ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к упаковкам, изготовленным из эластичного материала, а более конкретно к упаковкам, имеющим средства для управляемого открывания упаковки путём разрывания.
УРОВЕНЬ ТЕХНИКИ
[0002] При упаковке продуктов, требующих высокой и контролируемой чистоты или высокого и контролируемого уровня стерилизации, следует обращать внимание не только на саму упаковку продукта, но и на процессы её изготовления и открывания. Упаковка должна сохранять продукт незагрязнённым на протяжении всей логистической цепи. Конечный пользователь должен получить продукт из упаковки до конечного использования без какой-либо опасности загрязнения.
[0003] Обычно чистоту продуктов, требующих контролируемого уровня чистоты, обеспечивают помещением продуктов в упаковки из пластиковой плёнки. Такие упаковки предотвращают загрязнение продукта, находящегося внутри неё. Это реализуют, используя, например, поточное обёртывание (flow wrap), запечатывание в термоусадочную плёнку и процесс TFFS (термоформовка - заполнение - герметизация). При поточном обёртывании (flow wrap) и при использовании термоусадочной плёнки вокруг продукта формируется своего рода пакет. При использовании способа TFFS формируют основание упаковки требуемой формы, продукт помещают на основание, и затем плёнку герметично закрепляют на этом основании, чтобы закрыть упаковку.
[0004] У каждого из этих способов есть недостатки. Например, в термоусадочной плёнке есть отверстия, через которые воздух может выходить из пакета в процессе изготовления. Такие отверстия явно подвергают продукт опасности загрязнения.
[0005] В способе TFFS формирование основания упаковки накладывает ограничения на размеры упаковки, такие как её глубина по отношению к площади. Упаковка, изготовленная способом TFFS, обычно занимает больше места, чем упаковка пакетного типа. Если основу сформировать из жёсткой плёнки, то отходы упаковки также потребуют много места.
[0006] Способ поточного обёртывания (flow wrap) очень широко используют для упаковки продуктов, требующих контролируемых чистоты и уровня стерильности. Основным недостатком этого способа является то, что такую упаковку трудно открыть управляемым образом. Обычно пакет, полученный способом поточного обёртывания (flow wrap), имеет точку начала открывания на одном из швов, от которой начинают раскрывать этот пакет. Разрывание начинается легко, но далее бесконтрольно развивается в различных направлениях в зависимости от приложенного усилия и выбранного направления. В худшем случае при первой попытке отрывается только крошечный уголок, что требует дальнейших попыток разорвать пакет.
[0007] Известно прикрепление отрывных полосок к плёночному материалу упаковки. Такие полоски обычно изготавливают из пластика и наклеивают на плёночный материал упаковки. Полоски функционируют так, что пользователь захватывает конец полоски, расположенной в шве упаковки, и оттягивает полоску от плёночного материала, в результате чего плёночный материал разрывается под полоской. Недостатком таких отрывных полосок является ограниченная прочность клеевого соединения между полоской и плёночным материалом. Усилие, требуемое для разрывания плёночного материала под полоской, относительно велико, особенно когда упаковка сделана из многослойной ламинатной плёнки, обеспечивающей хорошие барьерные свойства, из-за чего полоска может оторваться, а плёнка останется целой.
[0008] Другой недостаток отрывных полосок состоит в том, что клей, используемый для прикрепления полоски к плёночному материалу, находится внутри упаковки, что очевидно является потенциальным источником загрязнения.
[0009] Известно использование ориентированных полимерных плёночных материалов, которые имеют тенденцию к разрыванию в определённом направлении. Такая плёнка может быть вскрыта управляемым образом, если усилие может быть направлено по требуемой линии разрывания. Однако если усилие разрывания отклоняется от требуемой продольной линии разрывания, то плёнка сопротивляется разрыванию и проявляет себя очень жёсткой.
[0010] Также известно выполнение перфорации в упаковочном плёночном материале для управления разрыванием упаковки. Такая перфорация может быть выполнена, например, с помощью лазера и механически; при этом прокалывают только часть толщины плёнки, благодаря чему барьерные свойства плёнки сохраняются. Такая перфорация сравнительно хорошо управляет вскрытием плёнки, если усилие разрывания может быть направлено вдоль перфорации. Однако если усилие разрывания направлено поперёк перфорации, то линия разрывания плёнки легко отклоняется от требуемого пути, задаваемого перфорацией, и открывание упаковки становится неуправляемым.
[0011] Упаковка с перфорацией более уязвима к механическим нагрузкам, возникающим при транспортировке, чем упаковка из однородной плёнки. В частности, проблемы возникают при колебаниях давления, поскольку при понижении давления воздуха упаковка вздувается и легко рвётся в местах перфорации.
[0012] Если упаковка, изготовленная способом поточного обёртывания (flow wrap), не имеет какого-либо механизма управления разрыванием, то пользователь должен будет как-то контролировать содержимое упаковки при её открывании, особенно если содержимое состоит из отдельных частей. Такое отсутствие управления при открывании упаковки часто приводит к загрязнению содержимого.
[0013] Целью настоящего изобретения является преодоление, по меньшей мере, части недостатков известных упаковок.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0014] Изобретение определено признаками независимых пунктов формулы изобретения. Некоторые конкретные варианты осуществления определены в зависимых пунктах формулы изобретения.
[0015] Согласно первому аспекту настоящего изобретения представлена упаковка, содержащая: лист, изготовленный из эластичного плёночного материала или из эластичных плёночных материалов, сложенный в продольном направлении для сведения вместе первого и второго краёв листа, причём названные края скреплены, чтобы сформировать продольный задний шов; первый конец сложенного листа скреплён первым концевым швом, а второй конец сложенного листа, расположенный на противоположном конце сложенного листа относительно первого конца, скреплён вторым концевым швом, чтобы сформировать пространство для одного или нескольких предметов, при этом названное пространство ограничено названными скреплёнными первым и вторым концами и боковой стенкой, сформированной из сложенного листа; точку начала открывания по меньшей мере на одном из концевых швов, первом и/или втором, при этом названная точка начала открывания выполнена так, чтобы обеспечить точку для инициирования разрывания эластичного плёночного материала с образованием раскрыва, проходящего от первого концевого шва ко второму концевому шву и поперёк боковой стенки упаковки; по меньшей мере один элемент управления разрыванием, сконфигурированный для направления разрывания, инициированного из точки начала открывания в продольном направлении упаковки от первого концевого шва ко второму концевому шву и поперёк боковой стенки при приложении усилия разрывания, при этом названный по меньшей мере один элемент управления разрыванием встроен в названный эластичный плёночный материал или в названные эластичные плёночные материалы, способствующий/способствующие формированию сложенного или складываемого листа, и при этом названное усилие разрывания направлено к элементу управления разрыванием и от названного заднего шва.
[0016] Различные варианты осуществления первого аспекта могут содержать по меньшей мере один признак из следующего маркированного списка:
• Точка начала открывания расположена между названным задним швом и названным элементом управления разрыванием.
• Названное усилие разрывания действует в направлении, непараллельном плоскости, содержащей продольную ось упаковки, и эта плоскость ортогональна концевым швам.
• Названное усилие разрывания направлено приблизительно поперёк названного продольного направления упаковки.
• По меньшей мере, часть эластичного плёночного материала или эластичных плёночных материалов, формирующего/формирующих складываемый лист или предназначенного/предназначенных для его формирования, была модифицирована, например, посредством модифицирующей обработки, чтобы создать в материале по меньшей мере один элемент управления разрыванием.
• По меньшей мере, часть эластичного плёночного материала, формирующего складываемый лист или предназначенного для его формирования, была выполнена, например, путём формирования шва, чтобы иметь по меньшей мере один элемент управления разрыванием на листе или в готовой упаковке.
• Названный элемент управления разрыванием был сформирован на листе без добавления дополнительных полосок того же или другого плёночного материала и без использования какого-либо клея или других добавок.
• Названный элемент управления разрыванием представляет собой продольный шов на листе или его части.
• Этот лист состоит по меньшей мере из двух лент эластичного плёночного материала, соединённых между собой продольными швами.
• По меньшей мере одна из лент изготовлена из материала, отличного от материала других лент, причём названный другой материал предпочтительно является воздухопроницаемым материалом.
• Все ленты сделаны из одного материала.
• Элемент управления разрыванием состоит из локальной неоднородности в материале листа, предпочтительно, чтобы названная неоднородность была сформирована локальной обработкой эластичного плёночного материала листа, такой как термическая обработка, механическая обработка, ультразвуковая обработка, обработка УФ излучением или любая их комбинация.
• По меньшей мере, часть названного листа или лент изготовлена из воздухопроницаемого материала, такого как материал на бумажной основе.
• Упаковка содержит два элемента управления разрыванием, каждый на одной стороне упаковки, при этом вся сторона упаковки выполнена с возможностью отсоединения при разрывании боковой стенки с обеих сторон упаковки.
• Упаковка содержит два элемента управления разрыванием, при этом вся сторона упаковки или, по меньшей мере, часть боковой стенки упаковки выполнена с возможностью полного или частичного отсоединения при разрывании упаковки, создавая раскрыв, при этом названный раскрыв имеет размеры, превышающие соответствующие размеры продукта, помещаемого внутри упаковки.
• Названные элементы управления разрыванием расположены в соответствующих местах на обеих сторонах упаковки и на одной стороне заднего шва, продолжаясь по существу из одной и той же точки на первом концевом шве или из двух точек в непосредственной близости друг от друга на первом концевом шве так, что эти элементы по существу совпадают.
• Названный один или названные несколько предметов в сформированном пространстве являются одноразовыми лабораторными расходными материалами, такими как одна стойка или несколько стоек для наконечников пипеток или комплект таких стоек.
[0017] Согласно второму аспекту настоящего изобретения представлен способ изготовления упаковки согласно первому аспекту, содержащий: складывание листа эластичного плёночного материала в продольном направлении для соединения первого и второго краёв листа и скрепление названных краёв для формирования продольного заднего шва; скрепление первого конца сложенного листа первым концевым швом и скрепление второго конца сложенного листа, расположенного на противоположном конце сложенного листа относительно первого конца, вторым концевым швом, чтобы сформировать пространство для одного или нескольких предметов, при этом названное пространство ограничено названными скреплёнными первым и вторым концами и боковой стенкой, сформированной из сложенного листа; обеспечение точки начала открывания по меньшей мере на одном из концевых швов, первом и/или втором, при этом названная точка начала открывания выполнена так, чтобы обеспечить точку для инициирования разрывания эластичного плёночного материала с образованием раскрыва, проходящего от первого концевого шва до второго концевого шва и поперёк боковой стенки упаковки; обеспечение по меньшей мере одного элемента управления разрыванием, сконфигурированного для направления разрывания, инициированного из точки начала открывания в продольном направлении упаковки от первого концевого шва ко второму концевому шву и поперёк боковой стенки при приложении усилия разрывания, при этом названный по меньшей мере один элемент управления разрыванием встроен в названный эластичный плёночный материал или в названные эластичные плёночные материалы, способствующий/способствующие формированию сложенного или складываемого листа, и при этом названное усилие разрывания направлено к элементу управления разрыванием и от названного заднего шва.
[0018] Различные варианты осуществления второго аспекта могут содержать по меньшей мере один признак из следующего маркированного списка:
• Названный элемент управления разрыванием образован путём подготовки продольного шва в эластичном плёночном материале.
• Элемент управления разрыванием сформирован локальной обработкой эластичного плёночного материала листа, такой как термическая обработка, механическая обработка, обработка ультразвуком, обработка УФ излучением или любая их комбинация.
• Элемент управления разрыванием представляет собой локально обработанную область, имеющую удлинённую форму и простирающуюся от первого концевого шва до второго концевого шва.
• Способ включает в себя этап соединения по меньшей мере двух лент эластичного плёночного материала друг с другом продольными швами, чтобы сформировать названный лист.
• Одноразовые лабораторные расходные материалы, такие как наконечники для пипеток в стойке, помещают в названное сформированное пространство.
• Для изготовления упаковки используют процесс поточного обёртывания (flow wrap), при котором по меньшей мере две ленты эластичного плёночного материала вводят в процесс и соединяют продольными швами, чтобы сформировать сложенный лист.
[0019] Преимущества изобретения
[0020] Суть изобретения состоит в обеспечении управления открыванием упаковки путём разрывания, в частности, при использовании усилий, поперечных к требуемой линии разрывания или, по меньшей мере, отклоняющихся от требуемой линии разрывания. Управление реализуют путём подготовки продольной зоны или шва на упаковочном плёночном материале, причём эта зона или шов имеет механические свойства, отличные от свойств областей, окружающих названные зону или шов. Таким образом, когда к названным зоне или шву прилагают усилие разрывания, разрыв происходит в продольном направлении, являющимся требуемой линией разрывания.
[0021] Настоящее изобретение обеспечивает надёжные барьерные свойства упаковки, в частности барьер против загрязняющих частиц и микробов.
[0022] Настоящее изобретение обеспечивает легко открываемую упаковку.
[0023] Настоящее изобретение особенно полезно при упаковке наконечников пипеток, используемых в автоматических устройствах для работы с жидкостью. В таких приложениях пользователь вручную открывает упаковки наконечников и загружает наконечники в устройство для работы с жидкостью. Благодаря настоящему изобретению ручное открывание может происходить управляемым образом и с пониженным риском загрязнения.
[0024] Настоящее изобретение уменьшает количество этапов изготовления и экономит плёночный материал. Процесс изготовления данной упаковки является простым и быстрым. Отдельные отрывные полоски прикреплять не требуется. Использование таких полосок, клеев или других химикатов всегда связано с риском загрязнения, которого теперь можно избежать благодаря настоящему изобретению.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
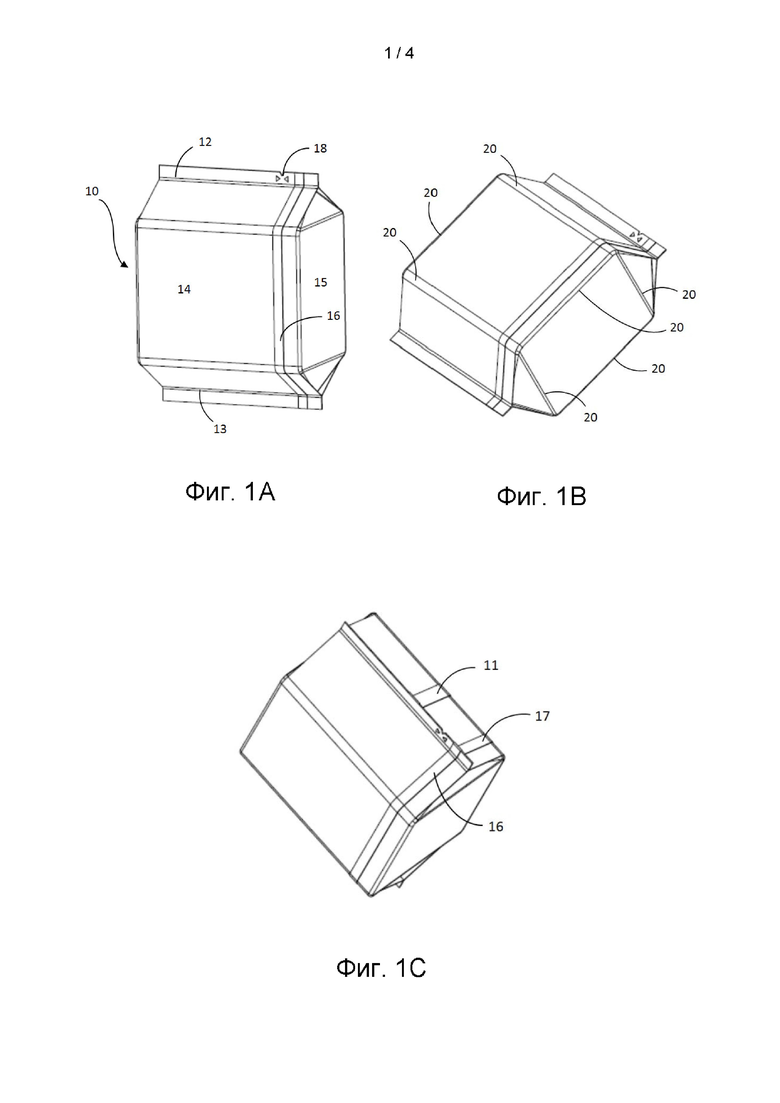
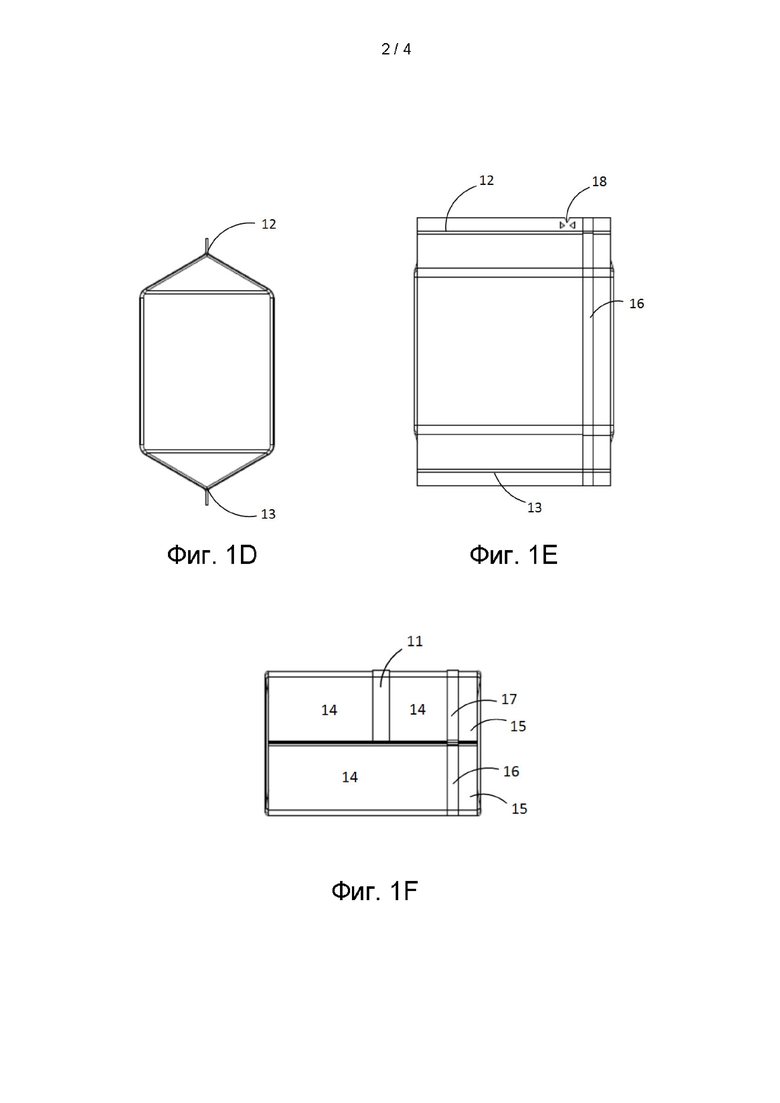
[0025] На ФИГ. 1А-1F показаны виды в перспективе для упаковки в соответствии с некоторым вариантом осуществления настоящего изобретения в закрытой конфигурации.
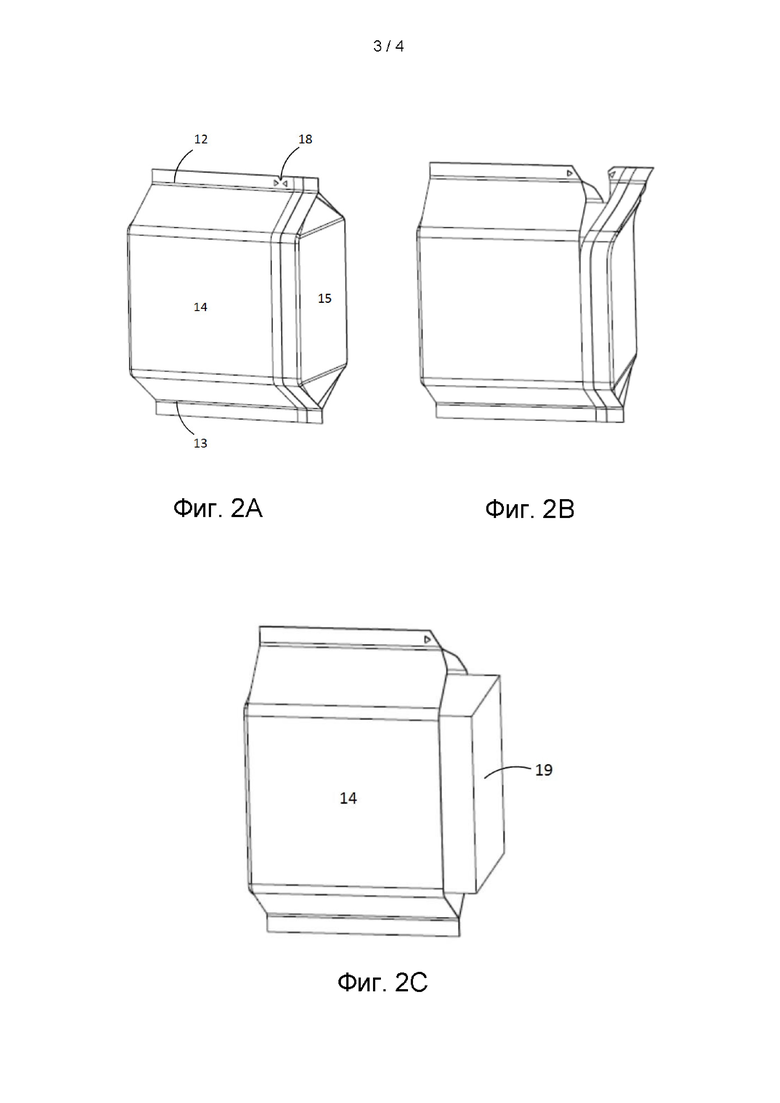
[0026] На ФИГ. 2A-2C показаны виды в перспективе упаковки в соответствии с некоторым вариантом осуществления настоящего изобретения после открывания упаковки.
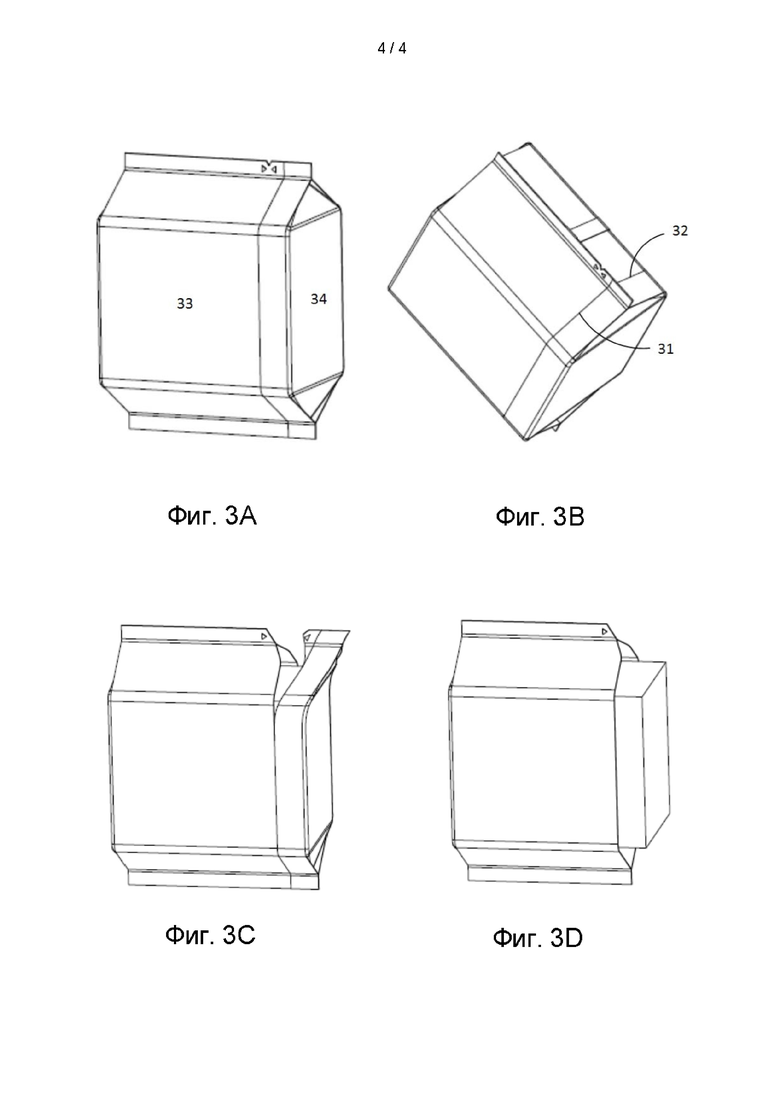
[0027] На ФИГ. 3A-3D показаны виды в перспективе упаковки в соответствии с другим вариантом осуществления настоящего изобретения в закрытой конфигурации и после открывания упаковки.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ
[0028] Настоящее изобретение обеспечивает решение для хранения предметов с контролируемым уровнем чистоты внутри эластичной пластиковой упаковки и для управляемого открывания упаковки вручную с минимальным воздействием на уровень чистоты предметов.
[0029] Настоящее изобретение облегчает открывание упаковки и обеспечивает удобство для пользователя. Упаковка может быть надёжно открыта одним движением разрывания, и в результате разрывания упаковка оказывается открытой до требуемой степени.
[0030] Настоящее изобретение обеспечивает удобный механизм открывания упаковок, изготовленных способом поточного обёртывания (flow wrap), которые демонстрируют надёжные барьерные свойства.
[0031] Варианты осуществления настоящей технологии обеспечивают предотвращение ситуации, в которой отрывается только небольшая часть упаковки, например, только угол. Преимущественно настоящий механизм открывания может обеспечить то, что разрывание происходит от одного концевого шва к другому концевому шву по существу по прямой линии разрывания.
[0032] В предпочтительных вариантах осуществления направление усилия разрывания в трёхмерном пространстве отклоняется от продольного направления упаковки или непараллельно ему, например, приложено по направлению продольного заднего шва или продольной оси упаковки. Например, отклонение может быть не менее 10°. В одном варианте осуществления отклонение может составлять до 90°.
[0033] В одном варианте осуществления направление усилия разрывания образует угол от 50 до 90°, более предпочтительно от 80 до 90° по отношению к требуемой линии разрывания.
[0034] В одном варианте осуществления названное усилие разрывания действует в направлении, непараллельном плоскости, содержащей продольную ось упаковки, и эта плоскость ортогональна концевым швам.
[0035] Упаковочный материал может быть изготовлен из пластиковой плёнки, плёночного материала на бумажной основе, материала Тайвек (Tyvek) или любого другого материала, подходящего для процесса поточного обёртывания (flow wrap). Предпочтительно упаковочный материал содержит эластичную плёнку.
[0036] Предпочтительно сам эластичный плёночный материал способен защищать содержимое упаковки от загрязнения. Это устраняет использование любого дополнительного защитного упаковочного материала.
[0037] Предпочтительно эластичный плёночный материал листа не даёт усадки даже при нагревании.
[0038] Предпочтительно эластичный плёночный материал не имеет каких-либо отверстий или перфорации, проходящих через материал до изготовления упаковки. Такие отверстия или перфорация были бы уязвимы для механических нагрузок, возникающих при транспортировке.
[0039] Предпочтительно эластичный плёночный материал не является термоусадочной плёнкой.
[0040] Примерная конструкция упаковки и способ её изготовления пояснены ниже:
[0041] Сначала лист эластичного плёночного материала сгибают в продольном направлении, чтобы соединить первый и второй края листа и скрепить названные края для формирования продольного заднего шва. Затем первый конец сложенного листа скрепляют первым концевым швом, а второй конец сложенного листа, расположенный на противоположном конце сложенного листа относительно первого конца, скрепляют вторым концевым швом, чтобы сформировать пространство для одного или нескольких предметов. Первый и второй концевые швы являются горизонтальными, т.е. по существу перпендикулярными заднему шву и продольной оси упаковки. Названное пространство ограничено названными скреплёнными первым и вторым концами и боковой стенкой, сформированной из сложенного листа. Продольные стороны упаковки не имеют боковых швов; упаковочный материал там просто складывают.
[0042] Точка начала открывания предусмотрена по меньшей мере на одном из концевых швов, первом и/или втором, при этом названная точка начала открывания выполнена так, чтобы обеспечить точку для инициирования разрывания эластичного плёночного материала с образованием раскрыва, проходящего от первого концевого шва ко второму концевому шву и поперёк боковой стенки упаковки. Таким образом, упаковка имеет возможность быть открытой сбоку за счёт отделения части листа при разрывании в продольном направлении.
[0043] Точка начала открывания может быть сформирована на любой стадии во время формирования упаковки вокруг предмета или предметов.
[0044] Упаковка содержит по меньшей мере один элемент управления разрыванием, сконфигурированный для направления разрывания, инициированного из точки начала открывания в продольном направлении упаковки от первого концевого шва ко второму концевому шву и поперёк боковой стенки при приложении усилия разрывания, при этом названный элемент управления разрыванием выполнен из названного эластичного плёночного материала листа.
[0045] В некоторых вариантах осуществления точка начала открывания представляет собой вырез или печатную метку.
[0046] Предпочтительно точка начала открывания показывает предпочтительную точку на первом концевом шве для начала разрывания.
[0047] В одном варианте осуществления по меньшей мере один элемент управления разрыванием встроен в названный эластичный плёночный материал или названные эластичные плёночные материалы, способствующий/способствующие формированию сложенного или складываемого листа.
[0048] В одном варианте осуществления по меньшей мере один элемент управления разрыванием был сформирован путём обработки части названного эластичного плёночного материала или названных эластичных плёночных материалов, формирующего/формирующих лист или предназначенного/предназначенных для его формирования. Такая обработка может включать в себя изменение склонности плёночного материала к разрыванию, в частности, повышение этой склонности. В одном варианте осуществления формируют шов.
[0049] В одном варианте осуществления, по меньшей мере, часть эластичного плёночного материала или эластичных плёночных материалов, формирующего/формирующих складываемый лист или предназначенного/предназначенных для его формирования, была модифицирована, чтобы создать в материале по меньшей мере один элемент управления разрыванием. Такая модификация может означать, что, по меньшей мере, часть складываемого листа подверглась модифицирующей обработке.
[0050] В одном варианте осуществления, по меньшей мере, часть эластичного плёночного материала, формирующего складываемый лист или предназначенного для его формирования, была выполнена так, чтобы иметь по меньшей мере один элемент управления разрыванием на листе или в готовой упаковке. Такая конфигурация может включать в себя, например, формирование шва.
[0051] В одном варианте осуществления элемент или элементы управления разрыванием не имеет/имеют формы прикрепляемого элемента, отличной от складываемого листа, образующего упаковку. Например, элемент управления разрыванием не имеет форму полоски, изготовленной из плёнки, отличной от той, которая формирует складываемый лист.
[0052] Предпочтительно названный элемент управления разрыванием представляет собой продольный шов на листе.
[0053] В некоторых вариантах осуществления элемент управления разрыванием представляет собой продольный шов в эластичном плёночном материале или его части.
[0054] В других вариантах осуществления элемент управления разрыванием сформирован локальной обработкой эластичного плёночного материала листа. Названной локальной обработкой может быть термическая обработка, механическая обработка, ультразвуковая обработка, обработка УФ излучением или любая их комбинация. Названная локальная обработка может включать в себя любой способ, с помощью которого можно изменить склонность эластичного плёночного материала к разрыванию, предпочтительно делая его более устойчивым к разрыванию.
[0055] В некоторых вариантах осуществления элемент управления разрыванием сформирован без прикрепления какого-либо внешнего материала, такого как лента или отрывная полоска, к листу, формирующему упаковку.
[0056] В некоторых вариантах осуществления элемент управления разрыванием сформирован без прикрепления какого-либо клея или материала, отличного или отдельного от материала, складываемого для формирования упаковки, к листу, формирующему упаковку.
[0057] В предпочтительном варианте осуществления точка начала открывания расположена между задним швом и швом или зоной, действующим/действующей как элемент управления разрыванием, а усилие разрывания направлено от заднего шва.
[0058] Предпочтительно элемент управления разрыванием выполнен с возможностью разделения упаковки на две части, предпочтительно в соотношении от 10:90 до 40:60.
[0059] Предпочтительно, чтобы в результате разрывания упаковки продукт внутри упаковки мог быть удалён без каких-либо препятствий, создаваемых сложенным плёночным материалом упаковки. Поэтому удобно получить посредством названного разрывания такой раскрыв в боковой стенке упаковки, который имеет размеры, превышающие соответствующие размеры продукта внутри упаковки.
[0060] В одном варианте осуществления по меньшей мере две ленты эластичного плёночного материала соединены друг с другом продольными швами, чтобы сформировать названный лист.
[0061] В одном варианте осуществления три ленты эластичного плёночного материала соединены друг с другом продольными швами, чтобы сформировать названный лист. Названные продольные швы содержат продольный задний шов и два дополнительных продольных шва, функционирующие как два элемента управления разрыванием, по одному на каждой стороне упаковки. Предпочтительно названные элементы управления разрыванием согласованны и выходят из одной и той же точки на концевом шве.
[0062] В одном варианте осуществления три ленты эластичного плёночного материала соединены друг с другом продольными швами, чтобы сформировать названный лист. Предпочтительно средняя лента сформирована из воздухопроницаемого материала и выполнена так, чтобы её можно было оторвать при открывании упаковки.
[0063] В одном варианте осуществления по меньшей мере одна из лент изготовлена из материала, отличного от материала других лент.
[0064] В одном варианте осуществления, по меньшей мере, часть продольного шва между двумя лентами эластичного плёночного материала образует элемент управления разрыванием.
[0065] В некоторых вариантах осуществления, по меньшей мере, часть листа, например, одна из лент или её часть, изготовлена из воздухопроницаемого материала, такого как материал на бумажной основе, Тайвек или пористый материал.
[0066] Воздухопроницаемая упаковка или упаковка, содержащая воздухопроницаемый материал, даёт существенные преимущества, поскольку снижает транспортную нагрузку на упаковку при колебаниях окружающего давления и/или температуры, например, при воздушной перевозке или при радиационной стерилизации.
[0067] Воздухопроницаемый упаковочный материал также позволяет проводить газовую стерилизацию продуктов в упаковке.
[0068] В данном контексте термин "воздухопроницаемый материал" означает, что воздух может проходить через этот воздухопроницаемый материал, тогда как одновременно загрязняющие частицы и т.п. задерживаются, что предотвращает их прохождение через воздухопроницаемый материал.
[0069] Воздухопроницаемый материал предпочтительно должен иметь достаточные фильтрующие свойства, чтобы не ухудшать чистоту продуктов. Подходящие воздухопроницаемые материалы с хорошими фильтрующими свойствами включают в себя материал Тайвек и бумагу для медицинского применения.
[0070] Тайвек является предпочтительным материалом, поскольку он обеспечивает достаточный барьер для предотвращения загрязнения предметов в упаковке, в то же время предотвращая вздувание упаковки, поскольку Тайвек является воздухопроницаемым материалом. Тайвек состоит из волокон полиэтилена высокой плотности (HDPE). Его пористая волокнистая структура позволяет газам и парам, используемым при стерилизации, проходить сквозь этот материал, тогда как сам материал обеспечивает хороший микробный барьер.
[0071] В одном варианте осуществления в упаковку закладывают одноразовые лабораторные расходные материалы, такие как наконечники для пипеток в стойке. Другими расходными материалами, которые можно хранить в упаковке согласно настоящему изобретению, являются планшет с микролунками, микропробирки и любое другое лабораторное оборудование, которое требует упаковки с контролируемой чистотой.
[0072] Предпочтительно для изготовления упаковки используют процесс поточного обёртывания (flow wrap).
[0073] Подходящими эластичными пластиковыми материалами, в частности, являются: полиэтилен (PE), полипропилен (PP), полиэтилентерефталат (PET), полиэтилен низкой плотности (LDPE), полиэтилен высокой плотности (HDPE), полиолефины, поливинилхлорид (PVC) и ламинаты, состоящие из нескольких различных плёночных материалов.
[0074] В предпочтительных вариантах осуществления по меньшей мере две удлинённые ленты эластичного плёночного материала соединены продольными швами, чтобы сформировать лист. Затем лист подают на процесс поточного обёртывания (flow wrap) для формирования упаковки. Например, одна лента может быть сформирована из эластичного пластика, а другая - из воздухопроницаемого пластика или материала на бумажной основе, такого как Тайвек.
[0075] Оптимально элемент управления разрыванием расположен так, что происходит отрыв ленты из воздухопроницаемого материала. Это может быть реализовано при использовании шва между воздухопроницаемым материалом и другим эластичным плёночным материалом остальной части упаковки как элемента управления разрыванием.
[0076] Альтернативно при открывании упаковки происходит отрыв ленты из воздухопроницаемого материала и дополнительно ленты из другого эластичного материала листа.
[0077] В ещё одном альтернативном варианте часть, отделяемая от упаковки при её открывании, изготовлена не из воздухопроницаемого материала.
[0078] Участки из воздухопроницаемого материала могут иметь любые форму, размер или расположение на листе. Однако предпочтительно, чтобы точка начала открывания и области воздухопроницаемого материала были отделены друг от друга, например, продольным швом. Предпочтительно, чтобы точка начала открывания находилась за пределами воздухопроницаемого материала, поскольку материалы на бумажной основе и Тайвек плохо разрываются и могут образовывать пыль при разрывании.
[0079] В одном варианте осуществления упаковка содержит два элемента управления разрыванием, каждый на одной стороне упаковки, при этом вся сторона упаковки выполнена с возможностью отсоединения при разрывании боковой стенки с обеих сторон упаковки. Предпочтительно, чтобы названная отделяемая сторона содержала воздухопроницаемый материал, используемый при формировании складываемого листа упаковки.
[0080] В одном варианте осуществления упаковка содержит два элемента управления разрыванием, и при разрывании вдоль названных двух элементов управления разрыванием в боковой стенке упаковки возникает раскрыв. Предпочтительно названный раскрыв имеет размеры, превышающие соответствующие размеры продукта внутри упаковки, чтобы обеспечить беспрепятственное извлечение продукта. Отделённая или частично отделённая часть боковой стенки предпочтительно содержит воздухопроницаемый материал или состоит из него.
[0081] В одном варианте осуществления названные элементы управления разрыванием расположены в соответствующих положениях на обеих сторонах упаковки, продолжаясь от одной и той же точки на первом концевом шве так, что эти элементы по существу совпадают.
[0082] В некоторых вариантах осуществления предпочтительный способ разрывания обозначен печатной меткой или несколькими печатными метками, такими как метки в форме пальцев, на обеих сторонах точки начала открывания, такой как вырез. Таким образом, пользователь получает подсказку по оптимальному захвату и разрыванию упаковки.
[0083] В одном варианте осуществления по меньшей мере один из концевых швов содержит профилированный край, такой как край с вырезом или зигзагообразной формой, вдоль части концевого шва или по всей его длине. Предпочтительная область концевого шва для инициирования разрывания может быть визуально обозначена направляющим элементом, например, печатной меткой или печатными метками. Тогда на основе этой подсказки пользователь может выбрать конкретный вырез, расположенный в названной предпочтительной области, чтобы использовать его как точку начала открывания.
[0084] На ФИГ. 1А-1F показана упаковка 10, изготовленная способом поточного обёртывания (flow wrap), согласно некоторому варианту осуществления настоящего изобретения в закрытой конфигурации. Упаковка состоит из листа, который был сложен и затем скреплён задним швом 11 и двумя концевыми швами 12, 13. Лист сформирован из двух различных плёночных материалов 14, 15 так, что продольные швы 16, 17, соединяющие эти плёнки, действуют как элементы управления разрыванием. На ФИГ. 1B некоторые из складок на готовой упаковке 10 обозначены ссылочными позициями 20, чтобы лучше прояснить конструкцию упаковки, которая содержит как швы, так и складки.
[0085] Как показано на ФИГ. 2A-2C, когда пользователь начинает разрывать упаковку 10 от точки 18 инициирования открывания (отмечена двумя стрелками) с усилием разрывания, направленным от заднего шва 11 к продольным швам 16, 17, разрыв естественно развивается в направлении одной стороны упаковки (часть, сформированная из плёночного материала 15). Когда разрыв доходит до швов 16 и 17 между двумя плёночными материалами 14, 15, швы 16 и 17 действуют как эффективные направляющие элементы управления разрыванием, и разрывание становится направленным, продолжаясь вдоль швов 16 и 17 в продольном направлении в сторону противоположного конца упаковки к концевому шву 13.
[0086] Желательно открывать всю сторону упаковки, изготовленной способом поточного обёртывания (flow wrap), от первого концевого шва 12 до второго концевого шва 13. Вся часть упаковки, изготовленная из второго плёночного материала 15, отделяется, и продукт 19 остаётся контролируемым образом, по меньшей мере, частично покрытым первым плёночным материалом 14. После этого продукт 19, который может представлять собой комплект стоек для наконечников, можно легко извлечь вручную, и открытая упаковка не имеет каких-либо углов или складок плёнки, которые могли бы помешать извлечению продукта из упаковки.
[0087] ФИГ. 3A-3D показывают упаковку в соответствии с другим вариантом осуществления настоящего изобретения после открывания упаковки. В этом варианте осуществления элементы управления разрыванием изображены линиями 31, 32, которые могут содержать или ограничивать, например, такие локально обработанные области плёночного материала, которые более устойчивы к разрыванию, чем окружающий плёночный материал. В этом варианте осуществления разрывание распространяется по линиям, обозначенным ссылочными позициями 31 и 32. Эластичный плёночный материал 34, расположенный между линиями 31 и 32 или, по меньшей мере, в продольных областях, примыкающих к линиям 31, 32, предпочтительно был сделан более устойчивым к разрыванию, чем эластичный плёночный материал 33.
[0088] Следует понимать, что раскрытые варианты осуществления изобретения не ограничиваются конкретными конструкциями, этапами процесса или материалами, раскрытыми в данном документе, но распространяются на их эквиваленты, как было бы признано специалистами в соответствующей области техники. Также следует понимать, что используемая здесь терминология используется только с целью описания конкретных вариантов осуществления и не предназначена для ограничения.
[0089] Ссылка в данном описании на "один вариант осуществления" или "некоторый вариант осуществления" означает, что конкретный признак, конструкция или характеристика, описанные в связи с данным вариантом осуществления, включены по меньшей мере в один вариант осуществления настоящего изобретения. Таким образом, появление фраз "в одном варианте осуществления" или "в некотором варианте осуществления" в различных местах в этом описании необязательно относится к одному и тому же варианту осуществления.
[0090] В контексте данного документа некоторое количество объектов, конструктивных элементов, составных элементов и/или материалов для удобства может быть представлено в общем списке. Однако эти списки следует рассматривать так, как будто каждая позиция списка индивидуально идентифицируется как отдельная и уникальная позиция. Таким образом, ни одну отдельную позицию такого списка нельзя рассматривать как фактический эквивалент любой другой позиции того же списка исключительно на основании их представления в общей группе без указаний на обратное. Дополнительно здесь могут быть даны ссылки на различные варианты осуществления и примеры настоящего изобретения вместе с альтернативами для его различных компонентов. Понятно, что такие варианты осуществления, примеры и альтернативы не должны толковаться как фактические эквиваленты друг друга, а должны рассматриваться как отдельные и автономные представления настоящего изобретения.
[0091] Кроме того, описанные признаки, конструкции или характеристики могут быть объединены любым подходящим образом в одном или нескольких вариантах осуществления. В нижеследующем описании представлены многочисленные конкретные детали, такие как примеры длины, ширины, формы и т.д., чтобы обеспечить полное понимание вариантов осуществления изобретения. Однако специалист в соответствующей области техники поймёт, что данное изобретение может быть реализовано на практике без одной или нескольких конкретных деталей или другими способами, с другими компонентами, материалами и т.д. В других случаях хорошо известные конструкции, материалы или операции не показаны и не описаны подробно, чтобы избежать затруднения понимания аспектов изобретения.
[0092] Хотя вышеприведённые примеры иллюстрируют принципы настоящего изобретения в одном или нескольких конкретных приложениях, для специалистов в данной области будет очевидным, что многочисленные модификации по форме, по использованию и в деталях осуществления могут быть выполнены без использования изобретательности и без отхода от принципов и концепций данного изобретения. Соответственно, не предполагается, что изобретение ограничено как-то, кроме как пунктами формулы изобретения, изложенной ниже.
[0093] Глаголы "содержать" и "включать в себя" использованы в этом документе как открытые ограничения, которые не исключают и не требуют наличия также неперечисленных признаков. Признаки, изложенные в зависимых пунктах формулы изобретения, могут быть взаимно свободно скомбинированы, если явно не указано иное. Кроме того, следует понимать, что использование артиклей "a" или "an" (английский текст), т.е. формы единственного числа, в настоящем документе не исключает числа более одного.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0094] Настоящее изобретение применимо, по крайней мере, к помещаемым в упаковку изделиям, требующим контролируемого уровня чистоты, таким как наконечники пипеток.
СПИСОК СОКРАЩЕНИЙ
TFFS - Thermoform-Fill-Seal (термоформовка - заполнение - герметизация)
PE - полиэтилен (ПЭ)
PP - полипропилен (ПП)
PET - полиэтилентерефталат (ПЭТФ)
LDPE - полиэтилен низкой плотности (ПНП)
HDPE - полиэтилен высокой плотности (ПВП)
PVC - поливинилхлорид (ПВХ)
СПИСОК ССЫЛОК
10 - упаковка
11 - задний шов
12, 13 - концевые швы
14 - первый плёночный материал
15 - второй плёночный материал
16, 17 - продольные швы
18 - точка инициации открывания
19 - продукт
20 - складка
31, 32 - элементы управления разрыванием
33 - плёночный материал
34 - плёночный материал
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕГКООТКРЫВАЕМАЯ ПЕРЕЗАКРЫВАЕМАЯ УПАКОВКА | 2010 |
|
RU2517808C2 |
| УПАКОВКА | 2011 |
|
RU2576006C2 |
| Упаковочный пакетик и способ его изготовления | 2021 |
|
RU2775896C1 |
| ЛЕГКО ВСКРЫВАЕМАЯ И ПОВТОРНО ЗАКРЫВАЕМАЯ УПАКОВКА С ДИСКРЕТНОЙ ЛЕНТОЙ И ПОЛОТНОМ С ВЫРУБНЫМ ЭЛЕМЕНТОМ | 2010 |
|
RU2516477C2 |
| УСОВЕРШЕНСТВОВАННАЯ ПИЩЕВАЯ УПАКОВКА | 2012 |
|
RU2572772C2 |
| УПАКОВКА | 2009 |
|
RU2530800C2 |
| УПАКОВКА ДЛЯ КОНДИТЕРСКИХ ПРОДУКТОВ | 2015 |
|
RU2690568C2 |
| УПАКОВКА | 2014 |
|
RU2660297C9 |
| УПАКОВКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2654635C1 |
| СПОСОБ И СИСТЕМА ДЛЯ ИЗГОТОВЛЕНИЯ ДОСТАВОЧНОЙ УПАКОВКИ | 2013 |
|
RU2604560C2 |
Изобретение относится к упаковкам, изготовленным из эластичного материала, а более конкретно к упаковкам, имеющим средства для управляемого открывания упаковки путем разрывания. Упаковка содержит лист эластичного пленочного материала, сложенный в продольном направлении для сведения вместе краев листа, причем названные края скреплены, чтобы сформировать продольный задний шов. Первый конец сложенного листа скреплен первым концевым швом, а второй конец сложенного листа скреплен вторым концевым швом, чтобы сформировать пространство для предметов, при этом названное пространство ограничено названными скрепленными концами и боковой стенкой, сформированной из сложенного листа. Точка инициирования раскрывания на одном из концевых швов выполнена так, чтобы обеспечить точку для инициирования разрывания эластичного пленочного материала с образованием раскрыва. Элемент управления разрыванием сконфигурирован для направления разрывания, инициированного из точки начала в продольном направлении от первого концевого шва ко второму концевому шву и поперек боковой стенки при приложении усилия разрывания. Технический результат заключается в обеспечении управления при открывании упаковки. 3 н. и 16 з.п. ф-лы, 13 ил.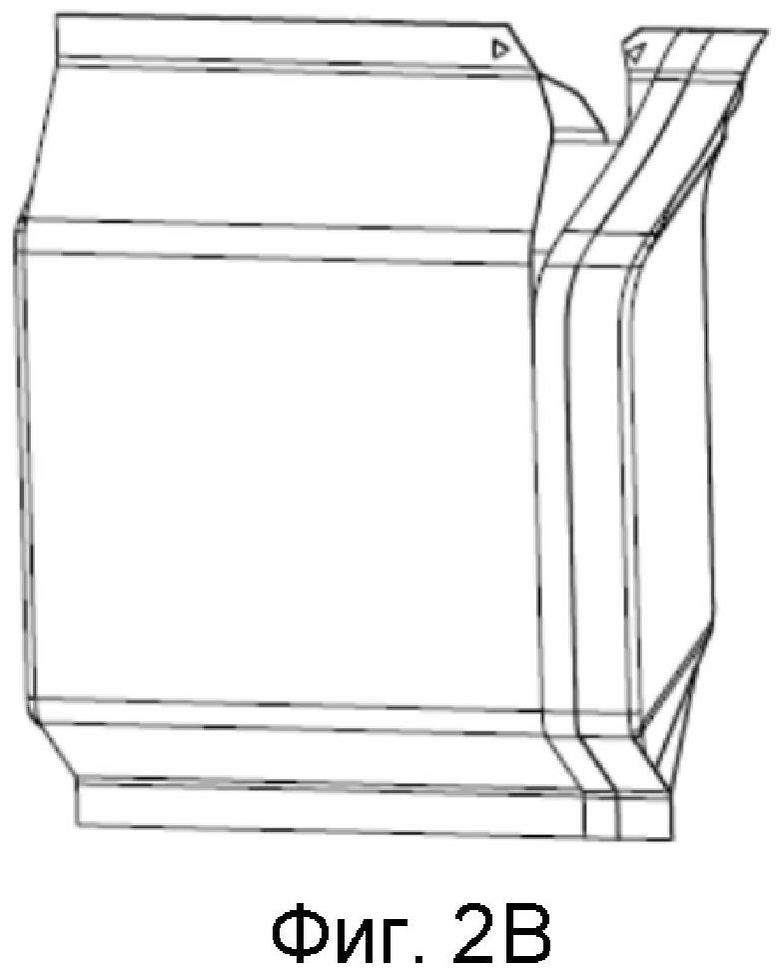
1. Упаковка, содержащая:
- лист, изготовленный из эластичного пленочного материала или из эластичных пленочных материалов, сложенный в продольном направлении для сведения вместе первого и второго краев листа, причем названные края скреплены, чтобы сформировать продольный задний шов;
- первый конец сложенного листа скреплен первым концевым швом, а второй конец сложенного листа, расположенный на противоположном конце сложенного листа относительно первого конца, скреплен вторым концевым швом, чтобы сформировать пространство для одного или нескольких предметов, при этом названное пространство ограничено названными скрепленными первым и вторым концами и боковой стенкой, сформированной из сложенного листа;
- точку начала открывания по меньшей мере на одном из концевых швов, первом и/или втором, при этом названная точка начала открывания выполнена так, чтобы обеспечить точку для инициирования разрывания эластичного пленочного материала с образованием раскрыва, проходящего от первого концевого шва ко второму концевому шву и поперек боковой стенки упаковки;
- по меньшей мере один элемент управления разрыванием, сконфигурированный для направления разрывания, инициированного из точки начала открывания в продольном направлении упаковки от первого концевого шва ко второму концевому шву и поперек боковой стенки при приложении усилия разрывания,
- при этом названный по меньшей мере один элемент управления разрыванием встроен в названный эластичный пленочный материал или в названные эластичные пленочные материалы, способствующий/способствующие формированию сложенного или складываемого листа,
- при этом названное усилие разрывания направлено к элементу управления разрыванием и от названного заднего шва, и
- при этом названный элемент управления разрыванием представляет собой продольный шов на листе или его части.
2. Упаковка по п. 1, в которой точка начала открывания расположена между названным задним швом и названным элементом управления разрыванием.
3. Упаковка по любому из предшествующих пунктов, в которой названное усилие разрывания действует в направлении, не параллельном плоскости, содержащей продольную ось упаковки, и эта плоскость ортогональна концевым швам.
4. Упаковка по любому из предшествующих пунктов, в которой названное усилие разрывания направлено приблизительно поперек названного продольного направления упаковки.
5. Упаковка по любому из предшествующих пунктов, в которой, по меньшей мере, часть эластичного пленочного материала или эластичных пленочных материалов, формирующего/формирующих складываемый лист или предназначенного/предназначенных для его формирования, была модифицирована, например, посредством модифицирующей обработки, чтобы создать в материале по меньшей мере один элемент управления разрыванием.
6. Упаковка по любому из предшествующих пунктов, в которой, по меньшей мере, часть эластичного пленочного материала, формирующего складываемый лист или предназначенного для его формирования, была выполнена, например, путем формирования шва, чтобы иметь по меньшей мере один элемент управления разрыванием на листе или в готовой упаковке.
7. Упаковка по любому из предшествующих пунктов, в которой названный элемент управления разрыванием был сформирован на листе без добавления дополнительных полосок того же или другого пленочного материала и без использования какого-либо клея или других добавок.
8. Упаковка по любому из предшествующих пунктов, в которой лист состоит по меньшей мере из двух лент эластичного пленочного материала, соединенных друг с другом продольными швами, и в которой по меньшей мере одна из лент изготовлена из материала, отличного от материала других лент, причем названный другой материал предпочтительно является воздухопроницаемым материалом.
9. Упаковка по любому из предшествующих пунктов, в которой элемент управления разрыванием состоит из локальной неоднородности в материале листа, предпочтительно, чтобы названная неоднородность была сформирована локальной обработкой эластичного пленочного материала листа, такой как термическая обработка, механическая обработка, ультразвуковая обработка, обработка УФ-излучением или любая их комбинация.
10. Упаковка по любому из предшествующих пунктов, в которой, по меньшей мере, часть названного листа или лент изготовлена из воздухопроницаемого материала, такого как материал на бумажной основе.
11. Упаковка по любому из предшествующих пунктов, отличающаяся тем, что упаковка содержит два элемента управления разрыванием, при этом вся сторона упаковки или, по меньшей мере, часть боковой стенки упаковки выполнена с возможностью полного или частичного отсоединения при разрывании упаковки, создавая раскрыв, при этом названный раскрыв имеет размеры, превышающие соответствующие размеры продукта, помещаемого внутри упаковки.
12. Упаковка по п. 11, в которой названные элементы управления разрыванием расположены в соответствующих местах на обеих сторонах упаковки и на одной стороне заднего шва, продолжаясь по существу из одной и той же точки на первом концевом шве или из двух точек в непосредственной близости друг от друга на первом концевом шве так, что эти элементы по существу совпадают.
13. Упаковка по любому из предшествующих пунктов, в которой упаковка содержит одноразовые лабораторные расходные материалы, такие как одна стойка или несколько стоек для наконечников пипеток или комплект таких стоек.
14. Способ изготовления упаковки, содержащий следующее:
- складывание листа эластичного пленочного материала в продольном направлении для соединения первого и второго краев листа и скрепление названных краев для формирования продольного заднего шва;
- скрепление первого конца сложенного листа первым концевым швом и скрепление второго конца сложенного листа, расположенного на противоположном конце сложенного листа относительно первого конца, вторым концевым швом, чтобы сформировать пространство для одного или нескольких предметов, при этом названное пространство ограничено названными скрепленными первым и вторым концами и боковой стенкой, сформированной из сложенного листа;
- обеспечение точки начала открывания по меньшей мере на одном из концевых швов, первом и/или втором, при этом названная точка начала открывания выполнена так, чтобы обеспечить точку для инициирования разрывания эластичного пленочного материала с образованием раскрыва, проходящего от первого концевого шва до второго концевого шва и поперек боковой стенки упаковки;
- обеспечение по меньшей мере одного элемента управления разрыванием, изготовленного из названного эластичного пленочного материала или названных эластичных пленочных материалов листа и сконфигурированного для направления разрывания, инициированного из точки начала открывания вдоль продольного направления упаковки от первого концевого шва ко второму концевому шву и поперек боковой стенки при приложении усилия разрывания,
- при этом названное усилие разрывания направлено к элементу управления разрыванием и от названного заднего шва, и
- при этом названный элемент управления разрыванием образован путем подготовки продольного шва в эластичном пленочном материале.
15. Способ по п. 14, в котором элемент управления разрыванием сформирован локальной обработкой эластичного пленочного материала листа, такой как термическая обработка, механическая обработка, ультразвуковая обработка, обработка УФ-излучением или любая их комбинация.
16. Способ по п. 14 или 15, в котором элемент управления разрыванием представляет собой локально обработанную область, имеющую удлиненную форму и простирающуюся от первого концевого шва до второго концевого шва.
17. Способ по любому из пп. 14-16, содержащий соединение по меньшей мере двух лент эластичного пленочного материала друг с другом продольными швами, чтобы сформировать названный лист.
18. Способ по любому из пп. 14-17, в котором для изготовления упаковки используют процесс поточного обертывания (flow wrap) и в котором по меньшей мере две ленты эластичного пленочного материала сначала соединяют продольным швом, чтобы сформировать лист, подаваемый в процесс поточного обертывания (flow wrap) для подготовки упаковки.
19. Упаковка, изготовленная в процессе поточного обертывания (flow wrap), при этом упаковка содержит по меньшей мере один дополнительный продольный шов, отличающийся от продольного заднего шва упаковки, причем этот дополнительный продольный шов выполнен с возможностью направлять разрывание упаковки.
| US 2015158628 A1, 11.06.2015 | |||
| US 2017233159 A1, 17.08.2017 | |||
| US 5441702 A, 15.08.1995 | |||
| WO 9216431 A1, 01.10.1992. |

