Область техники
Настоящее изобретение относится к стереолитографической машине и способу стереолитографии, выполняемому посредством такой машины.
Уровень техники
Как известно, технологию стереолитографии используют для изготовления трехмерного объекта путем последовательного насаждения нескольких слоев светочувствительной жидкой смолы, способной к полимеризации под действием источника света.
В частности, каждый слой смолы накладывается на предыдущий слой получаемого трехмерного объекта и избирательно затвердевает в точках, согласующихся с объемом самого объекта.
Известная из уровня техники стереолитографическая машина содержит контейнер, предназначенный для размещения в нем жидкой смолы и снабженный прозрачным дном.
Также предусмотрен источник света, как правило лазерный излучатель или проектор, способный избирательно освещать слой жидкой смолы, расположенный рядом с дном контейнера, для отверждения указанного слоя.
Машина содержит также моделирующую платформу, которая служит опорой для отвержденных слоев трехмерного объекта и которая соединена с приводом, обеспечивающим перемещение платформы в направлении, перпендикулярном дну контейнера.
Согласно известному способу стереолитографии, при котором используют указанную выше машину, моделирующую платформу сначала устанавливают на расстоянии от дна контейнера, равном толщине слоя, подлежащего отверждению.
Один за другим слои жидкой смолы, прилегающие к дну контейнера, избирательно освещают посредством источника света для их отверждения.
Моделирующая платформа выполнена таким образом, что отвержденный слой сцепляется с указанной платформой, при этом дно контейнера содержит покрытие, уменьшающее такое сцепление.
Моделирующую платформу постепенно отодвигают от дна контейнера с тем, чтобы обеспечить выход отвержденного слоя из жидкой смолы, что позволяет восстановить толщину слоя жидкой смолы, необходимую для получения следующего слоя объекта.
Фактически, в результате поднятия моделирующей платформы с отвержденным слоем в жидкой смоле остается углубление, которое заполняется самопроизвольным потоком самой смолы.
Подобное выравнивание восстанавливает толщину жидкой смолы, что необходимо для отверждения нового слоя объекта и, более того, предотвращает возникновение воздушных пузырей в жидкой смоле во время последующего опускания моделирующей платформы, что может повлиять на целостность следующего слоя трехмерного объекта.
Когда указанное самопроизвольное выравнивание завершается, моделирующую платформу снова погружают в жидкую смолу и происходит отверждение следующего слоя объекта.
Описанный выше способ обладает недостатком, заключающимся в том, что общее время изготовления трехмерного объекта существенно увеличивается из-за необходимости ожидания выравнивания жидкой смолы после отверждения каждого слоя объекта.
Так как количество слоев, образующих объект, получаемый стереолитографией, может достигать нескольких сотен, очевидно, что время ожидания выравнивания значительно увеличивает продолжительность всего процесса изготовления.
Очевидно, что время ожидания пропорционально вязкости жидкой смолы. Таким образом, вышеупомянутый недостаток является особенно весомым при использовании смол так называемого гибридного типа, которые содержат частицы керамики или других материалов, смешанных с полимерным компонентом.
Указанные гибридные смолы пригодны для изготовления объектов с высокой механической прочностью, однако их вязкость значительно выше в сравнении с другими обычно используемыми в стереолитографии смолами.
В известном техническом решении, раскрытом в патентной заявке WO 2010/045950, стереолитографическая машина содержит круглый вращающийся резервуар и неподвижную выравнивающую лопатку, расположенную таким образом, что она соприкасается со смолой и проходит радиально по отношению к указанному резервуару.
Перед затвердеванием каждого слоя резервуар поворачивают так, что выравнивающая лопатка заполняет углубление, оставленное моделирующей платформой после ее поднятия.
Данное техническое решение обладает тем недостатком, что диаметр резервуара по меньшей мере в два раза больше длины лопатки и поэтому занимает значительно большее пространство по сравнению с минимальной поверхностью, требуемой для формирования объекта.
Настоящее изобретение направлено на то, чтобы устранить указанные выше недостатки известного технического решения.
В частности, задача настоящего изобретения заключается в том, чтобы предложить способ стереолитографии и стереолитографическую машину, которые позволят изготовить трехмерный объект путем отверждения слоев текучего вещества быстрее по сравнению с известными из уровня техники техническими решениями.
Также задача настоящего изобретения состоит в том, чтобы уменьшить габаритные размеры машины в сравнении с машинами известного типа.
Раскрытие изобретения
Вышеупомянутые задачи решены путем создания стереолитографической машины для послойного изготовления трехмерного объекта согласно пункту 1 формулы изобретения.
Кроме того, указанные задачи решены благодаря способу стереолитографии, выполняемому посредством указанной выше стереолитографической машины, согласно пункту 3 формулы изобретения.
Дополнительные признаки изобретения раскрыты в соответствующих зависимых пунктах формулы изобретения.
Предпочтительно, способ и машина, заявленные в настоящем изобретении, позволяют изготовить трехмерный объект за общее время, по существу не зависящее от вязкости используемого текучего вещества.
Таким образом, преимуществом изобретения, в частности, является то, что оно пригодно для использования в случае с высоковязкими жидкими веществами, такими, например, как упомянутые выше гибридные смолы, или с текучими пастообразными веществами, вязкость которых еще выше.
Другим преимуществом является уменьшение габаритных размеров стереолитографической машины, что делает возможным использование машины в меньшем пространстве.
Краткое описание чертежей
Указанные выше задачи и преимущества изобретения, а также те, что будут отмечены ниже, проиллюстрированы в описании некоторых предпочтительных вариантов осуществления изобретения, которые приведены здесь как неограничивающие примеры со ссылками на прилагаемые чертежи, на которых изображено следующее.
На фиг. 1-6 схематично на виде сбоку показана предлагаемая стереолитографическая машина в различных рабочих конфигурациях.
Осуществление изобретения
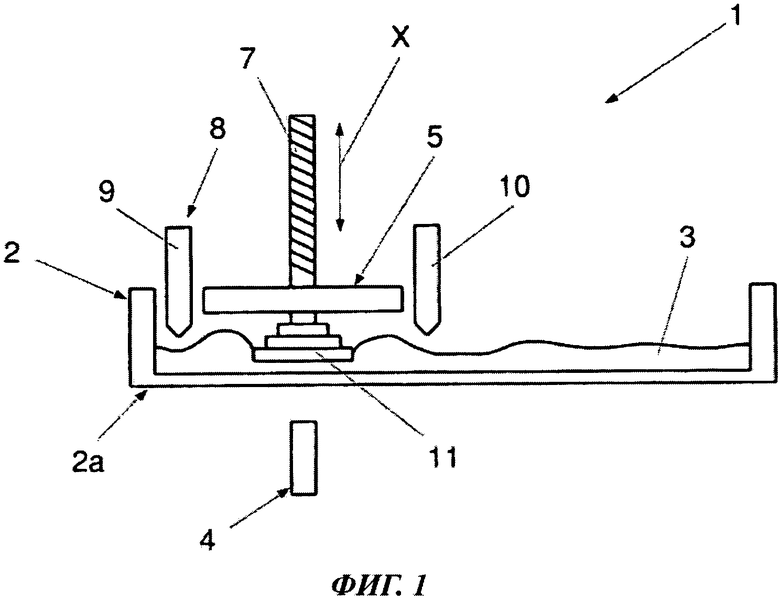
Предлагаемый способ раскрыт со ссылками на изображение стереолитографической машины, обозначенной как одно целое, номером 1 на фиг.1. Данная машина содержит контейнер 2 с текучим веществом 3, способным затвердевать под действием предварительно заданного излучения 4а.
Под термином «текучее вещество» следует понимать вещество, способное распределяться в контейнере 2 так, что поверхность такого вещества приобретает по существу плоскую форму, например, как жидкое или пастообразное вещество.
Текучее вещество 3 предпочтительно, но не обязательно, представляет собой светочувствительную полимерную жидкую смолу, причем указанное предварительно заданное излучение является излучением света.
В частности, указанная смола представляет собой смолу так называемого гибридного типа, содержащую частицы керамики или других материалов, способных увеличивать механическую прочность смолы после ее отверждения.
Однако предлагаемые в настоящем изобретении способ и машину можно использовать в случае с текучими веществами любого типа, способными затвердевать под действием предварительно заданного излучения.
Машина 1 также содержит устройство 4, предназначенное для испускания предварительно заданного излучения 4а и способное избирательно освещать слой текучего вещества 3, имеющий предварительно заданную толщину и расположенный рядом с дном 2а контейнера 2, для отверждения указанного слоя текучего вещества.
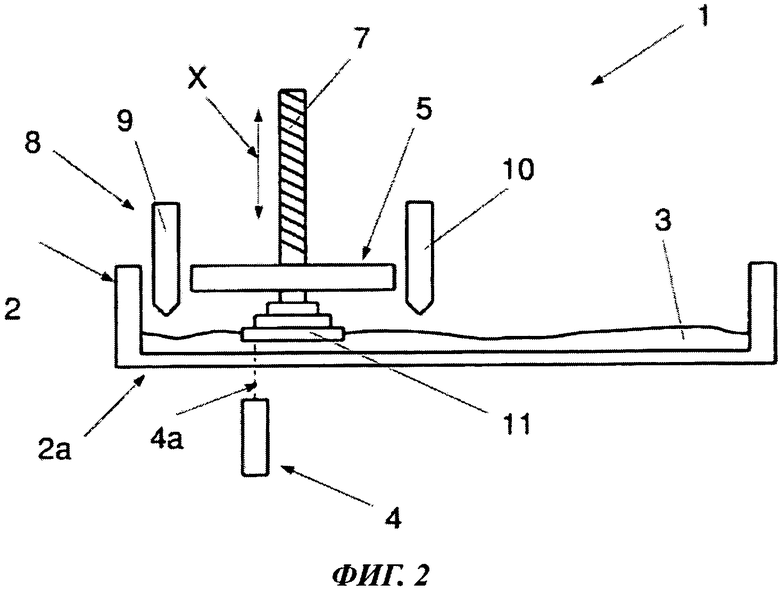
Излучающее устройство 4 предпочтительно расположено под контейнером 2 и выполнено так, чтобы направлять предварительно заданное излучение 4а к дну 2а контейнера 2, прозрачному для излучения, как показано на фиг.2.
Предпочтительно, если текучее вещество 3 представляет собой светочувствительную смолу, то излучающее устройство 4 содержит лазерный световой излучатель, соединенный со средствами, способными направлять световой луч к любой точке указанного слоя текучего вещества 3.
Согласно другому варианту изобретения, не показанному здесь, излучающее устройство 4 содержит проектор, предназначенный для генерирования светящегося изображения, соответствующего области поверхности слоя текучего вещества 3, подлежащей отверждению.
Стереолитографическая машина 1 также содержит моделирующую платформу 5, расположенную напротив дна 2а контейнера 2 и служащую опорой для формируемого трехмерного объекта 11.
Моделирующая платформа 5 соединена с приводом 7, обеспечивающим перемещение платформы относительно дна 2а в моделирующем направлении X, перпендикулярном дну 2а.
В частности, моделирующая платформа 5 выполнена таким образом, что текучее вещество 3 сцепляется с ней после отверждения.
При этом дно 2а контейнера 2 предпочтительно изготовлено из материала, предотвращающего подобное сцепление.
Согласно предлагаемому способу моделирующую платформу 5 погружают в текучее вещество 3 до тех пор, пока она не будет находиться на расстоянии от дна 2а, равном толщине отверждаемого слоя.
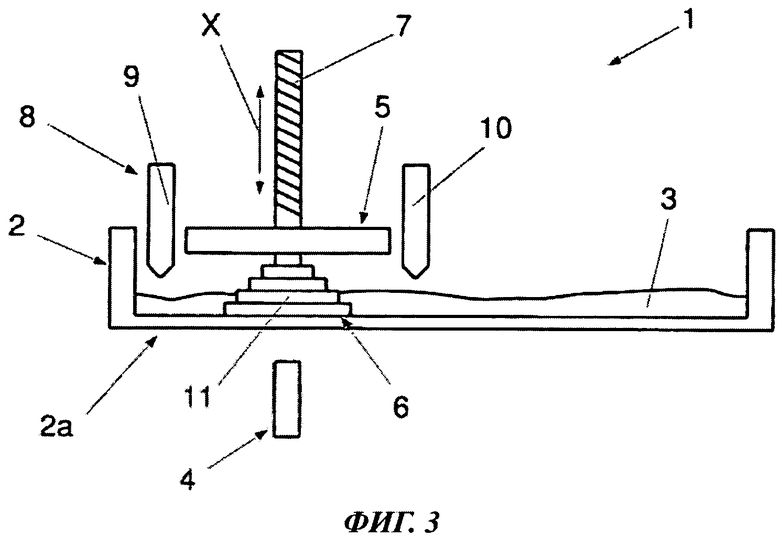
Слой текучего вещества 3 затем избирательно освещают для получения отвержденного слоя 6, который сцепляется с моделирующей платформой 5, как показано на фиг.2 и 3.
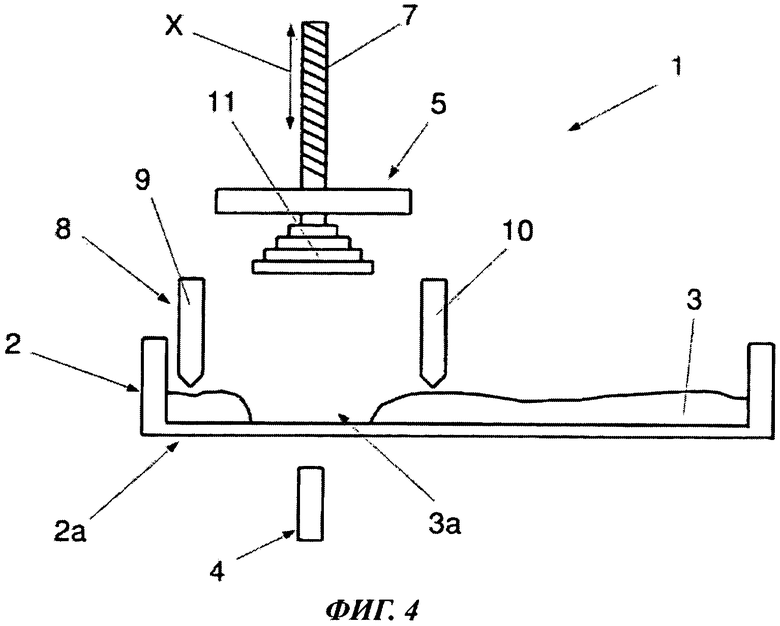
Далее, моделирующую платформу 5 поднимают так, чтоб удалить отвержденный слой 6 от дна 2а, пока не произойдет выход указанного слоя из текучего вещества 3, как показано на фиг.4.
После вышеупомянутого перемещения отвержденного слоя 6 от дна 2а в текучем веществе 3, находящемся в контейнере 2, все еще присутствует углубление 3а на месте, ранее занимаемом моделирующей платформой 5 и/или формируемым трехмерным объектом 11.
Согласно предлагаемому способу для наполнения вышеупомянутого углубления 3а текучее вещество 3 перераспределяют в контейнере 2 путем вталкивания текучего вещества 3 в углубление 3а посредством выравнивателя 8, расположенного таким образом, что он соприкасается с текучим веществом 3.
В частности, указанный выравниватель 8 соединен с силовым устройством, не представленным здесь, но известным для специалиста в области техники и обеспечивающим перемещение выравнивателя относительно дна 2а контейнера 2 в контакте с текучим веществом 3 для перераспределения указанного текучего вещества, как описано выше.
Затем моделирующую платформу 5 опускают снова и повторяют описанные выше действия для отверждения следующего слоя объекта 11.
Очевидно, что вышеупомянутый выравниватель 8 обеспечивает возможность наполнения углубления 3а намного быстрее по сравнению с известными способами, описанными ранее, при которых заполнение происходит благодаря самопроизвольному перераспределению текучего вещества.
В результате, время ожидания выравнивания текучего вещества 3 после отверждения каждого слоя объекта значительно сокращается, что позволяет решить задачу сокращения общего времени изготовления объекта в сравнении со временем, требуемым в известных способах.
В частности, чем выше вязкость используемого текучего вещества 3, тем меньше общее время изготовления объекта.
Таким образом, предлагаемый способ, в частности, пригоден для использования в случае, когда текучее вещество 3 представляет собой гибридную смолу с высокой вязкостью, что раскрыто ранее.
Выравниватель 8 предпочтительно расположен таким образом, что он соприкасается с поверхностью текучего вещества 3 в области, где уровень выше, чем уровень текучего вещества 3, на высоту углубления 3а, так что он способен вытолкнуть текучее вещество 3 в углубление 3а.
Более того, контейнер 2 может быть перемещен в направлении Y движения относительно моделирующей платформы 5.
Выравниватель 8 содержит две лопатки 9, 10, установленные на противоположных сторонах относительно моделирующей платформы 5 и по существу проходящие в продольном направлении, перпендикулярном указанному направлению Y движения.
Длина лопаток 9, 10 предпочтительно соответствует ширине контейнера 2.
На прилагаемых фигурах лопатки 9 и 10 показаны на виде сбоку и поэтому их продольное направление перпендикулярно плоскости самих фигур.
Очевидно, что лопатки 9, 10 могут иметь любую форму, даже отличную от той, что показана на фигурах, при этом они расположены так, чтобы соприкасаться с поверхностью текучего вещества 3, находящегося в контейнере 2, для его выравнивания.
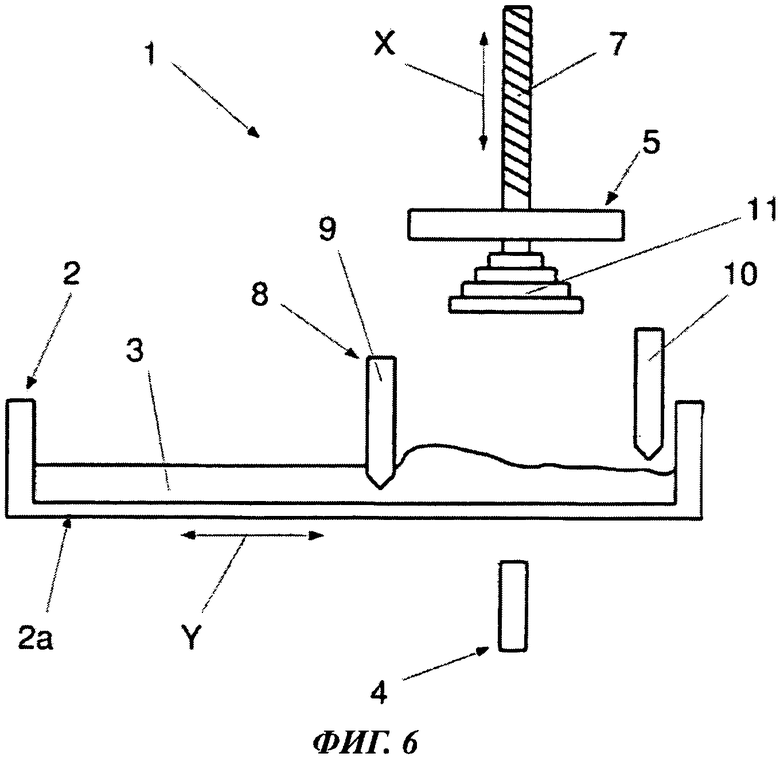
Перераспределение текучего вещества 3 осуществляют путем удержания лопаток 9 10 в неподвижном состоянии и перемещения контейнера 2 в указанном направлении Y движения, как показано на фиг.5 и 6.
В этом случае лопатка, расположенная перед углублением 3а относительно направления движения, толкает текучее вещество 3 в углубление и, таким образом, наполняет его, как показано на фиг.6.
Наличие двух лопаток 9 и 10 позволяет перераспределять текучее вещество 3 в любом из двух направлений движения контейнера 2, тем самым исключая необходимость возвращения контейнера 2 в его первоначальное положение перед отверждением каждого слоя.
Точнее, после отверждения каждого слоя контейнер 2 перемещают так, что область с углублением 3а, показанная на фиг.5, смещается относительно моделирующей платформы 5, и, таким образом, выравнивают с указанной моделирующей платформой другую область контейнера 2, не затронутую углублением 3а, как показано на фиг.6.
Таким образом, отверждение последующего слоя можно осуществить на уровне этой новой области контейнера 2.
В то же время при перемещении контейнера 2 углубление 3а заполняют, так что предыдущая область может быть использована для последующего отверждения еще одного слоя.
Очевидно, что возможность перераспределения текучего вещества 3 одновременно с перемещением контейнера 2 в одном из двух противоположных направлений позволяет использовать контейнер 2, площадь поверхности которого меньше в сравнении с круглым контейнером, используемым в известном техническом решении.
Фактически контейнер 2 может иметь прямоугольную форму, причем длина такого контейнера в отношении направления Y движения может быть примерно равна двойному минимальному размеру, необходимому для формирования объекта, а его ширина - указанному минимальному размеру.
Напротив, в машинах известного типа, содержащих круглый резервуар, минимальный диаметр контейнера должен приблизительно в два раза превышать указанный минимальный размер.
Силовое устройство для лопаток 9 и 10 предпочтительно скомпоновано так, что каждую лопатку можно погружать в текучее вещество 3 и извлекать из указанного вещества независимо от другой лопатки.
В этом случае преимущество перераспределения текучего вещества 3 может быть достигнуто благодаря использованию только той лопатки, которая, по отношению к моделирующей платформе 5, расположена после относительно направления Y движения контейнера 2 или, другими словами, перед углублением 3а.
В таком случае вторая лопатка не осуществляет выталкивание текучего вещества 3 из углубления 3а, что способствует процессу перераспределения.
Из представленного выше отчетливо следует, что изобретение позволяет решить все поставленные задачи.
В частности, использование выравнивателя для заполнения углубления, образующегося в текучем веществе после отверждения каждого слоя объекта, позволяет сократить время ожидания перед отверждением следующего слоя.
Следовательно, общее время, необходимое для изготовления трехмерного объекта, значительно сокращается по сравнению с известными способами стереолитографии, при этом время сокращается еще больше при использовании текучего вещества повышенной вязкости.
Более того, наличие двух лопаток, расположенных, соответственно, на противоположных сторонах моделирующей платформы, обеспечивает возможность выравнивания текучего вещества посредством попеременного движения контейнера в двух противоположных направлениях, таким образом, исключая необходимость использования значительно более громоздкого круглого контейнера.
В предлагаемые в настоящем изобретении способ и машину могут быть внесены дополнительные изменения и модификации, не описанные здесь и не проиллюстрированные в графических материалах, но охраняемые настоящим изобретением, при условии, что такие изменения и модификации находятся в пределах объема нижеследующей формулы изобретения.
Там, где технические признаки, упомянутые в любом из пунктов формулы изобретения, обозначены номерами позиций, эти номера позиций были включены с единственной целью повысить ясность формулы изобретения, и, соответственно, эти номера позиций не несут ограничивающего характера на охраноспособность любого элемента, обозначенного в качестве примера номером позиции.
Изобретение относится к стереолитографической машине (1). Она содержит: контейнер (2), предназначенный для размещения текучего вещества (3), отверждаемого под действием предварительно заданного излучения (4а); устройство (4) для испускания предварительно заданного излучения (4а), обеспечивающее отверждение слоя текучего вещества (3), имеющего предварительно заданную толщину и расположенного рядом с дном (2а) контейнера (2); моделирующую платформу (5), служащую опорой для отвержденного слоя (6). Машина также содержит привод (7), предназначенный для перемещения моделирующей платформы (5) в направлении, перпендикулярном дну (2а) контейнера (2); выравниватель (8), расположенный в контакте с текучим веществом (3) и соединенный с силовым устройством, обеспечивающим его перемещение относительно контейнера (2) для перераспределения текучего вещества (3) в контейнере (2). Силовое устройство обеспечивает перемещение контейнера (2) в любую из двух противоположных сторон в направлении (Y) движения для процесса перераспределения. Выравниватель (8) содержит две лопатки (9, 10), расположенные на двух противоположных сторонах относительно моделирующей платформы (5). Технический результат, достигаемый при использовании машины по изобретению, заключается в том, чтобы изготовить трехмерный объект за общее время, по существу не зависящее от вязкости используемого текучего вещества. 2 н. и 2 з.п. ф-лы, 6 ил.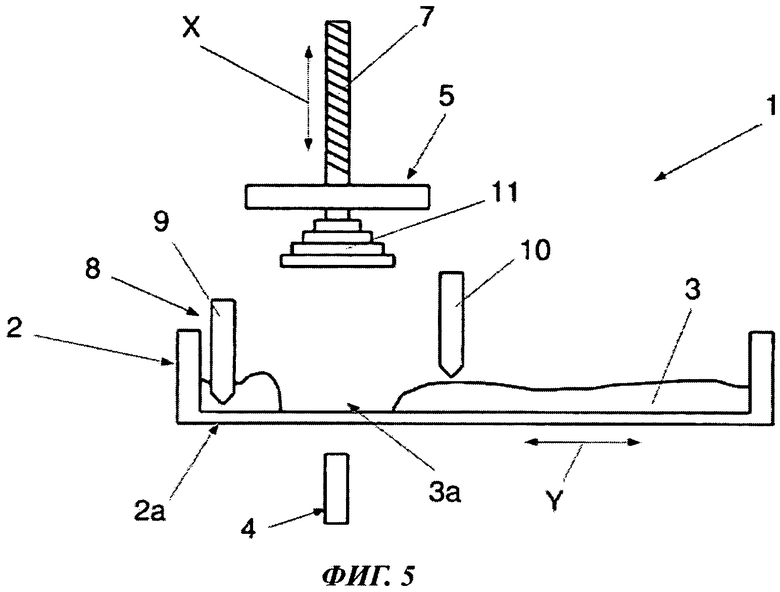
1. Стереолитографическая машина (1), содержащая:
- контейнер (2) для текучего вещества (3), находящегося в жидком или пастообразном состоянии и отверждаемого под действием предварительно заданного излучения (4а);
- устройство (4) для испускания указанного предварительно заданного излучения (4а), выполненное с возможностью избирательного освещения слоя текучего вещества (3), имеющего предварительно заданную толщину и расположенного рядом с дном (2а) контейнера (2), для отверждения указанного слоя текучего вещества;
- моделирующая платформа (5), служащая опорой для отвержденного слоя (6);
- привод (7), предназначенный для перемещения моделирующей платформы (5) относительно дна (2а), по меньшей мере, в моделирующем направлении (X), перпендикулярном дну (2а);
- выравниватель (8), соединенный с силовым устройством, обеспечивающим перемещение указанного выравнивателя (8) относительно дна (2а) контейнера (2) в контакте с текучим веществом (3) для того, чтобы вызвать перераспределение текучего вещества (3) в контейнере (2);
причем указанное силовое устройство обеспечивает перемещение указанного контейнера (2) в любую из двух противоположных сторон в направлении (Y) движения,
отличающаяся тем, что выравниватель (8) содержит по меньшей мере две лопатки (9, 10), по существу проходящие в продольном направлении, перпендикулярном направлению (Y) движения, и расположенные на двух противоположных сторонах относительно моделирующей платформы (5).
2. Стереолитографическая машина (1) по п.1, отличающаяся тем, что силовое устройство обеспечивает перемещение каждой из указанных лопаток (9, 10) в направлении, перпендикулярном дну (2а), погружение лопатки в текучее вещество (3) и ее извлечение из текучего вещества (3) независимо от другой лопатки (9, 10).
3. Способ послойного изготовления трехмерного объекта (11) посредством стереолитографической машины (1) по любому из пп.1-2, содержащий следующие этапы:
- избирательно освещают первый из слоев текучего вещества (3) для получения соответствующего одного из отвержденных слоев (6);
- удаляют отвержденный слой (6) от дна (2а) так, чтобы обеспечить выход указанного слоя из текучего вещества (3);
- перераспределяют текучее вещество (3) в контейнере (2) путем перемещения выравнивателя (8) относительно контейнера (2) и размещения его в контакте с текучим веществом (3), чтобы заполнить углубление (3а), возникшее в результате поднятия указанного отвержденного слоя (6);
- повторяют описанные выше этапы для получения второго из указанных слоев; отличающийся тем, что процесс перераспределения включает в себя два движения контейнера (2), осуществляемых в две взаимно противоположные стороны в направлении (Y) движения.
4. Способ по п.3, отличающийся тем, что во время осуществления любого из указанных двух движений лопатку (9, 10), расположенную после указанного углубления (3а) в соответствующем направлении (Y) движения, удерживают поднятой над текучим веществом (3).
| WO 2010045950 A1, 29.04.2010 | |||
| US 6764636 B1, 20.07.2004 | |||
| US 5876550 A, 02.03.1999; | |||
| Устройство для электроэрозионной обработки | 1986 |
|
SU1419836A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2288073C2 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |

