Область техники, к которой относится изобретение
Изобретение относится к способу изготовления поршневого кольца в соответствии с признаками пункта 1 формулы изобретения и к компрессионному поршневому кольцу.
Уровень техники
Общеизвестно, что для улучшения соскабливающего действия, в частности компрессионных поршневых колец, рабочая поверхность кольца выполняется с односторонней или сплошной выемкой. Точно так же общеизвестно, что рабочая поверхность снабженных выемками компрессионных поршневых колец покрывается хромовыми слоями.
В WO 2008/098534 A1 раскрыто поршневое кольцо, тело которого имеет снабженную выемкой рабочую, верхнюю и нижнюю боковые, а также внутреннюю периферийную поверхности. На рабочую поверхность нанесен, по меньшей мере, один покрывающий PVD-слой таким образом, что тело в своем готовом состоянии имеет покрывающий слой только со стороны краевой зоны, т.е. вне выемки. Здесь в зоне края возможно разрушение относительно твердого PVD-слоя в состоянии эксплуатации, что ухудшает соскабливающее действие кромки.
В DE 102006046915 B3 раскрыто поршневое кольцо для двигателей внутреннего сгорания, содержащее материал-основу, в частности из стали или чугуна, и износостойкое покрытие из многослойной системы периодического строения, причем каждая периодичность состоит, по меньшей мере, из двух отдельных слоев из нитритов металлов.
В GB 1441961 раскрыт родовой способ изготовления поршневого кольца.
В WO 2011/064888 A1 раскрыто поршневое кольцо, имеющее одностороннюю выемку, покрытую износостойким слоем. Он состоит из разных материалов, причем первый слой выполнен из высокопрочного материала, а второй слой имеет иное строение.
Из DE 10359802 B3 известны поршневое кольцо и способ его изготовления. Для получения напыленного слоя на снабженной профилем рабочей поверхности поршневого кольца его снабженное профилем на тело вне профиля рабочей поверхности наносится покрытие. Затем на рабочую поверхность наносится напыленный слой, после чего покрытие удаляется, так что вслед за удалением покрытия между рабочей поверхностью и, по меньшей мере, одной из боковых поверхностей тела образуется, в основном, острокромочная рабочая поверхность. Напыленный слой может быть получен способом PVD или CVD.
Раскрытие изобретения
В основе изобретения лежит задача создания способа изготовления покрытых, по меньшей мере, одним PVD-слоем поршневых колец, при осуществлении которого поршневое кольцо по сравнению с уровнем техники имело бы лучшее соскребающее действие и меньшую опасность разрушения.
Кроме того, должно быть создано поршневое кольцо с повышенной защитой от разрушения, в частности в зоне соскребающей кромки (функциональной кромки).
Эта задача решается за счет того, что, по меньшей мере, участки рабочей поверхности и/или выемки нитрируются, а затем на рабочую поверхность наносится покрывающий PVD-слой или многослойная система.
Предпочтительные варианты способа приведены в зависимых пунктах формулы.
Эта задача решается также посредством изготовленного этим способом поршневого кольца, которое предпочтительным образом выполнено со стороны рабочей поверхности с односторонней или сплошной выемкой, причем на участке рабочей поверхности с выемкой со стороны дна выполняется отличающийся от цилиндрической формы контур, а участок рабочей поверхности с выемкой в готовом состоянии поршневого кольца покрыт, по меньшей мере, одним износостойким слоем.
Предпочтительные варианты поршневого кольца приведены в зависимых пунктах формулы.
Благодаря предложенному способу и изготовленному по нему поршневому кольцу можно достичь улучшения соскребающего действия образовавшейся соскребающей кромки. Поскольку в зоне соскребающей кромки отсутствует износостойкий (твердый) материал, здесь образуется самозатачивающаяся соскребающая кромка (функциональная кромка), не подверженная опасности разрушения.
Соответствующий контур в зоне дна выемки выполняется предпочтительным образом механическим путем.
В зависимости от случая применения может быть целесообразным снабдить дно участка с выемкой прямолинейно-косым или выпуклым контуром.
При необходимости рабочая поверхность может быть снабжена только покрывающим PVD- или DLC-слоем, либо используется многослойная система, описанная в DE 102006046915 B3.
Освобожденная, в частности после цилиндрической обработки, ширина перемычки рабочей поверхности составляет, согласно другой идее изобретения, 0,05-0,45 мм.
Тело поршневого кольца может состоять из чугуна, стального литья или стальной проволоки, причем в зависимости от выбранного исходного материала соскребающая кромка может быть выполнена острой, скругленной или снабжена скосами.
Соскребающая кромка чугунного поршневого кольца может быть выполнена, например, острой (90°) или в зависимости от требования скругленной с радиусом 0,1 мм.
У стального кольца зона соскребающей кромки может быть выполнена нитрированной или ненитрированной. В ненитрированном выполнении соскребающая кромка также может быть выполнена острой (90°).
В случае нитрирования стальное кольцо может иметь, при необходимости, следующие выполнения:
- соскребающая кромка имеет радиальный уступ <0,1 мм, стальная перемычка и рабочая поверхность нитрированы, причем после изготовления поршневого кольца под покрывающим PVD-слоем отсутствует нитрированный слой;
- соскребающая кромка снабжается скосом <0,15 мм, стальная перемычка и рабочая поверхность нитрированы, причем у готового кольца под покрывающим PVD-слоем остается нитрированный слой.
В зависимости от материала и случая применения могут быть получены, тем самым, поршневые кольца, в частности компрессионные поршневые кольца, покрытые, по меньшей мере, одним износостойким слоем, преимущественно PVD-слоем, или многослойной системой.
Если PVD-слой рассматривается как единственный покрывающий слой, то в зоне соскребающей кромки он приблизительно цилиндрически удаляется вплоть до основного материала, в результате чего образуется свободная от покрытия перемычка задаваемой ширины.
Если нанесены несколько износостойких слоев, то покрывающий PVD-слой может быть сошлифован либо вплоть до основного материала рабочей поверхности, либо лишь настолько, чтобы под покрывающим PVD-слоем остался, по меньшей мере, один износостойкий слой (например, нитрированный слой).
В зависимости от случая применения может быть также целесообразным снабдить готовую и покрытую рабочую поверхность бочкообразным профилем, например посредством доводки или хонингования.
Краткое описание чертежей
Объект изобретения изображен на примере его осуществления на чертежах и описан ниже.
На чертежах представляют:
фиг.1 - процесс изготовления поршневого кольца с односторонней выемкой;
фиг.2 - процесс изготовления поршневого кольца со сплошной выемкой;
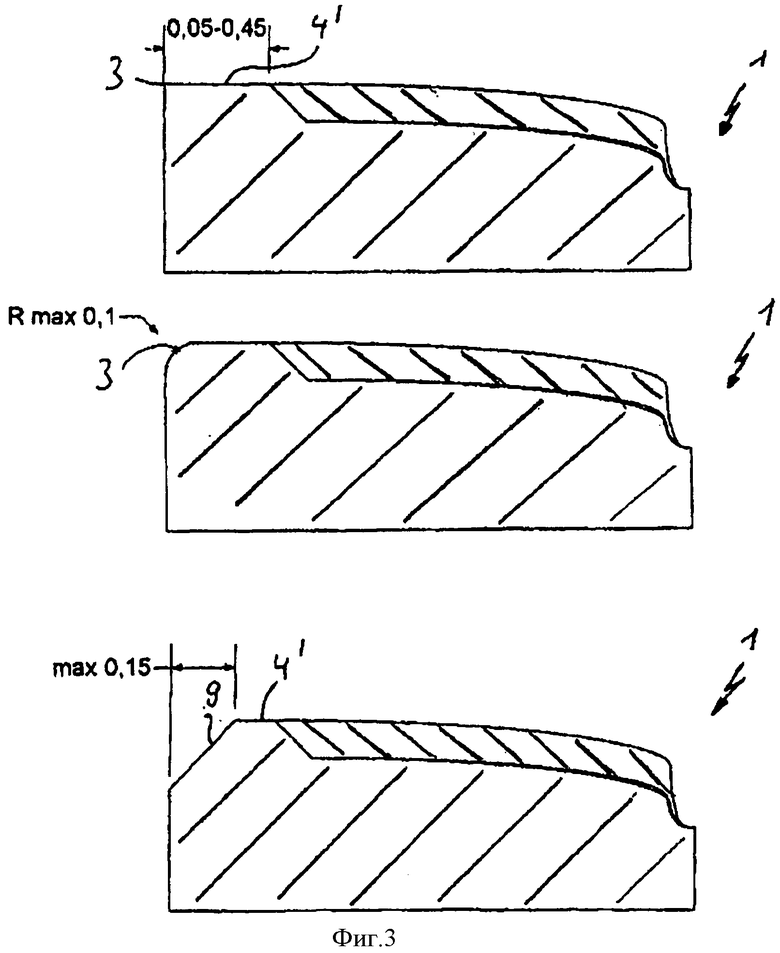
фиг.3 - различные варианты выполнения соскребающей кромки поршневого кольца из фиг.1 с односторонней выемкой.
Фиг.1 содержит три изображения. Верхнее показывает в увеличенном виде тело 1 поршневого кольца, которое уже снабжено односторонней выемкой 2. В зоне последующей соскребающей кромки 3 сначала остается перемычка 4. Дно 5 выемки 2 снабжено отличающимся от цилиндрической формы бочкообразным профилем 6.
На среднем изображении видно, что на последующую рабочую поверхность 7 нанесен покрывающий PVD-слой 8, который повторяет контур перемычки 4 и дна 6.
В качестве альтернативы на дно 6 и перемычку 4 может быть нанесено износостойкое покрытие, как в DE 102006046915 B3.
Нижнее изображение показывает готовое поршневое кольцо 1'. Перемычка 4 на среднем изображении удалена настолько, что образовалась перемычка 4' задаваемой ширины b, имеющая острую соскребающую кромку 3. Готовое поршневое кольцо 1' имеет, тем самым, покрывающий PVD-слой 8 исключительно в зоне выемки 2, а перемычка 4' выполнена без покрытия, если смотреть по ее ширине b. За счет этой меры образуется постоянно самозатачивающаяся в рабочем состоянии соскребающая кромка 3. Также видны радиально противоположная рабочей поверхности 7 внутренняя периферийная поверхность 7', а также верхняя 3' и нижняя 3'' боковые поверхности.
Фиг.2 также содержит три изображения, причем изображенное вверху тело 1 поршневого кольца имеет так называемую сплошную выемку 2, у которой имеются две внешние перемычки 4. Также здесь дно 5 выполнено с прямолинейно-косым профилем 6. Цилиндрическая форма обозначена штриховыми линиями.
На среднем изображении фиг.2 видно, что на последующую рабочую поверхность 7 нанесен либо отдельный покрывающий PVD-слой 8, либо многослойная система, который/которая повторяет контур перемычек 4 и дна 5. В отличие от фиг.1 последующая соскребающая кромка 3 выполнена не острой, а имеет радиус задаваемого размера. Также в отличие от фиг.1 перемычки 4' рабочей поверхности 7 имеют заданную ширину b, a рабочая поверхность 7 в зоне перемычек 4' и выемки 2 была подвергнута круглой доводке. Также видны внутренняя периферийная поверхность 7', а также верхняя 3' и нижняя 3'' боковые поверхности.
На фиг.3 изображены различные варианты выполнения готового поршневого кольца 1. Контур ориентируется по нижнему изображению фиг.2. На верхнем изображении фиг.3 видны острая соскребающая кромка 3 и перемычка 4', которая в этом примере должна иметь ширину 0,05-0,45 мм.
На среднем изображении видно, что соскребающая кромка 3 должна иметь радиус Rмакс.1 мм.
Нижнее изображение показывает, что перемычка 4' через скос 9 общей шириной макс.0,15 мм переходит в нижнюю боковую сторону поршневого кольца 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВОГО КОЛЬЦА И КОМПРЕССИОННОЕ ПОРШНЕВОЕ КОЛЬЦО | 2011 |
|
RU2559209C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ | 2012 |
|
RU2577642C2 |
| СПОСОБ ИЗГОТОВЛЕЛИЯ ПОРШНЕВОГО КОЛЬЦА | 2011 |
|
RU2549379C2 |
| ПОРШНЕВОЕ КОЛЬЦО | 2012 |
|
RU2573549C2 |
| МАСЛОСЪЕМНОЕ ПОРШНЕВОЕ КОЛЬЦО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2670477C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВОГО КОЛЬЦА | 2014 |
|
RU2661352C2 |
| ВИНТОВАЯ НАЖИМНАЯ СТАЛЬНАЯ ПРУЖИНА ДЛЯ ПОРШНЕВОГО КОЛЬЦА | 2011 |
|
RU2558705C2 |
| ИМЕЮЩЕЕ ПОКРЫТИЕ ПОРШНЕВОЕ КОЛЬЦО С ЗАЩИТНЫМ СЛОЕМ | 2017 |
|
RU2727466C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВОГО КОЛЬЦА | 2011 |
|
RU2556951C2 |
| ПОРШНЕВОЕ КОЛЬЦО, ИМЕЮЩЕЕ КОМБИНИРОВАННОЕ ПОКРЫТИЕ | 2012 |
|
RU2579537C2 |

Изобретение относится к способу изготовления поршневого кольца, при котором в металлическом теле, имеющем радиально внешнюю рабочую поверхность, радиально внутреннюю периферийную поверхность и проходящие между ними боковые поверхности, со стороны рабочей поверхности выполняется выемка. По меньшей мере, дно выемки снабжается отличающимся от цилиндрической формы контуром, рабочая поверхность, включая выемку, покрывается, по меньшей мере, одним износостойким слоем, а образующий соскребающую кромку участок, по меньшей мере, одного износостойкого слоя, по меньшей мере, частично удаляется с образованием перемычки задаваемой ширины. По меньшей мере, участки рабочей поверхности и/или выемки нитрируют, а затем на рабочую поверхность наносят покрывающий PVD-слой или многослойную систему. Изобретение улучшает действие соскребающей кромки и позволяет обеспечить ее самозатачиваемость. 2 н. и 10 з.п. ф-лы, 3 ил.
1. Способ изготовления поршневого кольца (1'), при котором в металлическом теле (1), имеющем радиально внешнюю рабочую поверхность (7), радиально внутреннюю периферийную поверхность (7') и проходящие между ними боковые поверхности (3', 3''), со стороны рабочей поверхности выполняют выемку (2) и, по меньшей мере, дно (5) выемки (2) снабжают отличающимся от цилиндрической формы контуром (6), а рабочую поверхность (7), включая выемку (2), покрывают, по меньшей мере, одним износостойким слоем (8), причем, по меньшей мере, один износостойкий слой (8), по меньшей мере, частично удаляют, образуя перемычку (4') задаваемой ширины (b) вместе с соскребающей кромкой (3), отличающийся тем, что, по меньшей мере, участки рабочей поверхности (7) и/или выемки (2) нитрируют, а затем на рабочую поверхность (7) наносят покрывающий PVD-слой (8) или многослойную систему (8).
2. Способ по п.1, отличающийся тем, что соответствующий контур (6), по меньшей мере, дна (5) выемки (2) выполняют механическим путем.
3. Способ по п.1 или 2, отличающийся тем, что выемку (2) снабжают прямолинейно-косым или выпуклым контуром (6).
4. Способ по п.1, отличающийся тем, что зону соскребающей кромки (3) выполняют нитрированной или ненитрированной.
5. Способ по п.1, отличающийся тем, что соскребающую кромку (3) выполняют острой.
6. Способ по п.1, отличающийся тем, что соскребающую кромку (3) снабжают округлением, переходящим с радиусом (R) макс.0,2 мм в соответствующую боковую сторону (3'').
7. Способ по п.1, отличающийся тем, что соскребающую кромку (3) снабжают скосом (9), переходящим под углом >30° в соответствующую боковую сторону (3'').
8. Способ по п.1, отличающийся тем, что тело (1) изготавливают из чугуна, стального литья или стальной проволоки.
9. Компрессионное поршневое кольцо, изготовленное способом по одному из пп.1-8.
10. Кольцо по п.9, отличающееся тем, что оно выполнено со стороны рабочей поверхности с односторонней или сплошной выемкой, причем на участке рабочей поверхности (7) с выемкой со стороны дна выполнен отличающийся от цилиндрической формы контур (6), а выемка (2) рабочей поверхности (7) в готовом состоянии поршневого кольца (1') покрыта, по меньшей мере, одним износостойким слоем (8).
11. Кольцо по п.9 или 10, отличающееся тем, что на выемку (2) нанесен, по меньшей мере, один покрывающий PVD-слой (8).
12. Кольцо по п.10, отличающееся тем, что на выемку (2) нанесена многослойная система.
| GB 1441961 A, 07.07.1976 | |||
| RU 2008115773 A, 27.10.2009 | |||
| МАСЛОСЪЕМНОЕ ПОРШНЕВОЕ КОЛЬЦО | 0 |
|
SU389280A1 |
| Способ получения водонерастворимой глюкоамилазы | 1972 |
|
SU507636A1 |
| DE 4236641 A1, 09.12.1993 | |||
| Способ приготовления лака | 1924 |
|
SU2011A1 |

