ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Изобретение относится к производству алюминия электролизом в расплавленных солях по методу Холла-Эру и, в частности, к предварительно обожженным анодам, используемым в цехах по производству алюминия и содержащим анодный блок из углерода, к способу изготовления таких анодных блоков и к устройству, предназначенному для изготовления таких анодных блоков.
УРОВЕНЬ ТЕХНИКИ
Металлический алюминий производят в промышленности путем электролиза в расплавленных солях, то есть электролизом растворенного глинозема в ванне расплавленного криолита, называемой электролитической ванной, по хорошо известному методу Холла-Эру. Электролитическая ванна содержится в электролизных ваннах, содержащих стальной кожух, который футерован изнутри огнеупорными и/или изоляционными материалами, и катодные элементы, расположенные в подине электролизной ванны. Анодные блоки из углеродистого материала частично погружены в электролитическую ванну. Каждая электролизная ванна и соответствующие ей аноды образуют то, что зачастую называют электролизером. Ток электролиза, который протекает в электролитической ванне и, возможно, слое жидкого алюминия через посредство анодов и катодных элементов, вызывает реакции восстановления глинозема и обеспечивает также поддержание в электролитической ванне температуры порядка 950°C по эффекту Джоуля.
В заявке на французский патент FR 2806742 (соответствующей американскому патенту US 6409894) описываются установки электролизного цеха, предназначенного для производства алюминия.
Согласно самой распространенной технологии электролизеры включают множество так называемых «предварительно обожженных» анодов из углеродистого материала, которые расходуются в ходе реакций электролитического восстановления алюминия.
Во время реакций электролиза выделяются газы и, в частности, диоксид углерода (углекислый газ), которые, естественно, накапливаются в форме газовых пузырьков под нижней стороной анода, обычно, по существу, плоской и горизонтальной, что влияет на общую стабильность электролизера.
Накопление газовых пузырьков приводит фактически к:
- электрическим изменениям и нестабильностям,
- увеличенной частоте и продолжительности анодных эффектов,
- повышенной вероятности обратной реакции и, следовательно, потери кпд ввиду небольшого расстояния между произведенным слоем алюминия и пузырьками СО2,
- повышенному расходу углерода и образованию вредных газов вследствие превращения СО2 в СО при контакте с углеродом.
Известна практика использования предварительно обожженных анодов с углеродными анодными блоками, которые содержат одну или несколько канавок в их нижней части, чтобы способствовать удалению газовых пузырьков и препятствовать их накоплению, что должно привести к решению вышеназванных проблем и снизить расход энергии, как показано в Light Metals 2005 “Energy saving in Hindalco's Aluminium Smelter”, S.C. Tandon & R.N. Prasad. Канавки позволяют сократить среднюю длину свободного пробега газовых пузырьков под анодом для выхода из межэлектродного пространства и, следовательно, уменьшить размер пузырьков, которые образуются под анодом.
Выгода от использования канавок уже изучена и доказана, например, в Light Metals 2007 р. 305-310 “The impact of slots on reduction cell individual anode current variation”, Geoff Bearne, Dereck Gadd, Simon Lix или Light Metals 2007 p. 299-304 “Development and deployment of slotted anode technology at Alcoa”, Xiangwen et al.
Также из нижеследующих документов известно:
- WO 2006/137739 использование меньших канавок (порядка от 2 до 8 мм), чем используемые обычно (порядка от 8 до 20 мм), чтобы оптимизировать полезную углеродную массу и поверхность обмена;
- US 7179353 использование анодного блока, имеющего канавки, выходящие лишь на одну боковую сторону анодного блока и, в частности, к центру электролизера, чтобы улучшить растворение глинозема.
Хорошо известно ограничение в использовании этих канавок вследствие того, что глубина канавок относительно нижней поверхности анодных блоков ограничена, чтобы не нарушить механическую и физическую целостность углеродных анодных блоков. При этом углеродные анодные блоки постепенно расходуются в ходе реакции электролиза на высоту, превышающую глубину канавок, так что продолжительность существования канавок в аноде меньше срока службы анода. Следовательно, в течение некоторого времени на протяжении срока службы анодов нижняя часть анодных блоков уже не имеет никакой канавки. В таком случае становятся заметными проблемы, упомянутые выше для анодов без канавок.
На практике, как сказано в Light Metals 2007 p. 299-304 “Development and deployment of slotted anode technology at Alcoa”, глубина канавок ограничена по соображениям целостности главным образом в случае канавок, выполненных формованием на сырых анодных блоках, так что выгодные эффекты, вытекающие из наличия канавок, наблюдаются лишь на некоторой части срока службы анодов. Канавки создают уязвимые места в сырых анодных блоках, которые затем растрескиваются во время их транспортировки, их хранения или их обжига.
Практика показала, что распилкой обожженных анодных блоков также трудно и затратно получить аноды требуемой надежности с канавками (в этом случае - прорезями), глубина которых соответствует расходуемой высоте анодного блока. Механические напряжения и вибрация, вызванные полотнами пилы, приводят к разрыхлению, растрескиванию и затем разрушению углеродных блоков. Распилка анодов представляет собой, кроме того, затратный процесс ввиду высокой стоимости оборудования для распилки, большого энергопотребления и необходимости сбора и обработки пыли, получаемой при распилке.
Размеры анодных блоков используемых обычно анодов составляют порядка от 1200 до 1700 мм в длину, от 500 до 1000 мм в ширину и от 550 до 700 мм в высоту, с одной-тремя канавками, глубина которых находится, как правило, в пределах между 150 и 350 мм.
Так, для анодного блока высотой 600 мм, с высотой расходуемого углерода 400 мм и канавкой глубиной 250 мм, канавка создает выгодный эффект лишь в течение 62,5% срока службы анода.
Первая задача изобретения состоит в том, чтобы предложить другой тип анодов, устраняющих проблемы отвода накапливающегося под анодами газа без ущерба целостности анодных блоков во время их изготовления, их хранения, их транспортировки или их использования.
Другая задача изобретения состоит в том, чтобы предложить аноды, позволяющие устранить вышеназванные недостатки, то есть предложить аноды, создающие выгодный эффект в течение более продолжительного периода времени, также без ущерба целостности анодных блоков во время их изготовления, их хранения, их транспортировки или их использования.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Для этой цели объектом изобретения является анодный блок из углерода для предварительно обожженного анода для использования в электролизере по производству металла, имеющий верхнюю сторону, нижнюю сторону, предназначенную располагаться напротив верхней стороны катода, и четыре боковые стороны, а также содержащий по меньшей мере одну первую канавку, выходящую на по меньшей мере одну из боковых сторон, на которой эта первая канавка имеет максимальную длину Lmax в плоскости, параллельной нижней стороне, и отличающийся тем, что первая канавка не выходит на нижнюю или верхнюю стороны, или выходит на верхнюю или нижнюю стороны на длину L0, меньшую половины максимальной длины Lmax.
Иначе говоря, первая канавка согласно изобретению образует выемку (полость) в сердцевине материала, составляющего анодный блок, которая не открыта на нижней или верхней сторонах на некоторой части длины упомянутой канавки.
Верхняя сторона анодного блока дополнительно содержит по меньшей мере одну крепежную выемку, а нижняя сторона анодного блока предназначена при использовании быть погруженной в электролитическую ванну. Под «канавкой» понимают, как это известно из уровня техники, по существу вертикальную удлиненную выемку глубиной в пределах между 50 и 500 мм и шириной в пределах между 5 и 40 мм.
Такая первая канавка обладает эффектом снижения турбулентности электролитической ванны и кинетической энергии турбулентности для объема, находящегося под нижней поверхностью анодного блока, когда она выходит на значительную длину на нижней стороне, то есть после некоторого износа анодного блока. Снижение турбулентности особенно выгодно в зоне ниже анодного блока, так как оно снижает повторное окисление расплавленного металла в электролитической ванне.
Такая первая канавка сохраняет структурную целостность анодного блока и, следовательно, его физическую прочность, поскольку существенная часть первой канавки образована в сердцевине материала. Наружная оболочка, которая в большей степени подвержена нагрузкам и растрескиванию, чем сердцевина материала, в этом случае ослаблена в меньшей степени такой первой канавкой, которая на меньшей поверхности выходит на наружные стороны анодного блока, по отношению к канавке, известной из предшествующего уровня техники.
Канавка выходит лишь на одну боковую сторону или на две противоположные боковые стороны анодного блока, чтобы способствовать отводу накапливающегося под анодным блоком газа.
Согласно конкретному варианту реализации изобретения, канавка может иметь несколько наклоненное дно под углом менее 10° относительно горизонтали, чтобы улучшить отвод газа и ориентировать этот отвод в заранее предусмотренное место электролизной ванны, например, в точки загрузки глинозема, с тем, чтобы способствовать перемешиванию и растворению глинозема, а конкретнее - в сторону центрального желоба в электролизере.
Особая и инновационная форма первой канавки согласно изобретению придает ей период полной эффективности, в отличие от канавок согласно уровню техники, образованных от нижней стороны. Так как первая канавка не выходит на нижнюю сторону или выходит на нижнюю сторону на укороченную длину, она неэффективна или обладает лишь ограниченной эффективностью по отводу газа в первые мгновения погружения анодного блока в электролизную ванну. Зато первая канавка обретает свою полную эффективность после некоторого износа анодного блока, когда длина канавки, выходящей на нижнюю сторону, увеличивается.
Поэтому объединение по меньшей мере одной первой канавки с по меньшей мере одной второй канавкой по уровню техники в анодном блоке для анода особенно выгодно. Под второй канавкой понимают канавку с максимальной длиной L'max в плоскости, параллельной нижней стороне, и выходящую на нижнюю сторону на длину L'0, равную или по существу равную L'max, например, когда нижняя кромка анодного блока скошена.
Таким образом, когда в электролизную ванну установлен новый анод, вторая канавка обеспечивает отвод накапливающегося под анодом газа, а когда вторая канавка исчезает в связи с износом анодного блока, первая канавка перенимает эстафету по отводу накапливающегося под анодом газа. Периоды эффективности первой и второй канавок могут перекрываться, то есть имеет место сосуществование первой и второй канавок с одинаковой глубиной относительно нижней стороны, или они могут несколько расходиться.
Анодный блок может иметь одну или более первых канавок и одну или более вторых канавок. Ориентация различных канавок может варьироваться, причем первые канавки могут быть ориентированы, например, перпендикулярно вторым канавкам.
Так, по сравнению с анодным блоком уровня техники, при котором переходили, вследствие расходования углерода или износа, от эффективной канавки к отсутствию канавки, с анодными блоками согласно изобретению, содержащими по меньшей мере одну первую канавку и по меньшей мере одну вторую канавку, наблюдается переход от второй канавки к первой канавке, что исключает возмущения и резкие изменения кинетики текучих сред с сопутствующими проблемами электрического равновесия и способствует, например, адаптативному регулированию.
Согласно особенно выгодному примеру реализации изобретения анодный блок содержит две вторые канавки и одну первую канавку, причем первая и вторые канавки простираются параллельно в продольном направлении анодного блока, и первая канавка расположена на середине расстояния между двумя вторыми канавками. Смещение в плоскости, параллельной нижней стороне, первой канавки относительно двух вторых канавок обеспечивает также оптимальное поддержание физической целостности анодного блока.
Согласно выгодному варианту реализации длина L0, на которую выходит первая канавка на нижнюю сторону, составляет менее 25% максимальной длины Lmax, а предпочтительно менее 10% максимальной длины Lmax. Чем меньше длина L0, на которую первая канавка выходит на нижнюю сторону, тем больше физическая целостность анодного блока. Таким образом, предпочтительный пример реализации соответствует случаю, при котором канавка не выходит на нижнюю сторону. То, что первая канавка выходит на нижнюю сторону, обусловлено, главным образом, способом изготовления, особенно выгодным тем, что он прост в осуществлении, в котором:
- вводят пластину внутрь пресс-формы виброуплотнителя;
- загружают в пресс-форму виброуплотнителя углеродистые материалы, составляющие анодный блок;
- осуществляют виброуплотнение углеродистых материалов; и
- извлекают отформованный таким образом анодный блок из пресс-формы, в частности, скольжением относительно пластины.
Согласно другому варианту реализации анодный блок извлекают из пресс-формы после удаления из пресс-формы пластины.
Согласно выгодному варианту реализации изобретения пластину закрепляют внутри пресс-формы перед загрузкой.
Согласно другому выгодному варианту реализации изобретения пластину закрепляют на одной боковой стенке или двух противоположных боковых стенках пресс-формы перед загрузкой.
Изобретение распространяется на аноды, имеющие по меньшей мере один анодный блок, такой как он описанный выше, и крепежную штангу.
Изобретение распространяется также на электролизер по производству алюминия электролизом в расплавленных солях, содержащий по меньшей мере один анод, такой как описанный выше, а также на способ производства алюминия, включающий стадии, состоящие в том, что:
- предусматривают по меньшей мере один анод, такой как описанный выше;
- устанавливают анод в электролизер по производству алюминия;
- пропускают ток в электролизер через анод;
- извлекают алюминий, полученный электролизом в подине электролизной ванны.
Ниже изобретение описывается более подробно при помощи прилагаемых чертежей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
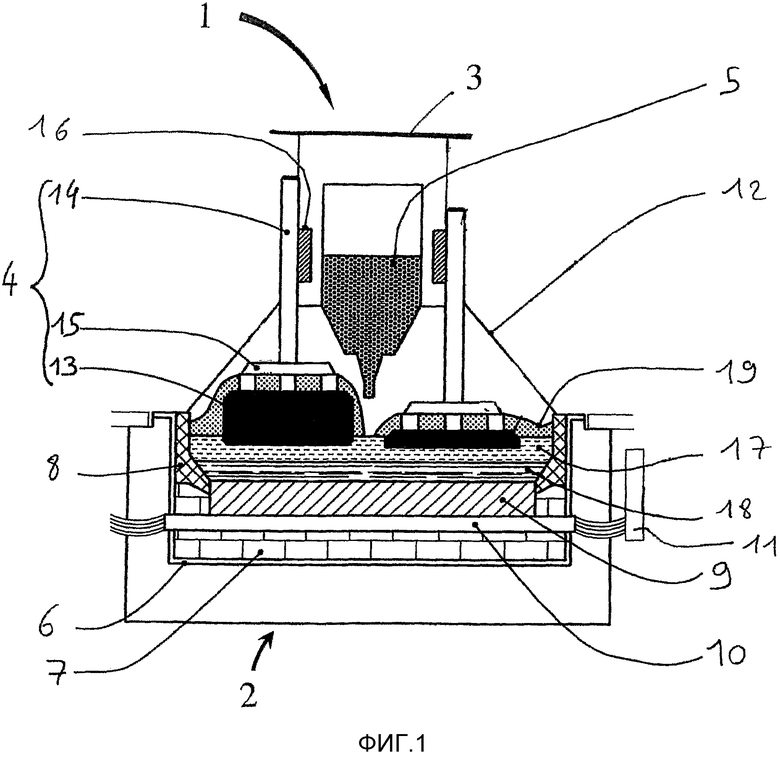
Фиг. 1 иллюстрирует вид в поперечном разрезе типового электролизера, предназначенного для производства алюминия.
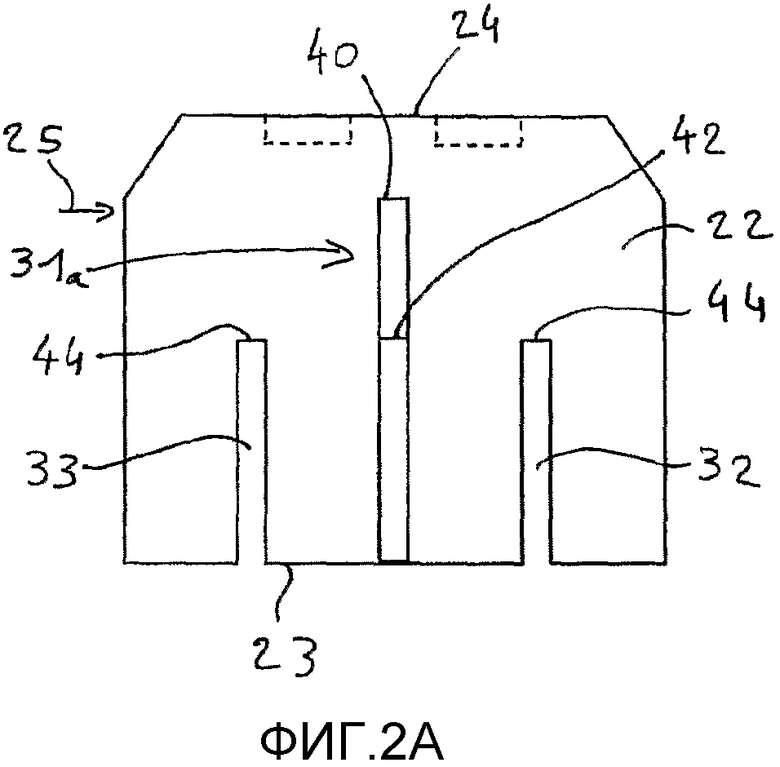
Фиг. 2А и 2В представляют собой вид спереди варианта реализации анодного блока анода согласно изобретению.
Фиг. 3 представляет собой вид в разрезе анодного блока с фиг. 2А и 2В по линии А-А для пояснения формы первой канавки.
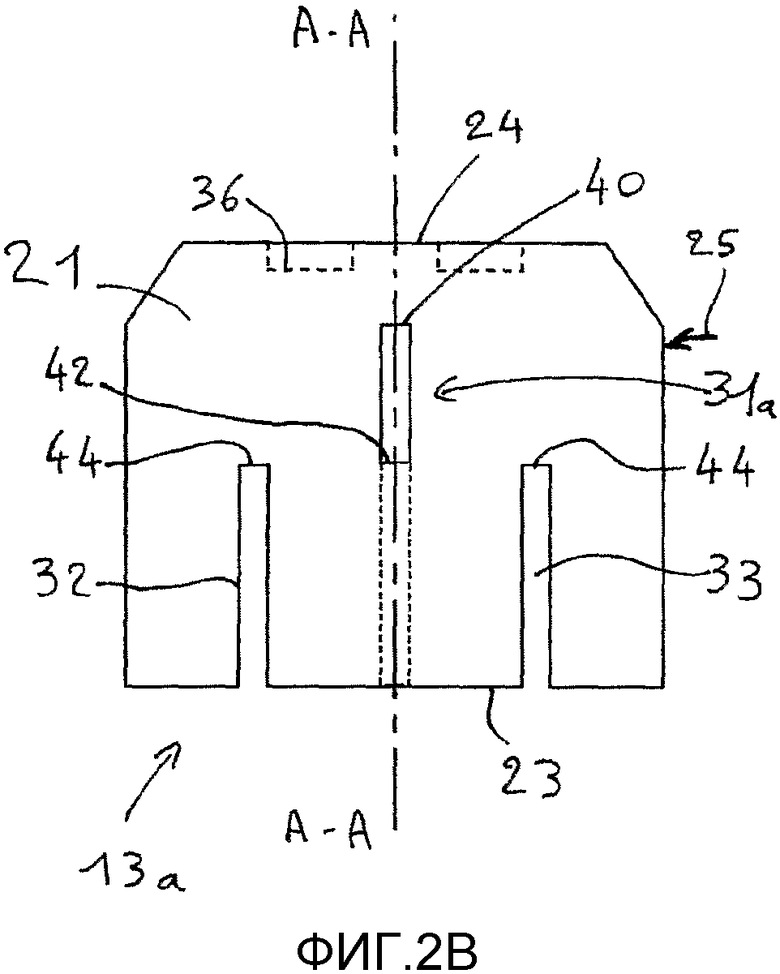
Фиг. 4 - вид спереди пластины, предназначенной быть закрепленной в пресс-форме для создания первой канавки в процессе изготовления сырого анодного блока с фиг. 2 и 3.
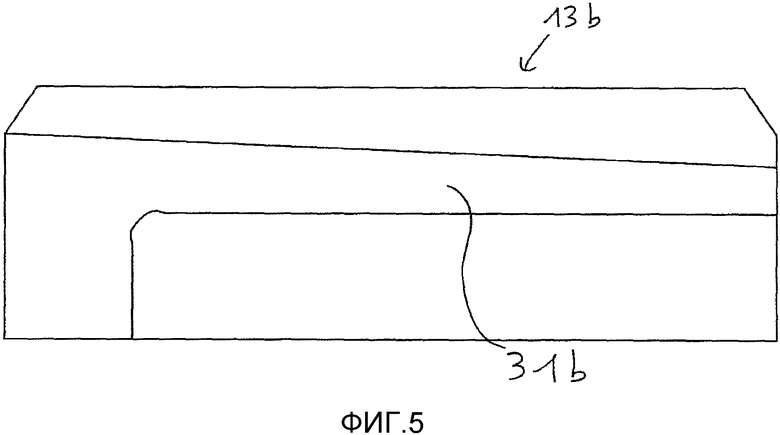
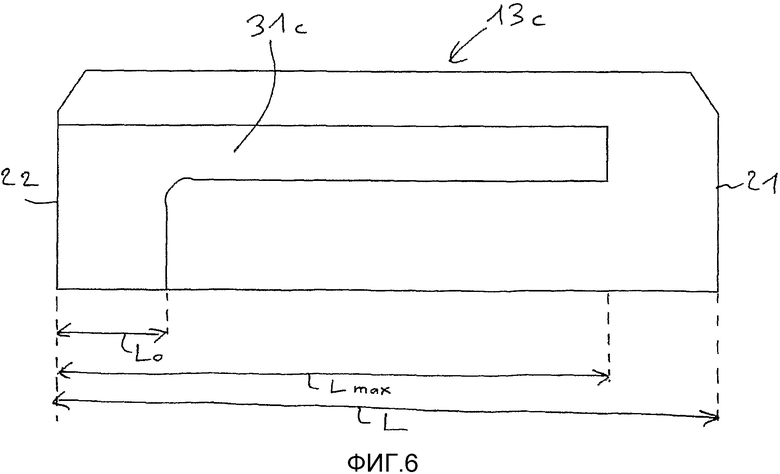
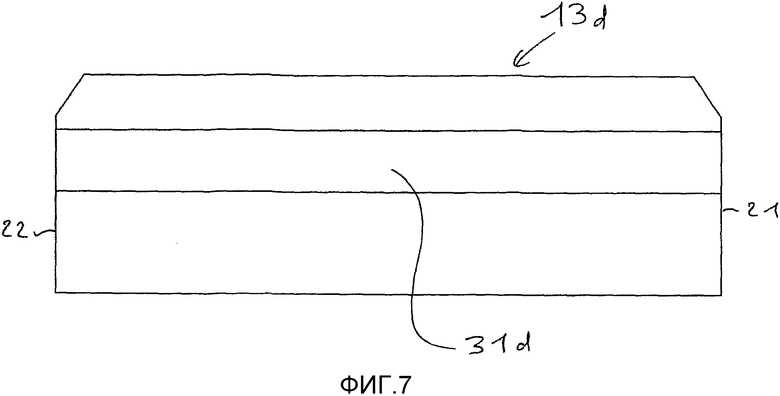
Фиг. 5-7 - виды в разрезе по типу фиг. 3, показывающие другие конкретные формы первых канавок.
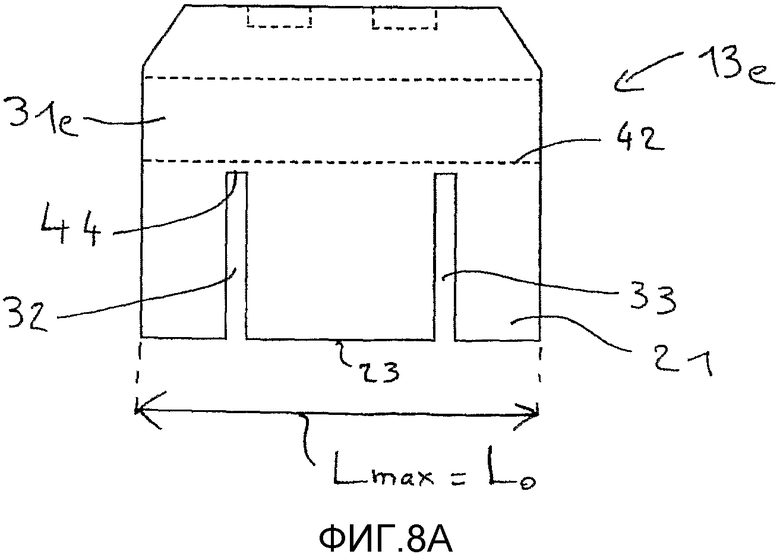
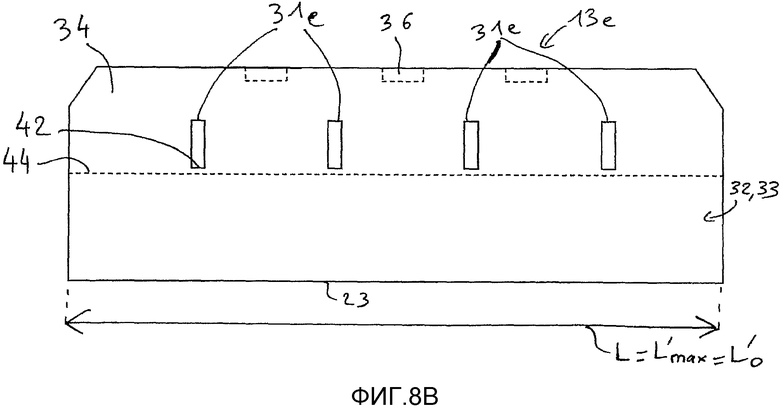
Фиг. 8А и 8В показывают соответственно виды спереди другого варианта реализации анодного блока согласно изобретению.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Электролизные предприятия, предназначенные для производства алюминия, включают зону производства жидкого алюминия, которая включает один или несколько цехов электролиза, содержащих электролизеры. Электролизеры обычно расположены рядами или сериями, в каждом(ой) из которых имеются, как правило, больше сотни электролизеров, которые электрически соединены последовательно при помощи соединительных проводников.
Как показано на фиг. 1, электролизер 1 содержит электролизную ванну 2, опорную конструкцию 3, называемую также «надстройкой» (от англ. «superstructure»), несущую множество анодов 4, средства 5 для питания электролизной ванны глиноземом и/или AlF3 и средства 12 для улавливания отходящих газов, выделяемых электролизной ванной при работе. Электролизная ванна 2 обычно содержит металлический кожух 6, футерованный изнутри огнеупорными материалами 7, 8, катодный узел, который содержит блоки 9 из углеродистого материала, называемые «катодными блоками», расположенные в подине электролизной ванны, и металлические соединительные шины 10, к которым подсоединены электрические проводники 11, служащие для подвода тока электролиза. Каждый из анодов 4 содержит по меньшей мере один расходуемый анодный блок 13 из предварительно обожженного углеродистого материала и металлическую штангу 14. Анодные блоки 13 обычно имеют форму параллелепипеда. Штанги 14 обычно прикреплены к анодным блокам 13 посредством крепежных элементов 15, называемых обычно «анододержателями», которые содержат штыри («ниппели»), обычно закрепленные в анодных блоках 13 посредством выемок 36 в верхней стороне анодного блока. Аноды 4 закреплены с возможность перемещения на подвижной металлической раме 16, называемой «анодной рамой», посредством механических средств крепления. Анодная рама 16 поддерживается надстройкой 3 и соединена с электрическими проводниками (не показаны), служащими для подвода тока электролиза.
Огнеупорные материалы 7, 8 и катодные блоки 9 образуют внутри электролизной ванны 2 тигель, в котором может содержаться ванна 17 электролита и слой жидкого металла 18, когда электролизер 1 находится в работе. Как правило, покров 19 из глинозема и затвердевшего электролита покрывает ванну 17 электролита и полностью или частично анодные блоки 13.
Аноды 4 и, в частности, анодные блоки 13 частично погружены в ванну 17 электролита, которая содержит в ней растворенный глинозем. Каждый из анодных блоков 13 имеет вначале нижнюю сторону, обычно практически плоскую и параллельную верхней поверхности катодных блоков 9, которая обычно горизонтальна. Расстояние между нижней стороной анодных блоков 13 и верхней поверхностью катодных блоков 9, называемое «межполюсным расстоянием», представляет собой важный параметр регулирования электролизеров 1. Межполюсное расстояние обычно контролируют с большой точностью.
Углеродистые (угольные) анодные блоки постепенно расходуются при использовании. Чтобы компенсировать этот износ, общепринятая практика состоит в том, что аноды постепенно опускают, регулярно перемещая анодную раму вниз. Кроме того, как показано на фиг. 1, анодные блоки имеют, как правило, разную степень износа, предпочтительно для того, чтобы избежать замены всех анодов одновременно.
На фиг. 2А, 2В и 3 показан первый вариант реализации анодного блока 13а согласно изобретению. Анодный блок 13а имеет обычно форму прямоугольного параллелепипеда с длиной L между двумя противоположными короткими боковыми сторонами 21 и 22, как правило вертикальными, и высотой Н между нижней стороной 23 и верхней стороной 24, как правило горизонтальными. Как показано на фиг. 2А, 2В и 3, верхние кромки могут быть срезаны, чтобы ограничить потери углерода. Анодные блоки рассчитаны на расходование до максимальной высоты износа, показанной стрелками 25.
Анодный блок 13а содержит одну первую канавку 31а и две вторые канавки 32 и 33.
Вторые канавки 32, 33 обычно пересекают анодный блок насквозь в направлении длины L. На фиг. 2А и 2В, на которых представлены противоположные короткие боковые стороны 21, 22 анодного блока 13а, показано, что эти вторые канавки 32, 33 выходят на нижнюю сторону 23 по всей ее длине и на две короткие боковые стороны. Следовательно, вторые канавки 32, 33 выходят на нижнюю сторону 23 на длины L'0, равные их соответствующим максимальным длинам L'max, а также равные L. В том случае, если нижние кромки срезаны, эти длины L'max и L'0 также по существу равны, поскольку срезана незначительная часть.
Из соображений лучшего понимания, масштабы на чертежах строго не соблюдены, в частности, относительно ширины канавок, при этом ширина канавок, как правило, находится в пределах между 5 и 40 мм, тогда как ширина анодных блоков, соответствующая коротким боковым сторонам, как правило, составляет между 550 и 700 мм. На фиг. 2А, 2В (а также на фиг. 8А и 8В) пунктирными линиями изображены невидимые части сторон, но видимые на просвет. Фиг. 3 представляет собой вид анода в разрезе по линии А-А первой канавки 31, чтобы более наглядно показать форму первой канавки 31.
Первая канавка 31а содержит на своей длине:
первый участок I, образующий перфорацию или выемку в сердцевине углеродистого материала и не выходящий на нижнюю сторону 23 анодного блока 13а;
второй участок II, выходящий на нижнюю сторону 23 анодного блока 13а.
Таким образом, когда анодный блок 13а полностью составлен, первая канавка 31а имеет форму опрокинутой буквы L и на первом участке I содержит дно 40 и нижнюю стенку 42, а на втором участке II содержит лишь дно 40.
Первая канавка 31а выходит на две короткие боковые стороны 21, 22 анодного блока 13а для отвода газа, накапливающегося под анодом. Максимальная длина Lmax первой канавки 31а в плоскости, параллельной нижней стороне, равна, таким образом, длине L анода. Зато первая канавка 31а выходит на нижнюю сторону 23 на длину L0, которая меньше относительно максимальной длины. Чтобы сохранить физическую целостность и достаточную прочность анодного блока и одновременно сохранить важные свойства дренажа газа, заявитель считает, что L0 должна быть меньше половины Lmax, а предпочтительно, меньше 25% Lmax, и еще более предпочтительно, меньше 10% Lmax.
Первая канавка 31а простирается параллельно и на середине расстояния (полпути) между вторыми канавками 32, 33, так чтобы максимально сохранить физическую целостность и прочность анодного блока 13а.
Как видно на фиг. 2А и 2В, вторые канавки 32, 33 имеют дно 44, расположенное на той же высоте в анодном блоке 13а, что и нижняя стенка 42 первой канавки 31а. Следовательно, когда вторые канавки 32, 33 «срабатываются» и исчезают, первый участок I первой канавки принимает эстафету и обеспечивает отвод газа.
Анодный блок 13а, а также образованный из этого анодного блока 13а анод обеспечивают эффективный отвод непрерывным образом газа, образующегося в электролизной ванне.
Также на фиг. 2А, 2В можно видеть обозначенные пунктирными линиями выемки 51, образующие гнезда, внутри которых могут закрепляться штыри анододержателей. В этом примере анодный блок 13а имеет, в частности, шесть выемок 36, расположенных в два ряда. Эти выемки, к тому же, очень неглубокие и, следовательно, несущественно влияют на целостность структуры анодного блока.
Наличие второго участка II первой канавки 31а, выходящей на нижнюю сторону анода, предназначенную располагаться напротив верхней стороны катода, расположенного в подине электролизной ванны, обусловлено применением классического способа изготовления анодных блоков. Так как этот второй участок II представляет собой источник охрупчивания анодного блока, то предпринимаются меры для уменьшения его длины и, следовательно, его влияния, так что изобретение ограничивается лишь анодными блоками, в которых длина L0 меньше половины Lmax, а предпочтительно, меньше 25% Lmax, и еще более предпочтительно, меньше 10% Lmax.
Классический способ изготовления снабженного канавками анодного блока состоит во введении составляющего анодный блок материала в пресс-форму, по существу, в виде параллелепипеда, содержащую одну или несколько пластин, закрепленных на дне пресс-формы, чтобы создать канавки за счет взаимодополняемости. Затем материал анодного блока уплотняют прессованием или виброуплотнением, боковые стенки пресс-формы поднимаются и анодный блок сдавливается относительно дна пресс-формы. В процессе сдавливания анодный блок скользит, в частности относительно одной или более пластин. Согласно одному варианту, перед сдавливанием пластину убирают.
На фиг. 4 представлена пластина 46, позволяющая получить в виброуплотнителе первую канавку 31а согласно изобретению. Эта пластина 46 содержит, в частности, средство 48 для подвешивания пластины в дне пресс-формы. Это средство 48 для подвешивания состоит, в частности, из винта. Участок пластины, служащий для подвешивания, соответствует, в частности, второму участку II первой канавки 31а.
Как видно на фиг. 4, пластина 46 может дополнительно содержать, например, паз 50, дополняющий средство реверсивного крепления, предусмотренное в боковой стороне пресс-формы. Не будучи обязательным, это крепление, один конец которого расположен напротив средства 48 для подвешивания пластины 46 в дне пресс-формы, обеспечивает хорошую фиксацию пластины в пресс-форме, в частности, вертикально и/или боком. Это крепление пластины позволяет повысить качество изготовления анодов, в частности, уменьшить степень растрескивания анодов при обжиге, и увеличить срок использования пластины, которая таким образом имеет меньшую склонность изгибаться. При извлечении анодного блока 13а из пресс-формы освобождают средство реверсивного крепления из паза 50, поднимают боковые стороны пресс-формы и извлекают анодный блок скольжением относительно пластины 46.
Так, пластина может предпочтительно фиксироваться также относительно боковой стенки пресс-формы на уровне конца пластины, ближнего к средству 48 для подвешивания пластины 46. Использование такого второго средства реверсивного крепления, которое может представлять собой, например, прорезь, которая проделана в боковой стенке пресс-формы и в которую заходит и на которую опирается конец пластины, также позволяет ограничить движения, деформацию и износ пластины.
Согласно варианту способа изготовления, пластина 46 может монтироваться с возможностью перемещения в пресс-форме таким образом, что пластину 46 можно удалить из анодного блока 13а до выталкивания анодного блока 13а из пресс-формы.
На фиг. 5 представлен другой анодный блок 13b с первой канавкой 31b, содержащей наклонное относительно горизонтали дно 40, чтобы повысить скорость отвода газа и способствовать отводу газа в определенное место в электролизной ванне. Наклон дна 40 относительно горизонтали составляет, в частности, между 1 и 10°.
На фиг. 6 представлен другой анодный блок 13с с первой канавкой 31с, имеющей максимальную длину Lmax в плоскости, параллельной нижней стороне, короче, чем длина L анодного блока 13с, и выходящую лишь на одну боковую сторону 22 анодного блока 13с. Длина L0 первой канавки 31с, выходящей на нижнюю сторону 23, меньше половины Lmax, чтобы сохранить физическую целостность и прочность анодного блока при сохранении хороших свойств дренажа газа.
На фиг. 7 представлен другой анодный блок 13d с первой канавкой 31d, простирающейся сквозь материал анодного блока 13d между двумя противоположными короткими боковыми сторонами 21, 22 без выхода на нижнюю сторону 23 анодного блока 13d. Такая первая канавка 31d особенно выгодна, поскольку она не влияет на целостность анодного блока на уровне нижней стороны 23. Пластина, помещенная в пресс-форму виброуплотнителя для формования анодного блока, подвешивается здесь на боковые стороны пресс-формы, а не на дно пресс-формы. Противоположные боковые стенки пресс-формы могут иметь, например, два отверстия в форме щелей, внутрь которых заходит пластина, удерживаемая в подвешенном положении, и фиксируется посредством устройств блокировки. Напорный домкрат, взаимодействующий с устройством зажима пластины, может использоваться для установки пластины на место в пресс-форме перед загрузкой материалов, составляющих анод, и для удаления ее из спрессованного сырого анодного блока и из пресс-формы перед разгрузкой пресс-формы.
Изобретение распространяется также на анодный блок, содержащий лишь одну или более первых канавок, без вторых канавок. Структурная целостность анодного блока будет примерно такой же, как и у анодного блока без канавок, и будет обеспечиваться улучшенный отвод газа в течение всего периода, когда одна (или более) первых канавок выходит/выходят на нижнюю сторону на соответствующую длину.
Изобретение не ограничивается лишь описанными выше вариантами реализации, а распространяется также на варианты реализации, легко доступные специалисту в этой обрасти техники в свете вышеприведенных сведений.
Дно вторых канавок и нижняя стенка первой канавки могут быть предусмотрены, например, на несколько отличающихся высотах, так что первая и вторые канавки могут сосуществовать в течение некоторого времени или, наоборот, возникает некий период времени фактически без канавки после срабатывания вторых канавок и фактического появления первой канавки. Число первой(ых) и/или второй(ых) канавок может варьироваться, равно как и их соответствующие положения и/или соответствующие ориентации.
На фиг. 8А и 8В на виде спереди представлен также другой анодный блок 13е, соответственно по короткой боковой стороне 21 и длинной боковой стороне 34. Анодный блок 13е содержит две вторые канавки 32, 33, простирающиеся продольно, и четыре первые канавки 31е, простирающиеся латерально и не выходящие на нижнюю сторону 23. Первые канавки 31е простираются, таким образом, поперек относительно вторых канавок 32, 33. Дно 44 вторых канавок расположено предпочтительно ниже нижней стенки 42 первых канавок 31е, что позволяет избежать ослабления прочности анодного блока 13е из-за пересечения различных канавок.
Таким образом, согласно вариантам изобретения, под второй канавкой можно понимать любую канавку известного из уровня техники типа, выходящую на нижнюю сторону, на длину, равную или по существу равную ее максимальной длине. Вторые канавки могут быть, в частности, типа, известного из патентных документов WO 2006/137739 или US 7 179 353.
Изобретение относится к анодному блоку из углерода для предварительно обожженного анода электролизера по производству алюминия. Анодный блок имеет верхнюю сторону, нижнюю сторону, размещаемую напротив верхней стороны катода, четыре боковые стороны и по меньшей мере одну канавку, выходящую на по меньшей мере одну из боковых сторон, на которой упомянутая канавка имеет максимальную длину Lmax в плоскости, параллельной нижней стороне, при этом упомянутая канавка не выходит на упомянутые нижнюю или верхнюю стороны или выходит на упомянутые верхнюю или нижнюю стороны на длину L0, меньшую половины максимальной длины Lmax. Раскрыты также способ изготовления анодного блока, обожженный анод, электролизер для производства алюминия электролизом в расплавленных солях и способ производства алюминия. Обеспечиваются возможность устранения отвода анодного газа из-под анода без нарушения целостности последнего и повышение срока службы анода. 5 н. и 9 з.п. ф-лы, 8 ил.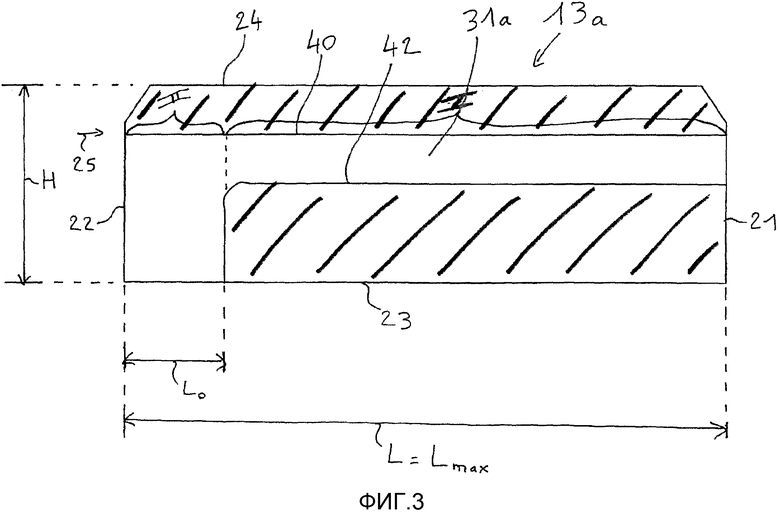
1. Анодный блок (13, 13а-13е) из углерода для предварительно обожженного анода (4), используемого в электролизере (1) для производства алюминия, содержащий верхнюю сторону (24), нижнюю сторону (23), предназначенную для размещения напротив верхней стороны катода (9), четыре боковые стороны (21, 22, 34) и по меньшей мере одну первую канавку (31а-31е), выполненную выходящей на по меньшей мере одну из боковых сторон, на которой эта первая канавка имеет максимальную длину Lmax в плоскости, параллельной нижней стороне, в котором первая канавка выполнена не выходящей на упомянутые нижнюю или верхнюю стороны, или выходящей на упомянутые верхнюю или нижнюю стороны на длину L0, меньшую половины максимальной длины Lmax.
2. Анодный блок по п. 1, в котором первая канавка выполнена выходящей на две противоположные боковые стороны (21, 22) анодного блока.
3. Анодный блок по п. 1 или 2, который имеет по меньшей мере одну вторую канавку (32, 33) с максимальной длиной L′max в плоскости, параллельной нижней стороне, выходящую на нижнюю сторону на длину L′0, по существу, равную L′max.
4. Анодный блок по п. 1, который имеет множество первых канавок.
5. Анодный блок (13a-13d) по п. 3, который имеет две вторые канавки (32, 33) и одну первую канавку (31a-31d), при этом первая и вторые канавки простираются параллельно в продольном направлении анодного блока, а первая канавка расположена на середине расстояния между двумя вторыми канавками.
6. Анодный блок по п. 1, в котором длина L0, на которую выходит первая канавка на нижнюю сторону (23), составляет меньше 25% максимальной длины Lmax, а предпочтительно, меньше 10% максимальной длины Lmax.
7. Предварительно обожженный анод (4), который содержит по меньшей мере один анодный блок по одному из пп. 1-6.
8. Электролизер (1) для производства алюминия электролизом в расплавленных солях, содержащий множество обожженных анодов (4), в котором по меньшей мере один из анодов представляет собой предварительно обожженный анод по п. 7.
9. Способ производства алюминия в электролизере для производства алюминия, включающий следующие стадии:
- предусматривают по меньшей мере один предварительно обожженный анод по п. 7,
- устанавливают анод в электролизной ванне по производству алюминия над катодом,
- пропускают ток в электролизную ванну через анод, и
- извлекают алюминий, полученный электролизом в подине электролизной ванны.
10. Способ изготовления анодного блока по одному из пп. 1-6, в котором:
- вводят пластину (46) внутрь пресс-формы виброуплотнителя,
- загружают в пресс-форму виброуплотнителя углеродистые материалы, входящие в состав анодного блока,
- осуществляют виброуплотнение упомянутых углеродистых материалов, и
- извлекают отформованный таким образом анодный блок из пресс-формы.
11. Способ по п. 10, в котором удаляют пластину из пресс-формы до извлечения анодного блока.
12. Способ по п. 10, в котором извлекают анодный блок скольжением относительно пластины.
13. Способ по п. 10, в котором закрепляют пластину (46) на дне пресс-формы.
14. Способ по п. 10, в котором закрепляют пластину (46) на одной боковой стенке или двух противоположных боковых стенках пресс-формы.
| WO 2009066025 A3, 28.05.2009, | |||
| US 7179353 B2, 20.02.2007 | |||
| US 20070045104 А1, 01.03.2007 | |||
| CN 2851285 Y, 27.12.2006 | |||
| Состав материала каналов для гашения анодных эффектов в алюминиевом электролизере | 1990 |
|
SU1749322A1 |

