориентировочно от 2 до 3 г/м2 клея для сцепления вышеупомянутых ОРР пленок.
Внутри упаковки может быть нанесено ориентировочно от 1 до 4 г/м2 печатной краски для нанесения графической информации.
Затем внутри упаковки может быть нанесено около 0,9 г/м2 акрилового покрытия, которое создает барьер от запаха и/или поверхность, подходящую для осуществления на ней печати.
Затем может быть нанесено около 0,3 г/м2 грунтовки для сцепления покрытия. Следующим слоем в направлении внутрь упаковки может быть ОРР поверхностный слой, имеющий толщину около 3 мкм, предназначенный для защиты упомянутого ниже слоя сердечника. Слой сердечника может быть образован, например, из супербелого непрозрачного пустотного полипропилен ОРР, имеющего толщину ориентировочно от 27 мкм до 37 мкм, чтобы обеспечивать жесткость, непрозрачность и защиту от света.
Затем внутри упаковки может быть предусмотрен другой ОРР поверхностный слой толщиной около 3 мкм, для защиты вышеупомянутого слоя сердечника. Затем внутри упаковки преимущественно используют грунтовку в количестве около 0,3 г/м2 для сцепления покрытия. Затем, в соответствии с предпочтительным примером, используют акриловое покрытие в количестве около 0,9 г/м2, чтобы создать барьер от запаха и создать поверхность с хорошей гладкостью или с поверхностной шероховатостью ниже заданной величины, чтобы получить поверхность, подходящую для нанесения рисунка холодного уплотнения.
Холодное уплотнение преимущественно наносят в количестве около 4 г/м2, чтобы создать уплотнение, которое преимущественно легко открывать и повторно закрывать.
Что касается методики образования косынок на базе вакуума, которая может быть использована в качестве немеханической методики образования косынок, то в настоящее время считают полезным непрерывное приложение вакуума. Это преимущественно позволяет избежать пиков давления, которые могут быть созданы за счет использования клапанов включения и выключения. Кроме того, уровень вакуума может изменяться между циклами, причем более низкое давление прикладывают во время образования косынки. В этом контексте, соответствующие уровни приложенного вакуума или отрицательного давления могут быть определены следующим образом. Когда упаковочная машина работает на максимальной скорости, вакуум регулируют так, чтобы можно было надежно и безопасно образовывать косынки. Аналогичным образом может быть определен необходимый вакуум, когда упаковочная машина работает на минимальной скорости. Во время работы уровень приложенного вакуума может изменяться между указанными выше значениями.
В соответствии с одним из подходов, косынки на концах упаковки образуют с использованием первой методики образования косынок, в то время как косынки в средней части упаковки образуют с использованием второй методики образования косынок. Можно полагать, что полученная таким образом упаковка может быть образована в 2 раза быстрее по сравнению с аналогичной имеющей косынки упаковкой, образованной за счет использования только одной механической методики образования косынок.
Полученная упаковка остается эстетически приятной, несмотря на использование некоторых не механически образованных косынок. Концевые косынки, само собой разумеется, являются хорошо сформированными и имеющими приятный внешний вид, как и можно было ожидать, в то время как не механически образованные косынки, применение которых ограничено в соответствии с одним из подходов расположением посредине, являются достаточно согласующимися и имеющими приятный внешний вид, что позволяет получить хорошие общие эстетические качества.
Эти указания легко могут быть использованы и применены в сочетании со многими существующими и уже применяемыми упаковочными линиями. Эти указания также являются легко масштабируемыми и могут быть использованы для широкого многообразия продуктов и упаковок различного размера. Таким образом, может быть достигнуто значительное снижение времен упаковывания при скромных капитальных затратах.
Указанные ранее и другие характеристики изобретения будут более ясны из последующего детального описания, приведенного со ссылкой на сопроводительные чертежи.
Краткое описание чертежей
На фиг. 1 показана схема последовательности операций, применяемая в соответствии с различными вариантами осуществления настоящего изобретения.
На фиг. 2 показан вид сверху продукта, используемого в соответствии с различными вариантами осуществления настоящего изобретения.
На фиг. 3 схематично показан вид сбоку устройства в соответствии с различными вариантами осуществления настоящего изобретения.
На фиг. 4 показан вид сверху детали устройства в соответствии с различными вариантами осуществления настоящего изобретения.
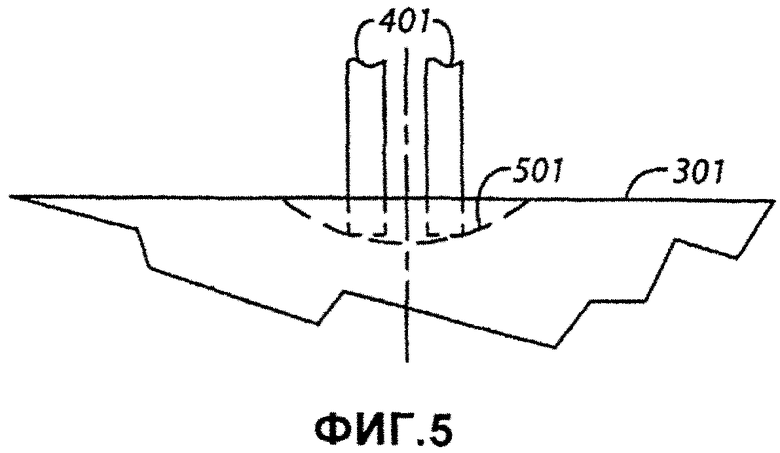
На фиг. 5 показан другой вид сверху детали устройства в соответствии с различными вариантами осуществления настоящего изобретения.
Специалисты легко поймут, что элементы на чертежах показаны в упрощенном виде и не обязательно в реальном масштабе. Например, размеры и/или относительное расположение некоторых элементов на чертежах могут быть преувеличены по сравнению с другими элементами, чтобы упростить понимание различных вариантов осуществления настоящего изобретения. Кроме того, обычные и хорошо известные элементы, которые полезны или необходимы в серийном конструктивном варианте, часто не показаны, чтобы не перегружать чертежи и упростить понимание различных вариантов осуществления настоящего изобретения. Некоторые действия и/или операции могут быть описаны или показаны на чертежах в определенном порядке следования, в то время как такая последовательность операций в действительности не является необходимой. Применяемые в описании изобретения термины и выражения имеют обычное техническое значение, знакомое специалистам в данной области, за исключением специально введенных и определенных здесь терминов.
Подробное описание изобретения
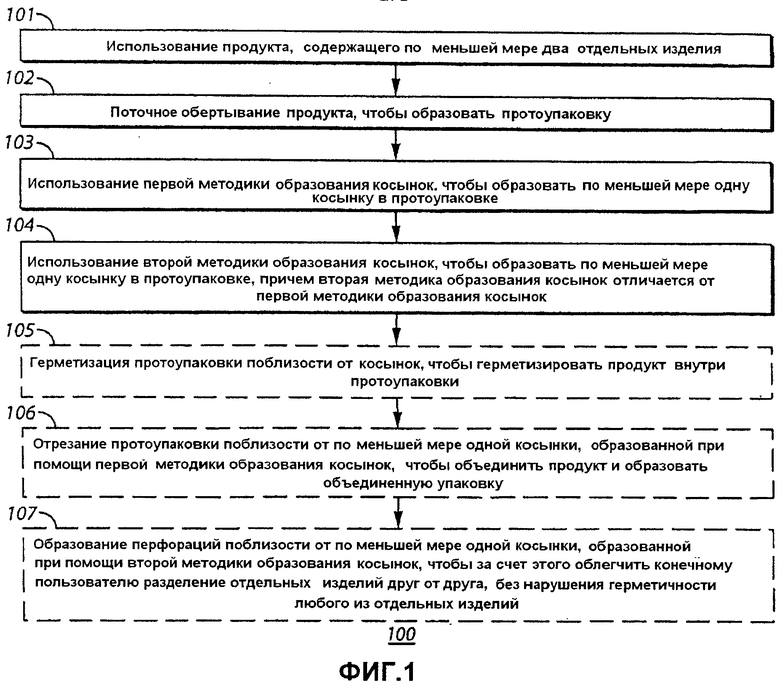
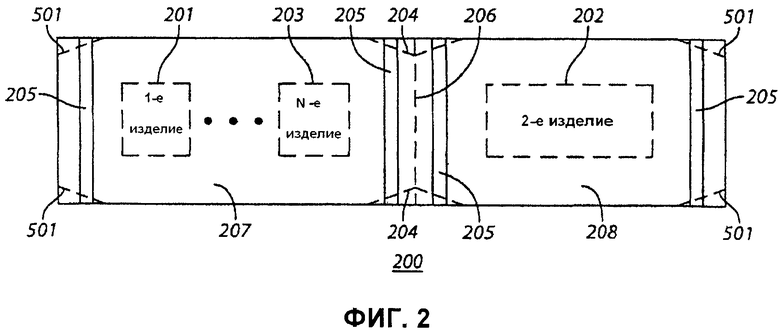
Обратимся теперь к рассмотрению фиг. 1, на которой показан способ 100, применяемый в соответствии с различными вариантами осуществления настоящего изобретения. Этот способ 100 содержит операцию 101 использования продукта, который содержит по меньшей мере два отдельных изделия. Используемый здесь термин "продукт" следует понимать как изделие, предназначенное к продаже в виде отдельного изделия, несмотря на то, что само предназначенное к продаже изделие содержит множество изделий. Если на момент обратиться к фиг. 2, то можно увидеть, что продукт 200 минимально содержит по меньшей мере первое изделие 201 и второе изделие 202. Однако указания настоящего изобретения легко могут быть приложены к продукту, который содержит любое большее число изделий (в том числе N-ное изделие 203, где "N" представляет собой положительное целое число).
Вновь обратимся к рассмотрению фиг. 1, где эти изделия могут быть одинаковыми или могут отличаться по степени (качеству) или по классу (виду). В этом отношении нет особых ограничений. Для упрощения считают, что эти изделия представляют собой главным образом одинаковые шоколадки в виде шоколадных квадратиков низкого профиля (малой высоты). Специфика этого примера служит только для пояснения и для того, чтобы не приводить исчерпывающий перечень всех таких возможностей в этом отношении.
В операции 102 этого способа 100 производят поточное обертывание продукта 200, чтобы образовать протоупаковку. Поточное обертывание широко используют в практике упаковывания. Вообще говоря, при этом подлежащее упаковыванию изделие помещают в трубку из гибкого упаковочного материала. В процессе поточного обертывания затем герметизируют упаковочный материал на каждой стороне изделия, чтобы капсулировать изделие внутри упаковочного материала в виде объединенного продукта, чтобы образовать дискретную, отдельную результирующую упаковку. Так как эти процессы хорошо известны, их дальнейшее обсуждение здесь не производится.
Использованный здесь термин "протоупаковка" следует понимать как частично упакованное изделие; "частично" упакованным изделием является изделие, которое расположено внутри материала поточной обертки, однако оно еще не герметизировано в нем и не выделено в виде объединенного единичного продукта.
В операции 103 этого способа 100 затем используют первую методику образования косынок, чтобы образовать по меньшей мере одну косынку в протоупаковке. В соответствии с одним из подходов, это может предусматривать использование механической методики образования косынок. Использованное здесь выражение "механическая" следует понимать как относящееся к методике образования косынок, в которой используют твердый компонент (такой как один или несколько пальцев) для физического контакта с упаковочным материалом, вызывающего за счет этого соударения смещение упаковочного материала внутрь.
Если на момент вновь обратиться к фиг. 2, то можно увидеть, что в этом показанном примере вышеупомянутые косынки 501 образованы на концевых участках протоупаковки и, в частности, на каждом концевом угле, который будет иметь готовая объединенная упаковка. Образование таких косынок в таком местоположении и при помощи такого механизма является хорошо известным.
Вновь обратимся к рассмотрению фиг. 1, на которой показано, что в операции 104 этого способа 100 затем используют вторую методику образования косынок, чтобы образовать по меньшей мере одну косынку в протоупаковке. Эта вторая методика образования косынок отличается от первой методики образования косынок. Это отличие, в этом специфическом контексте использования, следует понимать как отличие в классе (виде), а не только отличие в степени. Например, если первая методика образования косынок предусматривает использование одного пальца для соударения с оберткой и для образования за счет этого косынки, то вторая методика образования косынок не может просто предусматривать использование двух или нескольких таких пальцев.
Первая методика образования косынок, в соответствии с одним из подходов, представляет собой механическую методику образования косынок, в то время как вторая методика образования косынок представляет собой немеханическую методику образования косынок. Например, вторая методика образования косынок может предусматривать использование вакуума, воздействующего на протоупаковку, чтобы образовать соответствующую косынку. Использование вакуума для образования косынок в материале поточной обертки является известным и поэтому оно дополнительно здесь не обсуждается.
Если на момент вновь обратиться к фиг. 2, то можно увидеть, что, в соответствии с одним из подходов, косынки 204, образованные при помощи второй методики образования косынок, образованы на внутреннем участке протоупаковки. В качестве пояснительного примера показано, что эти специфические косынки 204 образованы посредине того, что в конечном счете будет готовой упаковкой 200.
Вновь обратимся к рассмотрению фиг. 1, на которой показано, что способ 100 при необходимости может иметь дополнительные операции. Это может быть операция 105 герметизации протоупаковки поблизости от вышеупомянутых косынок 501 и 204, чтобы таким образом герметизировать продукт внутри протоупаковки. Такая герметизация может быть осуществлена при помощи различных средств, в том числе за счет использования теплоты, при помощи холодного уплотнения (в котором типично используют как клей, так и приложенное давление), и т.п. В операции 106 этого способа 100 также может быть осуществлено отрезание протоупаковки поблизости от по меньшей мере одной косынки, образованной с использованием первой методики образования косынок, чтобы за счет этого объединить продукт 200 и образовать объединенную упаковку.
Может быть предусмотрена еще одна операция 107 для образования перфораций поблизости от косынки (косынок), которые были образованы с использованием второй методики образования косынок. Эти перфорации 206 могут идти в поперечном направлении через обертку, как это показано на фиг. 2, и облегчают конечному пользователю разделение отдельных изделий 201 и 202 друг от друга (с использованием только рук пользователя и без использования инструмента для захвата или резки, при условии, что конечным пользователем является по меньшей мере средний здоровый человек в возрасте 12 лет или старше), без нарушения герметичности любого из отдельных изделий.
Имеющий такую конфигурацию способ позволяет получить готовый продукт 200, имеющий по меньшей мере два герметичных отделения 207 и 208, которые содержат, соответственно, одно или несколько изделий. Эти отделения связаны на их концах при помощи уплотнений 205, причем указанные уплотнения также взаимодействуют с вышеупомянутыми косынками 501 и 204, чтобы сохранять форму этих косынок. Специалисты в данной области легко поймут, что косынки 501 на концах продукта 200 будут иметь высокое и однородное качество, когда используют высококачественный процесс, такой как механическая методика образования косынок. Косынки 204 на внутреннем участке продукта 200, вероятно, не будут иметь такое однородное качество, однако заявитель настоящего изобретения определил, что, тем не менее, эти косынки достаточно приемлемым образом выполняют свою функцию и имеют приемлемый внешний вид, когда они находятся в таком местоположении, так что это является приемлемым без ухудшения внешнего вида или торговой привлекательности самого продукта.
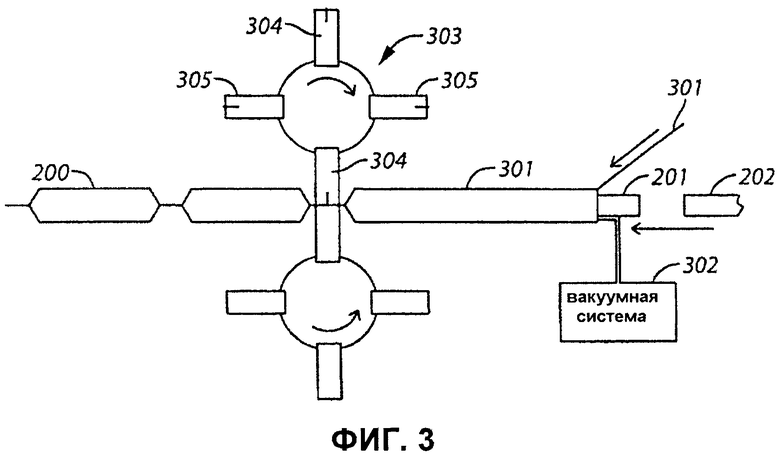
Может быть полезен еще один пояснительный пример. Специалисты в данной области легко поймут, что этот пример приведен только для пояснения и не содержит исчерпывающий перечень всех возможностей в этом отношении. Обратимся теперь к рассмотрению фиг. 3, на которой показано, что данная упаковочная линия может получать поток материала 301 для поточной упаковки. Продуктовые изделия 201 и 202 в процессе работы линии помещают внутрь этого материала 301. Средство 302 для использования второй методики образования косынок в виде вакуумной системы служит для создания желательного вакуума внутри упаковочного материала 301. Создание вакуума при необходимости может быть циклическим. Однако, во многих случаях применения, вакуумная система работает непрерывно. Такой подход позволяет исключить связанные с инерцией временные задержки, что, в свою очередь, способствует достижению оптимальной производительности.
На упаковочном участке 303 используют пару вращающихся элементов, которые несут сварочные клещи, движущиеся синхронно друг с другом, позволяющие создавать вышеупомянутые уплотнения в материале 301 поточной упаковки в соответствии с хорошо известной стандартной технологией. В этом пояснительном примере, в котором образуют полные боковые разрезы и перфорации в материале 301, некоторые сварочные клещи 304 имеют режущие поверхности, в то время как другие сварочные клещи 305 имеют образующую перфорации поверхность. В этом примере, эти клещи 304 и 305 чередуются таким образом, что каждое другое уплотнение производят в сочетании с полным боковым разрезом, а остальные уплотнения производят в сочетании с боковыми перфорациями. Такая конфигурация позволяет получать продукты, имеющие два отделения, которые легко могут быть отделены друг от друга конечным пользователем за счет разрыва материала 301 вдоль перфораций. Следует иметь в виду, что легко могут быть применены и другие конфигурации, чтобы при необходимости получать продукты с тремя отделениями и больше.
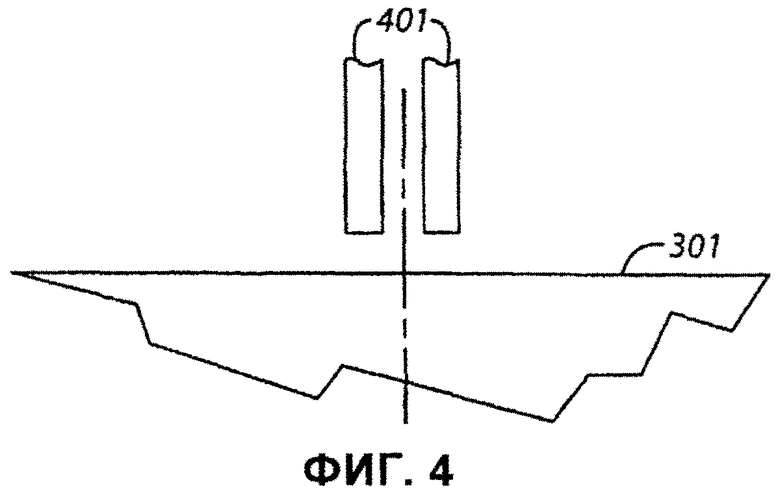
В этом пояснительном примере также образуют механически образованные косынки, во время той же самой операции, при которой производят вышеупомянутые полные боковые разрезы. Обратимся на момент к рассмотрению фиг. 4 и 5, чтобы понять использование пары пальцев в качестве средства 401 для использования первой методики образования косынок на каждой стороне протоупаковки, которые движутся в направлении внутрь и соударяются со стороной упаковочного материала 301 (как это показано на фиг. 5), чтобы образовать соответствующий карман 501, который будет служить в качестве желательной косынки. (Эти пальцы на фиг. 3 не показаны.)
Вновь обратимся к рассмотрению фиг. 3, на которой показано, что не механически образованные косынки образуют во время той же самой операции, в которой делают вышеупомянутые боковые перфорации. Как уже было указано выше, эти не механически образованные косынки могут быть образованы за счет создания вакуума внутри упаковочного материала 301 при помощи вышеупомянутой вакуумной системы 302, без приложения давления к внешней стороне упаковочного материала.
Имеющая описанную конфигурацию упаковочная линия позволяет получать результирующие упакованные продукты 200, содержащие два изделия 201 и 202, каждое из которых находится внутри соответствующего герметичного отделения. После покупки продукта 200, конечный пользователь может по своему желанию разделить эти два отделения, когда он этого хочет.
Можно полагать, что описанный выше процесс может быть осуществлен при скорости движения линии, соответствующей скорости движения линии для выработки аналогичного количества изделий, когда создают упаковки только с одним отделением. Это является оправданным, когда линия обрабатывает десятки и сотни упаковок в минуту. Это в большой степени зависит от того факта, что в заявленном здесь подходе требуется столько механически образованных косынок, сколько в подходе с одним отделением. Использование механически образованных косынок на концах результирующего продукта позволяет устойчиво получать хорошо образованный и приятный внешний вид, в то время как использование не механически образованных косынок в средней части продукта, поблизости от внутренних уплотнений и перфорации, является достаточно эффективным и привлекательным, так как это позволяет выполнять соответствующие функциональные и эстетические рыночные требования. Например, это позволяет производить в минуту от 400 до 450 упаковок шоколада весом 100 г. Можно ожидать, что описанный здесь способ позволит производить в минуту от 800 до 900 упаковок шоколада весом 50 г. Таким образом, может быть получен тот же самый общий вес упакованных продуктов, с дополнительным преимуществом, связанным с наличием более мелких изделий этого же самого продукта.
Приведенные здесь указания легко могут быть реализованы с использованием уже существующих технологий упаковки. В частности, эти указания могут быть реализованы при минимальной и относительно простой и дешевой модернизации многих существующих упаковочных линий. Также следует иметь в виду, что эти указания могут быть легко масштабированы и с успехом могут быть использованы в самых различных областях применения и с самыми различными наборами изделий, которые необходимо упаковать.
Несмотря на то, что были описаны предпочтительные варианты осуществления изобретения, совершенно ясно, что в него специалистами в данной области могут быть внесены изменения и дополнения, которые не выходят, однако, за рамки приведенной далее формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПАКОВКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2654635C1 |
| ЛЕГКО ВСКРЫВАЕМЫЕ И ПОВТОРНО УКУПОРИВАЕМЫЕ ГИБКИЕ ПЛЕНОЧНЫЕ УПАКОВКИ И СПОСОБЫ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2561894C2 |
| КОМПОЗИТНАЯ УПАКОВОЧНАЯ ФОЛЬГА | 2018 |
|
RU2764986C2 |
| УПАКОВКА | 2011 |
|
RU2576006C2 |
| ПОВТОРНО УКУПОРИВАЕМАЯ ГИБКАЯ УПАКОВКА И СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2574489C2 |
| УПАКОВКА ДЛЯ КУРИТЕЛЬНЫХ ТАБАЧНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023638C1 |
| УПАКОВКА | 2009 |
|
RU2530800C2 |
| УПАКОВКА | 2014 |
|
RU2660297C9 |
| УПАКОВКА И СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВКИ | 2021 |
|
RU2832298C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИОННОГО ИЗДЕЛИЯ И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ПОСРЕДСТВОМ УКАЗАННОГО СПОСОБА | 2016 |
|
RU2732649C2 |
Способ содержит использование продукта, состоящего по меньшей мере из двух отдельных изделий, поточное обертывание продукта с образованием протоупаковки; использование первой и второй методик образования косынок в протоупаковке. При этом вторая методика отличается от первой и включает немеханическую методику образования косынок, такую как с использованием вакуума или внешних воздушных струй. Упаковка для пищевого продукта содержит по меньшей мере два отдельных изделия, упаковку, расположенную вокруг продукта, имеющую первое и второе герметичные отделения соответственно для первого и второго изделий. При этом упаковка дополнительно содержит механически и немеханически образованные косынки. Немеханически образованные косынки получают с использованием вакуума или внешних воздушных струй. Устройство для упаковки продукта содержит средство для создания вышеупомянутого продукта и для его поточного обертывания в упаковочный материал, средство для использования первой и второй методик для образования косынок в упаковочном материале. При этом вторая методика отличается от первой и включает немеханическую методику, такую как с использованием вакуума или внешних воздушных струй. Группа изобретений обеспечивает повышение производительности и ассортимента. 3 н. и 13 з.п. ф-лы, 5 ил.
1. Способ для упаковки продукта, причем способ включает:
использование (101) продукта (200), содержащего по меньшей мере два отдельных изделия (201 и 202);
поточное обертывание (102) продукта, чтобы образовать протоупаковку;
использование (103) первой методики образования косынок, чтобы образовать по меньшей мере одну косынку (501) в протоупаковке;
где способ дополнительно характеризуется:
использованием (104) второй методики образования косынок, чтобы образовать по меньшей мере одну дополнительную косынку (204) в протоупаковке, причем вторая методика образования косынок отличается от первой методики образования косынок и включает немеханическую методику образования косынок, такую как с использованием вакуума или внешних воздушных струй.
2. Способ по п.1, дополнительно характеризующийся тем, что первая методика образования косынок представляет собой механическую методику образования косынок.
3. Способ по п.2, дополнительно характеризующийся тем, что использование механической методики образования косынок предусматривает использование по меньшей мере одного пальца для соударения с протоупаковкой, чтобы образовать соответствующую косынку.
4. Способ по п.1, дополнительно характеризующийся тем, что использование немеханической методики образования косынок предусматривает использование вакуума для воздействия на протоупаковку, чтобы образовать соответствующую косынку.
5. Способ по п.1, дополнительно характеризующийся тем, что использование первой методики образования косынок предусматривает образование по меньшей мере одной косынки в протоупаковке на ее концевом участке.
6. Способ по п.5, дополнительно характеризующийся тем, что использование второй методики образования косынок предусматривает образование по меньшей мере одной косынки в протоупаковке на среднем ее участке, между двумя отдельными изделиями.
7. Способ по одному из предыдущих пунктов, дополнительно характеризующийся:
герметизацией протоупаковки вблизи от косынок, чтобы герметизировать продукт внутри протоупаковки;
отрезанием протоупаковки вблизи от по меньшей мере одной косынки, образованной с использованием первой методики образования косынок, чтобы объединить продукт и образовать объединенную упаковку;
образованием перфораций вблизи от по меньшей мере одной косынки, образованной с использованием второй методики образования косынок, чтобы облегчить конечному пользователю отделение отдельных изделий друг от друга без нарушения герметичности любого из отдельных изделий.
8. Упаковка для пищевого продукта (200), которая содержит:
по меньшей мере два отдельных изделия (201 и 202);
упаковку (301), расположенную вокруг продукта, причем упаковка имеет первое герметичное отделение (207), в котором находится первое из по меньшей мере двух отдельных изделий, и второе герметичное отделение (208), в котором находится второе из по меньшей мере двух отдельных изделий, при этом упаковка дополнительно содержит механически образованную косынку (501),
причем упаковка дополнительно характеризуется тем, что дополнительно содержит не механически образованную косынку (204), такую как образованную с использованием вакуума или внешних воздушных струй.
9. Упаковка для пищевого продукта по п. 8, дополнительно характеризующаяся тем, что упаковка представляет собой поточную упаковку.
10. Упаковка для пищевого продукта по п.9, дополнительно характеризующаяся тем, что упаковка дополнительно содержит механически образованные косынки на каждом конце поточной упаковки.
11. Упаковка для пищевого продукта по п.9, дополнительно характеризующаяся тем, что упаковка дополнительно содержит не механически образованные косынки по меньшей мере на одном внутреннем участке поточной упаковки.
12. Упаковка для пищевого продукта по п.8, дополнительно характеризующаяся тем, что не механически образованные косынки расположены между первым герметичным отделением и вторым герметичным отделением.
13. Упаковка для пищевого продукта по п.8, дополнительно характеризующаяся тем, что механически образованные косынки представляют собой косынки, образованные при помощи пальца.
14. Упаковка для пищевого продукта по любому из пп.8-13, дополнительно характеризующаяся тем, что не механически образованные косынки представляют собой косынки, образованные при помощи вакуума.
15. Устройство для упаковки продукта, содержащее:
средство (300) для создания продукта (200), содержащего по меньшей мере два отдельных изделия (201 и 202), и для поточного обертывания продукта в упаковочный материал; и
средство (401) для использования первой методики образования косынок, чтобы образовать по меньшей мере одну косынку (501) в упаковочном материале;
причем устройство дополнительно характеризуется:
средство (302) для использования второй методики образования косынок, чтобы образовать по меньшей мере одну дополнительную косынку (204) в упаковочном материале, причем вторая методика образования косынок отличается от первой методики образования косынок и включает немеханическую методику образования косынок, такую как с использованием вакуума или внешних воздушных струй.
16. Устройство по п.15, в котором первая методика образования косынок предусматривает использование одного или нескольких пальцев для соударения с упаковочным материалом, а вторая методика образования косынок предусматривает создание вакуума внутри упаковочного материала, без приложения давления к внешней поверхности упаковочного материала.
| КАМЕРА ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ, РАБОТАЮЩЕГО ПО БЕЗГАЗОГЕНЕРАТОРНОЙ СХЕМЕ | 2019 |
|
RU2718105C1 |
| Устройство для образования пакета-вкладыша | 1983 |
|
SU1150163A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |

