Настоящее изобретение относится к каталитической системе, подходящей для проведения частичного каталитического окисления при малой продолжительности контакта, для получения синтез-газа и, возможно, водорода при последующих обработках, исходя из следующих веществ:
i) газообразных и/или жидких углеводородов, находящихся при температуре и давлении реакционного оборудования,
ii) и/или кислородсодержащих соединений, полученных из биомасс,
iii) воздуха или обогащенного воздуха или кислорода и/или водяного пара и/или CO2.
Процессы частичного каталитического окисления при малой продолжительности контакта (ЧКО-МПК) неоднократно были рассмотрены заявителем, например, в патентах MI93A001857, MI96A00690, MI2003A001739, MI2004A001860, MI2007A002209 и MI2007A002228. В таком процессе углеводородное сырье, источник кислорода и, возможно, водяной пар и CO2 пропускают над слоем катализатора, получая синтез-газ и, возможно, после соответствующих обработок в других секциях, водород. Таким образом, применение этой технологии включает все процессы, в которых используют синтез-газ (например, синтез СН3ОН и его производных, синтез NH3 и его производных, синтез Фишера-Тропша, реакции гидроформилирования, восстановление железосодержащих минералов), и способы получения водорода. В частности, что касается последних способов, следует отметить, что в связи с постоянным возрастанием количества водорода, используемого нефтеперерабатывающими заводами для обработки сырья, которое становится все более тяжелым, с целью получения продуктов более высокого качества, возрастает спрос на сам водород.
Известно, что по сравнению с процессами парового риформинга (ПР), автотермического риформинга (АТР), частичного некаталитического окисления (ЧОкс), применение методики ЧКО-МПК дает ощутимый полезный технический эффект. Кроме того, методика ЧКО-МПК отличается простотой исполнения, возможностью широкого варьирования объемов выпуска продукции и возможностью применения разнообразного по составу сырья, то есть обладает характеристиками, предпочтительными для нефтеперерабатывающих предприятий. Действительно, объем и качество углеводородов, получаемых в операциях рафинирования и улучшения качества продуктов, может подвергаться временным колебаниям, которые имеют циклические характеристики в зависимости от времени года.
Для того чтобы методика ЧКО-МПК была достаточно конкурентоспособной, применяемый катализатор должен обладать высокой активностью, обеспечивающей получение высоких степеней превращения углеводородного и/или кислородсодержащего сырья, высокой селективностью по отношению к получению требуемых продуктов и низкой склонностью к катализу реакций, приводящих к образованию ненасыщенных соединений, которые являются предшественниками карбонизированных остатков. Среди ненасыщенных соединений заявитель отмечает летучие органические соединения (ЛОС) и умеренно летучие органические соединения (УЛОС). К последней группе относятся полициклические ароматические углеводороды (ПАУ), определяемые как ароматические соединения, состоящие из двух или более конденсированных циклов, основные группы которых перечислены в Таблице 1.
Общеизвестно, что механизм образования ПАУ включает промежуточное образование ненасыщенных соединений, например, ацетилена, который, в свою очередь, получается из этилена. Механизм реакции (описанный в публикации Frencklach et al., Twentieth Symposium on Combustion, The Combustion Institute, Pittsburgh, PA, 1984, p.887) включает, прежде всего, образование ароматического цикла из неароматических соединений, последующее увеличение плоской молекулы полициклического ароматического углеводорода за счет отщепления атома водорода и присоединения С2Н2, зарождение ПАУ за счет слияния молекул и последующий рост ПАУ посредством слияния или за счет протекания поверхностных реакций между частицами и кластерами образовавшихся соединений.
Это явление становится более выраженным при высоком давлении, поскольку при таких условиях образуются более значительные количества этилена, присутствие которого благоприятствует фазам поверхностного роста и зародышеобразованию зольных частиц. Систематические исследования реакций ЧКО-МПК, проведенные в полупромышленном (пилотном) масштабе показали, что между образованием ПАУ и рабочими условиями существует взаимосвязь: чем ближе условия к промышленным, то есть включающим высокое давление и высокие объемные скорости, тем большее количество ПАУ образуется. В частности, при использовании давления, превышающего 15 атмосфер (1,5 МПа), было обнаружено присутствие таких ПАУ, которые потенциально опасны, даже если образуются в умеренных количествах (максимальные обнаруженные концентрации составляли приблизительно 10 частей на миллион), поскольку с течением времени их воздействие может усиливаться в результате их накопления. Действительно, углеродсодержащие соединения и/или сажистые отложения могут вызывать загрязнение и/или закупорку:
1) катализатора, применяемого при получении синтез-газа,
2) катализатора, применяемого в секции конверсии водяного газа,
3) всего оборудования, расположенного ниже по потоку относительно секции ЧКО-МПК, например, теплообменников, применяемых для охлаждения синтез-газа.
Сначала описанные явления могут снижать эффективность процесса ЧКО-МПК, но по мере протекания реакции они могут вызывать дорогостоящие остановки предприятия. В частности, катализаторы конверсии водяного газа подвергаются деактивации в присутствии минимальных количеств сажи. Кроме того, экспериментально установлено, что ПАУ могут образовывать пленку внутри трубок, в которых происходит охлаждение отходящего потока. Это приводит к снижению коэффициентов теплообмена, эффективность охлаждения получаемого газа снижается, и образуются области перегрева, которые могут повреждать поверхности теплообменников.
Из уровня техники известны различные способы решения вышеупомянутых технических проблем, включающие снижение концентрации этилена и ненасыщенных соединений в целом, что приводит к снижению образования ПАУ.
Согласно предшествующему уровню техники основное техническое решение, предотвращающее образование ненасыщенных соединений, которые являются предшественниками карбонизированных остатков, состоит в добавлении в потоки реагентов больших количеств водяного пара. Однако при этом получают синтез-газ, имеющий очень высокое отношение Н2/СО (более 2,00 об./об.), то есть его состав не является оптимальным для проведения последующих операций, которые обычно выполняют после извлечения синтез-газа из реактора получения синтез-газа, например, для синтеза Фишера-Тропша.
В патенте US 7226548 В2 описан катализатор, состоящий из тугоплавких сплавов на основе родия и, предпочтительно, иридия или рутения. На основании наших экспериментов, при использовании указанных катализаторов концентрация молекул ненасыщенных соединений не снижается и составляет величины не ниже, чем при использовании катализатора, состоящего только из родия.
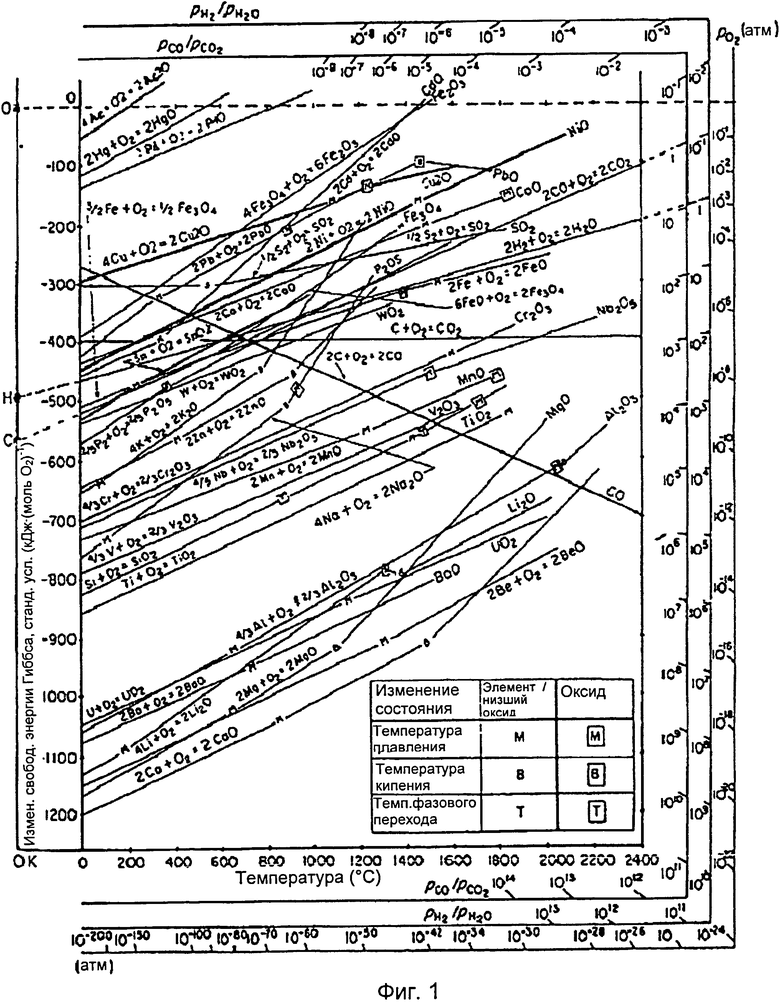
В патентном документе US 2004/0005270 А1 описан катализатор, содержащий никель на носителе из тугоплавкого оксида, стабилизированный металлом, предпочтительно золотом. В этом случае значения степеней превращения и селективности ниже, чем в случаях использования монометаллического катализатора на основе родия. Действительно, как видно из диаграммы Эллингема, представленной на Фиг.1, в окислительном окружении никель нестабилен, и во всем диапазоне от 0°С до температуры плавления металлического никеля термодинамически выгодным процессом является образование оксида никеля. Кроме того, работа с соединениями на основе никеля, в частности операции загрузки и выгрузки катализаторов, в присутствии кислорода небезопасна, поскольку оксид никеля представляет собой канцерогенный материал.
В патенте US 6878667 В2 описано применение слоя катализатора, состоящего из единственного биметаллического катализатора, предпочтительно на основе сплава родия и никеля и, возможно, лантаноида. Тем не менее, это решение неэффективно, поскольку из-за присутствия никеля, имеющего низкую температуру плавления (Таблица 2), родиево-никелевые сплавы, как и все катализаторы на основе Ni, нестабильны в окислительном окружении.
Таким образом, должны быть созданы новые каталитические системы, обеспечивающие сочетание высоких степеней превращения сырья с высокой селективностью по СО и H2 и низкими концентрациями ненасыщенных соединений.
Настоящее изобретение относится к новой каталитической системе, обеспечивающей сочетание высокой каталитической активности (согласно изобретению, под каталитической активностью понимают комбинацию степени превращения реагентов и селективности по синтез-газу) и пониженной концентрации образующихся побочных продуктов, таких как ненасыщенные соединения, из которых могут образовываться углеродсодержащие отложения и/или сажа. Указанная каталитическая система включает по меньшей мере две всегда различимые каталитические зоны, находящиеся в контакте друг с другом (называемые "дифференцированным слоем катализатора"). В соответствии с предлагаемым способом, каталитическая зона, через которую сначала проходит окисляющий поток, не должна содержать никеля, поскольку в противном случае будет происходить образование оксида никеля.
Задачей настоящего изобретения является каталитическая система, включающая по меньшей мере две каталитические зоны, где по меньшей мере одна из зон содержит исключительно один или более благородный металл, выбранный из группы, состоящей из родия, рутения, иридия, палладия и платины, и по меньшей мере другая зона содержит никель; при этом указанная каталитическая система отличается тем, что по меньшей мере одна зона, содержащая исключительно благородные металлы, выбранные из группы, состоящей из родия, рутения, иридия, палладия и платины, всегда отдельна, но находится в контакте с по меньшей мере одной зоной, содержащей никель.
Задачей настоящего изобретения также является описанная выше каталитическая система, в которой в каталитическую зону или зоны, включающие никель, может быть добавлен один или более чем один металл, выбранный из группы, состоящей из родия, рутения, иридия, палладия и платины.
Техническим преимуществом применения одного или более благородных металлов, выбранных из группы, состоящей из родия, рутения, иридия, палладия и платины, являются высокая и стабильная степень превращения сырья и селективность получения синтез-газа, в то время как техническое преимущество применения никеля, возможно в комбинации с одним или более металлами платиновой группы, состоит в эффективном удалении ненасыщенных углеводородных соединений (например, этилена), образующихся под действием первой каталитической системы, которые являются предшественниками ПАУ, а следовательно, и сажи. Применение сочетания по меньшей мере одного типа каждой из описанных выше каталитических систем позволяет получать выходящий поток, содержащий высокую стабильную концентрацию моноксида углерода и водорода и не содержащий или, в любом случае, содержащий пониженное количество этилена и других ненасыщенных соединений и любых получаемых из них побочных продуктов, т.е. ацетилена, ПАУ, углеродсодержащих отложений и/или сажи, которые могут вызывать сбои в работе катализаторов и оборудования, расположенного ниже по потоку относительно секции получения синтез-газа.
Другое преимущество изобретения состоит в том, что синтез-газ, содержащий гораздо более низкую концентрацию ненасыщенных соединений, также может быть получен из высокомолекулярных углеводородов и/или кислородсодержащих соединений и/или природного газа, содержащего значительные количества С2+, из которых с большей вероятностью образуются ненасыщенные побочные продукты, представляющие собой предшественники карбонизированных соединений. Таким образом, качество получаемого синтез-газа повышается.
Важным преимуществом применения каталитической системы согласно настоящему изобретению является использование меньших количеств благородных металлов при достижении аналогичных каталитических характеристик, что приводит к значительному снижению стоимости катализатора.
Таким образом, снижение количества благородного металла, необходимого для получения катализатора, позволяет по меньшей мере частично ограничивать применение стратегически важного продукта. Например, цены на родий, который представляет собой металл, главным образом применяемый в способе ЧКО-МПК, чрезвычайно подвижны, поскольку его производят в малых количествах и на нескольких предприятиях наряду с другими благородными металлами, такими как платина, палладий, рутений и иридий.
Другие задачи и преимущества настоящего изобретения более подробно разъяснены в нижеследующем описании, сопровождаемом графическими материалами, которые приведены для иллюстрации и не ограничивают объем изобретения.
На Фиг.1 представлена диаграмма Эллингема.
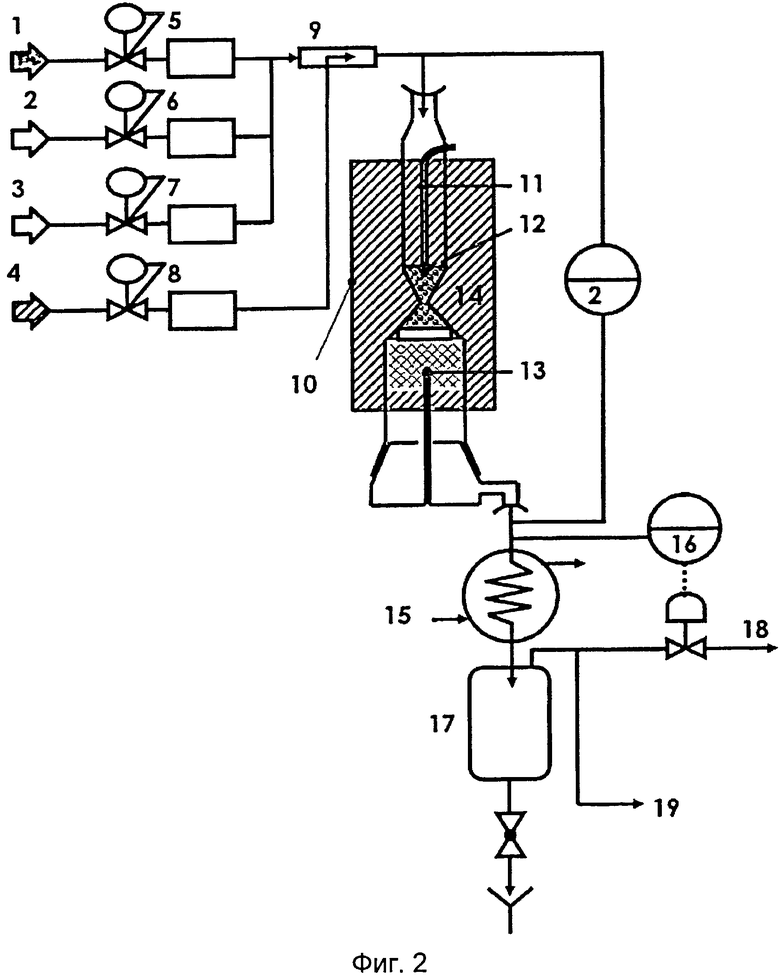
На Фиг.2 представлена схема лабораторной установки, применяемой для проведения каталитических испытаний, описанных в Примере 2, для проведения каталитических испытаний, описанных в Примерах 2А, 2В, 2С, 2D и 2Е, в которой: 1 - водород, 2 - метан, 3 - азот, 4 - воздух, 5, 6, 7 и 8 - массовые расходомеры, перед каждым из которых установлен по меньшей мере один редуктор давления, 9 представляет собой смесительную секцию, 11, 12 и 13 - термопары, 14 представляет собой реакционную секцию, 20 - дифференциальный манометр, 15 - теплообменник с водяным охлаждением для охлаждения продуктов реакции, 16 - регулятор давления, 17 - сборная емкость, 18 - продувочный коллектор, 19 - аналитический трубопровод, соединенный с газовым хроматографом. На схеме не показан подогреватель для предварительного подогрева.
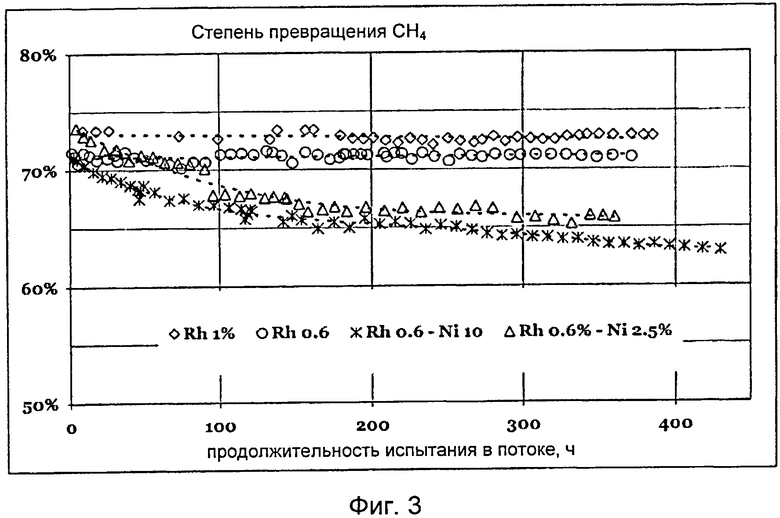
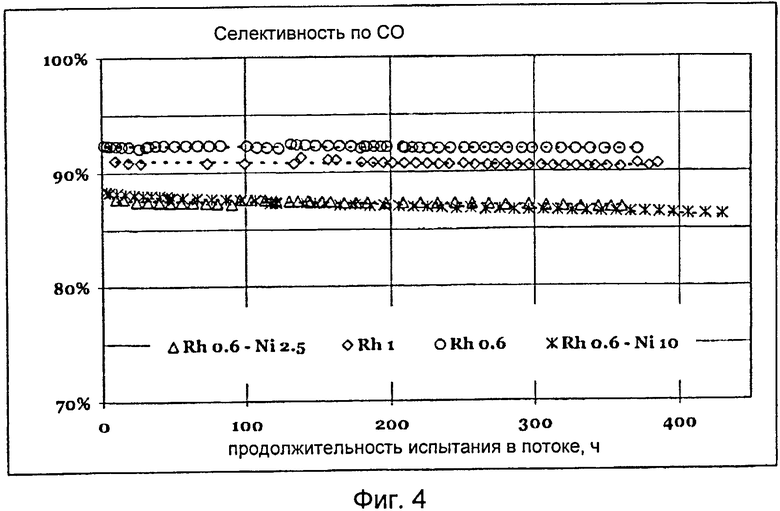
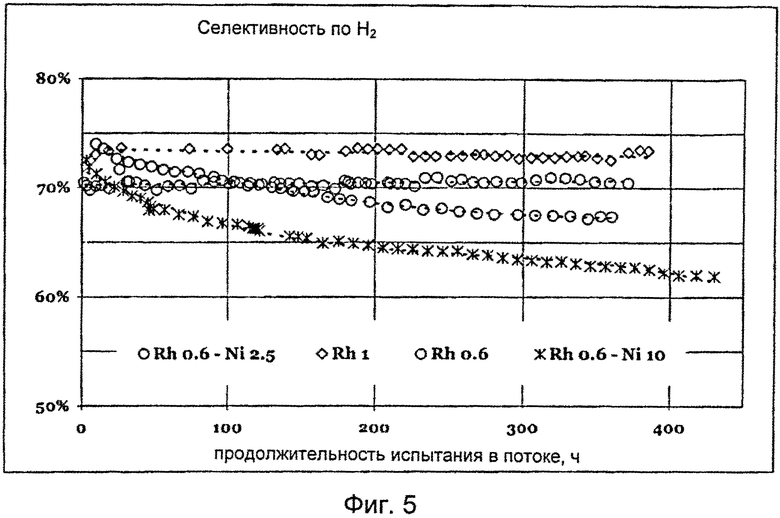
На Фиг.3, Фиг.4 и Фиг.5 представлены зависимости степени превращения и селективности, полученные в испытаниях Примеров 2А, 2В, 2С и 2D.
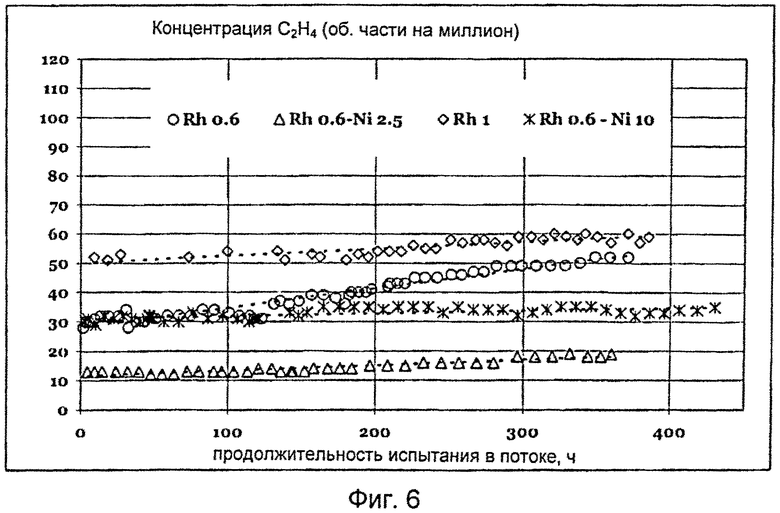
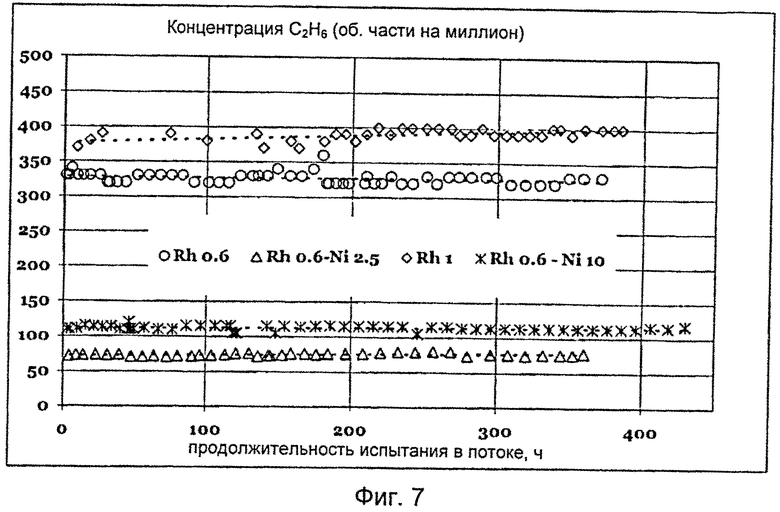
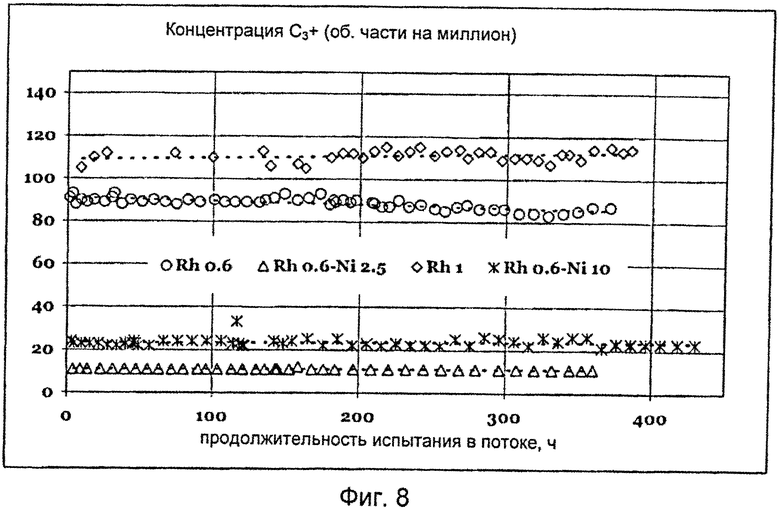
На Фиг.6, Фиг.7 и Фиг.8 представлены зависимости концентраций побочных продуктов реакции, полученные в испытаниях Примеров 2А, 2В, 2С и 2D.
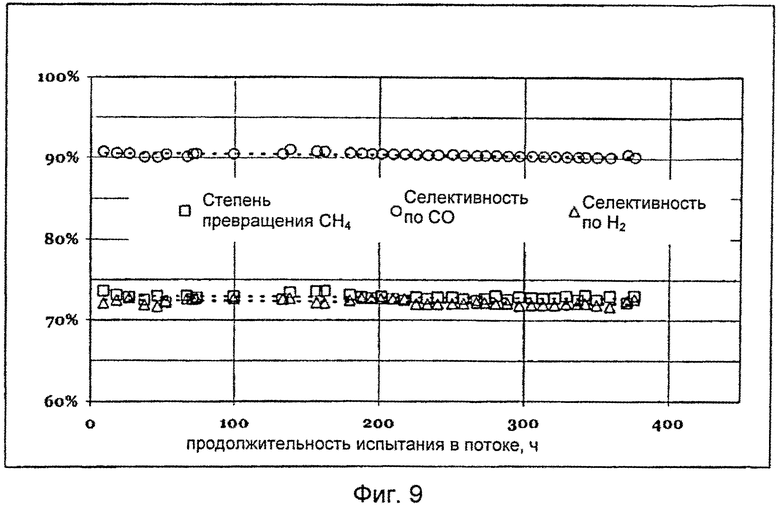
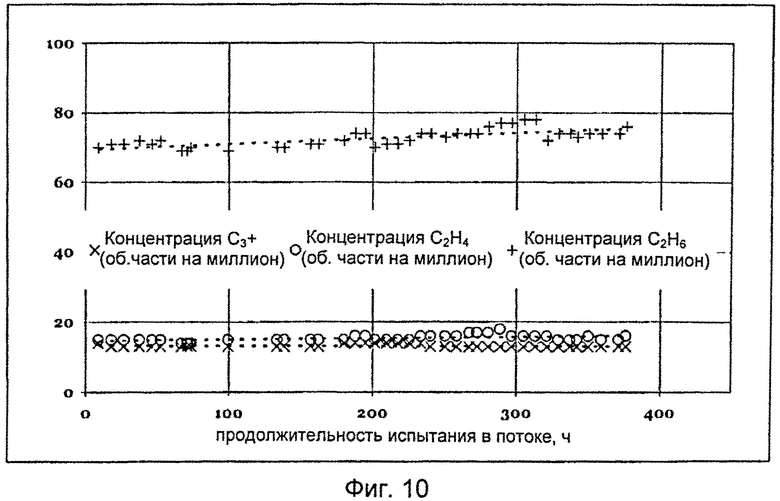
На Фиг.9 и Фиг.10 представлены зависимости концентраций углеводородных побочных продуктов, получаемых в соответствии с процедурой Примера 2Е.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Предметом настоящего изобретения является особая каталитическая система, обладающая высокой каталитической активностью в сочетании с образованием пониженных концентраций побочных продуктов, ответственных за формирование углеродсодержащих отложений и/или сажи. Согласно настоящему изобретению под каталитической активностью понимают сочетание степени превращения реагентов и селективности получения синтез-газа.
Каталитическая система согласно изобретению включает по меньшей мере две отдельные каталитические зоны, всегда находящиеся в контакте друг с другом. По меньшей мере одна из этих каталитических зон содержит один или более благородный металл, выбранный из группы, состоящей из иридия, родия, рутения, палладия и платины, и ни в коем случае не содержит никеля, в то время как по меньшей мере одна другая зона содержит никель, к которому может быть добавлен один или более благородный металл, выбранный из группы, состоящей из иридия, родия, рутения, палладия и платины. Указанные каталитические зоны характеризуются тем, что по меньшей мере одна зона, содержащая исключительно благородные металлы, выбранные из группы, состоящей из иридия, родия, рутения, палладия и платины, всегда является отдельной, но находится в контакте с по меньшей мере одной зоной, содержащей никель. Предпочтительный благородный металл представляет собой родий. Одна из зон указанной каталитической системы предпочтительно включает родий, а по меньшей мере другая зона содержит никель.
В целом, по меньшей мере одна из каталитических зон должна содержать никель, и некоторые каталитические зоны также предпочтительно могут включать катализаторы, содержащие только благородные металлы, выбранные из группы, состоящей из иридия, родия, рутения, палладия и платины, и предпочтительно содержат родий. Количество благородного металла, вводимого в каталитическую систему согласно настоящему изобретению, составляет от 0,2 мас.% до 10 мас.%, предпочтительно от 0,5 мас.% до 2 мас.%. Количество никеля, вводимого в каталитическую систему согласно настоящему изобретению, составляет от 0,5 мас.% до 20 мас.%, предпочтительно от 2 мас.% до 10 мас.%.
Предпочтительно, зоны указанной каталитической системы могут быть расположены таким образом, что они образуют слой катализатора, в котором составляющие слои основного слоя, в частности, представляют собой каталитические зоны согласно настоящему изобретению. Если реакционная камера, входящая в состав реакционного оборудования, имеет форму усеченного конуса, то желательно, чтобы высота слоя катализатора, содержащего исключительно благородные металлы, такие как родий, рутений, иридий, палладий и платина, составляла по меньшей мере 1/3 общей высоты указанного слоя. Если, с другой стороны, реакционное оборудование имеет трубчатую форму, то минимальная высота слоя катализатора может также быть менее 1/3 общей высоты указанного слоя. Выбор каталитической системы определяется множеством факторов. Прежде всего зона каталитической системы, контактирующая с потоком, содержащим кислород, не должна включать материал, содержащий никель, поскольку эти материалы несовместимы. Действительно, из диаграммы Эллингема (Фиг.1), на которой изображены зависимости образования оксидов металлов от температуры и присутствия кислорода при температурах от 0°С до температуры плавления металлического никеля, можно понять, что образование оксида никеля термодинамически выгодно. Таким образом, никель нестабилен в окислительном окружении и поэтому должен находиться исключительно в той зоне каталитической системы, условия в которой благоприятствуют поддержанию этого элемента в стабильном металлическом состоянии, и такие условия включают: высокие температуры, отсутствие кислорода и присутствие восстановителей, например, СО и Н2. Во-вторых, катализатор на основе никеля, в который возможно добавлен один или более металл платиновой группы, с высокой эффективностью способствует удалению ненасыщенных соединений, но имеет более низкую каталитическую активность по сравнению с активностью катализатора, полученного на основе по меньшей мере единственного благородного металла. Каталитическая активность такого катализатора не только ниже, но, кроме того, снижается с течением времени его использования в реакциях. Вследствие этого, предлагаемая каталитическая система сконструирована таким образом, что реагент и окисляющий поток, содержащий воздух, обогащенный воздухом или чистым кислородом, после смешивания реагируют в той зоне указанной каталитической системы, которая не содержит никеля, а напротив, содержит исключительно благородные металлы, выбранные из группы, состоящей из иридия, родия, рутения, палладия и платины.
Смесь начинает реагировать в этой каталитической зоне, поглощая весь кислород. Присутствие благородных металлов обеспечивает высокую и стабильную степень превращения и селективность получения синтез-газа. Частично прореагировавшая, не содержащая кислорода смесь затем поступает в другие каталитические зоны, в которых могут быть завершены реакции образования синтез-газа в отсутствие кислорода (эндотермические реакции риформинга водяного пара и риформинга СО2) и удалены ненасыщенные соединения, которые могли быть образованы в первой каталитической зоне. Это позволяет получать поток продуктов, не содержащий или, в любом случае, содержащий пониженные количества этилена и других ненасыщенных соединений и полученных из них побочных продуктов, т.е. ацетилена, ПАУ, углеродсодержащих отложений и/или сажи.
Заявитель установил, что каталитические системы, содержащие никель, особенно эффективны при удалении ненасыщенных соединений, например, этилена и других продуктов. Тем не менее, каталитические системы, содержащие Ni, в которые добавлен один или более благородный металл, выбранный из группы, состоящей из платины, иридия, рутения, палладия и родия, имеют пониженные каталитические характеристики по сравнению с системами, содержащими катализатор, состоящий только из металлов, выбранных из указанных выше. Под каталитическими характеристиками понимают значения степени превращения сырья и селективности получения синтез-газа, а также стабильность катализатора с течением времени. Вследствие этого применение только одной каталитической системы не обеспечивает сочетания нужных каталитических характеристик и восстановления/снижения количества ненасыщенных соединений.
Металлы, содержащиеся в каталитической системе согласно настоящему изобретению, вводят с помощью любой методики предшествующего уровня техники. Например, их наносят различными способами пропитки (импрегнирования) на носители, обладающие высокой механической и термической стойкостью в сочетании с химической стабильностью при температурах, составляющих по меньшей мере 1200°С. Указанные носители предпочтительно выбраны из оксидов, нитридов, оксинитридов, карбидов и металлических материалов. Носитель может быть получен в виде гранул или структур. Структурированные носители могут быть изготовлены из керамических или металлических материалов и иметь губчатую структуру, решетчатую структуру или сетчатую проволочную структуру. Особенно подходящим металлическим сплавом является сплав FeCr, на который предпочтительно наносят слой оксида способом нанесения протравного покрытия, на которое могут быть осаждены активные металлы. Гранулы могут иметь любую геометрическую форму (например, форму зерен, неправильную форму, форму более или менее правильных сфер, цилиндров, сплошных или имеющих одно или более отверстий), а их размеры выбирают, учитывая размеры изготавливаемого реакционного оборудования. Каталитическая система согласно настоящему изобретению может быть использована для частичного каталитического окисления жидких и/или газообразных углеводородов при малой продолжительности контакта.
Каталитическая система согласно настоящему изобретению может быть применена для проведения частичного каталитического окисления (ЧКО-МПК) при малой продолжительности контакта, в результате которого получают синтез-газ и, возможно, при последующих прогонах, водород из следующих реагентов:
- жидких или газообразных углеводородов и/или кислородсодержащих соединений при температуре и давлении, подходящих для ввода в реакционное оборудование,
- воздуха, обогащенного кислородом воздуха в любых объемных отношениях от 21% до 100%, чистого кислорода
- возможно, водяного пара и/или диоксида углерода.
Жидкие углеводороды могут быть выбраны из нафты, дизельных топлив, тяжелых дизельных топлив, например, легких рецикловых газойлей (ЛРГ) и других продуктов рафинирования нефти и циклов очистки, например, из деасфальтизированных масел (ДАМ).
Газообразные углеводороды могут быть выбраны из метана, природного газа, нефтезаводского газа, сжиженного углеводородного газа и их смесей. Более предпочтительно, газообразное углеводородное сырье состоит из природного газа и нефтезаводского газа.
Кислородсодержащие соединения, которые могут быть как жидкими, так и газообразными при температуре и давлении на входе в реакционное оборудование, могут быть выбраны из этанола, этиленгликоля, триглицеридов жирных кислот, глицерина и углеводов, имеющих общую формулу Cn(H2O)nH2, и их смесей. Предпочтительно используют глицерин, получаемый в виде побочного продукта в процессах получения биотоплива, поскольку он отличается легкостью получения и сложностью в утилизации другими путями и, таким образом, доступен при низкой цене.
Указанный способ частичного каталитического окисления включает следующие стадии:
- предварительный подогрев реагентов до температур, составляющих от 25°С до 350°С, и нагнетание давления указанных реагентов до значений, составляющих от 2 атм до 50 атм (от 0,2 МПа до 5 МПа),
- предварительное смешивание реагентов за один или более чем один проход с образованием гомогенной и, возможно, двухфазной смеси реагентов,
- реакцию полученной таким образом смеси реагентов в присутствии указанной каталитической системы, так что указанная смесь сначала контактирует с по меньшей мере каталитической зоной, содержащей один или более благородный металл, выбранный из группы, состоящей из родия, рутения, иридия, палладия и платины, и при этом кислород расходуется полностью до того, как указанная смесь контактирует со всеми каталитическими зонами, содержащими никель, при давлении реакции, которое составляет от 2 атм до 50 атм, в течение времени контакта, составляющего от 1 миллисекунды до 1000 миллисекунд, при объемной скорости, составляющей от 10000 нл/кг/час до 1000000 нл/кг/час, с образованием синтез-газа, максимальная температура которого составляет 1200°С,
- охлаждение указанного синтез-газа до температур, составляющих менее 400°С, при продолжительности контакта, составляющей порядка миллисекунд,
- возможно, реакцию указанного синтез-газа по реакции конверсии водяного газа с образованием смеси, обогащенной диоксидом углерода и водородом,
- возможно, очистку указанной смеси, приводящую к получению потока чистого водорода.
Предпочтительно реагенты предварительно подогревают до температуры, при которой их вводят в слой катализатора, т.е. от 100°С до 350°С, более предпочтительно до температуры, составляющей от 200°С до 350°С. Реакционное давление предпочтительно поддерживают на уровне от 10 атм до 30 атм (от 1 МПа до 3 МПа). Продолжительность контакта смеси реагентов с катализатором предпочтительно составляет от 10 миллисекунд до 100 миллисекунд. Максимальная температура извлекаемого синтез-газа предпочтительно составляет 1150°С. Объемная скорость смеси реагентов предпочтительно составляет от 20000 нл/кг/час до 200000 нл/кг/час. Реагенты могут быть подвергнуты предварительному подогреву любого подходящего типа. Для иллюстрации приведены некоторые примеры обработки десульфуризации или гидродесульфуризации. Если при давлении и температуре ввода подают жидкие реагенты, то предпочтительно применяют подходящее устройство для распыления/испарения жидкостных потоков, например устройство, описанное в патенте WO 2006/034868 А1.
Как транспортировка потока, выходящего из реакции, так и его охлаждение должны быть выполнены быстро, в течение нескольких миллисекунд, во избежание протекания нежелательных химических реакций, например образования метана [1] и диспропорционирования [2], приведенных ниже,


протеканию которых благоприятствуют температуры от 400°С до 700°С, и крекинга [3]

протеканию которого благоприятствуют температуры, превышающие 700°С, поскольку протекание указанных реакций [1], [2] и [3] снижает выход синтез-газа и приводит к образованию углеродсодержащих отложений.
Каталитический способ согласно изобретению осуществляют по меньшей мере в одной реакционной установке, включающей:
- смесительную секцию,
- реакционную камеру, включающую:
- по меньшей мере два тепловых экрана, расположенных, соответственно, выше по потоку и ниже по потоку относительно каталитической системы согласно изобретению,
- каталитическую систему согласно изобретению, в которой каталитические зоны расположены так, что они образуют слой катализатора, и в которой каталитическая зона, содержащая один или более благородный металл, выбранный из группы, состоящей из родия, рутения, иридия, палладия и платины, находится в контакте с каталитической зоной, содержащей никель, и всегда предшествует каталитической зоне, содержащей никель,
- секцию охлаждения продуктов реакции.
Смешивание указанных реагентов производят в смесительной секции, которая включает камеру, имеющую цилиндрическую форму или форму усеченного конуса, сконструированную таким образом, что время пребывания указанных реагентов составляет меньше времени задержки воспламенения, причем оба эти времени зависят от состава и скорости потока реакционной смеси, давления и температуры, и при этом линейные скорости указанных реагентов превышают скорости воспламенения смеси.
Это позволяет избежать воспламенения и обратного распространения пламени по слою катализатора и, в целом, инициирования радикальных реакций в газовой фазе.
Каталитические зоны расположены в указанном оборудовании таким образом, что они образуют слой катализатора, в котором по меньшей мере одна каталитическая зона, содержащая один или более благородный металл, выбранный из группы, состоящей из родия, рутения, иридия, палладия и платины, находится в контакте с любыми каталитическими зонами, содержащими никель, и всегда предшествует всем каталитическим зонам, содержащим никель. Установка для осуществления способа частичного каталитического окисления при малой продолжительности контакта также включает впускную секцию для жидких и/или газообразных реагентов, которая включает компрессионную секцию, секцию предварительного подогрева и возможно одну или более секцию предварительной обработки реагентов (например, секцию десульфуризации или гидродесульфуризации, предназначенную для удаления серусодержащих соединений). Кроме того, указанный способ также может включать одну или более стадию обработки получаемого синтез-газа, например, все операции, необходимые для превращения синтез-газа в целевой продукт. В предпочтительном варианте способ включает применение установки для получения водорода, одного или более реакторов конверсии водяного газа и системы очистки водорода.
Каталитическая система согласно изобретению предпочтительно может быть введена по меньшей мере в одну реакционную установку для получения синтез-газа по реакции частичного каталитического окисления при малой продолжительности контакта. Каждая из указанных установок содержит смесительную секцию и реакционную камеру, содержащую каталитическую систему согласно настоящему изобретению, и по меньшей мере два тепловых экрана. Каталитические зоны внутри указанного оборудования могут быть расположены таким образом, что они образуют слой катализатора, в котором по меньшей мере одна зона, содержащая благородные металлы (родий, рутений, иридий, палладий и платину), находится в контакте со всеми зонами, содержащими никель, и всегда предшествует всем этим зонам. Выше по потоку и ниже по потоку относительно каталитической системы могут быть установлены по меньшей мере два тепловых экрана, состоящих из инертного керамического материала, находящегося в виде зерен, гранул, сот или губчатой структуры. Часть установки - реакционная камера, которая содержит слой катализатора - предпочтительно имеет цилиндрическую форму или форму усеченного конуса или форму усеченной пирамиды. Кроме того, образующая огибающей изогнутой поверхности и линия, параллельная вертикальной оси устройства, образуют угол, составляющий от 5° до 65°, предпочтительно от 10° до 45°. В нижней части устройства расположена зона охлаждения получаемого синтез-газа.
Пример 1 - синтез Пример 1А
7,9 г раствора Rh(NO3)3 (12,5 мас.% родия) разбавляли деминерализованной водой до получения объема раствора 36,5 см3. Полученным раствором, содержащим родий, с помощью влажного импрегнирования пропитывали 98,8 г шариков диаметром 3 мм, изготовленных из α-оксида алюминия. Шарики, пропитанные раствором соли металла, сушили и прокаливали в стационарной муфельной печи, поддерживая следующий температурный профиль:
50°С → 120°С, со скоростью V=3°С/мин
120°С → 120°С, в течение времени t=120 мин
120°С → 750°С, со скоростью V=3°С/мин
750°С → 750°С, в течение времени t=120 мин
750°С → до комнатной температуры, самопроизвольное охлаждение.
После прокаливания номинальный состав твердого вещества был следующим: Rh2O3 - 1,2 мас.%, α-оксид алюминия - 98,8 мас.%. Массовое содержание родия (в виде металлического родия) соответствовало 1 мас.%.
Пример 1В
4,8 г раствора Rh(NO3)3 (12,5 мас.% родия) разбавляли деминерализованной водой до получения объема раствора 36,7 см3. Полученным раствором, содержащим родий, с помощью влажного импрегнирования пропитывали 99,3 г шариков диаметром 3 мм, изготовленных из α-оксида алюминия. Шарики, пропитанные раствором соли металла, сушили и прокаливали в стационарной муфельной печи, поддерживая следующий температурный профиль:
50°С → 120°С, со скоростью V=3°С/мин
120°С → 120°С, в течение времени t=120 мин
120°С → 750°С, со скоростью V=3°С/мин
750°С → 750°С, в течение времени t=120 мин
750°С → до комнатной температуры, самопроизвольное охлаждение.
После прокаливания номинальный состав твердого вещества был следующим: Rh2O3 - 0,7 мас.%, α-оксид алюминия - 99,3 мас.%. Массовое содержание родия (в виде металлического родия) соответствовало 0,6 мас.%.
Пример 1C
12,5 г Ni(NO3)2·6H2O (чистота 98,5 мас.%) добавляли в 4,8 г раствора Rh(NO3)3 (12,5 мас.% родия); затем к смеси добавляли деминерализованную воду до получения объема раствора 35,6 см3. Полученным раствором, содержащим родий, с помощью влажного импрегнирования пропитывали 96,1 г шариков диаметром 3 мм, изготовленных из α-оксида алюминия. Шарики, пропитанные раствором соли металла, сушили и прокаливали в стационарной муфельной печи, поддерживая следующий температурный профиль:
50°С → 120°С, со скоростью V=3°С/мин
120°С → 120°С, в течение времени t=120 мин
120°С → 750°С, со скоростью V=3°С/мин
750°С → 750°С, в течение времени t=120 мин
750°С → до комнатной температуры, самопроизвольное охлаждение.
После прокаливания номинальный состав твердого вещества был следующим: Rh2O3 - 0,7 мас.%, NiO - 3,2 мас.% и α-оксид алюминия - 96,1 мас.%. Массовое содержание родия (в виде металлического родия) соответствовало 0,6 мас.%, а массовое содержание никеля (в виде металлического никеля) соответствовало 2,5 мас.%.
Пример 1D
24,8 г Ni(NO3)2·6H2O (чистота 98,5 мас.%) добавляли в 4,8 г раствора Rh(NO3)3 (12,5 мас.% родия); затем к смеси добавляли деминерализованную воду до получения объема раствора 34,4 см3. Полученным раствором, содержащим родий и никель, с помощью влажного импрегнирования пропитывали 93 г шариков диаметром 3 мм, изготовленных из α-оксида алюминия. Шарики, пропитанные раствором соли металла, сушили и прокаливали в стационарной муфельной печи, поддерживая следующий температурный профиль:
50°С → 120°С, со скоростью V=3°С/мин
120°С → 120°С, в течение времени t=120 мин
120°С → 750°С, со скоростью V=3°С/мин
750°С → 750°С, в течение времени t=120 мин
750°С → до комнатной температуры, самопроизвольное охлаждение.
После прокаливания номинальный состав твердого вещества был следующим: Rh2O3 - 0,7 мас.%, NiO - 6,3 мас.% и α-оксид алюминия - 93 мас.%. Массовое содержание родия (в виде металлического родия) соответствовало 0,6 мас.%, а массовое содержание никеля (в виде металлического никеля) соответствовало 10 мас.%.
Пример 2 - Каталитические испытания
Каталитические испытания проводили на лабораторной установке (см. Фиг.2), включающей пять основных секций:
1. Загрузки (1, 2, 3 и 4) и предварительного подогрева реагентов (не показана на Фиг.),
2. Смешивания (9),
3. Реакционную (14),
4. Водяного охлаждения (15),
5. Аналитическую (19).
Реагенты (1, 2, 3, 4) предварительно подогревали до температуры, составляющей приблизительно 200°С, смешивали с помощью системы (9) "труба в трубе" и направляли в реакционную зону (14). Реактор был изготовлен из кварца, реакционная зона имела форму цилиндра с внутренним диаметром 18 мм; реактор вводили в печь для получения тепла, необходимого для инициирования реакции, и по достижении стационарных условий, для минимизации тепловых потерь. Получаемый синтез-газ охлаждали в теплообменнике (15) с водяным охлаждением; отбирали аликвоту для газохроматографического анализа (19), а остальное после пропускания через клапан регулировки давления направляли на продувку (18). "Аналитическая" секция включала два стационарных установленных на линии газовых хроматографа и установленный на линии газовый микрохроматограф, в основном используемый для отслеживания изменений на стадиях пуска и остановки. Катализатор вводили между двумя тепловыми экранами, имеющими форму усеченного конуса, применяемыми для ограничения рассеивания тепла. Нижний тепловой экран, дополнительная функция которого состояла в поддержании слоя катализатора, имел цилиндрическую форму с диаметром 40 мм, и состоял из кордиеритового диска высотой 12 мм и слоя шариков из α-Al2O3 высотой 3 мм. Верхний тепловой экран состоял из слоя шариков из α-Al2O3, занимающих зону, имеющую форму усеченного конуса высотой 19 мм, с диаметром на входе 15 мм и диаметром на выходе 4 мм. В каждом испытании слой катализатора имел форму усеченного конуса высотой 18 мм, с диаметром на входе 4 мм и диаметром на выходе 40 мм. Температуры смеси реагентов и выходящего потока отслеживали с помощью двух термопар, расположенных, соответственно, на расстоянии 18 мм от нижней границы слоя катализатора и на расстоянии 19 мм от его верхней границы.
Пример 2А - Сравнительный
Были проведены четыре испытания каталитической активности при одинаковых загрузках катализаторов, полученных в Примерах 1А, 1В, 1C и 1D.
Каждое испытание выполняли в соответствии с одной и той же процедурой, а именно:
- один или более запуск реакции с последующим достижением стационарного состояния и затем остановка,
- непрерывный мониторинг каталитической активности в течение по меньшей мере 200 часов после последнего запуска.
Испытания выполняли под давлением, несколько превышающим атмосферное, загружая метан (технической чистоты) и воздух, в таком количестве, чтобы отношение O2/С составляло 0,6 об./об. Объемная скорость составляла 132000 нл/кг/час. Параметры, по которым оценивали характеристики катализатора, включали: степень превращения метана, селективность получения синтез-газа и селективность получения побочных продуктов, таких как этан, этилен и другие углеводороды, включающие более 2 атомов С (называемые С3+). В каждом испытании вычисляли потребление кислорода (объемное отношение количества прореагировавшего кислорода и количества полученного синтез-газа), которое в целом показывало эффективность испытания. Каталитические испытания, описываемые в этом примере, выполняли, загружая приблизительно 3 г катализатора, синтез которого описан в Примере 1А; испытание проводили в течение 393 часов. Выполняли пять запусков и четыре последующие остановки, которые не влияли на испытание: степень превращения, селективность (зависимости представлены графиками на Фиг.3, 4, 5) и потребление кислорода оставались постоянными в течение всего периода испытания.
Степень превращения метана: 72,7% (объемные проценты)
Селективность по СО: 90,7% (объемные проценты)
Селективность по Н2: 73,1% (объемные проценты)
Потребление кислорода: 0,34 (объемное отношение).
Результаты по количеству образующихся побочных продуктов представлены на графиках, показанных на Фиг.5, 6 и 7. Самые высокие концентрации углеводородных побочных продуктов были получены при использовании катализатора, содержащего 1 мас.% родия. В частности, концентрация этилена составляла приблизительно 60 объемных частей на миллион, концентрация этана составляла приблизительно 400, и концентрация С3+ углеводородов составляла 115. Кроме того, образование каждого из побочных продуктов медленно, но неуклонно повышалось.
Пример 2 В
Каталитические испытания, описываемые в этом примере, выполняли, загружая приблизительно 3 г катализатора, синтез которого описан в Примере 1В; продолжительность испытания составляла 371 час.
Выполняли пять запусков и четыре последующие остановки. Как и в Примере 2А, степень превращения, селективность (зависимости представлены графиками на Фиг.3, 4, 5) и потребление кислорода оставались постоянными в течение всего периода испытания.
Степень превращения метана: 71,6% (объемные проценты)
Селективность по СО: 92,1% (объемные проценты)
Селективность по H2: 71,4% (объемные проценты)
Потребление кислорода: 0,35 (объемное отношение).
Концентрация этилена постепенно повышалась (см. Фиг.6) от 30 чуть более 40 об. частей на миллион. Концентрация этана оставалась стабильной, но достаточно высокой (см. Фиг.7), составляя приблизительно 320 об. частей на миллион. Концентрация С3+ углеводородов оставалась стабильной, но ее значения были вторыми по величине среди всех концентраций.
Пример 2С
Каталитические испытания, описываемые в этом примере, выполняли, загружая приблизительно 3 г катализатора, синтез которого описан в Примере 1C; продолжительность испытания составляла 360 часов. Выполняли только одну процедуру запуска. В отличие от результатов, полученных при использовании монометаллических катализаторов, в которых металл представлял собой металл платиновой группы, при использовании биметаллического катализатора (в этом случае 0,6 мас.% Rh и 2,5 мас.% Ni) степени превращения метана и селективность по водороду снижались с течением времени (см. Фиг.3 и 5), в то время как селективность по СО оставалась относительно стабильной, но более низкой (см. Фиг.4).
По окончании испытаний конечные значения оценочных параметров были следующими:
Степень превращения метана: 65,8% (объемные проценты)
Селективность по СО: 86,9% (объемные проценты)
Селективность по Н2: 67,4% (объемные проценты)
Потребление кислорода: 0,41 (объемное отношение).
Концентрации побочных продуктов были самыми низкими среди полученных и практически не менялись с течением времени (см. Фиг.6, 7 и 8).
Пример 2D
Каталитические испытания, описываемые в этом примере, выполняли, загружая приблизительно 3 г катализатора, синтез которого описан в Примере 1D; продолжительность испытания составляла 430 часов.
Выполняли пять запусков и четыре последующие остановки.
Как и в Примере 2С, при использовании биметаллического катализатора (состоящего из 0,6 мас.% Rh и 10 мас.% Ni) степень превращения метана и селективность по водороду постепенно снижались и, кроме того, полученные значения были наихудшими среди всех выполненных испытаний (см. Фиг.3 и 5). Как и в Примере 2С, селективность по СО была практически постоянной и также имела схожие значения (см. Фиг.4).
По окончании испытаний конечные значения оценочных параметров были следующими:
Степень превращения метана: 63,0% (объемные проценты)
Селективность по СО: 86,2% (объемные проценты)
Селективность по H2: 61,9% (объемные проценты)
Потребление кислорода: 0,44 (объемное отношение).
Концентрации побочных продуктов были более высокими по сравнению со значениями, полученными при использовании биметаллического катализатора с более низким содержанием никеля, но в любом случае ниже значений, полученных при использовании двух монометаллических катализаторов. Кроме того, значения практически не менялись с течением времени (см. Фиг.6, 7 и 8).
Пример 2Е
Каталитические испытания, описываемые в этом примере, выполняли, загружая приблизительно 1 г монометаллического катализатора, синтез которого описан в Примере 1А, и приблизительно 2 г биметаллического катализатора, синтез которого описан в Примере 1C.
Монометаллический катализатор помещали в головной части слоя катализатора, а биметаллический катализатор помещали в его хвостовой части. Продолжительность испытания составляла 377 часов. Выполняли пять запусков и четыре последующие остановки. Из графика, приведенного на Фиг.9, ясно, что поведение степени превращения метана и селективности получения синтез-газа сходно с зависимостями характеристик, полученных при использовании единственного монометаллического катализатора (см. Пример 2а и соответствующие Фиг.). В частности, не наблюдали спада каталитической активности, и значения степени превращения/селективности оставались высокими:
Степень превращения метана: 73,0% (объемные проценты)
Селективность по СО: 90,1% (объемные проценты)
Селективность по Н2: 72,6% (объемные проценты)
Потребление кислорода: 0,34 (объемное отношение).
С другой стороны, зависимость количества полученных углеводородных побочных продуктов точно повторяет зависимость, полученную при использовании единственного биметаллического катализатора (см. Пример 2С и соответствующие Фиг.). Концентрации этана, этилена и С3+ углеводородов постоянны, и их значения ниже, чем в случае использования монометаллических катализаторов (см. Фиг.10).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КАТАЛИТИЧЕСКОГО ЧАСТИЧНОГО ОКИСЛЕНИЯ УГЛЕВОДОРОДОВ | 1994 |
|
RU2123471C1 |
| СПОСОБ НЕПОЛНОГО КАТАЛИТИЧЕСКОГО ОКИСЛЕНИЯ УГЛЕВОДОРОДОВ | 1995 |
|
RU2154015C2 |
| КАТАЛИТИЧЕСКИЙ РЕАКТОР ДЛЯ ПОЛУЧЕНИЯ СИНТЕЗ-ГАЗА | 2001 |
|
RU2208475C2 |
| СПОСОБ КАТАЛИТИЧЕСКОГО ЧАСТИЧНОГО ОКИСЛЕНИЯ УГЛЕВОДОРОДОВ | 1994 |
|
RU2137702C1 |
| СПОСОБ КАТАЛИТИЧЕСКОГО ЧАСТИЧНОГО ОКИСЛЕНИЯ УГЛЕВОДОРОДНОГО СЫРЬЯ, СПОСОБ ПОЛУЧЕНИЯ МОНООКИСИ УГЛЕРОДА И ВОДОРОДА ИЗ УГЛЕВОДОРОДНОГО СЫРЬЯ, МОНООКИСЬ УГЛЕРОДА И ВОДОРОД | 1994 |
|
RU2132299C1 |
| ПОЛУЧЕНИЕ ЭТАНОЛА ИЗ УКСУСНОЙ КИСЛОТЫ С ИСПОЛЬЗОВАНИЕМ КОБАЛЬТОВОГО КАТАЛИЗАТОРА | 2009 |
|
RU2491269C2 |
| СПОСОБ ПОЛУЧЕНИЯ СИНТЕЗ-ГАЗА ИЛИ ОБОГАЩЕННОЙ ВОДОРОДОМ ГАЗОВОЙ СМЕСИ ИЗ ВОДНО-СПИРТОВЫХ СМЕСЕЙ | 2002 |
|
RU2213691C1 |
| СПОСОБ КАТАЛИТИЧЕСКОГО ЧАСТИЧНОГО ОКИСЛЕНИЯ УГЛЕВОДОРОДНОГО СЫРЬЯ | 1993 |
|
RU2115617C1 |
| КАТАЛИТИЧЕСКОЕ ОКИСЛЕНИЕ БУТ-3-ЕН-1,2-ДИОЛА | 2015 |
|
RU2707078C2 |
| ПОЛУЧЕНИЕ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ И СИНТЕЗ-ГАЗА ИЗ МЕТАНА | 2007 |
|
RU2458899C2 |
Изобретение относится к каталитической системе, подходящей для проведения частичного каталитического окисления при малой продолжительности контакта, для получения синтез-газа и, возможно, водорода. Каталитическая система включает по меньшей мере две каталитические зоны, в которой одна зона содержит один или более благородный металл, выбранный из группы, состоящей из родия, рутения, иридия, палладия и платины, и не содержит никеля, и другая зона содержит никель, к которому добавлен один или более металл, выбранный из группы, состоящей из родия, рутения, иридия, палладия и платины, при этом зона, не содержащая никеля, всегда является отдельной, но находится в контакте с другой зоной, содержащей никель. Изобретение обеспечивает высокую степень превращения сырья и высокую селективность относительно синтез-газа и Н2, а также снижение или предотвращение образования сажистых образований. 4 н. и 19 з.п. ф-лы, 10 ил., 2 табл., 10 пр.
1. Каталитическая система, включающая по меньшей мере две каталитические зоны, в которой по меньшей мере одна из зон содержит один или более благородный металл, выбранный из группы, состоящей из родия, рутения, иридия, палладия и платины, и не содержит никеля, и по меньшей мере другая зона содержит никель, к которому добавлен один или более металл, выбранный из группы, состоящей из родия, рутения, иридия, палладия и платины, при этом указанная каталитическая система отличается тем, что по меньшей мере одна зона, которая не содержит никеля и содержит благородные металлы, выбранные из группы, состоящей из родия, рутения, иридия, палладия и платины, всегда является отдельной, но находится в контакте с по меньшей мере одной зоной, содержащей никель, к которому добавлен один или более металл, выбранный из группы, состоящей из родия, рутения, иридия, палладия и платины.
2. Каталитическая система по п. 1, в которой по меньшей мере одна зона содержит родий, и по меньшей мере другая зона содержит никель.
3. Каталитическая система по п. 1, в которой каталитическая зона или зоны содержат родий.
4. Каталитическая система по любому из пп. 1-3, в которой указанные каталитические зоны расположены так, что они образуют слой катализатора.
5. Каталитическая система по п. 1, в которой количество благородного металла составляет от 0,2 мас.% до 10 мас.% от общей массы катализатора.
6. Каталитическая система по п. 5, в которой количество благородного металла составляет от 0,5 мас.% до 2 мас.% от общей массы катализатора.
7. Каталитическая система по п. 1, в которой количество никеля составляет от 0,5 мас.% до 20 мас.% от общей массы катализатора.
8. Каталитическая система по п. 7, в которой количество никеля составляет от 2 мас.% до 10 мас.% от общей массы катализатора.
9. Способ частичного каталитического окисления с целью получения синтез-газа и, при проведении дополнительных стадий, водорода, включающий применение каталитической системы по любому из пп. 1-8, из следующих реагентов:
- углеводородов и/или кислородсодержащих соединений, которые находятся либо в жидком, либо в газообразном состоянии при температуре и давлении по меньшей мере одного из реакционных устройств, где жидкие углеводороды выбраны из нафты, газойлей, тяжелых газойлей, например, легких рецикловых газойлей, деасфальтизированных масел и их смесей, кислородсодержащие соединения выбраны из этанола, этиленгликоля, триглицеридов жирных кислот, глицерина и углеводов, имеющих формулу Cn(H2O)nH2, и их смесей, и газообразные углеводороды выбраны из метана, природного газа, нефтезаводского топливного газа, сжиженного нефтяного газа и их смесей;
- воздуха, обогащенного кислородом воздуха в любых объемных соотношениях от 21% до 100%, или чистого кислорода;
- возможно, водяного пара и/или диоксида углерода;
где указанный способ включает следующие стадии:
- предварительный подогрев указанных реагентов до температуры, составляющей от 25°C до 350°C, и нагнетание давления указанных реагентов до величины, составляющей от 2 атм до 50 атм (от 0,2 МПа до 5 МПа),
- предварительное смешивание реагентов за один или более чем один проход с образованием гомогенной и, возможно, двухфазной смеси,
- реакцию полученной таким образом смеси реагентов в присутствии указанной каталитической системы, так что указанная смесь сначала контактирует с каталитической зоной, которая содержит один или более благородный металл, выбранный из группы, состоящей из родия, рутения, иридия, палладия и платины и которая не содержит никеля, и при этом кислород полностью расходуется до того, как указанная смесь контактирует с каталитическими зонами, содержащими никель, к которому добавлен один или более металл, выбранный из группы, состоящей из родия, рутения, иридия, палладия и платины, под давлением, составляющим от 2 атм до 50 атм (от 0,2 МПа до 5 МПа), в течение времени контакта, составляющего от 1 миллисекунды до 1000 миллисекунд, при объемной скорости, составляющей от 10000 нл/кг/час до 1000000 нл/кг/час, с образованием синтез-газа, максимальная температура которого составляет 1200°C,
- охлаждение указанного синтез-газа до температур менее 400°C при времени контакта, составляющем порядка нескольких миллисекунд,
- возможно, реакцию указанного синтез-газа по реакции конверсии водяного газа с образованием смеси, обогащенной диоксидом углерода и водородом,
- возможно, очистку указанной смеси, приводящую к получению потока чистого водорода.
10. Способ частичного каталитического окисления по п. 9, в котором газообразные углеводороды состоят из природного газа и нефтезаводского газа.
11. Способ частичного каталитического окисления по п. 9, в котором кислородсодержащее соединение представляет собой глицерин.
12. Способ частичного каталитического окисления по любому из пп. 9-11, в котором реагенты предварительно подогревают до температуры, составляющей от 100°C до 350°C, реакционное давление составляет от 10 атм до 30 атм (от 1 МПа до 3 МПа), время контакта смеси реагентов с катализатором составляет от 10 миллисекунд до 100 миллисекунд, максимальная температура выходящего синтез-газа составляет 1150°C, и объемная скорость смеси реагентов составляет от 20000 нл/кг/час до 200000 нл/кг/час.
13. Способ частичного каталитического окисления по п. 12, в котором реагенты предварительно подогревают до температуры, составляющей от 200°C до 350°C.
14. Способ частичного каталитического окисления по п. 9, в котором реагенты возможно подвергают десульфуризации или гидродесульфуризации.
15. Способ частичного каталитического окисления по п. 9, в котором жидкие реагенты подвергают распылению/испарению перед вводом в реакцию.
16. Способ частичного каталитического окисления по п. 9, в котором реакцию частичного каталитического окисления проводят по меньшей мере в одной реакционной установке, включающей:
- смесительную секцию,
- реакционную камеру, включающую:
- по меньшей мере два тепловых экрана, расположенных, соответственно, выше по потоку и ниже по потоку относительно каталитической системы по любому из пп. 1-8,
- указанную каталитическую систему, в которой каталитические зоны располагают так, что они образуют слой катализатора, и в которой каталитическая зона, которая содержит один или более благородный металл, выбранный из группы, состоящей из родия, рутения, иридия, палладия и платины, и которая не содержит никеля, находится в контакте с каталитической зоной, содержащей никель, к которому добавлен один или более металл, выбранный из группы, состоящей из родия, рутения, иридия, палладия и платины, и всегда предшествует каталитической зоне, содержащей никель,
- секцию охлаждения продуктов реакции.
17. Способ частичного каталитического окисления по п. 16, в котором смесительная секция включает камеру, имеющую цилиндрическую форму или форму усеченного конуса, сконструированную таким образом, что время пребывания указанных реагентов составляет меньше времени задержки воспламенения, и при этом линейные скорости указанных реагентов превышают скорость воспламенения смеси.
18. Способ частичного каталитического окисления по п. 16, в котором указанная реакционная камера имеет цилиндрическую форму или форму усеченного конуса или форму усеченной пирамиды и в котором образующая огибающей изогнутой поверхности и линия, параллельная вертикальной оси указанной реакционной камеры, образуют угол, составляющий от 5° до 65°.
19. Способ частичного каталитического окисления по п. 16 или 18, в котором в случае, если реакционная камера имеет форму усеченного конуса, то высота зоны указанного слоя катализатора, которая содержит благородные металлы, выбранные из группы, состоящей из родия, рутения, иридия, палладия и платины, и которая не содержит никеля, составляет по меньшей мере одну треть от общей высоты слоя катализатора.
20. Реакционное оборудование, в котором применяют каталитическую систему по пп. 1-8, включающее:
- смесительную секцию,
- реакционную камеру, включающую:
- по меньшей мере два тепловых экрана, расположенных, соответственно, выше по потоку и ниже по потоку относительно каталитической системы по любому из пп. 1-8,
- указанную каталитическую систему, в которой каталитические зоны расположены так, что они образуют слой катализатора, и в которой каталитическая зона, которая содержит один или более благородный металл, выбранный из группы, состоящей из родия, рутения, иридия, палладия и платины, и которая не содержит никеля, находится в контакте с каталитической зоной, содержащей никель, к которому добавлен один или более металл, выбранный из группы, состоящей из родия, рутения, иридия, палладия и платины, и всегда предшествует каталитической зоне, содержащей никель,
- секцию охлаждения продуктов реакции.
21. Реакционное оборудование по п. 20, включающее реакционную камеру, имеющую цилиндрическую форму или форму усеченного конуса или форму усеченной пирамиды, и при этом образующая огибающей изогнутой поверхности и линия, параллельная вертикальной оси указанной реакционной камеры, образуют угол, составляющий от 5° до 65°.
22. Реакционное оборудование по п. 20 или 21, в котором в случае, если реакционная камера имеет форму усеченного конуса, то высота зоны указанного слоя катализатора, которая содержит один или более благородный металл, выбранный из группы, состоящей из родия, рутения, иридия, палладия и платины, и которая не содержит никеля, составляет по меньшей мере одну треть от общей высоты слоя катализатора.
23. Применение каталитической системы по любому из пп. 1-8 для осуществления частичного каталитического окисления жидких и/или газообразных углеводородов при малой продолжительности контакта.
| УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЧАСТИЧНОГО ОКИСЛЕНИЯ И СПОСОБ ЧАСТИЧНОГО ОКИСЛЕНИЯ | 1997 |
|
RU2175636C2 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Устройство для скважинной гидродобычи полезных ископаемых | 1987 |
|
SU1479650A1 |

