Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для изготовления, по меньшей мере, одного контейнера, в частности, в форме ампулы, из термопластичного материала, содержащему форму с частями формы, которые могут перемещаться относительно друг друга между открытым положением и закрытым положением, в котором полимерный материал под действием на него градиентов давления может прижиматься к стенке формы для образования контейнера, первый калибрующий дорн и второй калибрующий дорн, которые могут перемещаться в продольном направлении контейнера соосно друг другу, причем первый калибрующий дорн через находящийся в форме контейнер и второй калибрующий дорн с наружной стороны контейнера могут перемещаться относительно друг друга в формующее положение, в котором они между своими концами калибруют, по меньшей мере, часть образующего дно контейнера основания, и отделительный механизм, который содержит подвижную режущую или отсечную поверхность, чтобы во взаимодействии с режущей или упорной кромкой на части формы в области основания отделять лишний остающийся при формовании полимерный материал.
Уровень техники
Для рационального изготовления контейнеров различных видов из полимерного материала, в частности, контейнеров в форме ампул для фармацевтических средств, реагентов или подобных продуктов, в уровне техники с успехом используются устройства, работающие по известному способу изготовления бутылочной упаковки "bottelpack®".
Эти устройства позволяют с помощью раздувных или вакуумных форм раздувать подаваемый в форму экструзией полимерный материал с получением желаемой формы контейнера и, когда это желательно, заполнять контейнеры, находящиеся в форме. При этом, поскольку между формированием контейнера и его заполнением не требуется операций за пределами формы, могут надежно соблюдаться требования по чистоте и/или стерильности содержимого.
При последующем использовании готовых контейнеров, в частности, в медицинской и фармацевтической области, отбор содержимого производится в основном через основание контейнера, например, с помощью прокола канюлей или отделения основания. Для обеспечения надежного отбора содержимого контейнера в решениях уровня техники обычно производят калибровку основания, которое имеет существенное значение для процесса отбора. В патентном документе DE 3005931 A1 описано устройство указанного типа, снабженное для этой цели калибрующими дорнами, которые могут перемещаться с двух сторон от основания находящегося в форме контейнера соосно друг к другу в формующее положение. В этом положении они своими концами дорнов калибруют основание контейнера таким образом, что образуется участок стенки со стороны основания, имеющий определенную форму и толщину стенки по типу мембраны. В заключение процесса изготовления с помощью предусмотренного в известном устройстве отделительного механизма на частях формы в области основания отделяется лишний полимерный материал, образующийся при формовании.
Раскрытие изобретения
Задачей настоящего изобретения является создание на основе уровня техники устройства, в котором простым образом может достигаться повышенная точность и надежность процессов калибровки и отделения лишнего материала.
В соответствии с изобретением решение поставленной задачи достигается в устройстве, обладающем совокупностью признаков по п.1 формулы.
Согласно отличительной части п.1 существенная особенность решения по изобретению состоит в том, что отделительный механизм содержит отсечное устройство, имеющее возможность направляемого осевого перемещения на втором калибрующем дорне и образующее режущую или отсечную поверхность, причем отсечное устройство установлено с возможностью перемещения независимо от соответствующего второго калибрующего дорна между отведенным положением и положением отсечки.
В то время как в упомянутом известном решении второй калибрующий дорн образует как калибрующую поверхность на конце дорна, так и поверхность отсечки отделительного механизма на своем смещенном назад уступе на переходе к большему диаметру дорна, в решении по изобретению функции калибровки и отделения полностью разделены. Это означает, что движение подъема дорна для процесса калибровки может осуществляться и управляться таким образом, что он останавливается точно на том месте, которое оптимально для положения и толщины стенки подлежащего калибровке основания. В противоположность этому в известном решении для перемещения калибрующего дорна задают его подходящее для процесса отсечки ударное движение, причем в любом случае при соблюдении соответствующих узких допусков может обеспечиваться, чтобы это движение отсечки приводило конец дорна в оптимальное положение калибровки. В отличие от этого в решении по изобретению движение отсечки производится независимо от калибровки с оптимальным ударным движением процесса отделения.
Особенно предпочтительным образом отсечное устройство может содержать отсечную втулку, имеющую возможность направляемого перемещения на втором калибрующем дорне, которая на своем торцевом краю образует режущую или отсечную поверхность. Благодаря этому несмотря на выгодное разделение процессов отсечки и калибровки может достигаться простая компактная конструкция, так как подобно известному решению калибрующий дорн и отсечное устройство объединены в едином конструктивном узле, который в решении по изобретению состоит из двух коаксиальных элементов, подвижных относительно друг друга.
В предпочтительных примерах осуществления первый калибрующий дорн может содержать на конце дорна формующее тело с торцевой поверхностью для калибровки основания и с примыкающей к торцевой поверхности конусной частью, которая расширяется от торцевой поверхности, чтобы формовать граничащий с основанием чашеобразный участок основания контейнера. Дополнительно к своей функции калибровки первый калибрующий дорн работает в качестве подвижной части формы, которая придает чашеобразную форму контейнеру на его примыкающем к основанию участке.
Особенно предпочтительным образом второй калибрующий дорн может содержать на конце дорна конусную часть, которая примыкает к калибрующей основание торцевой поверхности калибрующего дорна и расширяется от торцевой поверхности, чтобы формовать расширяющуюся наружу имеющую форму юбки выпускную воронку контейнера.
В отношении привода второго калибрующего дорна в конструкции могут быть получены преимущества за счет того, что для обеспечения возвратно-поступательных перемещений второго калибрующего дорна между отведенным положением и формующим положением и для обеспечения перемещений отсечной втулки между отведенным положением и положением отсечки предусмотрены индивидуально приводимые в действие приводные устройства.
Далее, для двух контейнеров, подлежащих изготовлению с помощью общих частей формы, могут быть предусмотрены две пары первых калибрующих дорнов и вторых калибрующих дорнов, выполненных с возможностью параллельного движения друг к другу, при этом два вторых калибрующих дорна установлены на основном корпусе, который выполнен с возможностью перемещения посредством привода дорнов.
В особенно предпочтительных примерах осуществления конструкция выполнена таким образом, что вторые калибрующие дорны проходят через несущую плиту, на которой установлены отсечные втулки и которая выполнена с возможностью перемещения относительно основного корпуса посредством привода отсечки, чтобы перемещать отсечные втулки между отведенным назад положением и положением отсечки. При этом может быть особенно легко реализован общий привод отсечки для двух отсечных втулок.
С получением особых преимуществ привод отсечки может содержать, по меньшей мере, один встроенный между основным корпусом и несущей плитой рабочий цилиндр, приводимый в действие средой под давлением для обеспечения относительных перемещений между основным корпусом и несущей плитой. Альтернативно может быть предусмотрен электрический линейный привод, например, в виде винтового или подобного привода. То же самое относится к приводу дорнов для перемещений основного корпуса.
В особенно предпочтительных примерах осуществления на несущей плите предусмотрен, по меньшей мере, один проходящий параллельно соответствующей отсечной втулке выбрасывающий палец, который в ходе процесса отделения, то есть при движении отсечки в направлении к области основания формы выталкивает контейнер из формы.
Краткое описание чертежей
Далее изобретение будет пояснено на примере осуществления со ссылками на прилагаемые чертежи.
На чертежах:
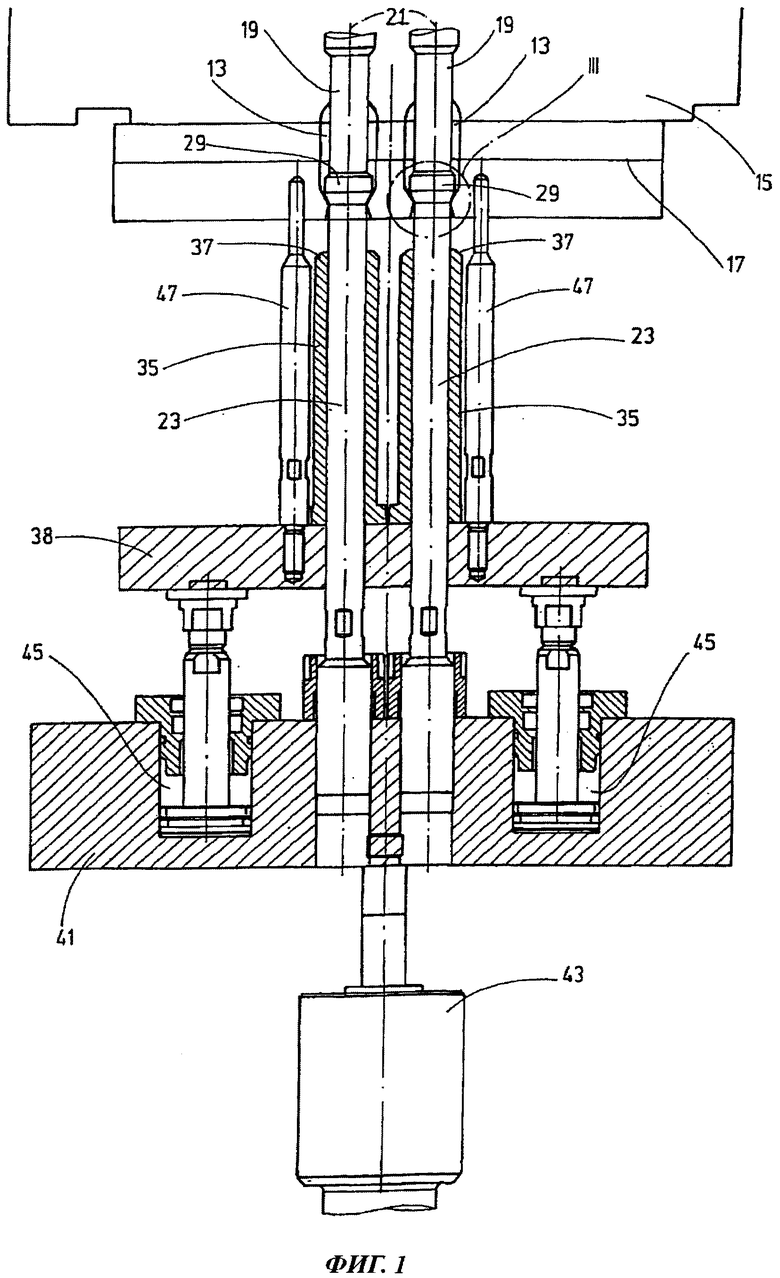
фиг.1 схематично изображает устройство по изобретению в продольном разрезе в упрощенном виде, причем калибрующие дорны показаны в положении формования, а отсечные втулки в отведенном положении,
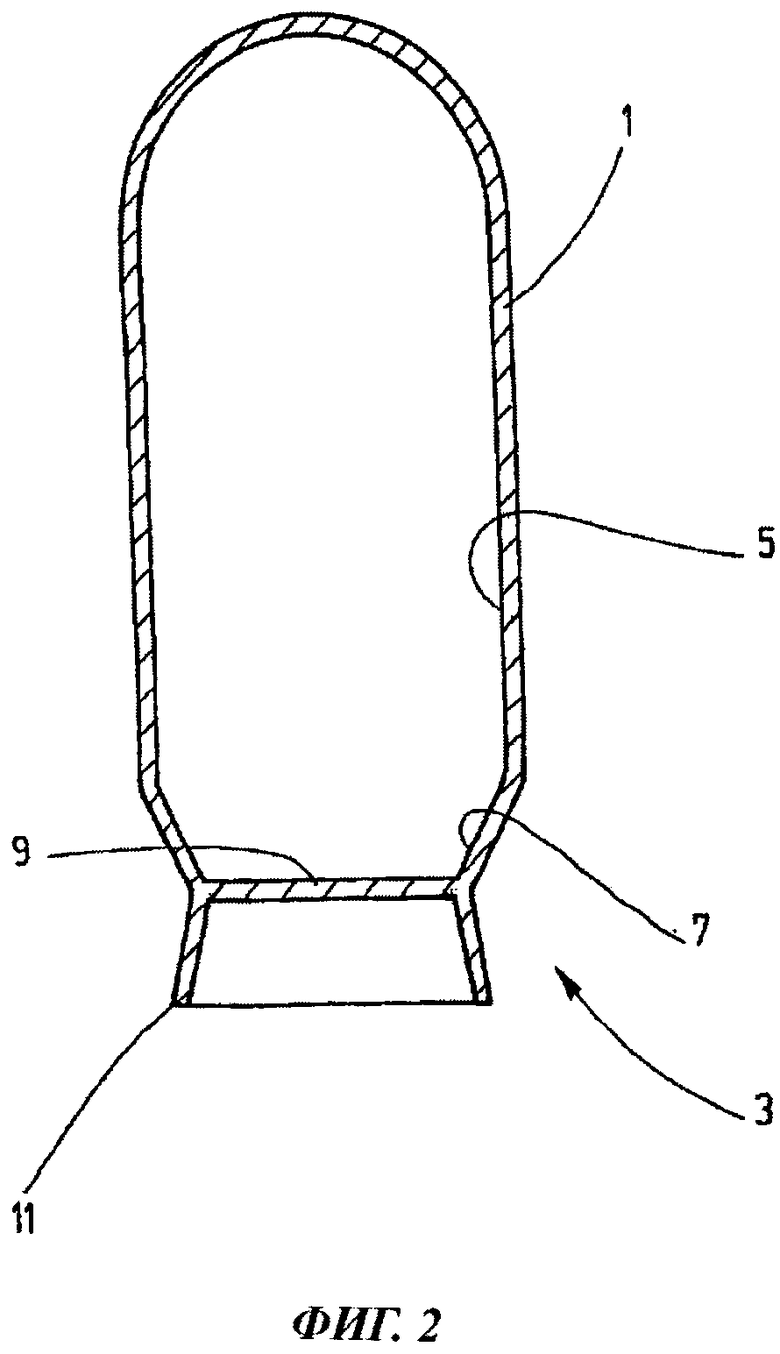
фиг.2 изображает примерно в удвоенном размере по сравнению с практическим примером выполнения контейнер в форме ампулы, изготовленный с помощью устройства,
фиг.3 изображает в увеличенном виде в разрезе узел III на фиг.1 и
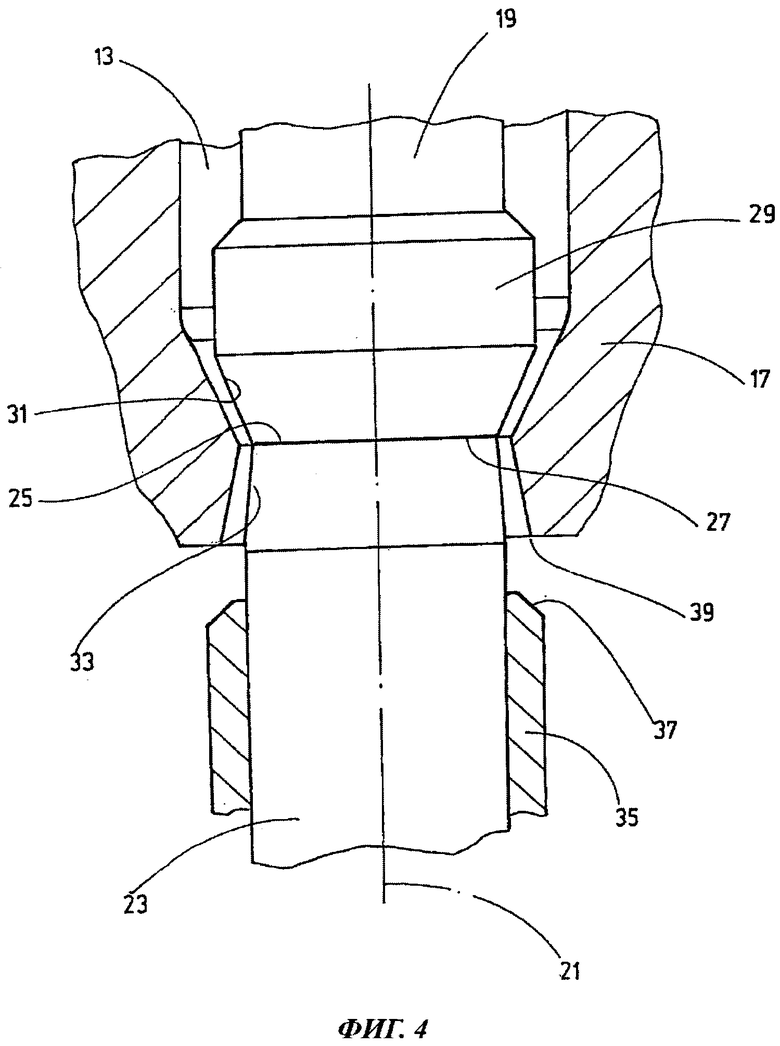
фиг.4 изображает частичный вид в разрезе, подобный виду по фиг.3, причем отсечные втулки показаны перед достижением своего положения отсечки, а отсечные поверхности отсечных втулок еще находятся на расстоянии от соответствующих режущих кромок.
Осуществление изобретения
Далее изобретение будет описано на примере выполнения, в котором предусмотрено устройство для изготовления контейнеров в форме ампулы, из которых один контейнер показан отдельно на фиг.2 и обозначен позицией 1. Показанный на фиг.2 в закрытом состоянии, но без содержимого контейнер 1 содержит для последующего использования выпускной конец 3, к которому круглая цилиндрическая основная часть 5 контейнера 1 переходит на чашеобразном участке 7. Чашеобразный участок 7 ограничен коническими поверхностями, сужающимися в направлении к стороне основания контейнера, которое образовано основанием 9, запирающим контейнер 1 со стороны дна. В данном случае основание 9 выполнено в виде мембраны и калибровано таким образом, что образует оптимальный запорный элемент для последующего использования контейнера 1. К основанию 9 примыкает выпускная воронка 11, ограниченная расходящимися боковыми стенками.
На фиг.1 показаны части устройства для изготовления контейнера 1, необходимые для пояснения изобретения. Поскольку устройство выполнено на основе известной системы бутылочной упаковки "bottelpack®", в составе относящейся к ней раздувной формы, которая для одновременного изготовления двух контейнеров 1, образует две расположенные рядом в тандемной системе формующие полости 13, показаны только части 15, 17 формы в качестве основной и головной частей формы. На фиг.1 не показаны другие компоненты, такие как дорн для раздува, дорн для заполнения и другие, поскольку они могут быть выполнены известным из уровня техники образом. Однако на фиг.1, а также на фиг.3 и 4 показаны те компоненты, которые существенны для формования выпускного конца 3 контейнера 1, калиброванного основания 9 и выпускной воронки 11.
Как показано в решении уровня техники (DE 3005931 A1), устройство содержит два первых калибрующих дорна 19, подвижных вдоль осей 21, которые соответствуют продольным осям формуемых контейнеров 1. Привод для перемещения калибрующих дорнов 19, которые показаны на фиг.1, 3 и 4 в положении формования, может быть выполнен обычным образом, известным из уровня техники. Первые калибрующие дорны 19 проходят через формующие полости 13, то есть через внутреннее пространство соответствующего контейнера 1, чтобы в положении формования во взаимодействии с двумя вторыми калибрующими дорнами 23 производить калибровку основания 9. Вторые калибрующие дорны 23 проходят вдоль осей 21 соосно первым калибрующим дорнам 19. Первые и вторые калибрующие дорны 19 и 23 образуют на своих концах калибрующие поверхности 25 или 27, которые в показанном примере выполнения являются плоскими поверхностями, чтобы в данном случае калибровать основание 9, имеющее форму плоской мембраны.
Само собой разумеется, что для калибровки дугообразного или профилированного основания могут быть предусмотрены соответствующие формы калибрующих поверхностей 25, 27. На чертежах, на которых в целях упрощения не показан находящийся в формующей полости 13 полимерный материал, калибрующие поверхности 25, 27 показаны примыкающими друг к другу. Однако при работе устройства при формующем положении калибрующих поверхностей 25, 27 между ними имеется не показанное на чертежах промежуточное пространство, которое соответствует толщине стенки основания 9 в виде мембраны.
Первые калибрующие дорны 19 снабжены на конце формующим телом 29, торцевая поверхность которого образует калибрующую поверхность 25. К ней примыкает конусная часть 31, которая расширяется от калибрующей поверхности 25, чтобы формовать граничащий с основанием 9 чашеобразный участок 7 основания контейнера 1. Сходным образом каждый второй калибрующий дорн 23 снабжен на конце конусной частью 33, которая примыкает к калибрующей основание 9 калибрующей поверхности 27 и расширяется от нее, чтобы формовать расширяющуюся наружу выпускную воронку 11 контейнера 1 в форме юбки.
Отделительный механизм устройства показан на фиг.1 и 4. Как показано на чертежах, на каждом втором калибрующем дорне 23 установлена отсечная втулка 35 с возможностью осевого скольжения. Как лучше всего видно на фиг.4, отсечная втулка 35 имеет на своем торцевом краю скошенную поверхность 37, которая взаимодействует с режущей или упорной кромкой 39, которая образована торцевой кромкой выходного отверстия части 17 формы. Когда при работе отсечная втулка 35 перемещается вверх по второму калибрующему дорну 23 из показанного на фиг.4 положения в положение отсечки, то есть вверх на фиг.4, отсекается лишний полимерный материал, который окружает торцевую кромку сформованной выпускной воронки 11.
Как показано на фиг.1, две отсечные втулки 35 на своих концах, противоположных скошенным поверхностям 37, опираются на общую несущую плиту 38, которая охватывает вторые калибрующие дорны 23, но имеет свободу перемещения относительно них. Вторые калибрующие дорны 23 укреплены на основном корпусе 41, с которым связан линейный привод 43, образующий привод для перемещения двух дорнов 23. Этот привод может быть электрическим, гидравлическим или пневматическим. В зависимости от перемещений основного корпуса 41 и вместе с ним калибрующих дорнов 23 несущая плита 38 и вместе с ней отсечные втулки 35 могут перемещаться относительно вторых калибрующих дорнов с помощью привода отсечки. В данном примере выполнения в качестве привода отсечки предусмотрены два рабочих цилиндра 45, которые расположены по обе стороны от калибрующих дорнов 23 между основным корпусом 41 и несущей плитой 38 и приводятся гидравлической или пневматической средой для создания отсечного движения отсечных втулок 35. Вместо рабочих цилиндров 45 могут использоваться линейные приводы других видов. Сбоку рядом с каждой отсечной втулкой 35 на несущей плите 38 установлены выбрасывающие пальцы 47, которые проходят параллельно рядом с отсечными втулками 35 и в ходе операции отсечки выталкивают из открытой формы оставшийся материал, в том числе контейнер 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗЕРВУАРОВ ИЗ ТЕРМОПЛАСТИЧНОЙ ПЛАСТМАССЫ, А ТАКЖЕ ИЗГОТОВЛЕННЫЙ С ИХ ПОМОЩЬЮ РЕЗЕРВУАР | 2008 |
|
RU2484961C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АППЛИКАТОРА И АППЛИКАТОР | 2014 |
|
RU2638657C2 |
| ОТДЕЛИТЕЛЬ | 2008 |
|
RU2465137C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ И ЗАПОЛНЕНИЯ КОНТЕЙНЕРОВ | 2009 |
|
RU2503595C2 |
| КОНТЕЙНЕР И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОНТЕЙНЕРА | 2006 |
|
RU2429821C2 |
| ОТДЕЛИТЕЛЬ | 2009 |
|
RU2493007C2 |
| СИСТЕМА ДЛЯ ПРИГОТОВЛЕНИЯ И ПРИВЕДЕНИЯ В ГОТОВЫЙ ВИД ТЕКУЧЕЙ СРЕДЫ, ОБРАЗОВАННОЙ СМЕШИВАНИЕМ СУХОГО ВЕЩЕСТВА И ЖИДКОСТИ | 2006 |
|
RU2431458C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗЕРВУАРОВ ИЗ СИНТЕТИЧЕСКОГО МАТЕРИАЛА, ФОРМУЕМЫХ МЕТОДОМ ВЫДУВАНИЯ | 2009 |
|
RU2481948C2 |
| ЗАЩИТНОЕ УСТРОЙСТВО ДЛЯ ПЛАСТИКОВОГО КОНТЕЙНЕРА | 2007 |
|
RU2415057C2 |
| ЗАЖИМНОЕ СОЕДИНИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ СТЯЖКИ СОЕДИНИТЕЛЬНЫХ МУФТ ТРУБОПРОВОДОВ | 2009 |
|
RU2479781C2 |

Изобретение относится к устройству для изготовления контейнера. Устройство содержит форму с частями формы, первый калибрующий дорн и второй калибрующий дорн, которые могут перемещаться в продольном направлении контейнера соосно друг другу. Первый калибрующий дорн через находящийся в форме контейнер и второй калибрующий дорн с наружной стороны контейнера могут перемещаться относительно друг друга в формующее положение, в котором они между своими концами калибруют часть образующего дно контейнера основания. Отделительный механизм содержит подвижную режущую или отсечную поверхность. Отделительный механизм содержит имеющее возможность направляемого осевого перемещения на втором калибрующем дорне и образующее режущую или отсечную поверхность отсечное устройство, установленное с возможностью перемещения независимо от соответствующего второго калибрующего дорна между отведенным положением и положением отсечки. Изобретение обеспечивает повышение качества получаемых изделий. 9 з.п. ф-лы, 4 ил.
1. Устройство для изготовления по меньшей мере одного контейнера (1), в частности в форме ампулы, из термопластичного материала, содержащее форму (13) с частями (15, 17) формы, которые могут перемещаться относительно друг друга между открытым положением и закрытым положением, в котором полимерный материал под действием на него градиента давления может прижиматься к стенке формы (13) для образования контейнера (1); первый калибрующий дорн (19) и второй калибрующий дорн (23), которые могут перемещаться в продольном направлении (21) контейнера (1) соосно друг другу, причем первый калибрующий дорн (19) через находящийся в форме (13) контейнер (1) и второй калибрующий дорн (23) с наружной стороны контейнера (1) могут перемещаться относительно друг друга в формующее положение, в котором они между своими концами (25, 27) калибруют, по меньшей мере, часть образующего дно контейнера основания (9); и отделительный механизм, который содержит подвижную режущую или отсечную поверхность (37), чтобы во взаимодействии с режущей или упорной кромкой (39) на части (17) формы в области основания отделять лишний остающийся при формовании полимерный материал, отличающееся тем, что отделительный механизм содержит отсечное устройство (35), имеющее возможность направляемого осевого перемещения на втором калибрующем дорне (23) и образующее режущую или отсечную поверхность (37), причем отсечное устройство установлено с возможностью перемещения независимо от соответствующего второго калибрующего дорна (23) между отведенным положением и положением отсечки.
2. Устройство по п.1, отличающееся тем, что отсечное устройство содержит отсечную втулку (35), имеющую возможность направляемого перемещения на втором калибрующем дорне (23) и образующую на своем торцевом краю режущую или отсечную поверхность (37).
3. Устройство по п.1, отличающееся тем, что первый калибрующий дорн (19) содержит на своем конце формующее тело (29) с торцевой поверхностью (25) для калибровки основания (9) и с примыкающей к торцевой поверхности (25) конусной частью (31), которая расширяется от торцевой поверхности (25), чтобы формовать граничащий с основанием (9) чашеобразный участок (7) основания контейнера (1).
4. Устройство по п.1, отличающееся тем, что второй калибрующий дорн (23) содержит на своем конце конусную часть (33), которая примыкает к калибрующей основание (9) торцевой поверхности (27) калибрующего дорна (23) и расширяется от торцевой поверхности (27), чтобы формовать расширяющуюся наружу имеющую форму юбки выпускную воронку (11) контейнера (1).
5. Устройство по п.2, отличающееся тем, что содержит индивидуально приводимые в действие приводные устройства (43, 45) для обеспечения возвратно-поступательных перемещений второго калибрующего дорна (23) между отведенным положением и формующим положением и для обеспечения перемещений отсечной втулки (35) между отведенным положением и положением отсечки.
6. Устройство по одному из предшествующих пунктов, отличающееся тем, что для двух контейнеров (1), подлежащих изготовлению с помощью общих частей (15, 17) формы, предусмотрены две пары первых калибрующих дорнов (19) и вторых калибрующих дорнов (23), выполненных с возможностью параллельного движения друг к другу, при этом два вторых калибрующих дорна (23) установлены на основном корпусе (41), который выполнен с возможностью перемещения посредством привода (43) дорнов.
7. Устройство по п.6, отличающееся тем, что вторые калибрующие дорны (23) проходят через несущую плиту (38), на которой установлены отсечные втулки (35) и которая выполнена с возможностью перемещения относительно основного корпуса (41) посредством привода (45) отсечки, чтобы перемещать отсечные втулки (35) между отведенным положением и положением отсечки.
8. Устройство по п.7, отличающееся тем, что привод отсечки содержит по меньшей мере один встроенный между основным корпусом (41) и несущей плитой (38) рабочий цилиндр (45), приводимый в действие средой под давлением для обеспечения относительных перемещений между основным корпусом (41) и несущей плитой (38).
9. Устройство по п.7, отличающееся тем, что на несущей плите (38) предусмотрен по меньшей мере один проходящий параллельно соответствующей отсечной втулке (35) выбрасывающий палец (47) для обеспечения выбрасывающего воздействия в ходе операции отделения.
10. Устройство по п.1, отличающееся тем, что части (15, 17) формы выполнены с возможностью перемещения поперечно продольному направлению (21) контейнера (1), которое соответствует продольной оси подлежащего формованию контейнера (1), между открытым положением и закрытым положением.
| ПЕЧАТНАЯ ПЛАТА | 1994 |
|
RU2069455C1 |
| GB 2066210 A, 08.07.1981 | |||
| ОПЕРАЦИОННЫЙ УСИЛИТЕЛЬ | 1973 |
|
SU428394A1 |
| Устройство для производства полых изделий из термопластов | 1975 |
|
SU584747A3 |

