Настоящее изобретение относится к способу изготовления изоляционного изделия, состоящего из пористого изоляционного материала, завернутого в газонепроницаемую пленку и содержащего изолирующий газ, а также к изделию, полученному посредством указанного способа.
Из уровня техники хорошо известны изделия из термоизоляционного материала в герметично запечатанных пакетах, например, так называемые вакуумные изоляционные панели (VIP, Vacuum Insulation Panel).
Современная технология изготовления VIP обычно предусматривает использование изоляционного материала, например, сформированного из пирогенного диоксида кремния, минеральных волокон или другого сердечника из микропористого материала. Сердечник завернут в гибкую, газонепроницаемую оболочку, при этом перед запечатыванием обеспечивают вакуум. Вакуум является крайне важным условием для обеспечения теплоизоляционных характеристик панелей. Если вакуум нарушен, то панель теряет большую часть своих тепловых свойств, а ее теплопроводность становится равной теплопроводности материала сердечника. То есть, для таких панелей крайне проблематичными и критичными являются любые проколы оболочки в результате одного или нескольких повреждений при обработке, например, при разрезании по заданному размеру, креплении к строительной подложке, и повреждений, вызванных сверлением отверстий для проводки, фиксацией полок, и других повреждений. Это является одной из причин, по которой использование технологии VIP в строительстве зданий в наши дни по-прежнему широко не распространено. Кроме того, в частности, применение материалов на основе минеральных волокон связано с некоторыми дополнительными недостатками, из-за которых при выборе материала сердечника им не отдают предпочтение. Таким образом, существует потребность в микропористых материалах, однако они отличаются высокой стоимостью.
Ранее был предложен другой подход, состоящий в том, чтобы обеспечить герметичный пористый изоляционный материал внутри запечатанных пакетов и в замене находящегося внутри воздуха газом. Например, из документа US 2779066 известна холодильная установка и, в частности, усовершенствованная компоновка для изоляции стенок таких холодильников. Согласно данному документу предлагается усовершенствованная и практичная изоляция, в которой использован газ, имеющий низкий коэффициент теплопроводности, в сочетании со стеклянными волокнами или другими подобными волокнами.
Из документа WO 2012/164310 известны панели из композитного материала, состоящие из изоляционных слоев, содержащих твердую пенопластовую панель с открытыми порами, которая может иметь внутри по меньшей мере одну внутреннюю пору, причем одна или несколько поверхностей панели и/или пор выполнены с воздухонепроницаемым герметизирующим покрытием. Внутренние полости пор могут быть безвоздушными или могут вмещать воздух или инертный газ при давлении близком к атмосферному давлению.
Из документа WO 96/03555 известна легковесная, частично вакуумированная несущая нагрузку изоляционная панель, содержащая наружную газонепроницаемую оболочку и внутреннюю газопроницаемую оболочку. Внутренняя оболочка заполнена смесью крупных газопроницаемых гранул и мелких газопроницаемых частиц, причем внутри и между указанными гранулами и частицами формируются полости, вмещающие в себя газ с низкой теплопроводностью.
Из документа СА 1290677 известны изолирующие панели, выполненные из сжатого зернистого материала, заполненного изолирующими газами, причем данный узел удерживается в газонепроницаемом пакете. Такие пакеты могут быть расположены в изоляционном пространстве структуры, в которой необходимо обеспечить изоляцию, и, при необходимости, могут быть заключены во вспененный изолирующий материал. Среди возможных зернистых материалов можно отметить осажденный диоксид кремния, при этом в качестве изолирующего газа могут быть использованы различные газообразные фреоны.
Хотя изоляционное изделие, содержащее плиту из пористого изоляционного материала, завернутую в газонепроницаемую пленку и содержащую изолирующий газ, является хорошо известным, подобное изделие ни разу не было представлено в строительном секторе, поскольку его изготовление представляет собой большую проблему, так как отсутствует подходящий с точки зрения промышленного производства способ изготовления этих изделий.
Таким образом, техническая проблема, на решение которой направлено настоящее изобретение, состоит в создании способа изготовления таких изделий с повышенными тепловыми свойствами, при котором затраты на производство могут быть сохранены на приемлемо низком уровне, а производительность является высокой.
Указанная техническая проблема решена посредством способа изготовления изоляционного изделия, содержащего плиту из пористого изоляционного материала, завернутую в газонепроницаемую пленку, причем указанный способ включает в себя этапы, на которых:
- обеспечивают наличие последовательности плит из пористого изоляционного материала на первом конвейерном устройстве и подают указанные плиты на второе конвейерное устройство,
- обеспечивают наличие оберточной пленки и заворачивают указанную пленку для формирования трубки вокруг указанных плит посредством поточного оберточного устройства на указанном втором конвейерном устройстве,
- заполняют плиты изолирующим газом, и
- запечатывают оберточную пленку на концах каждой плиты, поперек направления перемещения второго конвейерного устройства.
Подходящие для этого пористые изоляционные материалы представляют собой, в частности, связанные пористые изоляционные материалы, предпочтительно изделия из связанных минеральных волокон, например, изделия из каменной ваты или стеклянной ваты, а также изделия из связанных природных волокон, таких как древесные волокна, растительные волокна или волокна животного происхождения, и, кроме того, из синтетических или полусинтетических волокон. Более того, пригодными могут оказаться пористые минеральные крупнозернистые или гранулированные материалы, такие как вулканическое стекло, вермикулит и т.д., с добавлением связующего вещества или без добавления связующего вещества.
Таким образом, согласно изобретению предлагается эффективный производственный процесс, который особенно пригоден для крупносерийного производства изоляционных плит для тепловой изоляции строительных элементов или аналогичных структур.
Результатом данного способа производства является получение набора изоляционных плит, в которых воздух в пористом изоляционном материале заменен изолирующим газом, при этом внутри упаковки остается только небольшое количество воздуха. Это позволяет снизить показатель теплоизоляционной способности, то есть, значение теплопроводности, и обеспечивает улучшение тепловых характеристик получаемых изделий.
Как правило, в настоящее время общеизвестные плиты на основе минеральных волокон могут иметь теплопроводность (λ), равную 32 мВт/(м⋅К). За счет обертывания плиты газонепроницаемой пленкой и замены воздуха диоксидом углерода (СО2) теплопроводность может быть уменьшена приблизительно на 10 мВт/(м⋅К). Данное значение вычислено исходя их значений теплопроводности газов (λвозд=26 мВт/(м⋅К)-λCO2=16 мВт/(м⋅К)), на основании которых получают понижение значения теплопроводности приблизительно на 10 мВт/(м⋅К)), и подтверждено результатами фактических измерений соответствующих изоляционных изделий, изготовленных в соответствии с способом согласно настоящем изобретению.
Значения теплопроводности для различных газов могут быть найдены из следующей таблицы, в которой представлены значения теплопроводности газов в зависимости от температуры.
Если в таблице не указано иное, приведенные значения соответствуют давлению 100 кПа (1 бар) или упругости насыщенного пара, если она меньше 100 кПа. Примечание Р=0 обозначает, что дано низкое пороговое значение давления. В целом, значения Р=0 и Р=100 кПа отличаются менее чем на 1%.
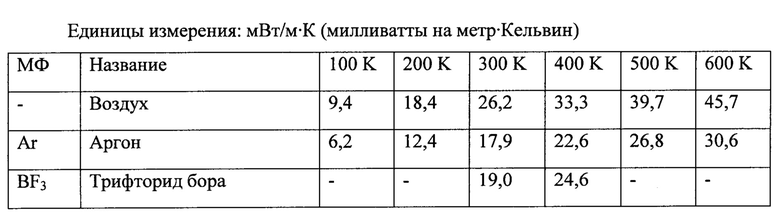
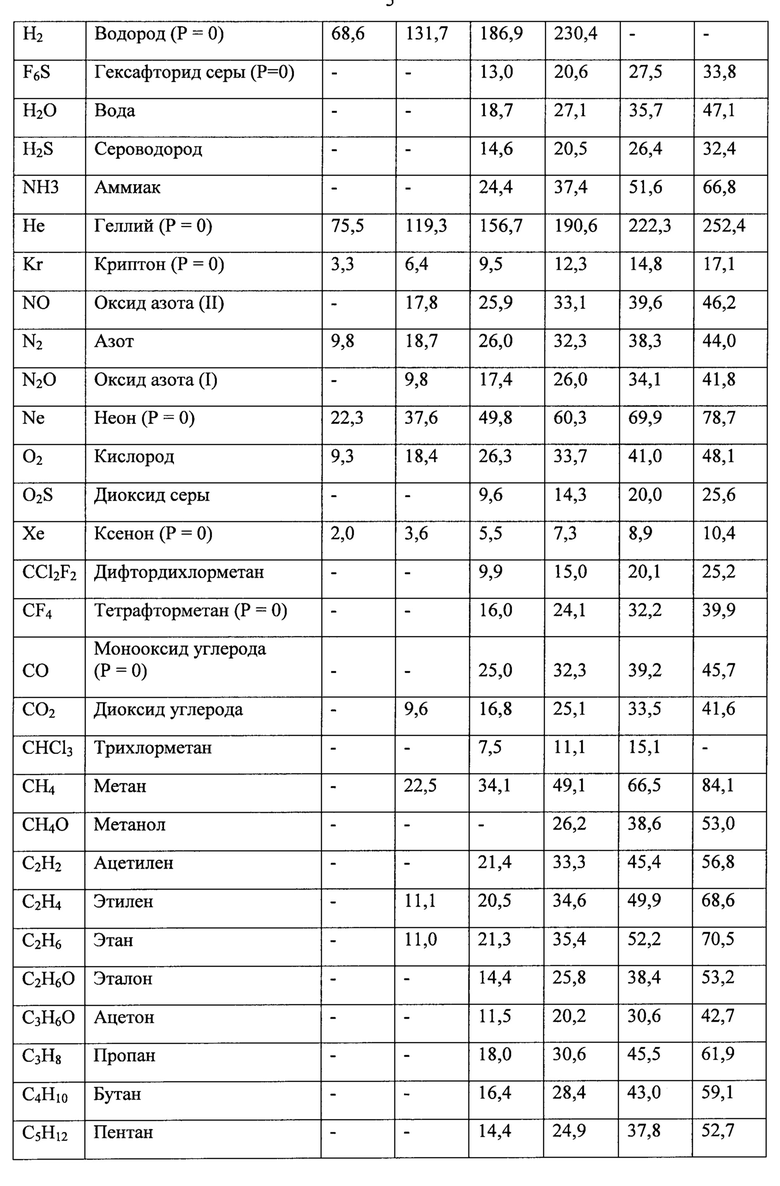

Источник: https://www.engineersedge.com/heat_transfer/thermal-conductivity-gases.htm
Были измерены значения теплопроводности для изделий согласно настоящему изобретению. Измеренные значения, приведенные ниже, представляют собой усредненные значения λуcред на основании n=9 измерений.
- каменная вата с воздухом: λусред=32 мВт/(м⋅К),
- каменная вата с аргоном: λусред=24 мВт/(м⋅К),
- каменная вата с СО2: λусред=22 мВт/(м⋅К).
Измерения выполнены согласно Европейскому стандарту EN 12667 с исходной средней температурой в 10°С.
Изоляционное изделие может иметь усредненную теплопроводность λусред, измеренную согласно стандарту EN12667 и равную или меньше 25 мВт/(м·К).
Процесс обертывания представляет собой поточный процесс обертывания. При заполнении пористого изоляционного материала изолирующим газом перед завершением процесса обертывания, воздух внутри пористого изоляционного материала заменяют изолирующим газом. Такое техническое решение имеет преимущество по сравнению с созданием вакуума и удалением воздуха из внутреннего пространства, поскольку оно обеспечивает непрерывный процесс изготовления изоляционных изделий, который отличается простотой и имеет более высокую скорость, в результате чего производственный процесс становится более эффективным и надежным с сохранением при этом производственных затрат на очень низком уровне.
В предпочтительном варианте осуществления, сжатие изоляционного материала выполняют на первом конвейерном устройстве. Благодаря этому давление внутри готовых плит немного ниже давления окружающего воздуха. Это обеспечивает снижение риска превышения давления из-за тепла или перепада давления окружающей среды во время использования изоляционных плит при их установке в строительной конструкции или другой подобной конструкции.
Предпочтительно, предварительное сжатие поддерживают до тех пор, пока не будет выполнено запечатывание концов плит. Когда после запечатывания упаковки сжатие завершат, расширение изоляционного материала приведет к снижению давления внутри упаковки.
В качестве альтернативы или в дополнение к предварительному сжатию, на первом конвейерном устройстве можно осуществить предварительное нагревание изоляционного материала. Предварительное нагревание эффективно для того, чтобы обеспечить давление внутри упаковки ниже давления окружающего воздуха, поскольку при охлаждении пористого изоляционного материала и, соответственно, также изолирующего газа после запечатывания, давление внутри упаковки будет снижаться пропорционально.
В одном из вариантов осуществления до заполнения внутреннего пространства трубчатой оберточной пленки выполняют предварительное нагревание изолирующего газа. Это усиливает эффект предварительного нагревания и, соответственно, также обеспечивает последующее создание низкого давления внутри упаковки.
Этап заполнения предпочтительно включает в себя заполнение внутреннего пространства указанной трубчатой оберточной пленки и находящихся внутри нее плит изолирующим газом. Благодаря этому происходит замена воздуха внутри трубчатой оберточной пленки изолирующим газом во время поточного процесса обертывания непосредственно перед запечатыванием концов плит. Таким образом, на этапе заполнения газом от 80 до 98% воздуха внутри трубчатой оберточной пленки и плит из пористого изоляционного материала заменяют изолирующим газом.
Предпочтительно изолирующий газ, используемый при заполнении газом, представляет собой по меньшей мере один газ, выбранный из группы, включающей в себя диоксид углерода (CO2), аргон или другие газы, имеющие теплопроводность ниже теплопроводности воздуха.
В предпочтительном варианте осуществления, оберточная пленка представляет собой многослойную полимерную пленку, при этом формирование трубчатой оберточной пленки включает в себя формирование и продольную сварку оберточной пленки. Таким образом, запечатывание концов может быть выполнено посредством термопластической сварки поперек трубчатой оберточной пленки.
Согласно второму аспекту настоящего изобретения предлагается изоляционное изделие, содержащее плиту из пористого изоляционного материала, завернутую в газонепроницаемую пленку, причем изделие получено при выполнении способа согласно первому аспекту настоящего изобретения. Предпочтительно пористый изоляционный материал представляет собой волокнистую минеральную вату, например, каменную вату или стеклянную вату.
Как описано выше, предпочтительно, чтобы газ, заключенный внутри пористого изоляционного материала, находился под давлением ниже атмосферного, для абсорбции любых тепловых расширений изоляционного изделия во время эксплуатации.
Предпочтительно заключенный в изделии газ представляет собой по меньшей мере на 80% изолирующий газ, например, диоксид углерода (СО2), аргон или другой подобный газ или газы, имеющие теплопроводность ниже теплопроводности воздуха.
Оберточная пленка предпочтительно представляет собой многослойную полимерную пленку, содержащую металлизированную полимерную пленку и наружный термопластичный слой. В отличие от алюминиевой пленки, металлизированная полимерная пленка не образует тепловые мосты в изоляции. Благодаря применению металлизированной газонепроницаемой пленки в изоляции не происходит возникновение тепловых мостов. За счет наличия термопластичного внутреннего слоя на многослойной пленке обеспечивается возможность запечатывания пленки, то есть сварки.
Настоящее изобретение подробно описано далее со ссылкой на прилагаемые чертежи, на которых изображено следующее.
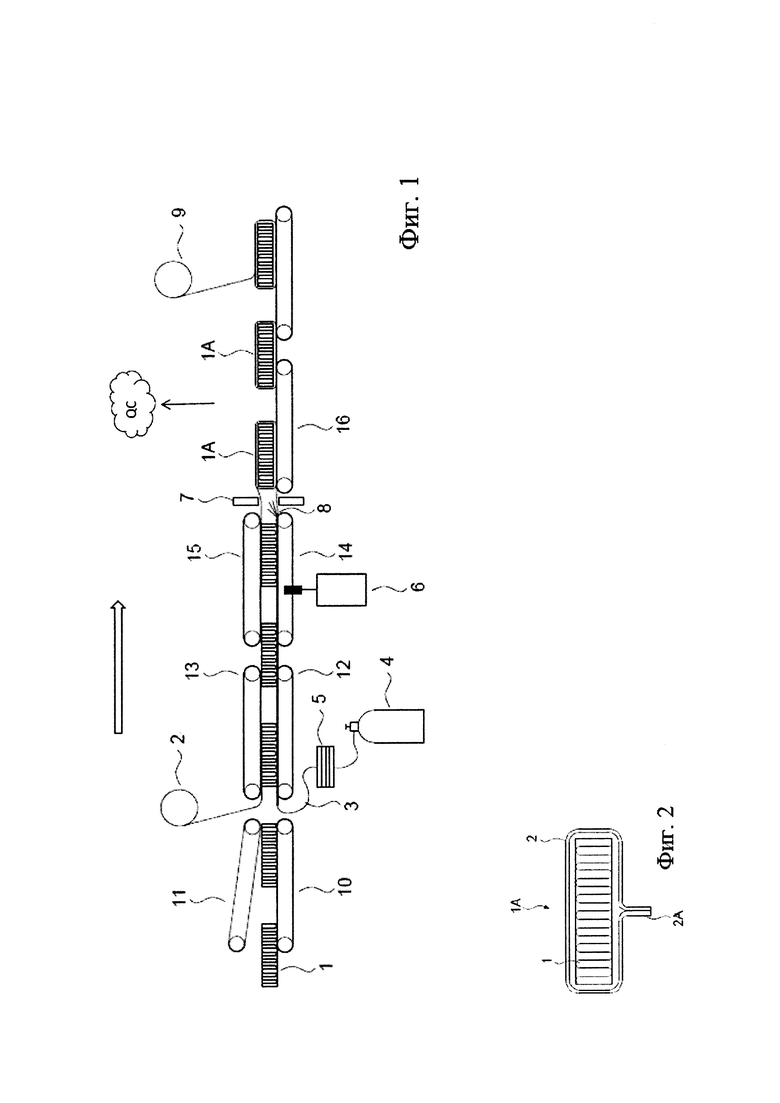
На фиг. 1 схематично проиллюстрирован производственный процесс изготовления изоляционного изделия, содержащего плиту из пористого изоляционного материала, завернутую в газонепроницаемую пленку.
На фиг. 2 схематично, в поперечном сечении показано изоляционное изделие, полученное в ходе указанного производственного процесса.
Как показано на фиг. 1, производство изоляционных изделий согласно предпочтительному варианту осуществления настоящего изобретения начинается с разрезания пористого изоляционного материала согласно требуемому размеру с образованием изоляционных плит 1. Плиты 1 последовательно подают непрерывным образом на первый конвейер 10. Пористый изоляционный материал предпочтительно представляет собой каменную вату с плотностью, составляющей от 30 до 120 кг/м3, стеклянную вату с плотностью, составляющей от 15 до 60 кг/м3 или другой пористый изоляционный материал. Направление производственного потока обозначено на фиг. 1 стрелкой.
Плиты 1 могут быть предпочтительно механически сжаты, например, на 5-20%, более предпочтительно 10-15%, посредством первой верхней ленты 11 конвейера или другого подобного средства. Указанное сжатие задано конечной высотой отверстия у ленты 11 конвейера, соответственно, между верхней и нижней частями следующих лент 12, 13 конвейера, по сравнению с номинальной толщиной изоляционного материала. В первом конвейерном устройстве 10, 11 также предпочтительно могут быть предусмотрены средства для нагревания плит 1, например, для нагревания плит до температуры 30-120°С.
Плиты 1 подают в горизонтальное поточное упаковочное оборудование (поточный упаковщик) 20, которое содержит второй набор конвейеров 12, 13 и третий набор конвейеров 14 и 15. Поточный упаковщик 20 подает оберточную пленку 2 к плитам 1 на втором нижнем конвейере 12, при этом второй верхний конвейер 13 и также третий нижний конвейер 14 и третий верхний конвейер 15 поддерживают сжатие плит 1. Затем пленку сгибают или сворачивают в форме трубки (не показано), при этом предусмотрено продольное запечатывающее устройство 6, обеспечивающее сварное соединение 2А, как показано на фиг. 2. Предпочтительно, поточный упаковщик нагревает изоляцию до 30-80°С, а также оборачивает газонепроницаемую пленку 2 вокруг плит 1, заполняет изоляционные плиты 1 изолирующим газом через газонаполнительную трубку 3, а также запечатывает концы на станции 7 для концевого запечатывания. Изолирующий газ подают из источника 4 газа и предпочтительно нагревают до температуры 30-120°С перед его подачей через газовую трубку 3 и в оберточную пленку, имеющую трубчатую конфигурацию вокруг плит в поточном упаковщике 20.
Результатом такого процесса является получение изоляционной плиты 1, в которой воздух в пористом изоляционном материале заменен изолирующим газом, причем в упаковке 1А остается примерно 2-15% воздуха. Это повышает теплоизоляционные свойства по сравнению с изоляционными плитами без газонепроницаемой обертки и с воздухом внутри изоляционного материала. Таким образом, благодаря предложенному способу значение теплопроводности получаемого изделия существенно уменьшается.
За счет сжатия материала сердечника и/или за счет нагревания материала и газа, давление внутри готовых плит 1А будет меньше давления окружающего воздуха. Это снижает риск превышения давления из-за тепла или перепада давления окружающего воздуха во время эксплуатации изоляционных плит 1А.
Предварительное сжатие изоляционного материала обеспечивает уменьшение давления в запечатанном готовом изделии 1А, поскольку пленка 2 плотно намотана вокруг изоляционного материала 1. Таким образом, плиты 1 из изоляционного материала предпочтительно сжаты до упаковывания и во время упаковывания, например, посредством первого, второго и третьего конвейеров 11, 13, 15. При завершении сжатия после запечатывания упаковки 1А на запечатывающей станции 7, расширение изоляционного материала приводит к снижению давления внутри упаковки.
Другой способ обеспечения того, чтобы давление внутри упаковки всегда было ниже давления окружающего воздуха, состоит в нагревании плиты 1 из изоляционного материала и изолирующего газа. При охлаждении изолирующего газа после запечатывания, давление внутри готового изделия уменьшается. Согласно настоящему изобретению можно обеспечить, чтобы не только отдельно, но и вместе указанные технологические этапы, то есть, предварительное сжатие и предварительное нагревание, можно было использовать для обеспечения меньшего давления внутри готового изделия.
После запечатывания на запечатывающей станции 7, где также происходит отделение изделий друг от друга, готовые изделия транспортируются для дальнейшей обработки, например, упаковки, в четвертую конвейерную систему 16. В четвертой конвейерной системе 16 возможно осуществление этапа контроля качества (QC, Quality Control), как показано на фиг.1, при этом здесь также можно измерить теплопроводность.
Может быть предусмотрен дополнительный технологический этап 9 (см. фиг. 1). Указанный дополнительный этап 9 представляет собой опциональное дополнительное защитное обертывание или покрытие, которое наносят на готовые плиты 1А. В результате, обеспечивают защиту плит 1А от повреждений, упомянутых в вводной части описания.
Готовые плиты 1А содержат сердечник из пористого изоляционного материала 1, который может представлять собой минеральную вату или другой изоляционный материал с открытыми порами, завернутый в газонепроницаемую пленку 2. Пленка 2 предпочтительно представляет собой термопластичную многослойную пленку 2 с металлизированным полимерным слоем для обеспечения газонепроницаемости пленки 2. Также многослойная пленка 2 предпочтительно имеет внешний слой, выполненный с возможностью сваривания, что позволяет использовать процесс термического запечатывания для продольного запечатывания на станции 6 и для концевого запечатывания 7. В ходе процесса, показанного на фиг. 1, воздух в плитах 1 заменяют изолирующим газом 3. Газ может представлять собой СО2, аргон или другой изолирующий газ. Благодаря замене воздуха изолирующим газом можно существенно снизить теплопроводность изделия.
Список номеров позиций
1 Пористая изоляционная плита
1А Упакованная изоляционная плита
2 Газонепроницаемая пленка
2А Нижнее уплотнение/сварное соединение
3 Газовая трубка
4 Изолирующий газ
5 Возможное предварительное нагревание изолирующего газа
6 Нижнее запечатывающее устройство
7 Устройство для концевого запечатывания
8 Выпускное отверстие газовой трубки
9 Опциональное дополнительное защитное обертывание
10 Первый нижний конвейер для сжатия и потенциального предварительного нагревания
11 Первый верхний конвейер для сжатия и потенциального предварительного нагревания
12 Второй нижний конвейер
13 Второй верхний конвейер
14 Третий нижний конвейер
15 Третий верхний конвейер
16 Четвертая конвейерная система
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАКУУМИРОВАННЫЙ ТЕПЛОИЗОЛЯЦИОННЫЙ МАТЕРИАЛ, ТЕПЛОИЗОЛЯЦИОННАЯ КАМЕРА И СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМИРОВАННОГО ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2663675C2 |
| ИЗОЛЯЦИОННОЕ ИЗДЕЛИЕ ИЛИ УСТРОЙСТВО, СОДЕРЖАЩЕЕ ИЗОЛЯЦИЮ НА ВОЛОКНИСТОЙ ОСНОВЕ | 2016 |
|
RU2630027C1 |
| УСТРОЙСТВО И СПОСОБ УПАКОВКИ ИЗДЕЛИЙ ИЗ МИНЕРАЛЬНОЙ ВАТЫ И УПАКОВКА МИНЕРАЛЬНОЙ ВАТЫ | 2005 |
|
RU2388667C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛИРУЮЩЕГО ИЗДЕЛИЯ И ИЗОЛИРУЮЩЕЕ ИЗДЕЛИЕ ИЗ МИНЕРАЛЬНОГО ВОЛОКНА | 2000 |
|
RU2265700C2 |
| СПОСОБ УПАКОВКИ ИЗДЕЛИЙ | 2004 |
|
RU2345893C2 |
| Обертка из бумаги для курительных изделий и курительное изделие | 1991 |
|
SU1836037A3 |
| ТЕПЛОИЗОЛЯЦИОННАЯ ПАНЕЛЬ | 2013 |
|
RU2585772C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОЛЯЦИОННОГО ИЗДЕЛИЯ, СОДЕРЖАЩЕГО АЭРОГЕЛЬ | 2002 |
|
RU2293906C2 |
| ОБЕРТОЧНЫЙ ЛИСТ И ОБЕРНУТОЕ ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2019 |
|
RU2768301C1 |
| ГЕРМЕТИЧНАЯ ОБЕРТКА ДЛЯ ПИЩЕВЫХ ПРОДУКТОВ, СООТВЕТСТВУЮЩИЙ СПОСОБ И УСТАНОВКА | 2004 |
|
RU2335440C2 |
Группа изобретений относится к производству теплоизоляционных изделий. Изоляционное изделие содержит плиту из пористого изоляционного материала, завернутую в газонепроницаемую пленку. Способ изготовления включает в себя этапы, на которых обеспечивают наличие непрерывного ряда плит из пористого изоляционного материала на первом конвейерном устройстве и подают указанные плиты на второе конвейерное устройство. На втором конвейерном устройстве обеспечивают наличие оберточной пленки и заворачивают указанную пленку для формирования трубки вокруг указанных плит. Плиты заполняют изолирующим газом и запечатывают оберточную пленку на концах каждой плиты поперек направления движения второго конвейерного устройства. 2 н. и 13 з.п. ф-лы, 2 ил., 1 табл.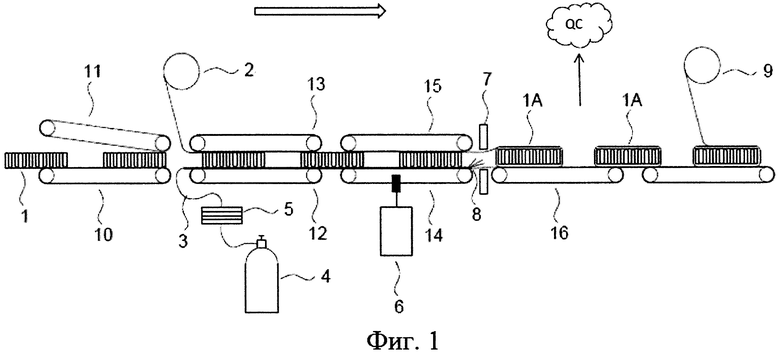
1. Способ изготовления изоляционного изделия, содержащего плиту из пористого изоляционного материала, завернутую в газонепроницаемую пленку, причем указанный способ включает в себя этапы, на которых:
- обеспечивают наличие последовательности плит из пористого изоляционного материала на первом конвейерном устройстве и подают указанные плиты на второе конвейерное устройство,
- обеспечивают наличие оберточной пленки и заворачивают указанную пленку для формирования трубки вокруг указанных плит посредством поточного оберточного устройства на указанном втором конвейерном устройстве,
- заполняют плиты изолирующим газом и
- запечатывают оберточную пленку на концах каждой плиты, поперек направления перемещения второго конвейерного устройства.
2. Способ по п. 1, в котором на первом конвейерном устройстве осуществляют предварительное сжатие изоляционного материала, причем указанное предварительное сжатие предпочтительно составляет от 5 до 20% номинальной толщины изоляционного материала.
3. Способ по п. 2, в котором предварительное сжатие поддерживают, пока не будет выполнено запечатывание концов плит.
4. Способ по любому из пп. 1-3, в котором на первом конвейерном устройстве выполняют предварительное нагревание изоляционного материала.
5. Способ по любому из пп. 1-4, в котором до заполнения внутреннего пространства трубчатой оберточной пленки выполняют предварительное нагревание изолирующего газа.
6. Способ по любому из пп. 1-5, в котором этап заполнения включает в себя заполнение внутреннего пространства указанной трубчатой оберточной пленки и находящихся внутри нее плит изолирующим газом.
7. Способ по любому из пп. 1-6, в котором на этапе заполнения газом заменяют от 80 до 98% воздуха внутри трубчатой оберточной пленки и плит изолирующим газом.
8. Способ по любому из пп. 1-7, в котором изолирующий газ представляет собой по меньшей мере один газ, выбранный из группы, включающей в себя диоксид углерода (CO2), аргон или другие газы, имеющие теплопроводность ниже теплопроводности воздуха.
9. Способ по любому из пп. 1-8, в котором оберточная пленка представляет собой многослойную полимерную пленку, при этом формирование трубчатой оберточной пленки включает в себя формирование и продольную сварку оберточной пленки.
10. Изоляционное изделие, содержащее плиту из пористого изоляционного материала, завернутую в газонепроницаемую пленку, причем указанное изделие получают путем выполнения способа по любому из пп. 1-9.
11. Изоляционное изделие по п. 10, в котором изделие имеет усредненную теплопроводность λусред, измеренную согласно стандарту EN12667 и равную или меньше 25 мВт/(м·К).
12. Изоляционное изделие по п. 10 или 11, в котором газ, заключенный внутри пористого изоляционного материала, находится под давлением ниже атмосферного.
13. Изоляционное изделие по любому из пп. 10-12, в котором газ, заключенный в изделии, представляет собой по меньшей мере на 80% изолирующий газ, например, диоксид углерода (CO2), аргон или другой подобный газ.
14. Изоляционное изделие по любому из пп. 10-13, в котором пористый изоляционный материал представляет собой волокнистую минеральную вату, например каменную вату или стеклянную вату.
15. Изоляционное изделие по любому из пп. 10-14, отличающееся тем, что оберточная пленка представляет собой многослойную полимерную пленку, содержащую металлизированную полимерную пленку и наружный термопластичный слой.
| US 5094899 A, 10.03.1992 | |||
| DE 202011050485 U1, 13.10.2011 | |||
| УСТРОЙСТВО И СПОСОБ УПАКОВКИ ИЗДЕЛИЙ ИЗ МИНЕРАЛЬНОЙ ВАТЫ И УПАКОВКА МИНЕРАЛЬНОЙ ВАТЫ | 2005 |
|
RU2388667C2 |
| US 3848398 A, 19.11.1974 | |||
| US 2014360044 A1, 11.12.2014. | |||

