Изобретение относится к маслосъемному поршневому кольцу, включающему в себя основание, содержащее снабженную рабочими ребрами зону рабочей поверхности, внутреннюю периферийную поверхность, верхние и нижние боковые стороны, а также проходящие между рабочими ребрами до внутренней периферийной поверхности маслоотводящие расточки/прорези.
В документе US 3435502 раскрыто родовое маслосъемное поршневое кольцо. На оправке зажимается большое число заготовок поршневых колец, которые обрабатываются посредством продольного шлифовального круга. Внешний контур пакетированных поршневых колец снабжается износостойким покрытием. Затем наружная периферийная поверхность пакета поршневых колец цилиндрически обрабатывается. В заключение посредством профильного прорезного инструмента в отдельных поршневых кольцах выполняется нужный контур. Таким образом, возникают отдельные рабочие ребра, имеющие заполненные износостойким материалом канавки, тогда как остальные зоны рабочей поверхности, по меньшей мере, частично остаются свободными от покрытия.
В документе DE 102010048079 B4 раскрыт способ изготовления поршневого кольца осевой высотой ≤2 мм, имеющее снабженную, по меньшей мере, одним ребром радиально внешнюю рабочую поверхность, радиально внутреннюю периферийную поверхность, а также проходящие между ними верхние и нижние боковые поверхности, при котором каждое ребро снабжается конически сужающимся радиально наружу контуром, затем рабочая поверхность вместе с боковыми сторонами каждого ребра покрывается, по меньшей мере, одним износостойким слоем, после чего исключительно образующий маслосъемную кромку, обращенный к картеру двигателя износостойкий слой боковой стороны каждого ребра подвергается, по меньшей мере, частичному съему материала, причем оставшиеся вне обработанной данной боковой стороны ребра участки рабочей поверхности, включая соответствующее ребро, не подвергаются никакой обработке.
В документе DE 102012010753 A1 описан способ изготовления маслосъемного поршневого кольца осевой конструктивной высотой ≤2 мм, имеющего два отстоящих друг от друга, радиально внешних рабочих ребра, внутреннюю периферийную поверхность, а также верхние и нижние боковые зоны, причем, по меньшей мере, на ребра рабочей поверхности нанесено износостойкое покрытие, состоящее из литого материала основание снабжается профилем рабочей поверхности таким образом, что при данном осевом расстоянии ребер рабочей поверхности возникает канавка задаваемых ширины и высоты таким образом, что противоположные друг другу боковые стороны рабочих ребер проходят, в основном, параллельно верхним и нижним боковым зонам, на ребра рабочей поверхности осаждается износостойкое покрытие на основе хрома или его сплава, и путем профильного шлифования создается окончательный контур ребер рабочей поверхности, причем механически обрабатываются только кромочные зоны ребер рабочей поверхности, и в заключение в зоне дна канавок выполняются дренажные расточки.
В основе изобретения лежит задача создания маслосъемного поршневого кольца, которое имело бы небольшую осевую конструктивную высоту (преимущественно ≤2,5 мм), его ребра рабочей поверхности были бы, по меньшей мере, частично снабжены защитой от износа и которое подходило бы для изготовления на оправке.
Кроме того, должен быть создан способ изготовления такого маслосъемного поршневого кольца, который позволил бы простым образом производить заключительную обработку заготовок поршневых колец, по меньшей мере, в зоне их рабочей поверхности.
Эта задача решается у маслосъемного поршневого кольца, включающего в себя основание, содержащее снабженную рабочими ребрами зону рабочей поверхности, внутреннюю периферийную поверхность, верхние и нижние боковые стороны, а также проходящие между рабочими ребрами до внутренней периферийной поверхности маслоотводящие расточки/прорези, посредством следующих признаков:
а) основание имеет конструктивную высоту 1,2-≤2,5 мм,
б) ширина каждого рабочего ребра составляет в зоне внешней периферийной поверхности 0,10-0,35 мм,
в) в зоне рабочих ребер предусмотрены огибающие канавки, снабженные износостойким покрытием,
г) канавка проходит частично в зоне каждого рабочего ребра таким образом, что в зоне верхней и нижней боковых сторон образован свободный от покрытия участок шириной 0,04-0,25 мм,
д) свободный от покрытия участок каждого рабочего ребра в зоне перехода в соответствующую боковую сторону выполнен прямоугольным и имеет острую кромку,
е) глубина предусмотренных в зоне рабочих ребер канавок составляет 0,005-0,10 мм,
ж) высота (е) каждого рабочего ребра составляет 0,15-0,70 мм.
Предпочтительное выполнение предложенного маслосъемного поршневого кольца включает в себя следующие параметры:
а) основание имеет конструктивную высоту 1,2-≤2,0 мм,
б) ширина каждого рабочего ребра составляет в зоне внешней периферийной поверхности 0,10-0,25 мм,
в) в зоне рабочих ребер предусмотрены огибающие канавки, снабженные износостойким покрытием,
г) канавка проходит частично в зоне каждого рабочего ребра таким образом, что в зоне верхней и нижней боковых сторон образован свободный от покрытия участок шириной 0,04-0,15 мм,
д) свободный от покрытия участок каждого рабочего ребра в зоне перехода в соответствующую боковую сторону выполнен прямоугольным и имеет острую кромку,
е) глубина предусмотренных в зоне рабочих ребер канавок составляет 0,005-0,06 мм,
ж) высота (е) каждого рабочего ребра составляет 0,15-0,50 мм.
Предпочтительные варианты объекта изобретения приведены в соответствующих зависимых пунктах.
Задача решается также посредством способа изготовления маслосъемного поршневого кольца, при котором
- на круглой оправке зажимается большое число заготовок поршневых колец,
- по всей длине оправки измеряется точное положение разделительных швов между отдельными заготовками поршневых колец,
- внешняя периферийная поверхность заготовок поршневых колец профилируется таким образом, что в переходной зоне соседних заготовок поршневых колец возникает возвышение,
- причем вне возвышения осуществляется цилиндрическая обработка внешней периферийной поверхности,
- по меньшей мере, внешняя периферийная поверхность пакетированных заготовок поршневых колец снабжается износостойким покрытием,
- причем возвышение, по меньшей мере, частично повторяется, по меньшей мере, частично за счет покрытия,
- внешняя периферийная поверхность покрытых заготовок поршневых колец подвергается цилиндрической обработке,
- причем износостойкий слой снимается настолько, что в переходной зоне между отдельными заготовками поршневых колец износостойкий слой отсутствует,
- создается нужный наружный контур заготовок поршневых колец для образования маслозадерживающего объема,
- заготовки поршневых колец разъединяются и направляются на их последующую обработку.
Предпочтительные варианты способа раскрыты в соответствующих зависимых пунктах формулы изобретения.
Основание предложенного маслосъемного поршневого кольца состоит преимущественно из серого чугуна. Однако в качестве альтернативы возможна также стальная проволока или стальное литье. Кольцо абсолютно симметричное. Ребра кольца выполнены, с одной стороны, острокромочными в направлении соответствующей боковой стороны, а, с другой стороны, - острокромочными в направлении маслозадерживающего объема. Черновой и чистовой профили в зоне рабочей поверхности поршневого кольца изготавливаются на идентичных круглых оправках. Это позволяет, при необходимости, получать ребра высотой, например, всего 0,15 мм.
После окончательного изготовления наружного контура оправка раскрывается. Вслед за этим в соответствующей зоне рабочей поверхности основания выполняются дренажные расточки/прорези, после чего выполняется внутренний контур для размещения пружинящего элемента, выполненного в виде витого пружинного расширителя.
Износостойкое покрытие может быть получено предпочтительно на основе хрома или его сплава. Разумеется, возможны также альтернативные покрытия методами PVD (физическое осаждение из паровой фазы), DLC (нанесение алмазоподобных покрытий) или в виде напыленного слоя.
На заготовки наносится предпочтительно износостойкий слой толщиной <0,10 мм, который в процессе цилиндрической обработки снимается до толщины ≤0,05 мм.
Изобретение поясняется чертежами, на которых представлено следующее:
фиг. 1 - принципиальная схема маслосъемного поршневого кольца;
фиг. 2а-2е - принципиальные схемы этапов способа изготовления маслосъемного поршневого кольца из фиг. 1.
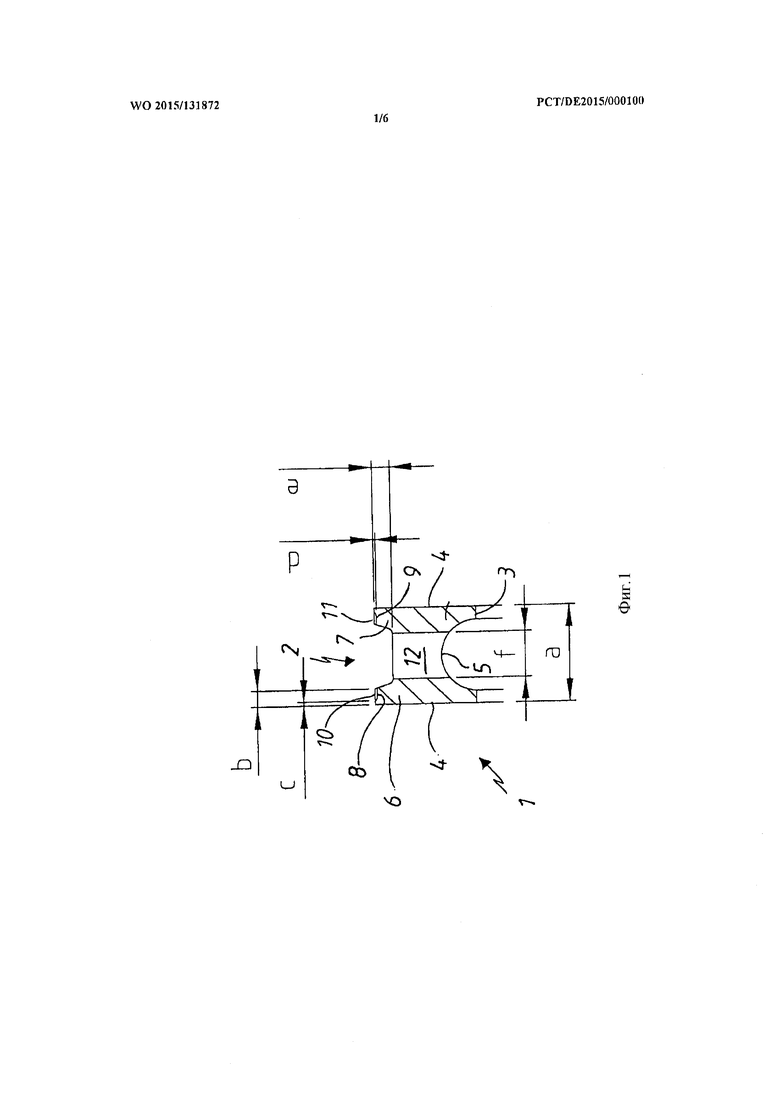
На фиг. 1 изображено маслосъемное поршневое кольцо, которому, например, в пределах приведенных в п. 1 формулы параметров присвоены конкретные значения.
Маслосъемное поршневое кольцо включает в себя в этом примере основание 1 из серого чугуна. Основание 1 имеет зону 2 рабочей поверхности, внутреннюю периферийную поверхность 3, верхние и нижние боковые стороны 4, а также предусмотренный в зоне внутренней периферийной поверхности 3 паз 5. Последний служит для размещения пружинящего элемента, выполненного, в частности, в виде витого пружинного расширителя (не показан).
Зона 2 рабочей поверхности включает в себя в этом примере два рабочих ребра 6, 7. Пример показывает окончательно обработанное основание 1, которое в этом примере имеет в зоне рабочих ребер 6, 7 канавки 8, 9, заполненные износостойким материалом 10, 11, например хромом. Указанные в п. 1 формулы диапазоны отдельных параметров следующие:
- конструктивная высота (а) 1,5 мм,
- ширина (b) рабочих ребер 0, 15 мм,
- свободный от покрытия участок (с) 0,08 мм,
- глубина (d) канавок 0,01 мм,
- высота (е) рабочих ребер 0,25 мм.
Между зоной 2 рабочей поверхности и внутренней периферийной поверхностью 3 в этом примере проходят выполненные в виде расточек дренажные отверстия 12.
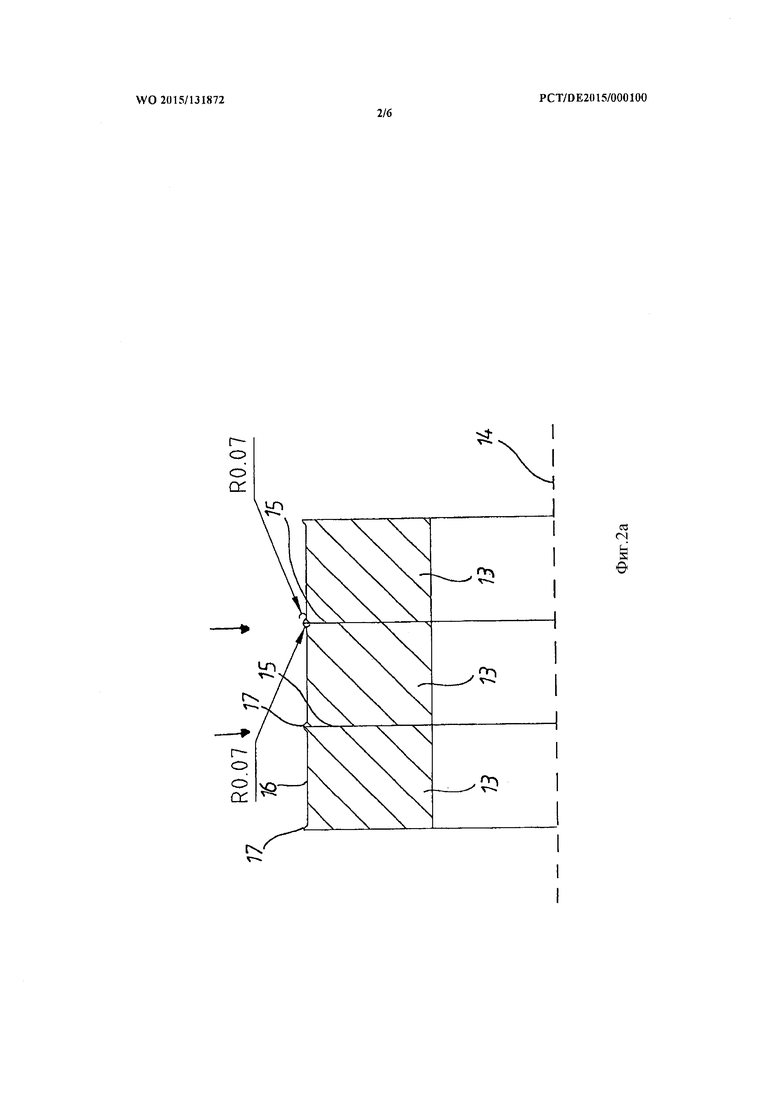
На фиг. 2а-2е изображены этапы обработки.
На фиг. 2а изображены несколько пакетированных заготовок 13 поршневых колец, зажатых на лишь обозначенной круглой оправке 14. На первом этапе определяется точное положение разделительного шва 15 между соседними заготовками 13 (↓). Затем внешняя периферийная поверхность 16 пакетированных заготовок обрабатывается таким образом, что в зоне разделительного шва 15 образуются радиально выступающие возвышения 17. Оставшаяся периферийная зона внешней периферийной поверхности 16 цилиндрически обрабатывается.
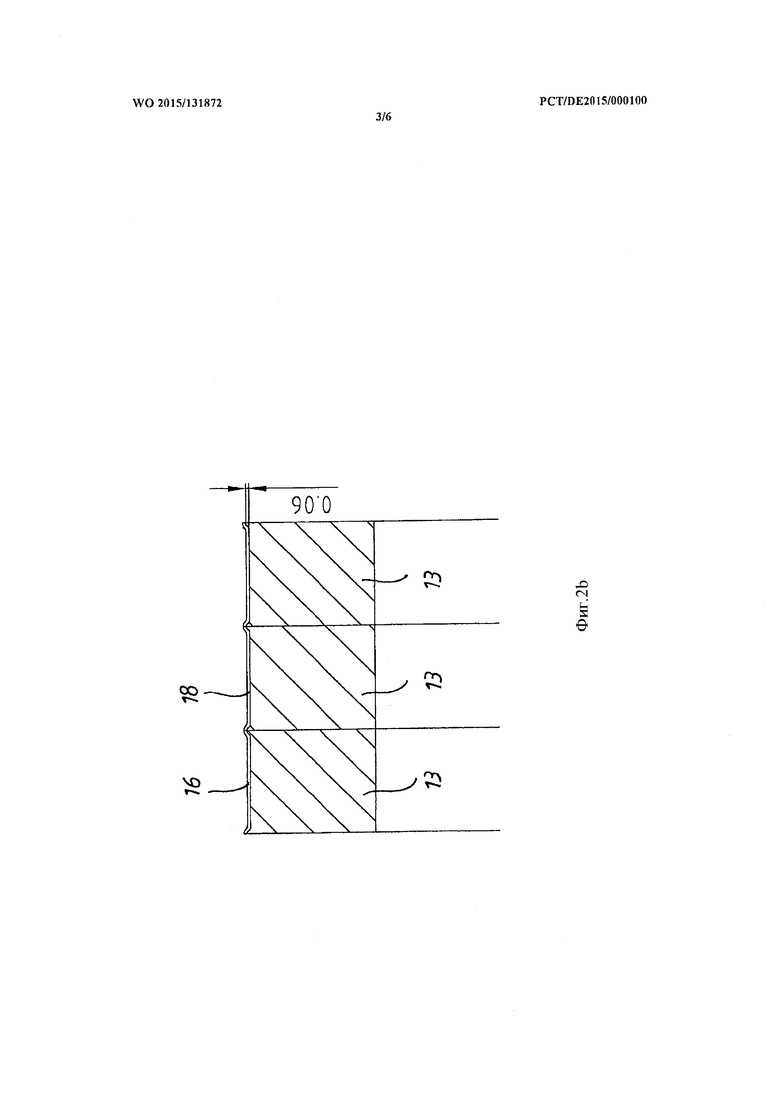
На фиг. 2b показано, что внешняя периферийная поверхность 16 пакетированных заготовок 13 снабжена износостойким покрытием 18, например слоем хрома. В качестве альтернативы возможны также PVD-, CVD-, DLC- или напыленные слои. При этом возвышения 17 повторяются покрытием 18. Толщина покрытия 18 должна составлять в этом примере 0,10 мм.
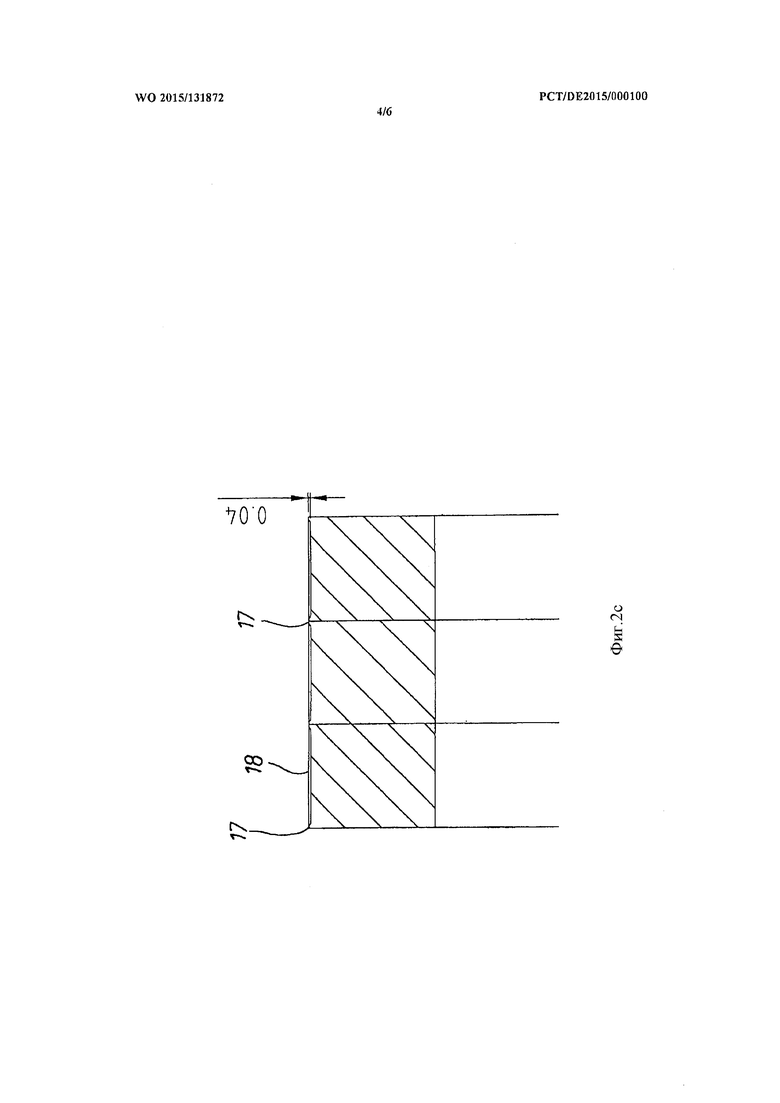
На фиг. 2c видно, что в результате цилиндрической обработки покрытие 18 вместе с возвышением 17 сошлифовано, причем остается толщина покрытия около 0,05 мм. При этом возвышение 17 свободно от покрытия, т.е. снято до основного материала.
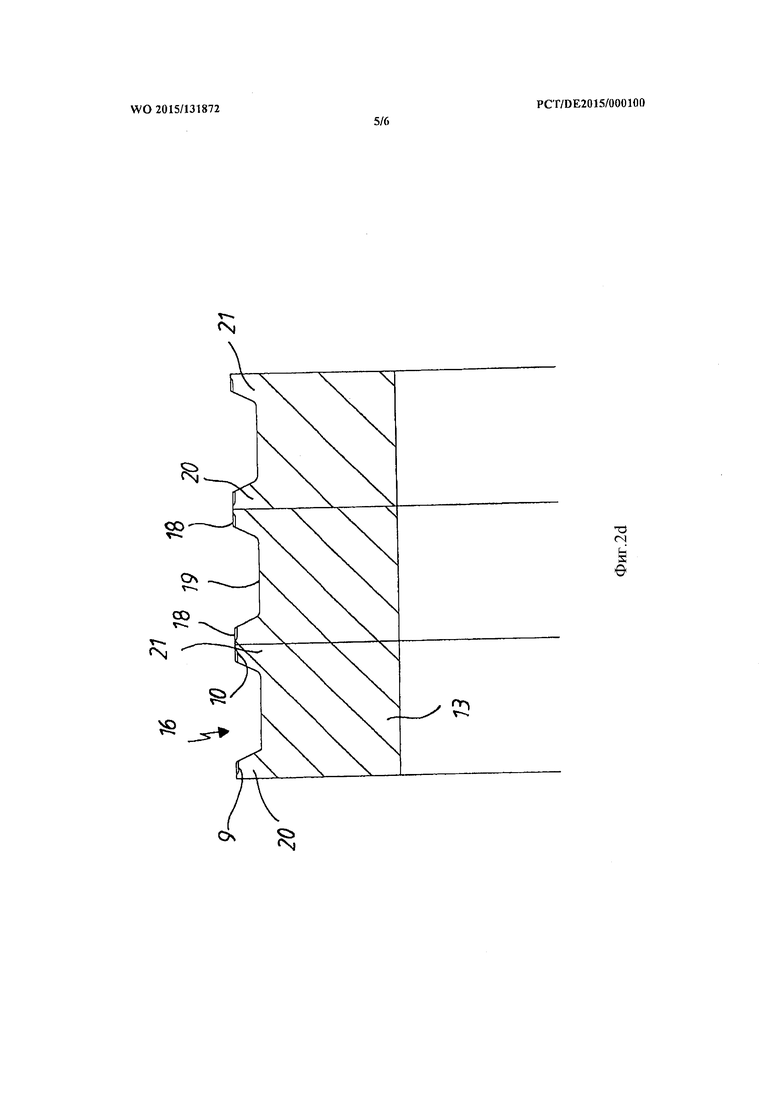
Этап обработки на фиг. 2d показывает, что с помощью обрабатывающего инструмента (не показан) в покрытой внешней периферийной поверхности 16 пакетированных заготовок 13 поршневых колец выполнен профиль 19 таким образом, что образуются два рабочих ребра 20, 21. Они имеют показанные на фиг. 1, снабженные покрытием 18 канавки 9, 10.
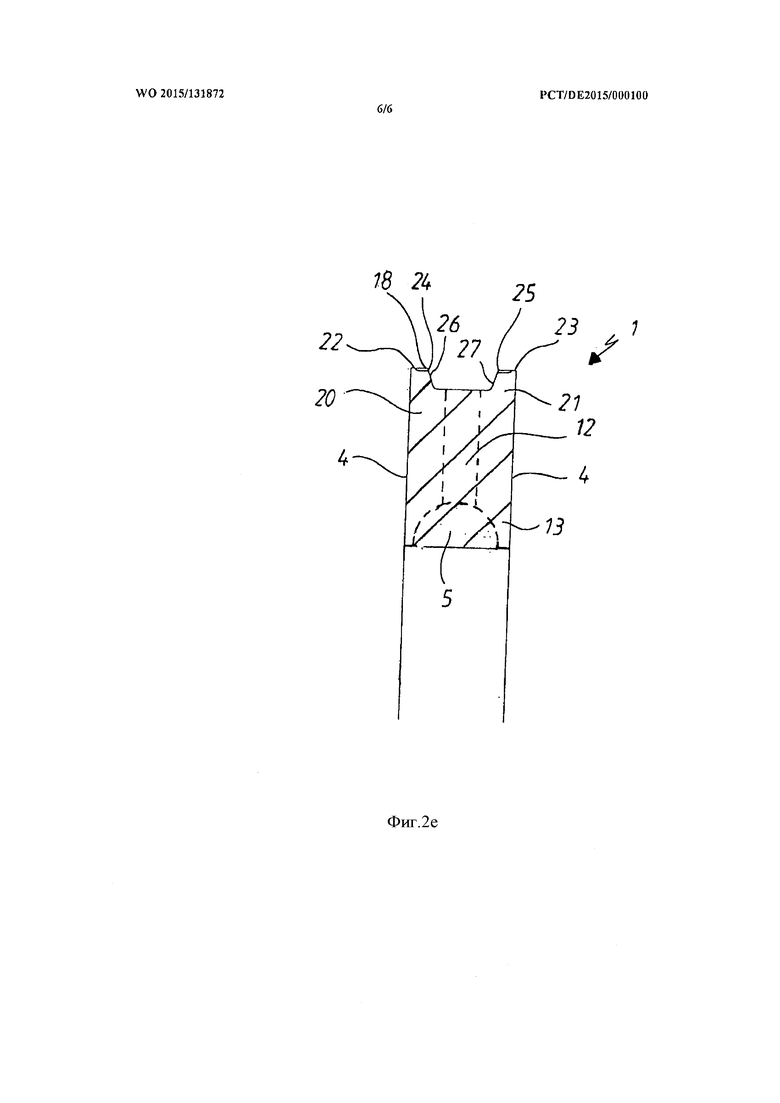
На фиг. 2e изображено окончательно обработанное в зоне внешней периферийной поверхности 16 основание 1. Оно имеет в зоне перехода рабочих ребер 20, 21 в боковые стороны 4 свободные от покрытия острые кромки 22, 23. В зоне перехода оставшегося покрытия 18 в наклонные участки 26, 27 боковых сторон образуются также острые кромки 24, 25.
Вслед за разъединением заготовок 13 поршневых колец на последующих этапах выполняются еще изображенные на фиг. 1 маслоотводящие расточки/прорези 12 и паз 5 для размещения пружинящего элемента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВОГО КОЛЬЦА | 2011 |
|
RU2556951C2 |
| ЦИЛИНДРОПОРШНЕВАЯ ГРУППА | 2013 |
|
RU2534327C2 |
| Маслосъемное поршневое кольцо | 1990 |
|
SU1731971A1 |
| ДВУХКОМПОНЕНТНОЕ МАСЛОСЪЕМНОЕ КОЛЬЦО С РЕБРАМИ, ОКАЗЫВАЮЩИМИ ДАВЛЕНИЕ НА МАСЛО | 2017 |
|
RU2727816C2 |
| ПНЕВМОГИДРАВЛИЧЕСКИЙ ПОРШНЕВОЙ АККУМУЛЯТОР ДЛЯ ВЫСОКИХ ДАВЛЕНИЙ | 2006 |
|
RU2325560C2 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ПОРШНЕВЫХ КОЛЕЦ | 1995 |
|
RU2090630C1 |
| УПЛОТНЕНИЕ ПОРШНЕВОЙ МАШИНЫ | 1992 |
|
RU2031232C1 |
| Способ изготовления маслосъемных поршневых колец со ступенчатым профилем | 1988 |
|
SU1648734A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВОГО КОЛЬЦА И КОМПРЕССИОННОЕ ПОРШНЕВОЕ КОЛЬЦО | 2011 |
|
RU2559209C2 |
| МАСЛОСЪЕМНОЕ КОЛЬЦО | 2012 |
|
RU2591380C2 |
Изобретение относится к маслосъемному поршневому кольцу, которое включает в себя основание (1), содержащее снабженную рабочими ребрами (20, 21) зону (2) рабочей поверхности, внутреннюю периферийную поверхность (3), верхние и нижние боковые стороны (4), а также проходящие между рабочими ребрами до внутренней периферийной поверхности маслоотводящие расточки/прорези (12), при этом а) основание имеет конструктивную высоту (а) 1,2-≤2,5 мм, б) ширина (b) соответствующего рабочего ребра составляет в зоне внешней периферийной поверхности 0,10-0,35 мм, в) в зоне рабочих ребер предусмотрены огибающие канавки (8, 9), снабженные износостойким покрытием (10, 11, 18), г) каждая канавка (8, 9) проходит частично в зоне соответствующего рабочего ребра таким образом, что в зоне верхней и нижней боковых сторон образуется свободный от покрытия участок шириной (с) 0,04-0,25 мм, д) свободный от покрытия участок соответствующего рабочего ребра в зоне перехода в соответствующую боковую сторону выполнен прямоугольным и имеет острую кромку (22, 23), е) глубина (d) предусмотренных в зоне рабочих ребер канавок составляет 0,005-0,10 мм, ж) высота (е) соответствующего рабочего ребра составляет 0,15-0,70 мм. Описан способ изготовления маслосъемного поршневого кольца. Изобретение упрощает конструкцию и процесс изготовления маслосъемного поршневого кольца. 2 н. и 9 з.п. ф-лы, 6 ил.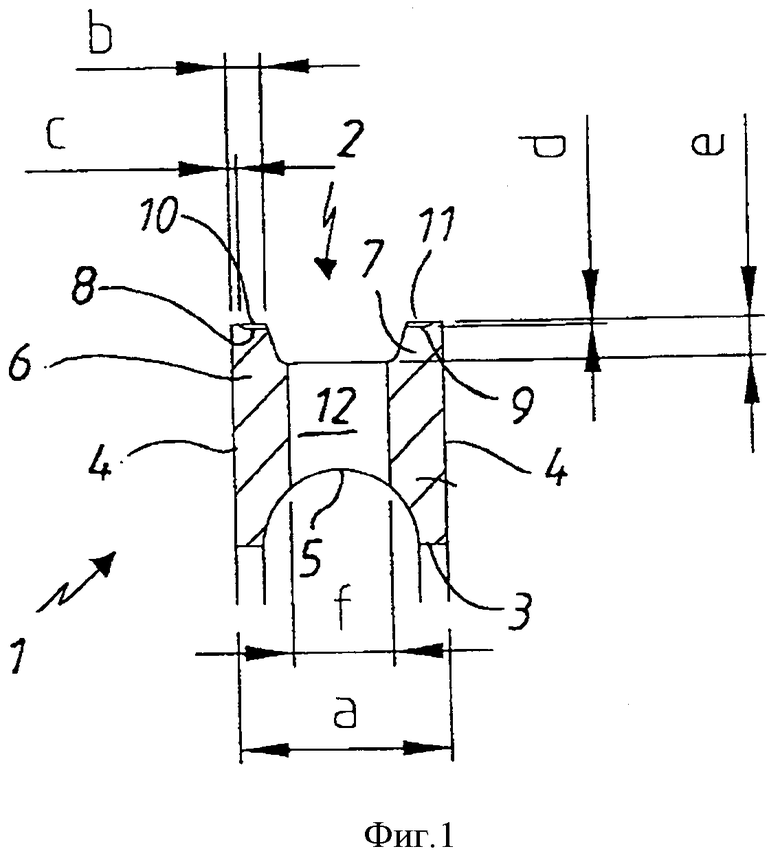
1. Маслосъемное поршневое кольцо, включающее в себя основание (1), содержащее снабженную рабочими ребрами (20, 21) зону (2) рабочей поверхности, внутреннюю периферийную поверхность (3), верхние и нижние боковые стороны (4), а также проходящие между рабочими ребрами (20, 21) до внутренней периферийной поверхности (3) маслоотводящие расточки/прорези (12), отличающееся тем, что:
а) основание (1) имеет конструктивную высоту (а) от 1,2 до ≤2,5 мм,
б) ширина (b) соответствующего рабочего ребра (20, 21) составляет в зоне внешней периферийной поверхности от 0,10 до 0,35 мм,
в) в зоне рабочих ребер (20, 21) предусмотрены огибающие канавки (8, 9), снабженные износостойким покрытием (10, 11, 18),
г) каждая канавка (8, 9) проходит частично в зоне соответствующего рабочего ребра (20, 21) с возможностью образования в зоне верхней и нижней боковых сторон (4) свободного от покрытия участка шириной (с) от 0,04 до 0,25 мм,
д) свободный от покрытия участок соответствующего рабочего ребра (20, 21) в зоне перехода в соответствующую боковую сторону (4) выполнен прямоугольным и имеет острую кромку (22, 23),
е) глубина (d) предусмотренных в зоне рабочих ребер (20, 21) канавок (8, 9) составляет от 0,005 до 0,10 мм,
ж) высота (е) соответствующего рабочего ребра (20, 21) составляет от 0,15 до 0,70 мм.
2. Кольцо по п. 1, отличающееся тем, что:
а) основание (1) имеет конструктивную высоту (а) от 1,2 до ≤2,0 мм,
б) ширина (b) соответствующего рабочего ребра (20, 21) составляет в зоне внешней периферийной поверхности от 0,10 до 0,25 мм,
в) в зоне рабочих ребер (20, 21) предусмотрены огибающие канавки (8, 9), снабженные износостойким покрытием (10, 11, 18),
г) каждая канавка (8, 9) проходит частично в зоне соответствующего рабочего ребра (20, 21) с возможностью образования в зоне верхней и нижней боковых сторон (4) свободного от покрытия участка шириной (с) от 0,04 до 0,15 мм,
д) свободный от покрытия участок соответствующего рабочего ребра (20, 21) в зоне перехода в соответствующую боковую сторону (4) выполнен прямоугольным и имеет острую кромку (22, 23),
е) глубина (d) предусмотренных в зоне рабочих ребер (20, 21) канавок (8, 9) составляет от 0,005 до 0,06 мм,
ж) высота (е) соответствующего рабочего ребра (20, 21) составляет от 0,15 до 0,50 мм.
3. Кольцо по п. 1 или 2, отличающееся тем, что износостойкое покрытие (10, 11, 18) выполнено из чугуна или стали.
4. Кольцо по п. 1 или 2, отличающееся тем, что износостойкое покрытие (10, 11, 18) получено на основе хрома.
5. Кольцо по п. 1 или 2, отличающееся тем, что износостойкое покрытие (10, 11, 18) является PVD-, DLC- или напыленным слоем.
6. Кольцо по п. 1 или 2, отличающееся тем, что предусмотренные между рабочими ребрами (20, 21) маслоотводящие расточки/прорези имеют диаметр/ширину от 0,4 до 1,0 мм.
7. Кольцо по п. 1 или 2, отличающееся тем, что зона перехода износостойкого покрытия (18) в предусмотренные со стороны маслоотводящих расточек участки (26, 27) боковых сторон выполнена острокромочной.
8. Способ изготовления маслосъемного поршневого кольца, при котором
- на круглой оправке (14) зажимают множество заготовок (13) поршневых колец,
- по всей длине оправки измеряют точное положение разделительных швов (15) между отдельными заготовками (13) поршневых колец,
- внешнюю периферийную поверхность (16) заготовок (13) поршневых колец профилируют таким образом, что в переходной зоне соседних заготовок (13) поршневых колец возникает возвышение (17),
- причем вне возвышения (17) выполняют цилиндрическую обработку внешней периферийной поверхности (16),
- по меньшей мере, внешнюю периферийную поверхность (16) пакетированных заготовок (13) поршневых колец снабжают износостойким покрытием (18),
- причем возвышение (17), по меньшей мере, частично формируют посредством покрытия (18),
- внешнюю периферийную поверхность (16) покрытых заготовок (13) поршневых колец подвергают цилиндрической обработке,
- причем износостойкий слой (18) снимают настолько, что в переходной зоне между отдельными заготовками (13) поршневых колец износостойкий слой (18) отсутствует,
- формируют заданный наружный контур заготовок (13) поршневых колец для образования маслозадерживающего объема,
- заготовки (13) поршневых колец разъединяют и направляют на их последующую обработку.
9. Способ по п. 8, отличающийся тем, что износостойкое покрытие (18) создают на основе хрома.
10. Способ по п. 8 или 9, отличающийся тем, что в процессе нанесения покрытия формируют его толщину <0,10 мм, которую в процессе цилиндрической обработки снимают до толщины ≤0,05 мм.
11. Способ по п. 8 или 9, отличающийся тем, что все этапы обработки выполняют на одной и той же круглой оправке (14).
| DE 102012004757 A1, 24.01.2013 | |||
| МАСЛОСЪЕМНОЕ ПОРШНЕВОЕ КОЛЬЦО ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2011 |
|
RU2458239C1 |
| DE 102005051223 A1, 03.05.2007 | |||
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| US 4522412 A, 11.06.1985. | |||

