Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к устройству определения складок и к способу определения складок.
Уровень техники
[0002] В последние годы аккумуляторные батареи используются в различных изделиях. Аккумуляторная батарея включает в себя аккумуляторный элемент, сформированный посредством укладки положительных электродов, сепараторов и отрицательных электродов. Чтобы формировать аккумуляторный элемент, электроды и сепараторы укладываются поочередно, например в порядке положительного электрода, сепаратора, отрицательного электрода и сепаратора.
[0003] Когда сепаратор укладывается на электроде, сепаратор с большой вероятностью образует складки или образует выпуклости, которые в последующем могут развиваться в складки. Складки сепаратора, если таковые имеются, делают укладку неоднородной, что приводит к локальному приложению давления и варьированию расстояния между электродами. Это ухудшает качество аккумулятора. По этой причине определение того, образуется или нет складка, является важным для оценки качества аккумулятора. Хотя наличие складок может быть определено визуально, по-прежнему есть риск пропуска складок. Помимо этого, визуальное определение является нежелательным с точки зрения времени цикла.
[0004] На основе этого уровня техники известна технология, в которой: лазерный луч испускается на поверхность сепаратора; и складки определяются в соответствии с силой света, отражаемой от поверхности (см. патентный документ 1).
Список библиографических ссылок
Патентные документы
[0005] Патентный документ 1. Публикация заявки на патент (Япония) № 2003-214828
Сущность изобретения
Техническая задача
[0006] В изобретении, описанном в патентном документе 1, складка определяется посредством использования размера (длины, ширины) в качестве критериев. Тем не менее, наличие предвестника складки или наличие складки, которая приводит к фактической проблеме, может быть определено из градиента ее подъема вместо размера (в дальнейшем в этом документе складка и ее предвестник упоминаются просто как складка).
[0007] Настоящее изобретение осуществлено с учетом этой ситуации. Цель настоящего изобретения заключается в том, чтобы предоставлять устройство определения складок и способ определения складок, которые допускают идентификацию складки на основе ее градиента.
Решение задачи
[0008] Один аспект настоящего изобретения представляет собой устройство определения складок, включающее в себя: световой проектор; модуль съемки; и модуль определения. Световой проектор проецирует щелевой свет на крайний внешний сепаратор при перемещении относительно многослойного объекта, сформированного посредством укладки электродов и сепараторов. Модуль съемки выполняет съемку формы щелевого света, отражаемого на сепараторе. Модуль определения вычисляет градиент сепаратора на основе отснятой формы щелевого света и определяет наличие складки на основе вычисленного градиента.
[0009] Другой аспект настоящего изобретения представляет собой способ определения складок, включающий в себя: этап проецирования света; этап съемки; и этап определения. На этапе проецирования света щелевой свет проецируется на крайний внешний сепаратор при перемещении относительно многослойного объекта, сформированного посредством укладки электродов и сепараторов. На этапе съемки форма щелевого света, отраженного на сепараторе, снимается. На этапе определения градиент сепаратора вычисляется на основе отснятой формы щелевого света, и наличие складки определяется на основе вычисленного градиента.
Краткое описание чертежей
[0010] Фиг. 1 является видом в перспективе, показывающим внешний вид литий-ионной аккумуляторной батареи.
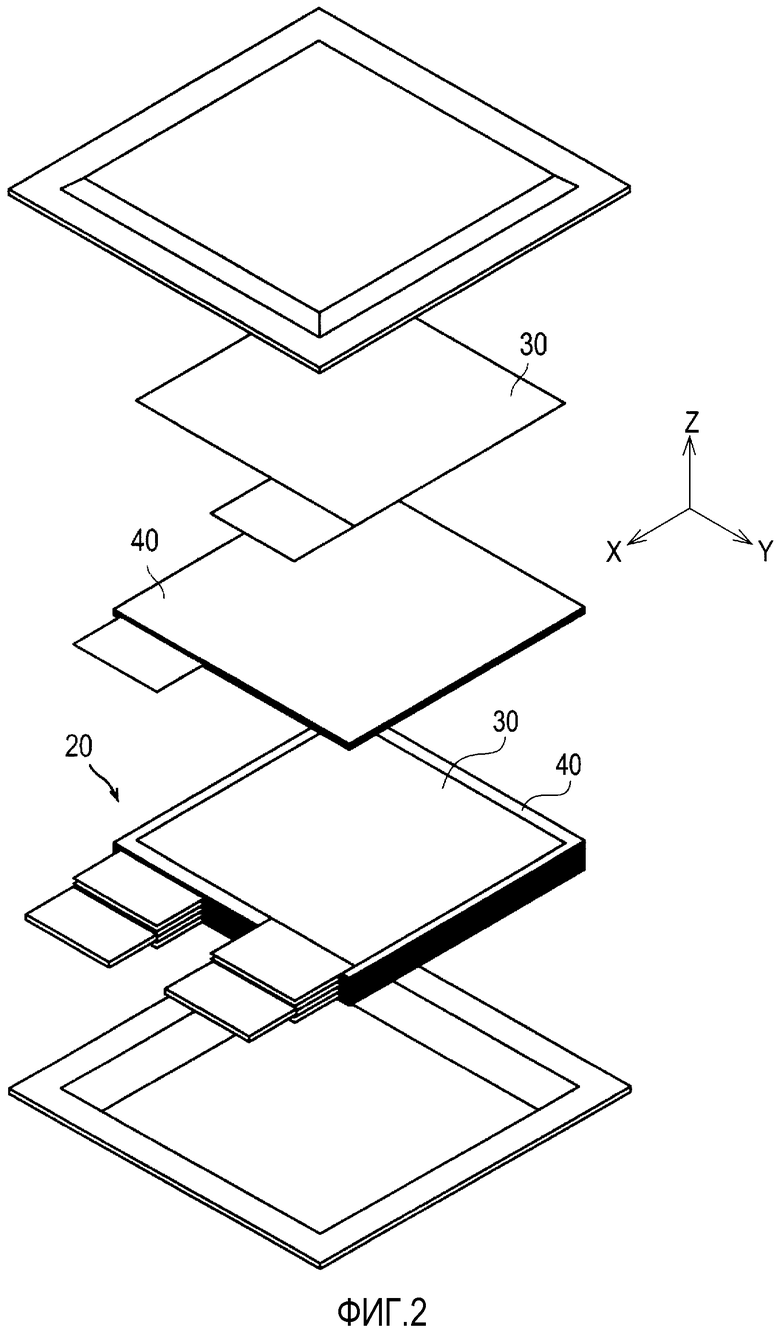
Фиг. 2 является покомпонентным видом в перспективе литий-ионной аккумуляторной батареи.
Фиг. 3 является видом сверху отрицательного электрода.
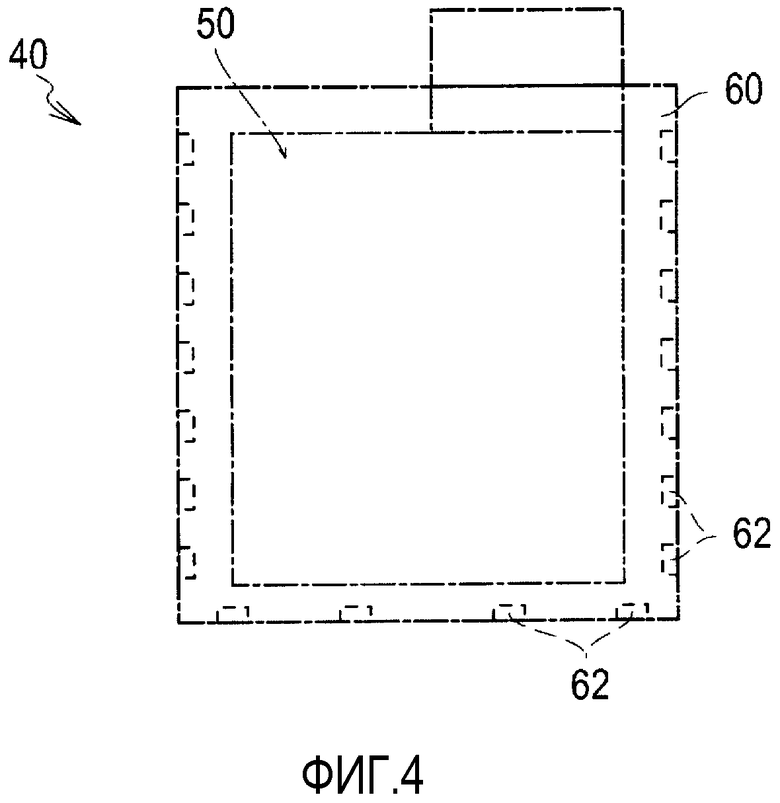
Фиг. 4 является видом сверху упакованного положительного электрода.
Фиг. 5 является схемой, показывающей схематичную конфигурацию устройства определения складок.
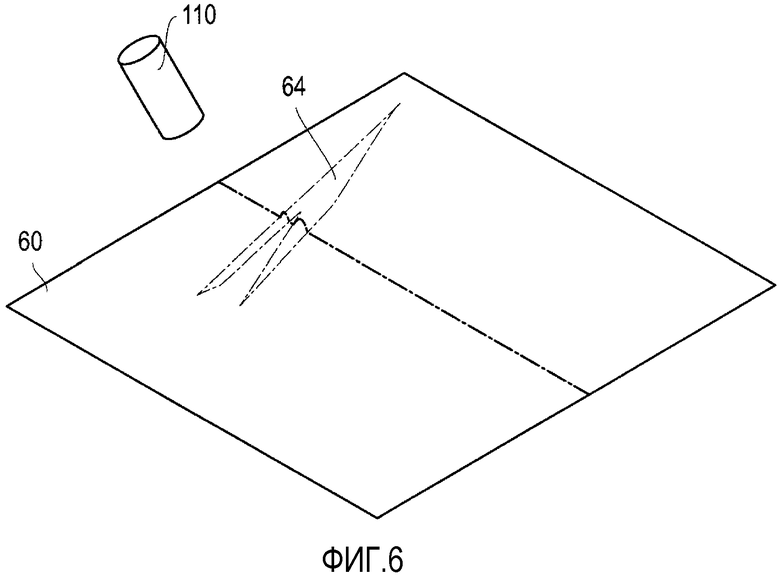
Фиг. 6 является схемой, показывающей то, как щелевой свет проецируется на складку в сепараторе.
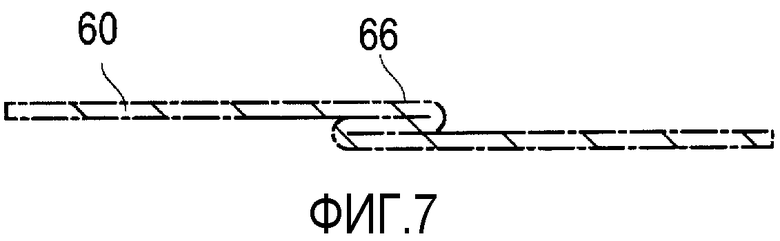
Фиг. 7 является видом в поперечном сечении, показывающим складку в сепараторе.
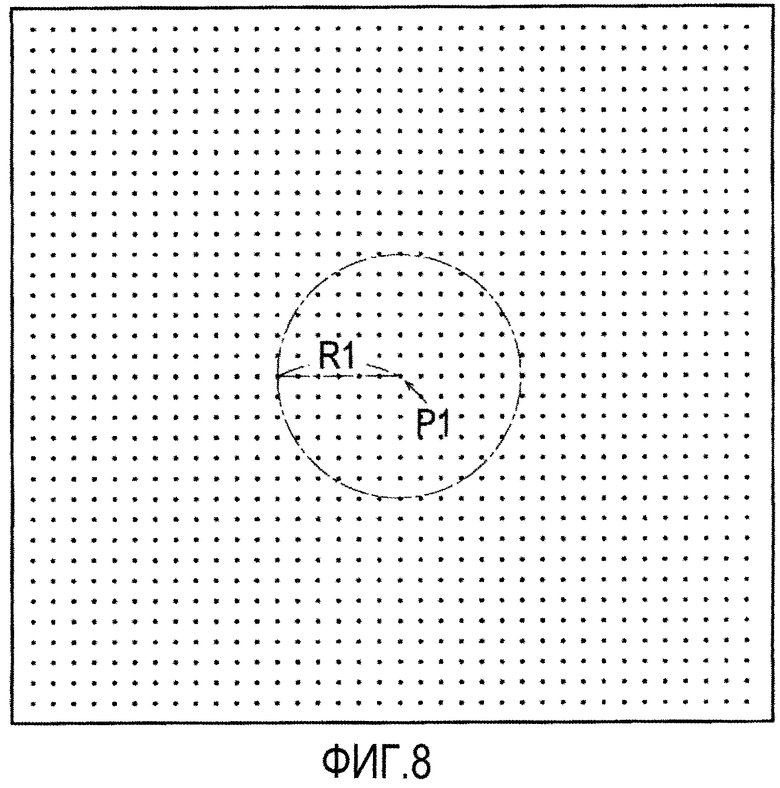
Фиг. 8 является схемой, показывающей то, как идентифицируется пиксел, представляющий вариант для складки.
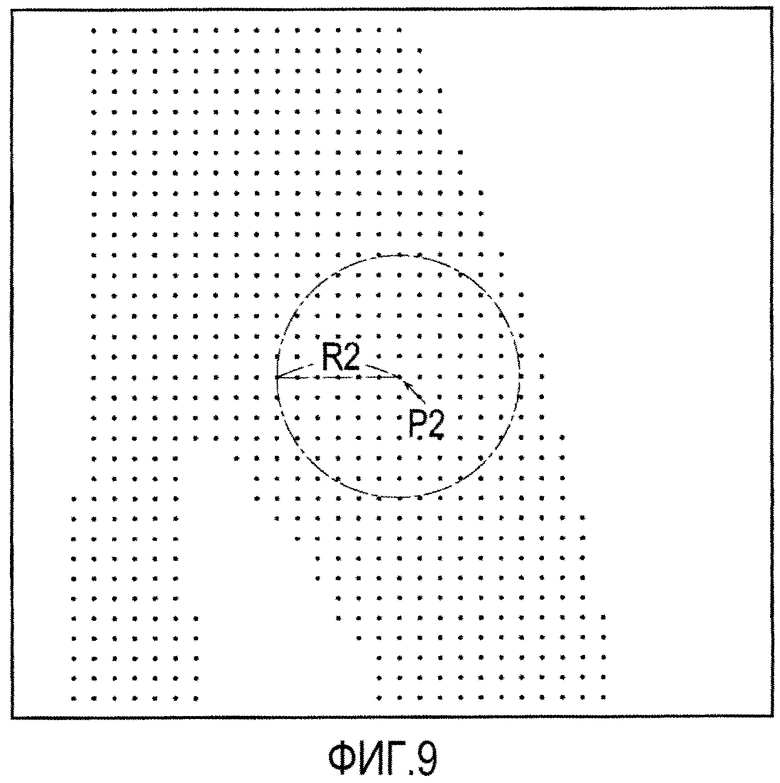
Фиг. 9 является схемой, показывающей то, как идентифицируется складка.
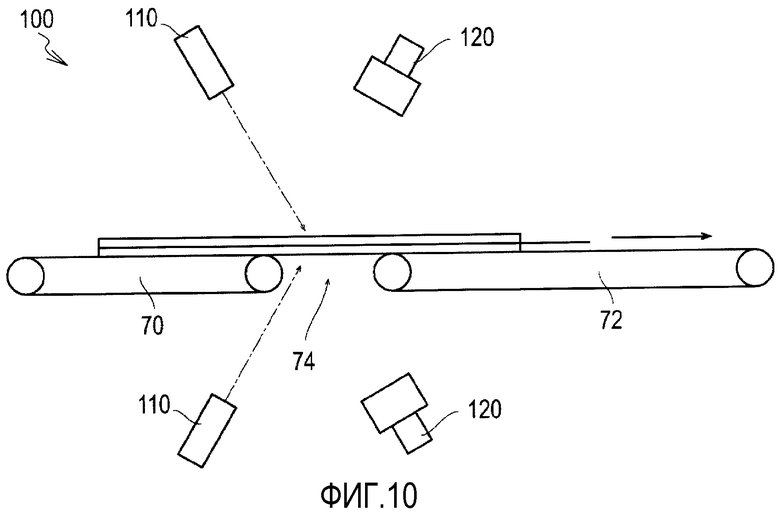
Фиг. 10 является схемой, показывающей то, как складка определяется в сепараторах упакованного положительного электрода, транспортируемого посредством присасывающих конвейеров.
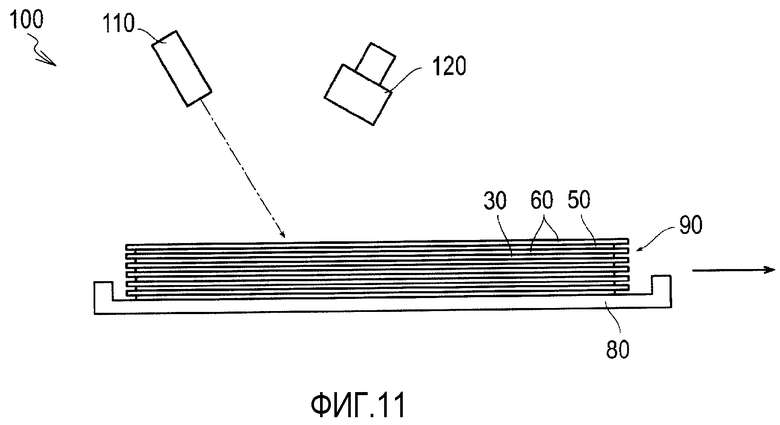
Фиг. 11 является схемой, показывающей то, как складка определяется в сепараторе в элементе выработки электроэнергии, который должен быть помещен на планшет и транспортирован.
Подробное описание вариантов осуществления
[0011] Со ссылкой на прилагаемые чертежи ниже предоставляется описание варианта осуществления настоящего изобретения. Следует отметить, что пропорции размеров на чертежах чрезмерно увеличиваются для удобства пояснения и могут отличаться от фактических пропорций.
[0012] Для начала предоставляется краткое описание конфигурации аккумулятора, включающего в себя сепараторы. Здесь, сепараторы представляют собой цель для определения складки посредством устройства определения складок.
[0013] Фиг. 1 является видом в перспективе, показывающим внешний вид литий-ионной аккумуляторной батареи (пакетированного аккумулятора). Фиг. 2 является покомпонентным видом в перспективе литий-ионной аккумуляторной батареи. Фиг. 3 является видом сверху отрицательного электрода. Фиг. 4 является видом сверху упакованного положительного электрода. Следует отметить, что на чертеже направление по оси Z представляет направление укладки или толщины; направление по оси Х представляет направление, в котором лепестковые выводы положительного электрода и лепестковые выводы отрицательного электрода выводятся из внешнего материала; и направление по оси Y представляет направление, ортогональное к направлению по оси Z и направлению по оси Х. Помимо этого, направление, параллельное плоскости XY, ортогональной к направлению по оси Z, или направление, параллельное поверхности цели определения складок, упоминается как направление плоскости.
[0014] Как показано на фиг. 1, литий-ионная аккумуляторная батарея 10 имеет форму плоского прямоугольника. Лепестковые выводы положительного электрода и лепестковые выводы отрицательного электрода выводятся из идентичного концевого фрагмента внешнего материала. Элемент 20 выработки электроэнергии (аккумуляторный элемент), в котором протекают реакции заряда и разряда, размещается во внешнем материале.
[0015] Как проиллюстрировано на фиг. 2, элемент 20 выработки электроэнергии формируется посредством поочередной укладки упакованных положительных электродов 40 и отрицательных электродов 30. Как показано на фиг. 3, каждый отрицательный электрод 30 изготавливается посредством формирования слоев активного материала отрицательного электрода на двух поверхностях очень тонкого токоотвода листового отрицательного электрода.
[0016] Каждый упакованный положительный электрод 40 изготавливается посредством размещения положительного электрода 50 между двумя сепараторами 60. Положительный электрод 50 изготавливается посредством формирования слоев активного материала положительного электрода на двух поверхностях токоотвода листового положительного электрода. Фрагмент лепесткового вывода положительного электрода 50 выводится из чехла, который состоит из двух сепараторов 60. Как показано на фиг. 4, два сепаратора 60 имеют форму чехла с соответствующими концевыми фрагментами, сваренными между собой посредством сваренных фрагментов 62. Каждый сваренный фрагмент 62 формируется, например, посредством тепловой сварки.
[0017] Следует отметить, что альтернативно способ изготовления литий-ионной аккумуляторной батареи посредством укладки отрицательных электродов 30 и упакованных положительных электродов 40 представляет собой стандартный способ изготовления литиевых аккумуляторных батарей. По этой причине подробное описание способа изготовления опускается.
[0018] Далее предоставляется описание устройства определения складок.
[0019] Фиг. 5 является схемой, показывающей схематичную конфигурацию устройства определения складок. Фиг. 6 является схемой, показывающей то, как щелевой свет проецируется на складку в сепараторе. Фиг. 7 является видом в поперечном сечении, показывающим складку в сепараторе.
[0020] Как показано на фиг. 5, устройство 100 определения складок включает в себя световой проектор 110, камеру 120 и модуль 130 управления. Световой проектор 110 проецирует щелевой свет на сепаратор 60. Фиг. 5 показывает то, как щелевой свет проецируется на один из сепараторов 60 упакованного электрода 40. Щелевой свет проецируется, в форме линии, на поверхность сепаратора 60, как указано с помощью штрихпунктирной линии на фиг. 5.
[0021] В качестве модуля съемки камера 120 выполняет съемку по диагонали формы щелевого света, проецированного на поверхность сепаратора 60. Например, если, как показано на фиг. 6, имеется выступ 64 на сепараторе 60, форма щелевого света, видимая из камеры 120, следует по выступу 64, и часть формы, соответствующая подъему, соответственно, искажается в волнистую линию. Камера 120 выполняет съемку деформации щелевого света от выступа 64. Если, как показано на фиг. 6, имеется выступ 64, выступ 64 с большой вероятностью в будущем сминается в складку 66. Как показано на фиг. 7, складка 66 является сгибом, в который сформирована часть поверхности сепаратора 60. Выступ 64, который с большей вероятностью в будущем развивается в складку 66, может быть определен посредством использования камеры 120.
[0022] Помимо этого, если складка 66, как показано на фиг. 7, формируется на поверхности сепаратора 60 с начала, форма проецированного щелевого света также изменяется. Камера 120 допускает съемку как выступа 64, как показано на фиг. 6, который с большей вероятностью в будущем развивается в складку 66, так и изогнутой складки 66, как показано на фиг. 7.
[0023] Световой проектор 110 и камера 120 перемещаются относительно сепаратора 60, так что щелевой свет может быть последовательно спроецирован на всю поверхность сепаратора 60. Направление их перемещения является направлением, пересекающимся с направлением, в котором проецированный щелевой свет в форме линии идет по поверхности сепаратора 60. Их относительное перемещение в направлении, пересекающемся с щелевым светом, позволяет проецировать щелевой свет на всю поверхность сепаратора 60 и выполнять съемку полученного в результате щелевого света с помощью камеры 120. Например, в то время как упакованный положительный электрод 40 перемещается посредством транспортирования, световой проектор 110 проецирует щелевой свет, пересекающийся с направлением транспортировки и направлением плоскости (другими словами, световой проектор 110 проецирует щелевой свет, который идет в направлении, пересекающемся с направлением транспортировки, на поверхность цели определения складок). Желательно, чтобы световой проектор 110 проецировал щелевой свет, который идет в направлении, пересекающемся с направлением транспортировки при 90°, на поверхность цели определения складок.
[0024] В качестве модуля определения модуль 130 управления определяет геометрию поверхности сепаратора 60 и определяет наличие складки на основе градиента поверхности. Способ определения складок является следующим. Следует отметить, что градиент означает наклон относительно направления плоскости поверхности цели определения складок.
[0025] Фиг. 8 является схемой, показывающей то, как идентифицируется пиксел, указывающий вариант для складки, и фиг. 9 является схемой, показывающей то, как идентифицируется складка.
[0026] Модуль 130 управления вычисляет форму поперечного сечения части сепаратора 60, на которую проецируется щелевой свет, на основе формы щелевого света на сепараторе 60, снятом с помощью камеры 120. Эта форма поперечного сечения включает в себя подъем части сепаратора 60. Например, щелевой свет, показанный на фиг. 6, принимает форму, отражающую две выпуклости. На основе этой формы и углов съемки камеры 120 вычисляются формы поперечного сечения (подъемы) части сепаратора 60, на которую проецируется щелевой свет. Геометрия поверхности сепаратора 60 трехмерно идентифицируется посредством комбинирования вычисленных форм поперечного сечения. Этот способ называется способом оптического среза.
[0027] Для каждого изображения, снятого с помощью камеры 120, на основе соответствующей формы поперечного сечения, модуль 130 управления ассоциирует информацию подъема с каждым из пикселов, представляющих часть, на которую проецируется щелевой свет, и сохраняет ассоциирование в модуле 131 хранения. После ассоциирования подъема с каждым пикселом модуль 130 управления вычисляет то, имеется или нет крутой градиент вокруг каждого пиксела.
[0028] Например, как показано на фиг. 8, подъем пиксела P1 сравнивается с подъемами соответствующих пикселов, которые находятся в пределах радиуса R1 пиксела P1. Число пикселов, подъемы которых являются более высокими или более низкими на значение, не меньшее предварительно определенного порогового значения th1, подсчитывается. Если подсчитанное число равно или превышает предварительно определенное значение th2, вокруг пиксела P1 имеется множество резких разностей подъема. Другими словами, выяснено, что крутой градиент формируется в широком диапазоне. По этой причине модуль 130 управления сохраняет пиксел P1 в качестве варианта для части для образования складки (возможного варианта складки). Например, возможный вариант складки окрашивается красным цветом и сохраняется с отличением от других пикселов. Для каждого из пикселов, представляющих сепаратор 60, снятых с помощью камеры 120, модуль 130 управления определяет то, является или нет пиксел возможным вариантом складки.
[0029] После завершения отбора вариантов складок, модуль 130 управления затем извлекает только варианты складок, как показано на фиг. 9. В силу этого модуль 130 управления идентифицирует диапазон складки посредством использования каждого пиксела возможного варианта складки. Идентификация диапазона складки выполняется, например, следующим образом. Модуль 130 управления подсчитывает число пикселов возможного варианта складки, которые находятся в пределах радиуса R2 пиксела P2 возможного варианта складки. Если подсчитанное число равно или превышает предварительно определенное пороговое значение th3, модуль 130 управления определяет то, что пиксел 2 составляет часть складки и сохраняет определение. Для каждого из пикселов возможного варианта складки модуль 130 управления определяет то, составляет или нет пиксел возможного варианта складки часть складки.
[0030] Как описано выше, устройство 100 определения складок допускает определение наличия складки посредством: съемки поверхности сепаратора 60; ассоциирования подъемов с пикселами; и определения крутого градиента на основе разности подъема между каждым пикселом и его соседними пикселами. Вкратце, устройство 100 определения складок допускает определение наличия складки на основе градиента поверхности сепаратора 60. По этой причине, на последующих этапах, можно утилизировать упакованный положительный электрод 40, который, как определено, включает в себя складку, и изъять аккумулятор, включающий в себя такой упакованный положительный электрод 40, в качестве дефектного элемента.
[0031] Следует отметить, что в варианте осуществления радиус R1 является значением, которое определяется надлежащим образом специалистами в данной области техники. Когда R1 задается равным меньшему значению, может определяться градиент в более узкой области. Например, когда межпикселное расстояние находится в диапазоне 0,2-0,3 мм, R1 находится в диапазоне 2-3 мм. Помимо этого, пороговые значения th1, th2 также могут задаваться надлежащим образом специалистами в данной области техники. Когда радиус R1 задается равным меньшему значению и частное от порогового значения th1, деленного на пороговое значение th2, задается равным большему значению, более резкое изменение градиента может быть определено в качестве складки. Таким образом, радиус R1 и пороговые значения th1, th2 являются параметрами, которые составляют пороговые значения для определения наличия складки. По этой причине, когда регулируются значения радиуса R1 и пороговые значения th1, th2, пороговое значение градиента для определения наличия складки может регулироваться. Радиус R2 и пороговое значение th3 также являются значениями, которые определяются надлежащим образом специалистами в данной области техники. Когда радиус R2 и пороговое значение th3 регулируются по мере необходимости, пороговое значение градиента для определения наличия складки может регулироваться.
[0032] Далее предоставляется описание примера процесса, в котором применяется устройство 100 определения складок.
[0033] Фиг. 10 является схемой, показывающей то, как складка определяется в сепараторах для упакованного положительного электрода, транспортируемого посредством присасывающих конвейеров.
[0034] Устройство 100 определения складок может применяться, в то время как упакованный положительный электрод 40, показанный на фиг, 4, транспортируется после его изготовления. Допустим, что упакованный положительный электрод 40 транспортируется посредством присасывающих конвейеров 70, 72 в направлении, указываемом с помощью стрелки на чертеже. Присасывающие конвейеры 70, 72 формируют отрицательное давление на соответствующих поверхностях конвейера, движущихся вращательно, и тем самым транспортируют упакованный положительный электрод 40 при закреплении упакованного положительного электрода 40 на присасывающих конвейерах 70, 72 посредством использования отрицательного давления. Пространство 74 предоставляется между присасывающими конвейерами 70, 72. Отрицательное давление сбрасывается на противоположных концевых фрагментах присасывающих конвейеров 70, 72. Таким образом, упакованный положительный электрод 40 плавно проходит от присасывающего конвейера 70 к присасывающему конвейеру 72.
[0035] Устройство 100 определения складок включает в себя два световых проектора 110 и две камеры 120, которые предоставляются, соответственно, над и под присасывающими конвейерами 70, 72 в канале транспортировки. Складка может быть определена на поверхности сепаратора 60 на верхней стороне упакованного положительного электрода 40 посредством светового проектора 110 и камеры 120 на верхней стороне. Помимо этого, складка может быть определена на поверхности сепаратора 60 на обратной стороне упакованного положительного электрода 40 посредством светового проектора 110 и камеры 120 на нижней стороне. Углы светового проектора 110 и камеры 120 на нижней стороне регулируются так, что: щелевой свет может проецироваться на поверхность соответствующего сепаратора 60 через пространство 74 между присасывающими конвейерами 70, 72; и полученный в результате щелевой свет может сниматься.
[0036] Даже в случае если используется упакованный положительный электрод 40 с сепараторами 60, помещенными на двух сторонах упакованного положительного электрода 40, складка может быть определена на каждой из поверхностей сепараторов 60 на двух сторонах посредством размещения устройства 100 определения складок таким образом, что, как описано выше, пространство между конвейерными устройствами предназначено для нижней стороны.
[0037] Помимо этого, даже в случае, если упакованный положительный электрод 40 не используется, устройство 100 определения складок является применимым.
[0038] Фиг. 11 является схемой, показывающей то, как складка определяется в сепараторе в элементе выработки электроэнергии, который транспортируется при помещении на планшет.
[0039] Предусмотрена технологическая линия, в которой батарея 90 (элемент выработки электроэнергии) формируется посредством последовательной укладки электродов (положительных электродов или отрицательных электродов) и сепараторов поочередно на планшете 80, который транспортируется. В этой технологической линии, как показано на фиг. 11, устройство 100 определения складок является применимым к процессу транспортировки, когда сепаратор 60 укладывается в качестве крайнего верхнего слоя (крайнего внешнего слоя). Размещение светового проектора 110 и камеры 120 над батареей 90 позволяет проецировать щелевой свет на всю поверхность перемещающегося сепаратора 60 по всей длине от светового проектора 110, ориентация которого является фиксированной. Последовательная съемка щелевого света на сепараторе 60 посредством камеры 120 дает возможность модулю 130 управления определять складку. Если устройство 100 определения складок применяется к каждому процессу транспортировки, когда сепаратор 60 укладывается в качестве крайнего верхнего слоя, определение складки может быть выполнено для всех сепараторов 60.
[0040] Здесь, электроды и сепараторы могут поочередно укладываться на стационарном планшете 80. В этом случае световой проектор 110 и камера 120, установленные над планшетом 80, перемещаются так, что: щелевой свет может проецироваться на всю поверхность каждого сепаратора 60; и полученный в результате щелевой свет может сниматься. Направление их перемещения является направлением, пересекающимся с направлением, в котором идет щелевой свет, и направлением плоскости (направлением, пересекающимся с направлением, в котором идет щелевой свет на поверхности цели определения складок). Желательно, чтобы направление их перемещения было направлением, пересекающимся с ним при 90°.
[0041] Как описано выше, устройство 100 определения складок также является применимым к различным процессам в технологической линии.
[0042] В варианте осуществления, как показано на фиг. 8, если имеются пикселы в числе, равном или превышающем пороговое значение th2, которые находятся в пределах радиуса R1 и имеют разности подъема, равные или превышающие пороговое значение th1, пиксел P идентифицируется в качестве возможного варианта складки; и на основе критериев, показанных на фиг. 9, складка определяется из вариантов складок. Тем не менее, определение складки не ограничивается этим примером. Часть, представленная посредством пикселов, которые удовлетворяют критериям, показанным на фиг. 8, может быть определена в качестве складки вместо вариантов складок.
[0043] Кроме того, определение возможного варианта складки и определение складки основано на оценке пикселов в пределах радиусов R1 и R2. Тем не менее, пикселы могут быть оценены в прямоугольной области или в любой другой многоугольной области, а не в круговых областях с радиусами R1 и R2.
[0044] Кроме того, вышеприведенное описание предоставлено со ссылкой на случай, в котором каждый упакованный положительный электрод 40 формируется посредством упаковки положительного электрода 50 с сепараторами 60. Здесь, вместо этого отрицательный электрод 30 может быть упакован с сепараторами 60. Даже в этом случае, аналогично, складка может быть определена на поверхности каждого сепаратора 60.
[0045] Более того, в варианте осуществления, как показано на фиг. 1, лепестковые выводы положительного электрода и лепестковые выводы отрицательного электрода выводятся из идентичного концевого фрагмента внешнего материала. Тем не менее, изобретение не ограничено этой конфигурацией. Например, лепестковые выводы положительного электрода и лепестковые выводы отрицательного электрода могут выводиться из противоположных концевых фрагментов, соответственно. В этом случае элемент 20 выработки электроэнергии аккумуляторной батареи 10 формируются посредством укладки отрицательных электродов 30 и упакованных положительных электродов 40 таким образом, что лепестковые выводы отрицательного электрода и лепестковые выводы положительного электрода находятся на взаимно противоположных сторонах.
[0046] Кроме того, в варианте осуществления одиночный луч щелевого света в форме линии проецируется на сепараторы 60. Тем не менее, изобретение не ограничено этой конфигурацией. Могут проецироваться несколько лучей щелевого света в форме полос.
[0047] Хотя вышеприведенное описание предоставлено для варианта осуществления, этот вариант осуществления является просто примером для упрощения понимания настоящего изобретения и изобретение не ограничено вариантом осуществления. Объем настоящего изобретения не ограничен конкретными техническими вопросами, которые раскрыты относительно варианта осуществления, и включает в себя различные модификации, изменения, альтернативные технологии и т.п., которые могут легко извлекаться из него.
[0048] Данная заявка притязает на приоритет заявки на патент (Япония) № 2011-085793, поданной 7 апреля 2011 года, содержимое которой полностью содержится в данном документе по ссылке.
Промышленная применимость
[0049] Устройство определения складок и способ определения складок настоящего изобретения допускают определение складки на основе градиента поверхности сепаратора.
Список номеров ссылок
[0050] 10 - аккумуляторная батарея
20 - элемент выработки электроэнергии
30 - отрицательный электрод
40 - упакованный положительный электрод
50 - положительный электрод
60 - сепаратор
62 - сваренный фрагмент
70, 72 - присасывающий конвейер
74 - пространство
80 - планшет
90 - батарея
100 - устройство определения
110 - световой проектор
120 - камера (модуль съемки)
130 - модуль управления
Изобретение относится к способам определения складок. Устройство определения складок включает в себя: световой проектор, который при перемещении относительно многослойного объекта, сформированного посредством укладки электродов и сепараторов, проецирует щелевой свет на крайний внешний из сепараторов, также свет проецируется на камеру, которая выполняет съемку формы щелевого света на сепараторе; и модуль управления, который вычисляет градиент сепаратора на основе отснятой формы щелевого света и определяет наличие складки на основе вычисленного градиента. Технический результат - возможность идентификации складок на основе ее градиента. 2 н. и 3 з.п. ф-лы, 11 ил.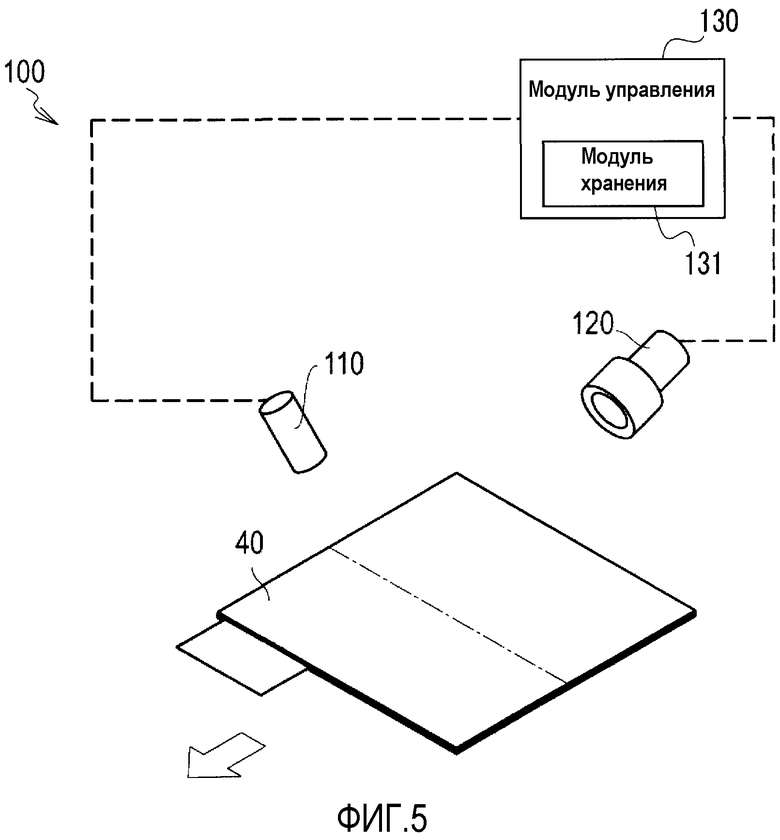
1. Устройство определения складок, содержащее:
- световой проектор, выполненный с возможностью, при перемещении относительно многослойного объекта, сформированного посредством укладки электродов и сепараторов, проецировать щелевой свет на крайний внешний один из сепараторов;
- модуль съемки, выполненный с возможностью выполнять съемку формы щелевого света, проецированного на сепаратор; и
- модуль определения, выполненный с возможностью вычислять наклон поверхности сепаратора, на которую проецируется щелевой свет, относительно направления плоскости поверхности на основе отснятой формы щелевого света, и определять наличие складки на основе вычисленного наклона.
2. Устройство определения складок по п. 1, в котором:
- световой проектор и модуль съемки устанавливаются в канале транспортировки, чтобы транспортировать многослойный объект, и
- модуль съемки определяет геометрию поверхности сепаратора в многослойном объекте.
3. Устройство определения складок по п. 1 или 2, в котором:
- многослойный объект включает в себя электрод, помещенный в сепараторы, имеющие форму чехла,
- световой проектор проецирует щелевой свет на каждую из двух поверхностей многослойного объекта; и
- модуль съемки выполняет съемку формы щелевого света на каждой из двух поверхностей многослойного объекта.
4. Устройство определения складок по любому из пп. 1 или 2,
в котором модуль определения на основе отснятой формы щелевого света ассоциирует подъем с каждым из пикселов, представляющих изображение сепаратора, отснятое посредством модуля съемки, и
- определяет то, представляет или нет каждый пиксел часть складки, посредством сравнения пиксела с другими пикселами в предварительно определенной области с точки зрения разности подъема.
5. Способ определения складок, содержащий:
- этап проецирования, на котором, при перемещении относительно многослойного объекта, сформированного посредством укладки электродов и сепараторов, проецируют щелевой свет на крайний внешний один из сепараторов;
- этап съемки, на котором выполняют съемку формы щелевого света, проецированного на сепаратор; и
- этап определения, на котором вычисляют наклон поверхности сепаратора, на которую проецируется щелевой свет, относительно направления плоскости поверхности на основе отснятой формы щелевого света, и определяют наличие складки на основе вычисленного наклона.
| JP 2009132524 A, 18.06.2009 | |||
| US 6936079 B2 30.08.2005 | |||
| JP 08292158 A, 05.11.1996 | |||
| JP 2006084595 A, 30.03.2006 |

