Область техники, к которой относится изобретение
Настоящее изобретение относится в основном к способу, оборудованию и программному обеспечению для определения фактической прочности или ударной вязкости компонентов из твердых или сверхтвердых материалов; и более конкретно, к способу, оборудованию и программному обеспечению для определения фактической прочности или ударной вязкости деталей из твердых или сверхтвердых материалов с использованием акустической эмиссии.
Уровень техники
На Фиг.1 показан сверхтвердый компонент 100, вставляемый в скважинный элемент (не показан), такой как буровое долото или долото-расширитель, согласно одному из вариантов настоящего изобретения. Одним из примеров такого сверхтвердого компонента 100 является режущий элемент 100 или резец или вкладыш для бурового долота для твердых пород, как показано на Фиг.1. Однако такой сверхтвердый компонент 100 может иметь также другую конструкцию в зависимости от приложения, для использования в котором он предназначен. Режущий элемент 100 обычно включает подложку 110, имеющую контактную поверхность 115, и режущую пластинку 120. Режущая пластинка 120 изготовлена с использованием ультратвердого слоя, прикрепленного к контактной поверхности, согласно одному из примеров, способом спекания. Согласно некоторым примерам подложка 110 изготовлена в общем случае из сплава карбида вольфрама с кобальтом или только из карбида вольфрама, тогда как режущая пластинка 120 выполнена с использованием слоя поликристаллического ультратвердого материала, такого как поликристаллический алмаз ("PCD") или поликристаллический кубический нитрид бора ("PCBN"). Эти режущие элементы 100 изготавливают с использованием процессов и материалов, известных рядовым специалистам отрасли. Хотя на чертеже показана режущая пластинка 120 с по существу плоской наружной поверхностью, такие режущие пластинки 120 могут также в других вариантах иметь наружные поверхности другой формы, такой как куполообразная форма, вогнутая форма или какая-либо другая неплоская форма. Хотя здесь приведены несколько примеров композиций для изготовления режущих элементов 100, возможно также использование других композиций и конструкций, известных рядовым специалистам отрасли, в зависимости от конкретных приложений. Хотя одним из приложений, в котором может быть использован сверхтвердый компонент 100 и которое будет рассмотрено ниже, является бурение твердых пород, такой сверхтвердый компонент 100 может быть также использован в самых разнообразных других приложений, включая, но не ограничиваясь, механообработку, деревообработку и разработку карьеров.
Для изготовления режущих элементов 100 для использования в самых разнообразных приложениях, таких как бурение различных горных пород с использованием буровых долот разнообразной конструкции или механообработка различных металлов или материалов, разработаны различные марки поликристаллического алмаза (PCD), поликристаллического нитрида бора (PCBN), твердых и сверхтвердых материалов. Общими проблемами для таких режущих элементов 100 являются выкрашивание, растрескивание, частичное разрушение, раскалывание и/или отслаивание чешуек режущей пластинки 120 во время использования. Эти проблемы ведут к преждевременному выходу из строя режущей пластинки 120 и/или подложки 110. Обычно эти проблемы могут возникать из-за очень сильных механических напряжений, развивающихся в режущей пластинке 120 в области, где эта режущая пластинка 120 во время бурения контактирует с земными породами. Эти проблемы вызывают увеличение стоимости буровых работ из-за увеличения затрат на ремонт, вынужденных простоев и затрат на оплату труда. Таким образом, конечный пользователь, такой как конструктор бурового долота или инженер по эксплуатации выбирает наилучшую марку режущего элемента 100 для каждой конкретной задачи по бурению или механообработке, чтобы уменьшить проявления этих общих проблем. Например, конечный пользователь выбирает подходящий режущий элемент на основе баланса между износостойкостью и ударной прочностью режущего элемента, определяемых известными способами. Обычно информацию в помощь конечному пользователю для выбора подходящей марки режущего элемента 100 для конкретного приложения извлекают из исторических данных, показывающих функционирование различных марок поликристаллического алмаза PCD, поликристаллического нитрида бора PCBN, твердого или сверхтвердого материала в конкретных областях, и/или из результатов лабораторных испытаний, моделирующих различные условия бурения или механообработки в ходе тестирования различного режущего элемента 100. На сегодня в буровой промышленности используются лабораторные функциональные испытания двух категорий. Это испытания на абразивный износ и на вязкость.
Сверхтвердые компоненты 100, включающие режущий элемент 100 из поликристаллического алмазного композита (polycrystalline diamond compact ("PDC")), были испытаны на сопротивление абразивному износу с использованием двух традиционных способов испытаний. Режущий элемент 100 из алмазного композита PDC включает режущую пластинку 120, изготовленную из поликристаллического алмаза PCD. На Фиг.2 показан токарный станок 200 для испытаний на сопротивление абразивному износу с использованием обычного теста с гранитным испытательным цилиндром («бревном»). Хотя здесь предложен только один пример конфигурации оборудования для токарного станка 200, можно использовать и другие конфигурации оборудования, известные рядовым специалистам в этой области, не отклоняясь от объема и сущности рассматриваемого варианта настоящего изобретения.
Как показано на Фиг.2, токарный станок 200 содержит патрон 210, заднюю бабку 220 и резцедержатель 230, расположенный между патроном 210 и задней бабкой 220. Испытательный цилиндр 250 имеет первый конец 252, второй конец 254 и боковую стенку 258, протяженную от первого конца 252 к второму концу 254. В соответствии с принципами обычного теста с гранитным цилиндром боковая стенка 258 образует открытую поверхность 259, контактирующую со сверхтвердым компонентом 100 во время испытаний. Первый конец 251 соединен с патроном, а второй конец 254 соединен с задней бабкой. Патрон 210 может вращаться, вызывая вращение испытательного цилиндра 250 вокруг центральной оси 256 этого испытательного цилиндра 250. Задняя бабка 220 удерживает второй конец 254 на месте, когда испытательный цилиндр 250 вращается. Испытательный цилиндр 250 изготовлен из одного однородного материала, в качестве которого обычно используют гранит. Однако для изготовления испытательного цилиндра 250 были также использованы и другие горные породы, включая, но не ограничиваясь, джекфоркский песчаник, известняк из Индианы, верийский песчаник, карфагенский мрамор, шамплейнский черный мрамор, гранит из Беркли, белый гранит из Сьерры, техасский розовый гранит и серый гранит из Джорджии.
Режущий элемент 100 из композита PDC закрепляют в резцедержателе 230 токарного станка таким образом, чтобы этот режущий элемент 100 из композита PDC вошел в контакт с открытой поверхностью 259 испытательного цилиндра 250, и перемещают вперед и назад поперек этой открытой поверхности 259. Резцедержатель 230 перемещают с некоторой скоростью подачи в направлении испытательного цилиндра. Сопротивление абразивному износу для режущего элемента 100 из композита PDC определяют как относительный износ, равный отношению объема удаленного материала испытательного цилиндра 250 к объему удаленного материала режущего элемента 100 из композита PDC. В альтернативном варианте вместо измерения объема можно измерить расстояние, пройденное режущим элементом 100 из композита PDC по поверхности испытательного цилиндра 250, и использовать это расстояние с целью количественной оценки сопротивления абразивному износу для режущего элемента 100 из композита PDC. В другом альтернативном варианте можно использовать и другие способы, известные рядовым специалистам в рассматриваемой области, для определения относительного износа с применением испытаний с гранитным цилиндром. Принцип действия и конструкция токарного станка 200 рядовым специалистам в рассматриваемой области известны. Описание таких испытаний можно найти в статье Итон Б.А., Боуэр А.Б. мл. и Мартис Дж.А. «Режущий элемент из искусственного алмаза для использования в буровых долотах» (Baton, B.A., Bower, Jr., A.B., and Martis, J.A. "Manufactured Diamond Cutters Used In Drilling Bits." Journal of Petroleum Technology, May 1975, 543-551. Society of Petroleum Engineers paper 5074-PA), опубликованной в журнале Journal of Petroleum Technology в мае 1975 г., и в статье Уильям С.Маурер «Передовые методы бурения» (Maurer, William С., Advanced Drilling Techniques, Chapter 22, The Petroleum Publishing Company, 1980, pp.541-591), включенной сюда посредством ссылки.
На Фиг.3 показан вертикальный сверлильный станок 300 для испытаний на сопротивление абразивному износу с использованием вертикального сверлильного станка ("VBM") или вертикально-токарного станка с револьверной головкой ("VTL"). Хотя рассмотрен только один вариант для вертикального сверлильного станка VBM 300, возможно также использование других конфигураций оборудования, не выходя за рамки объема и сущности рассматриваемого варианта. Указанный вертикальный сверлильный станок 300 включает вращающийся стол 310 и элементодержатель 320, расположенный над вращающимся столом 310. Испытательный цилиндр 350 имеет первый конец 352, второй конец 354 и боковую стенку 358, протяженную от первого конца 352 к второму концу 354. В условиях обычных VBM-испытаний второй конец 354 представляет собой открытую поверхность 359, контактирующую со сверхтвердым компонентом 100 во время испытаний. Испытательный цилиндр 350 имеет обычно диаметр от 30 до 60 дюймов (760-1520 мм); однако этот диаметр может быть больше или меньше.
Первый конец 352 устанавливают на нижнем вращающемся столе 310 станка VBM 300, так что открытая поверхность 359 обращена к элементодержателю 320. Режущий элемент 100 из композита PDC установлен на элементодержателе 320 над открытой поверхностью 359 испытательного цилиндра и контактирует с этой открытой поверхностью 359. Испытательный цилиндр 350 вращается, а элементодержатель 320 при этом циклически перемещает режущий элемент 100 из композита PDC от центра открытой поверхности 359 испытательного цилиндра к ее краю и назад к центру этой открытой поверхности 359 испытательного цилиндра. Элементодержатель 320 имеет заданную скорость подачи в направлении вниз. Способ VBM с вертикальным сверлильным станком позволяет прикладывать к режущему элементу 100 из композита PDC более высокие нагрузки, а больший диаметр испытательного цилиндра 350 позволяет этому режущему элементу 100 из композита PDC воздействовать на больший объем скального материала. Испытательный цилиндр 350 изготавливают из гранита; однако испытательный цилиндр может быть также изготовлен из других материалов, включая, но не ограничиваясь, джекфоркский песчаник, известняк из Индианы, верийский песчаник, карфагенский мрамор, шамплейнский черный мрамор, гранит из Беркли, белый гранит из Сьерры, техасский розовый гранит и серый гранит из Джорджии.
Сопротивление абразивному износу для режущего элемента 100 из композита PDC определяют как относительный износ, равный отношению объема удаленного материала испытательного цилиндра 350 к объему удаленного материала режущего элемента 100 из композита PDC. В альтернативном варианте вместо измерения объема можно измерить расстояние, пройденное режущим элементом 100 из композита PDC по испытательному цилиндру 350, и использовать это расстояние с целью количественной оценки сопротивления абразивному износу для режущего элемента 100 из композита PDC. В другом альтернативном варианте можно использовать и другие способы, известные рядовым специалистам в рассматриваемой области, для определения относительного износа с применением способа VBM-испытаний. Принцип действия и конструкция станка VBM-300 рядовым специалистам в рассматриваемой области известны. Описание таких испытаний можно найти в статье Кен Бертаньоли и Роджер Вале «Понимание и управление остаточными напряжениями в режущем элементе из толстого поликристаллического алмаза для повышения долговечности» (Bertagnolli, Ken and Vale, Roger, "Understanding and Controlling Residual Stresses in Thick Polycrystalline Diamond Cutters for Enhanced Durability," US Synthetic Corporation, 2000), которая включена сюда во всей полноте посредством ссылки.
В дополнение к испытаниям для определения сопротивления абразивному износу, режущий элемент 100 из композита PDC также может быть испытан для определения сопротивления ударным нагрузкам. На Фиг.4 показан вертикальный испытательный стенд 400 ударных перегрузок для испытаний сопротивления ударным нагрузкам для сверхтвердых компонентов с использованием «падающего молота», когда над режущим элементом 100 подвешивают металлический груз 450 и «роняют» его на режущий элемент 100. Такие испытания «падающим молотом» представляют собой попытку моделировать тип нагружения, который имеет место, когда режущий элемент 100 из композита PDC переходит от одной формации к другой или испытывает поперечные и осевые вибрации. Результаты таких ударных испытаний позволяют ранжировать различные режущие элементы на основе их ударной прочности; однако такое ранжирование не позволяет прогнозировать, как будет работать режущий элемент 100 в реальных условиях.
Как показано на Фиг.4, вертикальный испытательный стенд 400 ударных перегрузок содержит сверхтвердый компонент 100, такой как режущий элемент из композита PDC, держатель 420 для мишени и ударную плиту 450, расположенную над этим сверхтвердым компонентом 100. Режущий элемент 100 из композита PDC закрепляют в держателе 420 для мишени. Ударная плита 450 (или груз) обычно изготовлена из стали и расположена над режущим элементом 100 из композита PDC. Однако эта ударная плита 450 может быть изготовлена из другого материала, известного рядовым специалистам в рассматриваемой области. Режущий элемент 100 из композита PDC обычно закрепляют под углом 415 упора, так что алмазная пластинка 420 режущего элемента 100 из композита PDC наклонена вверх в направлении ударной плиты. Диапазон значений этого угла 415 упора известен рядовым специалистам в рассматриваемой области.
Ударная плита 450 многократно падает на кромку режущего элемента 100 из композита PDC до тех пор, пока эта кромка режущего элемента 100 из композита PDC не обломится или не раскрошится. Такие испытания также называют испытаниями на «боковой удар», поскольку ударная плита 450 ударяет по открытой кромке алмазной пластинки 120. Разрушение обычно происходит либо в алмазной пластинке 120, либо на контактной поверхности 115 между этой алмазной пластинкой 120 и карбидной подложкой 110. Результат испытаний «падающим молотом» очень чувствителен к геометрии хромки алмазной пластинки 120. Если на пластинке 120 имеется небольшая фаска, результаты испытаний могут измениться значительно. При испытаниях записывают полную энергию (в Джоулях), затраченную на создание первоначального разлома в алмазной пластинке 120. Для режущих элементов 100 с более высокой ударной прочностью ударную плиту 450 можно бросать по заранее составленному плану, все больше и больше увеличивая высоту, с целью все большего увеличения энергии удара, воздействующего на режущий элемент 100, чтобы добиться разрушения. Однако таким испытаниям «падающим молотом» свойственны недостатки, заключающиеся в том, что необходимо испытать таким способом большое количество режущих элементов 100, чтобы получить достоверную статистическую выборку, позволяющую сравнить относительное сопротивление ударным нагрузкам режущего элемента одного типа с сопротивлением режущего элемента другого типа. Такие испытания не подходят для получения результатов, которые бы отражали истинное сопротивление ударным нагрузкам всего режущего элемента 100, как если бы он испытывал ударные нагрузки во время работы в среде скважины. Такие испытания создают статическое ударное воздействие, тогда как истинное ударное воздействие является динамическим. Число ударов в секунду может достигать 100 Герц («Гц»). Кроме того, степень повреждений режущего элемента субъективно оценивает некто с «натренированным» глазом и сравнивает с повреждениями, полученными другими режущими элементами.
Тогда как результаты различных испытаний на износостойкость, которые можно получить на рынке, в целом неплохо согласуются с данными реальной работы в полевых условиях, того же нельзя сказать про результаты традиционных испытаний на ударную нагрузку. Хотя есть некоторая степень корреляции между результатами традиционных испытаний на ударную нагрузку и реальной работой в полевых условиях, разброс данных обычно очень велик, что затрудняет прогнозирование поведения режущего элемента во время реальной работы в полевых условиях и/или делает такие прогнозы неточными. Кроме того, многие трещины, возникающие в режущем элементе, невозможно обнаружить с применением таких традиционных способов испытаний, вследствие чего они остаются незамеченными при оценке ударной вязкости режущего элемента.
Краткое описание чертежей
Изложенные выше и другие признаки и аспекты настоящего изобретения могут быть лучше всего поняты со ссылками на последующее описание некоторых вариантов, если читать это описание со ссылками на прилагаемые чертежи, на которых:
Фиг.1 показывает сверхтвердый компонент, вставляемый в скважинный элемент согласно одному из вариантов настоящего изобретения;
Фиг.2 показывает токарный станок для испытаний на сопротивление абразивному износу с применением традиционного способа испытаний с использованием гранитного цилиндра;
Фиг.3 показывает вертикальный сверлильный станок для испытаний на сопротивление абразивному износу с использованием вертикального сверлильного станка или вертикально-токарного станка с револьверной головкой;
Фиг.4 показывает вертикальный испытательный стенд ударных перегрузок для испытаний сопротивления ударным нагрузкам сверхтвердого компонента с использованием «падающего молота»;
Фиг.5 показывает вид в перспективе системы испытаний с использованием акустической эмиссии согласно одному из вариантов настоящего изобретения;
Фиг.6 показывает вид в разрезе устройства для проведения испытаний с использованием акустической эмиссии, изображенного на Фиг.5, согласно одному из вариантов настоящего изобретения;
Фиг.7 показывает вид в перспективе держателя режущего элемента, изображенного на Фиг.5, согласно одному из вариантов настоящего изобретения;
Фиг.8 показывает вид в перспективе устройства для проведения испытаний с использованием акустической эмиссии, изображенного на Фиг.5, так что из держателя режущего элемента удален индентор, согласно одному из вариантов настоящего изобретения;
Фиг.9 показывает вид в перспективе системы для проведения испытаний с использованием акустической эмиссии согласно альтернативному варианту настоящего изобретения;
Фиг.10 показывает блок-схему регистратора данных, изображенного на Фиг.5, согласно одному из вариантов;
Фиг.11 показывает графическое представление акустической эмиссии и нагружения режущего элемента, когда на этот режущий элемент действует нагрузка до примерно 2 кН, согласно одному из вариантов настоящего изобретения;
Фиг.12 показывает графическое представление акустической эмиссии и нагружения режущего элемента, когда на этот режущий элемент действует нагрузка до примерно 5 кН, согласно одному из вариантов настоящего изобретения;
Фиг.13 показывает графическое представление акустической эмиссии и нагружения режущего элемента, когда на этот режущий элемент действует нагрузка до примерно 30 кН, согласно одному из вариантов настоящего изобретения;
Фиг.14 показывает графическое представление акустической эмиссии и нагружения режущего элемента, когда на этот режущий элемент действует нагрузка до примерно 40 кН, согласно одному из вариантов настоящего изобретения;
Фиг.15А показывает графическое представление акустической эмиссии и нагружения образца режущего элемента типа #1 от изготовителя #1, когда на этот режущий элемент действует нагрузка до примерно 45 кН, согласно одному из вариантов настоящего изобретения;
Фиг.15 В показывает графическое представление акустической эмиссии и нагружения образца режущего элемента типа #2 от изготовителя #2, когда на этот режущий элемент действует нагрузка до примерно 30 кН, согласно одному из вариантов настоящего изобретения;
Фиг.16 иллюстрирует логическую схему способа анализа точек данных, поступающих от акустического датчика, так что этот способ включает вариант с контуром 1 и вариант с контуром 2, согласно одному из вариантов настоящего изобретения;
Фиг.17 иллюстрирует подробную логическую схему варианта способа с контуром
1. показанного на Фиг.16, согласно одному из вариантов настоящего изобретения;
Фиг.18 иллюстрирует подробную логическую схему варианта способа с контуром
2. показанного на Фиг.16, согласно одному из вариантов настоящего изобретения;
Фиг.19 показывает графическое представление акустической эмиссии режущего элемента, находящегося под нагрузкой, согласно одному из вариантов настоящего изобретения;
Фиг.20 показывает увеличенное изображение части графического представления акустической эмиссии режущего элемента, находящегося под нагрузкой, согласно одному из вариантов настоящего изобретения;
Фиг.21 показывает представление кумулятивного распределения для каждого акустического события согласно одному из вариантов настоящего изобретения; и
Фиг.22 показывает блок-схему процессора, показанного на Фиг.10, согласно одному из вариантов настоящего изобретения.
Эти чертежи иллюстрируют только примеры вариантов настоящего изобретения и потому не могут считаться ограничивающими его объем, так что настоящее изобретение может допускать другие эквивалентно эффективные варианты.
Осуществление изобретения
Настоящее изобретение направлено на создание способа, устройства и программного обеспечения для определения фактической прочности и ударной вязкости твердых или сверхтвердых компонентов с использованием акустической эмиссии. Хотя описание вариантов настоящего изобретения, приведенное ниже, дано применительно к режущему элементу из композита PDC, альтернативные варианты настоящего изобретения могут быть применены к другим типам твердых или сверхтвердых компонентов, включая, но не ограничиваясь, режущий элемент из поликристаллического кубического нитрида бора (PCBN), либо другие твердые или сверхтвердые компоненты, известные или еще не известные рядовым специалистам в рассматриваемой области. Например, такие твердые или сверхтвердые компоненты включают режущие вкладыши из цементированного карбида вольфрама, карбида кремния, контрольные образцы (купоны) с матрицей из карбида вольфрама, керамики или вкладыши с покрытием, осажденным химическим способом из паровой фазы ("CVD ").
Настоящее изобретение может быть лучше понято, если читать приведенное ниже описание неограничивающих примеров вариантов со ссылками на прилагаемые чертежи, на которых аналогичные компоненты идентифицированы аналогичными позиционными обозначениями и которые вкратце описаны следующим образом. Фиг.5 показывает вид в перспективе системы 500 для испытаний с использованием акустической эмиссии согласно одному из вариантов настоящего изобретения. Фиг.6 показывает вид в разрезе устройства 505 для проведения испытаний с использованием акустической эмиссии, изображенного на Фиг.5, согласно одному из вариантов настоящего изобретения. Как показано на Фиг.5 и 6 система 500 для проведения испытаний с использованием акустической эмиссии включает устройство 505 для проведения испытаний с использованием акустической эмиссии, соединенное с регистратором 590 данных. Устройство 505 для проведения испытаний с использованием акустической эмиссии включает держатель 510 режущего элемента, указанный режущ элемент 100, индентор 550 и акустический датчик 570. В некоторых вариантах, однако, держатель 510 режущего элемента является только опцией.
Фиг.7 показывает вид в перспективе держателя 510 режущего элемента, изображенного на Фиг.5, согласно одному из вариантов настоящего изобретения. Как показано на Фиг.5, 6 и 7, держатель 510 режущего элемента имеет первую поверхность 712, вторую поверхность 714 и боковую поверхность 716. Первая поверхность 712 расположена в плоскости, параллельной плоскости второй поверхности 714. Боковая поверхность 716 проходит от первой поверхности 712 до второй поверхности 714. Согласно некоторым вариантам настоящего изобретения боковая поверхность 716 по существу перпендикулярна по меньшей мере одной из поверхностей - первой поверхности 712 и/или второй поверхности 714. Согласно некоторым альтернативным вариантам боковая поверхность 716 по существу неперпендикулярна первой поверхности 712 или второй поверхности 714. Держатель 510 режущего элемента изготовлен из стали; однако согласно другим вариантам этот держатель 510 режущего элемента может быть изготовлен из любого металла, дерева или другого подходящего материала, про который рядовому специалисту в рассматриваемой области известно, что он способен выдерживать нагрузку 580, которая, как будет более подробно описано ниже, может быть приложена. Эта нагрузка 580 может находиться в диапазоне от примерно 0 кН до примерно 70 кН. В некоторых вариантах указанный подходящий материал может быть обработан механически или отлит, а также способен проводить звук. В некоторых вариантах этот подходящий материал может проводить звук со скоростью примерно 1 км/с или более.
Держатель 510 режущего элемента имеет по существу цилиндрическую форму, так что первая поверхность 712 имеет по существу круглую форму, вторая поверхность 714 имеет по существу круглую форму и боковая поверхность 716 имеет по существу дугообразную форму. Однако боковая поверхность 716 включает соединительный участок 730, который является по существу плоским или имеющим плоскую поверхность и проходит от первой поверхности 712 до второй поверхности 714. Этот соединительный участок 730 образует поверхность для соединения акустического датчика 570 с держателем 510 режущего элемента. В некоторых вариантах соединительный участок 730 не проходит по всей длине от первой поверхности 712 до второй поверхности 714. В некоторых вариантах акустический датчик 570 имеет такие размеры, что этот акустический датчик 570 может быть соединен с боковой поверхностью 716, имеющей дугообразную форму. Поэтому в таких вариантах соединительный элемент 730 является только опцией. Хотя на чертежах показан только один пример формы держателя 510 режущего элемента, такой держатель 510 режущего элемента может иметь любую другую геометрическую или негеометрическую форму, например цилиндр с квадратным основанием или цилиндр с круглым основанием, не отклоняясь от объема и сущности вариантов настоящего изобретения.
В держателе 510 режущего элемента выполнена камера 720, размеры которой позволяют вставить в нее режущий элемент 100, что будет дополнительно описано ниже. Диаметр камеры 720 немного больше диаметра режущего элемента 100, что позволяет этому режущему элементу 100 легко и свободно входить в камеру 720. Камера 720 проходит от первой поверхности 712 по направлению ко второй поверхности 714, но не достигает этой второй поверхности. В других вариантах камера 720 проходит от первой поверхности 712 до второй поверхности 714 и прорезает держатель 510 режущего элемента насквозь, образуя отверстие в этом держателе 510 режущего элемента. Камера 720 имеет круглую форму, однако в других вариантах она может иметь любую другую геометрическую или негеометрическую форму. Камеру 720 создают посредством механообработки держателя 510 режущего элемента, либо отливают держатель 510 режущего элемента уже с камерой 720. В альтернативных вариантах камеру 720 создают с использованием других способов, известных рядовым специалистам в рассматриваемой области. В некоторых вариантах камеру 720 формируют таким образом, чтобы обеспечить одинаковую правильную ориентацию и совмещение режущего элемента 100 каждый раз, когда такой режущий элемент 100 вставляют в камеру 720.
Режущий элемент 100 был ранее описан со ссылками на Фиг.1, причем такой режущий элемент применим ко всем рассматриваемым вариантам. Вкратце, режущий элемент 100 включает подложку 110 и режущую пластинку 120, выполненную в верхней части подложки 110 или прикрепленную к ней. В рассматриваемом варианте режущая пластинка 120 выполнена из поликристаллического алмаза PCD, но в альтернативных вариантах такие режущие пластинки 120 могут быть изготовлены из других твердых или сверхтвердых материалов, таких как нитрид бора PCBN, не отклоняясь от объема и существа таких вариантов настоящего изобретения. Хотя режущий элемент 100 имеет планарную режущую пластинку 120 или с плоской поверхностью, такая режущая пластинка 120 может иметь куполообразную форму, вогнутую форму или любую другую форму, известную рядовым специалистам в рассматриваемой области.
Режущие элементы 100 могут быть готовыми режущими элементами с чистовой обработкой и/или шлифованными режущими элементами, равно как и «необработанными» режущими элементами. «Необработанные» режущие элементы не имеют чистовой обработки и представляют собой режущие элементы, обычно выходящие прямо из-под пресса. Варианты настоящего изобретения позволяют испытывать режущие элементы обоих типов. Поскольку варианты настоящего изобретения позволяют изготовителям режущих элементов испытывать «необработанные» режущие элементы, изготовители режущих элементов получают возможность проверить, удовлетворяют ли режущие элементы техническим требованиям, на более ранних этапах технологического процесса. Если изготовитель режущих элементов определит, что «необработанные» режущие элементы 100 не отвечают соответствующим техническим требованиям, он сможет внести необходимые изменения в параметры технологического процесса, чтобы получать «хорошие» режущие элементы, прежде чем продолжить изготовление режущих элементов. Кроме того, «необработанные» режущие элементы можно испытывать при меньших нагрузках, чтобы убедиться, что эти «необработанные» режущие элементы не растрескиваются под заданной нагрузкой. Если трещины появились во время испытаний «необработанных» режущих элементов, изготовитель этих режущих элементов может предотвратить дополнительные расходы, связанные с чистовой обработкой и шлифованием этих «необработанных» режущих элементов; избегая тем самым ненужных затрат. Таким образом, каждый «необработанный» режущий элемент может быть испытан в системе 500 для проведения испытаний с использованием акустической эмиссии при более низких нагрузках, чтобы обеспечить, что рассматриваемые режущие элементы 100 являются «хорошими» режущими элементами.
Как показано на Фиг.6, режущий элемент 100 вставляют в камеру 720 держателя 510 режущего элемента. Этот режущий элемент 100 ориентируют в камере 720 таким образом, чтобы режущая пластинка 120 была обращена к первой поверхности 712 или прочь от второй поверхности 714. В этом варианте режущий элемент 100 вставлен в камеру 720 целиком. Однако в альтернативных вариантах в камеру 720 полностью вставлена часть режущего элемента 100, включающая всю подложку 110. Таким образом, в этих альтернативных вариантах по меньшей мере часть режущей пластинки 120 не входит в камеру 720. Когда режущий элемент 100 вставлен в камеру 720, между наружным периметром этого режущего элемента 100 и наружной поверхностью камеры 720 образован воздушный зазор 610. В некоторых вариантах на наружный периметр режущего элемента 100 наносят смазку 620 или помещают эту смазку в камеру 720. В этих вариантах, когда режущий элемент 100 помещен в камеру 720, смазка 620 заполняет по меньшей мере часть воздушного зазора 610, так что эта смазка 620 прилипает к наружной поверхности камеры 720 и к наружному периметру режущего элемента 100 и занимает часть воздушного зазора между ними. В других вариантах смазку 620 помещают по меньшей мере между нижней поверхностью камеры 720 и основанием режущего элемента 100. Смазка 620 улучшает прохождение звука между режущим элементом 100 и акустическим датчиком 570. В некоторых вариантах смазка 620 представляет собой гель, такой как контактный гель для ультразвуковых исследований. Однако в альтернативных вариантах в качестве смазки 620 можно использовать другие материалы, включая, но не ограничиваясь, масло, консистентную смазку и лосьоны. Эти материалы могут растекаться, прилипать к поверхностям и не слишком быстро сохнуть. Хотя в этом примере использован описанный выше режущий элемент 100, вместо такого режущего элемента 100 могут быть применены другие твердые или сверхтвердые материалы, которые нужно испытать на вязкость.
Как показано на Фиг.5 и 6, индентор 550 имеет куполообразную форму на первом конце 650 и плоскую поверхность на втором конце 652. Индентор 550 сделан прочнее режущего элемента 100, так что при воздействии нагрузки 580 на индентор 550 происходит повреждение именно режущего элемента 100, но не индентора 550. Например, индентор 550 изготавливают из сплава карбида вольфрама с кобальтом, однако для изготовления такого индентора 550 могут быть использованы и другие материалы, известные рядовым специалистам в рассматриваемой области. В некоторых вариантах содержание кобальта в материале индентора 550 лежит в пределах от 6% до 20%. В некоторых вариантах содержание кобальта в материале индентора 550 больше содержания кобальта в материале режущей пластинки 120 режущего элемента 100. Кроме того, в некоторых вариантах на первом конце 650 индентора 550 выполняют или устанавливают слой поликристаллического алмаза (PCD). В этих вариантах содержание кобальта в алмазном PCD-слое индентора 550 больше содержания кобальта в материале режущей пластинки 120 режущего элемента 100. Кроме того, в этих вариантах содержание кобальта в алмазном PCD-слое индентора 550 лежит в пределах от 6% до 20%. Хотя в этих вариантах для того, чтобы сделать индентор прочнее, чем режущий элемент 100, использован кобальт, в альтернативных вариантах с этой целью могут быть использованы другие компоненты, известные рядовым специалистам в рассматриваемой области.
Индентор 550 имеет такие размеры, чтобы его можно было вставить в камеру 720 и привести в контакт с режущим элементом 100. В некоторых вариантах размеры периметра индентора 550 по существу аналогичны размерам периметра камеры 720. Однако в вариантах, где по меньшей мере часть режущей пластинки 120 располагается вне камеры 720, размеры индентора 550 могут быть выбраны таким образом, чтобы периметр индентора 550 был больше периметра камеры 720. Индентор 550 ориентируют так, чтобы его первый конец 650 входил в контакт с режущим элементом 100. Таким образом, в этом варианте слой композита PDC в составе индентора 550 образует контакт со слоем композита PDC или режущей пластинкой 120 из состава режущего элемента 100. Нагрузку 580 прикладывают к второму концу 652, который передает эту нагрузку 580 на режущий элемент 100. Хотя в этих вариантах использован куполообразный индентор 550, в других вариантах могут быть применены инденторы другой формы. Кроме того, второй конец 652 может иметь другую, непланарную форму, не отклоняясь от объема и сущности вариантов настоящего изобретения.
Акустический датчик 570 представляет собой пьезоэлектрический датчик, расположенный вдоль соединительного участка 730 держателя 510 режущего элемента. Однако в качестве акустического датчика 570 может быть использовано устройство любого другого типа, известного рядовым специалистам в рассматриваемой области, если это устройство способно принимать звуковые волны. Акустический датчик 570 принимает сигналы упругих волн, возникающих в режущем элементе 100, и затем преобразует сигнал упругой волны в сигнал электрического напряжения, что позволяет записывать и в дальнейшем анализировать данные. В некоторых вариантах в область контакта между соединительным участком 730 и акустическим датчиком 570 помещают указанную смазку 620. Как отмечено ранее, эта смазка 620 улучшает прием упругих волн, распространяющихся от режущего элемента 100 к акустическому датчику 570. В некоторых альтернативных вариантах акустический датчик 570 имеет такие размеры, что его можно поместить на дугообразный участок боковой поверхности 716. Акустический датчик 570 соединен с регистратором 590 данных, что позволяет сохранить и в дальнейшем проанализировать сигнал напряжения, получаемый на основе упругих волн, возникающих в режущем элементе 100. Акустический датчик 570 соединен с регистратором 590 данных с использованием кабеля 592; однако в других вариантах акустический датчик 570 может быть соединен с регистратором 590 данных беспроводным способом с использованием какой-либо технологии беспроводной связи, включая, но, не ограничиваясь, инфракрасную связь и радиосвязь.
Регистратор 590 данных записывает данные, переданные акустическим датчиком 570, и сохраняет эти данные. В некоторых вариантах устройство (не показано) или машина, создающая нагрузку 580, также соединена с регистратором 590 данных с использованием кабеля 582; однако в других вариантах устройство, создающее нагрузку 580, может быть соединено с регистратором 590 данных беспроводным способом с использованием какой-либо технологии беспроводной связи, включая, но не ограничиваясь, инфракрасную связь и радиосвязь. Регистратор 590 данных также обрабатывает и анализирует принимаемые им данные. Хотя указанный регистратор 590 данных записывает, сохраняет, обрабатывает и анализирует данные, этот регистратор 590 данных в некоторых вариантах может принимать данные, обрабатывать данные и анализировать данные, не сохраняя эти данные у себя. В некоторых других, альтернативных вариантах регистратор 590 данных может сохранять данные, но не обрабатывать или не анализировать эти данные. В некоторых вариантах для обработки и анализа данных используются дополнительные устройства (не показаны).
На Фиг.10 показана блок-схема регистратора 590 данных, изображенного на Фиг.5, согласно одному из вариантов настоящего изобретения. Как показано на Фиг.5 и 10, этот регистратор 590 данных представляет собой компьютерную систему. Рассматриваемый регистратор 590 данных включает носитель 1040 записи, интерфейс 1030 пользователя, процессор 1020 и устройство 1010 отображения.
Носитель 1040 записи принимает информацию от акустического датчика 570 (Фиг.5) и записывает эту информацию. В одном из вариантов такой носитель 1040 записи представляет собой накопитель на жестком диске. Однако в других вариантах указанный носитель 1040 записи включает по меньшей мере одно из устройств - накопитель на жестком диске, портативный накопитель на жестком диске, USB-накопитель, DVD, CD или другое устройство, способное сохранять данные и/или программное обеспечение. В некоторых вариантах носитель 1040 записи имеет также программное обеспечение в качестве источника команд, указывающих, как обрабатывать информацию или данные, поступающие от акустического датчика 570 (Фиг.5).
Интерфейс 1030 пользователя позволяет пользователю взаимодействовать с регистратором 590 данных и передавать команды для управления работой этого регистратора 590 данных. В некоторых вариантах интерфейс пользователя включает клавиатуру. Однако в других вариантах интерфейс пользователя включает по меньшей мере одно из устройств - клавиатуру, мышь, сенсорный экран, который может быть частью устройства 1010 отображения, или какой-либо другой интерфейс пользователя, известный рядовым специалистам в рассматриваемой области.
Процессор 1020 может принимать команды от интерфейса 1030 пользователя, обращаться и получать доступ к информации, записанной на носителе 1040 записи, передавать информацию носителю 1040 записи и передавать информацию устройства 1010 отображения. В некоторых вариантах процессор 1020 обращается к программному обеспечению, находящемуся на носителе 1040 записи, и выполняет набор команд, предоставляемый этим программным обеспечением. Более подробное описание этих команд будет приведено ниже. В некоторых вариантах процессор 1020 включает процессорные модули 2020, которые будут более подробно описаны ниже в сопровождении Фиг.16, 17, 18 и 22.
Устройство 1010 отображения принимает информацию от процессора и сообщает эту информацию пользователю. Согласно одному из вариантов устройство 1010 отображения включает монитор или экран. Однако в других вариантах такое устройство 1010 отображения включает по меньшей мере одно из устройств - экран, сенсорный экран, принтер или какое-либо другое устройство, способное сообщать информацию пользователю.
Хотя на Фиг.10 это не показано, регистратор 590 данных может быть связан, проводным или беспроводным способом, с внутренней сетью, где программное обеспечение и/или данные от акустического датчика 570 (Фиг.5) хранятся на центральном сервере (не показан). Кроме того, согласно некоторым альтернативным вариантам регистратор 590 данных может быть связан, проводным или беспроводным способом, с модемом (не показан), который в свою очередь имеет связь с всемирной паутиной. В некоторых альтернативных вариантах программное обеспечение и/или данные от акустического датчика 570 (Фиг.5) хранятся в удаленном пункте, доступ к которому можно получить через всемирную паутину.
Фиг.8 показывает вид в перспективе устройства 505 для проведения испытаний с использованием акустической эмиссии, изображенного на Фиг.5, так что из держателя 510 режущего элемента удален индентор 550, согласно одному из вариантов настоящего изобретения. Как показано на Фиг.8, режущий элемент 100 полностью вставлен в камеру 720 держателя 510 режущего элемента. Как видно на чертеже, диаметр режущего элемента 100 меньше диаметра камеры 720, так что образованы воздушные зазоры 610. Кроме того, слой композита PDC или режущая пластинка 120 ориентирована в камере 720 таким образом, что этот алмазный PCD-слой обращен к первой поверхности 712. Индентор 550 извлечен из камеры 720, чтобы лучше показать некоторые особенности этого индентора 550. Согласно рассматриваемому варианту индентор 550 включает подложку 808 и твердую поверхность 810, выполненную на вершине подложки 808 или прикрепленную к этой вершине. В рассматриваемом варианте эта твердая поверхность 810 выполнена из поликристаллического алмаза PCD, но в альтернативных вариантах эта твердая поверхность 810 может быть выполнена из других твердых или сверхтвердых материалов, таких как поликристаллический нитрид бора (PCBN), не отклоняясь от объема и сущности рассматриваемого варианта изобретения. Хотя индентор 550 имеет твердую поверхность 810 куполообразной формы, эта твердая поверхность 810 может также иметь планарную или какую-либо другую форму, известную рядовым специалистам в рассматриваемой области. Как видно на чертеже, в рассматриваемом варианте диаметр индентора 550 по существу такой же, как диаметр камеры 720.
В альтернативном варианте индентор 550 расположен в камере 720 так, что его твердая поверхность 810 обращена к первой поверхности 712. Режущий элемент 100, который нужно испытать, помещают поверх индентора так, чтобы режущая пластинка 120 контактировала с твердой поверхностью 810. Нагрузку 580 прикладывают в направлении вниз к задней поверхности подложки 110 испытуемого режущего элемента 100. Акустическая эмиссия от трещин, возникающих и/или распространяющихся в испытуемом режущем элементе 100, проходит сквозь индентор 550 и к акустическому датчику 570. В этом альтернативном варианте держатель 510 режущего элемента является необязательным (опция).
Фиг.9 показывает вид в перспективе системы 900 для проведения испытаний с использованием акустической эмиссии согласно альтернативному варианту настоящего изобретения. Как показано на Фиг.9, система 900 для проведения испытаний с использованием акустической эмиссии включает устройство 905 для проведения испытаний с использованием акустической эмиссии, соединенное с регистратором 590 данных. Это устройство 905 для проведения испытаний с использованием акустической эмиссии аналогично устройству 505 для проведения испытаний с использованием акустической эмиссии, изображенному на Фиг.5, за исключением того, что акустический датчик 570 непосредственно соединен с режущим элементом 100, а держатель 510 режущего элемента, изображенный на Фиг.5, удален. Эти режущий элемент 100, индентор 550, нагрузка 580, акустический датчик 570 и регистратор 590 данных были ранее описаны со ссылками на Фиг.5, 6, 7, 8 и 10. Кроме того, в некоторых вариантах между акустическим датчиком 570 и режущим элементом 100 помещают смазку 620 (Фиг.6).
Работа системы 500 для проведения испытаний с использованием акустической эмиссии описана со ссылками на Фиг.5-8. Подлежащий испытанию режущий элемент 100, либо твердый или сверхтвердый материал помещают в камеру 720 держателя 510 режущего элемента. Для улучшения прохождения упругих волн через контактирующие поверхности между основанием или нижней поверхностью режущего элемента 100 и основанием камеры 720 используют гель 620 на основе минерального масла, помещаемый между нижней поверхностью режущего элемента 100 и основанием камеры 720. Акустический датчик 570 прижат к соединительному участку 730 держателя 510 режущего элемента для приема упругих волн, генерируемых внутри режущего элемента 100. Для улучшения прохождения упругих волн через контактирующие поверхности между акустическим датчиком 570 и соединительным участком 730 также используют гель 620 на основе минерального масла, помещаемый между акустическим датчиком 570 и соединительным участком 730. Индентор 550 помещают на верхнюю поверхность алмазного PCD-слоя 120 режущего элемента 100 и прижимают к этому алмазному PCD-слою с использованием нагрузки 580. Нагрузку 580 прикладывают к индентору 550 с использованием машины Instron серия 8500, развивающей усилие 100 кН. Эта машина (не показана) позволяет регулировать величину нагрузки, воздействующей на индентор 550. Работа машины синхронизирована с регистратором 590 данных, что позволяет измерять нагрузку в функции времени. Хотя здесь описан только один пример машины, способной создавать нагрузку 580, любая система, способная прикладывать измеримую нагрузку к индентору 550, попадает в объем настоящего изобретения. Например, диапазон возможных машин или устройств для приложения измеримой нагрузки 580 может простираться от ручного молота до полностью оборудованной измерительными приборами машины ударного действия или до гидравлической машины с регулируемой нагрузкой для создания плавного или циклического нагружения.
Нагрузку 580 прикладывают к индентору 550 и плавно увеличивают с постоянной скоростью до заданного уровня. После достижения заданного уровня нагрузки этот уровень поддерживают в течение заданного промежутка времени, который может составлять от нескольких секунд до нескольких минут, после чего плавно снижают нагрузку со скоростью, превышающей скорость увеличения нагрузки. Каждый раз, когда в верхнем алмазном слое 130 возникает новая трещина или растет существующая трещина, почти мгновенно выделяется некоторое количество упругой энергии в форме серии упругих волн, распространяющихся в алмазном PCD-слое 120, подложке 110 и держателе 510 режущего элемента. Указанный акустический датчик 570 воспринимает эти упругие волны и преобразует принятые сигналы в сигнал напряжения. Этот акустический датчик 570 связан с регистратором 590 данных, записывающим эту акустическую эмиссию или данные в функции времени. Акустическая эмиссия включает фоновый шум и акустические события. Поскольку предыстория акустической эмиссии и предыстория нагружения записаны в регистраторе 590 данных, можно определить, при какой нагрузке 580 произошли те или иные акустические события. Акустическое событие представляет собой событие, когда в слое 120 композита PDC образуется новая трещина или растет существующая трещина. В одном из вариантов акустический датчик 570 передает данные регистратору 590 данных с частотой примерно 5000 точек данных в секунду; однако это число точек данных в секунду можно увеличить или уменьшить, не отклоняясь от объема и сущности вариантов настоящего изобретения.
Фиг.11 показывает графическое представление 1100 акустической эмиссии и нагружения режущего элемента, когда на этот режущий элемент действует нагрузка до примерно 2 кН, согласно одному из вариантов настоящего изобретения. Как показано на Фиг.11, это графическое представление 1100 акустической эмиссии и нагружения режущего элемента включает ось 1110 времени, ось 1120 нагрузки и ось ИЗО акустической эмиссии. Ось 1110 времени представлена x-осью и проградуирована в единицах, каждая из которых соответствует одной секунде, умноженной на 5000. Таким образом, для получения периода времени в секундах нужно числовой отсчет по оси 1110 времени разделить на 5000. Показания по оси 1110 времени также можно считывать, как энергию, передаваемую образцу. Другими словами, чем больше времени проходит, тем больше энергии воздействует на режущий элемент или испытуемый образец. Ось 1120 нагрузки представлена y-осью и проградуирована в единицах килоНьютонов (кН). Ось ИЗО акустической эмиссии также представлена y-осью и проградуирована в единицах, каждая из которых равна миллиВольту (мВ), умноженному на десять. Таким образом, для получения напряжения в мВ нужно числовую величину, отсчитываемую по оси ИЗО акустической эмиссии, разделить на 10. На графическом представлении 1100 акустической эмиссии и нагружения режущего элемента показаны кривая 1140 нагружения и кривая 1160 акустической эмиссии. Согласно кривой 1140 нагружения нагрузка увеличивалась от 0 кН до 2 кН с постоянной скоростью 1142 или скоростью повышения нагрузки. Эту нагрузку выдерживали на пиковом уровне 1143 нагрузки, или на уровне 2 кН в этом примере, в течение некоторого периода времени и затем уменьшали со скоростью 1144 снижения нагрузки, которая превосходит скорость 1142 повышения нагрузки. Кривая 1160 акустической эмиссии представляет записанный сигнал от акустического датчика. Согласно кривой 1160 акустической эмиссии единственная зарегистрированная акустическая эмиссия представляет собой фоновый шум 1162. Никаких акустических событий обнаружено не было. Кроме того, по мере увеличения нагрузки фоновый шум 1162 также увеличивается.
Фиг.12 показывает графическое представление 1200 акустической эмиссии и нагружения режущего элемента, когда на этот режущий элемент действует нагрузка до примерно 5 кН, согласно одному из вариантов настоящего изобретения. Как показано на Фиг.12, это графическое представление 1200 акустической эмиссии и нагружения режущего элемента включает ось 1210 времени, ось 1220 нагрузки и ось 1230 акустической эмиссии. Ось 1210 времени представлена x-осью и проградуирована в единицах, каждая из которых соответствует одной секунде, умноженной на 5000. Таким образом, для получения периода времени в секундах нужно числовой отсчет по оси 1210 времени разделить на 5000. Показания по оси 1210 времени можно считывать, как энергию, передаваемую образцу. Другими словами, чем больше времени проходит, тем больше энергии воздействует на режущий элемент или испытуемый образец. Ось 1220 нагрузки представлена y-осью и проградуирована в единицах килоНьютонов (кН). Ось 1230 акустической эмиссии также представлена y-осью и проградуирована в единицах, каждая из которых равна миллиВольту (мВ), умноженному на десять. Таким образом, для получения напряжения в мВ нужно числовую величину, отсчитываемую по оси 1230 акустической эмиссии, разделить на 10. На графическом представлении 1200 акустической эмиссии и нагружения режущего элемента показаны кривая 1240 нагружения и кривая 1260 акустической эмиссии. Согласно кривой 1240 нагружения нагрузка увеличивалась от 0 кН до 5 кН с постоянной скоростью 1242 или скоростью повышения нагрузки. Эту нагрузку выдерживали на пиковом уровне 1243 нагрузки, или на уровне 5 кН в этом примере, в течение некоторого периода времени и затем уменьшали со скоростью 1244 снижения нагрузки, которая превосходит скорость 1242 повышения нагрузки. Кривая 1260 акустической эмиссии представляет записанный сигнал от акустического датчика. Согласно кривой 1260 акустической эмиссии единственная зарегистрированная акустическая эмиссия представляет собой фоновый шум 1262. Никаких акустических событий обнаружено не было. Кроме того, по мере увеличения нагрузки фоновый шум 1262 также увеличивается.
Фиг.13 показывает графическое представление 1300 акустической эмиссии и нагружения режущего элемента, когда на этот режущий элемент действует нагрузка до примерно 30 кН, согласно одному из вариантов настоящего изобретения. Как показано на Фиг.13, это графическое представление 1300 акустической эмиссии и нагружения режущего элемента включает ось 1310 времени, ось 1320 нагрузки и ось 1330 акустической эмиссии. Ось 1310 времени представлена x-осью и проградуирована в единицах, каждая из которых соответствует одной секунде, умноженной на 5000. Таким образом, для получения периода времени в секундах нужно числовой отсчет по оси 1310 времени разделить на 5000. Показания по оси 1310 времени также можно считывать, как энергию, передаваемую образцу. Другими словами, чем больше времени проходит, тем больше энергии воздействует на режущий элемент или испытуемый образец. Ось 1320 нагрузки представлена y-осью и проградуирована в единицах килоНьютонов (кН). Ось 1330 акустической эмиссии также представлена y-осью и проградуирована в единицах, каждая из которых равна миллиВольту (мВ), умноженному на десять. Таким образом, для получения напряжения в мВ нужно числовую величину, отсчитываемую по оси 1330 акустической эмиссии, разделить на 10. На графическом представлении 1300 акустической эмиссии и нагружения режущего элемента показаны кривая 1340 нагружения и кривая 1360 акустической эмиссии. Согласно кривой 1340 нагружения нагрузка увеличивалась от 0 кН до 30 кН с постоянной скоростью 1342 или скоростью повышения нагрузки. Эту нагрузку выдерживали на пиковом уровне 1343 нагрузки, или на уровне 30 кН в этом примере, в течение некоторого периода времени и затем уменьшали со скоростью 1344 снижения нагрузки, которая превосходит скорость 1342 повышения нагрузки. Кривая 1360 акустической эмиссии представляет записанный сигнал от акустического датчика. Согласно кривой 1360 акустической эмиссии зарегистрированная акустическая эмиссия представляет собой фоновый шум 1362 и одно или несколько акустических событий 1364. Фоновый шум 1362 составляет основную массу данных, зарегистрированных в ходе испытаний. Акустические события 1364 показаны в виде тонких вертикальных линий, значительно выступающих вверх от характеристики фонового шума 1362. Высота каждого акустического события 1364 над уровнем фонового шума 1362 пропорциональна количеству упругой энергии, выделяющейся при каждом событии образования и/или распространения трещины, где коэффициентом пропорциональности служит калибровочная постоянная. Каждое отдельное акустическое событие 1364 продолжается в среднем около 50 мс.В рассматриваемом варианте акустический датчик выполняет отсчеты примерно 5,000 точек данных в секунду, что позволяет обнаруживать такие акустические события 1364. Кроме того, по мере увеличения нагрузки фоновый шум 1342 также усиливается. После завершения рассматриваемых испытаний режущий элемент был обследован визуально. Хотя на верхней поликристаллической алмазной (PCD) поверхности режущего элемента не было видимых признаков каких-либо повреждений, акустический датчик обнаружил акустические события, возникающие в этом режущем элементе. Таким образом, акустический датчик способен обнаружить минимальные повреждения, возникающие в режущих элементах, подвергшихся воздействия нагрузки, даже если эти повреждения не видны.
Фиг.14 показывает графическое представление 1400 акустической эмиссии и нагружения режущего элемента, когда на этот режущий элемент действует нагрузка до примерно 40 кН, согласно одному из вариантов настоящего изобретения. В испытаниях, результаты которых представлены на Фиг.14, использован тот же самый образец режущего элемента, который проходил испытания, чьи результаты изображены на Фиг.13. Как показано на Фиг.14, это графическое представление 1400 акустической эмиссии и нагружения режущего элемента включает ось 1410 времени, ось 1420 нагрузки и ось 1430 акустической эмиссии. Ось 1410 времени представлена x-осью и проградуирована в единицах, каждая из которых соответствует одной секунде, умноженной на 5000. Таким образом, для получения периода времени в секундах нужно числовой отсчет по оси 1410 времени разделить на 5000. Показания по оси 1410 времени также можно считывать, как энергию, передаваемую образцу. Другими словами, чем больше времени проходит, тем больше энергии воздействует на режущий элемент или испытуемый образец. Ось 1420 нагрузки представлена y-осью и проградуирована в единицах килоНьютонов (кН). Ось 1430 акустической эмиссии также представлена y-осью и проградуирована в единицах, каждая из которых равна миллиВольту (мВ), умноженному на десять. Таким образом, для получения напряжения в мВ нужно числовую величину, отсчитываемую по оси 1430 акустической эмиссии, разделить на 10. На графическом представлении 1400 акустической эмиссии и нагружения режущего элемента показаны кривая 1440 нагружения и кривая 1460 акустической эмиссии. Согласно кривой 1440 нагружения нагрузка увеличивалась от 0 кН до 40 кН с постоянной скоростью 1442 или скоростью повышения нагрузки. Эту нагрузку выдерживали на пиковом уровне 1443 нагрузки, или на уровне 40 кН в этом примере, в течение некоторого периода времени и затем уменьшали со скоростью 1444 снижения нагрузки, которая превосходит скорость 1442 повышения нагрузки. Кривая 1460 акустической эмиссии представляет записанный сигнал от акустического датчика. Согласно кривой 1460 акустической эмиссии зарегистрированная акустическая эмиссия представляет собой фоновый шум 1462 и одно или несколько акустических событий 1464. Акустические события 1464 показаны в виде тонких вертикальных линий, значительно выступающих вверх от характеристики фонового шума 1462. Высота каждого акустического события 1464 над уровнем фонового шума 1462 пропорциональна количеству упругой энергии, выделяющейся при каждом событии образования и/или распространения трещины, где коэффициентом пропорциональности служит калибровочная постоянная. Как показано на Фиг.14, акустические события 1464 в режущем элементе не возникают до тех пор, пока нагрузка не достигнет или не превысит нагрузку, которая воздействовала на режущий элемент ранее. Например, рассматриваемый режущий элемент ранее подвергся воздействию нагрузки до 30 кН, как показано на Фиг.13. Тогда новые акустические события 1464 не возникнут до тех пор, пока нагрузка не достигнет и/или превысит пороговый уровень 1466, который в этом примере равен нагрузке около 30 кН, ранее приложенной к режущему элементу. На основе этих экспериментов видно, что для генерации новых трещин или роста существующих трещин, образовавшихся в режущем элементе в ходе предшествующего цикла испытаний, необходимо приложить нагрузку, уровень которой равен и ли выше предшествующего пикового уровня 1343 нагрузки.
Фиг.15А показывает графическое представление 1500 акустической эмиссии и нагружения образца режущего элемента типа #1 от изготовителя #1 режущих элементов, когда на этот режущий элемент действует нагрузка до примерно 45 кН, согласно одному из вариантов настоящего изобретения. Фиг.15 В показывает графическое представление 1550 акустической эмиссии и нагружения образца режущего элемента типа #2 от изготовителя #2 режущих элементов, когда на этот режущий элемент действует нагрузка до примерно 30 кН, согласно одному из вариантов настоящего изобретения. Как показано на Фиг.15А и 15 В, это графическое представление 1500 акустической эмиссии и нагружения режущего элемента включает кривую 1510 акустической эмиссии, показывающую одно или несколько акустических событий 1520, происходящих в образце режущего элемента типа #1 от изготовителя #1 режущих элементов, тогда как графическое представление 1550 акустической эмиссии и нагружения режущего элемента включает кривую 1560 акустической эмиссии, показывающую одно или несколько акустических событий 1570, происходящих в образце режущего элемента типа #2 от изготовителя #2 режущих элементов. При этом значительно больше акустических событий 1520 и 1570 происходят в образце режущего элемента типа #2 от изготовителя #2 режущих элементов, чем в образце режущего элемента типа #1 от изготовителя #1 режущих элементов. Таким образом, режущие элементы различных типов демонстрируют разные акустические картинки на своих кривых акустической эмиссии. На основе этих результатов пользователь может определить, какой тип режущих элементов обладает большей вязкостью, чем другой тип режущих элементов, и может тем самым ранжировать типы режущих элементов в соответствии с их вязкостью. В рассматриваемом примере режущие элементы типа #1 от изготовителя #1 режущих элементов, обладают большей вязкостью, чем режущие элементы типа #2 от изготовителя #2 режущих элементов.
На основе экспериментальных результатов, показанных на Фиг.11-15, можно сделать по меньшей мере ряд наблюдений. Во-первых, акустический датчик способен обнаружить образование новых трещин и рост существующих трещин в алмазной пластинке режущего элемента по мере нагружения индентора и передавать сигналы, которые можно в последующем анализировать. Во-вторых, разные типы режущих элементов показывают различные картинки акустических событий, что позволяет пользователю ранжировать вязкость режущих элементов по сравнению с другими режущими элементами. В-третьих, хотя на поверхности пластинки из композита PDC в составе режущего элемента может после испытаний не оказаться видимых признаков повреждений, акустический датчик способен обнаружить любые невидимые повреждения, возникающие в режущем элементе.
Фиг.16 иллюстрирует логическую схему способа анализа точек данных, поступающих от акустического датчика, так что этот способ включает вариант 1680 с контуром 1 и вариант 1690 с контуром 2, согласно одному из вариантов настоящего изобретения. Хотя некоторые этапы показаны как выполняемые в определенном конкретном порядке, последовательность выполнения этапов может изменяться, не отклоняясь от объема и сущности рассматриваемого варианта настоящего изобретения. Кроме того, хотя некоторые функции выполняются за один или несколько этапов, общее число этапов для выполнения той или иной конкретной функции может увеличиваться или уменьшаться без отклонения от объема и сущности рассматриваемого варианта настоящего изобретения.
Как показано на Фиг.16, способ 1600 начинается на этапе 1605. От этапа 1605 этот способ 1600 переходит к этапу 1610. На этапе 1610 определяют одно или несколько минимальных пороговых значений выше уровня фонового шума, чтобы квалифицировать точки данных в качестве возможных акустических событий. После завершения этапа 1610 способ 1600 переходит к этапу 1615 и к этапу 1625, которые в некоторых вариантах могут выполняться одновременно. На этапе 1615 определяют фоновые точки, очерчивающие внешнюю огибающую характеристики фонового шума. На этапе 1625 определяют точки возможных акустических событий на основе одного или нескольких пороговых значений, заданных на этапе 1610. Этапы 1615 и 1625 включены в способ варианта 1680 с контуром 1, который с дополнительными подробностями описан ниже со ссылками на Фиг.17.
От этапа 1615 способ 1600 переходит к этапу 1620. На этапе 1620 интерполируют фоновые точки, найденные на этапе 1615, для получения кривой характеристики фонового шума. От этапов 1620 и 1625 способ 1600 переходит к этапу 1630. На этапе 1630 определяют точки фактических акустических событий с использованием точек возможных акустических событий, найденных на этапе 1610, и кривой характеристики фонового шума, найденной на этапе 1620. От этапа 1630 способ 1600 переходит к этапу 1635. На этапе 1635 определяют амплитуду и продолжительность временного интервала точки каждого фактического акустического события. От этапа 1635 способ 1600 переходит к этапу 1640. На этапе 1640 вычисляют площадь под кривой, соответствующей точке каждого акустического события. От этапа 1640 способ 1600 переходит к этапу 1645. На этапе 1645 сравнивают кумулятивное распределение площадей с реальной испытательной нагрузкой для каждой точки акустического события. Пользователь может использовать результаты этого сравнения, чтобы определить вязкость одного режущего элемента относительно ударной вязкости другого режущего элемента. Такое сравнение позволяет определять относительные ударные вязкости количественными и объективными способами. Продолжительность временных интервалов, амплитуду и частоту точек акустических событий и соответствующий уровень энергии или нагрузки, воздействующей на образец, можно коррелировать непосредственно с ударной прочностью испытуемого поликристаллического алмаза PCD, либо другого твердого или сверхтвердого материала в условиях эксплуатации. Способ 1600 дает возможность измерять не только самые малейшие объемы дополнительной работы или нагрузки, которые нужно произвести, чтобы инициировать некоторые дефекты, но также позволяет измерить объемы дополнительной работы или нагрузки, которые нужно произвести, чтобы увеличить уровень повреждений. После этапа 1645 способ 1600 переходит к этапу 1650, где прекращает работу.
Фиг.19 показывает графическое представление 1900 акустической эмиссии режущего элемента, находящегося под нагрузкой, согласно одному из вариантов настоящего изобретения. Фиг.20 показывает увеличенное изображение части графического представления 2000 акустической эмиссии режущего элемента, находящегося под нагрузкой, согласно одному из вариантов настоящего изобретения. Фиг.21 показывает представление кумулятивного распределения 2100 для каждого акустического события согласно одному из вариантов настоящего изобретения. Фиг.19-21 описывают большую часть этапов, показанных в рамках способа 1600 на Фиг.16.
Как показано на Фиг.19, графическое представление 1900 акустической эмиссии режущего элемента включает ось 1910 времени и ось 1930 акустической эмиссии. Ось 1910 времени представлена x-осью и проградуирована в единицах, каждая из которых соответствует одной секунде, умноженной на 5000. Таким образом, для получения периода времени в секундах нужно числовой отсчет по оси 1910 времени разделить на 5000. Ось 1930 акустической эмиссии представлена y-осью и проградуирована в единицах, каждая из которых равна миллиВольту (мВ), умноженному на десять. Таким образом, для получения напряжения в мВ нужно числовую величину, отсчитываемую по оси 1930 акустической эмиссии, разделить на 10. На графическом представлении 1900 акустической эмиссии режущего элемента показаны данные 1960 акустической эмиссии. Эти данные 1960 акустической эмиссии представляют зарегистрированный сигнал от акустического датчика. Как показано на чертеже, зарегистрированные данные акустической эмиссии включают одну или несколько фоновых точек 1962 и одну или несколько точек 1964 возможных акустических событий. Как показано на Фиг.16 и 19, и согласно этапам 1615 и 1625, изображенным на Фиг.16, данные I960 акустической эмиссии отсортированы, чтобы включать фоновые точки 1962 и точки 1964 возможных акустических событий. Сортировка данных 1960 акустической эмиссии осуществляется с использованием алгоритма, резидентного в регистраторе 590 данных (Фиг.5), согласно одному из вариантов настоящего изобретения. Однако в альтернативных вариантах алгоритм может быть записан в другом устройстве или же реализован вручную. В качестве альтернативы, для категоризации данных 1960 акустической эмиссии могут быть использованы и другие методы, известные рядовым специалистам в рассматриваемой области и обладающие преимуществами настоящего изобретения. Как показано на Фиг.19, каждая фоновая точка 1962 помечена кружком, а каждая точка 1964 возможного акустического события помечена квадратиком. Есть также некоторые точки, которые не определены ни как фоновые точки 1962, ни как точки 1964 возможного акустического события. 1964. Такая маркировка дана только в иллюстративных целях и не ограничивает объема примеров вариантов настоящего изобретения.
Как показано на Фиг.16 и 19, и согласно этапу 1620, изображенному на Фиг.16, кривая 1970 характеристики фонового шума интерполирована с использованием найденных фоновых точек 1962. Согласно одному из вариантов эту кривую 1970 характеристики фонового шума интерполируют с использованием полинома четвертой степени; однако для интерполяции фоновых точек 1962 могут быть использованы также полиномы другой степени, не отклоняясь от объема и сущности рассматриваемого варианта настоящего изобретения.
Обратимся к Фиг.20, где показано увеличенное изображение части графического представления 2000 акустической эмиссии режущего элемента. Согласно этому чертежу каждым данным 1960 акустической эмиссии, которые включают точки 2010 фактических акустических событий, соответствует некоторая продолжительность во времени (временной интервал 2020). Кроме того, каждая точка 2010 фактического акустического события имеет амплитуду 2030, измеряемую вертикально от кривой 1970 характеристики фонового шума до уровня, на котором находится точка 2010 фактического акустического события. Как показано на Фиг.16 и 20, и согласно этапу 1635, изображенному на Фиг.16, вычисляют амплитуду 2030 и занимаемый временной интервал 2020 для каждой точки 2010 фактического акустического события. Когда определены амплитуда 2030 и временной интервал 2020, вычисляют площадь 2040 под кривой, соответствующей каждой точке 2010 фактического акустического события, путем умножения амплитуды 2030 на временной интервал 2020. Эту операцию выполняют на этапе 1640, показанном на Фиг.16. В некоторых вариантах единица измерения площади 2040 равна произведению миллиВольт на время в секундах и на 5000; однако возможно также использование других единиц, не отклоняясь от объема и сущности рассматриваемого варианта настоящего изобретения.
Обратимся к Фиг.21, где показано представление 2100 кумулятивного распределения для каждого фактического акустического события. Согласно этому чертежу, представление 2100 кумулятивного распределения включает ось 2110 нагрузки и ось 2130 площади акустической эмиссии. Ось 2110 нагрузки представлена x-осью и проградуирована в кН. Ось 2130 площади акустической эмиссии представлена y-осью и проградуирована в единицах, равных произведению миллиВольт на время в секундах и на 5000. Это площадь под кривой, соответствующей точке фактического акустического события. Таким образом, для получения площади в мВс необходимо числовую величину, отсчитываемую по оси 2130 площади акустической эмиссии, разделить на 50000. Как показано на Фиг.16 и 21, и согласно этапу 1645, изображенному на Фиг.16, кумулятивное распределение площадей, откладываемое вдоль оси площади акустической эмиссии, сравнивают с реальной нагрузкой при испытаниях, отложенной вдоль оси 2110 нагрузки, для каждого фактического акустического события. Это представление 2100 кумулятивного распределения показывает такое сравнение между графиком 2150 для образцов режущего элемента типа #1 от изготовителя #1 режущих элементов и графиком 2160 для образцов режущего элемента типа #2 от изготовителя #2 режущих элементов.
Например, на одной из трех кривых графика 2150 для образцов режущего элемента типа #1 от изготовителя #1 режущих элементов имеется точка фактического акустического события при нагрузке около 28 кН и площади около 3550 мВс×50000. Эта точка обозначена Point А 2152. Это означает наличие кумулятивной площади 3550 мВсх50000, присутствующей под кривыми всех предшествующих точек фактических акустических событий, включая площадь под кривой для точки фактического акустического события, появившегося при нагрузке около 28 кН. Следующая точка фактического акустического события. Point В 2154, на этой же самой кривой появляется при нагрузке около 32,5 кН. Площадь под кривой для этой точки фактического акустического события составляет около 650 мВс×50000, что не показано непосредственно на кривой представления 2100 кумулятивного распределения. Однако при нагрузке около 32,5 кН кумулятивная площадь составляет около 4200 мВс×50000. Таким образом, примерно 4200 мВс×50000 минус примерно 3550 мВс×50000 равно примерно 650 мВс×50000. Чем выше твердость режущего элемента или чем больше его собственная вязкость, тем меньше кумулятивная площадь под кривой при данной нагрузке. Режущий элемент, которому соответствует крутая кривая с большим числом точек фактических акустических событий, обладающих большой амплитудой, отличается меньшей собственной вязкостью, чем режущий элемент, которому соответствует менее крутая кривая с меньшим числом точек фактических акустических событий, обладающих большой амплитудой. Таким образом, согласно представлению 2100 кумулятивного распределения, сравнение между графиком 2150 для образцов режущего элемента типа #1 от изготовителя #1 режущих элементов и графиком 2160 для образцов режущего элемента типа #2 от изготовителя #2 режущих элементов показывает, что образцы режущего элемента типа #1 от изготовителя #1 режущих элементов обладают более высокой собственной вязкостью, чем образцы режущего элемента типа #2 от изготовителя #2 режущих элементов. Кроме того, согласно Фиг.21, три кривые представляют график 2150 для образцов режущего элемента типа #1 от изготовителя #1 режущих элементов и две кривые представляют график 2160 для образцов режущего элемента типа #2 от изготовителя #2 режущих элементов. Эти графики 2150 и 2160 иллюстрируют, что способ 1600 обладает настолько высокой разрешающей способностью, которая позволяет определить разброс характеристик между образцами из одной и той же группы. Способ, представленный на Фиг.16, дает пользователю информацию, позволяющую объективным способом ранжировать режущие инструменты по их вязкости.
Фиг.17 иллюстрирует подробную логическую схему варианта 1680 способа с контуром 1, показанного на Фиг.16, согласно одному из вариантов настоящего изобретения. Как показано на Фиг.17, этот вариант 1680 способа с контуром 1 начинается с этапа 1705. От этапа 1705 переходит к этапу 1710. На этапе 1710 считывают первую точку данных. После завершения этапа 1710 вариант 1680 способа с контуром 1 переходит к этапу 1715, на котором считывают следующую точку данных. После завершения этапа 1715 вариант 1680 способа с контуром 1 переходит к этапу 1720. На этапе 1720 вычисляют разницу между двумя точками данных и сравнивают с первой величиной допуска, используемой для определения акустического события. В одном из вариантов первая величина допуска составляет примерно 0,5 мВ. Однако в других вариантах эта первая величина допуска может быть выше или ниже. Если разница между двумя точками данных не меньше первой величины допуска, вариант 1680 способа с контуром 1 переходит к этапу 1725. На этом этапе 1725 вторую из рассматриваемых двух точек данных определяют в качестве точки возможного акустического события. От этапа 1725 вариант 1680 способа с контуром 1 переходит к этапу 1745, где этот способ вариант 1680 способа с контуром 1 определяет, есть ли еще какая-либо другая точка данных. Если на этапе 1745 определено, что больше нет других точек данных, вариант 1680 способа с контуром 1 переходит к этапу 1750, где реализация варианта 1680 способа с контуром 1 останавливается. Однако, если на этапе 1745 определено, что есть еще другая точка данных, вариант 1680 способа с контуром 1 возвращается к этапу 1715.
Если на этапе 1720 определено, что разность между двумя рассматриваемыми точками данных меньше первой допустимой величины, вариант 1680 способа с контуром 1 переходит к этапу 1730. На этапе 1730 разность между этими двумя точками сравнивают с второй допустимой величиной. Согласно одному из вариантов, эта вторая допустимая величина составляет примерно 0,01 мВ. Однако в других вариантах эта вторая допустимая величина может быть выше или ниже. Если разность между двумя точками данных не меньше второй допустимой величины, вариант 1680 способа с контуром 1 возвращается к этапу 1715, а вторая точка данных считается неопределенной. Однако если разность между двумя точками данных оказалась меньше второй допустимой величины, вариант 1680 способа с контуром 1 переходит к этапу 1735.
На этапе 1735 определяют, является ли разность между двумя рассматриваемыми точками данных отрицательной и была ли такая разность отрицательной менее "z" раз в строке, или является ли указанная разность положительной и была ли она положительной меньше "u" раз в строке. В одном из вариантов "z" равно двум и "u" равно трем. Однако любая из величин - "u" и/или "z", или обе могут принимать более высокие или более низкие значения. Если утверждение, что разность между двумя точками данных является отрицательной и оказывалась отрицательной меньше "z" раз в строке, или эта разность является положительной и оказывалась положительной меньше "u" раз в строке, оказывается неверным, тогда вариант 1680 способа с контуром 1 возвращается к этапу 1715 и вторая точка данных считается неопределенной. Однако если разность между двумя точками данных является отрицательной и оказывалась отрицательной меньше "z" раз в строке, или является положительной и оказывалась положительной меньше "u" раз в строке, тогда вариант 1680 способа с контуром 1 переходит к этапу 1740.
На этапе 1740 вторую из двух точек данных определяют в качестве фоновой граничной точки. От этапа 1740 вариант 1680 способа с контуром 1 переходит к этапу 1745, где определяет, есть ли еще какая-либо другая точка данных. Выполнение варианта 1680 способа с контуром 1 продолжается до тех пор, пока в результате перечисленных выше этапов не будет достигнут этап 1750. Таким образом, вариант 1680 способа с контуром 1 предлагает процедуру для определения, какую из точек данных следует определить в качестве точки возможного акустического события, фоновой граничной точки, или же вообще не определить в качестве точки какого-либо из перечисленных выше типов.
Фиг.18 иллюстрирует подробную логическую схему варианта 1690 способа с контуром 2, показанного на Фиг.16, согласно одному из вариантов настоящего изобретения. Как показано на Фиг.18, реализация варианта 1690 способа с контуром 2 начинается на этапе 1805. От этапа 1805 вариант 1690 способа с контуром 2 переходит к этапу 1810. На этапе 1810 строят кривую характеристики фонового шума с использованием фоновых граничных точек. После завершения этапа 1810 вариант 1690 способа с контуром 2 переходит к этапу 1815, где считывает первую из точек возможных акустических событий. После этапа 1815 вариант 1690 способа с контуром 2 переходит к этапу 1820. На этапе 1820 вычисляют разность между прочитанной точкой возможного акустического события и кривой характеристики фонового шума и проверяют, является ли эта разность больше третьей допустимой величины, используемой для определения точки фактического акустического события. Согласно одному из вариантов третья допустимая величина составляет примерно 0,08 мВ. Однако в других вариантах эта третья допустимая величина может быть больше или меньше. Если разность между точкой возможного акустического события и кривой характеристики фонового шума не превышает третьей допустимой величины, вариант 1690 способа с контуром 2 переходит к этапу 1825. На этапе 1825 считывают следующую точку возможного акустического события, и вариант 1690 способа с контуром 2 возвращается к этапу 1820. Однако если разность между точкой возможного акустического события и кривой характеристики фонового шума больше третьей допустимой величины, вариант 1690 способа с контуром 2 переходит к этапу 1830.
На этапе 1830 вычисляют амплитуду, продолжительность временного интервала и площадь между точкой фактического акустического события и кривой характеристики фонового шума. От этапа 1830 вариант 1690 способа с контуром 2 переходит к этапу 1840. На этапе 1840 определяют, есть ли еще какая-нибудь другая точка возможного акустического события. Если такая еще одна другая точка возможного акустического события есть, вариант 1690 способа с контуром 2 возвращается к этапу 1825, где вариант 1690 способа с контуром 2 продолжает работу. Однако на этапе 1840, если нет никакой другой точки возможного акустического события, вариант 1690 способа с контуром 2 переходит к этапу 1845, где вариант 1690 способа с контуром 2 прекращает работу. Таким образом, вариант 1690 способа с контуром 2 предлагает способ определения, какие точки данных следует определить в качестве точек фактических акустических событий, и затем вычисления площади под кривой для каждой найденной точки акустического события.
Фиг.22 показывает блок-схему процессора 1020, изображенного на Фиг.10, согласно одному из вариантов настоящего изобретения. Как отмечено выше, способ выполнения одного или нескольких этапов, представленных на Фиг.16-18, реализуется в процессоре 1020. Однако в некоторых других вариантах эти способы реализуются вручную или частично вручную и частично в процессоре. Процессор 1020 находится в регистраторе 590 данных или в компьютерной системе. Хотя показан только один процессор 1020, можно также использовать несколько процессоров, не отклоняясь от объема и существа вариантов настоящего изобретения. Процессор 1020 включает одну или несколько процессорных подсистем 2200.
Совокупность 2200 процессорных подсистем включает подсистему 2210 сбора акустических данных, подсистему 2220 определения фоновых точек, подсистему 2230 определения точек возможных акустических событий, подсистему 2240 интерполяции кривой характеристики фонового шума, подсистему 2250 определения точек фактических акустических событий, подсистему 2260 вычисления площади под кривой фактического акустического события и подсистему 2270 определения кумулятивной площади и построения кривой нагрузки. Хотя указанная совокупность 2200 процессорных подсистем включает семь подсистем, в других вариантах число таких подсистем может быть больше или меньше семи. Кроме того, одна или несколько из перечисленных процессорных подсистем 2200 могут быть объединены, так что окончательное число подсистем будет меньше, либо разделены с образованием дополнительных процессорных подсистем 2200, не отклоняясь от объема и сущности вариантов настоящего изобретения.
Подсистема 2210 сбора акустических данных собирает от по меньшей мере указанного акустического датчика данные, которые включают фоновые точки и точки возможных акустических событий. Эта подсистема 2210 сбора акустических данных в некоторых вариантах собирает также данные о нагрузке, чтобы соотнести соответствующие фоновые точки и точки возможных акустических событий с конкретной нагрузкой. Подсистема 2220 определения фоновых точек оценивает данные, поступающие от акустического датчика, и определяет, является ли рассматриваемая точка данных фоновой точкой. Эта подсистема 2220 определения фоновых точек осуществляет этап 1615, показанный на Фиг.16. Подсистема 2230 определения точек возможных акустических событий оценивает данные, поступающие от акустического датчика, и определяет, является ли рассматриваемая точка точкой возможного акустического события. Эта подсистема 2230 определения точек возможных акустических событий осуществляет этап 1625, показанный на Фиг.16. Указанные подсистема 2220 определения фоновых точек и подсистема 2230 определения точек возможных акустических событий работают одновременно одна с другой, но в некоторых альтернативных вариантах они могут работать независимо одна от другой.
Подсистема 2240 интерполяции кривой характеристики фонового шума генерирует кривую характеристики фонового шума с использованием ранее найденных фоновых точек. Эта подсистема 2240 интерполяции кривой характеристики фонового шума осуществляет этап 1620, показанный на Фиг.16. Подсистема 2250 определения точек фактических акустических событий определяет точки фактических акустических событий с использованием ранее найденных точек возможных акустических событий и кривой характеристики фонового шума. Подсистема 2250 определения точек фактических акустических событий осуществляет этап 1630, показанный на Фиг.16. Когда найдены точки фактических акустических событий, подсистема 2260 вычисления площади под кривой фактического акустического события подсчитывает площадь между кривыми точек фактических акустических событий и кривой характеристики фонового шума. Эта подсистема 2260 вычисления площади под кривой фактического акустического события осуществляет этап 1635, показанный на Фиг.16. Подсистема 2270 определения кумулятивной площади и построения кривой нагрузки сравнивает кумулятивное распределение площадей с реальной испытательной нагрузкой для каждой точки фактического акустического события. Подсистема 2270 определения кумулятивной площади и построения кривой нагрузки осуществляет этап 1645, показанный на Фиг.16. Хотя в некоторых вариантах процессорные подсистемы 2200 расположены в процессоре 1020, эти процессорные подсистемы 2200 могут находиться на носителе записи, включая, но не ограничиваясь, один или несколько различных типов накопителей - накопитель на жестком магнитном диске, USB-накопитель, компакт-диск, цифровой видео диск, или любое другое запоминающее устройство, как известное, так и пока не известное рядовым специалистам в рассматриваемой области.
Хотя процессорные подсистемы описаны на примерах, инструкции для определения ударной вязкости режущего элемента могут быть даны в составе программного обеспечения, резидентного на носителе 1040 записи (Фиг.10). Это программное обеспечение включает модули и/или коды, аналогичные процессорным подсистемам 2200, рассмотренным выше.
Хотя здесь были описаны примеры некоторых вариантов настоящего изобретения, альтернативные варианты включают использование нагрева твердого или сверхтвердого компонента 100. Такой нагрев твердого или сверхтвердого компонента 100 применяют до, во время и/или после приложения нагрузки к твердому или сверхтвердому компоненту 100, либо в виде сочетание некоторых этих вариантов. Нагрев осуществляется любым из нескольких способов, известных рядовым специалистам в рассматриваемой области, включая, но не ограничиваясь, пламя, лазер, инфракрасное излучение и/или нагретая жидкость.
Хотя каждый пример какого-либо варианта был описан подробно, следует понимать, что любые признаки и модификации, применимые к одному варианту, также применимы к другим вариантам. Более того, хотя изобретение было описано со ссылками на конкретные варианты, эти описания не следует толковать в ограничительном смысле. Различные модификации рассмотренных вариантов, равно как альтернативные варианты настоящего изобретения будут очевидны для рядового специалиста в рассматриваемой области на основе описания приведенных примерных вариантов. Рядовой специалист в рассматриваемой области должен осознавать, что принципы и конкретные варианты, описанные здесь, могут быть легко использованы в качестве основы для модификаций или проектирования других структур и способов достижения тех же самых целей настоящего изобретения. Рядовой специалист в рассматриваемой области должен понимать, что такие эквивалентные конструкции не отклоняются от объема и сущности настоящего изобретения, определенных прилагаемой Формулой изобретения. Таким образом, предполагается, что Формула изобретения будет полностью охватывать любые такие модификации или варианты, попадающие в пределы объема настоящего изобретения.
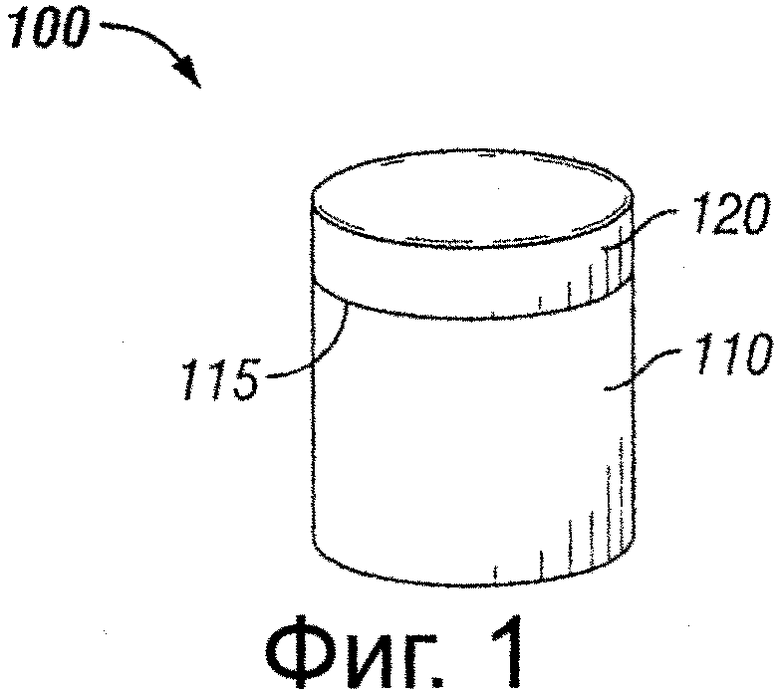
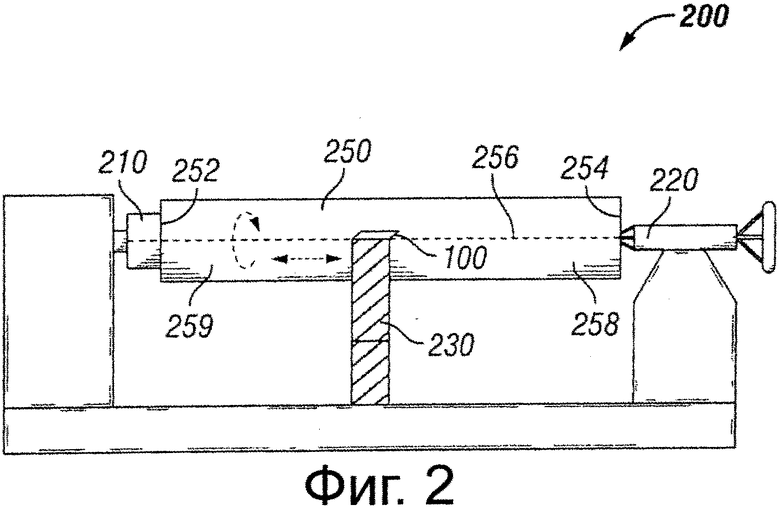
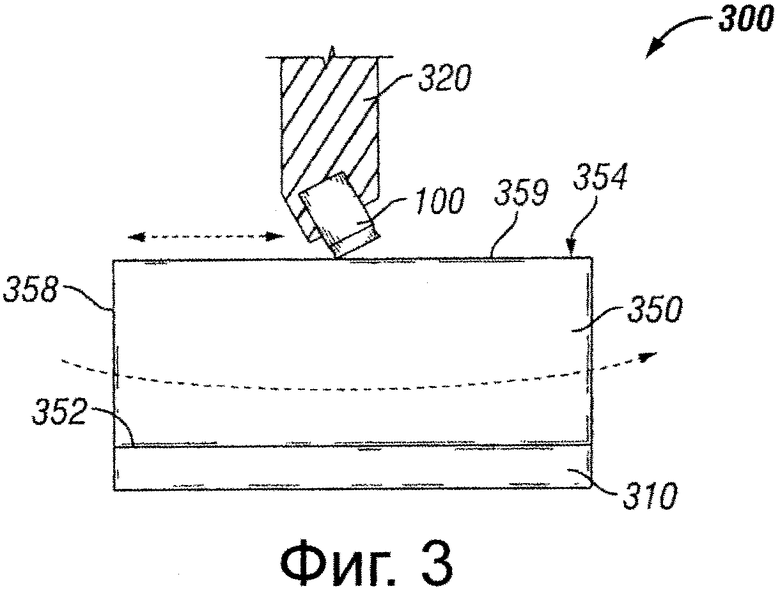
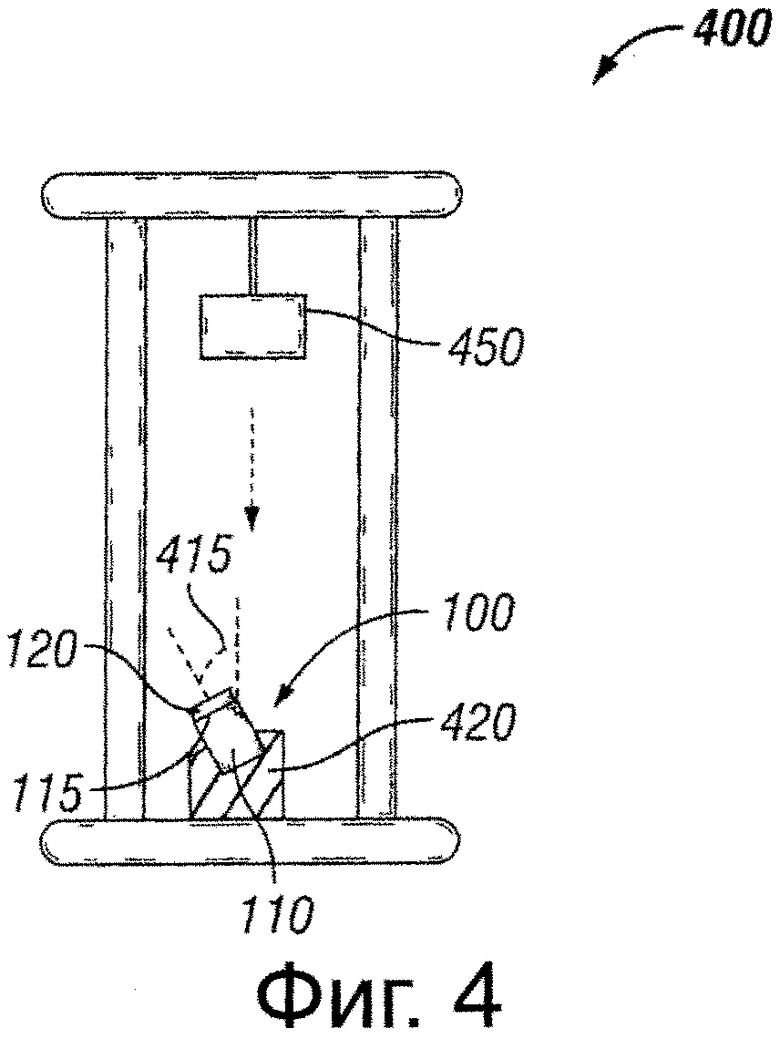
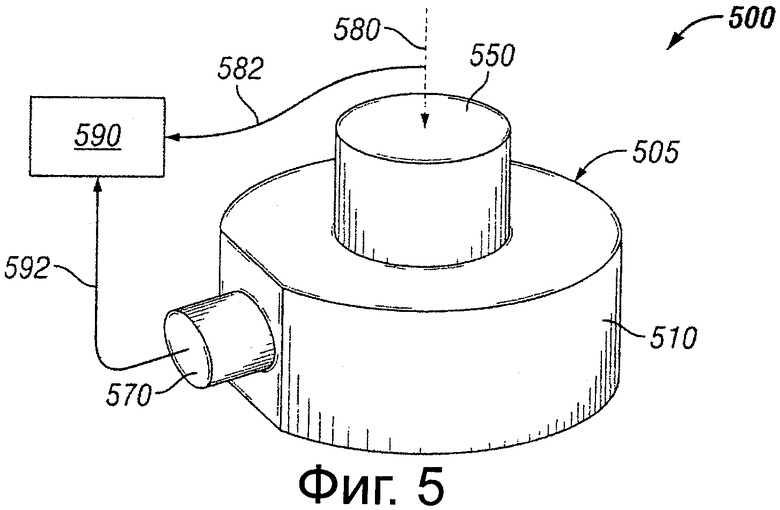
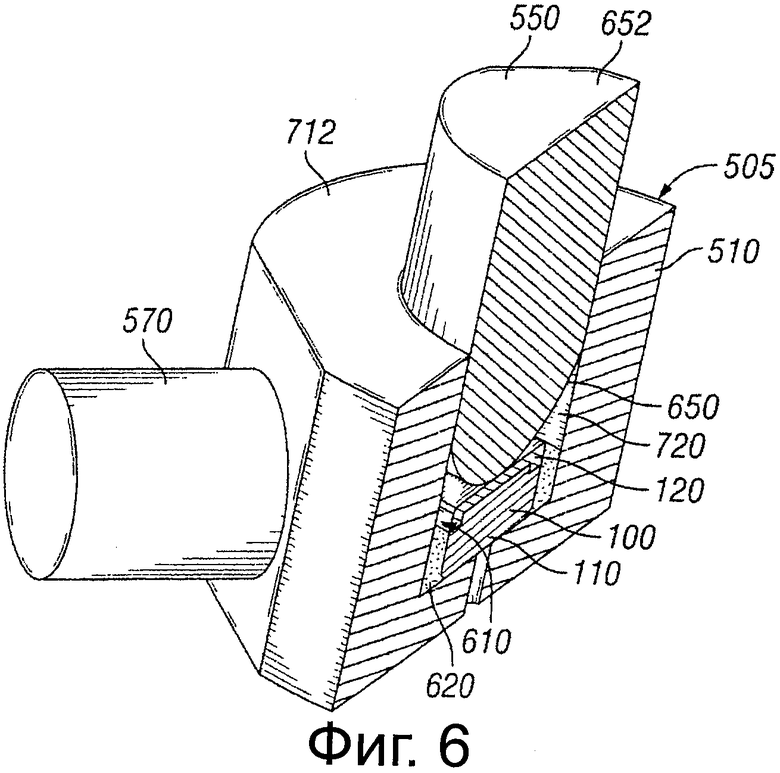
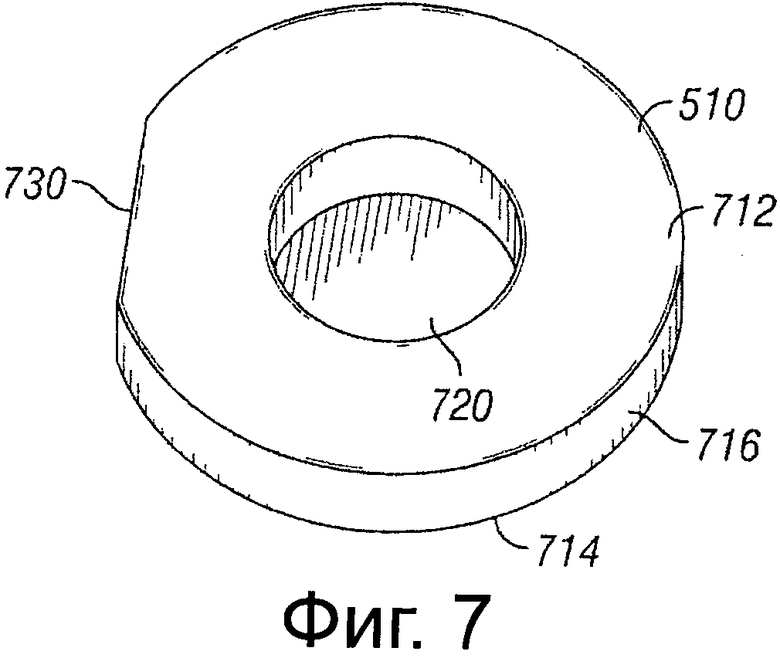

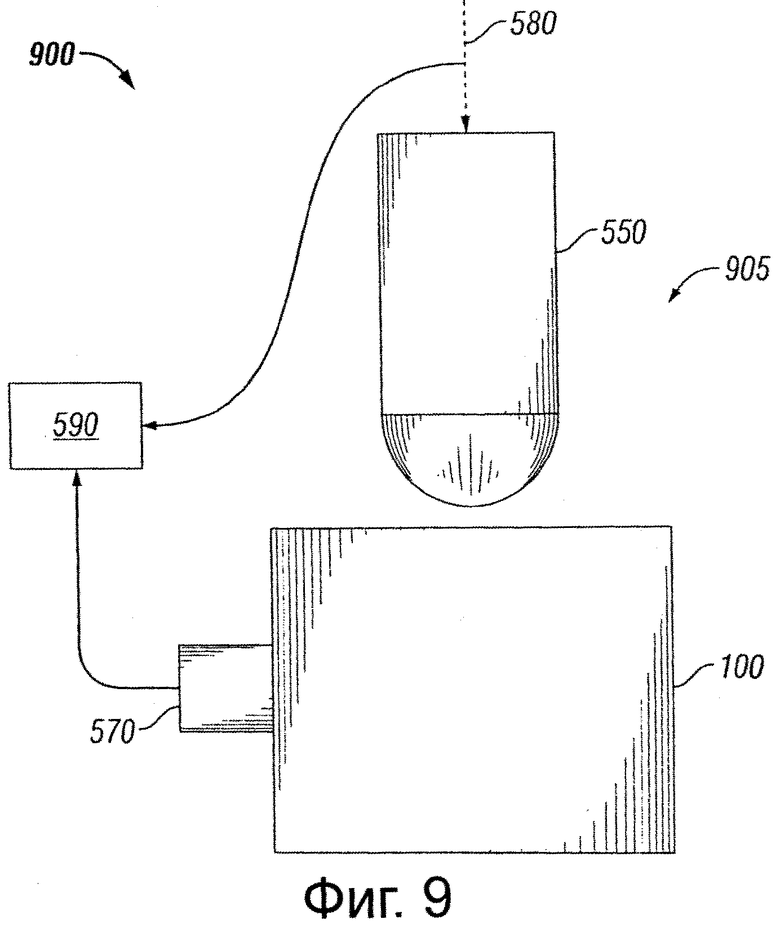
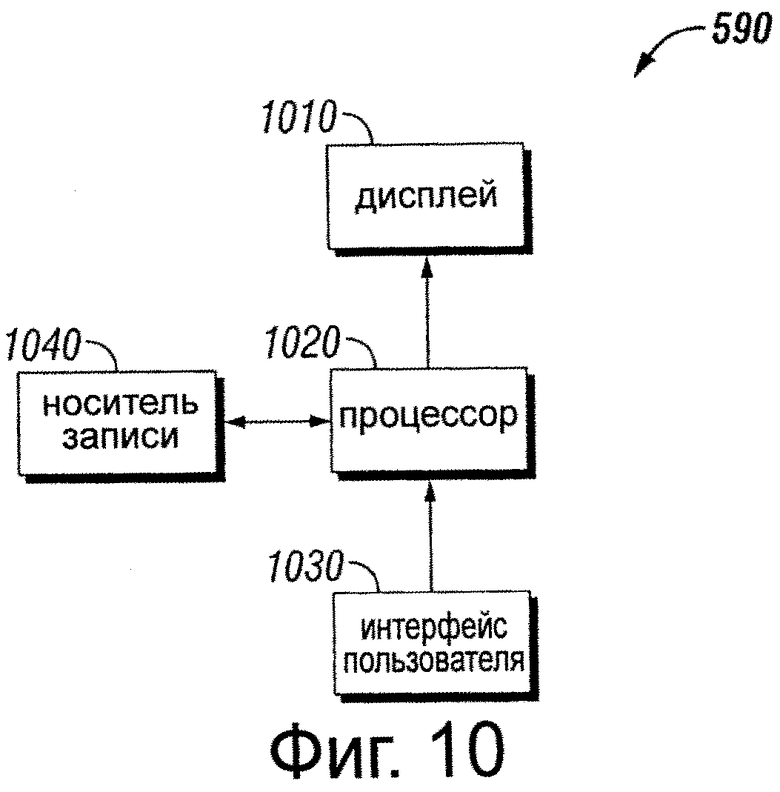
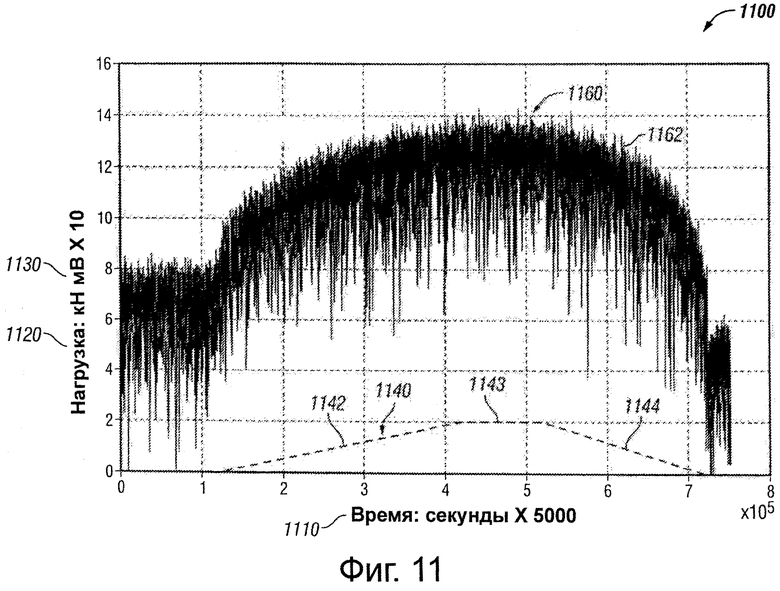
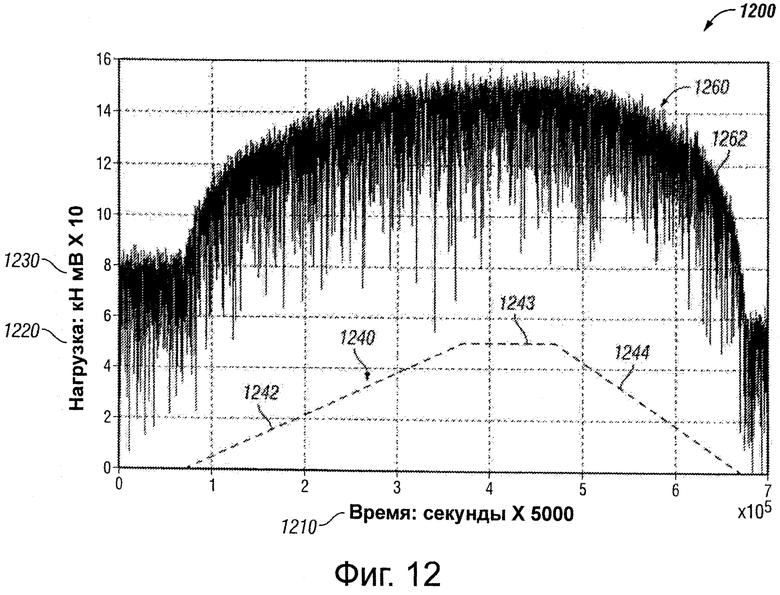
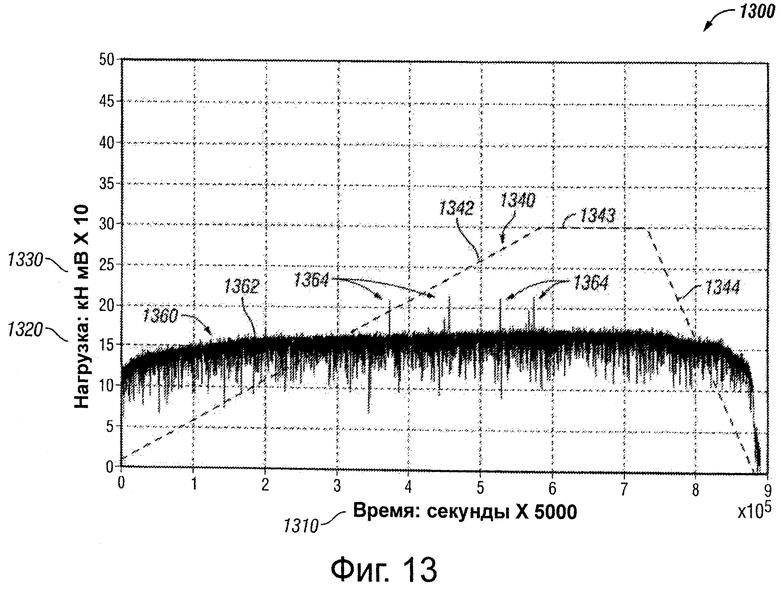
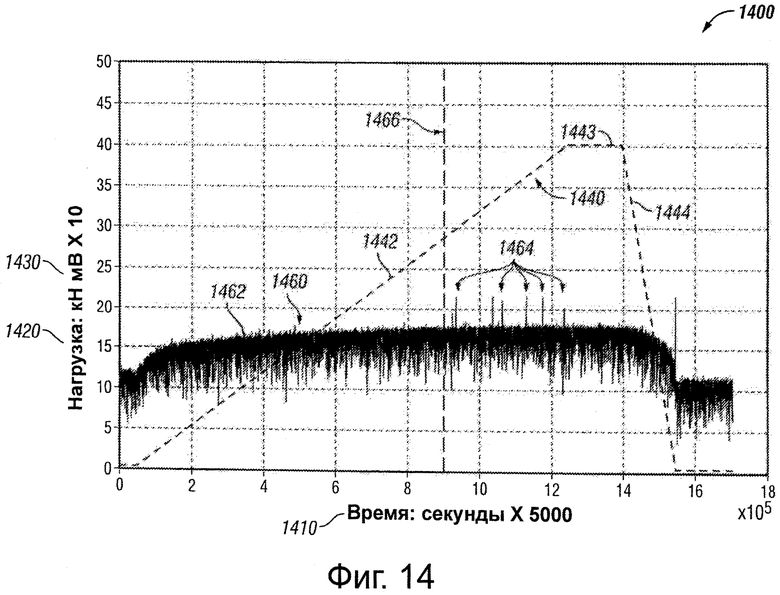
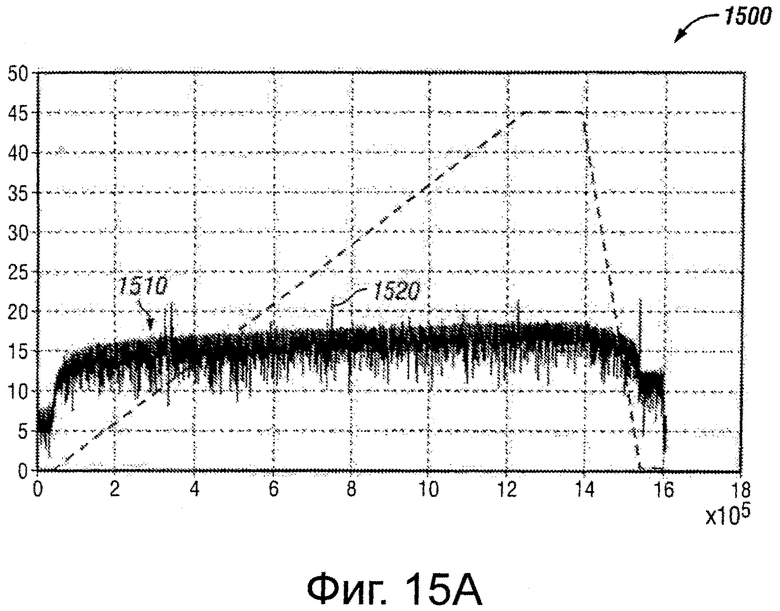
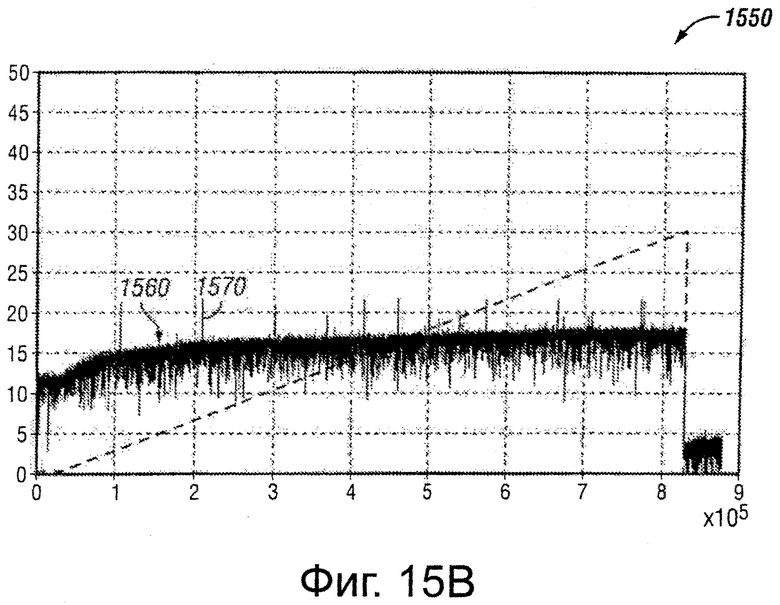
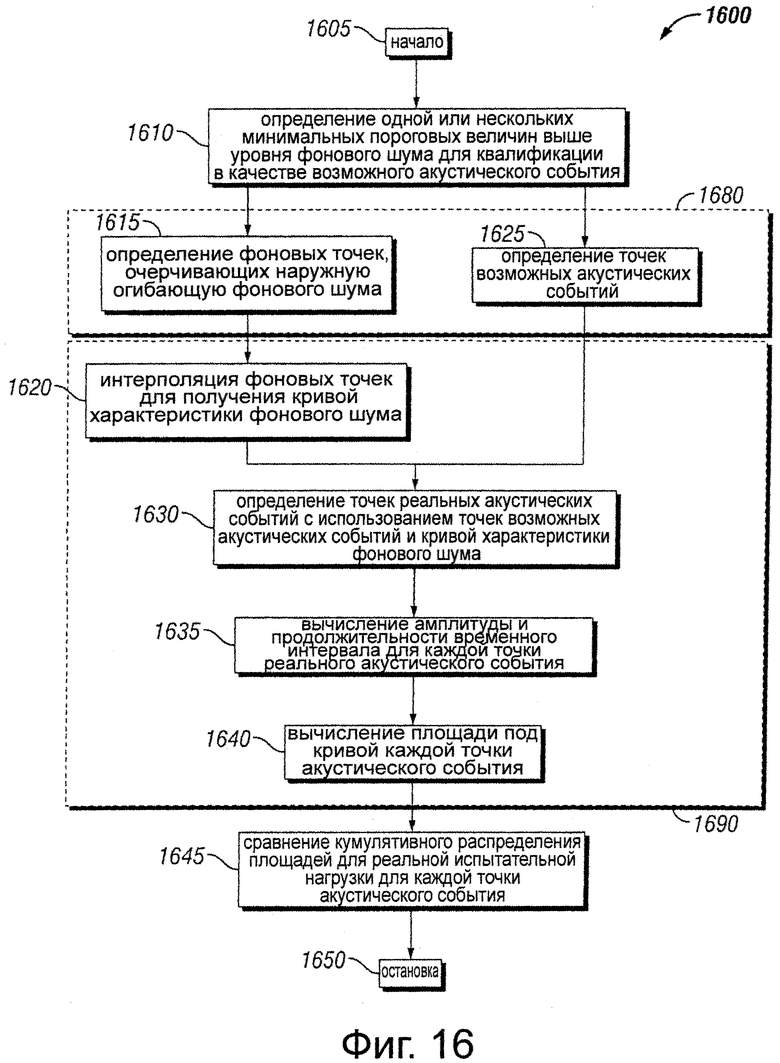
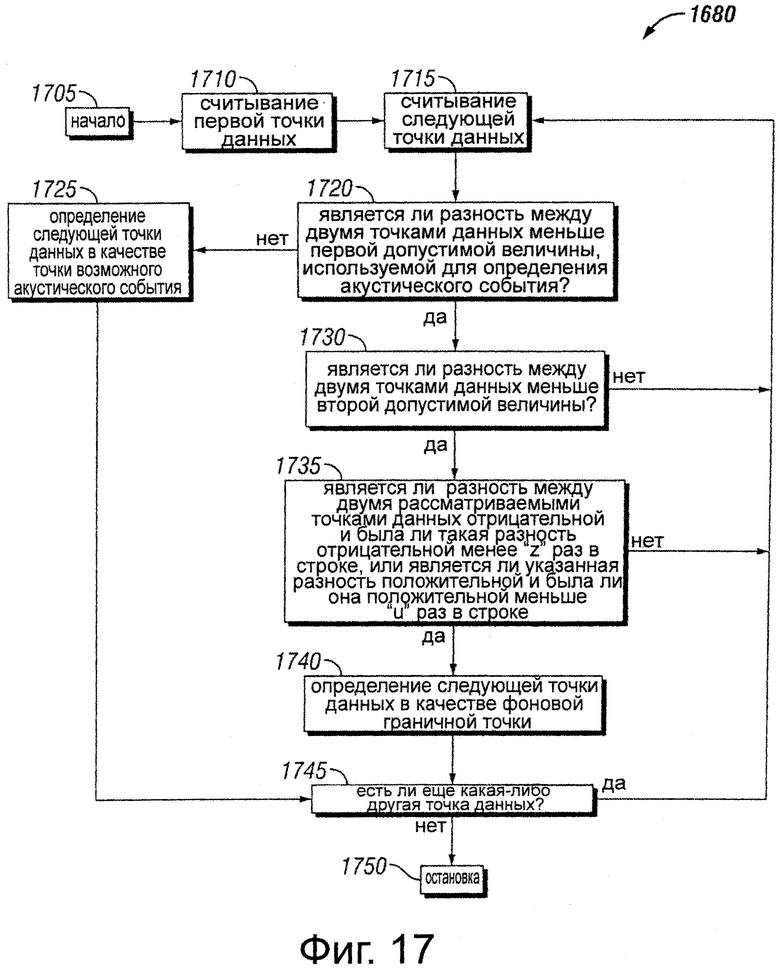
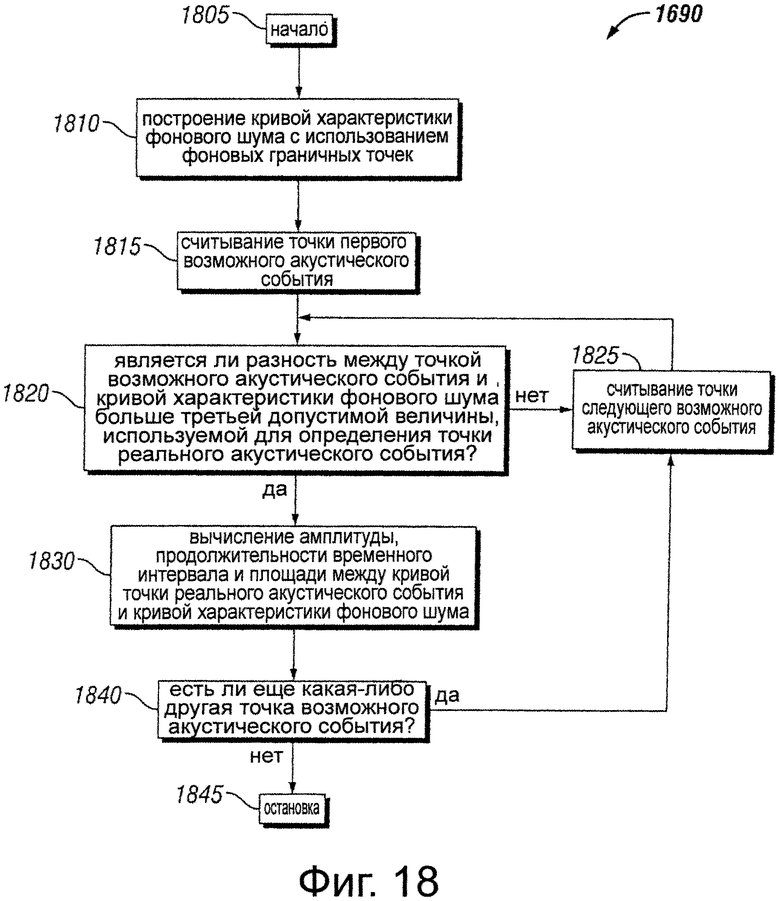
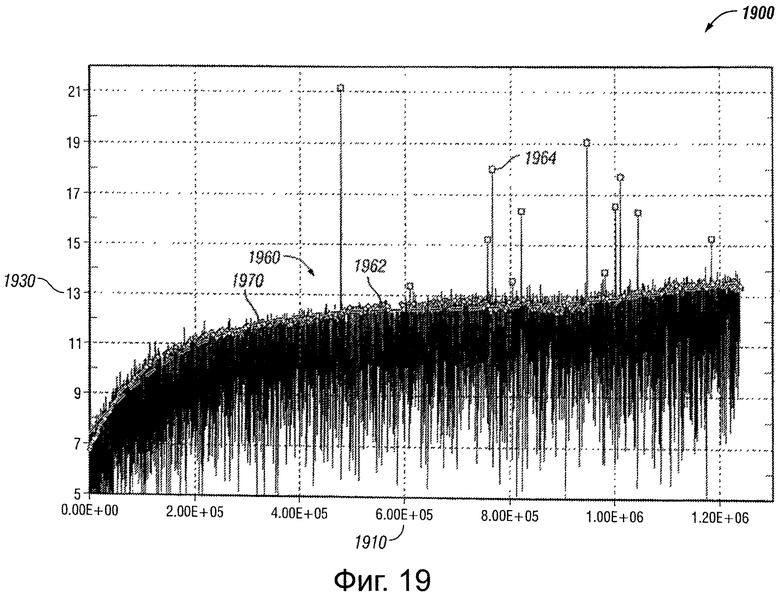
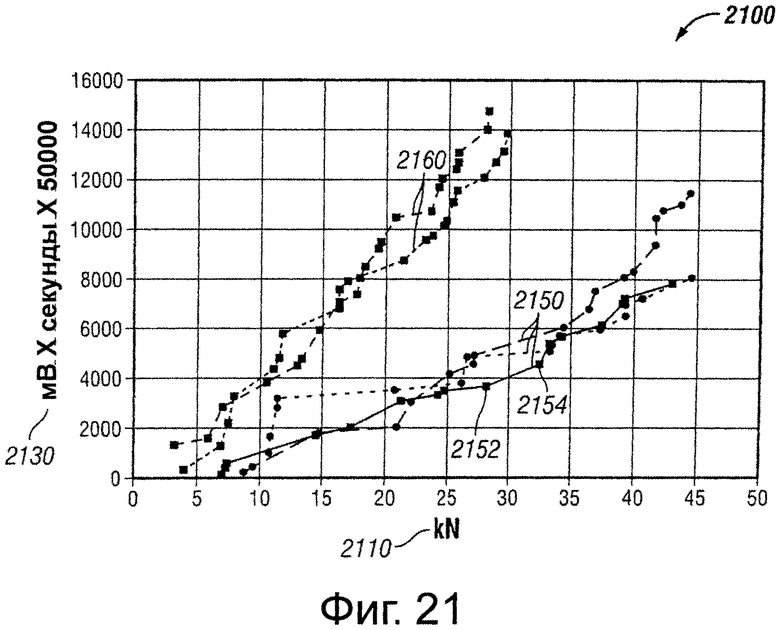
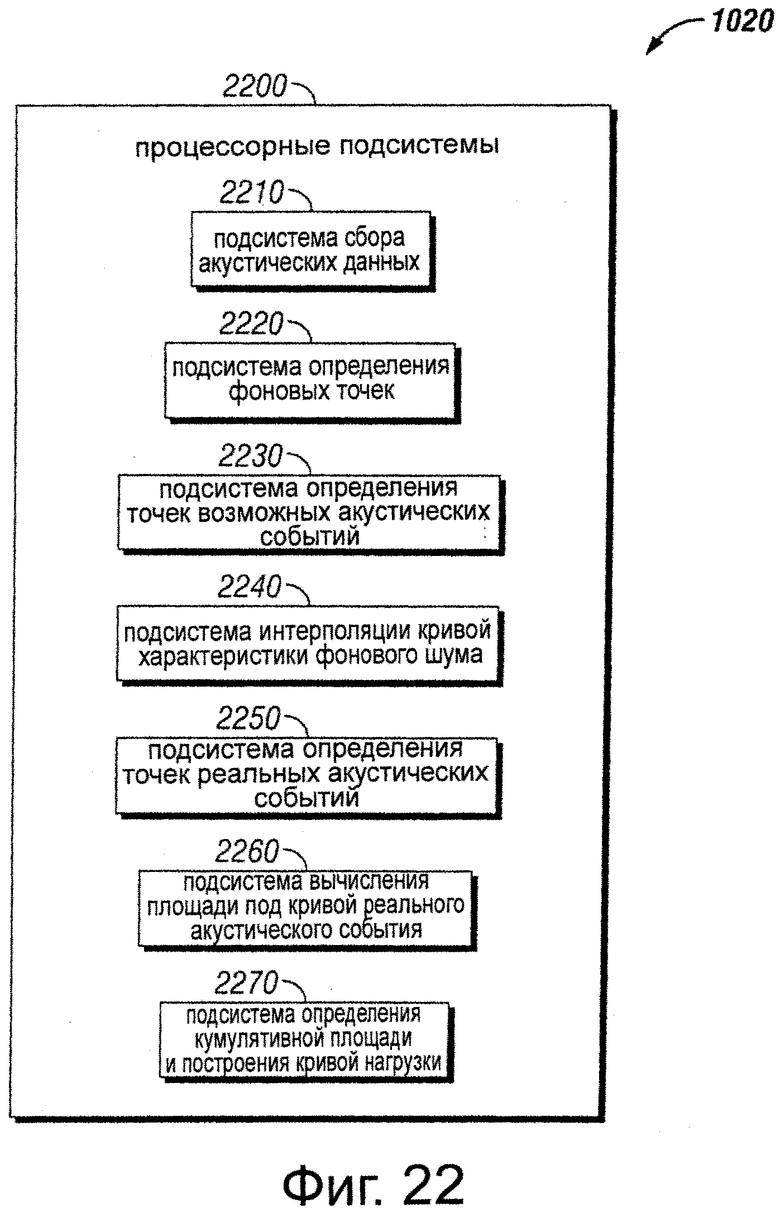
Использование: для определения ударной вязкости испытуемого образца. Сущность изобретения заключается в том, что собирают акустические данные от акустического датчика с помощью средства сбора акустических данных при приложении к испытуемому образцу нагрузки, при этом указанный акустический датчик связан с испытуемым образцом; определяют одну или более фоновых точек с помощью средства определения фоновых точек; определяют одну или более точек возможного акустического события с помощью средства определения точек возможного акустического события; интерполируют кривую характеристики фонового шума с использованием фоновых точек с помощью средства интерполяции кривой характеристики фонового шума; определяют одну или более точек фактического акустического события с использованием точек возможного акустического события и кривой характеристики фонового шума с помощью средства определения точек фактического акустического события; и вычисляют площадь акустического события, заключенную между точкой фактического акустического события и кривой характеристики фонового шума с помощью средства вычисления площади фактического акустического события. Технический результат: обеспечение возможности определения фактической прочности и ударной вязкости твердых и сверхтвердых компонентов с использованием акустической эмиссии. 3 н. и 28 з.п. ф-лы, 23 ил.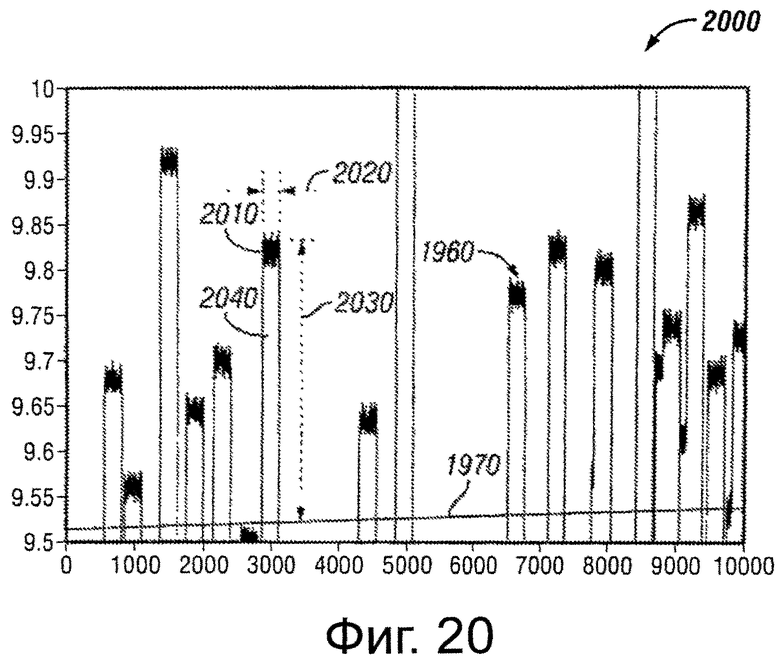
1. Компьютернореализуемый способ определения ударной вязкости испытуемого образца, содержащий этапы, на которых:
собирают акустические данные от акустического датчика с помощью средства сбора акустических данных при приложении к испытуемому образцу нагрузки, при этом указанный акустический датчик связан с испытуемым образцом;
определяют одну или более фоновых точек с помощью средства определения фоновых точек;
определяют одну или более точек возможного акустического события с помощью средства определения точек возможного акустического события;
интерполируют кривую характеристики фонового шума с использованием фоновых точек с помощью средства интерполяции кривой характеристики фонового шума;
определяют одну или более точек фактического акустического события с использованием точек возможного акустического события и кривой характеристики фонового шума с помощью средства определения точек фактического акустического события; и
вычисляют площадь акустического события, заключенную между точкой фактического акустического события и кривой характеристики фонового шума с помощью средства вычисления площади фактического акустического события.
2. Компьютернореализуемый способ по п. 1, в котором одновременно выполняют определение, выполняемое с помощью средства определения фоновых точек, и определение, выполняемое с помощью средства определения точек возможного акустического события.
3. Компьютернореализуемый способ по п. 2, в котором фоновую точку определяют при разности между двумя последовательными точками данных меньше первого порогового значения, а точку возможного акустического события определяют при разности между двумя последовательными точками данных больше первого порогового значения.
4. Компьютернореализуемый способ по п. 3, в котором указанная первая пороговая величина составляет около 0,05 мВ.
5. Компьютернореализуемый способ по п. 2, в котором фоновую точку определяют при разности между двумя последовательными точками данных меньше второй пороговой величины, а точку возможного акустического события определяют при разности между двумя последовательными точками данных больше первой пороговой величины.
6. Компьютернореализуемый способ по п. 5, в котором указанная первая пороговая величина составляет около 0,05 мВ и указанная вторая пороговая величина составляет около 0,01 мВ.
7. Компьютернореализуемый способ по п. 2, в котором фоновую точку определяют при разности между двумя последовательными точками данных меньше второй пороговой величины, причем указанная разность является отрицательной и была отрицательной менее "z" раз подряд, или при разности между двумя последовательными точками данных меньше второй пороговой величины, причем указанная разность является положительной и была положительной менее "u" раз подряд, а точку возможного акустического события определяют при разности между двумя последовательными точками данных больше первой пороговой величины.
8. Компьютернореализуемый способ по п. 7, в котором первая пороговая величина составляет около 0,05 мВ, вторая пороговая величина составляет около 0,01 мВ, "z" равно примерно 2, а "u" равно примерно 3.
9. Компьютернореализуемый способ по п. 1, в котором точку фактического акустического события определяют при разности между точкой возможного акустического события и кривой характеристики фонового шума больше третьей пороговой величины.
10. Компьютернореализуемый способ по п. 9, в котором третья пороговая величина составляет около 0,08 мВ.
11. Компьютернореализуемый способ по п. 1, в котором площадь каждого акустического события вычисляют посредством умножения амплитуды каждой точки фактического акустического события относительно кривой характеристики фонового шума на продолжительность соответствующего временного интервала для каждой точки фактического акустического события.
12. Компьютернореализуемый способ по п. 1, дополнительно содержащий этап, на котором генерируют с помощью средства генерирования кумулятивной площади и кривой нагрузки, кумулятивную площадь и кривую нагрузки с использованием кумулятивной площади, заключенной между точкой фактического акустического события и кривой характеристики фонового шума для каждой точки фактического акустического события.
13. Компьютернореализуемый способ по п. 12, в котором указанную кумулятивную площадь и кривую нагрузки генерируют посредством построения каждой точки фактического акустического события с использованием нагрузки для соответствующей фактической акустической точки и кумулятивной площади для соответствующей фактической точки, при этом указанная кумулятивная площадь содержит всю площадь под соответствующей фактической акустической точкой и под всеми предшествующими фактическими акустическими точками.
14. Компьютернореализуемый способ по п. 12, в котором пользователь объективно определяет вязкость испытуемого образца с использованием указанных кумулятивной площади и кривой нагрузки.
15. Компьютернореализуемый способ по п. 1, дополнительно содержащий этап, на котором нагревают испытуемый образец.
16. Компьютерночитаемый носитель записи, хранящий компьютерную программу для определения ударной вязкости испытуемого образца, при этом компьютерная программа содержит:
выполняемый компьютером программный код для сбора акустических данных от акустического датчика при воздействии на испытуемый образец нагрузкой, при этом акустический датчик связан с испытуемым образцом;
выполняемый компьютером программный код для определения одной или более фоновых точек;
выполняемый компьютером программный код для определения одной или более точек возможного акустического события;
выполняемый компьютером программный код для интерполяции кривой характеристики фонового шума с использованием фоновых точек;
выполняемый компьютером программный код для определения одной или более точек фактического акустического события с использованием точек возможного акустического события и кривой характеристики фонового шума; и
выполняемый компьютером программный код для вычисления площади акустического события, заключенной между точкой фактического акустического события и кривой характеристики фонового шума.
17. Компьютерночитаемый носитель записи по п. 16, в котором одновременно исполняются выполняемый компьютером программный код для определения одной или более фоновых точек и выполняемый компьютером программный код для определения одной или более точек возможного акустического события.
18. Компьютерночитаемый носитель записи по п. 17, в котором фоновую точку определяют при разности между двумя последовательными точками данных меньше второй пороговой величины, а точку возможного акустического события определяют при разности между двумя последовательными точками данных меньшей первой пороговой величины.
19. Компьютерночитаемый носитель записи по п. 18, в котором первая пороговая величина составляет около 0,05 мВ, а вторая пороговая величина составляет около 0,01 мВ.
20. Компьютерночитаемый носитель записи по п. 16, в котором определяют точку фактического акустического события при разности между точкой возможного акустического события и кривой характеристики фонового шума больше третьей пороговой величины.
21. Компьютерночитаемый носитель записи по п. 20, в котором третья пороговая величина составляет около 0,08 мВ.
22. Компьютерночитаемый носитель записи по п. 16, в котором площадь под кривой каждого акустического события вычисляют посредством умножения амплитуды каждой точки фактического акустического события относительно кривой характеристики фонового шума на продолжительность соответствующего временного интервала для каждой точки фактического акустического события.
23. Компьютерночитаемый носитель записи по п. 16, в котором компьютерный носитель записи дополнительно содержит выполняемый компьютером программный код для генерирования кумулятивной площади и кривой нагрузки с использованием кумулятивной площади, заключенной между точкой фактического акустического события и кривой характеристики фонового шума, для каждой точки фактического акустического события.
24. Компьютерночитаемый носитель записи по п. 23, в котором указанные кумулятивную площадь и кривую нагрузки генерируют посредством построения каждой точки фактического акустического события с использованием нагрузки для соответствующей фактической акустической точки и кумулятивной площади для соответствующей фактической точки, при этом указанная кумулятивная площадь содержит полную площадь под соответствующей фактической акустической точкой и под всеми предшествующими фактическими акустическими точками.
25. Компьютерночитаемый носитель записи по п. 24, в котором пользователь объективно определяет вязкость испытуемого образца с использованием кумулятивной площади и кривой нагрузки.
26. Система для определения ударной вязкости испытуемого образца, содержащая:
модуль сбора акустических данных для сбора акустических данных от акустического датчика при приложении нагрузки к испытуемому образцу, при этом указанный акустический датчик связан с испытуемым образцом;
модуль определения фоновых точек для определения одной или более фоновых точек;
модуль определения точек возможного акустического события для определения одной или более точек возможного акустического события;
модуль интерполяции кривой характеристики фонового шума для интерполяции кривой характеристики фонового шума с использованием фоновых точек;
модуль определения точек фактического акустического события для определения одной или более точек фактического акустического события с использованием точек возможного акустического события и кривой характеристики фонового шума; и
модуль вычисления площади акустического события для вычисления площади акустического события, заключенной между точкой фактического акустического события и кривой характеристики фонового шума.
27. Система по п. 26, характеризующаяся тем, что выполнена с возможностью определения фоновой точки при разности между двумя последовательными точками данных меньше первой пороговой величины и определения точки возможного акустического события при разности между двумя последовательными точками данных больше первой пороговой величины.
28. Система по п. 26, характеризующаяся тем, что выполнена с возможностью определения точки фактического акустического события при разности между точкой возможного акустического события и кривой характеристики фонового шума больше третьей пороговой величины.
29. Система по п. 26, характеризующаяся тем, что выполнена с возможностью вычисления площади каждого акустического события посредством умножения амплитуды каждой из точек фактического акустического события относительно кривой характеристики фонового шума на продолжительность соответствующего временного интервала для каждой точки фактического акустического события.
30. Система по п. 26, дополнительно содержащая модуль определения кумулятивной площади и кривой нагрузки, выполненный с возможностью генерирования кумулятивной площади и кривой нагрузки с использованием кумулятивной площади, заключенной между точкой фактического акустического события и кривой характеристики фонового шума, для каждой точки реального акустического события.
31. Система по п. 26, характеризующаяся тем, что выполнена с возможностью объективного определения пользователем ударной вязкости испытуемого образца с использованием указанных кумулятивной площади и кривой нагрузки.
| Способ определения ударной вязкости материалов | 1980 |
|
SU1118912A1 |
| US 7370537B2, 13.05.2008 | |||
| US 4562736A, 07.01.1986 | |||
| RU 2052809C1, 20.01.1996 | |||
| Способ определения пластичности покрытия изделия | 1989 |
|
SU1670591A1 |

