ПРИОРИТЕТ
По данной заявке на патент на изобретение испрашивается приоритет предварительной заявки на патент США No. 61/289,089, озаглавленной "Components for Medical Circuits" и поданной 22 декабря 2009, все содержание которой включено в настоящий документ в качестве ссылки.
УРОВЕНЬ ТЕХНИКИ
Область техники, к которой относится изобретение
Настоящее изложение относится, в общем смысле, к компонентам для медицинских контуров, и, в частности, к компонентам для медицинских контуров, подающих увлажненные газы пациенту и/или удаляющих увлажненные газы от пациента, например, как при создании положительного давления в дыхательных путях (PAP), как в респираторе, при анестезии, как в вентиляторе и в системах инсуффляции.
Описание уровня техники
При медицинском применении различные компоненты транспортируют газы, имеющие высокие уровни относительной влажности, к пациентам и от пациентов. Конденсация может представлять собой проблему, когда имеющие высокую влажность газы приходят во взаимодействие со стенками компонента при низкой температуре. Однако конденсация зависит от множества факторов, включающих в себя не только профиль температуры в компоненте, но также и расход газа, геометрию компонента и собственную способность пропускать пар материала, используемого для формирования компонента, которая представляет собой способность материала переносить водяной пар, при этом, по существу, не перенося объемный поток жидкой воды и объемный поток газа.
Например, в PAP-системах (системы вентиляции, которые обеспечивают пациентов дыхательными газами при положительном давлении) используются дыхательные трубки для доставки и отвода вдыхаемых и выдыхаемых газов. В данном применении и других связанных с дыханием применениях, таких как вспомогательное дыхание, газы, вдыхаемые пациентом, обычно доставляются через трубку для вдоха при влажности, близкой к насыщению. Дыхательные газы, выдыхаемые пациентом, проходят через дыхательную трубку для выдоха и обычно имеют полное насыщение. Конденсат может образовываться на внутренних стенках компонента дыхательного контура в течение вдоха пациента, и значительные уровни конденсата могут образовываться в течение выдоха пациента. Такая конденсация является особенно вредоносной, когда она происходит в непосредственной близости от пациента. Например, подвижный конденсат, формирующийся в дыхательной трубке (для вдоха или выдоха), может вдыхаться пациентом или доставляться в процессе вдоха, и может привести к приступу кашля или другому дискомфорту.
В качестве другого примера, системы инсуффляции также доставляют и удаляют увлажненные газы. Во время лапароскопической хирургии с инсуффляцией может быть желательным, чтобы инсуффлируемый газ (обычно CO2) увлажнялся до прохождения через брюшную полость. Это может помочь предотвратить «высушивание» внутренних органов пациента, и может снизить продолжительность периода восстановления после хирургического вмешательства. Даже когда используется сухой газ для инсуффляции, газ может стать насыщенным при впитывании им влаги из полости тела пациента. Влага в газах имеет тенденцию к конденсации на стенках выпускной части или трубки системы инсуффляции. Водяной пар также может конденсироваться на других компонентах системы инсуффляции, такой как фильтры. Любой пар, конденсирующийся вследствие влажности на фильтре и при прохождении через патрубки (впускные или выпускные), является крайне нежелательным. Например, вода, которая сконденсировалась на стенках, может привести к насыщению фильтра и его блокированию. Это потенциально может привести к увеличению обратного давления и препятствует выполнению удаления дыма системой. Кроме того, жидкая вода в отведениях может перетечь в другое подсоединенное оборудование, что является нежелательным.
Были предприняты попытки по снижению отрицательного воздействия конденсации путем внедрения в стенки трубок сильно «паропроницаемых» материалов, то есть, материалов, которые являются высокопроницаемыми для водяного пара и, по существу, непроницаемыми для жидкой воды и объемного потока газов. Однако это потребовало мембран с очень тонкими стенками с целью достижения проницаемости, достаточно высокой для предотвращения или снижения конденсации. В результате трубки, имеющие приемлемую проницаемость, имели настолько тонкие стенки, что они требовали значительных мер укрепления. Такие меры по укреплению увеличивают время, стоимость и сложность производственного процесса. Соответственно, остается потребность в паропроницаемых, но крепких компонентах для медицинских контуров для доставки увлажненных газов.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В настоящем документе в различных вариантах осуществления приведено изложение материалов и способов для создания паропроницаемых компонентов медицинских контуров, таких как компоненты для инсуффляции, анестезии или дыхательных контуров. Данные паропроницаемые компоненты включают в себя паропроницаемые вспененные материалы, которые являются проницаемыми для водяного пара и, по существу, непроницаемыми для жидкой воды и объемного потока газов. Изложенные материалы и способы могут быть встроены в ряд компонентов, включая трубки, Y-образные соединители, крепления катетеров и интерфейсы пациента.
Изложен компонент медицинского контура для использования с увлажненным газом. По меньшей мере, в одном варианте осуществления компонент может включать в себя стенку, определяющую внутреннее пространство, и при этом, по меньшей мере, часть указанной стенки состоит из паропроницаемого вспененного материала, сконфигурированного с тем, чтобы допускать передачу водяного пара, но, по существу, предотвращать передачу жидкой воды.
В различных вариантах осуществления указанный выше компонент обладает одним, несколькими или всеми приведенными ниже свойствами. Коэффициент диффузии паропроницаемого вспененного материала должен составлять, по меньшей мере, 3×10-7 см2/с. Толщина стенки может находиться в диапазоне от 0,1 мм до 3,0 мм. Паропроницаемый вспененный материал может содержать смесь полимеров. Паропроницаемый вспененный материал может содержать термопластичный эластомер с полиэфирным мягким сегментом. Паропроницаемый вспененный материал может содержать сополиэфирный термопластичный эластомер с полиэфирным мягким сегментом. Паропроницаемый вспененный материал может быть достаточно жестким, с тем чтобы вспененный материал мог сгибаться вокруг металлического цилиндра диаметром 25 мм без перегибов или разрушений, в соответствии с тестом на повышение сопротивления потоку при сгибе согласно ISO 5367:2000(E). Проницаемость P компонента в г-мм/м2/день должна составлять, по меньшей мере, 60 г-мм/м2/день при измерении в соответствии с процедурой A ASTM E96 (с применением метода осушения при температуре 23°C и относительной влажности 90%). Модуль упругости компонента может находиться в диапазоне от 30 до 1000 МПа. Проницаемость P может удовлетворять формуле:
P>exp{0,019[ln(M)]2-0,7 ln(M)+6,5},
где M представляет собой модуль упругости вспененного полимера в МПа, и M находится в диапазоне от 30 до 1000 МПа.
Кроме того, в различных вариантах осуществления компонент по любому или по всем предыдущим вариантам осуществления обладает одним, некоторыми или всеми приведенными ниже свойствами. Вспененный материал может содержать пустоты. Вспененный материал может иметь долю пустот, превышающую 25%. Вспененный материал может иметь средний размер пустот в поперечном направлении, меньший чем 30% от толщины стенки. Вспененный материал может содержать пустоты, которые сплющены вдоль продольной оси стенки. По меньшей мере, 80% пустот могут иметь соотношение продольной длины и поперечной высоты, превышающее 2:1. По меньшей мере, 10% пустот может быть соединено друг с другом.
В некоторых вариантах осуществления компонент по любому или по всем предшествующим вариантам осуществления может образовывать стенку трубки или стенку маски. Если вспененный материал образует стенку трубки, то трубка может представлять собой, например, экструдированную трубку, гофрированную трубку или экструдированную гофрированную трубку. Любая из приведенных выше трубок может представлять собой трубку для использования в системе инсуффляции.
По меньшей мере, в одном варианте осуществления компонент может содержать стенку, определяющую пространство, при этом, по меньшей мере, часть стенки состоит из вспененного материала, который является проницаемым для водяного пара и, по существу, непроницаемым для жидкой воды, при этом проницаемость P вспененного материала, измеренная в соответствии с процедурой A ASTM E96 (с применением метода осушения при температуре 23°C и относительной влажности 90%) в г-мм/м2/день составляет, по меньшей мере, 60 г-мм/м2/день и удовлетворяет формуле:
P>exp{0,019[ln(M)]2-0,7 ln(M)+6,5},
где M представляет собой модуль упругости вспененного материала в МПа, и M находится в диапазоне от 30 до 1000 МПа.
В различных вариантах осуществления, указанный выше компонент обладает одним, некоторыми или всеми приведенными ниже свойствами. P может составлять, по меньшей мере, 70 г-мм/м2/день. M может находиться в диапазоне от 30 до 800 МПа. Толщина стенки может находиться в диапазоне от 0,1 мм до 3,0 мм. Вспененный материал может иметь долю пустот, превышающую 25%. Вспененный материал может содержать пустоты. Вспененный материал может иметь средний размер пустот в поперечном направлении, меньший чем 30% от толщины стенки. По меньшей мере, некоторые пустоты могут быть сплющены вдоль продольной оси стенки. По меньшей мере, 80% пустот могут иметь соотношение продольной длины и поперечной высоты, превышающее 2:1. По меньшей мере, 10% пустот может быть соединено друг с другом. Паропроницаемый вспененный материал может содержать термопластичный эластомер с полиэфирным мягким сегментом. Паропроницаемый вспененный материал может содержать сополиэфирный термопластичный эластомер с полиэфирным мягким сегментом.
В некоторых вариантах осуществления компонент по любому или по всем предшествующим вариантам осуществления может образовывать стенку трубки или стенку маски пациента. Если вспененный материал образует стенку трубки, то трубка может представлять собой, например, экструдированную трубку, гофрированную трубку или экструдированную гофрированную трубку. Любая из приведенных выше трубок может представлять собой трубку для использования в системе инсуффляции.
Также излагается способ производства компонента медицинского контура. По меньшей мере, в одном варианте осуществления способ включает в себя смешивание суперконцентрата вспенивающего агента (смеси полимера-носителя и активного вспенивающего агента) с полимерным основным материалом и формирование сжиженной смеси, позволяющей области вспенивающего агента испускать газовые пузырьки в область основного материала сжиженной смеси, а также позволяющей блокировать испускание газовых пузырьков и обрабатывать смесь с целью формирования проницаемого для водяного пара компонента.
В различных вариантах осуществления указанный выше способ обладает одним, некоторыми или всеми приведенными ниже свойствами. Может быть выбран вспенивающий агент и/или полимерный основной материал, и смесь может быть обработана с целью формирования проницаемого для водяного пара компонента, включающего в себя твердый полимер и пустоты, распределенные внутри твердого полимера. Проницаемость P компонента в г-мм/м2/день может составлять, по меньшей мере, 60 г-мм/м2/день или, по меньшей мере, 70 г-мм/м2/день, при измерении в соответствии с процедурой A ASTM E96 (с применением метода осушения при температуре 23°C и относительной влажности 90%). Модуль упругости компонента может находиться в диапазоне от 30 до 1000 МПа. P может удовлетворять формуле:
P>exp{0,019[ln(M)]2-0,7 ln(M)+6,5},
где M представляет собой модуль упругости вспененного полимера в МПа, и M находится в диапазоне от 30 до 1000 МПа, или в диапазоне от 30 до 800 МПа. Толщина стенки может находиться в диапазоне от 0,1 мм до 3,0 мм.
Кроме того, в различных вариантах осуществления, способ по любому или по всем предыдущим вариантам осуществления обладает одним, некоторыми или всеми приведенными ниже свойствами. Вспененный материал может содержать пустоты. Вспененный материал может иметь долю пустот, превышающую 25%. Вспененный материал может иметь средний размер пустот в поперечном направлении, меньший чем 30% от толщины стенки. Вспененный материал может содержать пустоты, которые сплющены вдоль продольной оси стенки. По меньшей мере, 80% пустот могут иметь соотношение продольной длины и поперечной высоты, превышающее 2:1. По меньшей мере, 10% пустот может быть соединено друг с другом. Паропроницаемый вспененный материал может содержать термопластичный эластомер с полиэфирным мягким сегментом. Паропроницаемый вспененный материал может содержать сополиэфирный термопластичный эластомер с полиэфирным мягким сегментом.
В некоторых вариантах осуществления способ по любому или всем предыдущим вариантам осуществления может включать в себя формирование трубки из проницаемого для водяного пара компонента или формирование маски из проницаемого для водяного пара компонента. Если способ включает в себя формирование трубки из проницаемого для водяного пара компонента, то действие по обработке смеси может включать в себя экструдирование смеси в трубочную форму. Обработка смеси также может включать в себя совместное экструдирование ребер жесткости на поверхности трубочной формы. Ребра могут быть расположены на внутренней поверхности трубочной формы или на внешней поверхности трубочной формы, или на внутренней и внешней поверхности трубочной формы. В частности, ребра могут быть расположены по окружности вокруг трубочной формы, например, могут быть расположены по окружности вокруг внутренней поверхности трубочной формы. Обычно ребра могут быть продольно сплющены вдоль длины трубочной формы. Обработка смеси также может включать в себя гофрирование экструдированной трубочной формы. Если экструдированная трубочная форма гофрируется, то трубочная форма может содержать ребра, или они могут быть исключены.
Описана трубка для доставки увлажненного газа к пациенту и от пациента. По меньшей мере, в одном варианте осуществления трубка включает в себя входное и выходное отверстия, а также экструдированный гофрированный канал из вспененного полимера, который является проницаемым для водяного пара и, по существу, непроницаемым для жидкой воды и объемного потока газа, при этом канал из вспененного полимера конфигурируется для обеспечения потока увлажненного газа от входного отверстия к выходному отверстию в пределах пространства, ограниченного каналом. Трубка может дополнительно включать в себя множество ребер жесткости. Ребра могут быть расположены на внутренней поверхности трубочной формы или на внешней поверхности трубочной формы, или на внутренней и внешней поверхности трубочной формы. В частности, ребра могут быть расположены по окружности вокруг трубочной формы, например, могут быть расположены по окружности вокруг внутренней поверхности трубочной формы. Обычно ребра могут быть продольно выровнены вдоль длины трубочной формы между входным отверстием и выходным отверстием.
В различных вариантах осуществления указанные выше трубки, с описанными выше ребрами или без них, обладают одним, некоторыми или всеми приведенными ниже свойствами. Канал из вспененного полимера может содержать твердый термопластичный эластомерный материал и ячеечные пустоты, распределенные внутри твердого материала. Канал из вспененного полимера может иметь внутреннюю поверхность, смежную с ограничиваемым пространством; и внутренний объем, смежный с внутренней поверхностью, в котором, по меньшей мере, некоторые ячеечные пустоты соединены с другими ячеечными пустотами, посредством чего формируются открытые ячеечные дорожки, способствующие движению водяного пара по каналу. По меньшей мере, 10% или, по меньшей мере, 20% ячеечных пустот могут быть соединены с другими ячеечными пустотами. Внутренний объем может иметь долю частот, превышающую 25%. Средний размер пустот в поперечном направлении может составлять менее 30% от толщины стенки или менее 10% от толщины стенки. По меньшей мере, некоторые пустоты могут быть сплющены вдоль продольной оси канала. Сплющивание может быть выражено как имеющее соотношение сторон продольной длины к поперечной высоте, составляющее более чем 2:1 или более чем 3:1. По меньшей мере, 80% пустот может иметь сплющивание.
Кроме того, в различных вариантах осуществления трубка по любому или по всем предшествующим вариантам осуществления обладает одним, некоторыми или всеми приведенными ниже свойствами. Канал из вспененного полимера может иметь толщину стенки от 0,1 мм до 3,0 мм. Проницаемость P компонента, измеренная в соответствии с процедурой A ASTM E96 (с применением метода осушения при температуре 23°C и относительной влажности 90%) в г-мм/м2/день может составлять, по меньшей мере, 60 г-мм/м2/день. Модуль упругости компонента может находиться в диапазоне от 30 до 1000 МПа. P может удовлетворять формуле
P>exp{0,019[ln(M)]2-0,7 ln(M)+6,5},
где M представляет собой модуль упругости вспененного материала в МПа, и M находится в диапазоне от 30 до 1000 МПа. Канал из вспененного материала может быть достаточно жестким, с тем чтобы канал из вспененного материала мог сгибаться вокруг металлического цилиндра диаметром 25 мм без перегибов или разрушений, в соответствии с тестом на повышение сопротивления потоку при сгибе согласно ISO 5367:2000(E).
По меньшей мере, в одном варианте осуществления трубка включает в себя входное и выходное отверстия, а также канал из вспененного полимера, который является проницаемым для водяного пара и, по существу, непроницаемым для жидкой воды и объемного потока газа, при этом канал из вспененного полимера обеспечивает возможность прохождения потока увлажненного газа от входного отверстия к выходному отверстию в пределах пространства, ограниченного каналом, и при этом канал из вспененного полимера содержит твердый термопластичный эластомерный материал и ячеечные пустоты, распределенные внутри твердого материала. Канал из вспененного полимера может иметь внутреннюю поверхность, смежную с ограничиваемым пространством; и внутренний объем, смежный с внутренней поверхностью. По меньшей мере, некоторые ячеечные пустоты внутреннего объема могут быть соединены с другими ячеечными пустотами, посредством чего формируются открытые ячеечные дорожки, способствующие движению водяного пара по каналу.
В различных вариантах осуществления, указанные выше трубки обладают одним, некоторыми или всеми приведенными ниже свойствами. Канал из вспененного полимера может иметь коэффициент диффузии, превышающий 3×10-7 см2/с. Канал может быть экструдированным. Канал может быть гофрированным. Трубка может дополнительно включать в себя множество ребер жесткости. Ребра могут быть расположены на внутренней поверхности трубочной формы или на внешней поверхности трубочной формы, или на внутренней и внешней поверхности трубочной формы. В частности, ребра могут быть расположены по окружности вокруг трубочной формы, например, могут быть расположены по окружности вокруг внутренней поверхности трубочной формы. Обычно ребра могут быть продольно выровнены вдоль длины трубочной формы между входным отверстием и выходным отверстием. Трубка может включать в себя нагревательный провод. Нагревательный провод может быть продольно выровнен вдоль длины канала из вспененного полимера между входным отверстием и выходным отверстием.
Кроме того, в различных вариантах осуществления трубка по любому или по всем предшествующим вариантам осуществления обладает одним, некоторыми или всеми приведенными ниже свойствами. По меньшей мере, 10% или, по меньшей мере, 20% ячеечных пустот во внутреннем объеме могут быть соединены с другими ячеечными пустотами. Внутренний объем может иметь долю частот, превышающую 25%. По меньшей мере, некоторые пустоты могут быть сплющены вдоль продольной оси канала. Сплющивание может быть выражено как имеющее соотношение сторон продольной длины к поперечной высоте, составляющее более чем 2:1 или более чем 3:1. По меньшей мере, 80% пустот может иметь сплющивание. Средний размер пустот во внутреннем объеме в поперечном направлении может составлять менее 30% или менее 10% от толщины стенки канала из вспененного полимера. Канал из вспененного полимера может иметь толщину стенки от 0,1 мм до 3,0 мм. Проницаемость P трубки, измеренная в соответствии с процедурой A ASTM E96 (с применением метода осушения при температуре 23°C и относительной влажности 90%) в г-мм/м2/день, может составлять, по меньшей мере, 60 г-мм/м2/день. Модуль упругости трубки может находиться в диапазоне от 30 до 1000 МПа. P может удовлетворять формуле
P>exp{0,019[ln(M)]2-0,7 ln(M)+6,5},
где M представляет собой модуль упругости вспененного материала в МПа. Канал из вспененного полимера может дополнительно иметь внешнюю оболочку, смежную с внутренним объемом, в которой ячеечные пустоты представляют собой закрытую ячейку. Толщина оболочки может составлять от 5 до 10% толщины стенки, например, от 10 до 50 мкм.
Также изложен способ производства трубки, подходящей для доставки увлажненного газа к пациенту и от пациента. По меньшей мере, в одном варианте осуществления способ включает в себя смешивание вспенивающего агента с основным материалом с целью формирования экструдата, при этом основной материал содержит один или более термопластичных эластомеров; приложение давления к экструдату с использованием экструдера с целью формирования полой трубки; доставку полой трубки в форму гофропресса; выдерживание полой трубки в форме гофропресса с целью охлаждения; и удаление охлажденной полой трубки из гофропресса, посредством чего формируется гофрированная проницаемая для водяного пара трубка.
В различных вариантах осуществления указанный выше способ обладает одним, некоторыми или всеми приведенными ниже свойствами. Трубка может иметь толщину стенки от 0,1 мм до 3,0 мм. Гофрированная трубка может включать в себя твердый термопластичный эластомер и пустоты, образованные газовыми пузырьками, испускаемыми вспенивающим агентом. Максимальный размер диаметра пустот в поперечном направлении может составлять менее чем одну треть от минимальной толщины стенки. Доля частот гофрированной трубки может составлять более 25%. Основной материал может иметь коэффициент диффузии, превышающий 0,75×10-7 см2/с. Основной материал может иметь модуль упругости на растяжение, превышающий 15 МПа.
Также изложен способ доставки увлажненного газа к пациенту или от пациента. По меньшей мере, в одном варианте осуществления способ включает в себя предоставление компонента медицинского контура, включающего в себя стенку, образованную паропроницаемым вспененным материалом, подсоединение компонента медицинского контура к пациенту и передачу увлаженного газа через компонент медицинского контура, при этом компонент медицинского контура допускает прохождение водяного пара через стенку компонента, но, по существу, предотвращает прохождение жидкой воды и объемного потока газа через стенку компонента.
В различных вариантах осуществления указанный выше способ обладает одним, некоторыми или всеми приведенными ниже свойствами. Коэффициент диффузии паропроницаемого вспененного материала может составлять, по меньшей мере, 3×10-7 см2/с. Толщина стенки может находиться в диапазоне от 0,1 мм до 3,0 мм. Паропроницаемый вспененный материал может содержать термопластичный эластомер с полиэфирным мягким сегментом. В частности, паропроницаемый вспененный материал может содержать сополиэфирный термопластичный эластомер с полиэфирным мягким сегментом. Паропроницаемый вспененный материал может быть достаточно жестким, с тем чтобы вспененный материал мог сгибаться вокруг металлического цилиндра диаметром 25 мм без перегибов или разрушений, в соответствии с тестом на повышение сопротивления потоку при сгибе согласно ISO 5367:2000(E). Проницаемость P компонента, измеренная в соответствии с процедурой A ASTM E96 (с применением метода осушения при температуре 23°C и относительной влажности 90%) в г-мм/м2/день, может составлять, по меньшей мере, 60 г-мм/м2/день. Модуль упругости компонента может находиться в диапазоне от 30 до 1000 МПа. P может удовлетворять формуле
P>exp{0,019[ln(M)]2-0,7 ln(M)+6,5},
где M представляет собой модуль упругости вспененного материала в МПа, и M находится в диапазоне от 30 до 1000 МПа.
Кроме того, в различных вариантах осуществления способ по любому или по всем предшествующим вариантам осуществления обладает одним, некоторыми или всеми приведенными ниже свойствами. Вспененный материал может содержать пустоты. По меньшей мере, 10% пустот может быть соединено с друг с другом. Вспененный материал может иметь долю частот, превышающую 25%. Вспененный материал может иметь средний размер пустот в поперечном направлении, составляющий менее 30% от толщины стенки. По меньшей мере, некоторые пустоты могут быть сплющены вдоль продольной оси компонента. Сплющивание может быть выражено как имеющее соотношение сторон продольной длины к поперечной высоте, составляющее более чем 2:1 или более чем 3:1. По меньшей мере, 80% пустот может иметь сплющивание.
В определенных вариантах осуществления передача увлаженного газа через компонент медицинского контура может включать в себя передачу увлажненного газа через трубку, содержащую паропроницаемый вспененный материал, или передачу увлажненного газа через маску, содержащую паропроницаемый вспененный материал, или передачу увлажненного газа через трубку для инсуффляции, содержащую паропроницаемый вспененный материал.
Изобретение включает в себя все приведенные выше варианты осуществления и также предполагает конструкции из приведенных ниже примеров.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Типовые варианты осуществления, которые реализуют различные характеристики излагаемых систем и способов, ниже будут описаны со ссылками на чертежи. Чертежи и соответствующие описания представлены для иллюстрации вариантов осуществления и не ограничивают объем изложения.
Фиг. 1 представляет собой схематическую иллюстрацию медицинского контура, включающего в себя паропроницаемые компоненты.
Фиг. 2 представляет собой график в логарифмическом масштабе по обеим осям проницаемости в зависимости от модуля Юнга для нескольких ранее известных паропроницаемых материалов, используемых в компонентах медицинских контуров; и фиг. 2B представляет собой график в логарифмическом масштабе по обеим осям проницаемости в зависимости от модуля Юнга для ранее известных материалов и для паропроницаемых материалов из вспененных полимеров в соответствии с вариантами осуществления, обсуждаемыми в настоящем документе.
Фиг. 3 представляет собой график относительной диффузивности в зависимости от доли пустот в паропроницаемых материалах из вспененных полимеров в соответствии с вариантами осуществления, обсуждаемыми в настоящем документе.
Фиг. 4A-4D представляют собой микрофотографии типовой вспененной гофрированной трубки; Фиг. 4E и 4F представляют собой микрофотографии другой типовой вспененной гофрированной трубки; Фиг. 4G и 4H представляют собой микрофотографии типовой вспененной экструдированной ленты; фиг. 4I и 4J представляют собой микрофотографии другой типовой вспененной экструдированной ленты; Фиг. 4K представляет собой микрофотографию невспененной экструдированной ленты, сформированной из смеси полимеров; Фиг. 4L и 4M представляют собой микрофотографии вспененной экструдированной ленты, сформированной из смеси полимеров; и Фиг. 4N и 4O представляют собой микрофотографии невспененной экструдированной ленты.
Фиг. 5 представляет собой схематическую иллюстрацию компонента для медицинского контура, включающего в себя паропроницаемый материал из вспененного полимера.
Фиг. 6A представляет собой вид сбоку трубочного компонента, включающего в себя паропроницаемый материал из вспененного полимера; и Фиг. 6B представляет собой разрез трубочного компонента с Фиг. 6A.
Фиг. 7A представляет собой вид спереди в перспективе трубочного компонента, включающего в себя встроенные ребра жесткости, при этом компонент частично гофрирован; Фиг. 7B представляет собой вид спереди в перспективе трубочного компонента, являющегося полностью гофрированным.
Фиг. 8A представляет собой фотографию спереди в перспективе альтернативной конфигурации гофрированного трубочного компонента, включающего в себя ребра; Фиг. 8B представляет собой фотографию спереди в перспективе трубочного компонента Фиг. 8A; и Фиг. 8C представляет собой блок гофропресса, подходящий для формования трубочного компонента с фиг. 8A и 8B.
Фиг. 9 представляет собой схематическую иллюстрацию паропроницаемого контура в соответствии, по меньшей мере, с одним из вариантов осуществления.
Фиг. 10 представляет собой схематическую иллюстрацию компонента, включающего в себя коаксиальную трубку, в соответствии, по меньшей мере, с одним из вариантов осуществления.
Фиг. 11A представляет собой вид сбоку интерфейса пациента типа «маска» в соответствии, по меньшей мере, с одним из вариантов осуществления; и Фиг. 11B представляет собой вид спереди в перспективе интерфейса пациента с фиг. 11A.
Фиг. 12 представляет собой вид спереди в перспективе пациента с надетым интерфейсом типа «носовая полая игла» в соответствии, по меньшей мере, с одним из вариантов осуществления.
Фиг. 13 представляет собой схематическую иллюстрацию крепления катетера в соответствии, по меньшей мере, с одним из вариантов осуществления.
Фиг. 14 представляет собой схематическую иллюстрацию системы инсуффляции с увлажнением в соответствии, по меньшей мере, с одним из вариантов осуществления, включающую в себя входное и выходное отведения.
Фиг. 15 представляет собой схематическую иллюстрацию способа производства компонента в соответствии, по меньшей мере, с одним из вариантов осуществления.
Фиг. 16A и 16B представляют собой микрофотографии, демонстрирующие экструдированный вспененный полимер, имеющий слой внешней оболочки.
Фиг. 17 представляет собой блок-схему, показывающую способ производства компонента в соответствии, по меньшей мере, с одним из вариантов осуществления.
Фиг. 18 представляет собой график идеальной кривой сорбции/десорбции с постоянной диффузивностью.
Фиг. 19 представляет собой график репрезентативных экспериментальных кривых десорбции.
Фиг. 20 представляет собой график экспериментальной кривой десорбции в сравнении с рассчитанной кривой десорбции.
На всех чертежах цифровые обозначения повторно используются для указания соответствия между обозначаемыми (или аналогичными) элементами. Кроме того, первая цифра каждого цифрового обозначения указывает фигуру, на которой элемент появляется впервые.
ПОДРОБНОЕ ОПИСАНИЕ
В приведенном ниже подробном описании излагаются новые материалы и способы для формирования паропроницаемых компонентов медицинских контуров, таких как компоненты медицинских контуров для «паропроницаемой» инсуффляции, анестезии или дыхательных контуров. Как объяснялось выше, эти паропроницаемые компоненты являются проницаемыми для водяного пара и, по существу, непроницаемыми для жидкой воды и объемного потока газов. Излагаемые материалы и способы могут быть внедрены во множество компонентов, включая трубки (например, трубки для вдоха и выдоха и другие трубки между различными элементами дыхательного контура, такими как вентиляторы, увлажнители, фильтры, водосборники, линии отбора проб, соединители, анализаторы газа и т.п.), Y-образные соединители, крепления катетеров и интерфейсы пациента (например, маски для покрытия носа и лица, носовые маски, полые иглы, носовые подушки и т.д.), в различных медицинских контурах. Медицинский контур - это термин, имеющий широкое значение, и должен рассматриваться как имеющий обычное и традиционное значение для специалиста в данной области техники (то есть, не должен ограничиваться специальным или конкретным значением). Таким образом, предполагается, что «медицинский контур» включает в себя открытые контуры, такие как определенные CPAP-системы, которые могут включать в себя единственную трубку для вдоха между вентилятором/воздуходувом и интерфейсом пациента, а также закрытые контуры.
Дыхательный контур, включающий в себя паропроницаемые компоненты
В целях обеспечения более полного понимания изложения, сначала обратимся к фиг. 1, на которой показан дыхательный контур в соответствии, по меньшей мере, с одним из вариантов осуществления, который включает в себя один или более паропроницаемых компонентов. Такая дыхательная система может представлять собой непрерывную, переменную или двухуровневую систему создания положительного давления в дыхательных путях (PAP), или другую форму респираторной терапии. В типовом дыхательном контуре пациент 101 получает увлажненный газ через паропроницаемую трубку 103 для вдоха. Трубка - это термин, имеющий широкое значение, и должен рассматриваться как имеющий обычное и традиционное значение для специалиста в данной области техники (то есть, не должен ограничиваться специальным или конкретным значением), при этом он включает в себя, без ограничения, нецилиндрические каналы. Трубка для вдоха представляет собой трубку, которая сконфигурирована для доставки увлажненных дыхательных газов пациенту. Паропроницаемые трубки подробнее обсуждаются ниже.
Увлажненные газы могут транспортироваться в контур с фиг. 1 следующим образом. Сухие газы проходят от вентилятора/воздуходува 105 к увлажнителю 107, который увлажняет сухие газы. Увлажнитель 107 соединен с впускным отверстием 109 (концом для приема увлажненных газов) трубки 103 для вдоха через порт 111, посредством чего осуществляется подача увлажненных газов в трубку 103 для вдоха. Газы протекают через трубку 103 для вдоха к выпускному отверстию 113 (концу для выброса увлажненных газов), и затем - к пациенту 101 через интерфейс 115 пациента, соединенный с выпускным отверстием 113. Трубка 117 для выдоха также соединена с интерфейсом 115 пациента. Трубка для выдоха представляет собой трубку, которая сконфигурирована для отведения выдыхаемых увлажненных газов от пациента. В данном случае трубка 117 для выдоха возвращает выдыхаемые увлажненные газы от интерфейса 115 пациента к вентилятору/воздуходуву 105.
В данном примере, сухие газы входят в вентилятор/воздуходув 105 через отверстие 119. Вентилятор 121 может улучшать течение газа в вентилятор/воздуходув путем прогона воздуха или других газов через отверстие 119. Вентилятор 121 может представлять собой, например, вентилятор с переменной скоростью, при этом электронный контроллер 123 контролирует скорость вентилятора. В частности, функционирование электронного контролера 123 может управляться главным электронным контроллером 125 в ответ на входные данные от главного контролера 125 и настроенного пользователем заранее через наборный диск 127 определенного требуемого значения (предустановленного значения) давления или скорости вентилятора.
Увлажнитель 107 включает в себя камеру 129 увлажнения, содержащую некоторый объем 130 воды или другой подходящей увлажняющей жидкости. Предпочтительно, камера 129 увлажнения может удаляться из увлажнителя 107 после использования. Возможность удаления позволяет легче осуществлять стерилизацию или утилизацию камеры 129 увлажнения. Однако часть увлажнителя 107, являющаяся камерой 129 увлажнения, может представлять собой автономную установку. Корпус камеры 129 увлажнения может быть сделан из непроводящего стекла или пластика. Но камера 129 увлажнения также может содержать и проводящие компоненты. Например, камера 129 увлажнения может включать в себя теплопроводящее основание (например, алюминиевое основание), контактирующее или связанное с нагревательной пластиной 131 на увлажнителе 107.
Увлажнитель 107 также может включать в себя электронное управление. В данном примере увлажнитель 107 включает в себя электронный, аналоговый или цифровой главный контроллер 125. Предпочтительно, главный контроллер 125 представляет собой основанный на микропроцессоре контроллер, исполняющий команды программного обеспечения, хранящиеся в ассоциированной с ним памяти. В ответ, например, на ввод устанавливаемой пользователем влажности или температуры через наборный диск 133, или через другие средства ввода, главный контроллер 125 определяет, когда (или до какого уровня) подавать энергию на нагревательную пластину 131 для нагрева воды 130 внутри камеры 129 увлажнения.
Может быть подсоединен любой подходящий интерфейс 115 пациента. «Интерфейс пациента» - это термин, имеющий широкое значение, и должен рассматриваться как имеющий обычное и традиционное значение для специалиста в данной области техники (то есть, не должен ограничиваться специальным или конкретным значением), при этом он включает в себя, без ограничения, маски (такие как лицевые маски и носовые маски), полые иглы и носовые подушки. Интерфейс пациента обычно определяет пространство, которое в процессе использования получает теплые увлажненные дыхательные газы и, следовательно, находится под угрозой образования конденсата. По причине непосредственной близости интерфейса 115 пациента к пациенту 101 это является крайне нежелательным. В целях решения проблемы образования конденсата, температурный датчик 135 может подключаться к трубке 103 для вдоха около интерфейса 115 пациента, или к интерфейсу 115 пациента. Температурный датчик 135 отслеживает температуру около интерфейса 115 пациента или в нем. Нагревающий провод (не показан), взаимодействующий с температурным датчиком, может быть использован для настройки температуры в интерфейсе 115 пациента и/или трубке 103 для вдоха с целью повышения температуры в трубке 103 для вдоха и/или интерфейсе 115 пациента выше температуры насыщения. В дополнение к температурном датчику и нагревательному проводу (или в качестве альтернативы) интерфейс 115 пациента также может включать в себя «паропроницаемый» интерфейс, подробнее описанный ниже в отношении фиг. 11A, 11B и 12.
На фиг. 1 выдыхаемые увлажненные газы возвращаются от интерфейса 115 пациента на вентилятор/воздуходув 105 через трубку 117 для выдоха. Трубка 117 для выдоха, предпочтительно, включает в себя паропроницаемый вспененный материал, в соответствии с описанным ниже. Однако трубка 117 для выдоха также может представлять собой медицинскую трубку, ранее известную в технике. В любом случае трубка 117 для выдоха может иметь температурный датчик и/или нагревательный провод, в соответствии с описанным выше в отношении трубки 103 для вдоха, которые интегрированы с ней в целях снижения риска формирования конденсата. Кроме того, трубка 117 для выдоха не обязательно должна возвращать выдыхаемые газы на вентилятор/воздуходув 105. В качестве альтернативы, выдыхаемые увлажненные газы могут передаваться напрямую в окружающую среду или в другое вспомогательное оборудование, такое как воздухоочиститель/воздушный фильтр (не показан). В определенных вариантах осуществления, трубка для выдоха вообще не используется.
Вспененные полимеры для формирования паропроницаемых компонентов
Как объяснялось выше в отношении фиг. 1, в медицинских контурах, таких как дыхательные контуры, могут использоваться «паропроницаемые» компоненты, такие как трубки или интерфейсы пациента. Способность пропускать пар является желательной для предотвращения образования конденсата в данных компонентах. Одной из характеристик способности пропускать пар для материала является проницаемость (выраженная в г-мм/м2/день). Другой характеристикой способности пропускать пар является диффузивность для воды в материале (коэффициент диффузии, измеренный в см2/с). При аналогичных тестовых условиях, например, при аналогичных температурах, проницаемость и диффузивность заданного материала прямо пропорциональны друг другу. Известно, что паропроницаемые материалы из термопластичных эластомеров (TPE согласно ISO 18064:2003(E), который настоящим включен в данный документ посредством ссылки во всей своей полноте) являются особенно подходящими для формирования таких паропроницаемых компонентов. Однако эти известные материалы являются непрочными и требуют значительного усиления для того, чтобы их было можно использовать.
Было обнаружено, что отношение способности пропускать пар к прочности может быть неожиданно улучшено посредством вспененных полимерных материалов, включая ранее известные паропроницаемые полимеры, если из них производятся компоненты. Посредством внедрения имеющих высокую способность пропускать пар вспененных материалов могут быть произведены компоненты, обладающие как сравнительно высокой жесткостью при изгибе, так и высокой способностью пропускать пар. Аналогично, компоненты, сформированные из вспененного материала, описанного в настоящем документе, также могут иметь сравнительно высокую устойчивость к смятию и устойчивость к изгибу. В результате становится возможным производить трубки с адекватными «объемными» характеристиками (например, толщина, материал, смесь материалов, модуль упругости, способность пропускать пар и/или объемная жесткость), соответствующими требованиям стандарта ISO 5367:2000(E) (а именно, тесту на увеличение сопротивления потоку) без дополнительного усиления, при этом они также имеют достаточную способность пропускать пар, в соответствии с более подробным описанием, приведенным ниже. ISO 5367:2000(E) настоящим включен в данный документ посредством ссылки во всей своей полноте. Например, было обнаружено, что паропроницаемые материалы из термопластичного эластомера (TPE), такого как ARNITEL® VT 3108, являются особенно подходящими для вспенивания и формирования компонентов в соответствии с различными вариантами осуществления. Для данного материала отношение способности пропускать пар к прочности может быть значительно улучшено посредством вспенивания материала при производстве из него продукта или компонента.
Таким образом, определенные варианты осуществления включают в себя использование того, что конкретные вспененные материалы могут быть применены для формирования паропроницаемых компонентов, при этом компоненты имеют и модуль Юнга (жесткость), и проницаемость (способность пропускать пар), которые значительно улучшены по сравнению с ранее известными паропроницаемыми материалами. Такие новые вспененные полимеры и методики для формирования вспененных полимеров, а также компоненты медицинских контуров, содержащие такие вспененные полимеры, описаны в настоящем документе в качестве иллюстративных примеров. По причине их высокой проницаемости, данные вспененные полимеры позволяют водяному пару быстро диффундировать через них. Это снижает накопление конденсата внутри компонента посредством передачи водяного пара от увлажненных газов внутри компонента в окружающую воздушную среду или к другим более сухим газам на другой стороне компонента. Кроме того, компоненты, сформированные из таких вспененных полимеров, также являются жесткими, самоподдерживающимися, устойчивыми к смятию, или полужесткими, и могут даже не требовать дополнительного усиления. Вспененные полимеры также пригодны для формирования компонентов, поскольку вспененный полимер позволяет осуществлять передачу водяного пара от газов, но предотвращает передачу жидкой воды. Они также являются, по существу, непроницаемыми для объемного потока газа, следовательно, они могут быть использованы для формирования компонентов для доставки увлажненных газов.
Как правило, вспененный полимер в соответствии, по меньшей мере, с одним из вариантов осуществления, представляет собой паропроницаемый вспененный термопластичный полимер. Предпочтительно, паропроницаемый термопластичный полимер представляет собой вспененный термопластичный эластомер (или TPE, как определено в ISO 18064:2003(E)), такой как (1) сополиэфирный термопластичный эластомер (например, ARNITEL®, представляющий собой сополиэфирный термопластичный эластомер с полиэфирным мягким сегментом, или другие TPC или TPC-ET материалы, в соответствии с определенным в ISO 18064:2003(E)), или (2) полиэфир с амидными блоками (например, PEBAX®, который представляет собой полиамидный термопластичный эластомер с полиэфирным мягким сегментом, или другие материалы TPA-ET, в соответствии с определенным в ISO 18064:2003(E)), или (3) термопластичный полиуретан (материал TPU, в соответствии с определенным в ISO 18064:2003(E)), или (4) смесь вспененных полимеров, такую как смесь TPE/полибутилентерефталат (PBT, например, DURANEX® 500FP). Если паропроницаемый термопластичный полимер является вспененной смесью TPE/PBT, то смесь, предпочтительно, содержит от 80% до 99% (или от около 80% до около 99%) TPE по весу и от 20% до 1% (или от около 20% до около 1%) PBT по весу.
В любом из указанных выше вариантов осуществления, доля пустот во вспененном материале может составлять более чем 25% (или около 25%), например, между 25 и 60% (или от около 25 до около 60%), между 30 и 50% (или от около 30 до около 50%). По меньшей мере, в одном варианте осуществления, не более чем 5% (или около 5%) пустот указанного вспененного материала имеют диаметр, превышающий 500 мкм.
На фиг. 2A показан график в логарифмическом масштабе по обеим осям значений проницаемости в зависимости от модуля Юнга, представленных в литературе для паропроницаемых материалов, ранее известных в технике. Значения изменяются на шесть порядков величины как для модуля, так и для проницаемости.
Фиг. 2B добавляет к фиг. 2A точки данных для примеров типовых вспененных полимеров по различным вариантам осуществления, изложенным в настоящем документе, помеченные от #1 до #4 и #6. Было обнаружено, что объединенные значения проницаемости и модуля для всех ранее известных материалов не превышают прямой 201, представляющей формулу:
ln(P)=0,019(ln(M))2-0,7 ln(M)+6,5
в которой P представляет собой проницаемость материала в г-мм/м2/день, измеренную в соответствии с процедурой A ASTM E96 (метод осушения при температуре 23°C и относительной влажности 90%), и M представляет собой модуль Юнга материала в МПа. ASTM E96 настоящим включен во всей своей полноте в данный документ посредством ссылки.
Для вспененных полимерных материалов, представленных точками #1-#4, #6 и #8 на фиг. 2B, проницаемость P удовлетворяет формуле
P>exp{0,019[ln(M)]2-0,7 ln(M)+6,5}
Таким образом, данные вспененные полимеры имеют объединенные уровни способности пропускать пар и жесткости, не известные ранее.
Проницаемость и модуль вспененного полимера могут выбираться для обеспечения повышенной жесткости и/или способности пропускать пар у компонентов, включающих в себя вспененный полимер. Предпочтительно, материал должен быть достаточно жестким для того, чтобы его не было легко смять или скрутить, или изменить его объем при давлении. Например, паропроницаемый вспененный полимер должен быть достаточно жестким, с тем чтобы вспененный полимер мог сгибаться вокруг металлического цилиндра диаметром 25 мм без перегибов или разрушений, в соответствии с тестом на повышение сопротивления потоку при сгибе согласно ISO 5367:2000(E). Следовательно, модуль превышает 30 МПа (или около 30 МПа) по меньшей мере, в одном варианте осуществления. Прямая M=30 МПа показана на фиг. 2B как прямая 203. Однако также может быть желательным ограничение жесткости компонента в целях повышения простоты обращения с компонентом или улучшения комфорта пациента. Следовательно, модуль M может быть ограничен в определенных вариантах осуществления значением, меньшим 1000 МПа (или около 1000 МПа). Прямая M=1000 МПа показана как прямая 205. Также может быть желательным ограничение модуля M до значения, меньшего 800 МПа (или около 800 МПа), или меньшего, чем 500 МПа (или около 500МПа).
Кроме того, может быть желательным выбор способности пропускать пар достаточно высокой для предотвращения конденсации в ряде практических применений и медицинских компонентов. Было обнаружено, что диффузивность вспененного полимера является функцией доли объема пустот. Это проиллюстрировано в таблице 1, в которой приведено для каждого значения относительной влажности (RH) отношение диффузивности при конкретной доле пустот (D) к диффузивности, при той же RH, твердого ARNITEL® VT 3108 (D0). График для данных из таблицы 1 показан на фиг. 3.
Значения относительной диффузивности D/D0
15 wts
15 wts
15 f
Соответственно, можно выбрать соответствующий уровень проницаемости и/или доли пустот для вспененного полимера с целью задания соответствующей способности пропускать пар. В определенных вариантах осуществления, проницаемость P составляет более чем 60 г-мм/м2/день (или около 60 г-мм/м2/день) при измерении в соответствии с процедурой A ASTM E96. Проницаемость 60 г-мм/м2/день соответствует 66% увеличению по сравнению с твердым ARNITEL® VT 3108. Прямая P=60 г-мм/м2/день показана как прямая 207. В некоторых вариантах осуществления также может быть желательным, чтобы выбранная проницаемость P превышала 70 МПа г-мм/м2/день (или около 70 г-мм/м2/день).
Можно связать проницаемость с соответствующей долей пустот. Проницаемость 60 г-мм/м2/день в 1,66 превышает значение для твердого ARNITEL® VT 3108. Поскольку известно, что проницаемость прямо пропорциональна диффузивности, то можно найти соответствующую долю пустот, при которой отношение диффузивности будет больше 1,66, на фиг. 3. В соответствии с фиг. 3, соответствующая доля пустот превышает 25%. Соответственно, в определенных вариантах осуществления, доля пустот превышает 25% (или около 25%). Также в некоторых вариантах осуществления может быть желательным выбор доли пустот, превышающей 30% (или около 30%). Доля пустот в 30% соответствует проницаемости 70 г-мм/м2/день (или около 70 г-мм/м2/день), как объяснялось выше.
Также может быть желательным ограничение доли пустот во вспененном полимере с целью предотвращения протекания жидкой воды через пустоты. Если вспененный полимер не содержит структуру внешней оболочки (подробнее обсуждаемую ниже), то может быть желательным, чтобы он имел долю пустот, меньшую 45% (или около 45%). Если вспененный полимер имеет структуру внешней оболочки, то может быть целесообразной доля пустот, меньшая 60% (или около 60%). Было обнаружено, что доля пустот между 25 и 60% (или от около 25 до около 60%) для вспененного ARNITEL® VT 3108 является целесообразной для формирования компонентов для медицинских контуров, в соответствии с описанным в настоящем документе. Например, доля пустот в 30% (или около того) может улучшить способность пропускать пар Arnitel VT3108 до 2 раз. Относительно небольшое снижение модуля может быть скомпенсировано добавлением толщины компонента, как описано ниже, при сохранении аналогичной способности пропускать пар. Было обнаружено, что доля пустот между 30 или 50% (или от около 30 до около 50%) вспененного ARNITEL® VT 3108 особенно хорошо подходит для формирования данных компонентов. Следует понимать, что приведенные выше значения являются только примерами целесообразных процентных долей пустот и соответствующих свойств материалов.
Как обсуждалось выше, другой мерой способности пропускать пар материала является диффузивность воды в материале (коэффициент диффузии, измеренный в см2/с). При аналогичных тестовых условиях, проницаемость и диффузивность прямо пропорциональны друг другу для конкретного основного материала. В различных вариантах осуществления, вспененный полимер имеет коэффициент диффузии, превышающий 3×10-7 см2/с (или около того), и, предпочтительнее, превышающий 6×10-7 см2/с (или около того). Например, было рассчитано, что стержень с диаметром 0,1625 см из вспененного ARNITEL® VT 3108 при 47% доле пустот имеет коэффициент диффузии, равный (или приблизительно равный) 7,6×10-7 см2/с. В качестве другого примера, было рассчитано, что пленка толщиной 0,0505 см из вспененного ARNITEL® VT 3108 при 13% доле пустот имеет коэффициент диффузии, равный (или приблизительно равный) 3,3×10-7 см2/с.
Образцы #1-#4 на фиг. 2B содержат вспененный ARNITEL® VT 3108. Можно видеть, что данные материалы, и в особенности образец #4 с 53% долей пустот, демонстрируют лучшие характеристики, чем любой другой ранее известный материал, в отношении их объединенных значений проницаемости и модуля. Для образца #4 процесс вспенивания приводит к среднему возрастанию проницаемости приблизительно в 6,5 раз при 97% RH, при этом величина модуля сохраняется на 30% от чистого ARNITEL® VT 3108.
На фиг. 2B точка #1 представляет данные для образца, названного "AB 14.2a". AB 14.2a представляет собой трубку для взрослых, с внешним диаметром 24,5 см, из вспененного гофрированного ARNITEL® VT 3108. Экспериментальные данные, собранные на данном образце, включают в себя микрофотографии (показаны на фиг. 4A-4D и обобщены в таблице 2), доли пустот и среднюю толщину образца (показаны в таблице 3), модуль (показан в таблице 4) и изменение диффузивности в зависимости от RH (обобщено в таблице 1).
Точка #2 представляет данные для образца, названного "MB27 4%". MB27 4% представляет собой трубку для детей, с внешним диаметром 15,46 см, из вспененного гофрированного ARNITEL® VT 3108. Трубка была экструдирована из смеси основного полимера (ARNITEL® VT 3108) и 4% (или около 4%) по весу суперконцентрата вспенивающего агента (содержащего полиэтилен и 20% по весу Clariant HYDROCEROL® BIH-10E). Экспериментальные данные, собранные для данного образца, включают в себя микрофотографии (показаны на фиг. 4E и 4F обобщены в таблице 2), доли пустот и среднюю толщину образца (показаны в таблице 3), модуль (показан в таблице 4) и изменение диффузивности в зависимости от RH (обобщено в таблице 1).
Точка #3 представляет данные для образца, названного "FIIA-2". FIIA-2 представляет собой экструдированную ленту из вспененного ARNITEL® VT 3108. Экспериментальные данные, собранные для данного образца, включают в себя микрофотографии (показаны на фиг. 4G и 4H обобщены в таблице 2), доли пустот и среднюю толщину образца (показаны в таблице 3), модуль (показан в таблице 4) и изменение диффузивности в зависимости от RH (обобщено в таблице 1). Также измерялось изменение размеров в зависимости от содержания воды. Было определено, что изменение длины в зависимости от содержания воды может быть описано следующей формулой:
где
W% - количество граммов воды, поглощенное на грамм сухого полимера
X - измеренный размер, и
X0 - измеренный размер при W%=0.
Точка #4 представляет данные для образца, названного "FIIA-5". FIIA-5 представляет собой экструдированную ленту из вспененного ARNITEL® VT 3108. Экспериментальные данные, собранные для данного образца, включают в себя микрофотографии (показаны на фиг. 4I и 4J обобщены в таблице 2), доли пустот и среднюю толщину образца (показаны в таблице 3), модуль (показан в таблице 4) и изменение диффузивности в зависимости от RH (обобщено в таблице 1). Также измерялось изменение размеров в зависимости от содержания воды. Было определено, что изменение длины в зависимости от содержания воды (Δ X/X0) может быть описано следующей формулой:

Точка #5 представляет данные для образца, названного "80/20 ARNITEL/PBT". 80/20 ARNITEL/PBT представляет собой экструдированную ленту из полимера, сделанного из смеси 80/20 по проценту веса ARNITEL® VT 3108 и полибутилентерефталата (PBT). Экспериментальные данные, собранные для данного образца, включают в себя микрофотографии (показаны на фиг. 4K и обобщены в таблице 2), среднюю толщину образца (показана в таблице 3), модуль (показан в таблице 4) и диффузивность при RH=100 (обобщено в таблице 1).
Точка #6 представляет данные для образца, названного "вспененный 80/20 ARNITEL/PBT". Вспененный 80/20 ARNITEL/PBT представляет собой вспененную экструдированную ленту из полимера, сделанного из смеси 80/20 по проценту веса ARNITEL® VT 3108 и PBT. Экспериментальные данные, собранные для данного образца, включают в себя микрофотографии (показаны на фиг. 4L и 4M и обобщены в таблице 2), доли пустот и среднюю толщину образца (показаны в таблице 3), модуль (показан в таблице 4) и диффузивность при RH=100 (обобщено в таблице 1).
Точка #7 представляет данные для образца, названного "FIIA-1". FIIA-1 представляет собой экструдированную ленту из твердого Arnitel 3108. Экспериментальные данные, собранные для данного образца, включают в себя микрофотографии (показаны на фиг. 4N и 4O обобщены в таблице 2), среднюю толщину образца (показана в таблице 3), модуль (показан в таблице 4) и изменение диффузивности в зависимости от RH (обобщено в таблице 1). Также измерялось изменение размеров в зависимости от содержания воды. В соответствии с наблюдениями, изменение всех трех размеров (длины, ширины и толщины) было практически идентичным (то есть, наблюдалось изотропное расширение), и это изменение могло быть описано следующей формулой:

Данное соотношение было использовано для вычисления изменения толщины образца с течением времени в экспериментах по десорбции воды.
Наконец, точка #8 представляет данные для образца, названного "TPU/Acetal fmd 10%". TPU-acetal fmd 10% представляет собой экструдированную ленту из вспененной смеси ESTANE® 58245 (TPU) и ацеталя. Экспериментальные данные, собранные для данного образца, включают в себя доли пустот и среднюю толщину образца (показаны в таблице 3), модуль (показан в таблице 4) и диффузивность (показана в таблице 4).
Также на фиг. 2B показана точка, обозначенная как "FmdAd1". FmdAd1 представляет собой трубку для взрослых из вспененного гофрированного ARNITEL® VT 3108, с внешним диаметром 24,5 см. Экспериментальные данные, собранные для данного образца, включают в себя доли пустот и среднюю толщину образца (показаны в таблице 3), модуль (показан в таблице 4) и изменение диффузивности в зависимости от RH (обобщено в таблице 1).
Дополнительные материалы из невспененных и вспененных полимеров, которые не показаны на графике на фиг. 2A или 2B, описаны ниже.
"Batch 15 wts", "Batch 15f", "MB27 0%", "MB27 6%", "MB22.1", "MB32.1" и "MB41.4" представляют собой гофрированные трубки для детей, с внешним диаметром 15,46 см, из вспененного ARNITEL® VT 3108. Экспериментальные данные, собранные для данных образцов, включают в себя доли пустот и среднюю толщину образца (показаны в таблице 3) и изменение диффузивности в зависимости от RH (обобщено в таблице 1). Для MB32.1 также измерялось изменение длины в зависимости от содержания воды. Было обнаружено, что изменение описывается формулой:

"TPU, ESTANE 58245" представляет собой трубку из невспененного гофрированного TPU (ESTANE® 58245), имеющую толщину 0,048 см. Экспериментальные данные, собранные для данных образцов, включают в себя доли пустот и среднюю толщину образца (показаны в таблице 3), модуль (показан в таблице 4) и диффузивность (показана в таблице 4).
Обобщение микрофотографий
20×(ФИГ. 4F)
30×(ФИГ. 4H)
30×(ФИГ. 4J)
20×(ФИГ. 4M)
30×(ФИГ. 40)
Микрофотографии показывают, что образцы вспененных полимеров (образцы #1-#4 и #6) содержат ячейки или пустоты внутри твердого полимера. Желательно, чтобы размер данных пустот в поперечном направлении составлял менее 30% (или около 30%) от толщины вспененного полимера, например, менее 10% (или около 10%) от суммарной толщины.
Микрофотографии также показывают, что для определенных образцов вспененных полимеров, расположенных выше прямых 201 и 207 (P>60 г-мм/м2/день) на фиг. 2B (а именно, образцов #1-#4), пустоты, по существу, являются сплющенными, а не сферическими. Сплющенная форма пустот, в свою очередь, вызывает сплющивание полимера между пустотами. Было обнаружено, что сплющенная форма полимера улучшает механические свойства компонентов, содержащих вспененный полимер. Считается, что большие длины непрерывного полимера в продольном направлении повышают модуль в данном направлении. Следовательно, по меньшей мере, один из вариантов осуществления включает в себя использование того, что для вспененного полимера может быть благоприятным наличие, по меньшей мере, некоторого количества пустот, например, по меньшей мере, 80% или около того, которые сплющены вдоль продольной оси. Соотношение сторон такого сплющивания (длина к высоте), желательно, составляет, по меньшей мере, 2:1 (или около 2:1) или, по меньшей мере, 3:1 (или около 3:1), например, между 2:1 и 7:1 (или от около 2:1 до около 7:1) или между 3:1 и 7:1 (или от около 3:1 до около 7:1).
Также в данных образцах наблюдалось, что пустоты не изолированы друг от друга. Многие пустоты соединены или объединены друг с другом. То есть, вспененный полимер имеет "открытые ячейки". Открытая ячеечная структура данного вспененного полимера улучшает способности пропускать пар, поскольку она позволяет водяному пару проходить большее расстояние и в осевом (или поперечном), и в продольном направлении, при этом он не должен проходить через твердый полимер. Желательно, по меньшей мере, 10% (или около 10%) пустот во вспененном полимере соединено друг с другом. В некоторых вариантах осуществления, по меньшей мере, 20% (или около 20%) пустот соединено с другими пустотами.
Обобщенные данные для долей пустот и средней толщины
Обобщенные данные для модуля, диффузивности и проницаемости
В таблице данные по проницаемости для содержащих ARNITEL® образцов были рассчитаны с использованием соотношения:

где Psample представляет собой проницаемость образца, PARNITELVT3108 представляет собой проницаемость ARNITEL® VT 3108, Dsample представляет собой диффузивность образца и DARNITELVT3108 представляет собой диффузивность ARNITEL® VT 3108. Аналогично, данные проницаемости для содержащих TPU (ESTANE®) образцов были рассчитаны с использованием соотношения:

PESTANE584253 и DESTANE584253 представляют собой проницаемость и диффузивность ESTANE® 58245, соответственно. Множитель 0,7 отражает более низкое содержание воды в смешанном образце.
Другим подходящим материалом из вспененного полимера является основанный на полиэфире термопластичный полиуретан (TPU), который обладает хорошей способностью пропускать пар и сопротивлением разрыву. Однако TPU имеет плохую жесткость (низкий модуль Юнга). Было проведено множество исследований по улучшению жесткости материала посредством его смешивания с другими полимерами. Однако было обнаружено, что хотя смешивание TPU с другими полимерами может быть эффективным с точки зрения повышения жесткости, может иметь место сильное снижение способности пропускать пар смешанного полимера.
После тестирования были идентифицированы смеси, которые сильно увеличивают механическую жесткость без снижения способности пропускать пар до неприемлемого уровня. Примером смеси является смесь сополиэфира TPE/PBT, обсуждаемая выше. Другой пример смеси включает в себя TPU и поликарбонат-акрилонитрил бутадиен стирол (PC-ABS, продаваемый, например, как WONDERLOY®). Подходящее соотношение весов TPU:WONDERLOY® составляет 70:30 (или около 70:30). Тесты, проведенные с использованием имеющего диаметр 19 мм одношнекового экструдера, показали, что прочность на разрыв смеси демонстрирует заметное улучшение жесткости по сравнению с отдельным TPU (в 14 раз или около того), тогда как скорость передачи водяного пара демонстрирует только незначительное снижение способности пропускать пар (30% или около того). Посредством вспенивания смеси полимеров TPU-WONDERLOY® может быть достигнуто дальнейшее улучшение способности пропускать пар в сравнении с жесткостью, как обсуждалось выше.
Как обсуждалось выше, еще один пример смеси в соответствии, по меньшей мере, с одним из вариантов осуществления, включает в себя TPU (ESTANE® 58245) и ацетал, соединение, имеющее очень низкую способность пропускать пар (проницаемость) и поглощение воды. Вспененная лента (доля пустот между 15 и 20% или около 15 и 20%) была создана из ESTANE® 58245 и ацетала в весовом соотношении 70:30 (или около 70:30). Средняя толщина образца составляла 0,139 см. Поглощение воды смесью при 100% RH составило 0,38 г воды на грамм сухого полимера (38%). Диффузивность образца была измерена по кривой десорбции и составила 6,59×10-6 см2/с при 23°C. Модуль образца составил 34 МПа, и рассчитанное значение проницаемости составило 151 г-мм/м2/день.
Данные результаты сравниваются с контрольным примером, который включает в себя невспененный TPU (ESTANE® 58245). Была экструдирована гофрированная трубка, имеющая толщину стенки 0,048 см и поглощение воды при 100% RH, составляющее 0,53 г воды на грамм сухого полимера (53%). Диффузивность невспененного образца была измерена по кривой десорбции, и составила 2,41×l0-7 см2/с при 23°C. Модуль составил 18 МПа. Проницаемость данного полимера составляет 80 г-мм/м2/день.
Компоненты, содержащие вспененные полимеры
Следует понимать, что вспененные паропроницаемые материалы, описанные выше, могут быть использованы во многих медицинских компонентах, в которых полезным является материал, обладающий высокой способностью пропускать пар, но при этом являющийся самоподдерживающимся и полужестким. Соответственно, все особенности паропроницаемых вспененных материалов, обсуждаемые выше, применимы к данным компонентам. Ниже приведены лишь некоторые примеры компонентов, которым вспененный паропроницаемый материал обеспечивает новые преимущества, которые ранее были невозможны. Манипуляции с долей пустот, толщиной и размером пустот позволяют осуществлять настройку объемных свойств формируемых компонентов в широком диапазоне.
Как правило, компонент включает в себя стенку, определяющую внутреннее пространство, и при этом, по меньшей мере, часть указанной стенки состоит из паропроницаемого вспененного материала, как обсуждалось выше, что позволяет осуществляться передаче водяного пара от газов внутри пространства, но предотвращает передачу жидкой воды. Предпочтительно, стенка также является непроницаемой для объемного потока газов в пределах пространства, включая дыхательные газы, газы для анестезии, инсуффлируемые газы и/или дым.
Из-за своей способности пропускать пар стенка формирует траекторию движения водяного пара от пространства с газами к области на другой стороне стенки. В некоторых вариантах осуществления, существует траектория движения водяного пара от пространства с газами к окружающему воздуху через указанный паропроницаемый вспененный материал. Траектория движения через стенку может быть прямой, и стенка может непосредственно контактировать с окружающим воздухом. В качестве альтернативы, траектория может быть непрямой, и траектория может проходить через одну или более других стенок между пространством с газами и окружающим воздухом. В других конфигурациях может присутствовать второе пространство с газами (называемое пространством вытесняемых газов) на другой стороне стенки, вместо окружающего воздуха. Вытесняемые газы могут, в свою очередь, непрямым образом выбрасываться в окружающий воздух. В этом случае траектория водяного пара проходит от пространства с газами к пространству вытесняемых газов.
В любом из указанных выше вариантов осуществления, вся ограничивающая стенка целиком может быть сформирована из вспененного материала. По меньшей мере, в одном варианте осуществления, по меньшей мере, область стенки может иметь толщину между 0,1 и 3,0 мм (или от около 0,1 до около 3,0 мм), например, между 0,1 и 1,5 мм (или от около 0,1 до около 1,5 мм). Например, область стенки может иметь толщину, по меньшей мере, между 0,7 и 1,0 мм (или от около 0,7 до около 1,0 мм) или между 0,7 и 3,0 мм (или от около 0,7 до около 3,0 мм).
В любом из указанных выше вариантов осуществления, стенка может включать в себя, по меньшей мере, две зоны. Первая зона представляет собой внешнюю оболочку, содержащую слой, по существу, представляющий собой вспененный материал с закрытыми ячейками, и вторая зона представляет собой внутренний слой, смежный с внешним слоем, и находящийся между внешним слоем и пространством с газами. Толщина оболочки может составлять от 5 до 10% (или от около 5 до около 10%) толщины стенки, например, от 10 до 50 мкм (или от около 10 до около 50 мкм). И первая, и вторая зона имеют пустоты. В определенных вариантах осуществления, не более 5% (или около 5%) пустот в первой зоне имеют диаметр, превышающий 100 мкм. Пустоты во второй зоне больше, чем пустоты в первой зоне. Например, в некоторых вариантах осуществления не более 5% (или около 5%) пустот указанной второй зоны вспененного материала имеют диаметр, превышающий 700 мкм.
В любом из указанных выше вариантов осуществления стенка может включать в себя, по меньшей мере, одно ребро жесткости, повышающее жесткость стенки или, по меньшей мере, одну область, в которой стенка локально утолщается с целью повышения жесткости стенки.
Компонент может представлять собой интерфейс пациента; или трубку, такую как дыхательная трубка, для использования в дыхательном контуре; или трубку и, по меньшей мере, часть интерфейса пациента; или канал (то есть, часть трубки, которая не обязательно должна быть закрытой по своей окружности) для использования в дыхательном контуре; или маску (включая каркас и уплотнитель, расположенный вокруг периметра каркаса маски, при этом каркас маски содержит стенку, и значительная часть стенки сформирована из паропроницаемого вспененного материала); или компонент системы инсуффляции, такой как трубка или канал для использования, по меньшей мере, в части патрубка выдоха системы инсуффляции.
Ниже делается ссылка на фиг. 5, на которой показан компонент 501 в соответствии, по меньшей мере, с одним из вариантов осуществления. Сформированный компонент 501 имеет стенку 503, определяющую пространство 505 с газами на одной стороне. Стенка 503 включает в себя паропроницаемый вспененный полимер в соответствии с описанным выше. Как показано пунктирной линией 507, стенка может как задавать, так и не задавать полностью закрытое пространство 505 с газами. В процессе использования пространство с газами может быть, по существу, закрыто, при этом стенка 503 определяет пространство 505 с газами на одной стороне стенки 503, и пространство 505 содержит влажный газ.
По другую сторону стенки 503 находится второе пространство 509 с газами. По меньшей мере, в одном варианте осуществления, второе пространство 509 с газами представляет собой окружающий воздух. Стенка 503 компонента 501 сделана из паропроницаемого вспененного материала, который допускает передачу водяного пара, но, по существу, предотвращает передачу жидкой воды и объемного потока дыхательных газов. Для того чтобы паропроницаемый вспененный материал позволял осушать газы в пространстве 505, внешняя поверхность стенки 503 взаимодействует с окружающим воздухом или сухим вытесняемым газом во втором пространстве 509 с газами. В такой конфигурации газы, имеющие высокую относительную влажность в пределах пространства 505, могут быть осушены путем передачи водяного пара через стенку 503 во второе пространство 509 с газами, которое может представлять собой, например, окружающий воздух. Осушение газов в пределах пространства 505 с газами целесообразно для создания и/или предотвращения образования конденсата в пространстве 505 с газами при его заполнении относительно теплым или влажным газом/воздухом/дыхательным газом.
В одном из примеров, компонент 501 может представлять собой интерфейс пациента, такой как респираторная маска, и пространство 505 с газами может быть, по меньшей мере, частично определено стенкой 503, и лицо пациента (не показано) может, по существу, заключать в себе пространство 505. В данном примере, лицо пациента представлено пунктирной линией 507. В другом варианте осуществления, компонент 501 может представлять собой дыхательную трубку (для вдоха или выдоха). Интерфейсы пациента и дыхательные трубки подробнее обсуждаются ниже.
Паропроницаемые трубки
При вспомогательном дыхании, в частности, в медицинских приложениях, газы, имеющие высокие уровни относительной влажности, подаются и возвращаются через гибкие дыхательные трубки относительно ограниченного размера, обычно в диапазоне диаметров от 10 до 25 мм (или от около 10 до около 25 мм) (покрывает применения для новорожденных и взрослых). Такие дыхательные трубки, в идеальном случае, очень легкие, устойчивые к перегибу или пережатию, и гибкие для обеспечения наилучшей производительности и уровня комфорта для пациента. Легкий вес дыхательной трубки очень важен для сокращения любых сил, прилагаемых весом трубки к интерфейсу пациента. Аналогично, дыхательные трубки должны быть гибкими и иметь способность легко изгибаться для достижения высокого уровня комфорта пациента, что, в свою очередь, может улучшить соблюдение пациентом режима лечения. Однако чрезмерно легкие и гибкие компоненты обычно являются слабыми и подверженными чрезмерному перегибу. Было обнаружено, что трубка, содержащая описанный выше вспененный полимер, может противостоять перегибу или пережатию, и при этом является легкой и достаточно гибкой для улучшения комфорта пациента.
Поскольку трубка - это тип компонента, то особенности компонента, обсуждаемые выше, применимы к трубке, обсуждаемой здесь. Как правило, трубка медицинского контура включает в себя входное отверстие (для приема увлажненных газов), выходное отверстие (для выброса увлажненных газов) и ограничивающую стенку, определяющую, по меньшей мере, один канал прохождения газов между указанным входным отверстием и указанным выходным отверстием, при этом, по меньшей мере, часть указанной ограничивающей стенки сделана из паропроницаемого вспененного материала, допускающего передачу водяного пара, но, по существу, предотвращающего передачу жидкой воды и объемного потока дыхательных газов. По меньшей мере, в одном варианте осуществления трубка представляет собой экструдированную гофрированную трубку. Трубка медицинского контура может быть использована в качестве дыхательной трубки или канала, или в качестве трубки или канала для патрубка системы инсуффляции. Например, трубка может представлять собой дыхательную трубку для выдоха или выпускной канал, соответственно. Трубка также может являться частью интерфейса пациента.
Трубка может быть гибкой. То есть, трубка может сгибаться вокруг металлического цилиндра диаметром 25 мм без перегибов или разрушений. Конкретнее, трубка является гибкой в соответствии с определенным посредством прохождения теста на повышение сопротивления потоку при сгибе согласно ISO 5367:2000(E).
В любом из указанных выше вариантов осуществления, трубка может иметь длину от 1 до 2 м (или от около 1 до около 2 м), например 1,5 м (или около 1,5 м). Трубка может иметь средний диаметр от 10 до 25 мм (или от около 10 до около 25 мм). По меньшей мере, в одном варианте осуществления, трубка имеет толщину стенки от 0,1 до 1,2 мм (или от около 0,1 до около 1,2 мм), например, от 0,6 мм до 1,0 мм (или от около 0,6 до около 1,0 мм). Предпочтительно, трубка включает в себя «паропроницаемую» ограничивающую стенку на значительной части ее суммарной длины. Например, по меньшей мере, в одном варианте осуществления, по меньшей мере, 80% длины трубки включает в себя паропроницаемую ограничивающую стенку. Паропроницаемая стенка предпочтительно располагается вблизи входного отверстия трубки для приема увлажненного газа. Например, для трубки длиной 1,5 м (или около 1,5 м), по меньшей мере, 1,2 м (или около 1,2 м) трубки включает в себя паропроницаемую стенку, начинающуюся вблизи входного отверстия.
Из-за своей способности пропускать пар стенка формирует траекторию движения водяного пара от пространства с газами к области на другой стороне стенки. В некоторых вариантах осуществления, существует траектория движения водяного пара от пространства с газами к окружающему воздуху через указанный паропроницаемый вспененный материал. Траектория движения через стенку может быть прямой, и стенка может непосредственно контактировать с окружающим воздухом. Например, по меньшей мере, в одном варианте осуществления, трубка представляет собой дыхательную трубку и имеет на концах первый соединитель в указанном входном отверстии и второй соединитель в указанном выходном отверстии. Обеспечивается только одна траектория движения газов на длине между указанным входным соединителем и указанным выходным соединителем.
В качестве альтернативы, траектория может быть непрямой, и траектория может проходить через одну или более других стенок между пространством с газами и окружающим воздухом. В других конфигурациях может присутствовать второе пространство с газами (называемое пространством вытесняемых газов) на другой стороне стенки, вместо окружающего воздуха. Эти вытесняемые газы могут, в свою очередь, непрямым образом выбрасываться в окружающий воздух. В этом случае траектория водяного пара проходит от пространства с газами к пространству вытесняемых газов. Например, трубка может представлять собой коаксиальную дыхательную трубку. В коаксиальной дыхательной трубке пространством с газами является патрубок вдоха или патрубок выдоха, и вторым пространством с газами является другой патрубок из патрубка вдоха и патрубка выдоха. Одна траектория газов представлена между входным отверстием указанного патрубка вдоха и выходным отверстием указанного патрубка вдоха, и одна траектория газов представлена между входным отверстием указанного патрубка выдоха и выходным отверстием указанного патрубка выдоха. В одном из вариантов осуществления пространством с газами является указанный патрубок вдоха, и указанным вторым пространством с газами является патрубок выдоха. В качестве альтернативы, пространством с газами может быть патрубок выдоха, и вторым пространством с газами может быть патрубок вдоха.
Как обсуждалось выше в отношении описания компонента, в любом из указанных выше вариантов осуществления стенка может включать в себя, по меньшей мере, две зоны. Первая зона представляет собой внешнюю оболочку, содержащую слой, по существу, представляющий собой вспененный материал с закрытыми ячейками, и вторая зона представляет собой внутренний слой, смежный с внешним слоем и находящийся между внешним слоем и пространством с газами. Толщина оболочки может составлять от 5 до 10% (или от около 5 до около 10%) толщины стенки, например, от 10 до 50 мкм (или от около 10 до около 50 мкм). И первая, и вторая зона имеют пустоты. В определенных вариантах осуществления, не более 5% (или около 5%) пустот в первой зоне имеют диаметр, превышающий 100 мкм. Пустоты во второй зоне больше, чем пустоты в первой зоне. Например, в некоторых вариантах осуществления не более 5% (или около 5%) пустот указанной второй зоны вспененного материала имеют диаметр, превышающий 700 мкм.
Кроме того, в любом из указанных выше вариантов осуществления трубка может содержать множество ребер жесткости, расположенных около ограничивающей стенки. Данные ребра могут быть совместно экструдированы с трубкой с целью обеспечения общего выравнивания с продольной осью трубки. Предпочтительно, имеется от трех до восьми ребер жесткости и, конкретнее, от трех до пяти ребер жесткости.
В дополнение к указанному выше, в целях снижения или устранения образования конденсата внутри трубки, и для поддержания, по существу, единообразной температуры в потоке газов через трубку в процессе использования, в пределах канала трубки или в пределах стенки трубки может быть предоставлен нагреватель, такой как провод резистивного нагревателя.
В конкретном варианте осуществления трубка имеет длину 1,525 м (или около того), вес 54 г (или около того), долю пустот 35% (или около того), пневматическую растяжимость 0,23 мл/см H2O/м (или около того), и проницаемость 85 г-мм/м2/день (или около того). Трубка сформирована из 95% (или около 95%) ARNITEL® VT 3108 и 5% (или около 5%) суперконцентрата вспенивающего агента, содержащего полиэтилен и 20% (или около 20%) по весу Clariant HYDROCEROL® BIH-10E.
Далее делается ссылка на фиг. 6A и 6B, на которых показана паропроницаемая трубка 601 в соответствии, по меньшей мере, с одним из вариантов осуществления. На фиг. 6A показан вид сбоку трубки 601, тогда как на фиг. 6B показано поперечное сечение трубки 601 вдоль того же вида сбоку, что показан на фиг. 2A. Как на фиг. 6A, так и на фиг. 6B горизонтальная ось показана как прямая 603-603. Стенка трубки, показанная как стенка 605 на фиг. 6B, представляет собой паропроницаемый вспененный материал, в соответствии с описанным выше. Стенка 605 может иметь толщину от 100 до 1500 мкм (или от около 100 до около 1500 мкм) для дыхательной трубки типовых размеров - с диаметром от 12 до 20 мм (или от около 12 до около 20 мм) для применений у новорожденных и взрослых, соответственно, и с длиной от 1 до 2 м (или от около 1 до около 2 м). Однако стенка 605 может иметь толщину вплоть до 3 мм (или около 3 мм) и все еще обеспечивать хорошую способность пропускать пар.
Трубка 601 является гофрированной (то есть, трубка имеет рифленую или желобчатую поверхность). Способ формирования гофрированной трубки подробнее обсуждается ниже в отношении фиг. 15. Однако в некоторых вариантах осуществления трубка имеет гладкую поверхность.
Далее делается ссылка на фиг. 7A и 7B, на которых показана паропроницаемая трубка 701 в соответствии, по меньшей мере, с одним из вариантов осуществления. Трубка 701 опять производится из вспененного паропроницаемого материала, в соответствии с описанным в любом из примеров в настоящем документе. Трубка также включает в себя множество ребер жесткости 703, которые могут быть совместно экструдированы с трубкой. Форма ребер 703 определяется головкой с матрицей червячного пресса, а их размер и уровень вспенивания контролируется температурой и давлением, при которых они выходят из головки с матрицей.
Ребра 703 могут быть сформированы из того же вспененного полимера, что и трубка 701. В качестве альтернативы, ребра 703 могут быть сделаны из материала, отличного от материала трубки. Этого можно достичь посредством совместного экструдирования. Как показано на фиг. 7 A, трубка 701 может быть экструдирована с установленными ребрами 703, и затем может гофрироваться с формированием «точечной» структуры, показанной на фиг. 7B. В определенных вариантах осуществления трубка содержит от трех до восьми ребер жесткости, например, от трех до пяти ребер жесткости. Таким дополнительно усиленным трубкам может быть найдено независимое применение в одном или более трубчатых компонентов, описанных в данной спецификации в отношении медицинских контуров.
Далее делается ссылка на фиг. 8A и 8B, на которых показана альтернативная конфигурация для ребристой паропроницаемой трубки 801 в соответствии, по меньшей мере, с одним из вариантов осуществления. На фиг. 8B выдвинутые ребра 803 видны в пространстве между неровностями внутри трубки 801. На фиг. 8C показан гофропресс, подходящий для формирования трубки, показанной на фиг. 8A и 8B. Блок включает в себя выдвинутые части 805 между рельефными частями 807, которые будут формировать выдвинутые ребра, когда трубка будет удалена из гофропресса. Следует понимать, что в качестве дополнения для трубки также могут быть использованы другие процессы усиления в целях еще большего улучшения ее эксплуатационных характеристик (таких как упругая деформация, прочность на отрыв, устойчивость к потоку с устойчивостью к изгибу и смятию). Эти процессы могут быть или не быть интегрированы в процесс формирования трубки.
Далее делается ссылка на фиг. 9, на которой показан другой пример медицинского контура в соответствии, по меньшей мере, с одним из вариантов осуществления. Контур включает в себя две паропроницаемых трубки, содержащих паропроницаемый вспененный полимер в соответствии с описанным выше, а именно, трубку 103 для вдоха и трубку 117 для выдоха. Свойства трубки 103 для вдоха и трубки 117 для выдоха аналогичны свойствам трубок, описанным выше в отношении фиг. 1. Трубка 103 для вдоха имеет входное отверстие 109, взаимодействующее с увлажнителем 115, и выходное отверстие 113, через которое увлажненные газы доставляются пациенту 101. Трубка 117 для выдоха также имеет входное отверстие 109, которое принимает выдыхаемые увлажненные газы от пациента, и выходное отверстие 113. В соответствии с описанным выше в отношении фиг. 1, входное отверстие 113 трубки 117 для выдоха может выбрасывать выдыхаемые газы в атмосферу, на блок вентилятора/воздуходува 115, на воздухоочиститель/воздушный фильтр (не показан) или в любое другое подходящее место.
В соответствии с описанным выше в отношении фиг. 1, нити накала 901 могут быть размещены внутри трубки 103 для вдоха и/или трубки 117 для выдоха с целью снижения риска образования конденсата в трубках путем повышения температуры выше температуры насыщения.
В данном примере, трубка 117 для выдоха включает в себя соединитель (в данном случае, Y-образный соединитель 903) для соединения с другими компонентами. Например, Y-образный соединитель 903 сконфигурирован для соединения с трубкой 103 для вдоха и интерфейсом пациента (не показан). Естественно, вариант осуществления на фиг. 9 является только примером конфигурации. Компонент в соответствии, по меньшей мере, с одним из вариантов осуществления, включает в себя трубку из паропроницаемого вспененного полимера. Компонент может дополнительно включать в себя соответствующий соединитель. Предпочтительно, соединитель также содержит паропроницаемый вспененный полимер.
Далее делается ссылка на фиг. 10, на которой показана коаксиальная трубка 1001 в соответствии, по меньшей мере, с одним из вариантов осуществления. В данном примере коаксиальная трубка 1001 представлена между пациентом 101 и вентилятором 1005. Выдыхаемые газы и вдыхаемые газы текут по внутренней трубке 1007 или в пространстве 1009 между внутренней трубкой 1007 и внешней трубкой 1011. Следует понимать, что внешняя трубка 1011 может быть не точно выровнена с внутренней трубкой 1007. Скорее, «коаксиальный» относится к трубке, расположенной внутри другой трубки. В процессе использования водяной пар, но не жидкая вода, передается через стенку вспененной паропроницаемой трубки, как объясняется ниже.
По причине переноса тепла, внутренняя трубка 1007 переносит вдыхаемые газы внутри пространства 1013, тогда как выдыхаемые газы переносятся в пространстве 1009 между внутренней трубкой 1007 и внешней трубкой 1011. Данная конфигурация воздушных потоков показана стрелками.
Внутренняя трубка 1007 сформирована с применением паропроницаемого вспененного материала, описанного в настоящем документе. Таким образом, влага в пространстве 1009 выдыхаемого потока может проходить через вспененный паропроницаемый материал для увлажнения вдыхаемого потока в пространстве 1013 вдыхаемого потока. При организации потока газов во встречном течении, как показано в примере, паропроницаемый материал обеспечивает значительное пассивное увлажнение вдыхаемого потока.
В коаксиальной трубке 1001 вентилятор 1005 может не получить информацию об утечке во внутренней трубке 1007. Такая утечка может привести к короткому замыканию пациента 101, что означает, что пациенту 101 не будет поставляться достаточно кислорода. Такое короткое замыкание может быть обнаружено посредством помещения датчика со стороны пациента в коаксиальной трубке 1001. Датчик может быть размещен в соединителе 1015 со стороны пациента. Короткое замыкание ближе к вентилятору 1005 приведет к тому, что пациент 101 будет повторно вдыхать объем воздуха, близкий к пациенту 101. Это приведет к повышению концентрации диоксида углерода в пространстве 1013 вдыхаемого потока, близком к пациенту 101, что может быть обнаружено непосредственно датчиком CO2. Такой датчик может включать в себя любой датчик из ряда коммерчески доступных в настоящее время. В качестве альтернативы, такое повторное дыхание может быть обнаружено посредством отслеживания температуры газов в соединителе 1015 на стороне пациента, при этом повышение температуры выше заранее определенного уровня указывает на то, что происходит повторное дыхание.
В дополнение к указанному выше, в целях снижения или устранения образования конденсата внутри внутренней трубки 1007 или внешней трубки 1011, и для поддержания, по существу, единообразной температуры в потоке газов через коаксиальную трубку 1001, в пределах внутренней трубки 1007 или внешней трубки 1011 может быть предоставлен нагреватель, такой как провод резистивного нагревателя, расположенный внутри пространств с газами 1009 или 1013 или внутри стенок внутренней трубки 1007 или внешней трубки 1011.
В альтернативном варианте осуществления коаксиальной трубки 1001, в котором пассивное увлажнение является нежелательным, вспененная паропроницаемая стенка может являться внешней стенкой внешней трубки 1011. При таком расположении внешняя трубка 1011 находится во взаимодействии с окружающим воздухом, и паропроницаемая стенка допускает обмен водяным паром между относительно увлажненными выдыхаемыми газами и окружающим воздухом. В результате появляется возможность контролирования и/или предотвращения образования конденсата.
Респираторная маска
В области техники, относящейся к респираторным устройствам, имеется ряд хорошо известных респираторных масок, которые покрывают нос и/или рот пациента с целью обеспечения постоянной герметизации вокруг назальной и/или оральной области лица пациента, с тем чтобы газ для потребления пациентом мог подаваться при положительном давлении. Применения таких масок находятся в диапазоне от дыхания на больших высотах (например, авиационные приложения) до применения в горных разработках и борьбе с огнем, и до различных медицинских диагностических и терапевтических приложений.
Одним из применений такой маски является лечение респираторным увлажнением. Данная система обычно состоит из вентилятора, увлажнителя, дыхательного контура и интерфейса пациента, такого как маска или носовая полая игла. При данной форме лечения влажный воздух подается пациенту и, вследствие разности температур между влажным воздухом и окружающей средой, влажный воздух может конденсироваться и образовывать водяные капли. В случаях, когда лечение является длительным (вплоть до нескольких дней), данные капли могут образовывать скопления воды в маске, которые могут препятствовать лечению, увеличивать риск непреднамеренного вдыхания воды пациентом, и могут вызвать дискомфорт и/или удушье у пациента.
Одно из требований к таким респираторным маскам заключалось в том, чтобы они обеспечивали эффективное уплотнение вокруг лица пациента с целью предотвращения утечки подаваемого газа. Обычно в предшествующих конфигурациях масок хорошее уплотнение маски к лицу достигалось во многих случаях только со значительным дискомфортом для пациента. Данная проблема является ключевой в данных применениях, особенно в медицинских применениях, в которых от пациента требуется носить такую маску непрерывно в течение нескольких часов или, возможно, даже дней. В таких ситуациях пациент не будет терпеть наличие маски в течение длительного времени и, таким образом, оптимальные терапевтические и диагностические цели не будут достигнуты, или будут достигнуты с большими сложностями и значительным дискомфортом для пациента.
Ниже описываются различные улучшения доставки респираторной терапии. В частности, описывается интерфейс пациента, который удобен для ношения пациентом и включает в себя, по меньшей мере, частично, проницаемую для водяного пара (паропроницаемую) область в корпусе интерфейса пациента, сделанную из вспененного паропроницаемого материала в соответствии с описанным в настоящем документе. Большая часть корпуса маски (или корпус маски целиком) может быть сделана из вспененного паропроницаемого материала, что позволяет извлечь преимущества уникальных прочностных характеристик и высокой способности пропускать пар.
Далее делается ссылка на фиг. 11A и 11B, на которых показана респираторная маска 1101 в соответствии, по меньшей мере, с одним из вариантов осуществления. Следует понимать, что данный интерфейс пациента может быть использован в респираторном обеспечении непосредственно или с вентилятором, но ниже будет описан со ссылкой на применение в системе создания положительного давления в дыхательных путях (PAP) с увлажнением. Также следует понимать, что приведенное ниже описание может быть применимо к носовым маскам, ротовым маскам, ороназальным маскам, назальным канюлям и полнолицевым маскам, поскольку материалы имеют способность к формированию самоподдерживающейся полужесткой структуры с высокой способностью пропускать пар, и не ограничиваются очень тонкими пленочными структурами предшествующего уровня техники.
Маска 1101 включает в себя полый корпус 1103 с входным отверстием 1105 для подсоединения к дыхательной трубке для вдоха. Маска 1101 размещается на лице пациента 101 с креплением 1109 для головы, закрепленным вокруг задней части головы пациента 101. Ограничивающая сила крепления 1109 для головы, действующая на полый корпус 1103, обеспечивает достаточное сжимающее усилие для прокладки 1111 маски с целью обеспечения достаточного уплотнения для лица пациента 101. Несколько сцепляющих зажимов подсоединяется к корпусу для прикрепления ползунков для соединения маски 1101 и крепления 1109 на голову. Выдыхаемые газы могут выбрасываться через клапан (не показан) в маске 1101, дополнительный канал для выдоха (не показан) или любым другим способом, известным в технике.
Полый корпус 1103 сконструирован из вспененного полимерного материала в соответствии с описанным в настоящем документе. Такой материал обеспечивает требуемую жесткость для маски 1101, а также обладает высокой способностью пропускать пар. Предшествующие попытки снабжения маски 1101 паропроницаемыми областями требовали использования тонких мембран с целью достижения достаточно высокой способности пропускать пар. Данные мембраны должны были поддерживаться дополнительным усилением, таким как силовой каркас маски, и для них также требовалась защита от повреждения. Область паропроницаемой мембраны обычно поддерживается в прорезных областях каркаса маски. Однако при использовании самоподдерживающихся паропроницаемых вспененных полимеров, описанных в настоящем документе, большие области маски 1101 (или маска 1101 целиком) могут быть сделаны из вспененного полимера, что позволяет извлечь преимущества уникальных прочностных характеристик и высокой способности пропускать пар. В результате получается самоподдерживающаяся полужесткая маска 1101, которая может быть полностью паропроницаемой (и иметь высокую способность пропускать пар).
В качестве альтернативы, полый корпус 1103 может иметь большие вырезанные области на передней поверхности, с тем чтобы полый корпус 1103, по существу, состоял из каркаса, имеющего внешнюю окружность. Вставки, сделанные из вспененного самоподдерживающегося паропроницаемого материала, описанного в настоящем документе, могут быть помещены в вырезы и склеены с целью предотвращения или сокращения образования капель воды внутри маски 1101 во время продолжительной терапии с увлажнением, в результате чего влага может выходить в окружающую воздушную среду. Существует ряд методик для прикрепления паропроницаемой структуры к полому корпусу 1103, которые могут включать в себя склеивание, методики звуковой сварки, литьевую совместную экструзию или соединение посредством жестких зажимов вспененной паропроницаемой вставки и полого корпуса 1103.
Следует понимать, что могут быть предоставлены дополнительные усиливающие структуры, например, для маски, сделанной из вспененного паропроницаемого материала, в целях дальнейшей настройки эластичных свойств компонента. Например, ребра могут быть добавлены к внешней и/или внутренней поверхности маски. Также могут быть использованы локальные изменения толщины стенки для усиления/ослабления некоторых областей с целью приспособления к чертам лица пациента и/или для предоставления областей с еще большей способностью пропускать пар. В частности, данный тип усиления может быть очень полезен для настройки эластичных свойств компонента в определенных направлениях, в которых прогнозируются схемы нагрузки. Данные преимущества не были возможны, или их было бы не так легко достичь, с очень тонкими паропроницаемыми мембранами, использованными ранее.
Носовая полая игла
Далее делается ссылка на фиг. 12, на которой показан интерфейс пациента в форме носовой полой иглы 1201 в соответствии, по меньшей мере, с одним из вариантов осуществления. Носовая полая игла 1201 включает в себя корпус полой иглы 1203 и короткую трубку 1205 доставки. Вспененный паропроницаемый полимер, описанный в настоящем документе, может быть использован в корпусе полой иглы 1203 и/или короткой трубке 1205 доставки для контролирования и/или предотвращения образования конденсата в пределах пространств с газами данных компонентов. Так же как описывалось ранее, также может быть найдено применение в дыхательной трубке 601 для вдоха.
Крепление катетера
Еще один компонент медицинского контура, к которому могут быть применены паропроницаемые вспененные полимеры, это крепления катетера. Крепление катетера соединяет интерфейс пациента, такой как мундштук, носовую маску или эндотрахеальную трубку, и двойные патрубки или дыхательные трубки дыхательного контура. Соединение с двойными патрубками обычно производится через Y-образный соединитель. Во время циклов вдоха и выдоха пациента каждое из двойных патрубков дыхательного контура играет отдельную роль: одно служит в качестве канала для вдоха, и другое - в качестве канала для выдоха. Крепление катетера выполняет двойную роль, транспортируя и вдыхаемые, и выдыхаемые газы. Соответственно, крепление катетера имеет значительные недостатки. Объем выдыхаемого воздуха остается в креплении катетера между выдохом и вдохом. Соответственно, некоторый объем воздуха может повторно вдыхаться пациентом. Хотя это и не является неприемлемым, повторное вдыхание обычно является нежелательным и в случае, когда вероятно значительное повторное вдыхание, может потребоваться увеличение уровней подаваемого кислорода.
Газы, вдыхаемые пациентом, в хорошо управляемой системе вентиляции доставляются в условиях влажности, близких к уровню насыщения, и при температуре, близкой к температуре тела, обычно от 33 до 37°C (или от около 33 до около 37°C). Данная температура может поддерживаться нагревателем в дыхательной трубке для вдоха, расположенным в непосредственной близости от точки, в которой газы входят в крепление катетера. Газы, выдыхаемые пациентом, возвращаются полностью насыщенными и подвергаются дополнительному охлаждению в процессе их прохождения через крепление катетера. Соответственно, хотя на внутренних стенках в процессе вдоха пациента образуется небольшой объем конденсата, значительные уровни конденсата могут образовываться во время выдоха пациента. Конденсация, или «выпадение осадков», происходящее внутри крепления катетера, является особенно вредоносным по причине близости к пациенту. Подвижный конденсат, который вдохнул или вдыхает пациент, может привести к приступам кашля или другому дискомфорту.
Далее делается ссылка на фиг. 13, на которой показано крепление катетера 1301 в соответствии, по меньшей мере, с одним из вариантов осуществления. Крепление катетера 1301 включает в себя Y-образное соединение 1303 со стороны вентилятора. Внутренняя трубка 1305 вытянута коаксиально с внешней трубкой 1307. Внутренняя трубка 1305 поддерживается со стороны пациента соединителем 1309 внутренней трубки, который, в свою очередь, поддерживается через поддерживающие распорки 1311 соединителем 1313 со стороны пациента. Внутренняя трубка 1305 поддерживается на своем другом конце вторым соединителем 1315 внутренней трубки, который образует часть Y-образного соединителя 1303 со стороны вентилятора.
Второй соединитель 1315 внутренней трубки взаимодействует с соединителем 1317 дыхательной трубки для вдоха. По меньшей мере, часть стенки внешней трубки 1307 сделана из вспененного паропроницаемого материала в соответствии с описанным в настоящем документе. В определенных вариантах осуществления, внешняя трубка 1307 полностью сделана из вспененного паропроницаемого материала.
Таким образом, в процессе использования поток вдоха входит в крепление катетера 1301, как показано стрелкой 1319. Поток вдоха проходит через внутреннюю трубку 1305 и выходит к пациенту через соединитель 1313 со стороны пациента, как показано стрелками 1319. После выдоха пациента, принудительного или непринудительного, выдохнутые газы проходят через соединитель 1313 со стороны пациента в пространство, ограничивающее внутреннюю трубку 1305, как показано стрелками 1321. Эти газы проходят вдоль внутренности стенки внешней трубки 1307, как показано стрелками 1321, и выходят наружу через соединитель 1323 дыхательной трубки для выдоха Y-образного соединителя 1303, как показано стрелкой 1325. При прохождении через крепление катетера 1301 в пределах пространства между внутренней трубкой 1305 и внешней трубкой 1307, водяной пар может проходить через проницаемую для водяного пара вспененную внешнюю трубку 1307. В определенных вариантах осуществления вся внешняя трубка 1307 целиком является паропроницаемой. Таким образом, несмотря на то, что выдыхаемые газы могут испытывать некоторое падение температуры в процессе их прохождения через крепление катетера 1301 к соединителю 1323 дыхательной трубки для выдоха, в тесной связи с данным падением температуры находится снижение влажности посредством прохождения водяного пара через паропроницаемый вспененный материал внешней трубки 1307. Соответственно, относительное насыщение потока выдоха снижается, и посредством этого также снижается образование конденсата. Стенки трубки, сделанные из вспененного паропроницаемого материала, могут иметь толщину от 0,1 до 3 мм (или от около 0,1 до около 3,0 мм) и могут быть достаточно жесткими для того, чтобы они были самоподдерживающимися и полужесткими и при этом все еще поддерживали высокую способность пропускать пар.
Крепление катетера 1301, содержащее паропроницаемые вспененные полимеры, описанные в настоящем документе, имеет явное разделение потоков вдоха и выдоха через крепление катетера 1301, посредством чего значительно сокращается повторное вдыхание. Образование конденсата также снижается посредством снижения влажности выдыхаемых газов, даже при снижении температуры этих газов.
Компонент системы инсуффляции и удаления дыма
Лапароскопическая хирургия, также называемая минимально инвазивная хирургия (MIS), или хирургия минимального вмешательства, представляет собой современную хирургическую методику, при которой операции в брюшной полости выполняются через небольшие разрезы (обычно от 0,5 до 1,5 см) по сравнению с большими по размеру разрезами, требующимися в традиционных хирургических процедурах. Лапароскопическая хирургия включает в себя операции в брюшной или тазовой полостях.
В процессе лапароскопической хирургии с инсуффляцией, также может быть желательным, чтобы инсуффлируемый газ (обычно CO2) увлажнялся до прохождения в брюшную полость. Это может помочь предотвратить «высушивание» внутренних органов пациента и может снизить объем времени, необходимый для восстановления после хирургического вмешательства. Даже при использовании сухого газа для инсуффляции, газ может стать насыщенным, когда он поглощает влагу из полости тела пациента. Влага в газах имеет тенденцию к конденсации на стенках выпускного патрубка или канала системы инсуффляции. Водяной пар также может конденсироваться на других компонентах системы инсуффляции, таких как фильтры. Конденсация в результате влажности любого пара на фильтре и сток конденсата через патрубки (впускной или выпускной) является крайне нежелательным. Например, вода, которая сконденсировалась на стенках, может насытить фильтр и привести к его блокировке. Это потенциально вызывает увеличение встречного давления и мешает системе выполнять удаление дыма. Кроме того, жидкая вода в патрубках может перейти в другое подсоединенное оборудование, что является нежелательным.
Например, в брюшной хирургии в брюшную полость обычно инсуффлируется углекислый газ с целью создания пространства работы и наблюдения. Как правило, в качестве газа используется CO2, который является обычным для человеческого тела и может абсорбироваться тканью и удаляться дыхательной системой. Также он является невоспламеняющимся, что является важным, поскольку в лапароскопических процедурах обычно используются электрохирургические инструменты. Общеупотребительной практикой в лапароскопической хирургии было использование сухих газов. Однако для CO2 или другого инсуффлируемого газа является желательным проведение увлажнения до прохождения через брюшную полость. Это может помочь предотвратить «высушивание» внутренних органов пациента, и может снизить объем времени, необходимый для восстановления после хирургического вмешательства. Системы инсуффляции обычно включают в себя камеры увлажнения, в которых содержится некоторое количество воды. Увлажнитель обычно включает в себя нагревательную пластину, которая нагревает воду для получения водяного пара, который передается входящим газам с целью увлажнения газов. Газы транспортируются из увлажнителя с водяным паром.
В хирургических процедурах часто применяется электрохирургия или электрокаустика, или возрастает использование лазеров. При применении таких устройств имеется тенденция к образованию хирургического дыма в рабочем пространстве из-за горения ткани. Системы удаления дыма, которые используют выпускной патрубок или выпускную часть, обычно используются для удаления дыма из операционного поля, чтобы хирург мог видеть, что он или она делает, и с тем чтобы данный потенциально опасный материал не оставался внутри полости тела после проведения хирургического вмешательства. Один из концов выпускного патрубка или части соединяется, или вставляется, во второй разрез (или иногда в тот же разрез). Типовая система удаления дыма обычно включает в себя троакар и полую иглу на своем конце в целях способствования вставке в место проведения операции. Дым выходит из подвергавшейся инсуффляции брюшной области через выпускной патрубок. Выпускной патрубок может быть присоединен к концу лапароскопического инструмента с тем, чтобы обеспечить удаление вблизи места, в котором происходит электрокаустика. Обычно газы и дым из полости тела фильтруются через фильтр для удаления твердых частиц до того, как они будут выброшены в атмосферу. Фильтр также может быть дополнительно спроектирован для удаления химических веществ и любых вредоносных микроорганизмов из хирургического дыма.
Далее делается ссылка на фиг. 14, на которой показана система инсуффляции 1401, в соответствии, по меньшей мере, с одним из вариантов осуществления. Система инсуффляции 1401 включает в себя инсуффлятор 1403, который создает поток инсуффлируемых газов под давлением, превышающим атмосферное, для доставки в брюшную или перитонеальную полость пациента 1405. Газы проходят в увлажнитель 1407, включающий в себя нагревательную основу 1409 и камеру 1411 увлажнителя, при этом камера 1411 в процессе использования взаимодействует с нагревательной основой 1409 таким образом, что нагревательная основа 1409 подает тепло в камеру 1411. В увлажнителе 1407 инсуффлируемые газы проходят через камеру 1411, в результате чего они становятся увлажненными до соответствующего уровня влажности.
Система 1401 включает в себя канал 1413 доставки, который соединяет камеру 1411 увлажнителя и перитонеальную полость пациента 1405 или операционное поле. Канал 1413 включает в себя первый конец и второй конец, при этом первый конец соединяется с выходным отверстием камеры 1411 увлажнителя и принимает увлажненные газы из камеры 1411. Второй конец канала 1413 помещается в операционное поле пациента 1405 или перитонеальную полость, и увлажненные инсуффлируемые газы переносятся из камеры 1411 через канал 1413 в операционное поле с целью осуществления инсуффляции и расширения операционного поля или перитонеальной полости. Система также включает в себя контроллер (не показан), который регулирует объем влажности, подаваемый газам, путем управления мощностью, прилагаемой к нагревательной основе 1409. Контроллер также может быть использован для отслеживания воды в камере 1411 увлажнителя 1411. Показана система 1415 удаления дыма, выходящая из полости тела пациента 1405.
Система 1415 удаления дыма может быть использована совместно с системой 1401 инсуффляции, описанной выше, или может быть использована с другими подходящими системами инсуффляции. Система 1415 удаления дыма включает в себя патрубок 1417 выброса или выпуска, блок 1419 выброса и фильтр 1421. Патрубок 1417 выброса соединяет фильтр 1421 и блок 1419 выброса, которые в процессе использования размещаются в операционном поле пациента 1405 или перитонельной полости, или смежно с ними. Патрубок 1417 выброса представляет собой самоподдерживающуюся трубку (то есть, трубку, способную поддерживать свой собственный вес без смятия) с двумя открытыми концами: конец операционного поля и конец выхода.
Газы, подаваемые системой 1401 инсуффляции, уже увлажнены в точке входа в полость тела пациента 1405. Поскольку полость тела уже является влажной и увлажненной, то газы не имеют тенденции к потере влаги в теле, и могут стать полностью насыщенными, если они еще не находятся в точке насыщения. Если газы являются сухими при вхождении в полость тела, то они имеют тенденцию становиться увлажненными в процессе прохождения через полость тела, собирая влагу из влажной атмосферы в полости тела над внутренними органами.
Когда насыщенные газы выходят из полости тела пациента 1405, они проходят вдоль более холодных стенок патрубка 1417 выброса, которое обычно имеет длину 1 м (или около того). Влага в газах имеет тенденцию к конденсации из газа на стенках патрубка 1417 выброса, блока 1419 выброса и/или фильтра 1421. Конденсация пара на фильтре 1421 и избыток влаги вдоль патрубка 1417 выброса в результате конденсации влаги на стенках может привести к насыщению фильтра 1421 и вызвать его блокировку. Это потенциально приводит к увеличению обратного давления и препятствует выполнению очистки дыма системой.
Сконденсированная влага из фильтра 1421 может привести к частичной или полной блокировке фильтра 1421, что приведет к увеличению обратного давления и снижению эффективности фильтра из-за блокировки. Это является неблагоприятным, поскольку повышенное обратное давление препятствует выполнению эффективной очистки хирургического дыма системой. Хирургический дым, остающийся в месте операции в пределах хирургической полости или внутри канала системы удаления, может быть опасным для пациента, поскольку хирургический дым содержит несколько потенциальных токсинов, которые могут оседать в хирургической полости или ткани пациента 1405. Обзор хирургов может быть заблокирован или затруднен из-за хирургического дыма, остающегося в месте операции и не удаляемого, что потенциально приводит к опасной рабочей среде для хирургов. Конденсация может частично заблокировать фильтр 1421, что приведет к снижению фильтрации токсинов из хирургического дыма. Это может привести к попаданию потенциально опасных веществ, таких как запахи, хирургический дым и мертвая клеточная материя, в операционное поле. Материалы такого рода могут быть опасными для здоровья и могут привести ко многим проблемам со здоровьем у врачей и пациента.
По меньшей мере, один из вариантов осуществления включает в себя использование того, что применение патрубка 1417 выброса, имеющего паропроницаемую стенку или стенку патрубка, которая содержит паропроницаемый материал, поможет смягчить данную проблему. В частности, вспененный паропроницаемый материал в соответствии с описанным в настоящем документе является особенно подходящим для формирования данного типа канала патрубка 1417 выброса системы инсуффляции, из-за ранее описанных свойств, обсуждаемых в отношении вспененного материала, компонента и дыхательной трубки. Определенный объем влаги из выбрасываемых газов проходит через стенку патрубка 1417 выброса до достижения фильтра 1421, и, следовательно, в газе имеется меньше влаги, которая может конденсироваться из газа и засорить фильтр 1421. Соответственно, патрубок 1417 выброса предпочтительно делается из вспененного материала в соответствии с настоящим документом. Процесс производства дыхательной трубки, подробно описанный ниже, может быть непосредственно применен к трубкам системы инсуффляции, включая входной и выходной (для удаления дыма) патрубки.
Способ производства
Далее делается ссылка на фиг. 15, которая иллюстрирует типовой способ производства паропроницаемого компонента, подходящего для доставки газа, такого как трубка на фиг. 2A и фиг. 2B, или любая другая трубка, обсуждаемая в настоящем документе, в соответствии, по меньшей мере, с одним из вариантов осуществления.
Говоря в общем, способ производства компонента включает в себя смешивание вспенивающего агента с полимерным основным материалом и формирование сжиженной смеси. Допускается высвобождение газовых пузырьков из вспенивающего агента в часть сжиженной смеси, содержащую основной материал. Затем высвобождение газовых пузырьков блокируется, и смесь подвергается затвердеванию с образованием желаемого компонента. Желаемые свойства конечного компонента обсуждаются выше.
По меньшей мере, в одном варианте осуществления процесс, используемый для создания компонента, такого как дыхательная трубка, включает в себя экструдирование расплавленного экструдата 1501 в гофропресс 1503 для формирования желаемого компонента, такого как трубка 1505. В определенных вариантах осуществления полимерный основной материал для экструдата имеет коэффициент диффузии, превышающий 0,75×10-7 см2/с (или около того). Основной материал может обладать следующими характеристиками жесткости: (a) модуль упругости на растяжение, превышающий 15 МПа (или около 15 МПа), который может быть желательным для основных материалов на базе уретанового термопластичного эластомера (или основных материалов на базе TPU, в соответствии с определяемым в ISO 18064:2003(E)); или (b) модуль упругости на растяжение, превышающий 100 МПа (или около 100 МПа), который может быть желательным для основных материалов на базе сополиэфирных термопластичных эластомеров (или основных материалов на базе TPC, в соответствии с определяемым в 18064:2003(E)), таких как основные материалы на базе ARNITEL®. Указанные выше свойства приведены только в качестве примера. Основной материал не обязательно должен обладать этими свойствами для получения вспененного материала с желаемой способностью пропускать пар и жесткостью, и типовые значения модулей не ограничиваются явно основными материалами на базе TPU и TPC.
Было обнаружено, что червячный пресс, такой как червячный пресс Welex, оборудованный винтовой линией с диаметром 30 мм и мундштуком с кольцеобразным соплом 12 мм с зазором 0,5 мм, подходит для быстрого производства трубок с низкой себестоимостью. После выхода из мундштука 1507 с кольцеобразным соплом, расплавленная трубка 1501 может проходить через ряд вращающихся матриц или блоков на гофропрессе 1503. Также было обнаружено, что подходящим является гофропресс, такой как производящийся и поставляемый фирмой UNICOR®. Он формирует гофрированную трубку 1505.
Описанный выше способ приведен только в качестве примера. Также являются подходящими альтернативные способы формирования компонентов, содержащих вспененные материалы, описанные в настоящем документе. Например, другой способ производства паропроницаемого компонента включает в себя экструдирование ленты вспененного материала, наматывание вспененной ленты на сердечник, и запечатывание швов намотанной ленты каплями (такими как капли вспененного материала).
Вспенивание в процессе экструзии может быть выполнено различными способами, включающими в себя физическое вспенивание и химическое вспенивание.
При физическом вспенивании, вспенивающий агент представляет собой инертный газ (например, CO2 или N2), который инъецируется через цилиндр экструдера со скоростью потока и давлением, достаточно высокими для его растворения в расплавленном полимере. Например, могут быть подходящими давление, превышающее 100 бар (или около 100 бар), и поток, составляющий 1% (или около 1%) от скорости потока полимера. Предпочтительно, нуклеирующий агент также вводится в полимер для создания мест для расширения пузырьков пены. Пример такого способа включает в себя использование коммерческого блока Sulzer для инъецирования инертных газов на конце цилиндра экструдера и смешивание газа с помощью статических смесителей до выхода из сопла.
Химическое вспенивание включает в себя добавление химического реагента, который индуцирует реакцию химического разложения (эндотермическую или экзотермическую) при нагревании, посредством чего высвобождаются газы. Газы растворяются в расплаве полимера во время процесса экструзии, поскольку давление в расплаве превышает критическое давление растворимости для газов. Газы выходят из раствора при падении давления, например, при выходе из мундштучной головки (или вскоре после выхода). Вспенивающие агенты действуют как пластификаторы, посредством чего снижается вязкость расплава. Снижение вязкости приводит к снижению давления в расплаве при заданной температуре, скорости сдвига и геометрии мундштучной головки. Соответственно, должна выполняться работа по обеспечению того, что газы не вспениваются раньше времени, посредством поддержания давления в экструдере выше критического давления растворения. Такое давление может поддерживаться путем управления скоростью сдвига в мундштучной головке и/или температурой расплава.
Типовой процесс, подходящий для вспенивания материала в экструдере до гофрирования трубок, включает в себя добавление химического вспенивающего агента в объеме от 0,3 до 1,5% (или от около 0,3 до около 1,5%) по весу к основному полимеру (такому как ARNITEL® VT 3108). Это может быть достигнуто путем непосредственного смешивания порошка вспенивающего агента (такого как HYDROCEROL® CT 671 или его эквивалент) с основным полимером, или путем первоначального смешивания "суперконцентрата" вспенивающего агента (то есть, смеси несущего полимера, такого как полиэтилен, и активного вспенивающего агента (такого как HYDROCEROL® BIH-10E или его эквивалент) при 80/20% или около 80/20% по весу несущего полимера с активным вспенивающим агентом до выдачи смеси в зону подачи цилиндра экструдера. В первом случае порошок вспенивающего агента представляет собой вспенивающий агент. Во втором случае "суперконцентрат" вспенивающего агента представляет собой вспенивающий агент. HYDROCEROL® CT 671 имеет температуру распада 160°C и давление растворимости 60 бар. ARNITEL® VT 3108 имеет температуру плавления 185°C. Следовательно, в данном примере экструзии температуры обработки могут быть снижены на величину от 10 до 20°C (или от около 10 до около 20°C) для предотвращения падения давления ниже критического значения, поскольку падение температуры плавления повышает вязкость.
Скорости сдвига (через скорость экструдера) устанавливаются достаточно высокими для обеспечения того, чтобы давление было выше критического давления, а также для обеспечения того, чтобы вспенивающий агент хорошо перемешивался с расплавленным полимером. После того, как полимер выходит из мундштучной головки, начинает происходить вспенивание и можно увидеть образование пузырьков, и пузырьки расширяются, пока полимер не будет охлажден до точки, в которой силы расширения пузырьков становятся меньше сил, требующихся для деформации расплавленного полимера (например, ниже температуры плавления полимера или ниже температуры активации вспенивающих агентов, при которой реакция вспенивания начинается/заканчивается). Охлаждение начинается, когда полимер входит в гофропресс и отливается на блоки гофропресса. Данные блоки, в свою очередь, охлаждаются водоснабжением гофропресса и формующим вакуумом.
После вспенивания компонент состоит из гофрированной трубки, имеющей вспененные ячеечные пустоты, распределенные по всей толщине стенки компонента. Было обнаружено, что для типового компонента дыхательной трубки размер диаметра пустот, не превышающий 700 мкм (95% уровень значимости) в поперечном направлении, может позволить получить желаемый продукт. Однако полезно, чтобы размер диаметра пустот в поперечном направлении был меньше 700 мкм для предотвращения расширения пустот по всей толщине стенки трубки и создания канала утечки. Например, в некоторых вариантах осуществления размер диаметра пустот в поперечном направлении может не превышать 500 мкм (95% уровень значимости). Также было обнаружено, что размер диаметра пустот в поперечном направлении от 75 до 300 мкм (или от около 75 до около 300 мкм) позволяет получить высококачественный продукт для медицинских контуров. Максимальный размер диаметра пустот в поперечном направлении будет зависеть от минимальной толщины стенки компонента. Например, максимальный размер диаметра пустот в поперечном направлении может быть ограничен менее чем половиной (или около половины) минимальной толщины стенки. Однако максимальный размер диаметра пустот в поперечном направлении может составлять менее одной трети (или около одной трети), менее 30% (или около 30%), или даже менее одной четвертой (или около одной четвертой) минимальной толщины стенки.
Как обсуждалось выше, вспенивающие пузырьки перестают расти с охлаждением материала. Было обнаружено, что быстрое охлаждение приводит к формированию двух зон в толщине стенки. На фиг. 16A и 16B показан экструдированный вспененный материал, содержащий две зоны, в соответствии, по меньшей мере, с одним из вариантов осуществления. Первая зона 1601, толщиной 100 мкм (или толщиной около 100 мкм), формируется как внешняя оболочка вспененного материала с закрытыми ячейками на поверхности, которая контактирует с профилями/блоками гофропресса. В данной зоне средний и максимальный размер пустот меньше, и меньше вероятность того, что в оболочке сформируется канал утечки через стенку. В оставшейся второй зоне 1603 материал охлаждается медленнее, и большие размеры пустот могут привести к открытым ячейкам. Соответственно, по меньшей мере, один из вариантов осуществления включает в себя использование того, что желательным является быстрое охлаждение материала после начала вспенивания при его выходе из мундштучной головки.
Охлаждение трубки является частью процесса гофрирования и происходит после начала ее взаимодействия с блоками гофропресса (металлическими блоками, на которые механически наносится форма профиля). Быстрое охлаждение достигается путем поддержания низкого значения температуры блоков гофропресса, например, 15°C (или около 15°C), с использованием охладителя, такого как вода. Быстрое охлаждение также может быть достигнуто путем изменения температуры плавления на выходе из экструдера (и до соприкосновения с блоками) на температуру, близкую к точке плавления полимера, с тем чтобы расплавленный пластик быстро отвердевал. Это может быть достигнуто посредством создания воздушного зазора между экструдером и гофропрессом, который может быть дополнен охлаждающими газами и/или воздушными струями или жидкой ванной, такой как водяная баня. Быстрое охлаждение также может быть достигнуто путем увеличения вакуумного давления в блоках, в результате чего полимер «засасывается» в металлическую форму очень быстро, и, таким образом, охлаждается до того момента, пока пузырьки полностью расширятся. Одна или более таких методик может быть использована по отдельности или совместно для достижения быстрого охлаждения в различных вариантах осуществления.
Формирование оболочки зависит не только от быстрого охлаждения. Формирование оболочки также зависит от состава материала (такого как уровень вспенивания), скорости экструдера, температуры и давления плавления, промежутка до охлаждения, температуры воды и продолжительности бани, и, наконец, от скорости отвода (механизма, который вытягивает сформированную трубку из экструдера). Быстрое охлаждение зависит в основном от скорости отвода, промежутка и температуры воды.
В результате толщина оболочки может составлять от 5 до 10% (или от около 5 до около 10%) от толщины стенки, например, от 10 до 50 мкм (или от около 10 до около 50 мкм). Как первая, так и вторая зона имеют пустоты. В определенных вариантах осуществления, не более 5% (или около 5%) пустот в первой зоне имеют диаметр, превышающий 100 мкм. Пустоты во второй зоне больше, чем пустоты в первой зоне. Например, в некоторых вариантах осуществления не более 5% (или около 5%) пустот указанной второй зоны вспененного материала имеют диаметр, превышающий 700 мкм.
Далее делается ссылка на фиг. 17, которая описывает типовой способ производства трубки в соответствии, по меньшей мере, с одним из вариантов осуществления. В типовом способе вспенивающий агент сначала смешивается с основным материалом с формированием экструдата, как показано в блоке 1701. Основной материал содержит один или более паропроницаемых термопластичных эластомеров, имеющих коэффициент диффузии, превышающий 0,75×10-7 см2/с (или около 0,75×10-7 см2/с), и модуль упругости на растяжение, превышающий около 15 МПа. Затем к экструдату прилагается давление с использованием экструдера с целью формирования полой трубки, как показано в блоке 1703. Полая трубка доставляется в форму гофропресса, как показано в блоке 1705. Полая трубка охлаждается в форме гофропресса, посредством чего допускается высвобождение газовых пузырьков из части экструдата, образованной вспенивающим агентом, как показано в блоке 1707. Наконец, охлажденная трубка вынимается из гофропресса, как показано в блоке 1709, посредством чего формируется трубка, содержащая твердый термопластичный эластомер и пустоты, сформированные газовыми пузырьками. В данном примере получаемая в результате трубка имеет толщину стенки от 0,1 до 3,0 мм (или от около 0,1 до около 3,0 мм). И максимальный размер пустот составляет менее одной трети (или около одной трети) от минимальной толщины стенки, и доля пустот в гофрированной трубке превышает 25% (или около 25%).
Измерения
Выше приведены характеристики, включающие в себя модуль, долю пустот, массу, диаметр, толщину и диффузивность. Ниже приведены предпочтительные способы измерения данных характеристик. Все измерения проводятся при комнатной температуре (23°C или около того).
A. Модуль
Измерения прочности при растяжении проводились для определения взаимосвязи усилия и растяжения вспененных гофрированных трубок при постоянном расширении. Было определено, что взаимосвязь обычно линейна вплоть до 10% расширения. Машина для проверки прочности на разрыв (Instron), оборудованная 500Н датчиком усилия, была использована для проведения данного эксперимента, и образцы гофрированных трубок длиной 200 мм были использованы в качестве испытываемых образцов.
(Численная) модель 2D осесимметричного конечного элемента была использована для получения значений модуля Юнга на основании эксперимента. Геометрия данной модели была сконструирована на основании измерений гофрированных трубок. Модель включает в себя линейно-упругое поведение материала (по закону Гука) для анализа модуля (E). Использование линейно-упругих материалов в модели оправдано в условиях небольшого расширения. Модель была закреплена на одном конце и вытягивалась с другого конца с постоянной нагрузкой для моделирования поведения, аналогичного тому, которое можно увидеть в машине Instron. Значения расширения при различных модулях (E) извлекались из модели, и данные модели сравнивались с данными в эксперименте Instron в соответствии со следующим равенством:
где
F представляет собой силу
L представляет собой длину образца,
ε представляет собой расширение.
Модуль выбирался как значение, которое соответствует данному равенству между моделью и экспериментом. Проверочный эксперимент проводился с использованием гофрированной трубки с известным модулем, и результаты хорошо согласовывались с численной моделью.
B. Измерение доли пустот
Доля пустот (Φν) образца вспененного полимера определяется в формуле (1) как:


где ρ(S) - плотность образца вспененного полимера, и ρ(P) - плотность соответствующего невспененного полимера. Примерами двух методов измерения ρ(S) являются метод выталкивающей силы и метод вытеснения, описанные ниже.
Метод выталкивающей силы включает в себя измерение массы образца, подвешенного в воздухе (M1), и затем - измерение массы образца, подвешенного в жидкости с известной низкой плотностью (M2), такой как гептан. Плотность образца вспененного полимера может быть рассчитана в соответствии с формулой (2) следующим образом:

где ρF представляет собой плотность жидкости подвеса. Метод выталкивающей силы подходит для небольших образцов, когда плотность образца больше плотности жидкости подвеса. Например, если в качестве жидкости подвеса используется гептан, данный метод подходит для образцов вспененного ARNITEL®, имеющих долю пустот, меньшую 45%.
Метод вытеснения включает в себя вычисление объема образца путем измерения объема жидкости, который он вытесняет. С использованием цифрового высотомера измеряется высота отметок на пустом градуированном цилиндре. Это дает откалиброванную связь между высотой и объемом. Затем в цилиндр помещается жидкость, и определяется высота жидкости в цилиндре путем измерения до низа вогнутого мениска или до верха вогнутого мениска. Это дает начальный объем (V1). Затем образец вспененного полимера с известной сухой массой (М1) помещается в жидкость, и опять определяется высота жидкости в цилиндре. Это дает конечный объем (V2). Плотность образца вспененного полимера вычисляется в соответствии с формулой (3):
Несмотря на то, что в методе вытеснения требуется образец больших размеров для получения достаточной точности, он позволяет измерять образцы меньшей плотности, поскольку образец может быть погружен и может удерживаться на месте.
C. Масса
Все массы были получены с использованием настроечных эталонных микровесов Vibra AJ-420 CE компании Shinko Denshi Co. (Plant #504068).
D. Толщина и диаметр
Толщина и/или диаметр образцов могут быть получены следующим образом.
Для трубчатых образцов для измерения диаметров может быть использован цифровой штангенциркуль Mitutoyo (модель CD-8 CSX). Диаметры образцов могут быть измерены во множестве точек, и простое среднее данных измерений может быть взято в качестве диаметра образца.
Для пленочных образцов толщина может быть получена во множестве точек с использованием микрометра со шкалой с нониусом Mitutoyo D(0-25 мм) RH NEO MODELSHOP. Опять простое среднее берется в качестве толщины образца.
Для измерения толщины гофрированного трубочного образца трубка может быть разрезана на сечения, и множество измерений может быть выполнено с использованием цифрового штангенциркуля в различных положениях вдоль профиля. Может быть рассчитана средняя толщина, взвешенная по площади. В качестве альтернативы откалиброванный микроскоп, такой как микроскоп Meiju Techno, также может быть использован для измерения толщины гофрированного трубочного образца. Метод может включать в себя выполнение множества измерений (обычно более 90) максимальной и минимальной толщины вдоль длины трубки в различных положениях на окружности. Это достигается путем разрезания трубки пополам, но вдоль винтовой траектории, которая покрывает 45 рифлений на поворот винта.
E. Диффузивность
Зависящая от времени сорбция и десорбция воды полимерными системами представляет собой функцию диффузивности воды в полимере. В работе Crank J. The mathematics of diffusion. 2nd ed. Oxford: Clarendon Press; 1975 представлено подробное описание того, каким образом экспериментальные данные могут быть проанализированы для получения коэффициента диффузии воды в полимере. Страницы 46-49, 60, 61 и 72-75 работы Кранка (Crank) настоящим включены в данный документ посредством ссылки.
Согласно Кранку, в случае, когда коэффициент диффузии D постоянен, десорбция/абсорбция воды в образце толщиной определяется формулой 4.

где:
 представляет собой относительную потерю или увеличение массы
представляет собой относительную потерю или увеличение массы
M(t)=m(t)-m(0), в граммах
M(∞)= m(∞)-m(0), в граммах
m(0) представляет собой массу в момент времени=0, в граммах
m(t) представляет собой массу в момент времени=t, в граммах
m(∞) представляет собой массу образца через очень большой промежуток времени, в граммах
n представляет собой n-й член в бесконечной сумме

D представляет собой коэффициент диффузии, см2/с
t представляет собой время, с, и
21 представляет собой толщину образца, см.
В формуле 4 первая степень для n=1 (то есть, с A1 и β1) становится доминирующим членом для значений  >0,4.
>0,4.
Альтернативное представление для получается путем решения уравнения диффузии с использованием преобразований Лапласа. Результат приведен в работе Кранка и воспроизведен ниже:

где
 , и
, и
erfc(x) представляет собой дополнительную функцию ошибок от x.
В небольшие интервалы времени для значений <0.4, только член  внутри фигурных скобок {-} вносит наибольший вклад. В формуле (7) предполагается, что графики в зависимости от
внутри фигурных скобок {-} вносит наибольший вклад. В формуле (7) предполагается, что графики в зависимости от  будут представлять собой прямые с наклоном, равным
будут представлять собой прямые с наклоном, равным  .
.
На фиг. 18 показана идеализированная кривая сорбции/десорбции с постоянным коэффициентом диффузии D=3,0×10-7 см2/с и l=0,075 см. Кривые в реальных экспериментах, как показано на фиг. 19, отличаются от идеализированной кривой. По сравнению с идеализированной кривой, относительное изменение массы на экспериментальных кривых выглядит отстающим по времени, и итоговые экспериментальные кривые являются сигмоидными. Сигмоидная форма получается, когда десорбция воды из пленки ограничивается скоростью испарения на поверхностях пленки. Это математически описывается граничным условием в формуле (8) на поверхности материала.

где
C0 представляет собой концентрацию в пленке, которая была бы при равновесии с внешней средой, г/см3
Cs представляет собой концентрацию воды непосредственно внутри поверхности, г/см3, и
α представляет собой константу, относящуюся к скорости испарения на поверхности, см/с.
С испарением аналог формулы (1) может быть представлен в соответствии с формулой (9).

где

и βη представляет собой решение уравнения L=β ntan(β n) (11)
Опять, при больших периодах времени, когда  0,4, в формуле (9) доминирует первая экспонента (n=1), с A1 и β1. При увеличении α
и, следовательно L, An и βn редуцируются до определений в формулах (5) и (6).
0,4, в формуле (9) доминирует первая экспонента (n=1), с A1 и β1. При увеличении α
и, следовательно L, An и βn редуцируются до определений в формулах (5) и (6).
По причине наличия сильной связи между β, L и D в формуле (9), также может быть желательным выведение D из данных для небольших значений времени. В случае идеальной диффузии коэффициент диффузии D извлекался путем изучения экспериментальных данных для небольших значений времени с использованием формулы (7). Соответствующая формула для формулы (7) с граничным условием, заданным формулой (8) в работе Кранка, не приведена. Соответственно, решения преобразований Лапласа были выведены через члены n=2. Для значений  0,4, формула (12) дает очень точное приближение действительных результатов.
0,4, формула (12) дает очень точное приближение действительных результатов.

члены более высоких порядков
При небольших значениях времени члены высоких порядков небольшие, и ими можно пренебречь.
С использованием приведенного выше вывода, типовой способ расчета диффузивности представлен следующим образом:
1. Сбор экспериментальных данных по  (относительному уменьшению или увеличению массы) с течением времени (t) в секундах. Для эксперимента по десорбции это выполняется путем первоначального уравновешивания образца с известным сухим весом с водяным паром при контролируемой RH и последующего измерения веса образца в различные моменты времени, включая его первоначальное значение m(0). Измерения выполняется до тех пор, пока вес не перестанет изменяться, m(∞). Все измерения выполняются при продувании сухого воздуха над образцом со скоростью от 10-30 л/мин (или около 10-30 л/мин) для сокращения влияния эффекта испарения на экспериментальные наблюдения.
(относительному уменьшению или увеличению массы) с течением времени (t) в секундах. Для эксперимента по десорбции это выполняется путем первоначального уравновешивания образца с известным сухим весом с водяным паром при контролируемой RH и последующего измерения веса образца в различные моменты времени, включая его первоначальное значение m(0). Измерения выполняется до тех пор, пока вес не перестанет изменяться, m(∞). Все измерения выполняются при продувании сухого воздуха над образцом со скоростью от 10-30 л/мин (или около 10-30 л/мин) для сокращения влияния эффекта испарения на экспериментальные наблюдения.
2. Вычисление граммов воды на грамм сухого полимера (W%) в каждый момент времени. По этим данным и другим экспериментам вычисляется значение l(t) в каждый момент времени, при этом 2l(t) представляет собой толщину образца в см.
3. Выбор начальных значений (или первых оценок) L и D.
4. Определение функции G(f), выведенной из формулы (12) в соответствии с формулой (13):

5. Вычисление значений G(t) с использованием начальных оценок L и D.
6. Построение графика G(t) в зависимости от  и, по наклону первых четырех точек данных, вычисление сравнительного значения для D с использованием формулы (14):
и, по наклону первых четырех точек данных, вычисление сравнительного значения для D с использованием формулы (14):
7. С использованием начального значения L на шаге 3, повторяются шаги 5 и 6 до сходимости D. Это определяет D и L как входные параметры для последующих шагов.
8. С использованием значения L с шага 3 вычисление первых шести корней βη (n=1…6) согласно формуле (11).
9. Из эксперимента, вычисление значения
в каждый момент времени t. Из формулы (9) в большие моменты времени, формула (15) эквивалентна соотношению, заданному ниже в формуле (16):

10. Соответственно, значения, рассчитанные согласно формуле (15), наносятся на график зависимости от  .
.
11. По наклону данного графика в диапазоне  и по значению β1, рассчитанному на шаге 8, может быть вычислено новое значение D с использованием формулы (16).
и по значению β1, рассчитанному на шаге 8, может быть вычислено новое значение D с использованием формулы (16).
12. Настройка значения L на шаге 3 и повторение шагов 4-11 до тех пор, пока значение D на шаге 11 и значение D на шаге 7 не станут одинаковыми. Это задает уникальные значения для L и D, которые удовлетворяют и формуле (9), и формуле (12).
13. Запись значений D, L, A1 и βn для n=1…6. Расчет полной кривой с использованием формулы (9) и вычисление и запись R2 для подбора кривой. На фиг. 20 показаны результаты указанного выше способа вычисления для трубки для детей из вспененного полимера. Трубка содержит образец MB-27 6% с долей пустот 52%, при скорости потока 16,7 л/мин, RH=100%, D=1,228×10-6 см2/с, и L=3,5697. R2 для подобранной кривой составило 0,9998.
Приведенное выше описание изобретения включает в себя его предпочтительные формы. В нем могут быть сделаны модификации без отклонения от объема изобретения. Специалистам в данной области техники, к которым относится описание, будут ясны многие изменения в конструкции и сильно отличающиеся варианты осуществления и применения, без отклонения от объема изобретения, в соответствии с определенным в прилагаемой формуле изобретения. Изложения и описания в настоящем документе являются исключительно иллюстративными, и не предполагается, что они являются ограничивающими в каком-либо смысле.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЗЕЛ УВЛАЖНИТЕЛЯ И СПОСОБ ОБЕСПЕЧЕНИЯ ВЛАГОЙ ПОДАВАЕМОГО ГАЗА В СИСТЕМЕ ПОДДЕРЖАНИЯ ДАВЛЕНИЯ | 2014 |
|
RU2677056C2 |
| СИСТЕМА И СПОСОБ ДЛЯ ИНСУФФЛЯЦИИ И ЭКССУФФЛЯЦИИ СУБЪЕКТА | 2011 |
|
RU2606663C2 |
| ЛЕЧЕБНО-ПРОФИЛАКТИЧЕСКИЙ ДЫХАТЕЛЬНЫЙ АППАРАТ (ВАРИАНТЫ) | 2021 |
|
RU2779878C1 |
| ПЕДИАТРИЧЕСКАЯ ОБЩЕЛИЦЕВАЯ МАСКА | 2013 |
|
RU2635467C2 |
| АППАРАТ ИСКУССТВЕННОЙ ВЕНТИЛЯЦИИ ЛЕГКИХ С ИНТЕГРИРОВАННОЙ ВОЗДУХОДУВКОЙ | 2011 |
|
RU2585137C2 |
| ИНТЕРФЕЙСНОЕ УСТРОЙСТВО ПОЛЬЗОВАТЕЛЯ, ОБЕСПЕЧИВАЮЩЕЕ УЛУЧШЕННОЕ ОХЛАЖДЕНИЕ КОЖИ | 2013 |
|
RU2647153C2 |
| СПОСОБ И СИСТЕМА ДЛЯ ВВЕДЕНИЯ ЛЕГОЧНОГО СУРФАКТАНТА ПУТЕМ ПУЛЬВЕРИЗАЦИИ | 2014 |
|
RU2671205C2 |
| АДАПТЕР ДЫХАТЕЛЬНОГО КОНТУРА И СИСТЕМА ПРОКСИМАЛЬНОЙ ДОСТАВКИ АЭРОЗОЛЯ | 2009 |
|
RU2463084C2 |
| КОНСТРУКТИВНЫЕ УЛУЧШЕНИЯ ДЫХАТЕЛЬНОГО ПРИСПОСОБЛЕНИЯ | 2011 |
|
RU2556520C2 |
| ДЫХАТЕЛЬНЫЕ УСТРОЙСТВА | 2005 |
|
RU2394603C2 |



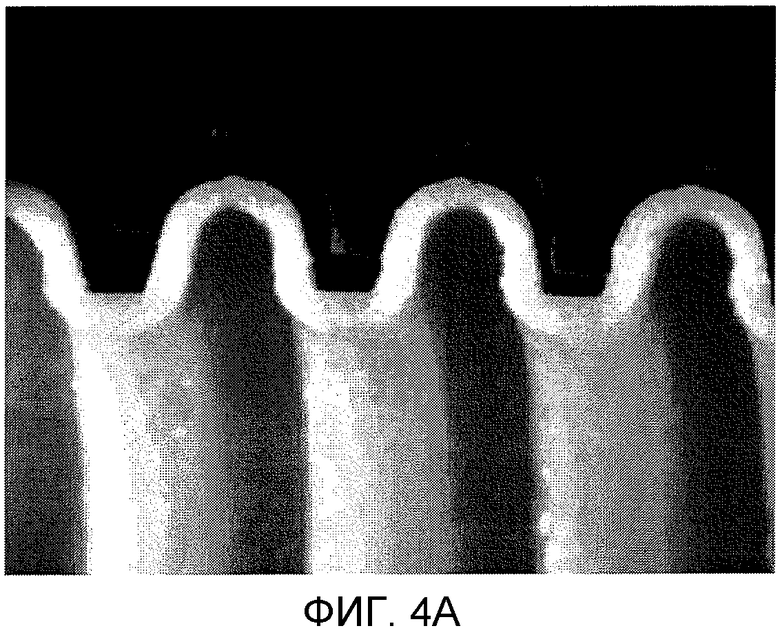






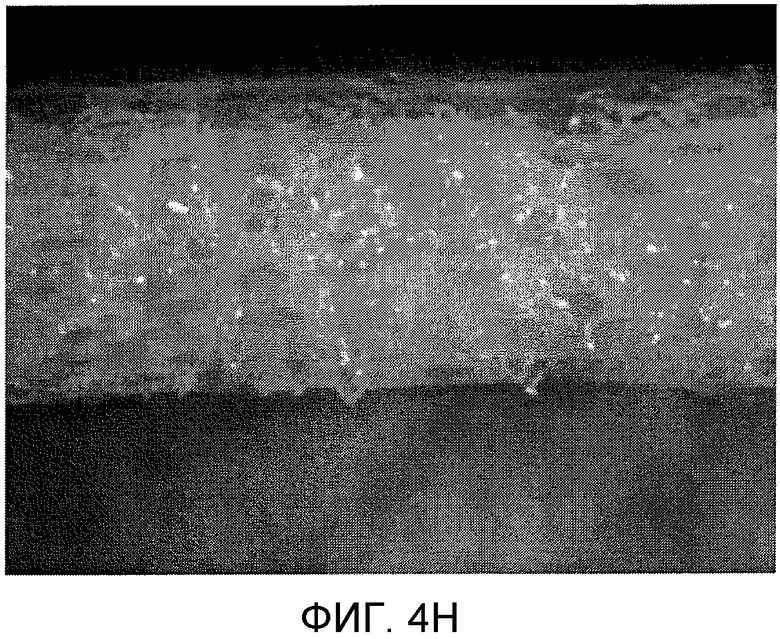

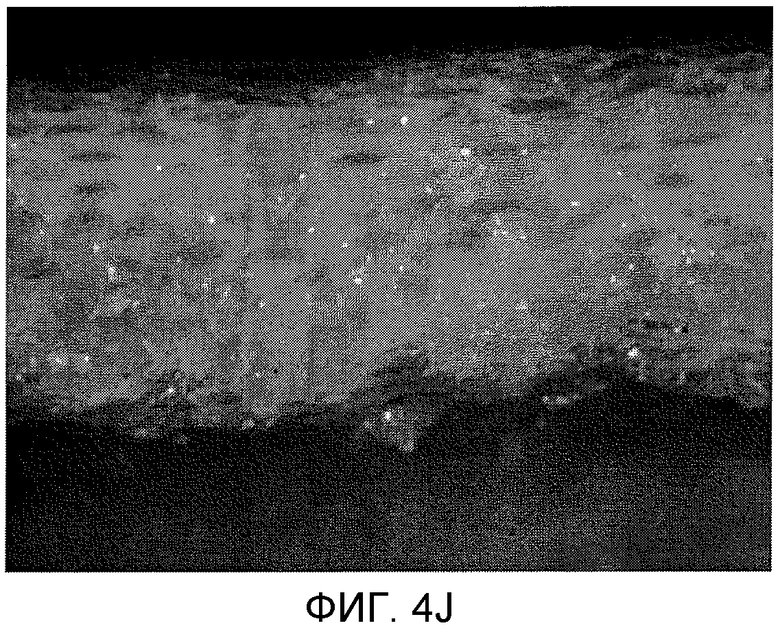






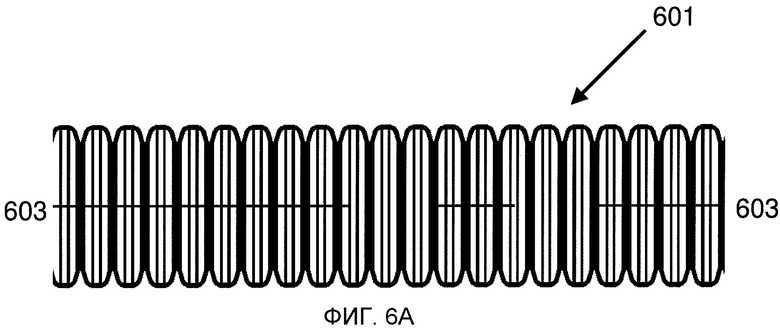
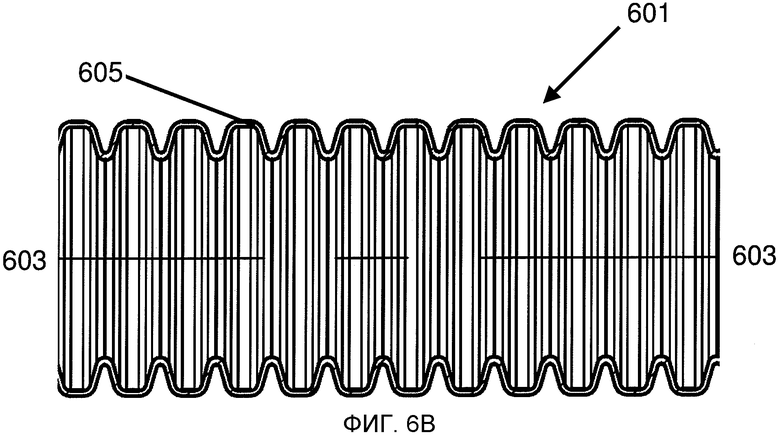








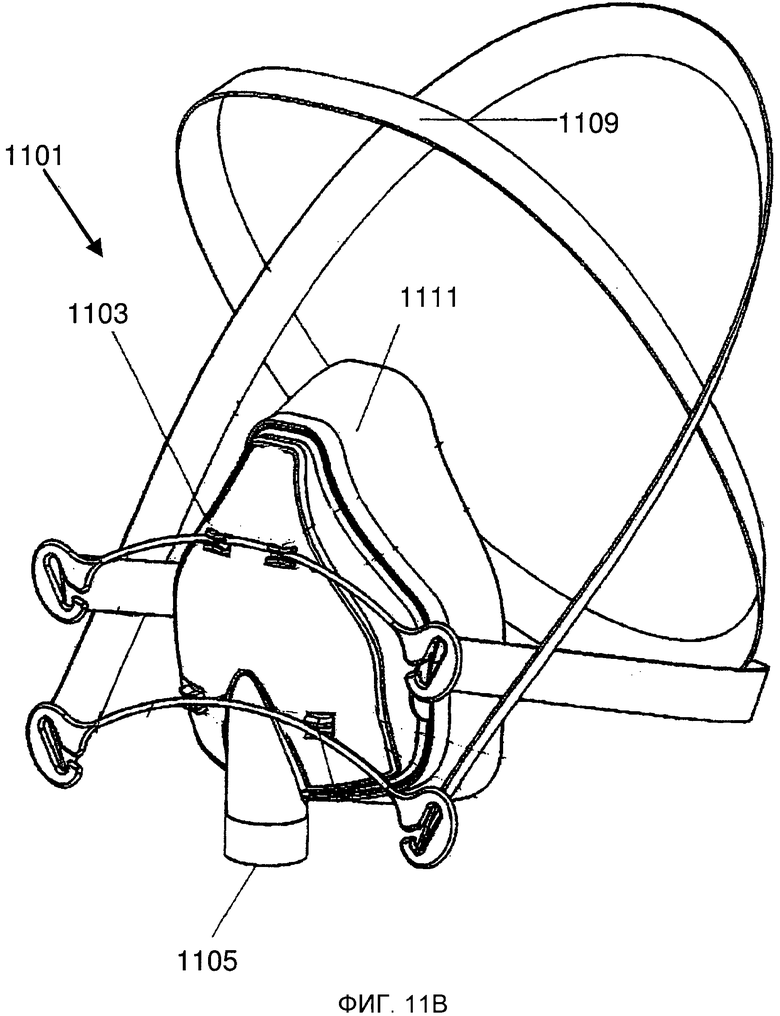

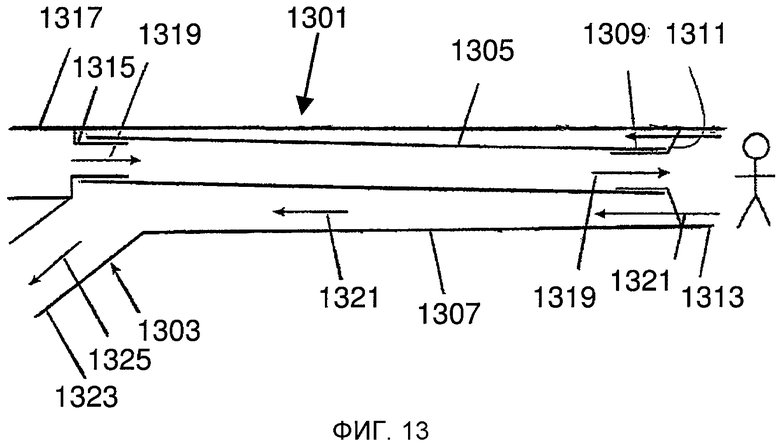
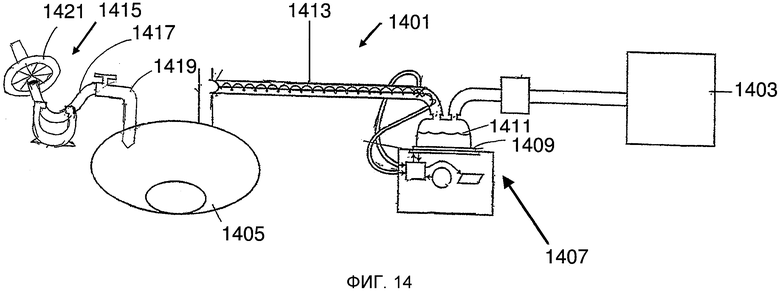






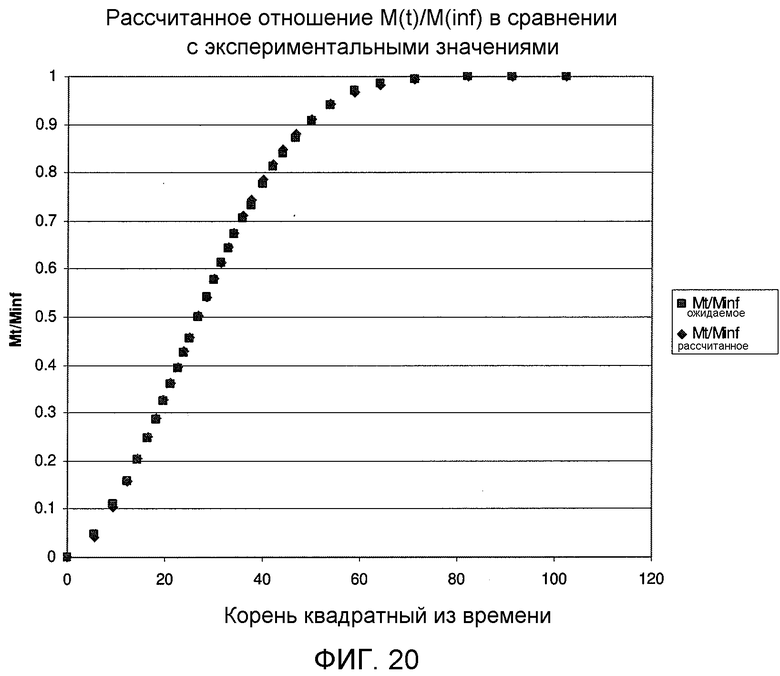
Изобретение относится к медицинской технике. Компоненты патрубка выдоха включают в себя паропроницаемые вспененные материалы, которые являются проницаемыми для водяного пара и, по существу, непроницаемыми для жидкой воды и объемного потока газов. Канал патрубка из вспененного полимера включает термопластичный эластомерный материал и ячеечные пустоты, распределенные внутри твердого материала. Изобретение позволяет увеличить прочность стенки патрубка при приемлемой паропроницаемости. 23 з.п. ф-лы,4 табл., 20 ил.
1. Патрубок выдоха для дыхательного контура для переноса увлажненных газов, выдыхаемых пациентом, при этом патрубок выдоха содержит:
входное и выходное отверстия; и
канал из вспененного полимера, который является проницаемым для водяного пара и, по существу, непроницаемым для жидкой воды и объемного потока газа, при этом канал из вспененного полимера обеспечивает течение увлажненного газа от входного отверстия к выходному отверстию в пределах пространства, ограниченного каналом,
при этом канал из вспененного полимера включает в себя твердый термопластичный эластомерный материал и ячеечные пустоты, распределенные внутри твердого материала.
2. Патрубок по п. 1, в котором канал из вспененного полимера имеет коэффициент диффузии, превышающий 3×10-7 см2/с.
3. Патрубок по п. 1, в котором, по меньшей мере, некоторые ячеечные пустоты соединены с другими ячеечными пустотами, посредством чего формируются открытые ячеечные дорожки, способствующие движению водяного пара по каналу из вспененного полимера.
4. Патрубок по п. 2, в котором по меньшей мере, 10% ячеечных пустот соединено с другими ячеечными пустотами.
5. Патрубок по п. 3, в котором по меньшей мере, 20% ячеечных пустот соединено с другими ячеечными пустотами.
6. Патрубок по любому из пп. 1-4, в котором канал из вспененного полимера является экструдированным.
7. Патрубок по п. 1, в котором канал из вспененного полимера является гофрированным.
8. Патрубок по п. 1, дополнительно включающий в себя множество ребер жесткости, расположенных по окружности вокруг внутренней поверхности канала из вспененного полимера, примыкающих к пространству, ограниченному каналом, и в основном, продольно выровненных вдоль длины канала из вспененного полимера между впускным и выпускным отверстиями.
9. Патрубок по п. 1, дополнительно включающий в себя нагревательный провод, в основном, продольно выровненный вдоль длины канала из вспененного полимера между впускным и выпускным отверстиями.
10. Патрубок по п. 1, в котором канал из вспененного полимера имеет долю пустот, превышающую 25%.
11. Патрубок по п. 1, в котором, по меньшей мере, 80% пустот сплющено вдоль продольной оси канала и имеет соотношение продольной длины и поперечной высоты, превышающее 2:1.
12. Патрубок по п. 10, в котором, по меньшей мере, 80% пустот сплющено вдоль продольной оси канала и имеет соотношение продольной длины и поперечной высоты, превышающее 3:1.
13. Патрубок по п. 1, в котором канал из вспененного полимера имеет толщину стенки от 0,1 мм до 3,0 мм.
14. Патрубок по п. 1, в котором средний размер пустот в поперечном направлении меньше чем 30% от толщины стенки канала из вспененного полимера.
15. Патрубок по п. 13, в котором средний размер пустот в поперечном направлении меньше чем 10% от толщины стенки канала из вспененного полимера.
16. Патрубок по п. 1, в котором проницаемость Р канала из вспененного полимера в г-мм/м2/день составляет, по меньшей мере, 60 г-мм/м2/день при измерении в соответствии с процедурой A ASTM Е96 (с применением метода осушения при температуре 23°C и относительной влажности 90%), и удовлетворяет формуле:
Р>ехр{0,019[ln(М)]2-0,7 ln(М)+6,5},
где М представляет собой модуль упругости вспененного полимера в МПа, и М находится в диапазоне от 30 до 1000 МПа.
17. Патрубок по п. 1, в котором канал из вспененного полимера дополнительно имеет внешнюю обшивку, в которой ячеечные пустоты представляют собой закрытую ячейку.
18. Патрубок по п. 1, в котором канал из вспененного полимера является достаточно жестким для того, чтобы канал из вспененного полимера мог сгибаться вокруг металлического цилиндра диаметром 25 мм без перегибов или разрушений, в соответствии с тестом на повышение сопротивления потоку при сгибе согласно ISO 5367:2000(Е).
19. Патрубок по п. 1, при этом канал из вспененного полимера выполнен с возможностью размещения между вентилятором и пациентом и выполнен с возможностью доставки увлажненного газа от пациента к вентилятору.
20. Патрубок по п. 1, в котором канал из вспененного полимера включает в себя, по меньшей мере, 80% длины патрубка выдоха.
21. Патрубок по п. 1, в котором канал из вспененного полимера переносит водяной пар от увлажненных газов в пределах канала в окружающую воздушную среду, посредством чего снижается образование конденсата в пределах канала.
22. Патрубок по п. 1, в котором канал из вспененного полимера включает в себя смесь полимеров.
23. Патрубок по п. 1, в котором паропроницаемый вспененный материал включает в себя термопластичный эластомер с полиэфирным мягким сегментом.
24. Патрубок по п. 1, в котором паропроницаемый вспененный материал включает в себя сополиэфирный термопластичный эластомер с полиэфирным мягким сегментом.
| US6203534B1, 20.03.2001 | |||
| US7140366B2, 28.11.2006 | |||
| Подшипниковый узел карданного вала | 1987 |
|
SU1516643A1 |
| ДЫХАТЕЛЬНАЯ ТРУБКА ДЛЯ ПЛОВЦА | 2002 |
|
RU2231473C1 |

