ОБЛАСТЬ ТЕХНИКИ
Заявленное изобретение относится к клапанам для подачи газа и перфорирования отверстий в пластике.
Изобретение включает клапан и способ его применения для подачи газа и перфорирования отверстий в пластмассовых формах, используемых для изготовления полых обувных подошв. Клапан снабжен линейным приводом, включает винтовую спираль (пружину) и ограничитель с тем, чтобы головка тела клапана выполняла бы функцию перемычки в противовес клапанному седлу в корпусе клапана. Данная конфигурация, таким образом, проста, незатратна и надежна, а сам способ эффективен, поскольку осуществляется в процессе обработки пластика.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
В технике известны клапаны, используемые для подачи газа внутрь пластического тела во время его формования, при помощи перфорирования (прокалывания) пластика для образования отверстия, через которое затем подают газ.
Например, патент США 6217817 и патент Японии 2006-192907 описывают пластическое тело, в котором пробивают отверстия при помощи иглы, через которую подают газ в пластическое тело.
Иглы представляют собой элементы с малым диаметром, используемые вместе с изделиями из твердого пластика, например пластиковых бутылках, и бесполезные для применения с изделиями из мягкого пластика вследствие их затупления.
Патент США 3978881 раскрывает клапан, в котором газ вводят в направлении, перпендикулярном телу клапана, с тем, чтобы устройство занимало объем, слишком большой для вмещения его в форму с областью привода, для подачи газа и обрезания пластика, находящегося внутри частично полого пространства.
Для решения вышеупомянутых проблем существующего уровня техники, далее по тексту приводят описание заявленного изобретения, в т.ч. описание клапана и способа его применения для подачи газа и перфорирования отверстий в пластиковых формах, используемых в получении полых обувных подошв. Клапан содержит линейный привод, винтовую спираль и ограничитель для того, чтобы головка тела клапана входила бы в клапанное седло в корпусе клапана. Данная конфигурация, таким образом, проста, незатратна и надежна, а сам способ эффективен, поскольку осуществляется в процессе обработки пластика.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Суть заявленного изобретения отражена в независимых пп. Формулы, а зависимые пп. Формулы описывают его дополнительные признаки.
В свете вышеизложенного, заявленное изобретение относится к клапану для подачи газа и перфорировании отверстий в пластмассовых формах, используемых для изготовления полых обувных подошв.
Данный клапан снабжен линейным приводом и содержит корпус, прикрепляемый к форме, внутри которого размещают тело клапана, винтовую спираль, ограничитель и приспособление для прикрепления тела клапана к ограничителю.
Корпус клапана имеет цилиндрическую форму, прикрепляющее приспособление в задней части и перфорирующее приспособление в передней части; тело клапана проходит внутри корпуса и содержит головку и шток, при этом упомянутое тело клапана прикрепляют к ограничителю при помощи приспособления, прикрепляющего тело клапана к ограничителю, таким образом, чтобы винтовая спираль пересеклась штоком тела клапана и граничила бы на передней части с корпусом и на задней части с ограничителем.
Газ проходит между телом клапана и корпусом, при этом головка клапана выполняет роль перемычки с клапанным седлом в корпусе клапана, перфорирующее приспособление окружает седло и выходит за его пределы вперед, по сравнению с передним торцом головки штока клапана, таким образом, что, когда передняя часть корпуса соприкасается с пластиком, это происходит, прежде всего, с перфорирующим приспособлением, для выполнения отверстий в пластике.
Преимуществом клапана является то, что он занимает крайне малое пространство, совмещая функции прекращения подачи воздуха и регулирования проходящего через него воздушного потока.
Еще одним преимуществом клапана является простота его выполнения, и, соответственно, снижение расходов на изготовление, а также использование в конструкции простых, недорогостоящих и надежных механических элементов. По сравнению со сложными клапанами, в которых тело клапана контролируется посредством электрических, магнитных или пневматических приспособлений.
Дополнительно, изобретение относится к способу применения клапана для подачи газа и перфорирования пластика в формах, используемых для получения полых обувных подошв, в соответствии с характеристиками клапана, которых включает следующие этапы:
- прикрепления клапана к форме при помощи прикрепляющего приспособления корпуса,
- запечатывания формы пластиком в полость формы, таким образом, чтобы перфорирующее приспособление располагалось на стороне формы, противоположной той, на которой оно прикреплено, выполняя функцию матрицы для перфорирования,
- перфорирования пластика,
- подачи газа через клапан для продвижения вперед тела клапана в направлении/ противоположном воздействию винтовой спирали, для отделения головки тела клапана от его седла, с тем, чтобы газ проник в полость формы.
Одним из преимуществ данного способа является максимальная эффективность, благодаря тому что перфорирование и подачу газа осуществляют во время обработки пластика, поэтому время цикла не увеличивается и, соответственно стоимость изготовления детали также остается неизменной.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Приведенное описание заявленного изобретения дополняют чертежами, носящими иллюстративный, неограничительный характер, наглядно демонстрирующими практическое воплощение предпочтительных вариантов заявленного изобретения.
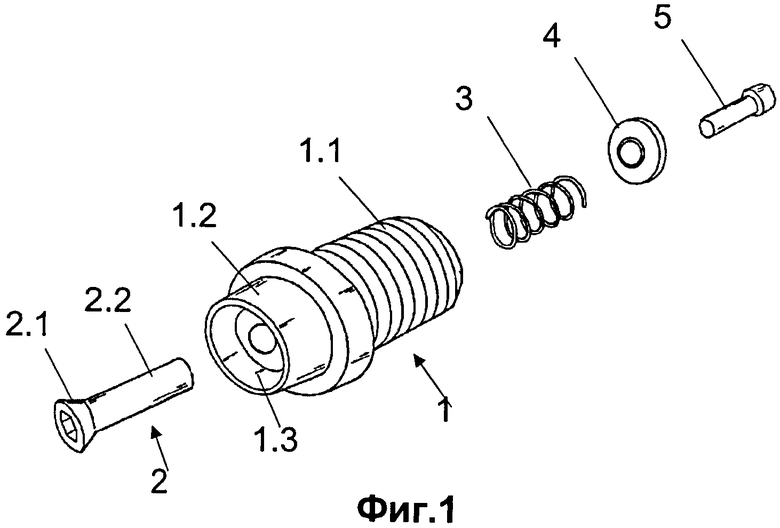
Фиг.1 представляет развернутый вид в перспективе клапана.
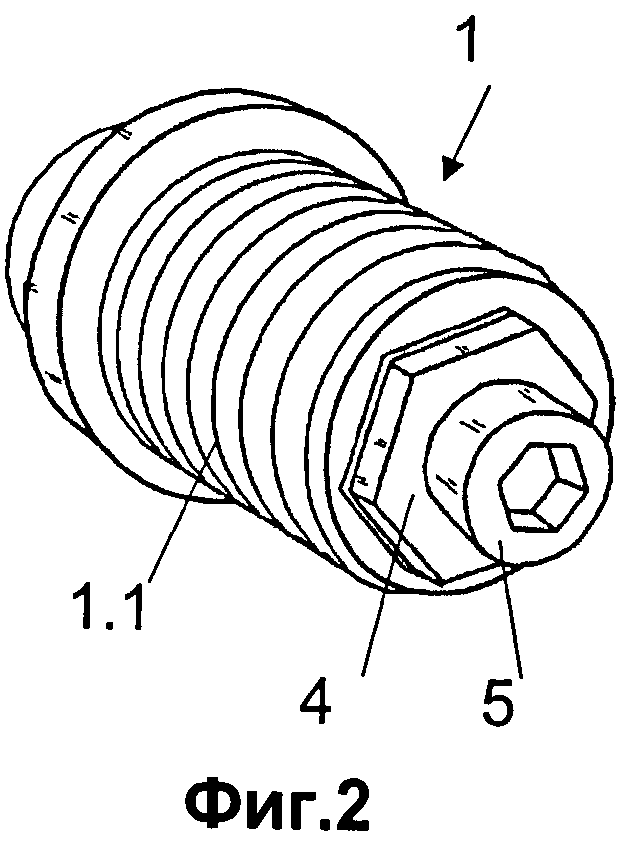
Фиг.2 представляет задний вид в перспективе клапана.
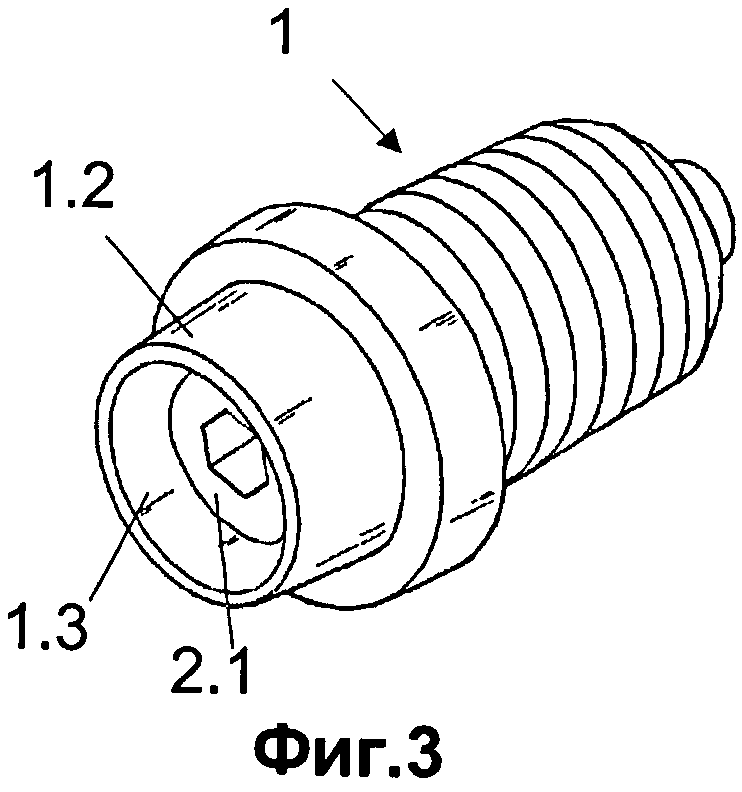
Фиг.3 представляет передний вид в перспективе клапана.
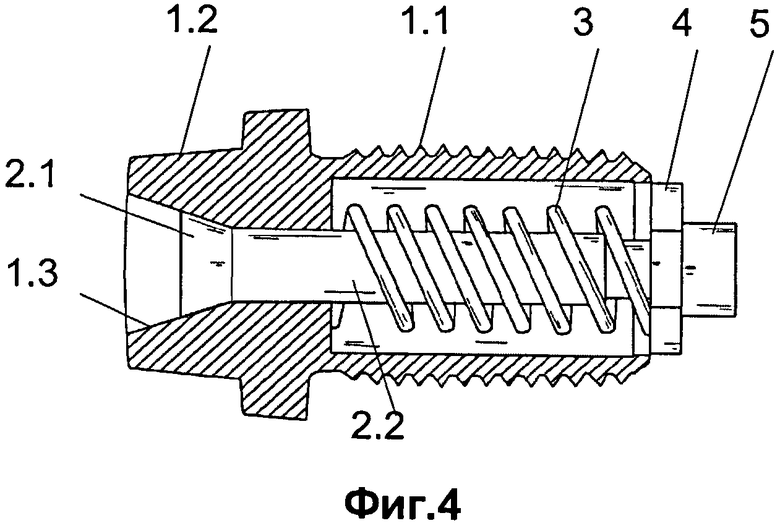
Фиг.4 представляет боковой поперечный разрез клапана.
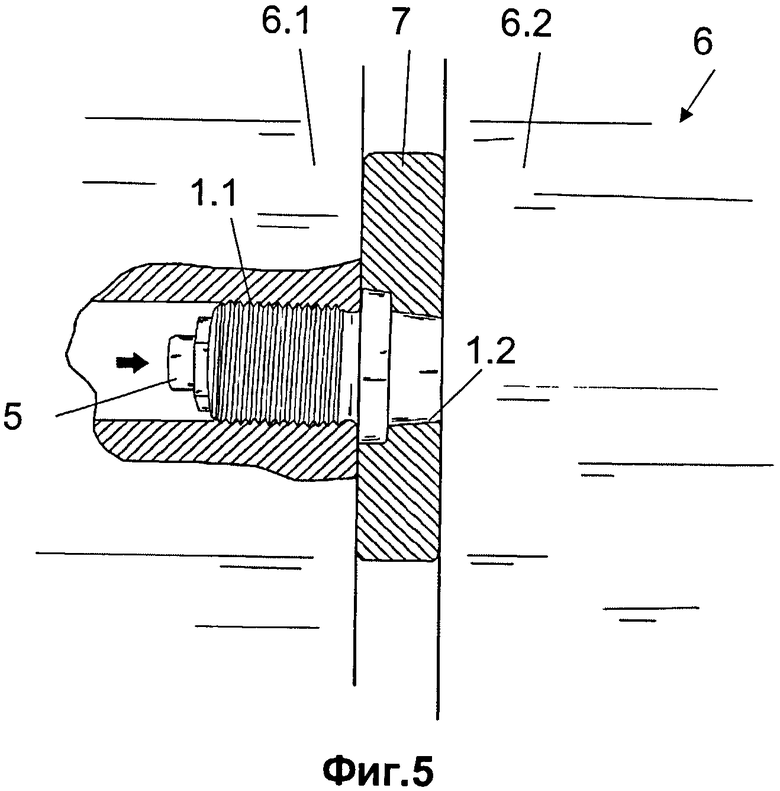
Фиг.5 представляет боковой поперечный разрез клапана, расположенного в закрытой форме, с первым слоем пластика в полости упомянутой формы.
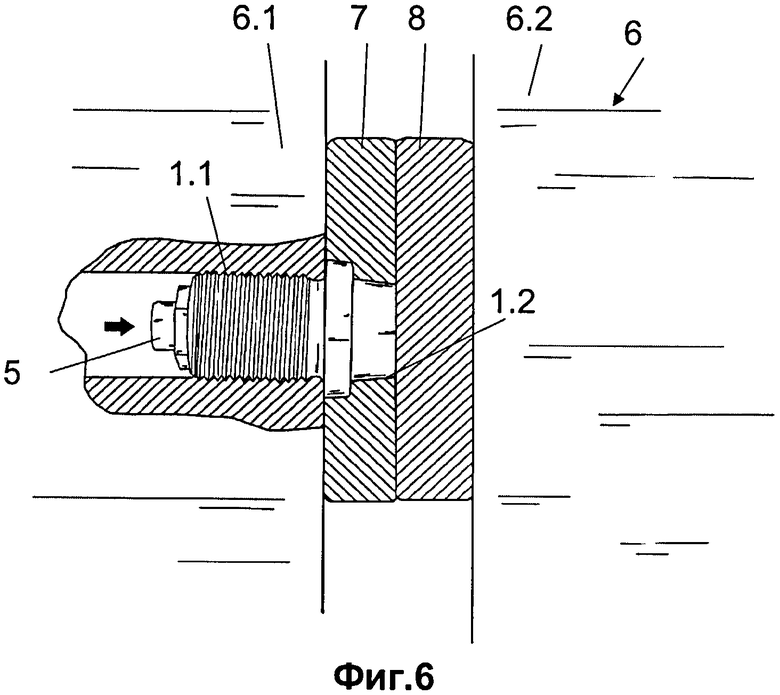
Фиг.6 представляет боковой поперечный разрез клапана, расположенного в закрытой форме, с первым слоем пластика и вторым слоем пластика в полости упомянутой формы.
Фиг.7 представляет тот же самый боковой вид, как и на фиг.6, соответствующий полости полой подошвы.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ
Заявленное изобретение относится к клапану подачи газа и пробивания отверстий в пластиковых формах, используемых для изготовления полых обувных подошв.
Под термином «пластик» понимают все материалы данного типа: термопластичные и термоотверждающиеся. Специфический вариант использования пластика упомянут далее в описании, принимая во внимание, что этот тип пластика является термоотверждающимся.
Линейный привод клапана означает, что подвижный элемент клапана перемещается в линейном направлении, по прямой линии, противоположно направлению вращения дроссельных затворов и подобных им приспособлений.
Данное поступательное (линейное) движение является тем фактором, который позволяет газу проходить через клапан, таким образом, в данном типе клапанов предусмотрено, что газ проходит параллельно большей продольной оси подвижного элемента, что является предусмотренным техническим решением в данном типе клапанов, позволяющим открывать или прекращать подачу газа.
Клапан содержит корпус (1), в качестве структурного элемента, прикрепляемого к форме (6.1), в которой содержатся различные компоненты: тело клапана (2), являющееся подвижным элементом клапана; винтовая спираль (3), являющаяся элементом, прикладывающим усилие на тело клапана для открытия или прекращения подачи газа; ограничитель (4) на одном из концов в качестве ограничения одного конца винтовой спирали (3); и приспособление (5) для прикрепления тела клапана к ограничителю.
Корпус (1) имеет цилиндрическую форму, выполнен как тело вращения, с прикрепляющим приспособлением (1.1) на задней части для прикрепления к форме и перфорирующим приспособлением (1.2) на задней части для пробивания отверстий в пластике.
В данном описании, термин «передний» относится к направлению к полости формы, а «задний» относится к противоположному направлению, к внутреннему пространству формы.
Перфорирующее приспособление (1.2) не пробивает или прокалывает относительно небольшое отверстие, как в других изобретениях, относящихся к данной области техники; в заявленном изобретении, в пластике пробивают отверстия диаметром, например, от 5 до 50 мм, в виде ряда отверстий, который, как показано, наилучшим образом способствует достижению цели заявленного изобретения.
Тело клапана (2) проходит внутрь корпуса (1), т.е. его поступательное движение осуществляется путем скольжения внутри корпуса.
Тело клапана (2) содержит головку (2.1) и шток (2.2), при этом упомянутое тело клапана (2) прикрепляют к ограничителю (4) при помощи приспособления (5) для прикрепления тела клапана к ограничителю, таким образом, чтобы винтовая спираль (3) пересекалась со штоком тела клапана (2.2) и граничила бы на своем переднем конце с корпусом (1), а на заднем конце с ограничителем (4).
Таким образом, с передней части клапана последовательность элементов, по направлению к внутреннему пространству корпуса (1), представляется в следующем порядке: тело клапана (2), ограничитель (4), приспособление (5) для прикрепления тела клапана к ограничителю. Винтовую спираль (3) располагают внутри штока тела клапана (2.2).
Газ проходит через пространство, которое образуется между телом клапана (2) и корпусом (1); несмотря на то что данное пространство может представляться минимальным, оно является достаточным; невзирая на размер, равный десятым долям миллиметра, в некоторых случаях, необходимо учитывать, что этот объем распределен по периметру, благодаря этому обеспечивается беспрепятственное прохождение газа, что и было доказано во время испытаний на прототипах изделия согласно заявленному изобретению.
Головка тела клапана (2.1) выполняет роль перемычки с седлом (1.3) в передней части корпуса (1) для остановки подачи газа.
Перфорирующее приспособление (1.2) окружает седло (1.3), выходит за его пределы вперед, по сравнению с передним торцом головки тела клапана (2.1), таким образом, что когда передняя часть корпуса соприкасается с пластиком (7), это происходит, прежде всего, с перфорирующим приспособлением (1.2), для выполнения отверстий в пластике (7).
Данная особенность передней части клапана делает его совершенно отличным от известных в данной области техники аналогов. С одной стороны, головка тела клапана (2.1) выполняет роль перемычки в области головки (2.1), и вблизи головки (2.1), а перемычка или седло (1.3) собственно и являются перфорирующим приспособлением (1.2), при этом последнее всегда контактирует с формой (6.2) в первую очередь; т.е. головка (2.1) никогда не выйдет вперед и не вступит в контакт с формой до перфорирующего приспособления (1.2).
Фигуры представляют вариант практического воплощения, в котором головка тела клапана (2.1) и соответствующее седло (1.3) в передней части корпуса (1) имеют форму усеченного конуса, с большим основанием, направленным в сторону передней части клапана, поскольку и доказано, что данная конфигурация представляет самое надежное впечатывание, в том числе, с сферической или другой конфигурацией.
Аналогично, как представлено на фиг., вариант, в котором перфорирующее приспособление (1.2) в передней части корпуса имеет кольцевую линию перфорации, является наиболее предпочтительным, при этом данное перфорирующее приспособление (1.2) имеет цилиндрическую или, более точнее, форму усеченного конуса, вследствие нужного угла наклона для перфорирования пластика.
Вариантом воплощения прикрепляющего приспособления (1.1) на задней части корпуса является винтовая резьба, которая ввинчивается в часть формы (6.1), где прикрепляется клапан.
Одним из способов обеспечения надежности запечатывания клапана в течение всего периода эксплуатации является предотвращение вращения тела клапана (2), с тем, чтобы головка тела клапана (2.1) и соответствующее седло (1.3) всегда контактировали друг с другом одним и тем же способом. Это достигается выполнением ограничителя (4) в форме многоугольной периферийной линии, соответствующей уступу в задней части корпуса (1) для установки внутри.
Как представлено на фигурах, специфическим практическим воплощением многоугольной периферийной линии ограничителя (4) и соответствующего уступа может быть шестигранник.
Приспособление (5) для прикрепления тела клапана к ограничителю упрощенным методом может быть зажимной винт, фланец которого вводят в винтовую резьбу штока тела клапана (2.2), как показано на фигурах.
Пластик (7), используемый для выполнения полых обувных подошв, иногда представляет собой каучук, обладающий оптимальными характеристиками касательно функций, выполняемых клапаном: аккуратность при выполнении отверстий и возможность введения газа (9) для формования полых подошв.
Описанный клапан составляет часть способа его применения и включает следующие этапы:
- прикрепления клапана к форме (6) при помощи прикрепляющего приспособления (1.1) корпуса,
- запечатывания формы (6) первым слоем пластика (7) в полость формы (6) таким образом, чтобы перфорирующее приспособление (1.2) располагалось на стороне формы (6.2), противоположной той, на которой оно прикреплено, выполняя функцию матрицы для перфорирования, и перфорирования пластика (7),
- открытия формы для введения второго слоя пластика(8), выполняющего функцию покрытия относительно первого слоя пластика (7),
- подачи газа (9) через тело клапана (2) против направления усилия, прилагаемого винтовой спиралью (3), с целью отделения головки тела клапана (2.1) от седла (1.3), с тем, чтобы упомянутый газ (9) поступал в полость формы, образованную первым и вторым слоями пластика (7,8).
В данном случае, первый и второй слои пластика (7, 8) относятся к различным участкам зоны и различным типам пластика, возможно, даже к комбинации обоих, что обычно наблюдается в обувных подошвах, в которых область, находящаяся в контакте с разрезом, представляет собой более мягкий материал, чем область, находящаяся в контакте с землей, т.е. более твердый и отличный по цвету слой.
Вышеописанный способ показывает преимущества, если первый и второй слои пластика (7, 8) представляют собой каучук, перфорирование происходит во время первой вулканизации, соответствующей первому слою пластика (7) каучука, а введение газа (9) происходит во время второй вулканизации каучука, соответствующей второму слою пластика (8), приводя, таким образом, к получению желаемой полой обувной подошвы.
Группа изобретений относится к клапану и способу его применения для подачи газа и пробивания отверстий в пластиковых формах, используемых при изготовлении полых обувных подошв. Клапан содержит линейный привод, винтовую спираль и ограничитель для того, чтобы головка тела клапана выполняла функцию перемычки в противовес клапанному седлу в корпусе клапана. Клапан имеет также приспособление для его прикрепления к огра- ничителю. Перфорирующее приспособление окружает седло клапана и выходит вперед переднего торца головки тела клапана, чтобы передняя часть корпуса соприкасалась с пластиком. Технический результат, достигаемый при использовании клапана по изобретению, заключается в максимальной эффективности, простоте конструкции и надежности, а сам способ эффективен, поскольку перфорирование и подача газа осуществляются в процессе обработки пластика. 2 н. и 8 з.п. ф-лы, 7 ил.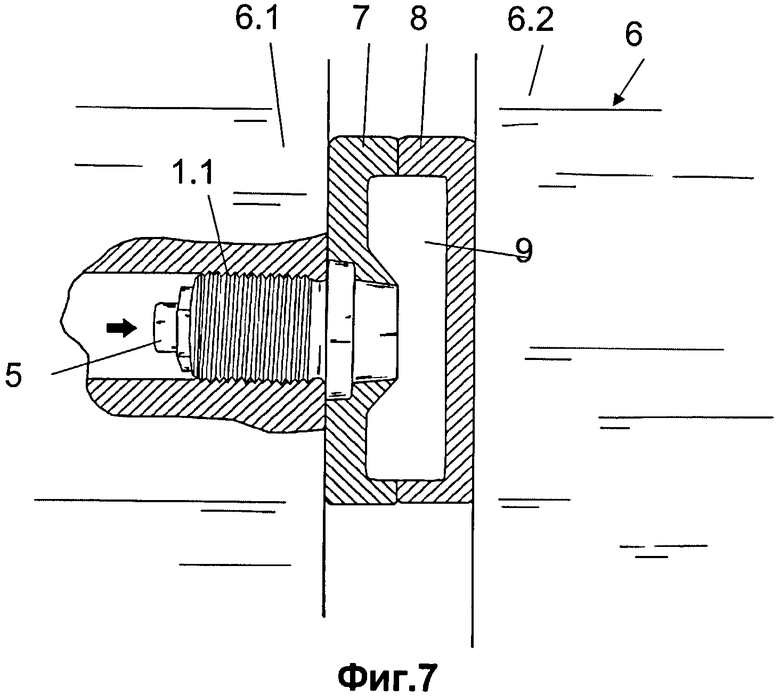
1. Клапан для подачи газа и пробивания отверстий в формах, используемых при получении полых обувных подошв, отличающийся тем, что имеет линейный привод и содержит корпус (1), прикрепляемый к форме (6.1), внутри которого расположены тело клапана (2), винтовая спираль (3), ограничитель (4) и приспособление (5) для прикрепления тела клапана к ограничителю, корпус (1) имеет цилиндрическую форму и приспособление (1.1) в задней части и перфорирующее приспособление (1.2) в передней части, тело клапана (2) помещено внутри корпуса (1) и содержит головку (2.1) и шток (2.2), упомянутое тело клапана (2) прикреплено к ограничителю (4) при помощи приспособления (5) для прикрепления тела клапана к ограничителю таким образом, чтобы винтовая спираль (3) пересекалась бы штоком тела клапана (2.2) и граничила бы на своем переднем конце с корпусом (1), а на заднем конце с ограничителем (4) с возможностью прохождения газа между телом клапана (2) и корпусом (1), головка тела клапана (2.1) выполняет роль перемычки с седлом (1.3) на передней части корпуса (1), перфорирующее приспособление (1.2) окружает седло (1.3) и выходит намного вперед переднего торца головки тела клапана (2.1) с тем, чтобы передняя часть корпуса соприкасалась с пластиком (7), и, в первую очередь, с перфорирующим приспособлением (1.2) для выполнения отверстий в пластике (7).
2. Клапан по п.1, отличающийся тем, что головка тела клапана (2.1) и соответствующее седло (1.3) в передней части корпуса (1) имеют форму усеченного конуса с большим основанием, направленным в сторону передней части клапана.
3. Клапан по п.1, отличающийся тем, что перфорирующее приспособление (1.2) на передней части корпуса имеет кольцевую линию перфорации.
4. Клапан по п.1, отличающийся тем, что окружность имеет диаметр от 5 до 50 мм.
5. Клапан по п.1, отличающийся тем, что прикрепляющее приспособление (1.1) на задней части корпуса содержит винтовую резьбу, которая ввинчивается в часть формы (6.1), где прикрепляется клапан.
6. Клапан по п.1, отличающийся тем, что ограничитель (4) имеет многоугольную периферийную линию, которая соответствует уступу в задней части корпуса (1) для предотвращения вращения тела клапана (2).
7. Клапан по п.1, отличающийся тем, что приспособление (5) для прикрепления тела клапана к ограничителю состоит из зажимного винта, фланец которого вводят в винтовую резьбу штока тела клапана (2.2).
8. Клапан по п.1, отличающийся тем, что пластик (7), из которого выполняют полые подошвы, выполнен из каучука.
9. Способ применения клапана по пп.1-8 для подачи газа и пробивания отверстий в пластиковых формах, используемых при получении полых обувных подошв, отличающийся тем, что включает следующие этапы:
- прикрепляют клапан к форме (6) при помощи прикрепляющего приспособления (1.1) корпуса,
- запечатывают форму (6) первым слоем пластика (7) в полость формы (6) таким образом, чтобы перфорирующее приспособление (1.2) располагалось на стороне формы (6.2), противоположной той, на которой оно прикреплено, выполняя функцию матрицы для перфорирования и перфорирования пластика (7),
- открывают форму для введения второго слоя пластика(8), выполняющего функцию покрытия относительно первого слоя пластика (7),
- подают газ (9) через тело клапана (2) против направления усилия, прилагаемого винтовой спиралью (3), с целью отделения головки тела клапана (2.1) от седла (1.3), с тем, чтобы упомянутый газ (9) поступал в полость формы, образованную первым и вторым слоями пластика (7, 8).
10. Способ по п.9, отличающийся тем, что первый и второй слои пластика (7, 8) представляют собой каучук, а пробивание отверстий осуществляют во время первой вулканизации, соответствующей первому слою пластика (7) в каучуке, а подачу газа (9) осуществляют во время второй вулканизации каучука, соответствующей второму пластику (8).
| СПОСОБ ВИСБРЕКИНГА ОСТАТОЧНОГО УГЛЕВОДОРОДНОГО СЫРЬЯ | 2008 |
|
RU2389751C2 |
| US 3978881 A, 07.09.1976; | |||
| US 4148338 A, 10.04.1979; | |||
| JP H05069475 A, 23.03.1993; | |||
| ОПТИКО-ЭЛЕКТРОННАЯ СЛЕДЯЩАЯ СИСТЕМА | 2000 |
|
RU2168753C1 |
| RU 2008149598 A, 20.07.2010 | |||
| RU 94045969 A1, 20.06.1996 | |||
| Прибор для указания резонанса колебательных контуров | 1928 |
|
SU16306A1 |

