Изобретение относится к химической промышленности, а именно к ваннам для холодных гальванических производств с рабочими электролитами, имеющими нейтральную, щелочную и кислую среду, а также к промывочным ваннам гальванопроизводства, емкостям для сброса, хранения и переработки агрессивных жидкостей и отходов.
Известны ванны для гальванических производств, содержащие металлический корпус и внутреннее защитное покрытие - вкладыш, выполненный из термопласта, например, пластиката или винипласта: авторские свидетельства №983153, 1416530, 1477788; основным недостатком их является размеронестабильность, приводящая к «короблению» защитного вкладыша. При локальном повреждении защитного покрытия требуется сложный ремонт.
Наиболее близким к изобретению по технической сущности является ванна для гальванического производства и способ ее изготовления (патент РФ №2404295 от 20.11.10 г.) Известная ванна включает металлический корпус с внутренним защитным покрытием, выполненным в виде слоя базальтопластика и нанесенной на него хлорвиниловой эмали, включающей базальтовый наполнитель. Способ включает формирование внутреннего покрытия на металлическом корпусе, при этом защитное покрытие формируют путем накладывания базальтоткани на сырую эпоксидную шпатлевку, предварительно нанесенную на внутреннюю поверхность корпуса с нахлестом в местах сварных швов, пропиткой нахлестов упомянутой шпатлевкой и последующего нанесения хлорвиниловой эмали, включающей базальтовый наполнитель.
Недостатком указанной конструкции является то, что в процессе эксплуатации в агрессивных средах наблюдается «меление» хлорвиниловой эмали и диффузия агрессивной среды на границу «эпоксидная грунт-шпатлевка - базальтовый наполнитель», что приводит к разрушению защитного покрытия и, соответственно, к сокращению срока эксплуатации конструкции ванны.
Технической задачей данного изобретения является обеспечение эффективной защиты ванны от коррозии, простоты изготовления, транспортировки и ремонта ванны или емкости любых размеров и при наличии любых отверстий для ввода-вывода агрессивных жидкостей и реагентов.
Технический результат достигается тем, что защитное покрытие формируют путем выкладывания на внутренней поверхности ванны поливинилхлоридной ленты с липким слоем, представляющим собой композицию из поливинилхлоридной смолы и пластификатора, например, по ТУ 2245-001-00203312-2003, при этом сначала выкладывают ленту на сварные швы корпуса ванны, на которые предварительно наносится клей БФ-4 с добавлением протекторного наполнителя в количестве 25-30 мас. ч. на 100 мас. ч. клея, причем в качестве протекторного наполнителя используется ультрадисперсный цинк, затем выкладывают поливинилхлоридную ленту с липким слоем на всю поверхность ванны, перекрывая стыки предыдущих слоев последующими слоями ленты.
Химически стойкое многослойное покрытие образуется выкладкой поливинилхлоридной ленты с липким слоем. Поливинилхлоридная лента с липким слоем представляет собой пленку-основу, изготовленную из ПВХ композиции вальцево-каландровым способом, с нанесенным на одну сторону клеевым слоем, разрезанную на полосы определенной толщины. Поливинилхлоридная лента с липким слоем не имеет отверстий, пузырьков, трещин, пропусков клеевого слоя по всей своей площади и надрывов на кромках. Клеевой слой при перемотке рулона не отслаивается и не переходит на другую сторону ленты. Поверхность рулона гладкая. В результате выкладки поливинилхлоридной ленты с липким слоем на всю поверхность ванны получают защитное покрытие, стойкое к агрессивным средам, практически не требующее ремонтных работ. Температурный диапазон эксплуатации ленты в статических условиях от -30 до +30°С.
Клей БФ-4 с добавлением ультрадисперсного цинка обладает высокими адгезивными свойствами, создает на поверхности швов химически стойкую пленку, обеспечивая тем самым стойкость сварных швов от химического воздействия.
В таблице показаны экспериментальные данные зависимости параметров клея БФ-4 от количества наполнителя - ультрадисперсного цинка.
Как видно из таблицы, по совокупности наиболее эффективной является рецептура с использованием 25-30 мас. ч. ультрадисперсного цинка на 100 мас. ч. клея БФ-4, который совместим с ПВХ-материалом.
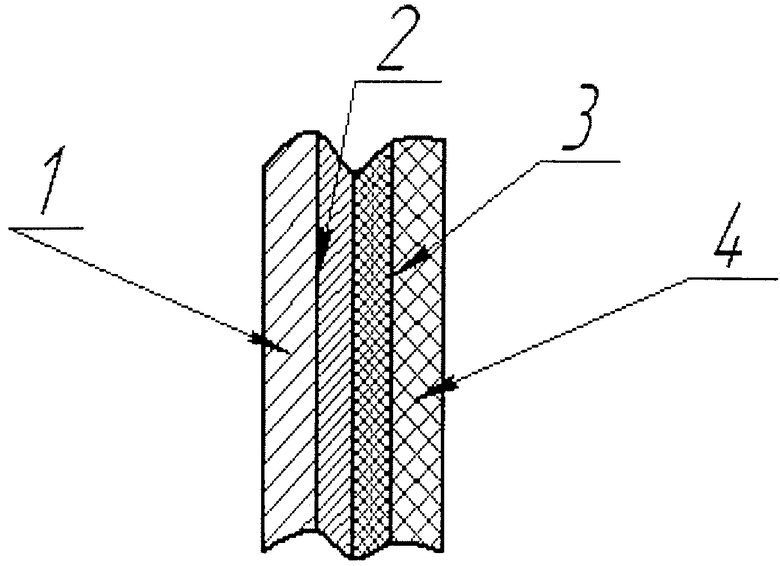
На фиг. показана разработанная схема защитного покрытия, где приняты следующие обозначения:
1 - металлический корпус ванны,
2 - сварной шов,
3 - клей БФ-4 (с ультрадисперсным цинком),
4 - поливинилхлоридный материал (7 слоев δ=4-5 мм суммарно).
Пример изготовления защитного покрытия
На сварные швы 2 металлического корпуса ванны 1, предварительно очищенные от коррозии, наносят кистью два слоя клея 3 (клея БФ-4 с добавлением ультрадисперсного цинка), сушат до полного высыхания в течение 1 часа при температуре от 15 до 35°С. Далее на подготовленную поверхность сварных швов 2 приклеивают поливинилхлоридную ленту с липким слоем 4 по 200-300 мм до сварного шва 2 с каждой стороны, без стыка в сварном шве, далее выкладывают поливинилхлоридную ленту с липким слоем 4 на всю поверхность ванны 1 в 7 слоев (δ=4-5 мм суммарно), каждый последующий слой перекрывает стыки предыдущего. Сушат покрытие не менее 24 часов.
Изобретение позволяет обеспечить эффективную защиту ванны от коррозии, повторять любую геометрию внутренних поверхностей ванны - днища и боковых стенок, простоту исполнения, снижает технологический цикл изготовления покрытия, ремонта ванны или емкости любых размеров, при наличии любых отверстий для ввода-вывода агрессивных жидкостей и реагентов и повышает технический уровень производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАННА ДЛЯ ГАЛЬВАНИЧЕСКИХ ПРОИЗВОДСТВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2496926C1 |
| ВАННА ДЛЯ ГАЛЬВАНИЧЕСКИХ ПРОИЗВОДСТВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2404295C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ | 2000 |
|
RU2180071C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И РЕМОНТА ТРАВИЛЬНЫХ ВАНН НЕПРЕРЫВНЫХ ТРАВИЛЬНЫХ АГРЕГАТОВ | 2009 |
|
RU2409459C1 |
| РУЛОННЫЙ МАСТИЧНЫЙ МАТЕРИАЛ | 2008 |
|
RU2379575C2 |
| КЛЕЙ ДЛЯ ЛИПКИХ ЛЕНТ | 2001 |
|
RU2196794C2 |
| АНТИКОРРОЗИОННЫЙ СОСТАВ ДЛЯ ПОКРЫТИЙ | 2008 |
|
RU2378305C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ КРИСТАЛЛОВ | 1992 |
|
RU2035086C1 |
| ПОКРЫВНОЙ СОСТАВ ДЛЯ ЗАЩИТЫ МЕТАЛЛА ОТ КОРРОЗИИ | 2008 |
|
RU2378304C1 |
| КЛЕЙ ДЛЯ ЛИПКИХ ЛЕНТ | 2003 |
|
RU2244729C1 |
Изобретение относится к области машиностроения и может быть использовано при изготовлении ванны для гальванических производств с рабочими электролитами, имеющими нейтральную, щелочную и кислую среду, работающим при температуре от -30 до +30°С, а также к промывочным ваннам гальванопроизводства, емкостям для сброса, хранения и переработки агрессивных жидкостей и отходов. Способ включает формирование внутреннего защитного покрытия на металлическом корпусе. Защитное покрытие формируют путем выкладывания на внутренней поверхности ванны поливинилхлоридной ленты с липким слоем, представляющим собой композицию из поливинилхлоридной смолы и пластификатора. При этом сначала выкладывают ленту на сварные швы корпуса ванны, на которые предварительно наносится клей БФ-4 с добавлением протекторного наполнителя в количестве 25-30 мас .ч. на 100 мас. ч. клея, причем в качестве протекторного наполнителя используется ультрадисперсный цинк, затем выкладывают поливинилхлоридную ленту с липким слоем на всю поверхность ванны, перекрывая стыки предыдущих слоев последующими слоями ленты. Технический результат: обеспечение эффективной защиты ванны от коррозии, простоты изготовления и ремонта ванны любых размеров при наличии различных отверстий для ввода-вывода агрессивных реагентов. 1 ил., 1 табл., 1 пр.
Способ изготовления ванны для гальванических производств, включающий формирование внутреннего защитного покрытия на металлическом корпусе, отличающийся тем, что защитное покрытие формируют путем выкладывания на внутренней поверхности ванны поливинилхлоридной ленты с липким слоем, представляющим собой композицию из поливинилхлоридной смолы и пластификатора, при этом сначала выкладывают ленту на сварные швы корпуса ванны, на которые предварительно наносят клей БФ-4 с добавлением протекторного наполнителя в количестве 25-30 мас .ч. на 100 мас. ч. клея, причем в качестве протекторного наполнителя используют ультрадисперсный цинк, затем выкладывают поливинилхлоридную ленту с липким слоем на всю поверхность ванны с перекрытием стыков предыдущих слоев последующими слоями ленты.
| ВАННА ДЛЯ ГАЛЬВАНИЧЕСКИХ ПРОИЗВОДСТВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2404295C1 |
| ВАННА ДЛЯ ГАЛЬВАНИЧЕСКИХ ПРОИЗВОДСТВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2496926C1 |
| Электролитическая ванна | 1981 |
|
SU983153A1 |
| FR 2852332 A1, 17.09.2004 | |||

