Область техники, к которой относится изобретение
Изобретение относится к способу изготовления поршневого кольца в соответствии с признаками п.1 формулы изобретения.
Уровень техники
Поршневые кольца изготавливаются из чугуна, стального литья или стальной проволоки. В настоящее время используются, в том числе, поршневые кольца с так называемыми самозатачивающимися соскребающими кромками в виде колец с выемкой и хромовыми покрытиями.
В DE 102007007961 A1 раскрыто поршневое кольцо, тело которого имеет огибающую, в основном, рабочую, верхнюю и нижнюю боковые, а также внутреннюю периферийную поверхности, причем зона перехода рабочей поверхности, по меньшей мере, в нижнюю боковую поверхность снабжена кромкой ≤0,1 мм, а на рабочую поверхность нанесен по меньшей мере один покрывающий PVD-слой ≤10 мм.
В DE 10359802 B3 описаны поршневое кольцо и способ его изготовления. Поршневое кольцо имеет снабженную профилем рабочую поверхность, а также верхнюю и нижнюю боковые поверхности, причем, по меньшей мере, на рабочую поверхность напылен слой таким образом, что ее участок имеет удаляемое покрытие, так что после напыления слоя и удаления покрытия между рабочей поверхностью и по меньшей мере одной из боковых поверхностей образуется, в основном, острая рабочая кромка.
В FR 1484253 описан родовой способ изготовления поршневых колец.
В GB 1441961 раскрыто поршневое кольцо, которое в зоне своей внешней рабочей поверхности покрыто слоем, имеющим твердые и мягкие компоненты.
Раскрытие изобретения
В основе изобретения лежит задача создания альтернативного способа изготовления покрытых PVD-слоем поршневых колец, при осуществлении которого поршневое кольцо по сравнению с уровнем техники обладало бы лучшим соскребающим действием.
Эта задача решается за счет того, что на рабочую поверхность наносится покрывающий PVD-слой, причем при наличии покрывающего PVD-слоя он удаляется вплоть до основного материала рабочей поверхности с образованием перемычки.
Предпочтительные варианты способа приведены в зависимых пунктах формулы.
Кроме того, предложено компрессионное поршневое кольцо с самозатачивающейся соскребающей кромкой, изготовленное предложенным способом.
Благодаря предложенному способу, а именно созданию определенной конусности в зоне рабочей поверхности во взаимодействии по меньшей мере с одним износостойким слоем, можно достичь улучшения соскребающего действия поршневого кольца, в частности компрессионного поршневого кольца, таким образом, что образуется самозатачивающаяся соскребающая кромка (функциональная кромка), не подверженная опасности разрушения.
В зависимости от области применения поршневого кольца может быть целесообразным покрытие рабочей поверхности так называемой многослойной системой. Такие системы описаны, например, в DE 102006046915 B3.
Конусность рабочей поверхности выполняется предпочтительным образом механическим путем.
Освобожденная, в частности после цилиндрической обработки, ширина перемычки рабочей поверхности составляет, согласно другой идее изобретения, 0,05-0,45 мм.
Конусности, например 30-120 минут, выполняются в рабочей поверхности перед нанесением покрытия, причем действия не зависят от материала кольца.
Соскребающая кромка чугунных поршневых колец может быть выполнена острой (90°), или в зависимости от требования, скругленной с радиусом 0,1 мм.
У стальных колец зона соскребающей кромки может быть выполнена нитрированной или ненитрированной. В ненитрированном выполнении соскребающая кромка может быть выполнена острой (90°).
В случае нитрирования стальное кольцо может иметь, при необходимости, следующие выполнения:
- соскребающая кромка имеет радиальный уступ <0,1 мм, стальная перемычка и рабочая поверхность нитрированы, причем под покрывающим PVD-слоем отсутствует нитрированный слой;
- соскребающая кромка снабжается скосом <0,15 мм, стальная перемычка и рабочая поверхность нитрированы, причем в этом случае под покрывающим PVD-слоем остается нитрированный слой.
В зависимости от материала и случая применения могут быть получены, тем самым, поршневые кольца, в частности компрессионные поршневые кольца, покрытые по меньшей мере одним износостойким слоем, преимущественно PVD-слоем.
Если PVD-слой рассматривается уже как покрывающий слой, то в зоне соскребающей кромки он приблизительно цилиндрически удаляется вплоть до основного материала, в результате чего образуется перемычка задаваемой ширины.
Если нанесены несколько износостойких слоев, то покрывающий PVD-слой может быть сошлифован либо вплоть до основного материала рабочей поверхности, либо лишь настолько, чтобы под покрывающим PVD-слоем оставался по меньшей мере один износостойкий слой (например, нитрированный слой).
Обоим вариантам присуще то, что в любом случае образуется перемычка определенной ширины в зоне острой, скругленной или снабженной скосом соскребающей кромки.
Краткое описание чертежей
Объект изобретения изображен на примере его осуществления на чертежах и описан ниже.
На чертежах представлено:
- фиг.1: процесс изготовления поршневого кольца;
- фиг.2: различные варианты выполнения поршневого кольца, изготовленного предложенным способом;
- фиг.3: по меньшей мере, частично нитрированное и снабженное покрывающим PVD-слоем поршневое кольцо.
Осуществление изобретения
Фиг.1 содержит три изображения. Верхнее показывает в увеличенном виде тело 1 поршневого кольца, которое, как видно, имело сначала прямоугольную форму. Этот профиль сечения показывает следующие участки поршневого кольца: нижнюю 2 и верхнюю 3 боковые, внутреннюю периферийную 4 и рабочую 5 поверхности. Для получения острой соскребающей кромки 6 (функциональной кромки) в рабочей поверхности 5 на ее задаваемой высоте h механическим путем выполняется конусность 5′ (например, 100 минут). На следующем изображении видно тело 1, однако имеющее покрывающий PVD-слой 7, который в соответствии с заданным профилем 5′ осаждается на рабочей поверхности 5.
Нижнее изображение показывает, что для получения перемычки 8 заданной ширины h′ покрывающий PVD-слой 7 сошлифовывается вплоть до основного материала рабочей поверхности 5. Благодаря этому виду обработки образуется соскребающая кромка 6, которая за счет определенного расстояния h′ до покрывающего PVD-слоя 7 не подвержена опасности разрушения и в рабочем состоянии самозатачивается.
На фиг.1 показано, что PVD-слой 7 в качестве единственного износостойкого слоя образует одновременно покрывающий слой.
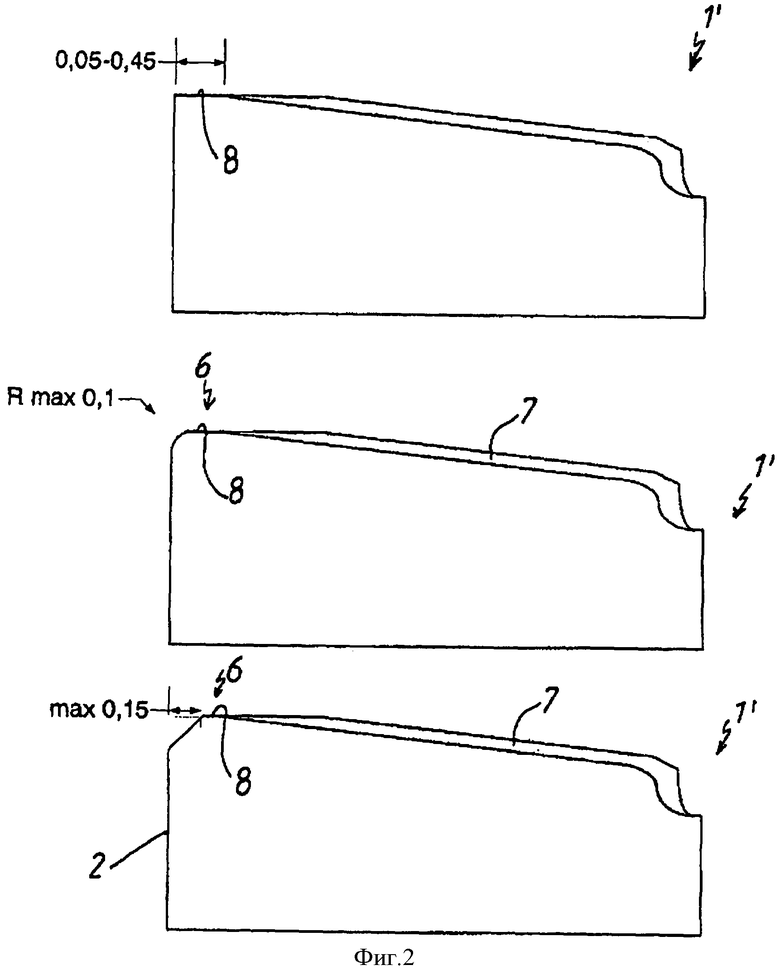
Фиг.2 также содержит три изображения, причем верхнее изображение показывает готовое поршневое кольцо 1′ в соответствии с нижним изображением. Ширина перемычки 8 составляет при этом 0,05-0,45 мм.
В зависимости от выбора материала поршневого кольца 1′ может быть целесообразным предусмотреть в зоне его соскребающей кромки 6 радиусы или фаски (скосы). Среднее изображение показывает поршневое кольцо 1′ с радиусом макс. 0,1 мм в зоне соскребающей кромки 6.
На нижнем изображении видна фаска/скос, которая/который под углом переходит в нижнюю боковую поверхность 2. Ширина перемычки уменьшается при этом макс. на 0,15 мм.
У стальных поршневых колец соскребающая кромка 6 может быть выполнена нитрированной или ненитрированной, причем предпочтительно в ненитрированном выполнении соскребающая кромка 6 выполняется острой (90°), как это показывает верхнее изображение фиг.2.
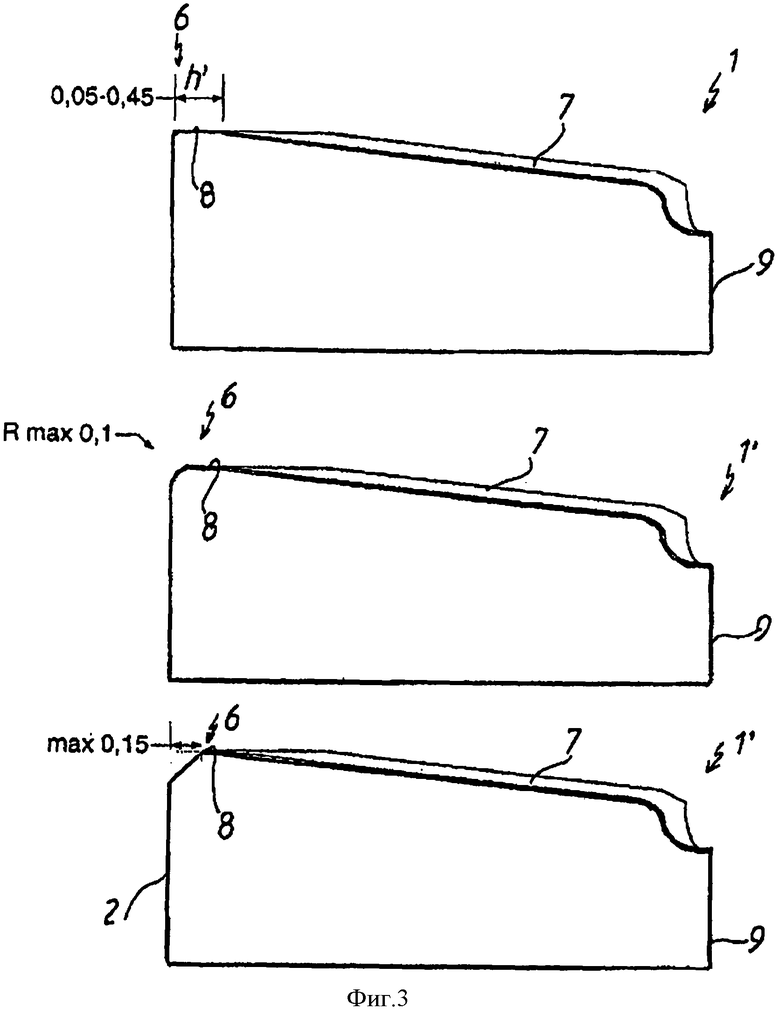
Фиг.3 также содержит три изображения, которые по контуру соответствуют фиг.2. В отличие от фиг.2 перемычка 8 и рабочая поверхность 5 нитрируются, прежде чем будет нанесен покрывающий PVD-слой 7. В этом случае процесс его сошлифовывания должен осуществляться так, чтобы со стороны перемычки сохранился нитрированный слой 9.
У нитрированных выполнений стального кольца могут быть предусмотрены показанные на других изображениях фиг.3 модификации соскребающей кромки 6. При этом боковые 2, 3, рабочая 5 и периферийная поверхности нитрированы, прежде чем будет нанесен покрывающий PVD-слой 7. После удаления покрывающего PVD-слоя 7 в зоне перемычки 8 под ним не остается нитрированный слой (верхнее изображение на фиг.3). Однако можно также осуществить удаление покрывающего PVD-слоя 7 в зоне перемычки 8 так, чтобы сохранилось ее желательное нитрирование (среднее и нижнее изображения на фиг.3).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВОГО КОЛЬЦА И КОМПРЕССИОННОЕ ПОРШНЕВОЕ КОЛЬЦО | 2011 |
|
RU2559210C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ | 2012 |
|
RU2577642C2 |
| СПОСОБ ИЗГОТОВЛЕЛИЯ ПОРШНЕВОГО КОЛЬЦА | 2011 |
|
RU2549379C2 |
| МАСЛОСЪЕМНОЕ ПОРШНЕВОЕ КОЛЬЦО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2670477C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВОГО КОЛЬЦА | 2011 |
|
RU2556951C2 |
| ПОРШНЕВОЕ КОЛЬЦО | 2012 |
|
RU2573549C2 |
| ПОРШНЕВОЕ КОЛЬЦО С УВЕЛИЧЕННОЙ УСТАЛОСТНОЙ ПРОЧНОСТЬЮ ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВОГО КОЛЬЦА | 2013 |
|
RU2633734C2 |
| ПОРШНЕВОЕ КОЛЬЦО | 2010 |
|
RU2526412C2 |
| ИМЕЮЩЕЕ ПОКРЫТИЕ ПОРШНЕВОЕ КОЛЬЦО С ЗАЩИТНЫМ СЛОЕМ | 2017 |
|
RU2727466C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВОГО КОЛЬЦА | 2014 |
|
RU2661352C2 |
Группа изобретений относится к способу изготовления поршневого кольца, при котором в металлическом теле, по меньшей мере имеющем радиально внешнюю рабочую поверхность, радиально внутреннюю периферийную поверхность и проходящие между ними верхнюю и нижнюю боковые поверхности, в зоне выполненной приблизительно цилиндрической рабочей поверхности выполняется определенная конусность, по меньшей мере рабочая поверхность покрывается по меньшей мере одним износостойким слоем, а образующий соскребающую кромку участок по меньшей мере одного износостойкого слоя, по меньшей мере, частично удаляется, в основном цилиндрически с образованием перемычки задаваемой ширины. На рабочую поверхность наносят покрывающий PVD-слой, причем при наличии покрывающего PVD-слоя его удаляют, вплоть до основного материала рабочей поверхности, образуя перемычку. Изобретение повышает надежность поршневого кольца. 2 н. и 6 з.п. ф-лы, 3 ил.
1. Способ изготовления поршневого кольца (1′), при котором в металлическом теле (1), по меньшей мере имеющем радиально внешнюю рабочую поверхность (5), радиально внутреннюю периферийную поверхность (4) и проходящие между ними верхнюю и нижнюю боковые поверхности (2, 3), в зоне выполненной приблизительно цилиндрической рабочей поверхности (5) выполняют определенную конусность (5′) по меньшей мере рабочую поверхность (5) покрывают по меньшей мере одним износостойким слоем (7), а образующий соскребающую кромку (6) участок по меньшей мере одного износостойкого слоя (7), по меньшей мере, частично удаляют, в основном цилиндрически, образуя перемычку (8) задаваемой ширины (h′), отличающийся тем, что на рабочую поверхность (5) наносят покрывающий PVD-слой (7), причем при наличии покрывающего PVD-слоя (7) его удаляют, вплоть до основного материала рабочей поверхности (5), образуя перемычку (8).
2. Способ по п.1, отличающийся тем, что по меньшей мере участки конической рабочей поверхности (5) нитрируют, а затем на нее наносят покрывающий PVD-слой (7).
3. Способ по п.1 или 2, отличающийся тем, что зону соскребающей кромки (6) выполняют нитрированной или ненитрированной.
4. Способ по п.3, отличающийся тем, что соскребающую кромку (6) выполняют острой.
5. Способ по п.3, отличающийся тем, что соскребающую кромку (6) выполняют со скруглением, переходящим в соответствующую боковую поверхность (2) с радиусом макс. 0,2 мм.
6. Способ по п.3, отличающийся тем, что соскребающую кромку (6) выполняют со скосом, переходящим в соответствующую боковую поверхность (2) под углом >30°.
7. Способ по п.3, отличающийся тем, что тело (1) изготавливают из чугуна, стального литья или стальной проволоки.
8. Компрессионное поршневое кольцо, изготовленное способом по одному из пп.1-7.
| Устройство для тренировки тяжелоатлетов | 1987 |
|
SU1484353A1 |
| GB 1441961 A, 07.07.1976 | |||
| RU 2008115773 A, 27.10.2009 | |||
| МАСЛОСЪЕМНОЕ ПОРШНЕВОЕ КОЛЬЦО | 0 |
|
SU389280A1 |
| Способ получения водонерастворимой глюкоамилазы | 1972 |
|
SU507636A1 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |

