Область техники
Изобретение относится к устройству для изготовления изделий типа резервуара из синтетического материала, формуемых методом выдувания при помощи проходящих вдоль технологической линии отдельных формовочных деталей, которые выполнены с возможностью перемещения их попарно в направлении друг к другу и друг от друга, чтобы закрывать или открывать дутьевую форму, в которой формуются изделия-резервуары, выходящие после процесса извлечения из форм в виде гирлянды резервуаров, двигающейся вдоль технологической линии, причем для содействия процессу извлечения из форм предусмотрено устройство для извлечения из форм, которое извне воздействует на выходящую гирлянду резервуаров.
Уровень техники
Из уровня техники (патентный документ DE 19926329 А1) известны способы и устройства для производства изделий-резервуаров из пластмассы. Для изготовления каждого из соответствующих изделий рукав из размягченного синтетического материала экструдируется в формовочный инструмент, один конец рукава закрывается путем сваривания, и при помощи создания воздействующего на рукав градиента пневматического давления он расширяется и для образования резервуара прилегает к определяющим его форму стенкам формовочного инструмента, состоящего из двух отдельных формовочных деталей, расположенных напротив друг друга. При осуществлении известного в этой области техники способа bottelpack® после этого каждый пластмассовый резервуар стерильно заполняется через соответствующий наполнительный мундштук внутри формовочного инструмента и затем после удаления наполнительного мундштука герметично закрывается с образованием задаваемой геометрической формы головки, причем для образования собственно пластмассового резервуара, в котором позже содержится жидкость, две отдельные формовочные детали в виде формообразующих колодок перемещаются, например, посредством гидравлических или электрических средств привода, в противоположных направлениях - навстречу друг другу для создания закрытого положения и удаляясь друг от друга в одно из открытых положений. Чтобы достигать при этом очень высокой производительности по количеству выпускаемых изделий-резервуаров, в патентном документе DE 10323335 А1 описана многосекционная установка, в которой благодаря разделению различных операций формообразования между различными секциями, расположенными последовательно на дуге воображаемой окружности, создано нечто вроде карусельной конструкции, которая делает возможными очень высокие тактовые частоты для выпускаемой пластмассовой продукции, выходящей из технологической линии в форме гирлянды резервуаров.
В качестве синтетического материала для изделий-резервуаров применяется, как правило, полиэтилен, который очень хорошо обрабатывается в таких технологических устройствах и поэтому пользуется предпочтением. Однако применение полиэтилена как материала для резервуара вызывает проблемы, если под средой, которой заполняется соответствующее изделие-резервуар, подразумевается материал, подвергаемый обработке в автоклаве при 121°С. В частности, это имеет место, если речь идет, например, о высокочувствительном лекарственном средстве. В таких случаях в соответствии с уровнем техники обращают внимание, например, на то, что отверстие для наполнения рукава резервуара, по меньшей мере с момента его образования до момента заполнения соответствующего резервуара, содержится в стерильном объеме при помощи стерильного барьера, при этом достигаются хорошие результаты, если, как показано в патентном документе DE 102004004755 А1, вышеупомянутым барьером в направлении отверстия резервуара при помощи устройства подачи подается стерильная среда, чтобы таким образом повышать стерильность. Другая или дополнительная мера для повышения стерильности состоит в том, чтобы просто предусматривать более высокие температуры обработки, например, при изготовлении рукава для изделия-резервуара или во время заполнения его материалом. Однако такой образ действий вступает в противоречие с термочувствительностью полиэтилена, предусматриваемого в качестве синтетического материала.
Благодаря гораздо более высокой по сравнению с полиэтиленом температуре обработки полипропилена и имеющейся вследствие этого возможности обработки в автоклаве при более высокой температуре 121°С легко и экономично обеспечивается выполнение требований, предъявляемых к стерильности. Однако использование полипропилена сдерживается значительными трудностями его обработки.
Из-за гораздо более высоких температур на выходе, которые имеют место для материала типа полипропилена, и из-за вызванной этим большей жесткости поверхности по сравнению с контейнерами из полиэтилена, возникают трудности при его отделении от соответствующих стенок технологической формы. С целью преодоления этих трудностей в патентном документе DE 2165816 С3 для установки по производству соединенных друг с другом формованных контейнеров из материала типа полипропилена предложено устройство для извлечения из форм, в котором извне технологической формы на вышедшую гирлянду резервуаров воздействует транспортное устройство, придающее гирлянде резервуаров скорость меньшую, чем скорость движения технологической формы. Производимое таким образом упругое сжатие контейнеров должно благоприятствовать их отделению от стенок формы. Этим не обеспечивается надежное в эксплуатации извлечение из форм, в частности, при стремлении к увеличению тактовой частоты.
Раскрытие изобретения
Принимая во внимание эту проблематику, перед изобретением ставится задача создания устройства, которое делает возможным простое, экономичное и надежное производство изделий-резервуаров из материала типа полипропилена.
Согласно изобретению эта задача решена устройством, имеющим признаки пункта 1 формулы изобретения в их совокупности.
В соответствии с ограничительной частью пункта 1 формулы изобретения устройство для извлечения из формы имеет согласно изобретению силовой привод, при помощи которого имеется возможность отклонять гирлянду резервуаров от технологической линии возвратно-поступательным движением. Благодаря этому в области выхода для гирлянды резервуаров создается встряхивающее или колебательное движение, вследствие чего отделение от стенок формы обеспечивается также при высоких тактовых частотах, требуемых для экономичной эксплуатации.
При этом конструкция предпочтительно выполнена так, что гирлянда резервуаров при помощи силового привода отклоняется от устройства для извлечения из форм по меньшей мере по существу в направлении движения, совершаемого при закрывании и открывании отдельных формовочных деталей. В результате этого гирлянда резервуаров приводится в колебательное движение, направленное перпендикулярно направлению подачи.
В этом отношении конструкция предпочтительно выполняется таким образом, что устройство для извлечения из форм имеет поводковое приспособление, через приводной механизм соединенное с силовым приводом, с поверхностями прилегания, около которых проходит гирлянда резервуаров, перемещаемая вдоль технологической линии, и посредством которых передаются на гирлянду резервуаров отклоняющие усилия.
Это поводковое приспособление может иметь проходной канал, части стенок которого образуют рамку для передвигающейся гирлянды резервуаров, а также поверхности прилегания для передачи отклоняющих усилий на гирлянду резервуаров. При этом конструкция предпочтительно выполнена таким образом, что в проходном канале имеются подвижные стенки, которые устанавливаются в положение, соответствующее закрытой рамке гирлянды резервуаров, и в открытое положение, при которых поводковое приспособление приводится во взаимодействие с гирляндой резервуаров и выводится из взаимодействия с ней. Таким образом, имеется возможность особенно легко приводить устройство в состояние, готовое к эксплуатации, при начале изготовления подводя к гирлянде резервуаров поводковое приспособление с открытыми частями стенок проходного канала, а затем закрывая проходной канал, чтобы образовать рамку для гирлянды резервуаров.
Конструкция поводкового приспособления может иметь несущую рамку, через приводной механизм связанную со служащим в качестве силового привода двигателем, которая образует фиксированные стенки проходного канала и на которой смонтированы с возможностью поворота между открытым и закрытым положениями подвижные стенки канала, позволяющие открывать и закрывать рамку.
Как правило, при производстве резервуаров малого объема, например ампул, действуют таким образом, что одновременно формуются несколько находящихся рядом друг с другом резервуаров, так что образуется обширная гирлянда резервуаров, в которой большое количество отдельных резервуаров, находящихся рядом друг с другом и прилегающих друг к другу боками, объединены в ленту резервуаров. При этом возможно выполнение конструкции таким образом, что длина несущей рамки равняется ширине ленты резервуаров или больше нее и что подвижные стенки шарнирно присоединяются к конечным участкам несущей рамы, расположенным по сторонам ленты резервуаров.
Далее, конструкция предпочтительно выполняется таким образом, что устройство для извлечения из форм установлено на станине устройства между нерабочим положением, находящимся на удалении от технологической линии, и рабочим положением, поддерживающим процесс извлечения из форм гирлянды резервуаров или ленты резервуаров, с возможностью регулировки его позиции. В результате этого область выхода технологической формы свободна и доступна для работ по техническому обслуживанию или наладке, когда устройство для извлечения из форм находится в нерабочем положении, в то же время благодаря конструкции с регулируемым положением устройство легко приводится в состояние готовности к эксплуатации. Для такого позиционирования шасси устройства для извлечения из форм, на котором установлены направляющие шины для поводкового приспособления, а также служащий в качестве силового привода двигатель, монтируются на станине устройства с возможностью поворота вокруг оси, проходящей перпендикулярно направлению технологической линии и параллельно плоскости направляющих шин.
Для поворотных движений устройства для извлечения из форм между нерабочим положением и рабочим положением предпочтительно предусмотрен привод качания в форме линейного привода, который шарнирно соединен соответственно с шасси на расстоянии от его поворотной опоры, а также с местом сочленения, расположенным на станине устройства на расстоянии от поворотной опоры шасси.
Краткий перечень чертежей
Ниже изобретение разъясняется детально на основе варианта осуществления, представленного на чертеже.
На нем показаны:
На фигуре 1 - общий вид варианта осуществления устройства согласно изобретению в значительно упрощенном изображении, причем показано рабочее состояние с устройством для извлечения из форм, находящимся в рабочем положении.
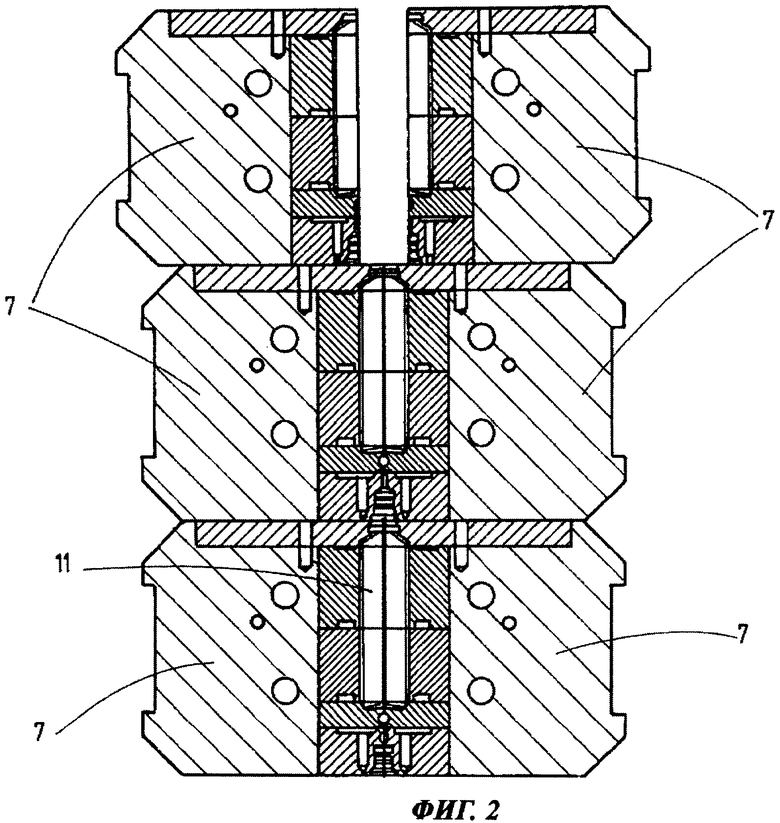
На фигуре 2 - изображение только одного участка технологической линии по варианту осуществления, причем в разрезе представлены отдельные подвижные формовочные детали, которые выполнены с возможностью перевода в положение, закрывающее технологическую форму, и при этом внутри технологической формы изображено изделие-резервуар типа ампулы.
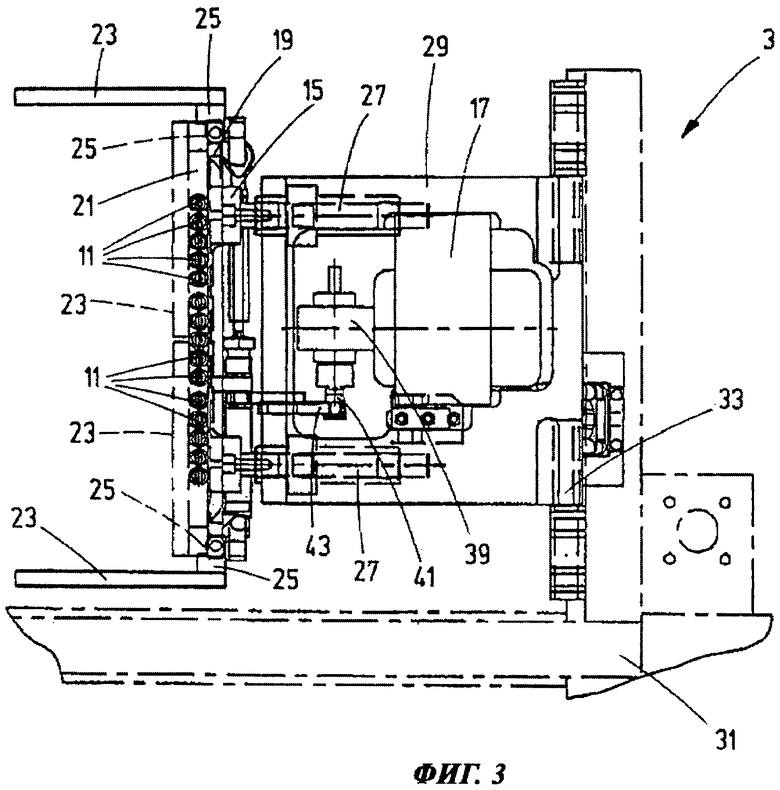
На фигуре 3 - горизонтальная проекция устройства для извлечения из форм по варианту осуществления, причем вышедшая из технологической формы гирлянда резервуаров представлена в разрезе в виде широкополосной ленты резервуаров; при этом проходной канал для ленты резервуаров с закрытыми стенками, показанными пунктирными линиями, образует замкнутую рамку, а показанные сплошными линиями подвижные стенки представлены в их открытом положении.
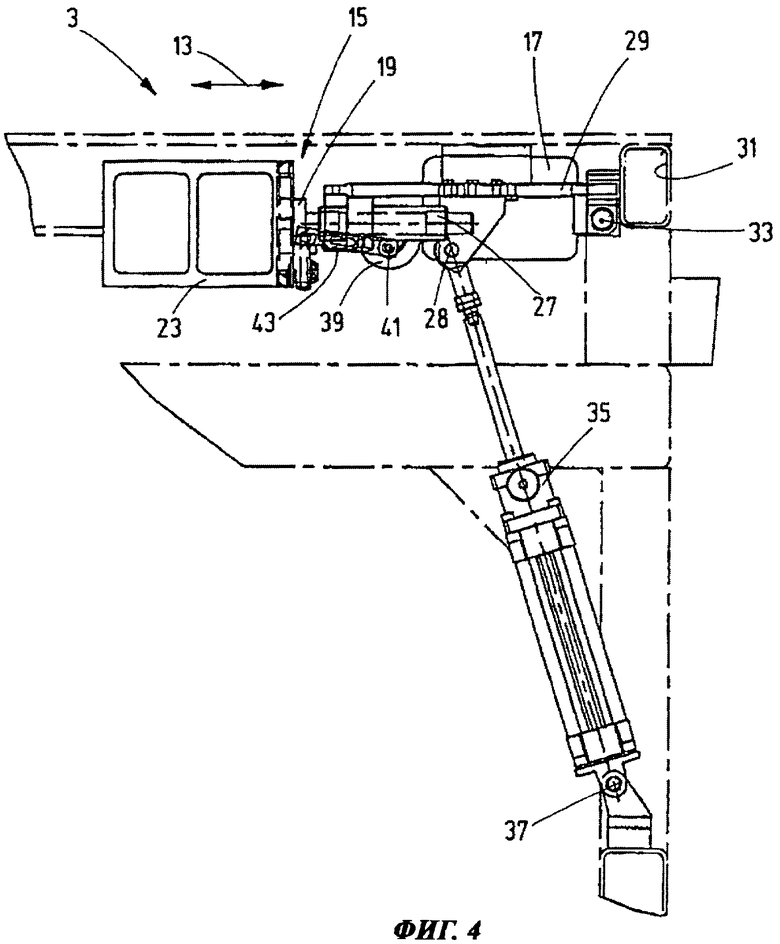
На фигуре 4 - вид сбоку устройства для извлечения из форм по фиг.3, причем оно представлено в рабочем положении, однако с находящимися в открытом положении подвижными стенками проходного канала.
Осуществление изобретения
На фиг.1 технологический участок, расположенный наверху, в целом обозначен поз.1, а примыкающее к нему снизу устройство для извлечения из форм в целом обозначено поз.3. Под технологическим участком 1 подразумевается устройство для осуществления формования методом выдувания в соответствии с известной системой bottelpack®, причем в таком варианте исполнения, при котором различные операции формообразования производятся на различных технологических участках вдоль технологической линии 5. При этом в конструкции карусельного типа отдельные формовочные детали 7, из которых на фиг.1 пронумерованы лишь некоторые, перемещаются по дуге воображаемой окружности попарно по направлению друг к другу, образуя закрытую технологическую форму, и снова расходятся для открытия формы. Поскольку устройства, работающие в соответствии со способом bottelpack®, в общем известны, более детальное пояснение подробностей технологического участка 1 из фиг.1 является излишним.
Как видно на этом чертеже, полученная гирлянда 9 резервуаров выходит из технологического участка 1 вдоль технологической линии 5 и попадает на устройство 3 для извлечения из форм. Как видно на фиг.3, под гирляндой 9 резервуаров подразумевается широкополосная лента резервуаров, в которой большое количество отдельных резервуаров 11 типа ампул (фиг.2), из которых на фиг.3 пронумерованы лишь некоторые, расположено в гирлянде 9 резервуаров рядом друг с другом. Чтобы способствовать отделению резервуаров 11 от стенок отдельных формовочных деталей 7, перемещающихся в области выхода в направлении друг от друга, устройство 3 для извлечения из форм придает гирлянде 9 резервуаров отклоняющее движение, как показано на фиг.1 двойной стрелкой 13. Для этой цели в устройстве 3 для извлечения из форм имеется поводковое приспособление 15, которое, будучи соединенным через приводной механизм с приводным электрическим двигателем 17, производит отклоняющее движение, чтобы надежно отделять резервуары 11 от деталей стенки формы.
Подробности конструкции устройства 3 для извлечения из форм и поводкового приспособления 15 более отчетливо показаны на фиг.3 и 4. Это поводковое приспособление 15 образует вместе с несущей рамой 19 фиксированные части стенок проходного канала 21 (фиг.3) для гирлянды 9 с резервуарами 11. Подвижные стенки 23, смонтированные на несущей раме 19 с возможностью поворота, устанавливаются в открытое положение, которое показано на фиг.3 сплошными линиями. В этом положении гирлянда 9 резервуаров удобно вкладывается в открытый проходной канал 21 для приведения устройства в действие. Подвижные стенки 23 имеют отходящие от них под углом рамочные полки 25, которые образуют шарниры на концах несущей рамы 19. Длина этих рамочных полок 25 согласована с толщиной резервуаров 11 гирлянды 9 резервуаров таким образом, что при сложенных в закрытое состояние стенках 23, как показано на фиг.3 пунктирной линией, в проходном канале 21 образуется соответствующая по размеру рамка для гирлянды 9 резервуаров.
Для выполнения отклоняющих движений, производимых в соответствии с двойной стрелкой 13 с фиг.1 и 4, несущая рама 19 поводкового приспособления 15 проводится по направляющим 27, которые, как и двигатель 17, смонтированы на шасси 29. Последнее, в свою очередь, смонтировано на станине 31 устройства 3 для извлечения из форм с возможностью поворота вокруг оси 33 поворота. На расстоянии от этой поворотной опоры, в пункте 28, с шасси 29 шарнирно соединен линейный привод 35 в виде гидравлического или пневматического рабочего цилиндра, который, в свою очередь, закреплен на станине 31 устройства в точке 37 шарнира на расстоянии от поворотной опоры 33.
Благодаря монтажу шасси 29 устройства 3 для извлечения из форм с возможностью поворота на станине 31 устройство для извлечения из форм с целью проведения мероприятий по техническому обслуживанию и наладке, а также для подготовки к вводу в эксплуатацию откидывается из представленного на фиг.1 и 4 рабочего положения в нерабочее положение, в котором поводковое приспособление 15 находится вне области выхода гирлянды 9 резервуаров, путем оттягивания назад силового привода 35. Для приведения устройства в действие шасси 19 путем выдвигания силового привода 35 приводится в показанное на фиг.1 и 4 рабочее положение. Исходя из рабочего положения на фиг.4 находящиеся в открытом положении стенки 23 поворачиваются в закрытое положение, чтобы закрывать проходной канал 21, т.е. образовывать рамку гирлянды 9 резервуаров. Как наиболее отчетливо видно на фиг.3, двигатель 17 имеет выходной редуктор 39 с эксцентриковым механизмом 41, преобразующим вращательное движение в возвратно-поступательное движение, который соединен с несущей рамой 19 регулируемыми тягами 43. Посредством такой конструкции приводного механизма несущей раме 19 и вместе с ней гирлянде 9 резервуаров, находящейся в проходном канале 21, сообщается возвратно-поступательное вибрационное движение. При этом может быть предусмотрен ход в пределах от 10 до 20 мм и, например, одно возвратно-поступательное движение в секунду. В любом случае при помощи вибрационных движений в области выхода гирлянды 9 резервуаров обеспечивается надежное отделение формуемых резервуаров 11 от стенок формы, даже если используются материалы, трудно извлекаемые из форм, в частности материалы типа полипропилена, у которых имеют место высокие температуры обработки или очень высокая жесткость извлекаемого материала. Таким образом, возможно использование преимуществ, которые дает применение материала типа полипропилена вместо полиэтилена или совместно экструдируемого многослойного пластика. Эти преимущества состоят, в частности, также в том, что полипропилен можно подвергать обработке в автоклаве при высоких температурах (121°С) и при этом получать полипропилен из всего одной экструзионной головки значительно дешевле, чем упомянутые многослойные материалы.
Для позиционирования устройства 3 для извлечения из форм между рабочим положением и нерабочим положением вместо показанного линейного привода 35 в виде рабочего цилиндра могут предусматриваться иные средства привода и приводные механизмы, например привод ходовым винтом и т.п. Также могут иметься в наличии фиксирующие приспособления, которые позволяют фиксировать устройство 3 для извлечения из форм в рабочем положении и/или в нерабочем положении либо в желаемых промежуточных положениях с возможностью его высвобождения.
Устройство для изготовления изделий-резервуаров (11) из синтетического материала, формуемых методом выдувания при помощи проходящих вдоль технологической линии (5) отдельных формовочных деталей (7), выполненных с возможностью перемещения их попарно в направлении друг к другу и друг от друга, чтобы закрывать или открывать технологическую форму, в которой формуются изделия-резервуары (11), выходящие после процесса извлечения из форм в виде гирлянды (9) резервуаров, двигающейся вдоль технологической линии (5). Для содействия процессу извлечения из форм предусмотрено устройство (3) для извлечения из форм, которое извне воздействует на выходящую гирлянду (9) резервуаров. При этом устройство (3) для извлечения из форм имеет силовой привод (17), при помощи которого имеется возможность отклонять гирлянду (9) резервуаров от технологической линии (5) возвратно-поступательным движением (5). Технический результат, достигаемый при использовании устройства по изобретению, заключается в упрощении и надежности процесса производства изделий-резервуаров. 11 з.п. ф-лы, 4 ил.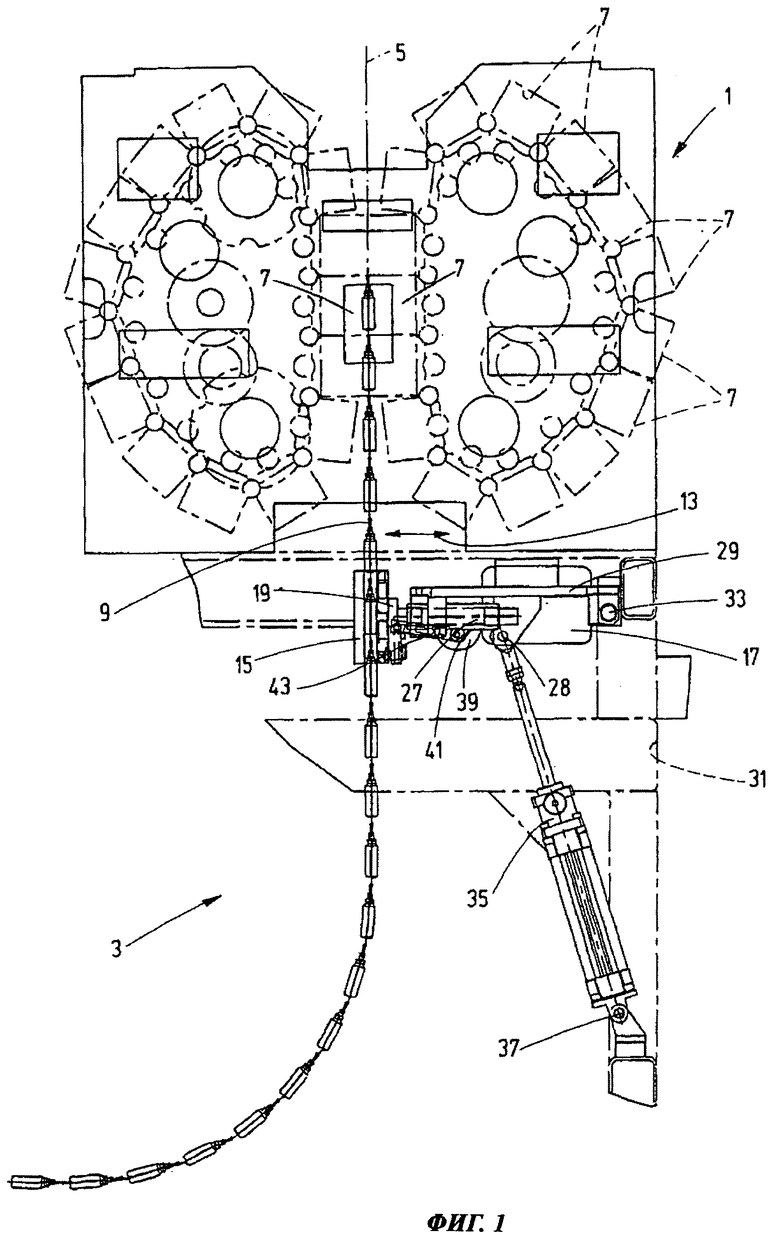
1. Устройство для изготовления изделий-резервуаров (11) из синтетического материала, формуемых методом выдувания при помощи проходящих вдоль технологической линии (5) отдельных формовочных деталей (7), выполненных с возможностью перемещения их попарно в направлении друг к другу и друг от друга, чтобы закрывать или открывать технологическую форму, в которой формуются изделия-резервуары (11), выходящие после процесса извлечения из форм в виде гирлянды (9) резервуаров, двигающейся вдоль технологической линии (5), причем для содействия процессу извлечения из форм предусмотрено устройство (3) для извлечения из форм, которое извне воздействует на выходящую гирлянду (9) резервуаров, отличающееся тем, что устройство (3) для извлечения из форм имеет силовой привод (17), при помощи которого имеется возможность отклонять гирлянду (9) резервуаров от технологической линии (5) возвратно-поступательным движением (5).
2. Устройство по п.1, отличающееся тем, что гирлянда (9) резервуаров при помощи силового привода (17) отклоняется от устройства (3) для извлечения из форм по меньшей мере, по существу, в направлении движения, совершаемого при закрывании и открывании отдельных формовочных деталей (7).
3. Устройство по п.2, отличающееся тем, что устройство (3) для извлечения из форм имеет поводковое приспособление (15), через приводной механизм соединенное с силовым приводом (17), с поверхностями прилегания, около которых проходит гирлянда (9) резервуаров, перемещаемая вдоль технологической линии (5), и посредством которых передаются на гирлянду (9) резервуаров отклоняющие усилия.
4. Устройство по п.3, отличающееся тем, что поводковое приспособление (15) имеет проходной канал (21), стенки (19, 23, 25) которого образуют рамку для передвигающейся гирлянды (9) резервуаров, а также поверхности прилегания для передачи отклоняющих усилий на гирлянду (9) резервуаров.
5. Устройство по п.4, отличающееся тем, что в проходном канале (21) имеются подвижные стенки (23, 25), которые устанавливаются в положение, соответствующее закрытой рамке гирлянды (9) резервуаров, и в открытое положение, в которых поводковое приспособление (15) приводится во взаимодействие с гирляндой (9) резервуаров и выводится из взаимодействия с ней.
6. Устройство по п.4 или 5, отличающееся тем, что поводковое приспособление (15) имеет несущую рамку (19), через приводной механизм связанную со служащим в качестве силового привода двигателем (17), которая образует фиксированные части стенок проходного канала (21) и на которой смонтированы с возможностью поворота между открытым и закрытым положениями подвижные стенки (23, 25) канала (21).
7. Устройство по п.6, отличающееся тем, что несущая рамка (19) выполнена с возможностью ее перемещения по направляющим (27), проходящим перпендикулярно технологической линии (5), и соединена с двигателем (17) посредством эксцентрикового механизма (41), преобразующего его вращательное движение в возвратно-поступательное перемещение.
8. Устройство по п.6, отличающееся тем, что для образования проходного канала (21) для широкополосной гирлянды (9) резервуаров, в которой большое количество отдельных резервуаров (11), находящихся рядом друг с другом и прилегающих друг к другу боками, объединены в ленту резервуаров, длина несущей рамки (19) равна ширине ленты резервуаров или больше нее и что подвижные стенки (23, 25) шарнирно присоединены к конечным участкам несущей рамки (19), расположенным по сторонам ленты резервуаров.
9. Устройство по п.8, отличающееся тем, что подвижные стенки (23, 25) имеют расположенные под углом полки, а именно короткую полку (25), длина которой определяет ширину проходного канала (21) в направлении возвратно-поступательного движения и которая образуем шарнир на конце несущей рамки (19), и примыкающую к ней под прямым углом длинную полку (23), которая в закрытом положении образует поверхности прилегания для обращенной к ней широкой стороны гирлянды (9) резервуаров.
10. Устройство по одному из пп.1-5, 7-9, отличающееся тем, что устройство (3) для извлечения из форм установлено на станине (31) устройства между нерабочим положением, находящимся на удалении от технологической линии (5), и рабочим положением, поддерживающим процесс извлечения из форм гирлянды (9) резервуаров, с возможностью регулировки его позиции по длине.
11. Устройство по одному из пп.7-9, отличающееся тем, что направляющие поверхности (27) и двигатель (17) смонтированы на шасси (29), которое установлено на станине (31) устройства с возможностью поворота вокруг оси (33), проходящей перпендикулярно направлению технологической линии (5) и параллельно плоскости направляющих (27).
12. Устройство по п.11, отличающееся тем, что в качестве привода качания для перемещения устройства (3) для извлечения из форм между нерабочим положением и рабочим положением предусмотрен линейный привод (35), который шарнирно соединен соответственно с шасси (29) на расстоянии от его поворотной опоры (33), а также с местом сочленения (37), расположенным на станине (31) устройства на расстоянии от поворотной опоры (33) шасси (29).
| JP 4101826 A, 03.04.1992 | |||
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТЕЛ ВРАЩЕНИЯ | 1999 |
|
RU2165816C2 |
| DE 102004004755 A1, 25.08.2005 | |||
| ЩВАРЦ О | |||
| и др | |||
| Переработка пластмасс | |||
| - СПб.: Профессия, 2005, с.92-93, 94-96, 98-99. | |||

