Область техники
Настоящее изобретение относится к укладочному устройству и способу укладки.
Уровень техники
В последние годы различные виды аккумуляторов, такие как автомобильные аккумуляторы, солнечные батареи и аккумуляторы для электронного оборудования используют многослойные элементы. Многослойный элемент формируется посредством формирования положительного электрода, отрицательного электрода (в дальнейшем в этом документе положительный или отрицательный электрод иногда упоминается в качестве электрода) и сепаратора как листов и посредством их укладки в порядке положительного электрода, сепаратора, отрицательного электрода и сепаратора.
Для изготовления таких многослойных элементов предложены различные устройства, например, такие как раскрыто согласно публикации не прошедшей экспертизу заявки на патент Японии №2007-329111 (Патентный Документ 1).
Устройство, описанное в Патентном Документе 1, размещает несущий элемент и нажимную пластину таким образом, что они вертикально обращены друг к другу. В состоянии, в котором несущий элемент и нажимная пластина прекращают перемещение в направлении транспортировки, каждый из несущего элемента и нажимной пластины вытягивает и удерживает сепаратор. На сепараторе, наложенном на нижнем несущем элементе, размещается положительный электрод. После этого верхняя нажимная пластина опускается, чтобы помещать сепаратор, наложенный на нажимную пластину, на положительный электрод. В этом состоянии края сепараторов, которые перекрывают друг друга вокруг положительного электрода, термически соединяются друг с другом, тем самым формируя упакованный положительный электрод, в котором положительный электрод удерживается между сепараторами, соединенными как чехол. Несущий элемент, нажимная пластина и упакованный положительный электрод, удерживаемый между ними, транспортируются. Упакованный положительный электрод вытягивается из промежутка несущего элемента и нажимной пластины. Упакованный положительный электрод и отрицательный электрод укладываются друг на друга таким образом, что они формируют элемент электропитания, в котором положительный электрод, сепаратор, отрицательный электрод и сепаратор укладываются в этом порядке.
Задачи, решаемые изобретением
Тем не менее, устройство, описанное в Патентном Документе 1, вытягивает сепаратор посредством каждого из несущего элемента и нажимной пластины, которые останавливаются, удерживает положительный электрод между сепараторами посредством приближения несущего элемента и нажимной пластины друг к другу, формирует упакованный положительный электрод и транспортирует упакованный положительный электрод посредством перемещения несущего элемента и нажимной пластины, которые остановлены. Эта технология увеличивает время изготовления.
Настоящее изобретение осуществлено для того, чтобы решать вышеуказанную проблему. Настоящее изобретение позволяет предоставлять укладочное устройство и способ укладки, допускающие укладку сепараторов и электродов друг на друга на высокой скорости, тем самым сокращая время изготовления аккумуляторов.
Средство для решения задач
Укладочное устройство согласно настоящему изобретению включает в себя модуль транспортировки сепараторов, чтобы транспортировать сепаратор предварительно определенной формы в удерживаемом состоянии, и модуль транспортировки электродов, чтобы транспортировать электрод предварительно определенной формы. Укладочное устройство транспортирует сепаратор и электрод таким образом, что они перекрывают друг друга в предварительно определенной позиции, и переносят сепаратор на электрод с расположенной дальше по ходу стороны направления транспортировки при одновременном постепенном вынимании сепаратора из модуля транспортировки сепараторов, тем самым укладывая сепаратор на электроде.
Способ укладки согласно настоящему изобретению транспортирует посредством модуля транспортировки сепараторов сепаратор предварительно определенной формы в удерживаемом состоянии и транспортирует посредством модуля транспортировки электродов электрод таким образом, что сепаратор и электрод перекрывают друг друга в предварительно определенной позиции. Способ укладки транспортирует электрод и сепаратор и переносит сепаратор на электрод с расположенной дальше по ходу стороны направления транспортировки таким образом, что сепаратор постепенно выходит из модуля транспортировки сепараторов и укладывается на электроде.
Краткое описание чертежей
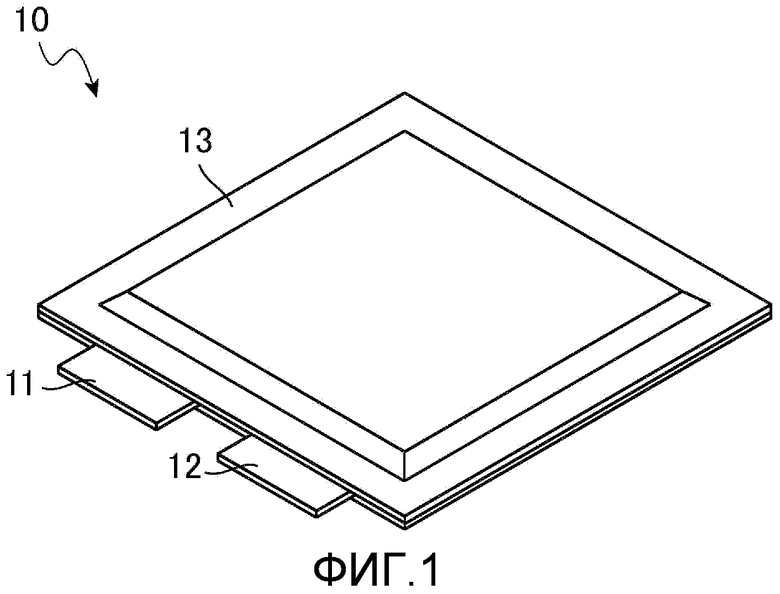
Фиг.1 является видом в перспективе, иллюстрирующим внешний вид литий-ионного вторичного элемента.
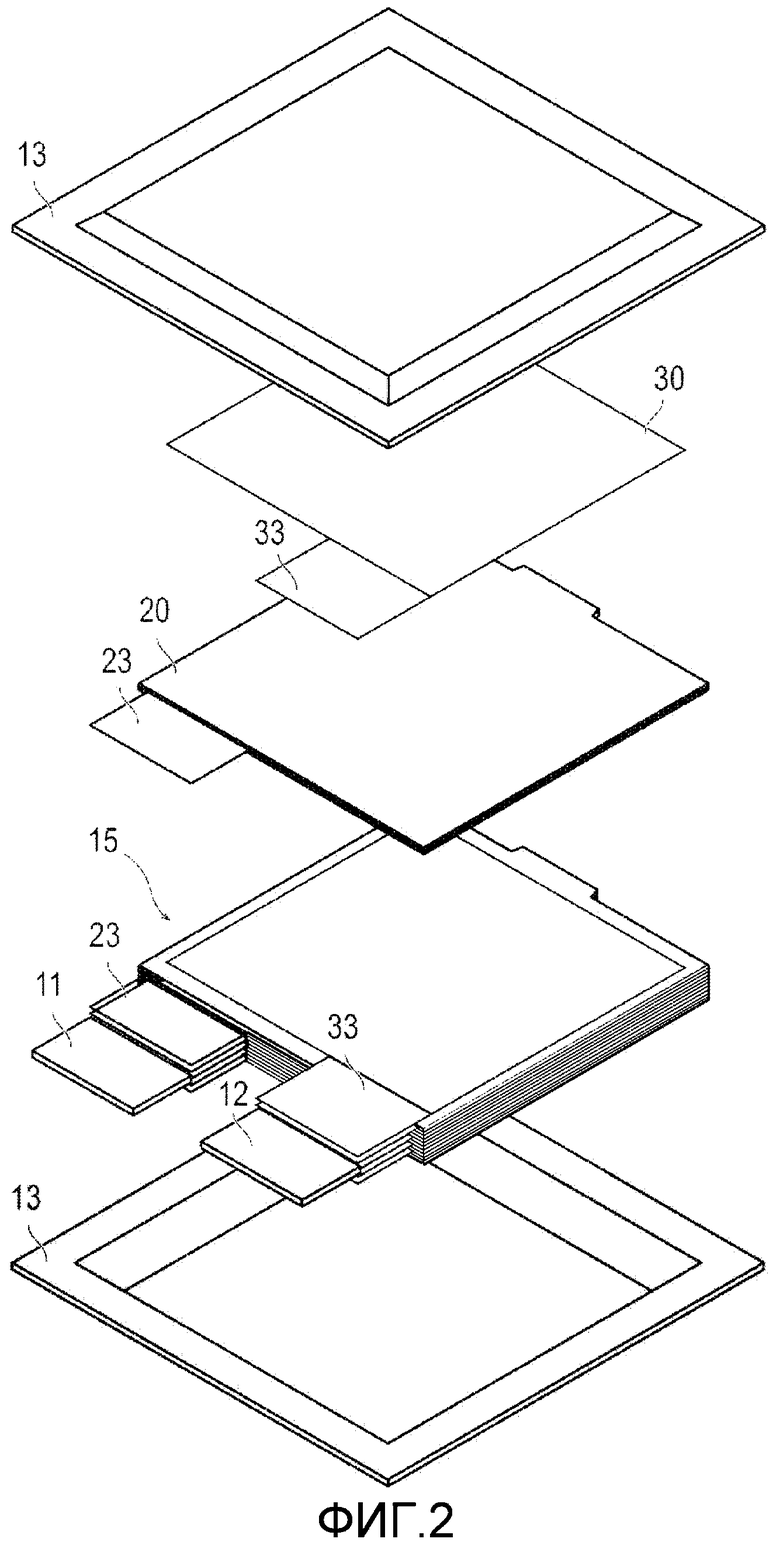
Фиг.2 является покомпонентным видом в перспективе литий-ионного вторичного элемента.
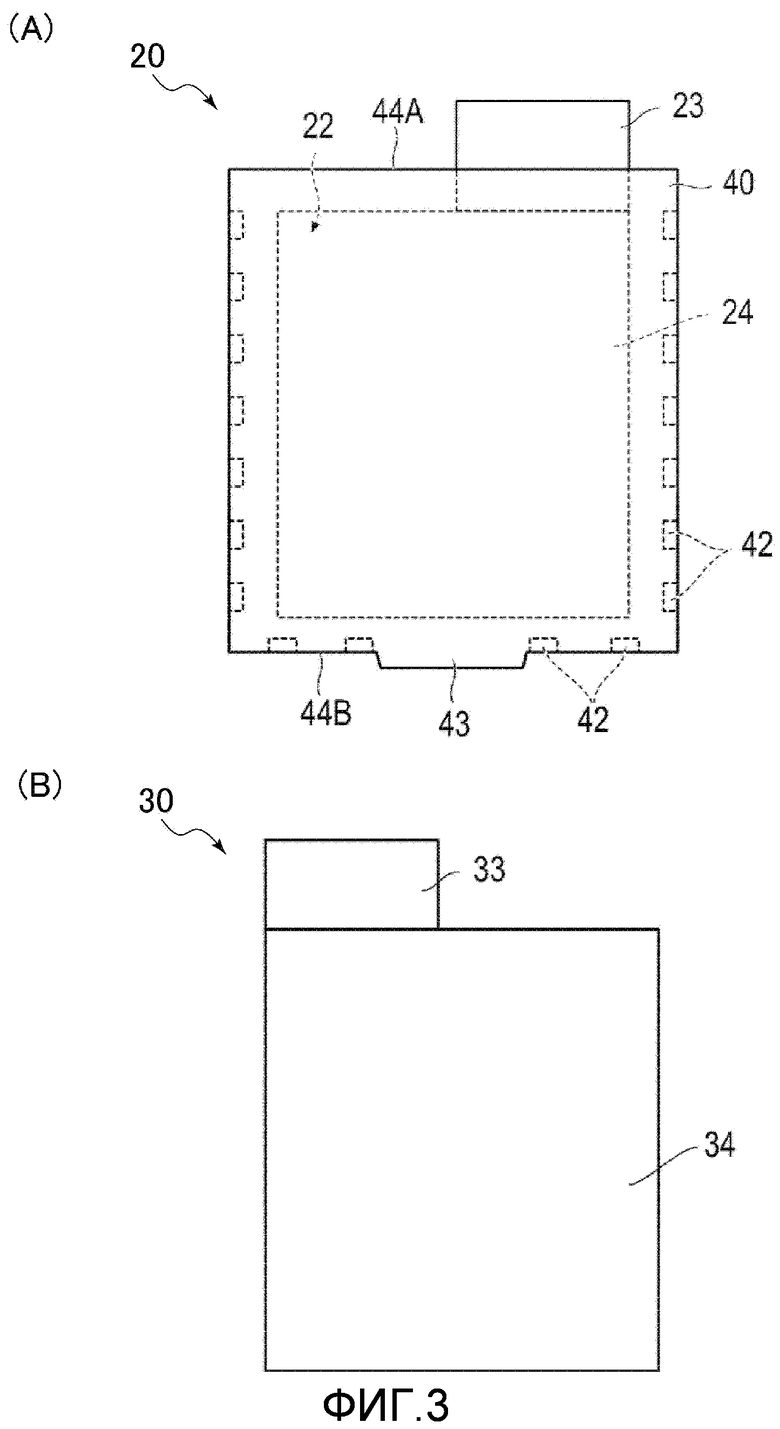
Фиг.3 является видом сверху, иллюстрирующим отрицательный электрод и упакованный положительный электрод.
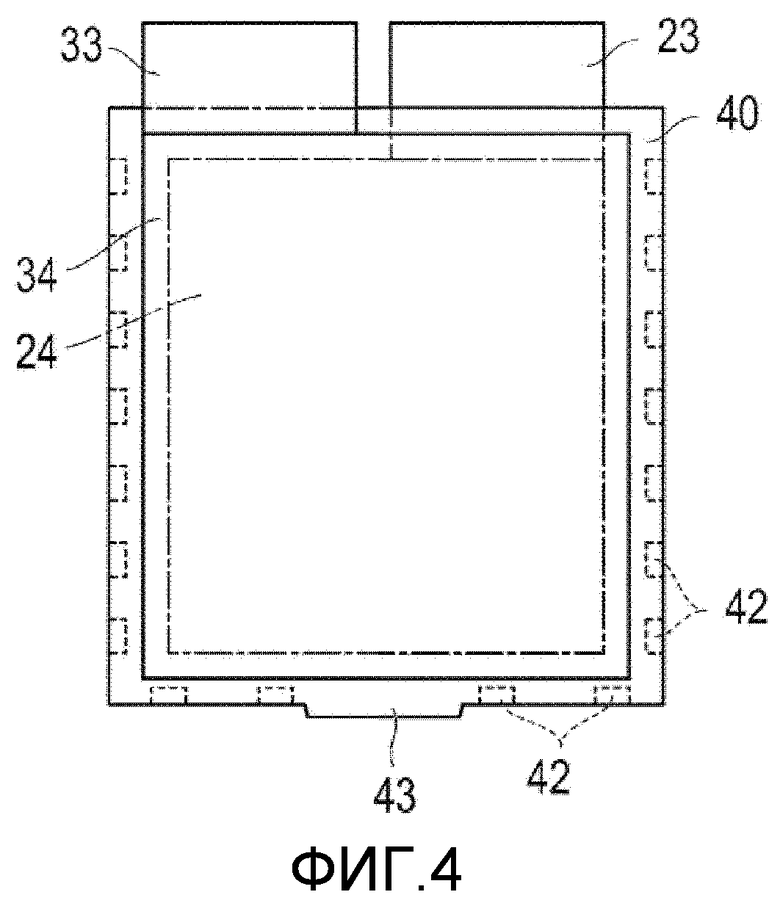
Фиг.4 является видом сверху, иллюстрирующим упакованный положительный электрод и отрицательный электрод, уложенные друг на друга.
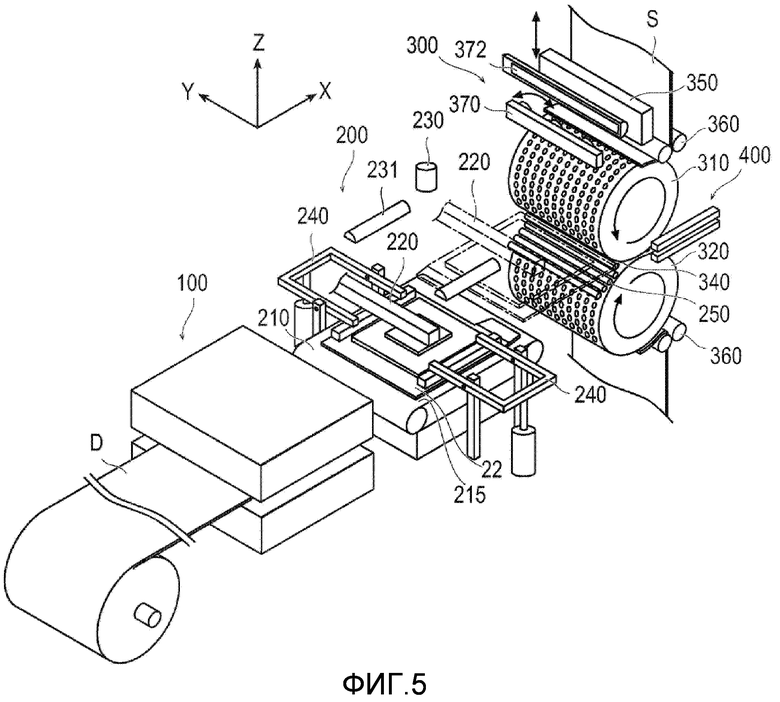
Фиг.5 является схематичным видом в перспективе, иллюстрирующим укладочное устройство.
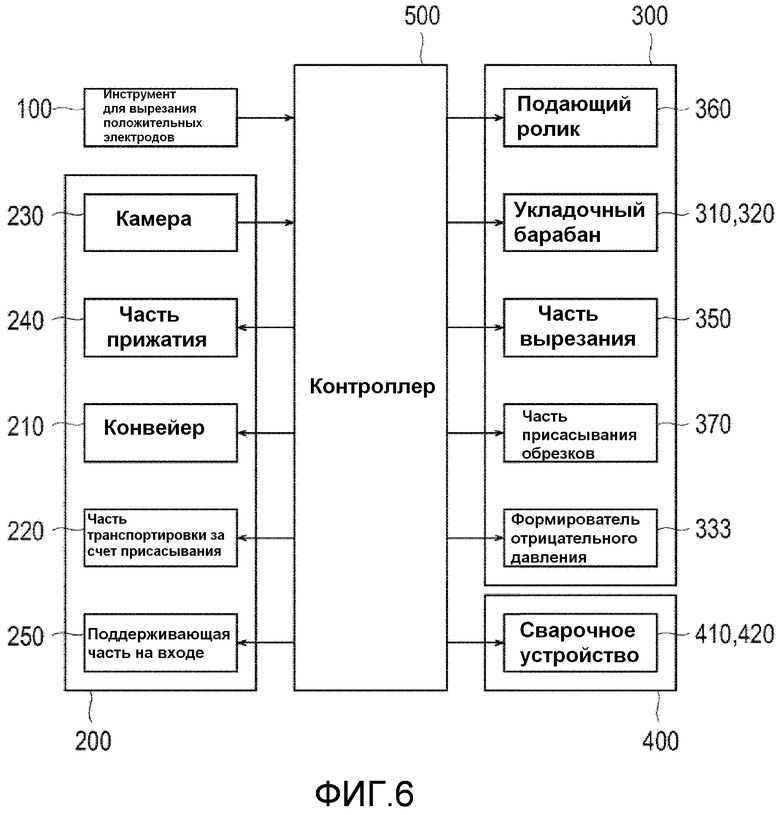
Фиг.6 является видом, иллюстрирующим электрическую конфигурацию укладочного устройства.
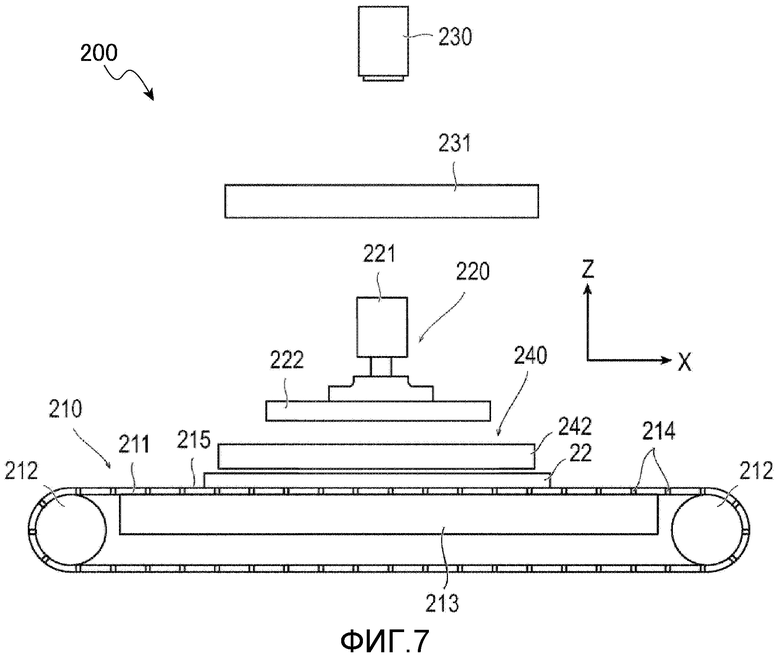
Фиг.7 является видом сбоку, иллюстрирующим модуль транспортировки электродов укладочного устройства.
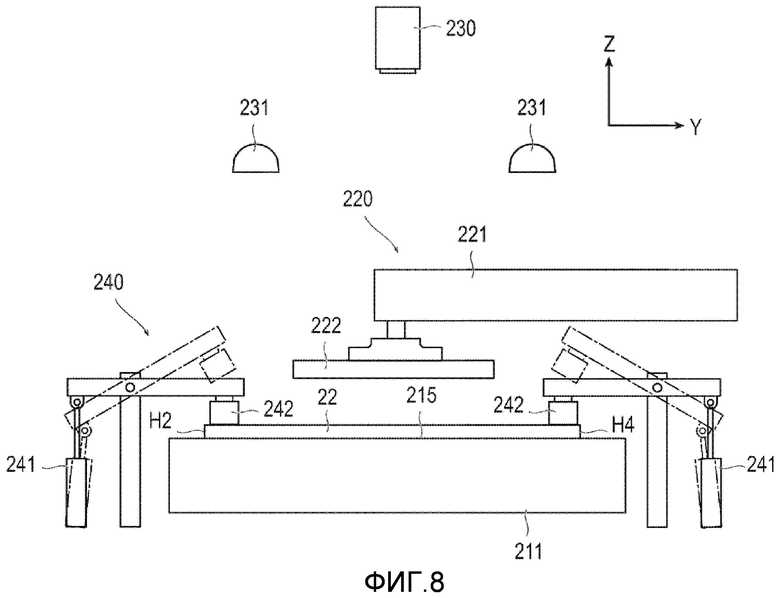
Фиг.8 является видом спереди, иллюстрирующим модуль транспортировки электродов укладочного устройства.
Фиг.9 является видом сверху, иллюстрирующим модуль транспортировки электродов укладочного устройства.
Фиг.10 является схематичным видом в сечении, иллюстрирующим вращательный модуль транспортировки укладочного устройства.
Фиг.11 является первым пояснительным видом, иллюстрирующим процесс для способа укладки, выполняемого посредством укладочного устройства.
Фиг.12 является вторым пояснительным видом, иллюстрирующим процесс для способа укладки, выполняемого посредством укладочного устройства.
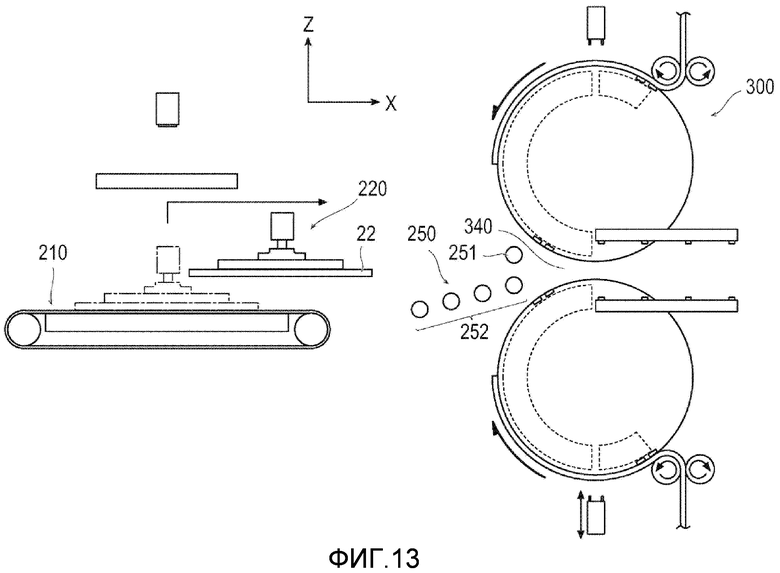
Фиг.13 является третьим пояснительным видом, иллюстрирующим процесс для способа укладки, выполняемого посредством укладочного устройства.
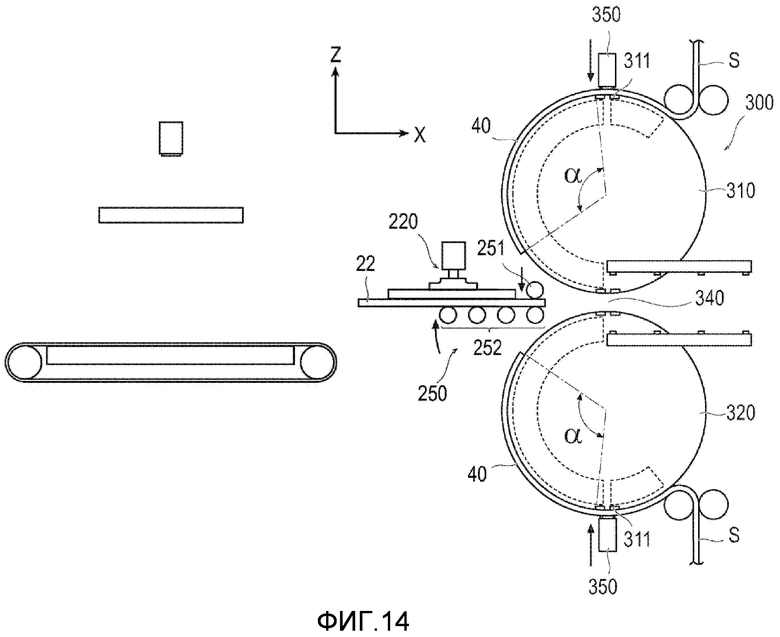
Фиг.14 является четвертым пояснительным видом, иллюстрирующим процесс для способа укладки, выполняемого посредством укладочного устройства.
Фиг.15 является пятым пояснительным видом, иллюстрирующим процесс для способа укладки, выполняемого посредством укладочного устройства.
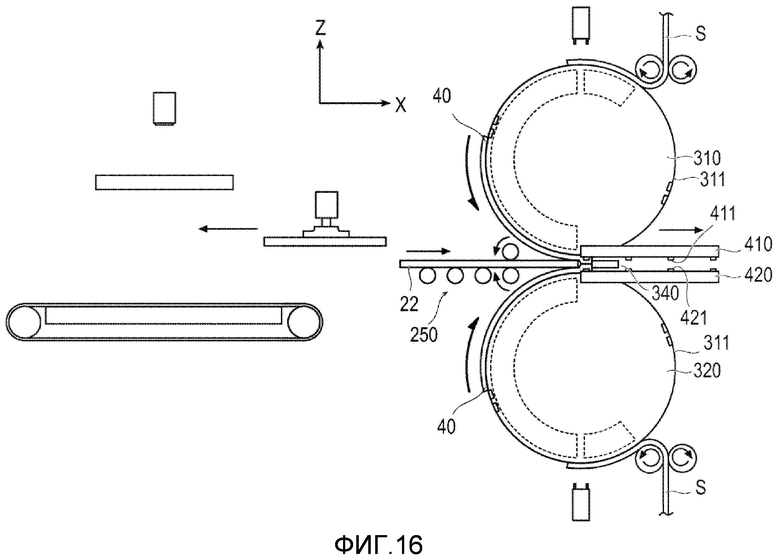
Фиг.16 является шестым пояснительным видом, иллюстрирующим процесс для способа укладки, выполняемого посредством укладочного устройства.
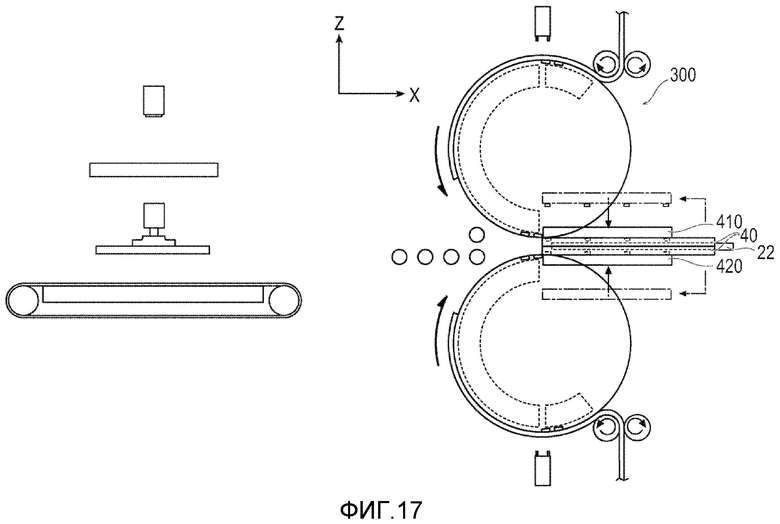
Фиг.17 является седьмым пояснительным видом, иллюстрирующим процесс для способа укладки, выполняемого посредством укладочного устройства.
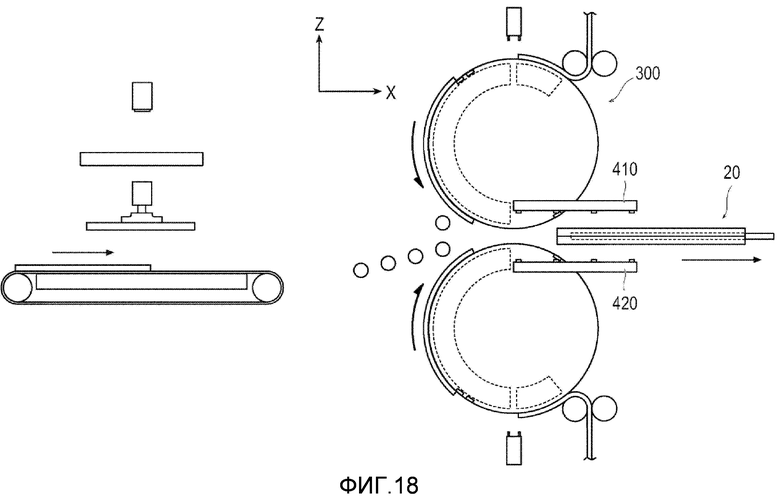
Фиг.18 является восьмым пояснительным видом, иллюстрирующим процесс для способа укладки, выполняемого посредством укладочного устройства.
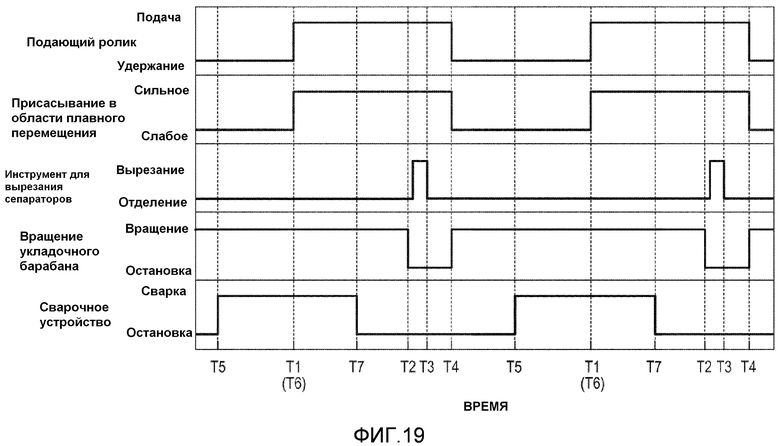
Фиг.19 является картой, иллюстрирующей работу вращательного модуля транспортировки.
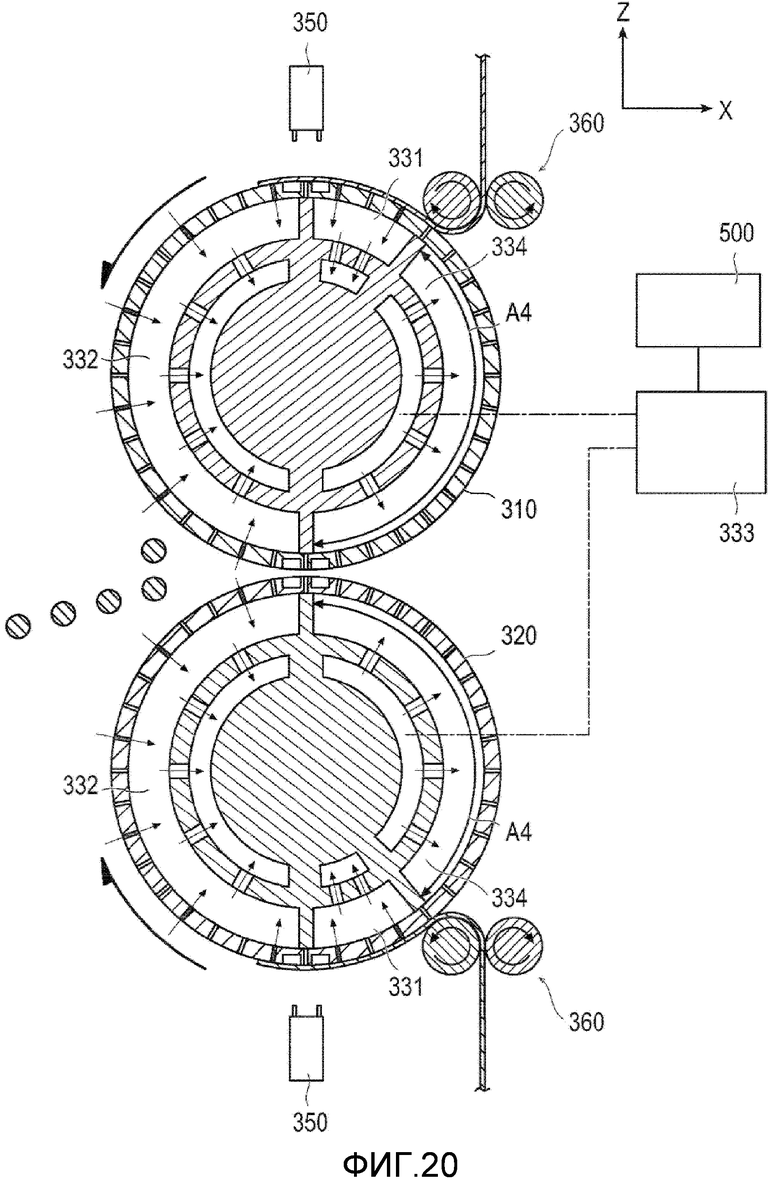
Фиг.20 является схематичным видом в сечении, иллюстрирующим другой пример укладочного устройства.
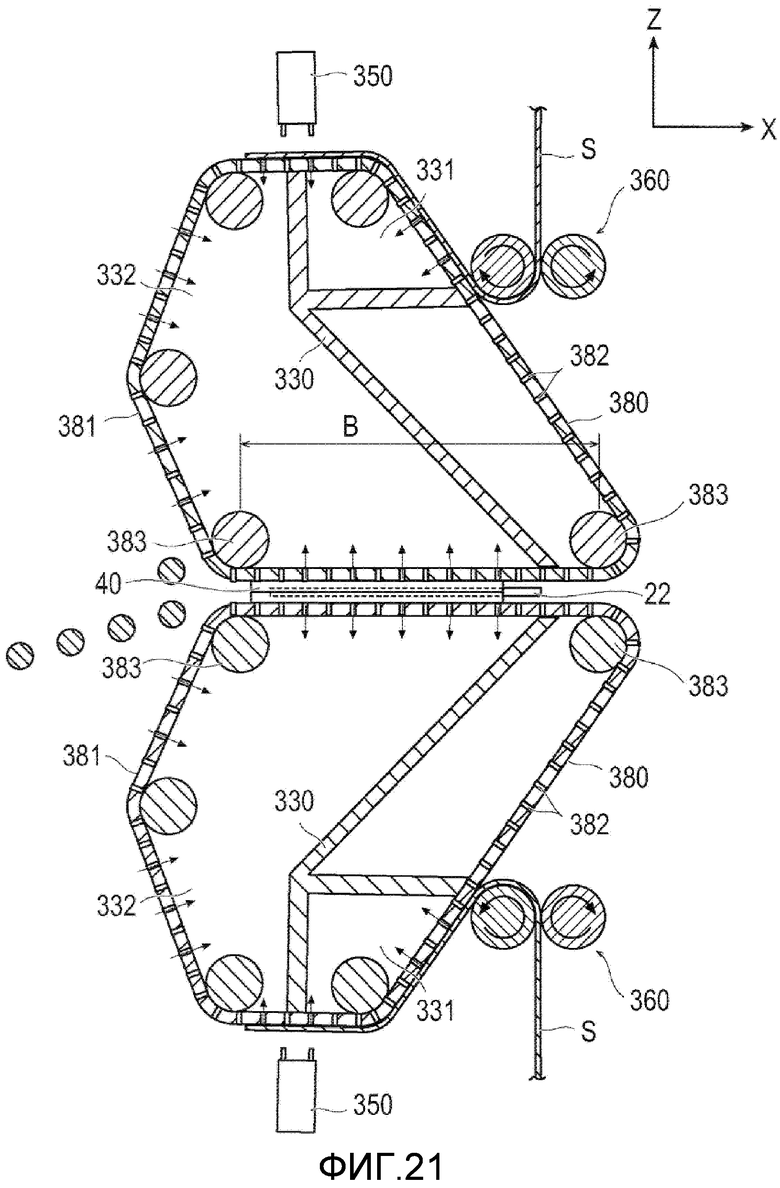
Фиг.21 является схематичным видом в сечении, иллюстрирующим еще один другой пример укладочного устройства.
Наилучший способ осуществления изобретения
Варианты осуществления настоящего изобретения поясняются со ссылками на прилагаемые чертежи. Соотношения размеров на чертежах чрезмерно увеличиваются для цели пояснения и отличаются от фактических соотношений.
Настоящее изобретение относится к укладочному устройству и к способу укладки для сборки элементов выработки электроэнергии элемента электропитания, при этом устройство и способ применяются к части процесса изготовления аккумулятора. Перед пояснением укладочного устройства согласно варианту осуществления настоящего изобретения поясняется конструкция элемента.
Элемент электропитания
Со ссылкой на фиг.1 поясняется литий-ионный вторичный элемент (многослойный элемент), сформированный посредством укладочного устройства. Фиг.1 является видом в перспективе, иллюстрирующим внешний вид литий-ионного вторичного элемента, фиг.2 является покомпонентным видом в перспективе литий-ионного вторичного элемента, а фиг.3 является видом сверху, иллюстрирующим отрицательный электрод и упакованный положительный электрод.
Как проиллюстрировано на фиг.1, литий-ионный вторичный элемент 10 имеет плоскую прямоугольную форму. Положительный вывод 11 и отрицательный вывод 12 выводятся из одного конца оболочки 13. Оболочка 13 включает элемент 15 выработки электроэнергии (элемент электропитания), в котором протекает реакция заряда-разряда. Как проиллюстрировано на фиг.2, элемент 15 выработки электроэнергии формируется посредством поочередной укладки упакованных положительных электродов 20 и отрицательных электродов 30.
Как проиллюстрировано на фиг.3(A), упакованный положительный электрод 20 формируется посредством удерживания прямоугольного положительного электрода 22 между прямоугольными сепараторами 40. Положительный электрод 22 включает в себя очень тонкий пластинчатый положительный коллектор (фольгу коллектора), который имеет, на каждой своей поверхности, положительный слой активного материала. Два сепаратора 40 соединяются друг с другом в соединениях 42 вдоль краев таким образом, что они формируют чехол. Сепаратор 40 имеет линейную сторону 44A, из которой выводится положительный лепестковый вывод 23 положительного электрода 22. Частично выступает со стороны 44B напротив стороны 44A сопрягаемая часть 43. Сопрягаемая часть 43 входит внутрь оболочки 13 так, что она закрепляет элемент 15 электропитания на оболочке 13. Положительный электрод 22 имеет положительный слой 24 активного материала, за исключением положительного лепесткового вывода 23.
Как проиллюстрировано на фиг.3(B), отрицательный электрод 30 имеет прямоугольную форму и включает в себя очень тонкий пластинчатый отрицательный коллектор (фольгу коллектора), который имеет, на каждой своей поверхности, отрицательный слой 34 активного материала. Отрицательный электрод 30 имеет отрицательный слой 34 активного материала, за исключением отрицательного лепесткового вывода 33.
Отрицательный электрод 30 укладывается на упакованном положительном электроде 20, как проиллюстрировано на фиг.4. На фиг.4 отрицательный слой 34 активного материала имеет размер, превышающий размер положительного слоя 24 активного материала положительного электрода 22 при виде сверху.
Общий способ изготовления литий-ионного вторичного элемента посредством поочередной укладки упакованных положительных электродов 20 и отрицательных электродов 30 известен и, следовательно, не поясняется подробно.
Укладочное устройство
Укладочное устройство согласно варианту осуществления настоящего изобретения поясняется со ссылкой на чертежи.
Как проиллюстрировано на фиг.5 и 6, укладочное устройство имеет модуль 100 вырезания положительных электродов, который вырезает положительный электрод 22 из листового материала D положительного электрода, модуль 200 транспортировки электродов, который транспортирует вырезанный положительный электрод 22, вращательный модуль 300 транспортировки, который размещается дальше по ходу относительно модуля 200 транспортировки электродов в направлении транспортировки, сварочный модуль 400, размещенный на каждой стороне вращательного модуля 300 транспортировки, и контроллер 500 (модуль управления), который, в общем, управляет всем устройством. Согласно варианту осуществления, направление, в котором транспортируется положительный электрод, является направлением X транспортировки, направление, ортогональное плоскости положительного электрода 22, является вертикальным направлением Z, и направление, пересекающее вертикальное направление Z и направление X транспортировки, является направлением Y ширины. На основе этих направлений приводится нижеприведенное пояснение.
Модуль 100 вырезания положительных электродов вырезает листовой материал D положительного электрода в рулоне с предварительно определенной формой, например, посредством перфорирования, так что формируется положительный электрод 22 (листовой материал) предварительно определенной формы. Вырезанный положительный электрод 22 является прямоугольным и имеет положительный лепестковый вывод 23.
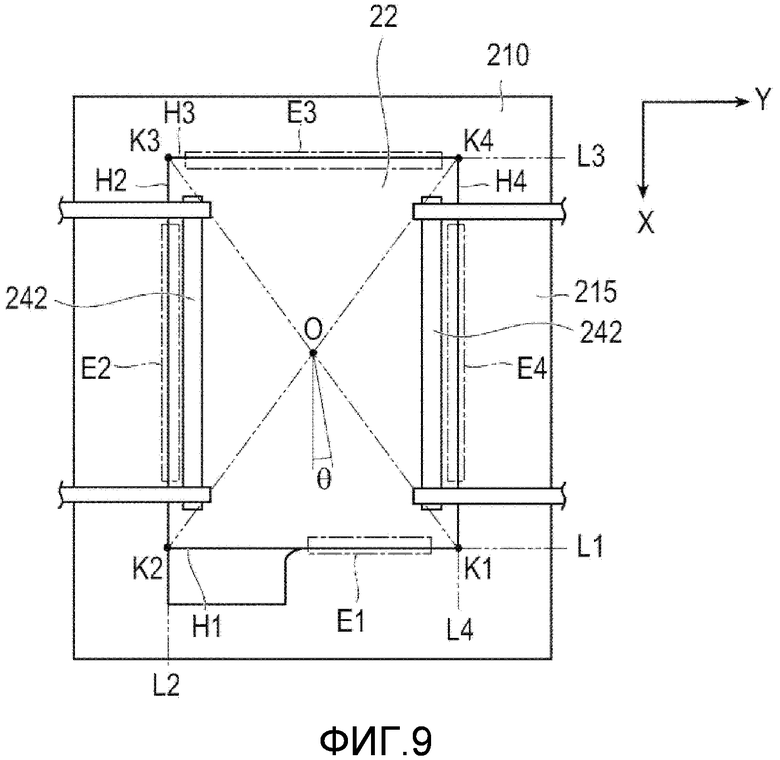
Как проиллюстрировано на фиг.7-9, модуль 200 транспортировки электродов имеет конвейер 210, который транспортирует положительный электрод 22, вырезанный посредством модуля 100 вырезания положительных электродов, и часть 220 транспортировки при присасывании, которая вытягивает положительный электрод 22 посредством присасывания из конвейера 210, и удерживает и переносит его во вращательный модуль 300 транспортировки (модуль транспортировки сепараторов). Выше конвейера 210 размещаются камера 230 для съемки изображений (детектор позиции) и средство 231 подсветки.
Конвейер 210 имеет присасывающий ремень, который является бесконечным и имеет воздухопроницаемость, два вращательных вала 212, которые размещаются параллельно в направлении транспортировки и удерживают с возможностью вращения присасывающий ремень 211, и формирователь 213 отрицательного давления, который размещается в присасывающем ремне 211.
Присасывающий ремень 211 содержит множество отверстий 214 для всасывания воздуха, через которые воздух всасывается посредством формирователя 213 отрицательного давления так, что положительный электрод 22, который является тонким и который трудно транспортировать, вытягивается и удерживается посредством плоской монтажной поверхности 215 (базовой поверхности) конвейера 210. Монтажная поверхность 215 присасывающего ремня 211 имеет такой цвет, что граница положительного электрода 22 является легко распознаваемой с помощью камеры 230 для съемки изображений. Согласно варианту осуществления, цвет является белым цветом.
Согласно настоящему варианту осуществления, конвейер 210 используется в качестве устройства, имеющего плоскую монтажную поверхность 215, на которой практически горизонтально размещается положительный электрод 22. В качестве такого устройства могут приспосабливаться любые другие реализации.
На каждой стороне конвейера 210 часть 240 прижатия выполнена с возможностью прижимать сторону положительного электрода 22 на присасывающем ремне 211. Часть 240 прижатия имеет фиксатор 242, который перемещается посредством актуатора 241 под управлением контроллера 500 в направлении к и от монтажной поверхности 215 (базовой поверхности) присасывающего ремня 211. Фиксатор 242 прижимает положительный электрод 22 к монтажной поверхности 215, тем самым корректируя искривление положительного электрода 22. В частности, положительный электрод 22, который вырезается из листового материала D, намотанного в рулон, имеет особенность изгибания вследствие осточной характеристики сматывания. Положительный электрод 22, отрицательный электрод 30 и сепаратор 40 представляют собой очень тонкий фольговый материал и очень легко деформируются в случае крупногабаритного аккумулятора, к примеру автомобильного аккумулятора.
Присасывающий ремень 211 должен вытягивать и удерживать посредством присасывания элемент, который находится в контакте с монтажной поверхностью 215, и присасывающая сила, предоставляемая для присасывающего ремня 211, не является настолько сильной, чтобы вытягивать часть, которая отделяется в направлении от монтажной поверхности 215. Соответственно, фиксатор 242 проталкивает положительный электрод 22 к монтажной поверхности 215, чтобы корректировать деформацию положительного электрода 22. Вследствие этого, камера 230 для съемки изображений может корректно фиксировать позицию положительного электрода 22, и позиция присасывания для части 220 транспортировки за счет присасывания может быть точно задана, тем самым повышая точность обработки на последующих стадиях.
Чтобы фиксировать позицию присасывания положительного электрода 22 посредством части 220 транспортировки за счет присасывания, фиксатор 242 допускает прижатие длинных секций двух сторон (краев) H2 и H4, идущих в направлении транспортировки положительного электрода 22 на присасывающем ремне 211. Помимо этого, чтобы инструктировать камере 230 для съемки изображений сфотографировать четыре стороны (края) H1-H4 положительного электрода 22, фиксатор 242 сформирован с возможностью прижимать внутренние стороны четырех сторон H1-H4 (центральную сторону положительного электрода 22). Фиксатор 242 изготавливается из прозрачного материала, так что прижатый положительный электрод 22 фотографируется через фиксатор 242. Прозрачный материал может представлять собой акриловую смолу, стекло и т.п. Тем не менее, прозрачный материал не ограничен конкретным образом и надлежащим образом выбирается согласно частоте средства 231 подсветки и характеристикам съемки изображений камеры 230 для съемки изображений.
Часть 220 транспортировки за счет присасывания имеет несущую подложку 221, которая соединяется с устройством приведения в действие (не проиллюстрировано) и является подвижной, и присасывающую головку 222, которая размещается под несущей подложкой 221 и соединяется с источником подачи отрицательного давления (не проиллюстрирован) с возможностью формировать присасывающую силу. Присасывающая головка 222 приводится в действие посредством устройства приведения в действие и является трехмерно подвижной в вертикальном направлении Z, направлении X транспортировки и направлении Y ширины и поворотной в горизонтальной плоскости.
Камера 230 для съемки изображений, размещенная над конвейером 210, фотографирует с помощью средства 231 подсветки положительный электрод 22, который транспортируется посредством конвейера 210 и прижимается, и удерживается посредством фиксатора 242. Когда положительный электрод 22 транспортируется и останавливается в предварительно определенной позиции, камера 230 для съемки изображений фотографирует положительный электрод 22 и передает сигнал на основе изображения в контроллер 500. После приема сигнала контроллер 500 вычисляет позицию и состояние положительного электрода 22 согласно сигналу, управляет перемещением устройства приведения в действие части 220 транспортировки за счет присасывания согласно вычисленным результатам, надлежащим образом корректирует позицию и ориентацию положительного электрода 22 и транспортирует положительный электрод 22 в зазор 340 (см. фиг.5) вращательного модуля 300 транспортировки, который поясняется ниже.
Более точно, изображение, сфотографированное с помощью камеры 230 для съемки изображений в предварительно определенной позиции, в которой останавливается конвейер 210, используется для того, чтобы определять края боковых областей E1-E4, соответствующих четырем сторонам положительного электрода 22. Края являются определимыми согласно цветовому различию между присасывающим ремнем 211 и положительным электродом 22. Согласно определенному результату, приближенные прямые линии L1-L4 четырех сторон вычисляются с использованием метода наименьших квадратов. После этого вычисляются пересечения четырех приближенных прямых линий L1-L4, т.е. четырех углов K1-K4.
Среднее четырех углов K1-K4 вычисляется как координаты центра 0 электрода. Координаты центра 0 электрода выражаются с помощью координат в направлении X транспортировки и направлении Y ширины.
Согласно среднему одной или обеих из приближенных прямых линий L2-L4 двух сторон H2 и H4 положительного электрода 22 в направлении транспортировки, вычисляется угол 9 наклона на горизонтальной плоскости (базовой плоскости) положительного электрода 22. После этого, согласно координатам центра 0 электрода и углу 9 наклона, вычисляются величины коррекции для позиции и наклона положительного электрода 22 относительно истинной позиции на горизонтальной плоскости. Согласно величинам коррекции, устройство приведения в действие части 220 транспортировки за счет присасывания (модуля коррекции позиции) управляется, чтобы корректировать позицию и ориентацию положительного электрода 22 и переносить положительный электрод 22 в зазор 340 вращательного модуля 300 транспортировки.
Хотя вариант осуществления распознает позицию и состояние положительного электрода 22, согласно изображению, полученному посредством камеры 230 для съемки изображений, можно использовать другие датчики с этой целью. Например, контактный датчик для определения переднего конца положительного электрода 22 может использоваться для того, чтобы распознавать позицию положительного электрода 22.
После того как положительный электрод 22 транспортируется в предварительно определенную позицию на конвейере 210, и фиксатор 242 прижимает стороны положительного электрода 22, чтобы корректировать форму положительного электрода 22, часть 220 транспортировки за счет присасывания вертикально опускается, и присасывающая головка 222 вытягивает и удерживает положительный электрод 22. Фиксатор 242 выпускает положительный электрод 22, и часть 220 транспортировки за счет присасывания поднимается при одновременном фактическом поддержании горизонтального состояния положительного электрода 22. Согласно вычисленным величинам коррекции, надлежащим образом корректируются позиция и ориентация положительного электрода 22, и положительный электрод 22 переносится в зазор 340 вращательного модуля 300 транспортировки.
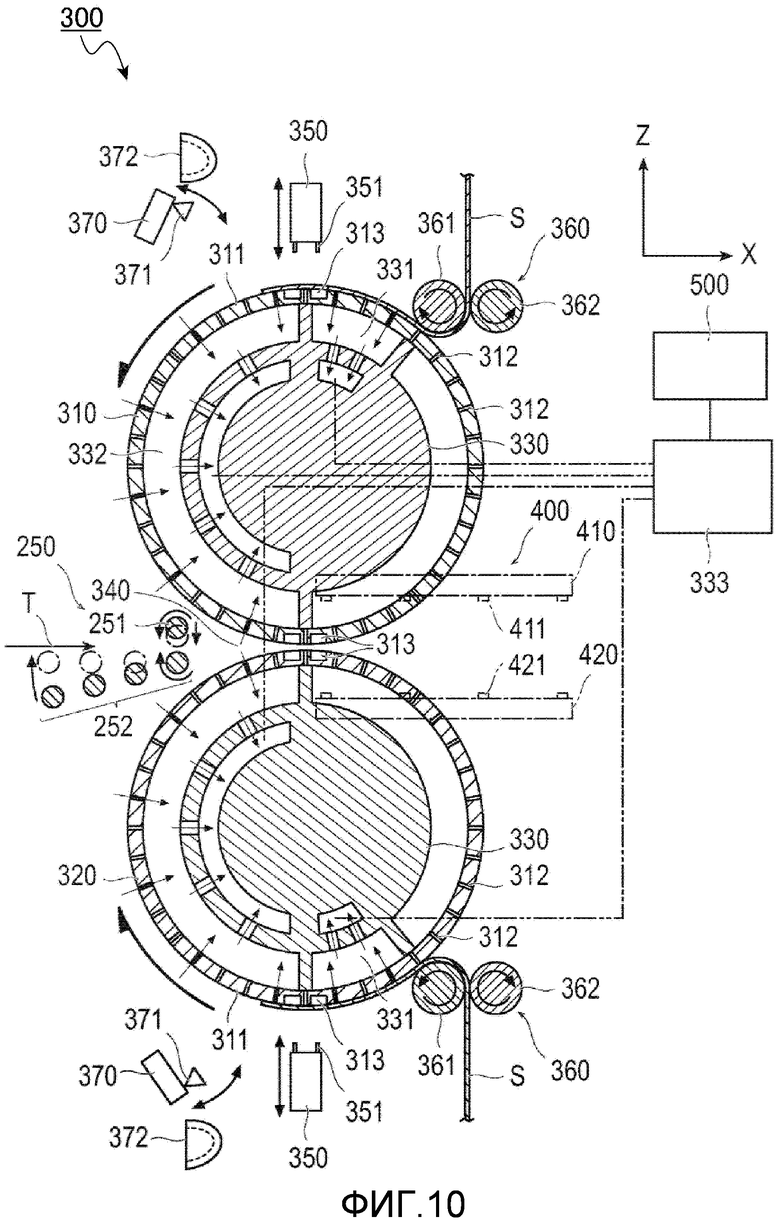
Около зазора 340 вращательного модуля 300 транспортировки размещается поддерживающая часть 250 на входе, как проиллюстрировано на фиг.10. Поддерживающая часть 250 на входе размещается на верхней и нижней сторонах зазора 340, чтобы направлять положительный электрод 22 во вращательный модуль 300 транспортировки. Поддерживающая часть 250 на входе имеет множество групп роликов, чтобы поддерживать положительный электрод 22, транспортированный из части 220 транспортировки за счет присасывания, и подавать положительный электрод 22 в зазор 340 вращательного модуля 300 транспортировки.
Поддерживающая часть 250 на входе имеет верхнюю опору 251 на входе, имеющую ролик, и нижнюю опору 252 на входе, имеющую множество роликов. Верхняя опора 251 на входе является подвижной в вертикальном направлении Z вверх в качестве "открытого состояния" и вниз в качестве "закрытого состояния", которое удерживает положительный электрод 22 относительно самой низкой в направлении транспортировки роликов нижней опоры 252 на входе. Верхняя опора 251 на входе приводится в действие, чтобы подавать положительный электрод 22 в зазор 340.
Нижняя опора 252 на входе переходит в открытое состояние, когда ролик на расположенной ближе по ходу стороне направления транспортировки опускается под наклоном, и в закрытое состояние, когда поднимается почти в горизонтальную позицию, чтобы принимать положительный электрод 22 из части 220 транспортировки за счет присасывания. Нижняя опора 252 на входе поддерживает положительный электрод 22 таким образом, что положительный электрод 22 может транспортироваться (см. фиг.14). Самый нижний ролик в направлении транспортировки формирует пару с роликом верхней опоры 251 на входе и приводится в действие, чтобы вращаться, чтобы подавать положительный электрод 22, удерживаемый относительно верхней опоры 251 на входе, в зазор 340.
Когда положительный электрод 22 транспортируется из части 220 транспортировки за счет присасывания, верхняя опора 251 на входе опускается, чтобы удерживать передний конец положительного электрода 22 относительно нижней опоры 252 на входе. Одновременно, ролики нижней опоры 252 на входе поднимаются почти в горизонтальное состояние, чтобы поддерживать нижнюю поверхность положительного электрода 22. После этого положительный электрод 22 выпускается из присасывающей головки 222 части 220 транспортировки за счет присасывания и, согласно вращению поддерживающей части 250 на входе, постепенно подается в зазор 340 вращательного модуля 300 транспортировки.
Вращательный модуль 300 транспортировки (модуль транспортировки сепараторов) вырезает сепараторы 40 из пластинчатых материалов S сепаратора и кладет сепараторы 40 на положительном электроде 22, переносимом посредством части 220 транспортировки за счет присасывания. Вращательный модуль 300 транспортировки имеет верхний цилиндрический укладочный барабан 310 (первый модуль транспортировки сепараторов, цилиндрический ротор) и нижний цилиндрический укладочный барабан (второй модуль транспортировки сепараторов, цилиндрический ротор), которые образуют пару.
Пара из верхнего и нижнего укладочных барабанов 310 и 320 имеют вращательные оси, ортогональные направлению X транспортировки, и выполнены с возможностью быть параллельными друг другу при том, что их внешние периферийные поверхности 311 обращены друг к другу с предварительно определенным зазором 340 между ними. Барабаны 310 и 320 конструируются с возможностью быть симметричными относительно горизонтальной плоскости.
Внешняя периферийная поверхность 311 каждого из укладочных барабанов 310 и 320 содержит присасывающую часть, чтобы вытягивать сепаратор 40 посредством присасывания. Укладочные барабаны 310 и 320 включают внутреннюю конструкцию 330, которая не является вращающейся. Ширина (длина в направлении оси вращения) укладочных барабанов 310 и 320 задается таким образом, что каждый край материала S сепаратора может выступать из каждого конца укладочных барабанов 310 и 320.
Верхний и нижний укладочные барабаны 310 и 320 выполнены с возможностью формировать зазор 340 между собой. В зазоре 340 барабаны 310 и 320 поворачиваются по окружности в идентичном направлении к расположенной дальше по ходу стороне направления X транспортировки, а именно верхний укладочный барабан 310 вращается влево в плоскости по фиг.10, чтобы транспортировать сепаратор 40, вытянутый и удерживаемый посредством внешней периферийной поверхности 311, в зазор 340. Нижний укладочный барабан 320 вращается вправо в плоскости по фиг.10, чтобы транспортировать сепаратор 40, вытянутый и удерживаемый посредством внешней периферийной поверхности 311, в зазор 340. Верхний и нижний укладочные барабаны 310 и 320 приводятся в действие посредством приводного электромотора (не проиллюстрирован), вращение которого управляется посредством контроллера 500.
Внешняя периферийная поверхность 311 каждого из укладочных барабанов 310 и 320 имеет множество вентиляционных отверстий 312. В круговых частях каждого из барабанов 310 и 320 формируется паз (приемник) 313 таким образом, чтобы принимать инструмент 351 для вырезания сепараторов (режущее полотно) части 350 вырезания, которая поясняется ниже. Паз 313 формируется в двух местоположениях, отделенных на 180 градусов, на каждом из укладочных барабанов 310 и 320. Причина, по которой паз 313 формируется в двух местоположениях в направлении вдоль окружности, заключается в необходимости вырезать два сепаратора 40 во время поворачивания укладочных барабанов 310 и 320. В зависимости от числа сепараторов 40, которые должны быть вырезаны во время поворачивания укладочных барабанов 310 и 320, изменяется число пазов 313 в направлении вдоль окружности.
Около внешней периферийной поверхности 311 каждого из укладочных барабанов 310 и 320 размещаются часть 360 подающих роликов (стопорящий механизм) для того, чтобы подавать или удерживать пластинчатый материал S сепаратора, часть 350 вырезания для того, чтобы вырезать материал S сепаратора на внешней периферийной поверхности 311, и часть 370 присасывания обрезков для того, чтобы утилизировать обрезок S' (см. фиг.15), сформированный посредством части 350 вырезания.
Часть 360 подающих роликов, которая является небольшой и цилиндрической, размещается в каждой из наклонной верхней и нижней позиций на стороне дальше по ходу направления транспортировки вращательного модуля 300 транспортировки.
В каждой из наклонной верхней и нижней позиций на стороне дальше по ходу направления относительно направления транспортировки вращательного модуля 300 транспортировки часть 360 подающих роликов имеет пару подающих роликов 361 и 362, которые являются цилиндрическими и являются разнесенными друг от друга на предварительно определенный зазор.
Часть 360 подающих роликов удерживает в зазоре один непрерывный материал S сепаратора, транспортированный из разделительного ролика (не проиллюстрирован), поворачивается с тем, чтобы подавать его во вращательный модуль 300 транспортировки, и останавливается, чтобы удерживать материал S сепаратора. Подающие ролики 361 и 362 управляются посредством контроллера 500, чтобы подавать материал S сепаратора во вращательный модуль 300 транспортировки в предварительно определенное время.
Часть 350 вырезания имеет инструменты 351 для вырезания сепараторов в верхней и нижней позициях вращательного модуля 300 транспортировки. Каждый инструмент 351 для вырезания сепараторов является частью теплового вырезания, которая расплавляет материал S сепаратора, вытянутый и удерживаемый посредством внешней периферийной поверхности 311 укладочного барабана 310 (320), и вырезает материал S с предварительно определенной формой.
Более точно, сепаратор 40 вытягивается и удерживается посредством внешней периферийной поверхности 311 каждого из укладочных барабанов 310 и 320 и транспортируется в позицию, в которой паз 313 укладочного барабана обращен к инструменту 351 для вырезания сепараторов. Затем, инструмент 351 для вырезания сепараторов принимает инструкцию из контроллера 500, чтобы входить в паз 313 укладочного барабана, расплавлять сепаратор 40 и вырезать его с предварительно определенной формой, как проиллюстрировано на фиг.3(A). При непрерывном вырезании сепараторов 40 из материала S сепаратора задний конец первого сепаратора 40 задается как сторона 44B, на которой формируется сопрягаемая часть 43, а передний конец второго сепаратора 40 задается как линейная сторона 44A. Когда часть 350 вырезания одновременно вырезает две стороны 44A и 44B, имеющие различные формы, образуется краевой обрезок S'.
Часть 370 присасывания обрезков имеет присасывающую головку 371 инструмента для вырезания, чтобы формировать присасывающую силу. Когда инструмент 351 для вырезания сепараторов вырезает материал S сепаратора и убирается из паза 313, часть 370 присасывания обрезков приближается к вырезанной части и вытягивает и удерживает посредством присасывания обрезок S' сепаратора 40, вырезанный посредством инструмента 351 для вырезания сепараторов. Присасывающая головка 371 инструмента для вырезания, удерживающая обрезок S', перемещается в направлении от внешней периферийной поверхности 311 укладочного барабана 310 (320). После этого присасывание посредством присасывающей головки 371 инструмента для вырезания прекращается, чтобы выпускать обрезок S', который извлечен и собран посредством присасывающего порта 372, который отдельно размещается в позиции в направлении от внешней периферийной поверхности 311 укладочного барабана 310 (320).
Если только присасывающий порт 372 выполнен с возможностью утилизировать обрезок S', обрезок S' может создавать помехи для сепаратора 40 или материала S сепаратора, оставшегося на внешней периферийной поверхности 311. Извлечение посредством присасывания и разделение обрезка S' с помощью присасывающей головки 371 инструмента для вырезания, а затем сбор обрезка S' с использованием присасывающего порта 372 утилизирует обрезок S' без повреждения сепаратора 40 или материала S сепаратора.
Внутренняя конструкция 330 внутри каждого из укладочных барабанов 310 и 320 включает в себя первую камеру 331 регулирования отрицательного давления, которая допускает регулирование интенсивности отрицательного давления согласно процессу, выполняемому посредством устройства, и вторую камеру 332 регулирования отрицательного давления, которая поддерживает практически постоянное отрицательное давление в ходе работы устройства. Первая и вторая камеры 331 и 332 регулирования отрицательного давления не являются вращающимися и соединяются с устройством 333 подачи отрицательного давления, имеющим клапан регулирования давления. Контроллер 500 управляет устройством 333 подачи отрицательного давления, чтобы регулировать внутреннее давление первой и второй камер 331 и 332 регулирования отрицательного давления.
Первая камера 331 регулирования отрицательного давления и вторая камера 332 регулирования отрицательного давления изолируются от внешней среды посредством внутренней периферийной поверхности укладочного барабана 310 (320), чтобы без возможности вращения формировать, через вентиляционные отверстия 312, сформированные в укладочном барабане 310 (320) области отрицательного давления на внешней периферийной поверхности 311 укладочного барабана. Эти области не вращаются, даже если укладочные барабаны вращаются.
Первая камера 331 регулирования отрицательного давления формируется в диапазоне от позиции, соответствующей части 360 подающих роликов, до позиции, соответствующей инструменту 351 для вырезания сепараторов в направлении вращения укладочного барабана 310 (320). Вторая камера 332 регулирования отрицательного давления формируется в диапазоне приблизительно 180 градусов от позиции, соответствующей инструменту 351 для вырезания сепараторов, до позиции, соответствующей зазору 340 в направлении вращения укладочного барабана.
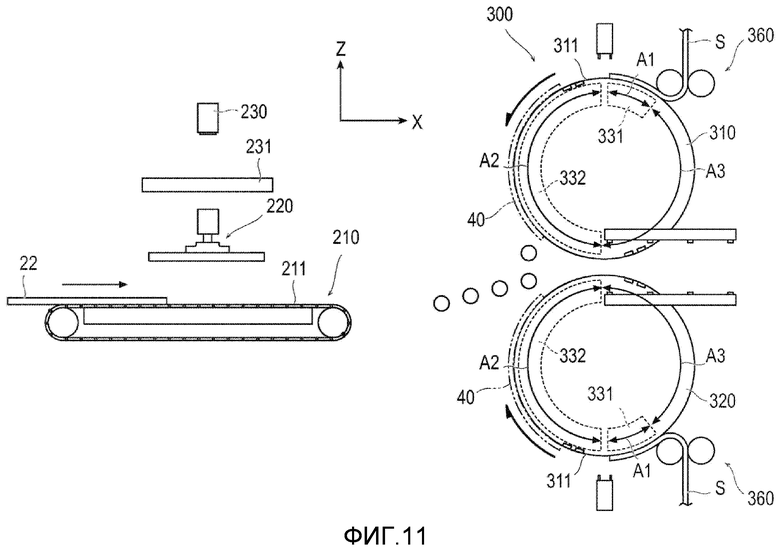
На внешней периферийной поверхности 311 каждого из укладочных барабанов 310 и 320 формируются (см. фиг.11) область A1 плавного перемещения (область регулирования присасывающей силы), в которой отрицательное давление регулируется и изменяется, в позиции, соответствующей первой камере 331 регулирования отрицательного давления, и область A2 присасывания, в которой отрицательное давление является почти постоянным, в позиции, соответствующей второй камере 332 регулирования отрицательного давления, чтобы вытягивать и удерживать материал S сепаратора или вырезанный сепаратор 40. Область A2 присасывания имеет сильную присасывающую силу, чтобы удерживать материал S сепаратора или вырезанный сепаратор 40 посредством присасывающей силы и поворачивать его согласно вращению укладочного барабана.
Область A1 плавного перемещения может задаваться с возможностью предоставлять присасывающую силу, почти идентичную присасывающей силе области A2 присасывания, чтобы поворачивать сепаратор 40, или меньшую присасывающую силу, чтобы удерживать материал S сепаратора, так что материал S сепаратора не отделяется от внешней периферийной поверхности 311, и когда укладочные барабаны 310 и 320 поворачиваются, плавно перемещается на внешней периферийной поверхности 311 без поворачивания вместе с укладочным барабаном.
Во внутренней конструкции 330 диапазон от позиции, соответствующей зазору 340, до позиции, соответствующей части 360 подающих роликов в направлении вращения укладочного барабана 310 (320), не содержит первую камеру 331 регулирования отрицательного давления или вторую камеру 332 регулирования отрицательного давления. Соответственно, часть внешней периферийной поверхности 311, соответствующая этому диапазону, не создает отрицательное давление и формирует невращающуюся область A3 без присасывания, в которой сепаратор 40 не вытягивается посредством присасывания.
Во вращательном модуле 300 транспортировки каждый из укладочных барабанов 310 и 320 вырезает, вытягивает посредством присасывания, удерживает и транспортирует сепаратор 40. Вращение укладочных барабанов 310 и 320 и скорость транспортировки электрода 22 посредством модуля 200 транспортировки электродов синхронизируются друг с другом, чтобы постепенно укладывать сепараторы 40 на каждой поверхности положительного электрода 22 со стороны дальше по ходу направления относительно направления X транспортировки. В это время часть 220 транспортировки за счет присасывания переносит электрод 22 в касательном направлении T (см. фиг.10) цилиндрических укладочных барабанов 310 и 320.
Сварочный модуль 400 сваривает края сепараторов 40, укладываемых на каждой поверхности положительного электрода 22, друг с другом (см. фиг.3). Сварочный модуль 400 имеет пару из верхнего и нижнего сварочных устройств 410 и 420 на каждом конце оси вращения каждого из укладочных барабанов 310 и 320.
Верхнее и нижнее сварочные устройства 410 и 420 имеют множество выступов 411 (412) в направлении X транспортировки на поверхности, расположенной напротив ответной части. Расположенные друг напротив друга выступы 411 и 421 прижимают и нагревают сепараторы 40, чтобы сваривать их друг с другом.
Сварочные устройства 410 и 420 являются подвижными в направлении X транспортировки и вертикальном направлении Z. Синхронно с уложенными сепараторами 40 и положительным электродом 22, транспортированным в зазор 340, сварочные устройства 410 и 420 перемещаются с идентичной скоростью в направлении X транспортировки. В это время расположенные друг напротив друга выступы 411 и 421 соединяют уложенные сепараторы 40 друг с другом, тем самым формируя соединения 42.
Положительный электрод 22, упакованный в сепараторах 40, транспортируется в предварительно определенную позицию, в которой сварочные устройства 410 и 420 отделяются друг от друга и перемещаются в сторону, ближе по ходу относительно направления транспортировки. Сварочные устройства 410 и 420 снова перемещаются с идентичной скоростью в направлении X транспортировки и друг к другу, чтобы сваривать и формировать другие соединения 42. Когда все соединения 42 сформированы, сварочные устройства 410 и 420 отделяются друг от друга, и упакованный положительный электрод 20 выпускается.
Механизм для соединения сепараторов 40 не ограничивается вышеуказанным механизмом. Например, сепараторы 40 могут нагреваться и соединяться друг с другом между парой вращающихся нагревательных роликов либо могут соединяться за счет давления друг с другом без нагревания, либо могут соединяться друг с другом при помощи клея.
Как проиллюстрировано на фиг.6, контроллер 500, в общем, и интегрированно управляет модулем 100 вырезания положительных электродов, камерой 230 для съемки изображений, частью 240 прижатия, конвейером 210, частью 220 транспортировки за счет присасывания, поддерживающей частью 250 на входе, частью 360 подающих роликов, укладочными барабанами 310 и 320, частью 350 вырезания, частью 370 присасывания обрезков, устройством 333 подачи отрицательного давления и сварочным модулем 400 таким образом, что они работают синхронно друг с другом. Контроллер 500 может, в общем, управлять другими устройствами для формирования аккумуляторов.
Способ укладки с использованием укладочного устройства поясняется со ссылкой на фиг.11-19.
Листовой материал D положительного электрода, намотанный в рулон, вырезается посредством модуля 100 вырезания положительных электродов в положительный электрод 22. Вырезанный положительный электрод 22 помещается посредством присасывающей присоски, конвейера и т.п. (не проиллюстрирована) на монтажную поверхность 215 конвейера 210. Каждая часть 360 подающих роликов удерживает, в зазоре, один непрерывный материал S сепаратора, подаваемый из разделительного ролика. Соответственно, передний конец материала S сепаратора размещается в самой верхней части или самой нижней части вращательного модуля 300 транспортировки, как проиллюстрировано на фиг.11.
В первой камере 331 регулирования отрицательного давления задается более низкое отрицательное давление, так что материал S сепаратора не вытягивается из области A1 плавного перемещения внешней периферийной поверхности 311, и укладочный барабан 310 (320) плавно перемещается и поворачивается на внутренней поверхности материала S сепаратора. Согласно варианту осуществления, два сепаратора 40 вырезаются посредством поворачивания укладочного барабана 310 (320). Соответственно, как проиллюстрировано с помощью штрихпунктирных линий с двумя точками на фиг.11, предыдущий вырезанный сепаратор 40 уже втягивается и транспортируется на внешней периферийной поверхности 311 каждого из укладочных барабанов 310 и 320.
Как проиллюстрировано на фиг.11, конвейер 210 транспортирует положительные электроды 22 в направлении X транспортировки совместно (при этом лепестковый вывод каждого положительного электрода находится ближе по ходу относительно направления X транспортировки) с присасывающим ремнем 211, вытягивающим и удерживающим положительные электроды 22 на монтажной поверхности 215 присасывающего ремня 211, чтобы подавлять изгибание и т.п. положительных электродов 22. Можно транспортировать положительные электроды 22 посредством их размещения в поперечном направлении (при этом лепестковый вывод каждого положительного электрода ориентируется в направлении Y ширины).
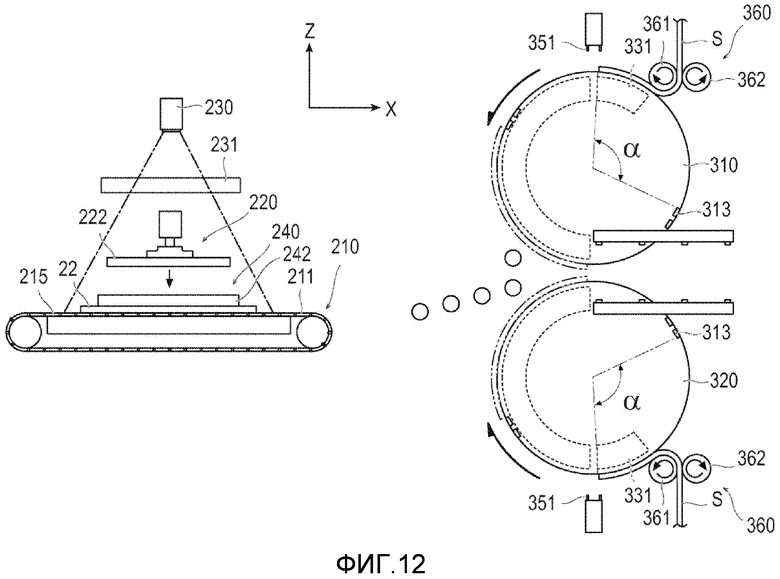
При достижении предварительно определенной позиции присасывающий ремень 211 останавливается при одновременном извлечении и удерживании положительных электродов 22 посредством присасывания. Как проиллюстрировано на фиг.12, часть 240 прижатия работает таким образом, что фиксаторы 242 прижимают длинные секции вдоль двух сторон H2 и H4 положительного электрода 22 (см. фиг.8 и 9). Это позволяет корректировать деформацию, такую как изгиб положительного электрода 22. Любая часть положительного электрода 22, отделенная в направлении от присасывающего ремня 211, приближается к присасывающему ремню 211 и вытягивается за счет этого, так что положительный электрод 22 плотно присоединен к монтажной поверхности 215.
В этом состоянии камера 230 для съемки изображений фотографирует четыре стороны H1-H4 положительного электрода 22 и передает предварительно определенные сигналы в контроллер 500. Согласно принимаемым сигналам, контроллер 500 вычисляет координаты центра 0 электрода и угол наклона тета, как упомянуто выше, и находит величину позиционной коррекции положительного электрода 22 относительно истинной позиции и величины коррекции наклона. Во время фотосъемки фиксатор 242 прижимает внутреннюю сторону (центральную сторону положительного электрода) краев четырех сторон H1-H4 положительного электрода 22, так что камера 230 для съемки изображений надежно фотографирует четыре стороны H1-H4. Фиксатор 242 изготавливается из прозрачного материала, и даже если фиксатор 242 находится в диапазоне фотосъемки, положительный электрод 22 может быть сфотографирован через фиксатор 242.
После этого присасывающая головка 222 части 220 транспортировки за счет присасывания, размещаемой выше присасывающего ремня 211, опускается на верхнюю поверхность положительного электрода 22. Присасывающая головка 222 вытягивает и удерживает положительный электрод 22. Хотя положительный электрод 22 вытягивается посредством присасывающего ремня 211, присасывающая сила присасывающего ремня 211 задается меньшей присасывающей силы присасывающей головки 222, либо присасывание посредством присасывающего ремня 211 временно прекращается, так что присасывающая головка 222 может вынимать положительный электрод 22 из присасывающего ремня 211.
Укладочный барабан 310 (320) поворачивается, и когда паз 313, перемещающийся в направлении к позиции, соответствующей инструменту 351 для вырезания сепараторов, образует предварительно определенный угол относительно позиции инструмента 351 для вырезания сепараторов, контроллер 500 увеличивает отрицательное давление первой камеры 331 регулирования отрицательного давления, чтобы увеличивать присасывающую силу области A1 плавного перемещения. Одновременно, контроллер 500 вращает часть 360 подающих роликов, чтобы постепенно пропускать материал S сепаратора, удерживаемый между парой подающих роликов 361 и 362, тем самым начиная подавать материал S сепаратора (см. T1 по фиг.19). Вследствие этого область A1 плавного перемещения с увеличенным отрицательным давлением и область A2 присасывания на внешней периферийной поверхности 311 укладочного барабана 310 (320) вытягивают и удерживают материал S сепаратора. Согласно вращению укладочного барабана 310 (320), материал S сепаратора постепенно подается. Предварительно определенный угол α является углом, соответствующим длине одного сепаратора 40, который должен быть вырезан.
Как проиллюстрировано на фиг.13, часть 220 транспортировки за счет присасывания, удерживающая положительный электрод 22 практически в горизонтальном состоянии, поднимается и перемещается в направлении X транспортировки, чтобы транспортировать положительный электрод 22 в зазор 340 вращательного модуля 300 транспортировки. В это время контроллер 500 управляет частью 220 транспортировки за счет присасывания таким образом, что в течение интервала между извлечением положительного электрода 22 и его транспортировкой во вращательный модуль 300 транспортировки позиция и ориентация положительного электрода 22 корректируются согласно величинам коррекции. Вследствие этого, позиция положительного электрода 22 всегда точно поддерживается, чтобы повышать точность укладки в следующих процессах.
Положительный электрод 22, транспортированный посредством части 220 транспортировки за счет присасывания, достигает поддерживающей части 250 на входе открытого состояния напротив зазора 340 вращательного модуля 300 транспортировки. Как проиллюстрировано на фиг.14, поддерживающая часть 250 на входе опускает верхнюю опору 251 на входе, чтобы удерживать передний конец положительного электрода 22 относительно нижней опоры 252 на входе. В это время ролики нижней опоры 252 на входе поднимаются практически в горизонтальное состояние, чтобы устанавливать закрытое состояние и поддерживать нижнюю поверхность положительного электрода 22. Положительный электрод 22 выпускается из присасывающей головки 222 части 220 транспортировки за счет присасывания, и поддерживающая часть 250 на входе вращается, чтобы постепенно подавать положительный электрод 22 в зазор 340 вращательного модуля 300 транспортировки.
Во вращательном модуле 300 транспортировки укладочные барабаны 310 и 320 поворачиваются на угол α от начальной точки вращения и останавливаются (см. T2 по фиг.19). В это время материал S сепаратора вытягивается на каждый из укладочных барабанов 310 и 320 на угол α, соответствующий одному сепаратору 40, и каждый паз 313 размещается с возможностью быть обращенным к инструменту 351 для вырезания сепараторов части 350 вырезания. Согласно инструкции из контроллера 500, инструмент 351 для вырезания сепараторов прижимается к материалу S сепаратора, чтобы вырезать материал S сепаратора с предварительно определенной формой, т.е. сепаратор 40. Вырезанный сепаратор 40 размещается в области A2 присасывания (см. фиг.11) каждого из укладочных барабанов 310 и 320 и вытягивается и удерживается посредством укладочного барабана.
После вырезания материала S сепаратора инструмент 351 для вырезания сепараторов убирается из паза 313. В это время (см. T3 по фиг.19) контроллер 500 инструктирует присасывающей головке 371 инструмента для вырезания приближаться, вытягивать и удерживать обрезок S' и убираться в исходную позицию, как проиллюстрировано на фиг.15. После этого присасывание за счет присасывающей головки 371 инструмента для вырезания прекращается, чтобы выпускать обрезок S', и присасывающий порт 372 (см. фиг.10) вытягивает и собирает обрезок S'.
После того как положительный электрод 22 выпускается из присасывающей головки 222 части 220 транспортировки за счет присасывания, поддерживающая часть 250 на входе поворачивается, чтобы постепенно подавать положительный электрод 22 в зазор 340 между укладочными барабанами 310 и 320. Укладочные барабаны 310 и 320 снова вращаются (см. T4 по фиг.19), чтобы транспортировать вырезанные сепараторы 40 на укладочных барабанах в зазор 340. Во время нового вращения укладочных барабанов 310 и 320 контроллер 500 снижает отрицательное давление первой камеры 331 регулирования отрицательного давления, чтобы ослаблять присасывающую силу области A1 плавного перемещения, и одновременно инструктирует части 360 подающих роликов удерживать материал S сепаратора (см. фиг.18). Как результат, сепаратор 40 не вытягивается из области A1 плавного перемещения на внешней периферийной поверхности 311, и каждый из укладочных барабанов 310 и 320 вращается и проскальзывает на внутренних поверхностях материала S сепаратора.
Когда передний конец сепаратора 40 достигает зазора 340 вращательного модуля 300 транспортировки, два сепаратора 40 положены друг на друга, как проиллюстрировано на фиг.16, и сепараторы 40 положены на переднем конце каждой поверхности положительного электрода 22. В это время контроллер 500 управляет позицией транспортировки (временем транспортировки) и скоростью транспортировки части 220 транспортировки за счет присасывания таким образом, что сепараторы 40 и положительный электрод 22 перемещаются с идентичной скоростью и кладутся друг на друга в предварительно установленной надлежащей позиции.
Контроллер 500 инструктирует сварочным устройствам 410 и 420 приближаться друг к другу и перемещаться в направлении X транспортировки, чтобы удерживать только передний конец каждого края сепараторов 40. Сепараторы 40 и положительный электрод 22 продолжают перемещаться в направлении X транспортировки, и выступы 411 и 421 сваривают края сепараторов 40 (см. T5 по фиг.19). Сепараторы 40 проходят через зазор и достигают областей A3 без присасывания укладочных барабанов 310 и 320. Здесь сепараторы 40 не принимают присасывающую силу отдельно от внешних периферийных поверхностей 311 укладочных барабанов 310 и 320 и постепенно транспортируются в направлении X транспортировки при том, что положительный электрод 22 удерживается между ними.
В это время передние концы сепараторов 40 соединяются, и, следовательно, сепараторы 40 не отделяются друг от друга, даже если сепараторы 40 вынимаются из внешних периферийных поверхностей 311 укладочных барабанов 310 и 320. Положительный электрод 22 непрерывно транспортируется практически в горизонтальном состоянии в направлении X транспортировки посредством поддерживающей части 250 на входе синхронно с укладочными барабанами 310 и 320. Сепараторы 40, вытянутые и удерживаемые посредством внешних периферийных поверхностей 311 укладочных барабанов 310 и 320, постепенно положены на каждой поверхности положительного электрода 22 согласно вращению укладочных барабанов 310 и 320. В это время присасывающая сила каждой области A1 плавного перемещения снова увеличивается, и часть 360 подающих роликов начинает подачу материала S сепаратора (см. T6 по фиг.19), чтобы вырезать следующий сепаратор 40.
После того как положительный электрод 22 и сепараторы 40, положенные на него, транспортируются в предварительно определенную позицию, пара сварочных устройств 410 и 420 отделяется друг от друга и перемещаются в сторону ближе по ходу относительно направления транспортировки. Как проиллюстрировано на фиг.17, сварочные устройства 410 и 420 снова перемещаются в направлении X транспортировки и друг к другу, чтобы сваривать другие соединения 42. После того как все соединения 42 свариваются на каждом краю сепараторов 40, сварочные устройства 410 и 420 отделяются друг от друга, как проиллюстрировано на фиг.18, чтобы выпускать упакованный положительный электрод 20 (см. T7 по фиг.19). После этого другое сварочное устройство (не проиллюстрировано) сваривает соединения 42 вдоль сторон 44B сепараторов 40 для того, чтобы формировать упакованный, положительный электрод 20.
Вышеуказанные процессы повторяются таким образом, чтобы непрерывно формировать упакованные положительные электроды 20.
Такие сформированные упакованные положительные электроды 20 переносятся на следующую стадию, на которой попеременно кладутся упакованные положительные электроды 20 и отрицательные электроды 30 друг на друга таким образом, что они формируют элемент 15 электропитания и в итоге создают вторичный элемент 10.
Согласно варианту осуществления, вращательный модуль 300 транспортировки (модуль транспортировки сепараторов) транспортирует сепараторы 40, и модуль 200 транспортировки электродов транспортирует положительный электрод 22. Контроллер 500 (синхронизатор) синхронизирует позицию и скорость транспортировки вращательного модуля 300 транспортировки с позицией и скоростью модуля 200 транспортировки электродов и перемещает сепараторы 40 и положительный электрод 22 таким образом, что сепараторы 40 и положительный электрод 22 перекрывают друг друга в предварительно определенном надлежащем местоположении и транспортируются с идентичной скоростью. В синхронизированном состоянии сепараторы 40 постепенно укладываются на положительном электроде 22 со стороны дальше по ходу относительно направления X транспортировки, участки сепараторов 40, укладываемых на положительном электроде 22, постепенно вынимаются из вращательного модуля 300 транспортировки, и оставшиеся участки сепараторов 40 переносятся на положительный электрод 22.
Соответственно, сепараторы 40 укладываются на положительном электроде 22 на высокой скорости без остановки, чтобы сокращать время изготовления элементов. Позиция и скорость транспортировки вращательного модуля 300 транспортировки синхронизируются с позицией и скоростью модуля 200 транспортировки электродов, и сепараторы 40 постепенно укладываются на положительном электроде 22 со стороны дальше по ходу относительно направления X транспортировки. Участки сепараторов 40, положенные на положительный электрод 22, постепенно вынимаются из вращательного модуля 300 транспортировки, и оставшиеся участки сепараторов 40 переносятся на положительный электрод 22. Соответственно, сепараторы 40 плавно переносятся на положительный электрод 22, чтобы исключать образование загибов на сепараторах 40 и положительном электроде 22 во время укладки. В случае, например, большого автомобильного аккумулятора технология постепенной укладки с передней торцевой стороны (стороны направления X транспортировки) является эффективной для того, чтобы исключать загибы.
Вращательный модуль 300 транспортировки включает в себя укладочные барабаны 310 и 320, которые удерживают и транспортируют различные сепараторы 40, и модуль 200 транспортировки электродов транспортирует положительный электрод 22 таким образом, что положительный электрод 22 кладется между двумя сепараторами 40, транспортированными посредством укладочных барабанов 310 и 320. Соответственно, два сепаратора 40 одновременно укладываются на каждой поверхности положительного электрода 22, чтобы быстро изготавливать упакованный положительный электрод 20.
Область A2 присасывания формируется на внешней периферийной поверхности 311 каждого из укладочных барабанов 310 и 320 (цилиндрических роторов), чтобы вращать и транспортировать сепаратор 40. Область A2 присасывания удерживает вытянутый сепаратор 40 до тех пор, пока сепаратор 40 не будет контактировать с положительным электродом 22, транспортированным посредством модуля 200 транспортировки электродов. Это позволяет исключать образование загибов на сепараторе 40, даже если укладка выполняется на высокой скорости.
Область A2 присасывания выпускает сепаратор 40, который вытягивается и удерживается тем самым, после того, как сепаратор 40 контактирует с положительным электродом 22, транспортированным посредством модуля 200 транспортировки электродов. Соответственно, чрезмерная сила не действует на сепараторы 40, когда они укладываются на положительном электроде 22. Это позволяет исключать создание загибов посредством сепараторов 40 и плавно укладывать сепараторы 40 на положительном электроде 22.
Настоящее изобретение не ограничено вышеуказанным вариантом осуществления, но может модифицироваться различными способами в пределах объема формулы изобретения.
Фиг.20 иллюстрирует модификацию укладочного устройства согласно варианту осуществления. В качестве области без присасывания A4 каждого из укладочных барабанов 310 и 320 нагнетательная камера 334, давление которой выше атмосферного давления, размещается в каждом из укладочных барабанов 310 и 320 так, что газ (текучая среда) вдувается через вентиляционные отверстия 312. Эта конфигурация допускает отделение сепараторов 40 от укладочных барабанов 310 и 320 в требуемое время без приложения большой нагрузки к сепараторам 40.
Фиг.21 иллюстрирует другую модификацию укладочного устройства согласно варианту осуществления. Без использования цилиндрических барабанов присасывающие ремни 380, которые являются гибкими и содержат вентиляционные отверстия 382, поддерживаются с помощью множества вращательных роликов 383. Форма поперечного сечения внешней периферийной поверхности 381 этой конфигурации не ограничена кругом и может представлять собой необязательную форму, чтобы повышать степень свободы конструирования. В частности, область B между парой присасывающих ремней 380, чтобы укладывать сепараторы 40 на положительном электроде 22, может быть расширена, так что сепараторы 40 и положительный электрод 22 могут удерживаться между присасывающими ремнями 380 до тех пор, пока они не будут сварены между собой. Это повышает точность сварки. На фиг.20 и 21 части, имеющие функции, идентичные функциям варианта осуществления, представляются с помощью аналогичных ссылок с номерами, чтобы опускать их пояснения.
Согласно варианту осуществления, упакованный положительный электрод 20 изготавливается посредством упаковывания положительного электрода 22 в сепараторах 40. Вместо этого, вышеуказанное укладочное устройство может упаковывать отрицательный электрод 30.
Как проиллюстрировано на фиг.1, вариант осуществления размещает положительный вывод 11 и отрицательный вывод 12 на одном конце оболочки 13. Это не ограничивает настоящее изобретение. Например, положительный вывод 11 и отрицательный вывод 12 могут размещаться на противоположных концах. В этом случае элемент 15 выработки электроэнергии вторичного элемента 10 формируется посредством укладки отрицательных электродов 30 и упакованных положительных электродов 20 таким образом, что положительные лепестковые выводы 23 и отрицательные лепестковые выводы 33 попеременно располагаются напротив друг друга.
Вариант осуществления подготавливает предварительно определенный зазор 340 между парой из верхнего и нижнего укладочных барабанов 310 и 320 вращательного модуля 300 транспортировки. Возможно то, что укладочные барабаны 310 и 320 находятся в контакте друг с другом без зазора между ними. В этом случае предпочтительно, чтобы один или оба из укладочных барабанов имели механизм, который следует толщинам положительного электрода 22 и сепараторов 40.
Хотя модуль 200 транспортировки электродов транспортирует положительный электрод 22 в практически горизонтальном состоянии, он может транспортировать положительный электрод 22 в любом состоянии.
Вместо вертикального размещения пары укладочных барабанов 310 и 320, можно размещать их в любой ориентации.
Согласно варианту осуществления, инструмент 351 для вырезания сепараторов вырезает один непрерывный сепаратор 40, который вытягивается и удерживается посредством внешней периферийной поверхности 311 укладочного барабана 310 (320) с предварительно определенной формой. Вместо этого, сепаратор 40, который вырезается заранее с предварительно определенной формой, может быть подан и извлечен посредством укладочного барабана.
Вариант осуществления размещает пару симметричных укладочных барабанов 310 и 320. Пара укладочных барабанов (модуль транспортировки сепараторов) может иметь асимметричные формы. Например, один может быть цилиндрическим укладочным барабаном, а другой может быть присасывающим ремнем любой формы.
Укладочные барабаны 310 и 320 имеют присасывающую силу. Соответственно, только один укладочный барабан может обеспечивать достаточное функционирование при формировании элемента электропитания, имеющего положительный электрод 22 (или отрицательный электрод 30) и сепаратор 40, укладываемый на одной поверхности положительного электрода 22.
Хотя поддерживающая часть 250 на входе полностью состоит из роликов, она может состоять из других элементов, к примеру плоских элементов.
Инструмент для вырезания части 350 вырезания может не быть инструментом для теплового вырезания. Он может представлять собой физически острое режущее полотно. Хотя приемник инструмента для вырезания представляет собой паз 313, он не всегда может представлять собой паз 313.
В области A1 плавного перемещения каждого из укладочных барабанов 310 и 320 отрицательное давление регулируется, чтобы регулировать плавное перемещение и присасывание между материалом S сепаратора и внешней периферийной поверхностью 311. В этом случае отрицательное давление в первой камере 331 регулирования отрицательного давления может поддерживаться практически постоянным, и только удерживающая сила части 360 подающих роликов может быть использована для того, чтобы регулировать подачу и удерживать материал S сепаратора. В этом случае предпочтительно, чтобы присасывающая сила области A1 плавного перемещения была ниже присасывающей силы области A2 присасывания.
Технология предоставления укладочных барабанов 310 и 320 (модуля транспортировки сепараторов) с силой извлечения не ограничивается присасыванием посредством отрицательного давления. Например, статическое электричество может применяться для того, чтобы формировать силу извлечения.
Согласно варианту осуществления, модуль 100 вырезания положительных электродов, камера 230 для съемки изображений, часть 240 прижатия, конвейер 210, часть 220 транспортировки за счет присасывания, поддерживающая часть 250 на входе, часть 360 подающих роликов, укладочные барабаны 310 и 320, часть 350 вырезания, часть 370 присасывания обрезков, устройство 333 подачи отрицательного давления и сварочный модуль 400 синхронизируются друг с другом посредством контроллера 500 (синхронизатора). Не всегда обязательно, чтобы все они электрически синхронизировались друг с другом. Например, по меньшей мере, некоторые из них могут механически сцепляться друг с другом для синхронизации.
Преимущества изобретения
Согласно укладочному устройству и способу укладки настоящего изобретения, сепараторы и электрод перемещаются таким образом, что они перекрывают друг друга в предварительно определенном местоположении, сепараторы переносятся на электрод со стороны дальше по ходу относительно направления транспортировки, и сепараторы постепенно вынимаются из модуля транспортировки сепараторов и укладываются на электроде. Соответственно, сепараторы быстро укладываются на электроде без остановки, что сокращает время изготовления аккумуляторов.
Согласно укладочному устройству и способу укладки настоящего изобретения, сепараторы и электрод перемещаются таким образом, что они перекрывают друг друга в предварительно определенном местоположении, сепараторы переносятся на электрод со стороны дальше по ходу относительно направления транспортировки, и сепараторы постепенно вынимаются из модуля транспортировки сепараторов и укладываются на электроде. Соответственно, сепараторы плавно переносятся на электрод и кладутся на него, чтобы исключать образование загибов на сепараторах и электроде во время укладки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ДЛЯ ОПРЕДЕЛЕНИЯ ПОЗИЦИИ | 2012 |
|
RU2556034C2 |
| ТРАНСПОРТИРУЮЩЕЕ СЕПАРАТОР УСТРОЙСТВО И СПОСОБ ТРАНСПОРТИРОВКИ СЕПАРАТОРА | 2012 |
|
RU2554928C2 |
| УКЛАДЫВАЮЩЕЕ СТОПКОЙ УСТРОЙСТВО И СПОСОБ УКЛАДЫВАНИЯ СТОПКОЙ | 2012 |
|
RU2557088C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ И СПОСОБ ПОЛУЧЕНИЯ ПАКЕТИРОВАННОГО ЭЛЕКТРОДА | 2012 |
|
RU2552841C1 |
| УСТРОЙСТВО СОЕДИНЕНИЯ И СПОСОБ СОЕДИНЕНИЯ | 2012 |
|
RU2549826C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ СВАРКИ СЕПАРАТОРОВ | 2012 |
|
RU2549368C1 |
| УСТРОЙСТВО ИЗГОТОВЛЕНИЯ УПАКОВАННОГО ЭЛЕКТРОДА И СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВАННОГО ЭЛЕКТРОДА | 2012 |
|
RU2540407C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АККУМУЛЯТОРНЫХ ЭЛЕКТРОДОВ И СООТВЕТСТВУЮЩИЙ СПОСОБ | 2012 |
|
RU2534746C1 |
| УСТРОЙСТВО ОБЕРТЫВАНИЯ ЭЛЕКТРОДНЫХ ПЛАСТИН | 2011 |
|
RU2535154C1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПАКЕТИРОВАННОГО ЭЛЕКТРОДА И СПОСОБ ПРОИЗВОДСТВА ПАКЕТИРОВАННОГО ЭЛЕКТРОДА | 2012 |
|
RU2556707C2 |
Укладочное устройство настоящего изобретения включает в себя модуль транспортировки сепараторов, чтобы транспортировать сепаратор предварительно определенной формы в удерживаемом состоянии, модуль транспортировки электродов, чтобы транспортировать положительный электрод предварительно определенной формы, и модуль управления, чтобы синхронизировать позицию транспортировки и скорость транспортировки модуля транспортировки сепараторов с позицией транспортировки и скоростью транспортировки модуля транспортировки электродов таким образом, что сепаратор и положительный электрод перекрывают друг друга в предварительно определенной позиции. Укладочное устройство транспортирует сепаратор и положительный электрод и переносит сепаратор на электрод со стороны далее по ходу относительно направления транспортировки при одновременном постепенном вынимании сепаратора из модуля транспортировки сепараторов, тем самым укладывая сепаратор на электроде. Предложенное устройство и способ укладки обеспечивают укладку сепараторов и электрода друг на друга, причем с возможностью корректировки деформации электрода, на высокой скорости, тем самым сокращая время изготовления аккумуляторов. 2 н. и 6 з.п. ф-лы, 21 ил.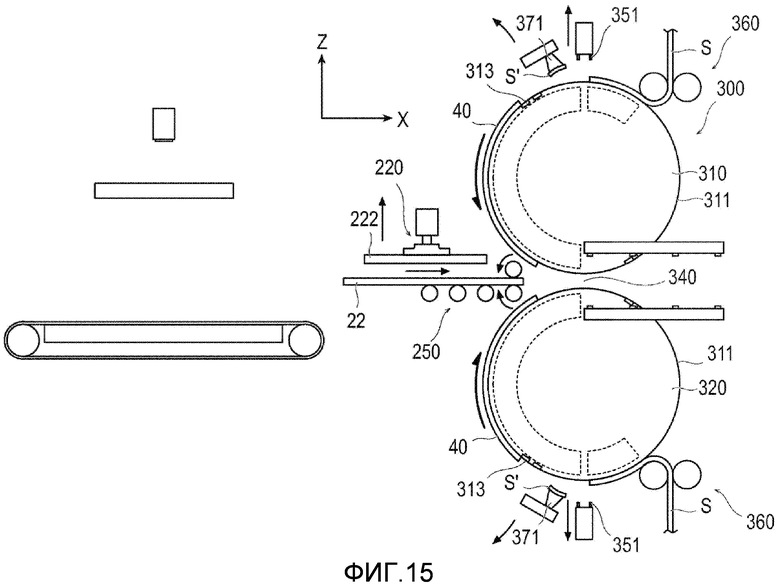
1. Укладочное устройство, содержащее:
модуль транспортировки сепараторов, транспортирующий сепаратор предварительно определенной формы в удерживаемом состоянии; и
модуль транспортировки электродов, транспортирующий электрод предварительно определенной формы,
при этом сепаратор и электрод транспортируются таким образом, что они перекрывают друг друга в предварительно определенной позиции; и
сепаратор переносится на электрод с расположенной дальше по ходу стороны направления транспортировки и постепенно вынимается из модуля транспортировки сепараторов таким образом, что сепаратор укладывается на электроде.
2. Устройство по п.1, дополнительно содержащее:
синхронизатор, который синхронизирует позицию транспортировки и скорость транспортировки модуля транспортировки сепараторов с позицией транспортировки и скоростью транспортировки модуля транспортировки электродов,
при этом модуль транспортировки сепараторов имеет первую часть транспортировки сепараторов и вторую часть транспортировки сепараторов, причем первая и вторая части транспортировки сепараторов удерживают и транспортируют различные сепараторы, соответственно; и
модуль транспортировки электродов транспортирует электрод таким образом, что электрод укладывается между двумя сепараторами, транспортированными посредством первой и второй частей транспортировки сепараторов.
3. Устройство по п.1 или 2, в котором:
модуль транспортировки сепараторов включает в себя цилиндрический ротор, который имеет область присасывания на своей внешней периферийной поверхности для того, чтобы вытягивать посредством присасывания сепаратор предварительно определенной формы, и вращается для того, чтобы транспортировать вытянутый сепаратор; и
область присасывания поддерживает присасывание сепаратора до тех пор, пока вытянутый и транспортированный сепаратор не будет контактировать с электродом, транспортированным посредством модуля транспортировки электродов.
4. Устройство по п.3, в котором область присасывания прекращает присасывание сепаратора после того, как вытянутый и транспортированный сепаратор контактирует с электродом, транспортированным посредством модуля транспортировки электродов.
5. Способ укладки, при котором:
транспортируют посредством модуля транспортировки сепараторов сепаратор предварительно определенной формы в удерживаемом состоянии и посредством модуля транспортировки электродов электрод предварительно определенной формы, так что сепаратор и электрод перекрывают друг друга в предварительно определенной позиции; и
транспортируют электрод и сепаратор, переносят сепаратор на электрод с расположенной дальше по ходу стороны направления транспортировки, постепенно вынимают сепаратор из модуля транспортировки сепараторов и за счет этого укладывают сепаратор на электроде.
6. Способ по п.5, при котором:
синхронизируют позицию транспортировки и скорость транспортировки модуля транспортировки сепараторов с позицией транспортировки и скоростью транспортировки модуля транспортировки электродов при транспортировке сепаратора и электрода; и
транспортируют два сепаратора посредством модуля транспортировки сепараторов и транспортируют электрод посредством модуля транспортировки электродов так, что электрод укладывается между двумя сепараторами.
7. Способ по п.5 или 6, при котором:
вытягивают посредством присасывания сепаратор предварительно определенной формы в области присасывания, заданной на внешней периферийной поверхности модуля транспортировки сепараторов;
транспортируют сепаратор посредством вращения цилиндрического ротора модуля транспортировки сепараторов; и
поддерживают присасывание в области присасывания до тех пор, пока сепаратор не будет контактировать с электродом, транспортированным посредством модуля транспортировки электродов.
8. Способ по п. 7, при котором:
прекращают присасывание в области присасывания после того, как транспортированный электрод и вытянутый сепаратор контактируют друг с другом.
| JP2002100394 A, 05.04.2002 | |||
| JP2007242506 A, 20.09.2007 | |||
| WO2010067410 A1, 17.06.2010 | |||
| JPH11288733 A, 19.10.1999 | |||
| Устройство для набора пакетов электродов аккумулятора | 1989 |
|
SU1697148A1 |

