Изобретение относится к способу изготовления поршневого кольца с осевой высотой <2 мм.
К общему уровню техники относится способ, при котором покрытые, например, гальванически, профильно-шлифованные кольца с витым пружинным расширителем с профилем или без него обрабатываются на рабочей поверхности до высоты 2 мм. При этом обычно обе боковые стороны ребра обрабатываются симметрично, включая наружную канавку.
В документе DE 10002282 C1 раскрыты способ изготовления маслосъемного поршневого кольца и изготовленное этим способом маслосъемное поршневое кольцо. Способ изготовления маслосъемного поршневого кольца, имеющего, по меньшей мере, одно, снабженное износостойким покрытием рабочее ребро, осуществляется таким образом, что перед нанесением износостойкого покрытия со стороны рабочего ребра выполняется профиль, имеющий на коническом участке радиально выступающее из этой плоскости возвышение, по меньшей мере, на этот профиль наносится износостойкое покрытие для установления, в основном, равномерного по периферии профиля рабочей поверхности, по меньшей мере, в зоне радиального возвышения осуществляется заданный съем материала покрытия, а затем боковые стороны рабочего ребра подвергаются профильному шлифованию, в результате чего в зоне радиального возвышения возникает определенная цилиндрическая остаточная поверхность.
Эта технология применяется сегодня при изготовлении поршневых колец, в частности маслосъемных поршневых колец, высотой до 2 мм. Непрерывный прогресс в разработке двигателей внутреннего сгорания требует дальнейшей подгонки высоты поршневого кольца в диапазоне до 1,5 мм или менее. В соответствии с сегодняшним уровнем техники такие кольца больше не могут подвергаться профильному шлифованию со стороны рабочей поверхности, поскольку ее аксиально меньший размер нельзя реализовать с помощью имеющейся технологии оформления шлифовальных кругов.
В основе изобретения лежит задача при сохранении прежде успешно используемых форм рабочей поверхности поршневых колец создания также для поршневых колец размером <2 мм решения, которое не только позволило бы обрабатывать рабочие поверхности так, чтобы возникала острая соскабливающая кромка, но и было бы рентабельным.
Эта задача решена посредством способа изготовления поршневого кольца осевой высотой <2 мм, имеющего снабженную, по меньшей мере, одним ребром радиально внешнюю рабочую и радиально внутреннюю периферийную поверхности, а также проходящие между ними верхние и нижние боковые поверхности, при котором соответствующее ребро снабжается конически сужающимся радиально наружу контуром, затем рабочая поверхность вместе с боковыми сторонами соответствующего конического ребра покрывается, по меньшей мере, одним износостойким слоем, после чего только образующая соскабливающую кромку боковая сторона соответствующего ребра подвергается, по меньшей мере, частичному съему материала.
Предпочтительные варианты выполнения изобретения раскрыты в зависимых пунктах формулы.
Также заявлено маслосъемное поршневое кольцо, изготовленное предложенным способом.
Изготовленные предложенным способом поршневые кольца, в частности маслосъемные поршневые кольца, с очень высокой способностью прилегания к поверхности цилиндра по всей периферии с небольшими касательными усилиями используются предпочтительно в двигателях внутреннего сгорания и дизельных двигателях.
За счет того что частично снимается только обращенный к картеру двигателя износостойкий слой боковых сторон соответствующего ребра, остальные участки рабочей поверхности поршневого кольца, не взаимодействующие с другими парами трения, могут оставаться необработанными. В отличие от уровня техники по DE 10002282 C1 происходит, тем самым, не симметричная, а, напротив, асимметричная обработка соответствующего рабочего ребра, благодаря чему по сравнению с уровнем техники можно значительно увеличить время цикла при профильном шлифовании.
Особое преимущество в том, что для получения острой соскабливающей кромки инструмент, в частности шлифовальный круг, должен обрабатывать соответствующую боковую сторону ребра только на 30-90% глубины соответствующей наружной канавки.
Объект изобретения применим не только к профилям, приведенным в DE 10002282 C1. Напротив, могут обрабатываться также маслосъемные кольца конструктивной высотой <2 мм, преимущественно ≤1,5 мм, имеющие цилиндрическую поверхность ребра без дополнительных профилей. Также в этом случае острая соскабливающая кромка может быть получена предложенным способом за счет того, что на обращенной к масляной камере боковой стороне ребра осуществляется частичный съем материала.
Изобретение поясняется чертежами, на которых представлено следующее:
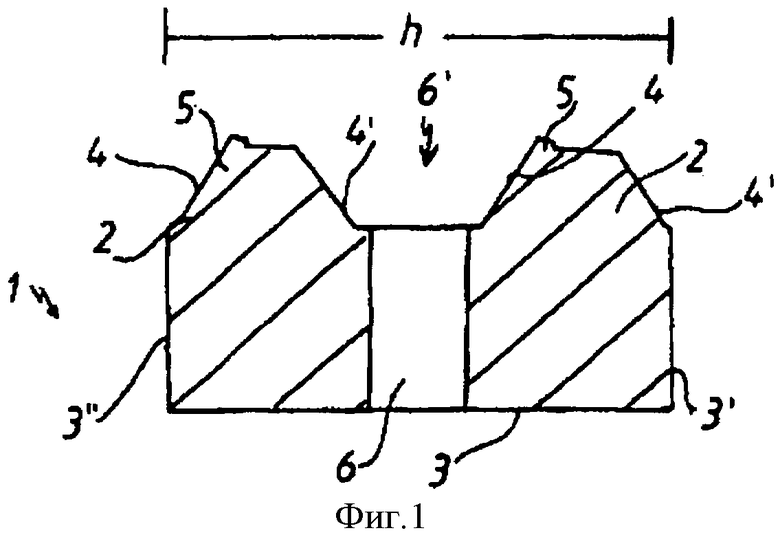
фиг.1 - частичный вид маслосъемного кольца общей высотой 1,5 мм с заданным профилем рабочей поверхности;
фиг.2 - поршневое кольцо по фиг.1 с покрытием на рабочей поверхности;
фиг.3 - инструмент для обработки заданного участка ребра рабочей поверхности;
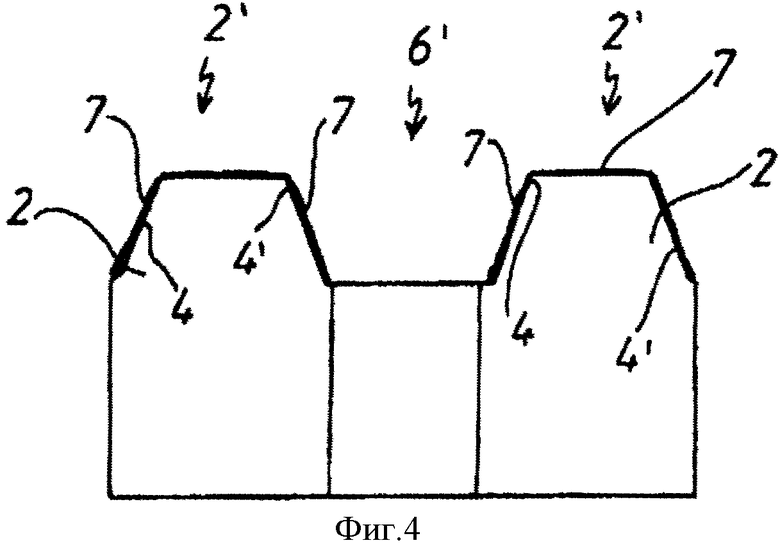
фиг.4 - частичный вид маслосъемного кольца с цилиндрическим профилем рабочей поверхности;
фиг.5 - инструмент для обработки заданного участка ребра рабочей поверхности;
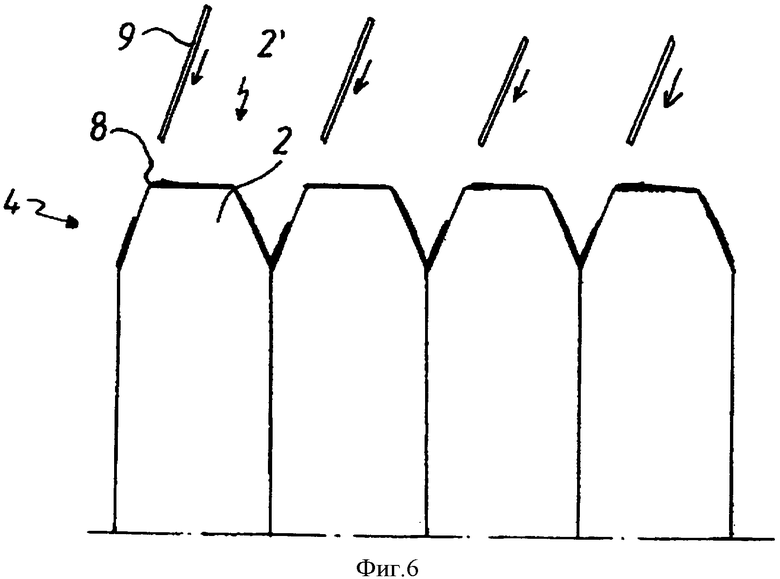
фиг.6 - снабженное ребром маслосъемное кольцо вместе с обозначенным обрабатывающим инструментом.
Объект изобретения включает в себя помимо прочего графическое изображение из DE 10002282 C1. Как уже сказано, изображенное на фиг.1-3 этой публикации маслосъемное кольцо используется высотой ≥2 мм, а его рабочая поверхность обрабатывается симметрично. Для этих случаев применения существуют еще обрабатывающие инструменты, которые обеспечивают симметричную обработку обоих рабочих ребер одновременно. Для колец высотой <2 мм, в частности ≤1,5 мм, симметричная обработка ребер больше невозможна, поскольку техника в отношении формы шлифовального круга наталкивается на свои пределы.
На фиг.1 изображено тело 1 поршневого кольца, которое в этом примере должно иметь высоту h 1,5 мм. Форма сечения была выбрана аналогично DE 10002282 C1, так что и в этом случае могут предполагаться такие же критерии обработки для получения основного профиля. За первую операцию путем механической обработки получают рабочие ребра 2 таким образом, что их боковые стороны 4, 4′ конически сужаются.
Каждое из ребер 2 обрабатывается так, что образуется радиальное возвышение 5. Также видны маслоотводящие отверстия 6, которые проходят от дна образованной между ребрами 2 канавки 6′ в направлении внутренней периферийной поверхности 3. Между рабочей 2′ и внутренней периферийной 3 поверхностями проходят верхняя 3′ и нижняя 3′′ боковые стороны кольца.
Как показано на фиг.2, подготовленное таким образом тело 1 в зоне всей рабочей поверхности 2′, включающей в себя ребра 2, возвышения 5 и боковые стороны 4, 4′ ребер, покрывается износозащитным слоем 7, который оставляет свободными только маслоотводящие отверстия 6.
Для получения острой соскабливающей кромки 8 в зоне перехода между соответствующими возвышением 5 и боковой стороной 4 ребра используется лишь обозначенный на фиг.3 абразивный инструмент 9, который обрабатывает исключительно эту зону перехода и освобождает ее от износостойкого материала 7. Остальные участки рабочей поверхности 2′ остаются необработанными. Обработанное таким образом тело 1 образует тогда готовое маслосъемное поршневое кольцо, которое, при необходимости, может быть подвергнуто еще процессу доводки. В рабочем состоянии соответствующая острая соскабливающая кромка 8 обращена к картеру двигателя/масляной камере (не показаны).
На фиг.4-6 изображены альтернативные формы сечения маслосъемных поршневых колец. Аналогично фиг.1-3 используются те же ссылочные позиции.
По обработанному состоянию поршневого кольца фиг.4 примерно соответствует фиг.2. В отличие от фиг.1-3 на фиг.4 видно, что соответствующее ребро 2 на своей обращенной к паре трения (не показано) рабочей поверхности 2′ не имеет профилирования, а, напротив, обработано цилиндрически. В остальном форма сечения соответствует фиг.1-3. На соответствующую боковую сторону 4, 4′ ребра также был нанесен износостойкий материал 7.
Фиг.5, в основном, соответствует фиг.3. Обрабатывающий инструмент 9 подается в направлении соответствующей боковой стороны 4 ребра и в зоне перехода от цилиндрической рабочей поверхности 2′ к боковой стороне 4 ребра 2 на его определенной радиальной высоте снимает износостойкий материал. За счет этой меры в зоне перехода от рабочей поверхности 2′ к боковой стороне 4 ребра 2 образуется острая соскабливающая кромка 8.
На фиг.6 изображены несколько объединенных в пакет маслосъемных поршневых колец, которые имеют только одно отдельное ребро 2 рабочей поверхности 2′, а в остальном - форму сечения, изображенную на фиг.4. Рабочая поверхность 2′ также в этом случае выполнена цилиндрической. По аналогии с фиг.5 для образования острой соскабливающей кромки 8 обрабатывающий инструмент 9 в зоне перехода от рабочей поверхности 2′ к боковой стороне 4 ребра 2 на его определенной радиальной высоте снимает износостойкий материал исключительно с боковой стороны 4 ребра.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАСЛОСЪЕМНОЕ ПОРШНЕВОЕ КОЛЬЦО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2670477C1 |
| МАСЛОСЪЕМНОЕ КОЛЬЦО | 2012 |
|
RU2591380C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВОГО КОЛЬЦА И КОМПРЕССИОННОЕ ПОРШНЕВОЕ КОЛЬЦО | 2011 |
|
RU2559210C2 |
| МАСЛОСЪЕМНОЕ КОЛЬЦО | 2010 |
|
RU2529738C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВОГО КОЛЬЦА И КОМПРЕССИОННОЕ ПОРШНЕВОЕ КОЛЬЦО | 2011 |
|
RU2559209C2 |
| СОСТАВНОЕ ПОРШНЕВОЕ КОЛЬЦО | 1989 |
|
RU2028485C1 |
| ПОРШНЕВОЕ КОЛЬЦО | 2016 |
|
RU2719250C2 |
| ДВУХКОМПОНЕНТНОЕ МАСЛОСЪЕМНОЕ КОЛЬЦО С РЕБРАМИ, ОКАЗЫВАЮЩИМИ ДАВЛЕНИЕ НА МАСЛО | 2017 |
|
RU2727816C2 |
| ОДНОКОМПОНЕНТНОЕ МАСЛОСЪЕМНОЕ КОЛЬЦО | 2017 |
|
RU2733910C2 |
| СОСТАВНОЕ ПОРШНЕВОЕ КОЛЬЦО | 1998 |
|
RU2145018C1 |


Изобретение относится к способу изготовления поршневого кольца с осевой высотой <2 мм, имеющего снабженную, по меньшей мере, одним ребром радиально внешнюю рабочую поверхность, радиально внутреннюю периферийную поверхность, а также проходящие между ними верхние и нижние боковые поверхности, при котором соответствующее ребро снабжается конически сужающимся радиально наружу контуром, затем рабочая поверхность вместе с боковыми сторонами соответствующего конического ребра покрывается, по меньшей мере, одним износостойким слоем, после чего только образующая соскабливающую кромку боковая сторона соответствующего ребра подвергается, по меньшей мере, частичному съему материала. Технический результат заключается в повышении надежности поршневого кольца. 2 н. и 4 з.п. ф-лы, 6 ил.
1. Способ изготовления поршневого кольца с осевой высотой <2 мм, имеющего снабженную, по меньшей мере, одним ребром (2) радиально внешнюю рабочую поверхность (2′), радиально внутреннюю периферийную поверхность (3), а также проходящие между ними верхние и нижние боковые поверхности (3′, 3′′), при котором соответствующее ребро (2) имеет конически сужающийся радиально наружу контур, затем рабочую поверхность (2′) вместе с боковыми сторонами (4, 4′) соответствующего конического ребра (2) покрывают, по меньшей мере, одним износостойким слоем (7), после чего образующую соскабливающую кромку (8) боковую сторону (4) соответствующего ребра (2) подвергают, по меньшей мере, частичному съему материала.
2. Способ по п.1, отличающийся тем, что, по меньшей мере, частично снимают обращенный к картеру двигателя износостойкий слой (7) боковой стороны соответствующего ребра (2).
3. Способ по п.1 или 2, отличающийся тем, что после нанесения износостойкого слоя (7) рабочую поверхность (2′) подвергают круглой доводке.
4. Способ по п.1 или 2, отличающийся тем, что с соответствующей боковой стороны (4) ребра износостойкий слой (7) снимают на участке поверхности 30-90% радиальной высоты ребра посредством обрабатывающего инструмента, в частности абразивного инструмента.
5. Способ по п.1 или 2, отличающийся тем, что оставшиеся за пределами соответствующей обработанной боковой стороны (4) ребра участки рабочей поверхности (2′), включая соответствующее ребро (2), не подвергают обработке.
6. Маслосъемное поршневое кольцо, изготовленное способом по любому из пп.1-5.
| DE 19752720 A1, 10.06.1999 | |||
| DE 10002282 C1, 27.09.2001 | |||
| RU 2008115773 A, 27.10.2009 | |||
| МАСЛОСЪЕМНОЕ ПОРШНЕВОЕ КОЛЬЦО | 0 |
|
SU389280A1 |
| Способ получения водонерастворимой глюкоамилазы | 1972 |
|
SU507636A1 |
| DE 4236641 A1, 09.12.1993 | |||

