Изобретение относится к способам изготовления труб с внутренним защитным покрытием и может быть использовано при строительстве и ремонте трубопроводов различного назначения, транспортирующих химически агрессивные среды.
В настоящее время важной проблемой при строительстве трубопроводов с внутренним защитным покрытием является соединение труб сваркой, но при этом требуется полное сохранение антикоррозионного покрытия, прилегающего к месту сварного соединения. В связи с этим разрабатываются различные конструкции труб с внутренним антикоррозионным покрытием, обеспечивающие соединение их методом сварки.
Известен способ нанесения защитного покрытия на внутреннюю поверхность трубы (пат. 2137976 РФ МПК6 F 16 L 58/08, 1999). По этому способу внутри концов трубы размещают свернутые в обечайки коррозионно-стойкие металлические листы, имеющие внутренние отбортовки. Создают из них патрубки с внутренними фланцами соединением электродуговой сваркой продольных кромок лент по длине их контакта с металлом трубы и части длины отбортовок, равной толщине покрытия, а затем несваренные части фланцев патрубков разбортовывают за концы нанесенного покрытия. Сформированные патрубки дополнительно закрепляют к внутренней поверхности металла трубы точечной сваркой или электросварными заклепками.
Недостатком данного способа является то, что при механическом нарушении или же при проявлении питтинговой коррозии в теле патрубков становится незащищенной от агрессивной среды поверхность трубы под площадью патрубков.
За прототип приняты труба с внутренним защитным покрытием и способ ее изготовления (пат. 2130147 РФ МПК6 F 16 L 13/0, 9/00, 1999). Прототип, то есть труба с внутренним защитным покрытием, включает цилиндрический вкладыш, выполненный из полосового коррозионно-стойкого металла. Внутри цилиндрического вкладыша со стороны торца трубы установлен второй цилиндрический вкладыш также из полосового коррозионно-стойкого металла. Первый вкладыш создают внутри конца трубы сваркой продольным коррозионным швом с одновременным закреплением этим же сварным швом к внутренней поверхности трубы. Второй цилиндрический вкладыш создают на внутренней поверхности первого вкладыша сваркой продольным коррозионно-стойким швом, совпадающим по направлению и проекции со швом первого цилиндрического вкладыша.
Недостатком прототипа является то, что в случае повреждения тела полосового материала первого вкладыша агрессивная среда будет иметь контакт с внутренней поверхностью трубы, что в итоге приведет к ускорению коррозионных процессов.
Задачей изобретения является повышение производительности при изготовления труб с внутренним защитным покрытием и повышение надежности антикоррозионной защиты зоны сварного шва при соединении труб в трубопроводы.
Поставленная задача решается тем, что изготовление трубы с внутренним защитным покрытием включает изготовление и закрепление цлиндрических вкладышей из коррозионно-стойкого металла внутри концов труб. Вкладыши изготавливают многослойной навивкой или изготовлением из отдельных колец внутри концов трубы из тонкостенного рулонного коррозионно-стойкого металла и соединением первого слоя навивки или первого кольца с внутренней поверхностью концов трубы, а последующих слоев навивки или последующих колец между собой склеиванием, пайкой или сваркой. Новым является то, что внутренние концы вкладышей делают ступенчатыми за счет изготовления цилиндрических колец вкладышей разной ширины и на свободные концы слоев наносят защитное покрытие. Многослойные вкладыши изготавливают из ленты навивкой за счет применения ленты, имеющей переменную по длине ширину. Новым является также то, что слои вкладышей соединяют между собой клеящим антикоррозионным диэлектрическим материалом, а наружные концы вкладышей защемляют кольцами из коррозионно-стойкого металла. Слои вкладышей также соединяют между собой клеящим антикоррозионным протекторным материалом.
Анализ известных аналогичных решений позволяет сделать вывод об отсутствии в них признаков, сходных с отличающимися признаками в заявляемом способе, то есть о соответствии заявляемого способа критерию "существенные отличия".
Способ изготовления трубы с внутренним защитным покрытием осуществляют следующим образом.
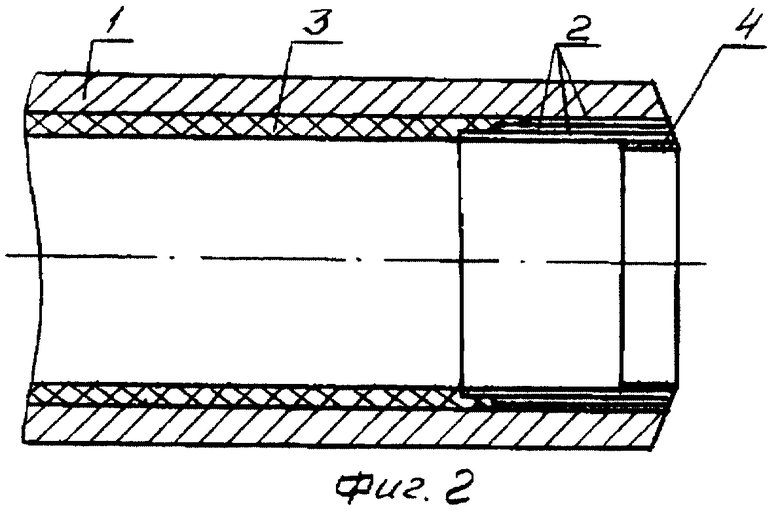
Производится подготовка (зачистка, обезжиривание) внутренней поверхности концов трубы 1 на длину вкладышей 2 (фиг.1). Из тонкостенного рулонного коррозионно-стойкого металла изготавливают многослойной навивкой вкладыш 2 или из отдельных колец внутри концов трубы 1. Последующие слои навивки или последующие отдельные кольца вкладышей 2 соединяют склеиванием, пайкой, контактной сваркой или их комбинацией. При соединении вкладышей склеиванием, изготовленных из отдельных колец или многослойной навивкой, с внутренней поверхностью концов трубы и между собой, на все контактирующие поверхности предварительно наносят клеящий материал. В предлагаемом способе в качестве клеящего материала используются: а) клеящий антикорррозионный диэлектрический материал, представляющий собой клей по металлу с диэлектрическим наполнителем, например тонкоизмельченной (пудрой) пластмассой; б) клеящий антикоррозионный протекторный материал, представляющий собой клей по металлу с протекторным наполнителем, например пудрой алюминия или цинка. При соединении вкладыша, изготовленного многослойной навивкой из тонкостенного металла, необходимой длины полоска предварительно сворачивается в плотный рулон. Далее рулон вставляется в конец трубы и продольная кромка заготовки вкладыша, то есть плотного свернутого рулона, припаивается или соединяется контактной сваркой с внутренней поверхностью конца трубы. По мере разворачивания рулона производится продольная пайка или контактная сварка тонкостенного листа с внутренней поверхностью трубы, а после первого витка - слоев навивки многослойного вкладыша. Для усиления антикоррозионной защиты внутренние концы вкладышей 2 делают ступенчатыми за счет изготовления цилиндрических колец вкладышей разной ширины. При сборке наружные концы вкладышей располагают в полости торца трубы, внутренние торцы колец располагаются ступенчато по мере убывания длины вкладышей, причем первым в трубу вводят кольцо наибольшей длины, а последним - наименьшей длины. При изготовлении вкладыша из ленты, имеющей переменную по длине ширину, навивкой, последняя начинается с широкого конца ленты. Далее на внутреннюю поверхность трубы наносится защитное покрытие, которое также наносится и на свободные концы слоев вкладышей 2. Перед нанесением внутрь трубы антикоррозионного покрытия концы вкладышей 2 защемляют кольцами 4 из коррозионно-стойкого металла (фиг.2)
Изготовленные по предлагаемому способу трубы с внутренним антикоррозионным покрытием готовы для соединения их в трубопроводы.
Изготовление труб с внутренним антикоррозионным покрытием по предлагаемому способу повышает производительность при изготовлении труб и повышает надежность антикоррозионной защиты зоны сварного шва при соединении труб в трубопроводы.
Источники информации
1. Пат. 2137976 РФ МПК6 F 16 L 58/08, Способ нанесения антикоррозионного покрытия на внутреннюю поверхность трубы/В.М. Айдуганов, Н.М. Айдуганова, М. И. Старшов (РФ). - 98107028/06; заявлено 09.04.98; опубл. 20.09.99. Бюл. 26.
2. Пат. 2130147 РФ МПК6 F 16 L 13/00, 9/00. Труба с внутренним защитным покрытием и способ ее изготовления /В.М. Айдуганов, М.И. Старшов, C.Л. Чахеев. Л. И. Волкова (РФ). - 97101225/06; заявлено 01.07.97; опубл. 10.05.99. Бюл. 13.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБА С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ | 2000 |
|
RU2181458C2 |
| ТРУБА С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ И ВТУЛКАМИ ИЗ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ | 2013 |
|
RU2540199C2 |
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2000 |
|
RU2171946C1 |
| Труба с внутренним защитным покрытием | 2016 |
|
RU2616429C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2001 |
|
RU2213287C2 |
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2000 |
|
RU2171947C1 |
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 1998 |
|
RU2141598C1 |
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2000 |
|
RU2171945C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2000 |
|
RU2177101C2 |
| СПОСОБ ПЛАКИРОВАНИЯ КОНЦОВ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ ОБЕЧАЙКАМИ ИЗ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ | 2013 |
|
RU2543645C2 |
Изобретение относится к строительству и используется при строительстве и ремонте трубопроводов различного назначения, транспортирующих химически агрессивные среды. Формируют и закрепляют цилиндрические вкладыши из коррозионно-стойкого металла внутри концов трубы. Вкладыши изготавливают многослойной навивкой или формируют из отдельных колец внутри концов трубы из тонкостенного рулонного коррозионно-стойкого металла и соединяют первый слой навивки или первое кольцо с внутренней поверхностью концов трубы, а последующие слои навивки или последующие кольца склеиванием, пайкой и сваркой между собой. Внутренние концы вкладышей делают ступенчатыми за счет смещения слоев относительно друг друга и на свободные концы слоев наносят защитное покрытие. Слои вкладышей соединяют между собой клеящим антикоррозионным диэлектрическим материалом или клеящим антикоррозионным протекторным материалом, а наружные концы вкладышей защемляют кольцами из коррозионно-стойкого металла. Повышает надежность сварных соединений трубопровода. 3 з.п. ф-лы, 2 ил.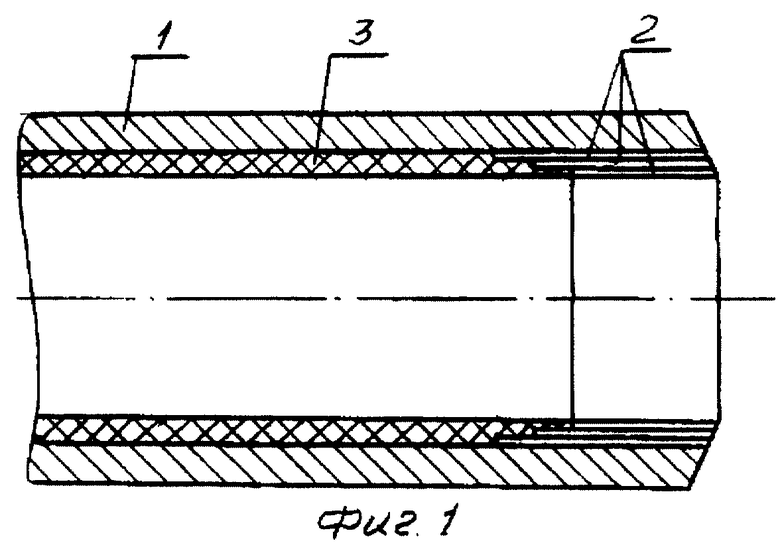
| ТРУБА С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2130147C1 |
| СПОСОБ НАНЕСЕНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБЫ | 1998 |
|
RU2137976C1 |
| ТРУБА С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ | 1997 |
|
RU2132013C1 |
| US 3876136 А, 08.04.1975 | |||
| Устройство для регулирования давления отбора пара для регенеративного подогрева воды на паровозе | 1947 |
|
SU71261A1 |
