Описание
Данная заявка притязает на приоритет по предварительной патентной заявке США №60/398,160, поданной 23 июля 2002 г., на "Metallic Parts Fabrication Using Selective Inhibition of Sintering (SIS)", и по патентной заявке США №09/698,541, поданной 26 октября 2000 г., на "Selective Inhibition of Bonding of Powder Particles for Layered Fabrication of 3-D Objects".
Объемные (3-D) объекты, такие как опытные образцы деталей, можно изготавливать, пользуясь непосредственно базами данных систем автоматизированного конструирования (CAD). Для изготовления этих объектов могут использоваться разные технологии, в том числе и способы послойного наращивания. В способах послойного изготовления металлических деталей согласно известному уровню техники обычно используют полимерные связующие в смеси с металлическим порошком. Например, при изготовлении способом FDM (Fused Reposition Method) смесь полимерного связующего и металлического порошка выполняют в виде нити, которую подают в нагретую экструзионную насадку. Затем неспеченную деталь формируют посредством послойной экструзии материала. Согласно способу лазерного спекания (Selective Laser Sintering, SLS) смесь сыпучего порошка (полимера и металла или покрытого полимером металла) наносят в виде тонкого слоя и подвергают воздействию лазера, который обеспечивает плавление полимерных частиц и связывание металлического порошка на выбранных участках каждого слоя, с образованием неспеченной детали. Прочие методы применяют аналогичные технические решения с некоторыми изменениями. Затем неспеченную деталь подвергают спеканию в обычной печи для спекания, в которой летучий полимер удаляется.
Упоминаемые выше технические решения имеют ряд проблем. Применение полимерных связующих существенно повышает коэффициент усадки при спекании. Помимо этого, затруднено изготовление плотных металлических деталей - из-за присутствия связующего в структуре неспеченной детали. Помимо этого, при сжигании полимерных связующих во время спекания могут оставаться трудноудаляемые остатки в печах для спекания и могут выделяться экологически вредные продукты.
Существуют промышленные способы послойного изготовления, использующие металлический порошок без связующего. Но для этих способов требуются очень дорогостоящие лазеры высокой мощности. Причем при применении этих способов создание деталей с выступающими элементами их конструкции может быть затруднено.
Известен способ изготовления объемных металлических изделий, включающий послойное нанесение металлического порошка и спекание, раскрытый в документе RU 2086356 С1, 10.08.1997, В 22 F 3/105. Кроме того, известна установка для изготовления объемных металлических изделий, содержащая средство нанесения слоев металлического порошка, раскрытая в документе RU 2025218 С1, 10.08.1997, В 22 F 5/00, В 22 F 7/00. Названные решения являются ближайшими аналогами заявленного изобретения.
Методику избирательного спекания (SIS, от Selective Inhibition of Sintering) можно использовать для изготовления объемного (3-D) металлического объекта из металлического порошка, не содержащего связующего. Несколько слоев металлического порошка размещают в формовочной емкости. В каждом слое ингибируют спекание на некоторых участках слоя. Это можно выполнить, например, посредством внесения ингибирующего спекание материала, такого как соль металла (например, фосфат калия) или керамического шликера, или путем окисления частиц металла в порошке с помощью такого источника сосредоточенного тепла, как лазер или микрогорелка. Перед укладкой следующего слоя каждый слой можно спрессовать. После заключительного прессования заготовку подвергают спеканию. Ненужные спеченные секции при необходимости удаляют из прессованной заготовки на границах, сформированных участками ингибированного спекания (неспеченными), и объект извлекают.
Изобретение поясняется далее при помощи чертежей, на которых:
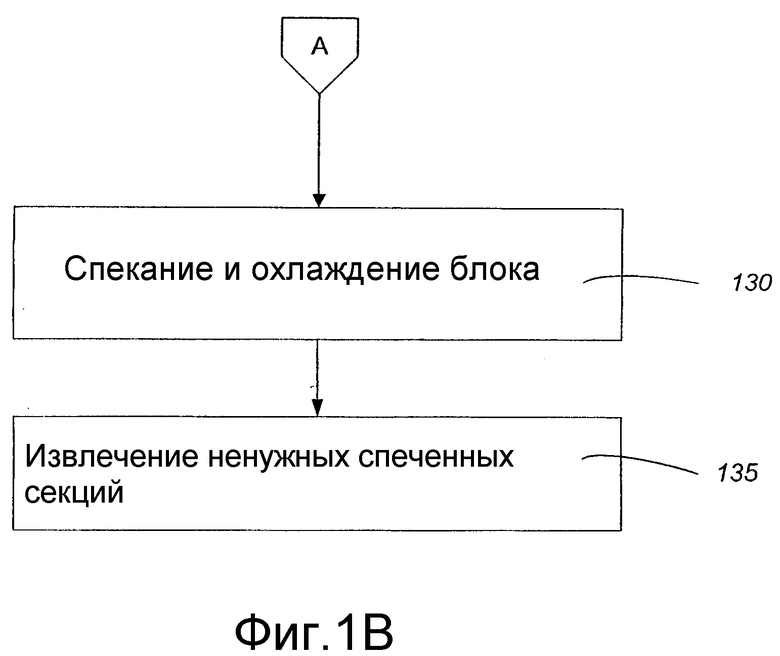
Фиг.1А и 1 В показывают на схеме последовательность операций, описывающую способ избирательного ингибирования спекания (SIS) металла.
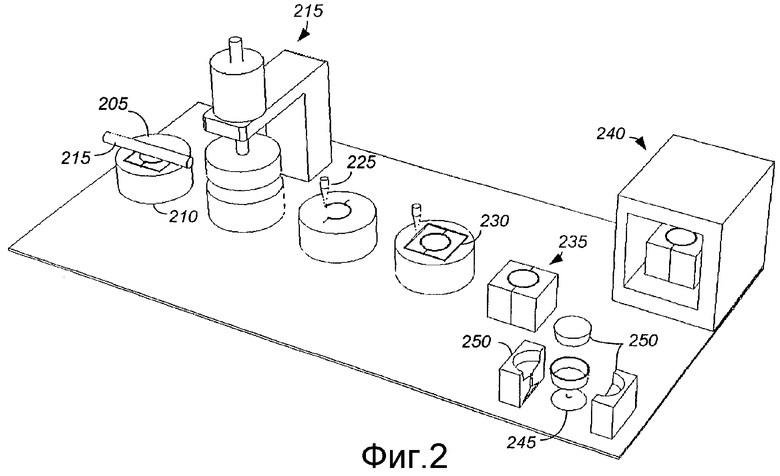
Фиг.2 - показывает в перспективе приводимой в качестве примера системы для осуществления способа SIS для металла.
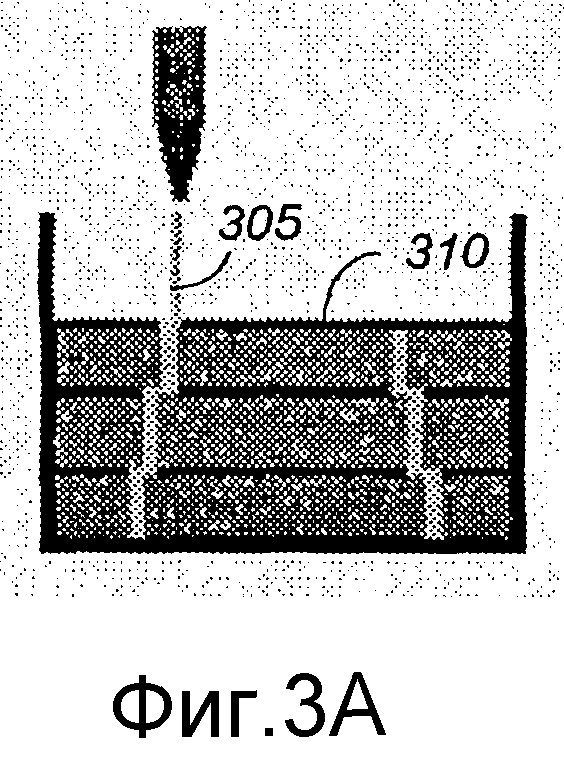
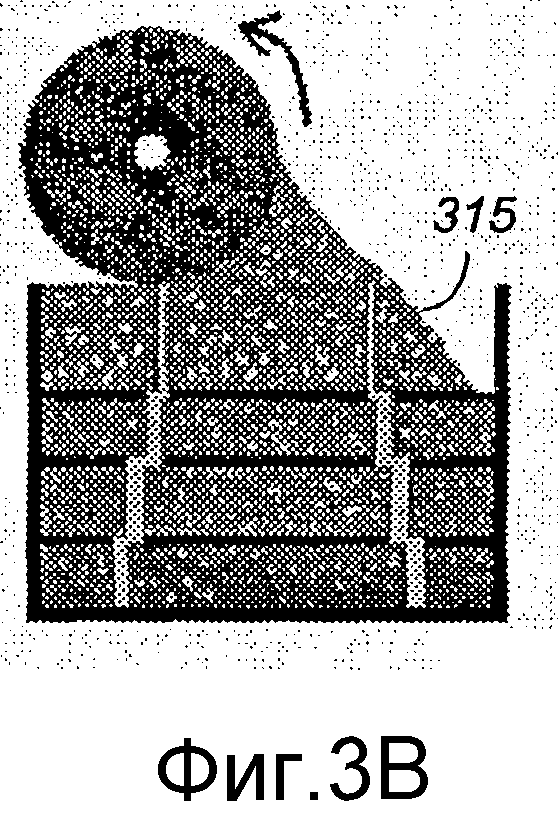
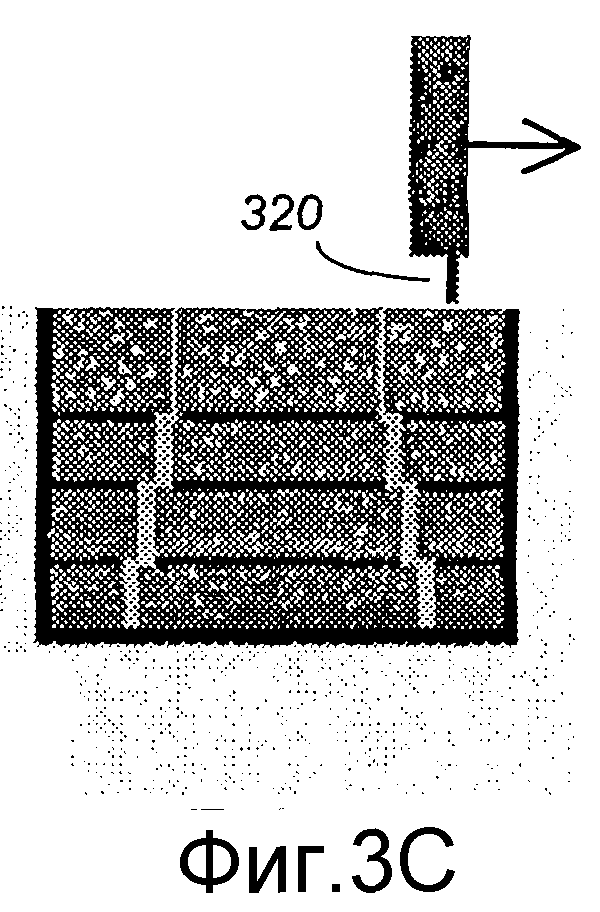
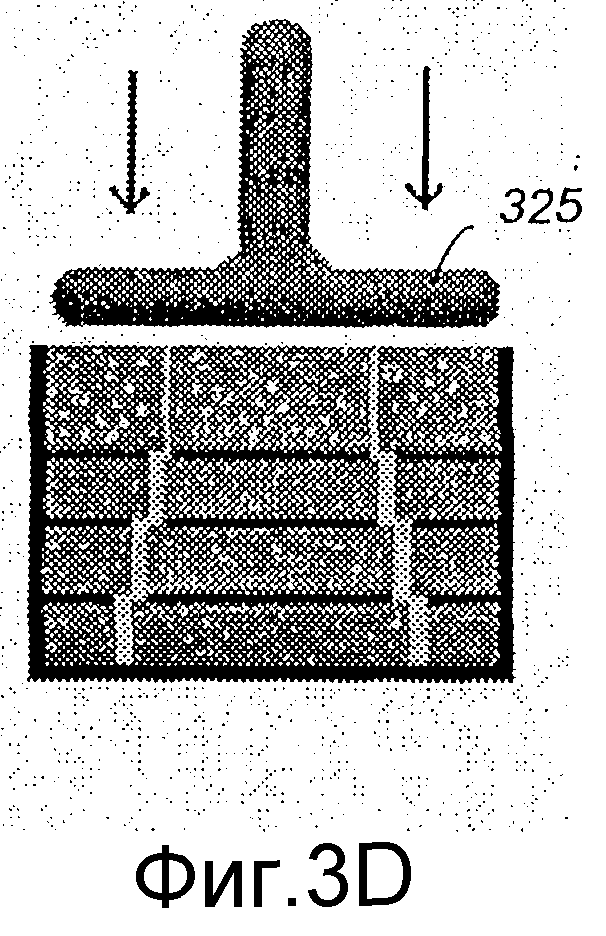
Фиг.3А-3D показывают пример способа макроскопического механического ингибирования.
На Фиг.1А и 1В показана на схеме последовательность операций, способа 100 избирательного ингибирования спекания (SIS) для металла, который обеспечивает возможность создания плотных металлических деталей нужной конфигурации из металлического порошка без использования пресс-форм или полимерных связующих. Нужную конфигурацию можно представить при помощи модели, созданной в системе автоматизированного конструирования (CAD). Этот способ можно использовать для быстрого изготовления точно сформированных функциональных металлических деталей. Фиг.2 показывает приводимые в качестве примера станции, которые можно использовать для способа 100.
Металлический порошок наносят тонким слоем 205 сверху формовочной емкости 210 с помощью валика 215 или разравнивающей пластины (блок 105). Пресс 220 с электроприводом, имеющий датчик давления, прессует слой нанесенного металлического порошка и создает основу из порошка с заданной плотностью (блок 110).
Важным обстоятельством для использования прессования под низким давлением является эффект, возникающий в результате множественных циклов прессования в отношении плотности в прессованной порошковой заготовке. При создании прессованной порошковой заготовки в формовочной емкости нижние слои прессованной порошковой заготовки будут подвергаться повторяющимся сжимающим усилиям во время укладки и прессования последующих слоев, и при этом верхние слои прессованной порошковой заготовки будут подвергаться меньшему числу циклов сжатия. Разница совокупного сжимающего усилия, испытываемого каждым слоем, может привести к тому, что прессованная порошковая заготовка будет иметь некоторый градиент плотности. Эту возможную проблему можно в некоторой степени решить путем разработки программы давлений прессования, согласно которой давление, прилагаемое для прессования каждого слоя, будет регулироваться в заданном порядке. Эту программу можно составить таким образом, чтобы каждый слой подвергался воздействию приблизительно одного и того же совокупного сжимающего усилия в течение всего времени создания прессованной порошковой заготовки.
С другой стороны, применение прессования под высоким давлением может увеличить деформацию имеющих неправильную форму частиц на верхней поверхности слоя. В результате этого может снизиться межслойная связь с последующим слоем. Поэтому может возникнуть необходимость применения сетчатого гравирования или создания шероховатости на поверхности штампа для содействия межслойной связи и для исключения наличия слабых межслойных связей.
Поскольку при способе (SIS) для металла не требуется полимерное связующее, заранее смешиваемое с металлическим порошком, степень прессования, создаваемая валиком, при нанесении тонкого слоя порошка может быть достаточной для получения неспеченной прессованной порошковой заготовки приемлемой плотности для некоторых порошков и изделий. В некоторых изделиях конечная деталь должна быть, например, пористой. В этом случае отдельный этап способа, предусматривающий прессование порошкового слоя прессом с электроприводом, может оказаться ненужным. Сжимаемость порошка и плотность прессованной порошковой заготовки могут также зависеть от выбранного материала, размера и формы частиц, толщины слоя и от давления прессования.
Чтобы исключить спекание (то есть для «ингибирования спекания» на конкретном участке) некоторых зон (т.е. профиль слоя, сетчатая структура, определенные поверхностные участки слоя) в толще порошка, используют определенный способ (блок 115). Могут использоваться разные химические и/или механические способы ингибирования.
Согласно одному из вариантов осуществления: для введения химического вещества, изменяющего характеристику металлического порошка, можно использовать струйную печатающую головку или экструзионную насадку 225 с узким соплом. Например, кислоту или другие активные химикаты можно использовать для формирования соли металла, которая разлагается при нагревании с образованием оксида металла. Температура спекания оксидов металла обычно выше, чем у самого металла. Оксид металла можно сформировать на поверхности обрабатываемых частиц или в самой толще обрабатываемых частиц. Либо применяемые порошки металла можно окислить в присутствии кислорода с помощью сканирующего лазерного луча средней мощности или с помощью микрогорелки, перемещаемой поверх слоя порошка робототехническими средствами.
Прессование можно выполнить до или после химического ингибирования - в зависимости от выбранного металла и ингибитора и от таких факторов, как возможность химического проникновения в рыхлый и прессованный порошок. Обратную последовательность можно выполнить при помощи простой модификации программных средств устройства. В обоих случаях можно использовать нагреватель для ускорения химической реакции и для высушивания ингибирующего химиката для каждого слоя.
Химические вещества, остающиеся после ингибирования и спекания, должны быть либо хрупкими, либо растворимыми в обычных растворах, чтобы облегчить отделение спеченных материалов от готовой детали. Необходимо отметить, что можно использовать автоматическую очистку для вытирания и очистки прессующей поверхности от материала химического ингибитора в целях предотвращения засорения поверхности следующего слоя.
Многие металлы и сплавы являются стойкими к химическим реакциям. Их примерами являются порошки суперсплавов. В этих случаях для предотвращения спекания порошка можно использовать механическое ингибирование. Механическое ингибирование может также быть предпочтительным по сравнению с химическим ингибированием обычных металлов. Многие химикаты, используемые для травления или окисления металлов, вызывают раздражения и/или являются вредными для живых организмов, и поэтому в определенных ситуациях обусловливают проблемы техники безопасности и защиты окружающей среды.
Согласно одному из осуществлений настоящего изобретения можно использовать способ макроскопического механического ингибирования. Фиг.3А-3D показывают пример осуществления способа макроскопического механического ингибирования. Керамический шликер 305 (или любой другой экструдируемый или наносимый посредством печати материал с очень высокой температурой спекания) можно нанести на предварительно прессованный слой 310 порошка (Фиг.3А), и после его высыхания на него можно поместить новый слой 315 порошка (Фиг.3 В). При этом керамический материал действует в качестве перегородки, которая отделяет друг от друга области металлического порошка на границе ингибирования. Высота слоя шликера должна быть близка к толщине слоя рыхлого порошка. Для удаления свободного металлического порошка, который может остаться сверху керамического материала после наносящего порошок валика (Фиг.3С), можно использовать разравнивающую пластину 320. Затем прессование слоя можно выполнить с помощью, например, пресса 325 (Фиг.3D). Для предотвращения засорения поверхности последующего слоя можно использовать автоматическую очистку в целях вытирания и очистки прессующей поверхности от материала ингибитора.
Для регулирования размеров в течение этапа прессования необходимо, чтобы сжимаемость выбранного керамического материала была близкой к сжимаемости металлического порошка. Кроме того, при регулировании размеров также должна учитываться разная степень сжатия керамического материала и металлического материала.
Согласно еще одному осуществлению настоящего изобретения: можно использовать микроскопическое механическое ингибирование. Раствор, например - раствор соли металла, можно нанести до прессования на выбранные участки рыхлого слоя порошка с помощью струйной печати. Вода из раствора испаряется, и образующиеся при этом кристаллы соли отделяют друг от друга частицы металлического порошка на границах ингибирования. Для многих металлов в качестве такого материала подходящим кандидатом является фосфат калия (К3PO4), который растворим в воде и температура плавления которого около 1300°С.
Хотя указана соль металла, но материалом для ингибирования спекания может также быть и любой другой раствор, который при высыхании образует кристаллы или другие твердые формы, имеющие высокую температуру спекания.
Может быть создана граница 230, которая будет окружать прессованный порошок (блок 120). Этот этап способа можно использовать для облегчения переноса неспеченного блока в печь для спекания. Для некоторых металлов, например - для меди, этот этап может быть необязательным, так как прессованные частицы порошка в этих случаях сцепляются друг с другом за счет эффекта «холодной сварки». Холодная сварка может обеспечивать достаточную прочность в неспеченном уплотненном материале с приданием прессованной порошковой заготовке возможности ее извлечения из формовочной емкости в виде когерентной массы, имеющей ту же форму, что и внутреннее пространство формовочной емкости.
При отсутствии холодной сварки внутри- и межслойная связь может быть слабой. Это обстоятельство является существенным для некоторых металлов и суперсплавов. В этом случае может возникнуть необходимость нанесения клеящего материала по периметру каждого слоя, чтобы создать достаточное сцепление для извлечения когерентной массы из формовочной емкости для ее переноса в печь для спекания. Для каждого слоя на уложенном порошке по периметру профиля детали можно нанести клеящую жидкость. Указанный профиль может иметь такую простую форму, как квадрат или круг. После завершения формирования всех слоев это клеящее вещество создает сплошной контейнер вокруг определенного участка порошка, содержащего объемную (3-D) деталь. В альтернативном исполнении формовочная емкость и ее поршень можно выполнить из керамического материала или из такого жаропрочного металла, как вольфрам. Узел формовочной емкости можно выполнить с возможностью его снятия и переноса в печь для спекания.
После завершения формирования всех слоев согласно упоминаемым выше этапам прессованный блок 235 из металлического порошка можно извлечь из формовочной емкости и поместить в обычную печь для спекания (блок 125). Керамическую пластину-основание, первоначально помещенную на поршень формовочной емкости и на которую нанесен первый слой порошка, можно использовать для надежного снятия неспеченного порошкового блока и переноса его в печь для спекания вместе с керамической пластиной. После спекания и охлаждения (блок 130) спеченный блок удаляют из печи, и, как показано на Фиг.2, деталь 245 извлекают из ненужных спеченных секций 250 за счет ее отделения по поверхностям, ингибированным в отношении спекания (блок 135).
Для некоторых типов металлов можно выполнить послойное спекание (вместо объемного спекания). Этот способ во многом будет похож на способ SIS с использованием полимера, но устройство должно иметь нагреватель для спекания или плавления частиц металлического порошка каждого слоя. Можно использовать группу газовых горелок, высокотемпературную электрическую нить накала или другие средства. Для создания некоторого бескислородного объема в целях исключения окисления металлического порошка может возникнуть необходимость в изолировании рабочей области устройства. Рабочая область устройства поэтому будет аналогична обычным печам для спекания, в которых осуществляют спекание в вакууме или в атмосфере соответствующих газов (таких как инертные газы или азот). Для некоторых металлических порошков, которые не окисляются (например, нержавеющая сталь), это изолирование может быть необязательным.
Нагревательное устройство обеспечивает возможность спекания выбранных участков на каждом слое, чтобы снизить потери порошка. В случае применения группы горелок, например, это достигается путем избирательного включения и выключения определенных горелок. Альтернативно для спекания выбранных участков можно использовать группы высокотемпературных электрических нитей накала, и электрические нити накала можно избирательно включать или выключать подключением или отключением электрического тока или посредством их закрывания заслонкой.
Способ SIS для металла позволяет создавать плотные металлические детали без использования полимерных связующих, которые значительно увеличивают коэффициент усадки при спекании и оставляют ненужные остатки в печи для спекания. Помимо этого, отсутствие полимерных связующих в порошке положительно влияет на точность изготовления. Прочими преимуществами являются: устранение нежелательного воздействия на окружающую среду при сгорании полимерных связующих и устранение загрязнения печи для спекания остатками сгоревшего связующего. Способ SIS для металла обеспечивает возможность приготовления деталей сложной конфигурации с выступающими компонентами. Этот способ также имеет относительно низкую стоимость с точки зрения используемого устройства, поскольку в нем не используются такие дорогостоящие средства, как лазерные генераторы.
Выше приведено описание некоторых осуществлений. Но предполагается, что в рамках идеи и объема настоящего изобретения в нем могут быть выполнены различные модификации. Например, некоторые блоки в схемах последовательности технологических операций можно пропустить или выполнить вне очереди и при этом получить нужные результаты. Соответственно в рамках объема приводимой ниже формулы изобретения возможны и другие осуществления изобретения.
Изобретение относится к порошковой металлургии, в частности к изготовлению объемных металлических изделий сложной конфигурации с помощью избирательного ингибирования спекания. Способ изготовления объемных металлических изделий включает послойное нанесение металлического порошка. Перед нанесением следующего слоя осуществляют ингибирование спекания одного или нескольких участков в нанесенном слое. Затем проводят прессование с получением порошковой заготовки, которую спекают. Из полученной заготовки удаляют одну или несколько спеченных секций на границе ингибирования. Кроме того, операции прессования и спекания можно проводить после нанесения каждого слоя. Установка для реализации способа состоит из средств нанесения слоев, средства ингибирования спекания, пресса и печи. Техническим результатом является получение плотных металлических деталей с высокой точностью изготовления. 3 н. и 37 з.п. ф-лы, 3 ил.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1992 |
|
RU2086356C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1992 |
|
RU2025218C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1992 |
|
RU2048272C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1992 |
|
RU2080963C1 |
| US 4798694 A, 17.01.1989 | |||
| US 6087024 А, 11.07.2000. | |||

