Область техники
Настоящее изобретение относится к устройству определения позиции и к способу определения позиции.
Уровень техники
В последние годы, во множестве аккумуляторов, таких как автомобильный аккумулятор, солнечный элемент и аккумулятор для электронных измерительных приборов, используются пакетированные аккумуляторы. Каждый из пакетированных аккумуляторов конфигурируется таким образом, что положительный электрод, отрицательный электрод и сепараторы имеют форму листа, и что положительный электрод, сепаратор, отрицательный электрод и сепаратор поочередно укладываются друг на друге в этом порядке. Следует отметить, что положительный электрод и отрицательный электрод в некоторых случаях в дальнейшем называются электродами.
В качестве устройств для использования в изготовлении пакетированного аккумулятора, как описано выше, предложено множество устройств. Далее, в качестве устройства, которое транспортирует электроды, упоминается, например, устройство, описанное в Патентном Документе 1.
Устройство, описанное в Патентном Документе 1, включает в себя конвейер с присасывающей функцией и транспортирует каждый из электродов при присасывании и удерживании рассматриваемого электрода на этом конвейере.
Патентные документы
Патентный Документ 1: Не прошедшая экспертизу заявка на патент Японии № H11-339841.
Сущность изобретения
Тем не менее, каждый из электродов и сепараторов для аккумулятора имеет форму очень тонкой фольги или форму тонкой пленки, и его единая основная часть подвержена деформированию. Следовательно, в случае транспортировки основной части электродов и сепараторов, имеется допущение, что электрод или сепаратор могут быть деформированы посредством скругления и т.д. В частности, в случае если электрод или сепаратор вырезается из листового материала, намотанного в форме рулона, электрод или сепаратор подвержен скруглению, поскольку искривление остается в нем. Кроме того, в автомобильном аккумуляторе и т.п., например, электрод или сепаратор имеет размер листа приблизительно не меньше B5-A4 и, соответственно, подвержен деформированию по сравнению с аккумулятором для сотового телефона и т.п. Затем, если деформируется сепаратор или электрод, который вырезан таким образом, то имеется допущение, что точность обработки на последующих этапах может быть снижена.
Настоящее изобретение осуществлено с учетом таких проблем, внутренне присущих вследствие традиционной технологии. В таком случае, цель настоящего изобретения заключается в том, чтобы предоставлять устройство определения позиции и способ определения позиции, которые, даже если сепаратор или электрод деформируется, допускают коррекцию такой деформации и определение его позиции с высокой точностью и повышение точности на последующих этапах.
Устройство определения позиции согласно первому аспекту настоящего изобретения включает в себя: модуль прижатия, который прижимает листовой элемент, который вырезается из листового материала, намотанного в форме рулона, и составляет аккумуляторный элемент, к плоской базовой поверхности; и модуль определения позиции, который определяет позицию листового элемента, прижатого к базовой поверхности посредством модуля прижатия. Далее, позиция листового элемента, которая определяется посредством модуля определения позиции, используется в качестве информации позиции листового элемента на последующем этапе.
Способ определения позиции согласно второму аспекту настоящего изобретения включает в себя: этап прижатия листового элемента, который вырезается из листового материала, намотанного в форме рулона, и составляет аккумуляторный элемент, к плоской базовой поверхности; и этап определения позиции листового элемента, прижатого к базовой поверхности. Затем, определенная позиция листового элемента используется в качестве информации позиции листового элемента на последующем этапе.
Краткое описание чертежей
Фиг.1 является видом в перспективе, показывающим внешний вид литий-ионной аккумуляторной батареи.
Фиг.2 является покомпонентным видом в перспективе литий-ионной аккумуляторной батареи.
Фиг.3 является видом сверху, показывающим предварительно упакованный положительный электрод и отрицательный электрод.
Фиг.4 является видом сверху, показывающим состояние, в котором отрицательный электрод укладывается на предварительно упакованном положительном электроде.
Фиг.5 является схематичным видом в перспективе, показывающим укладочное устройство.
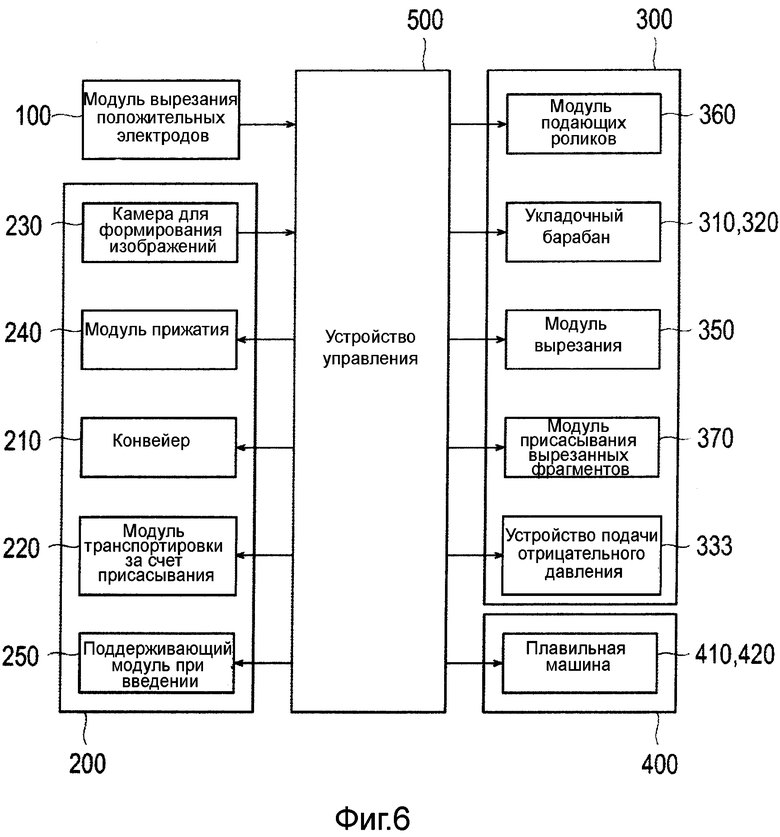
Фиг.6 является схемой, показывающей электрическую конфигурацию укладочного устройства.
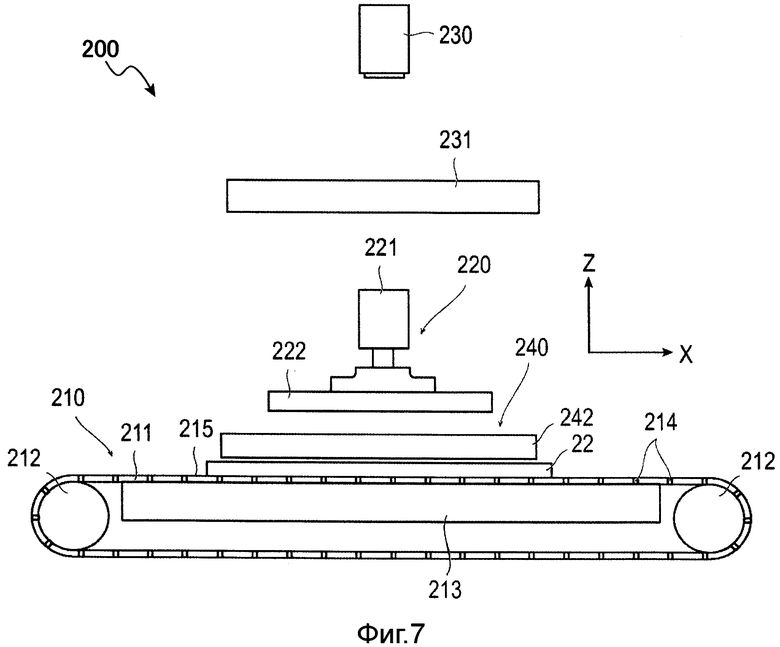
Фиг.7 является видом сбоку, показывающим устройство определения позиции, предоставленное в укладочном устройстве.
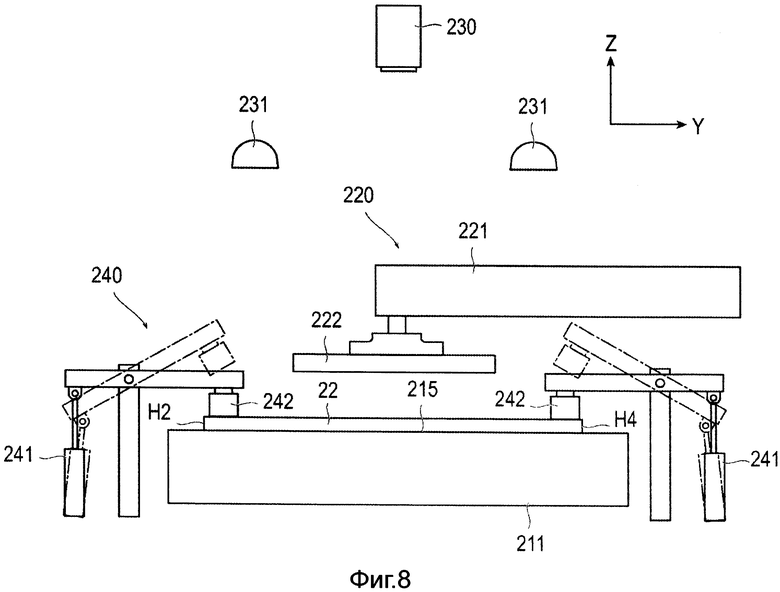
Фиг.8 является видом спереди, показывающим устройство определения позиции, предоставленное в укладочном устройстве.
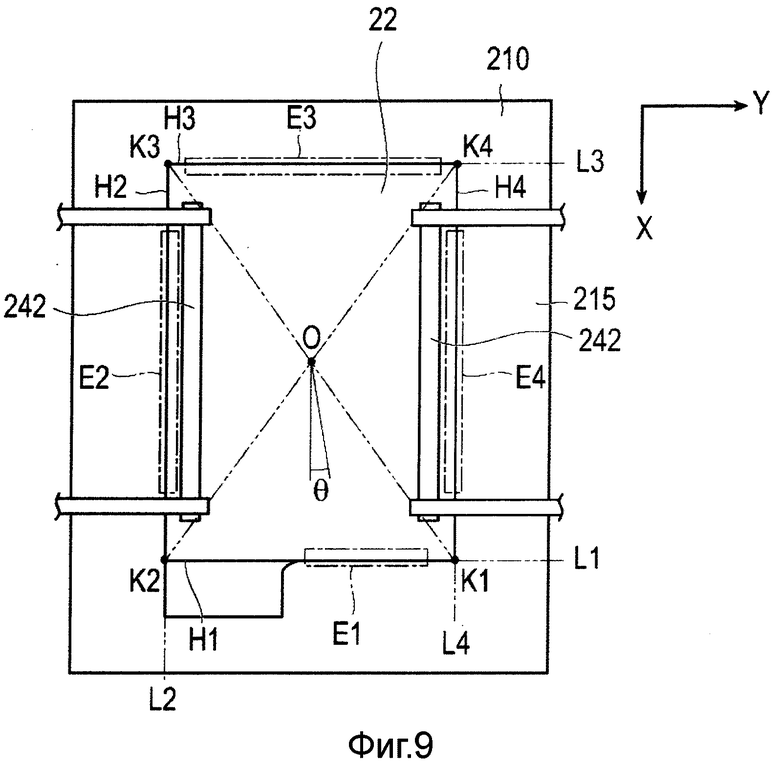
Фиг.9 является видом сверху, показывающим устройство определения позиции, предоставленное в укладочном устройстве.
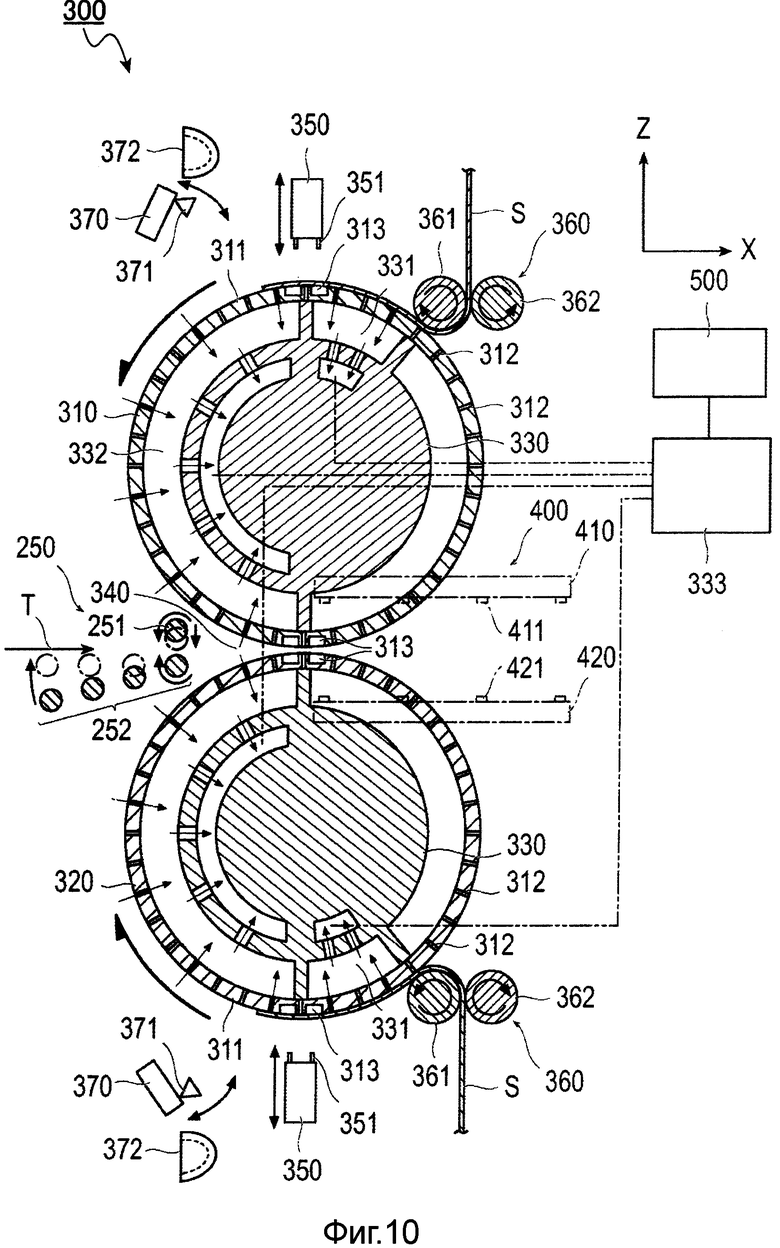
Фиг.10 является схематичным видом в поперечном сечении, показывающим вращающийся модуль транспортировки, предоставленный в укладочном устройстве.
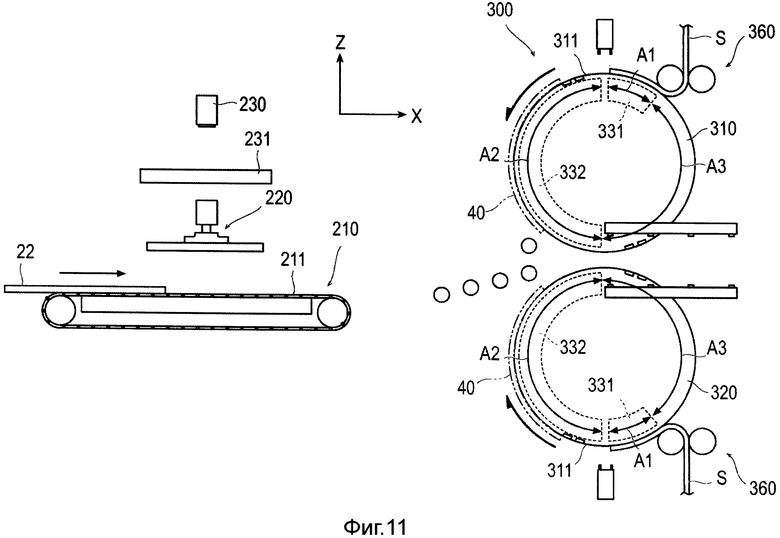
Фиг.11 является первым пояснительным видом, показывающим процесс укладки посредством укладочного устройства, включающего в себя устройство определения позиции.
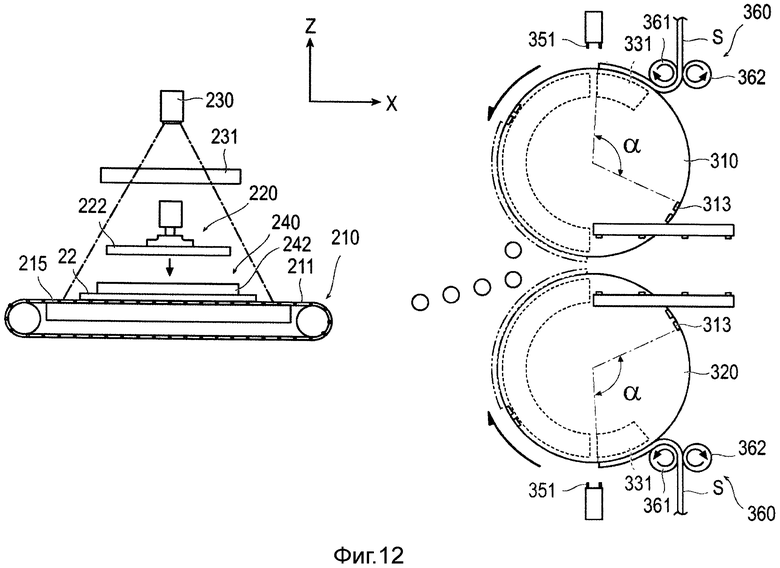
Фиг.12 является вторым пояснительным видом, показывающим процесс укладки посредством укладочного устройства, включающего в себя устройство определения позиции.
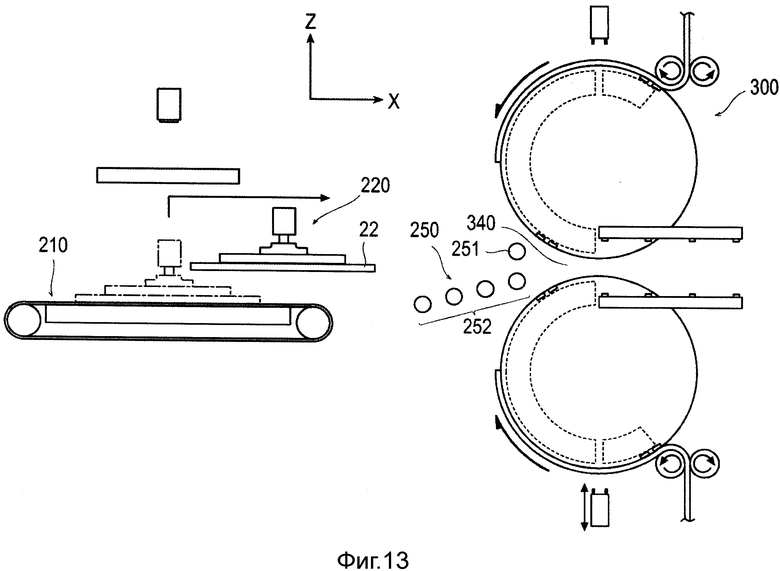
Фиг.13 является третьим пояснительным видом, показывающим процесс укладки посредством укладочного устройства, включающего в себя устройство определения позиции.
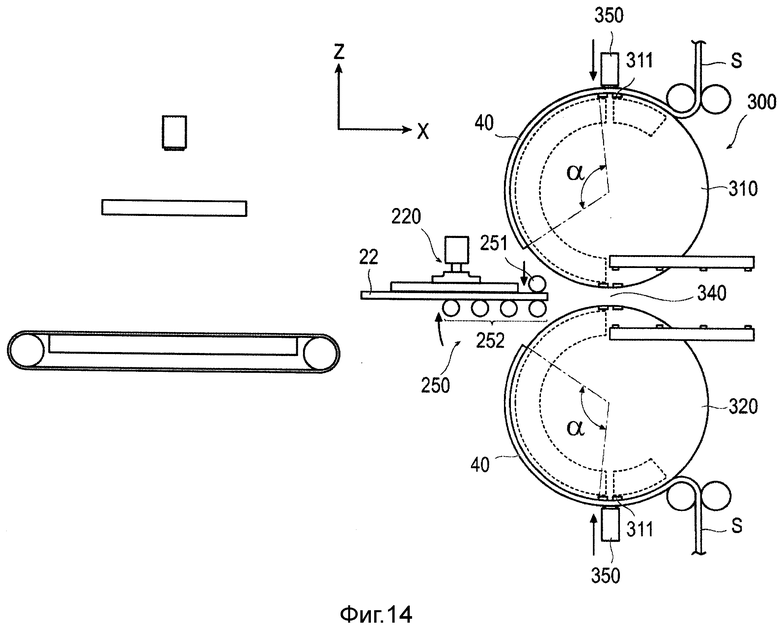
Фиг.14 является четвертым пояснительным видом, показывающим процесс укладки посредством укладочного устройства, включающего в себя устройство определения позиции.
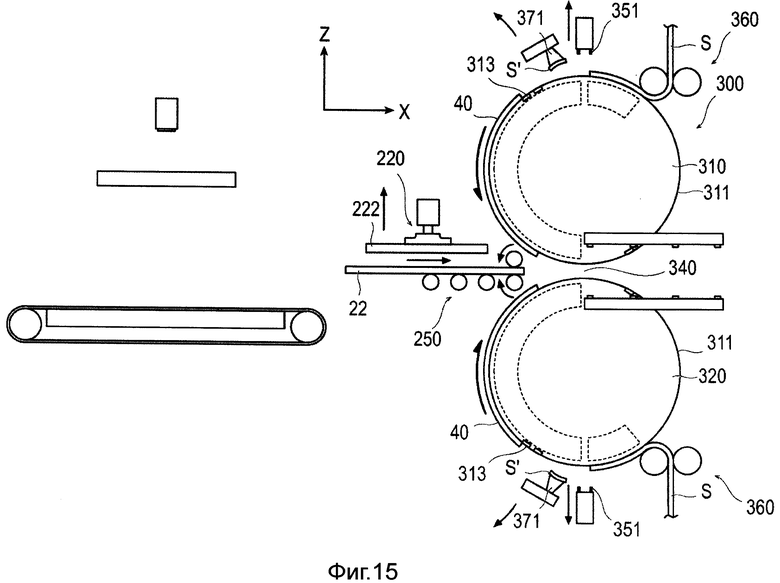
Фиг.15 является пятым пояснительным видом, показывающим процесс укладки посредством укладочного устройства, включающего в себя устройство определения позиции.
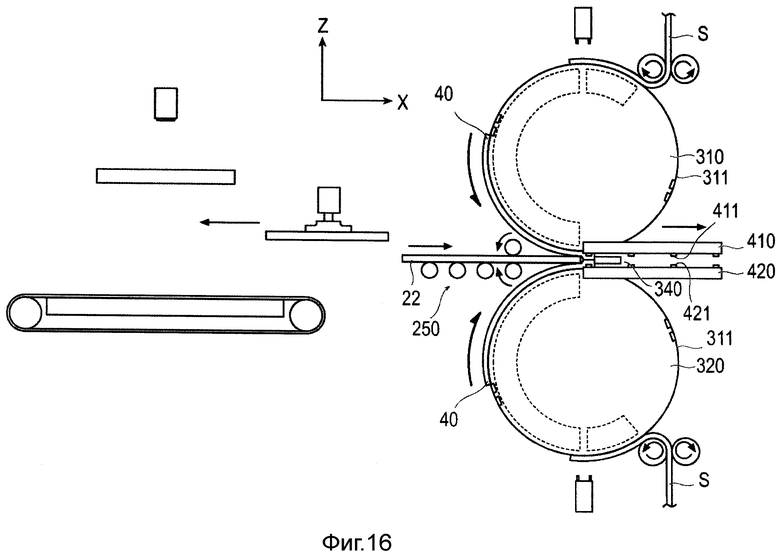
Фиг.16 является шестым пояснительным видом, показывающим процесс укладки посредством укладочного устройства, включающего в себя устройство определения позиции.
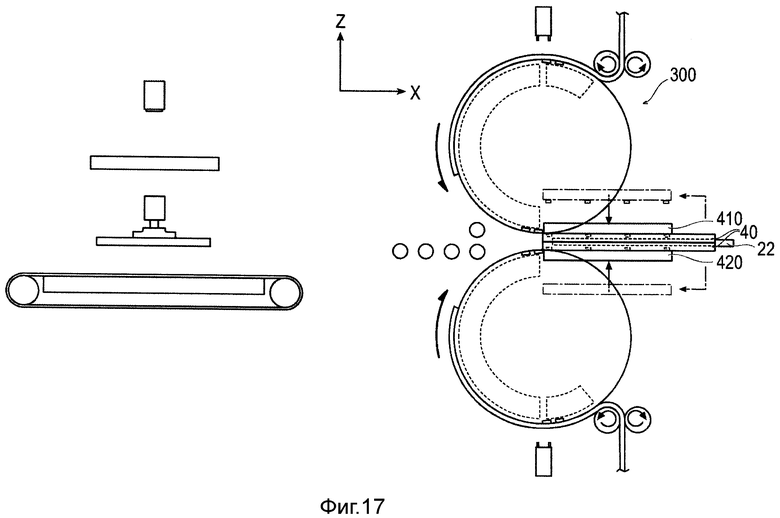
Фиг.17 является седьмым пояснительным видом, показывающим процесс укладки посредством укладочного устройства, включающего в себя устройство определения позиции.
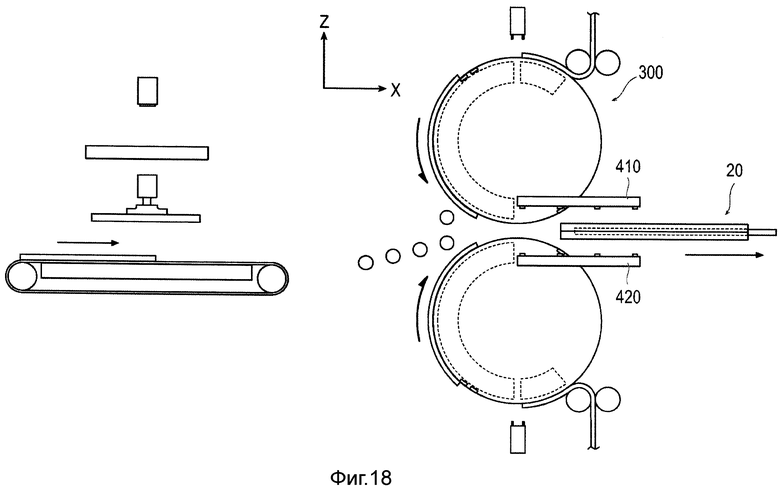
Фиг.18 является восьмым пояснительным видом, показывающим процесс укладки посредством укладочного устройства, включающего в себя устройство определения позиции.
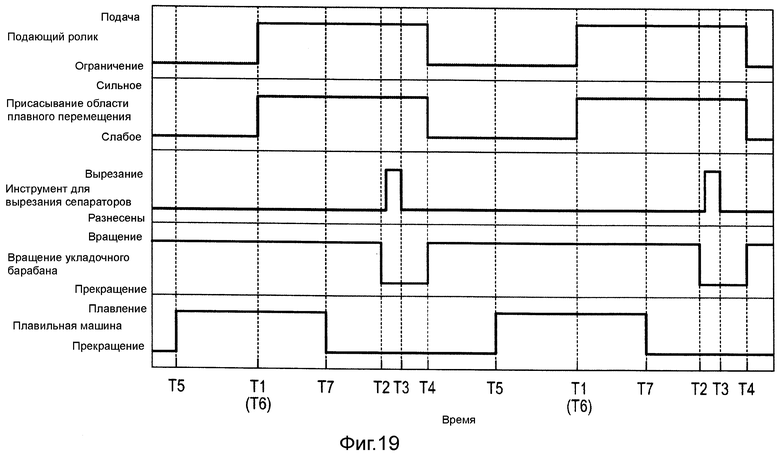
Фиг.19 является диаграммой, показывающей операции вращающегося модуля транспортировки, предоставленного в укладочном устройстве.
Подробное описание вариантов осуществления изобретения
Ниже приводится описание вариантов осуществления настоящего изобретения со ссылкой на прилагаемые чертежи. Следует отметить, что соотношения размеров на чертежах чрезмерно увеличены для удобства пояснения и иногда отличаются от фактических соотношений.
Настоящее изобретение относится к устройству определения позиции и способу определения позиции для листового элемента, которые применяются к части процесса изготовления аккумулятора. Устройство определения позиции согласно варианту осуществления настоящего изобретения составляет часть укладочного устройства для укладки листовых элементов друг на друга. Перед описанием устройства определения позиции, приводится описание конструкции аккумулятора и укладочного устройства, которое собирает элемент выработки электроэнергии для него.
Аккумулятор
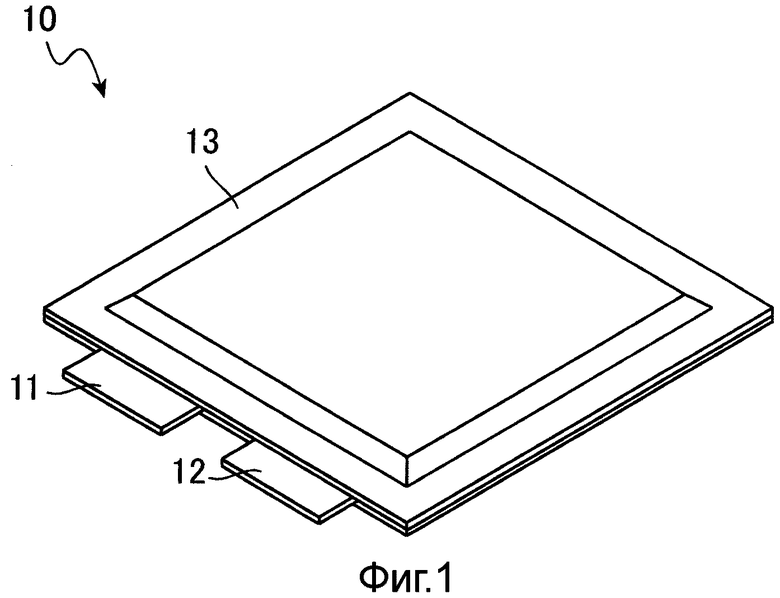
Во-первых, со ссылкой на фиг.1, приводится описание литий-ионной аккумуляторной батареи (пакетированного аккумулятора), которое должно формироваться посредством укладочного устройства. Фиг.1 является видом в перспективе, показывающим внешний вид литий-ионной аккумуляторной батареи, фиг.2 является покомпонентным видом в перспективе литий-ионной аккумуляторной батареи, и фиг.3A и 3B являются видами сверху предварительно упакованного положительного электрода и отрицательного электрода.
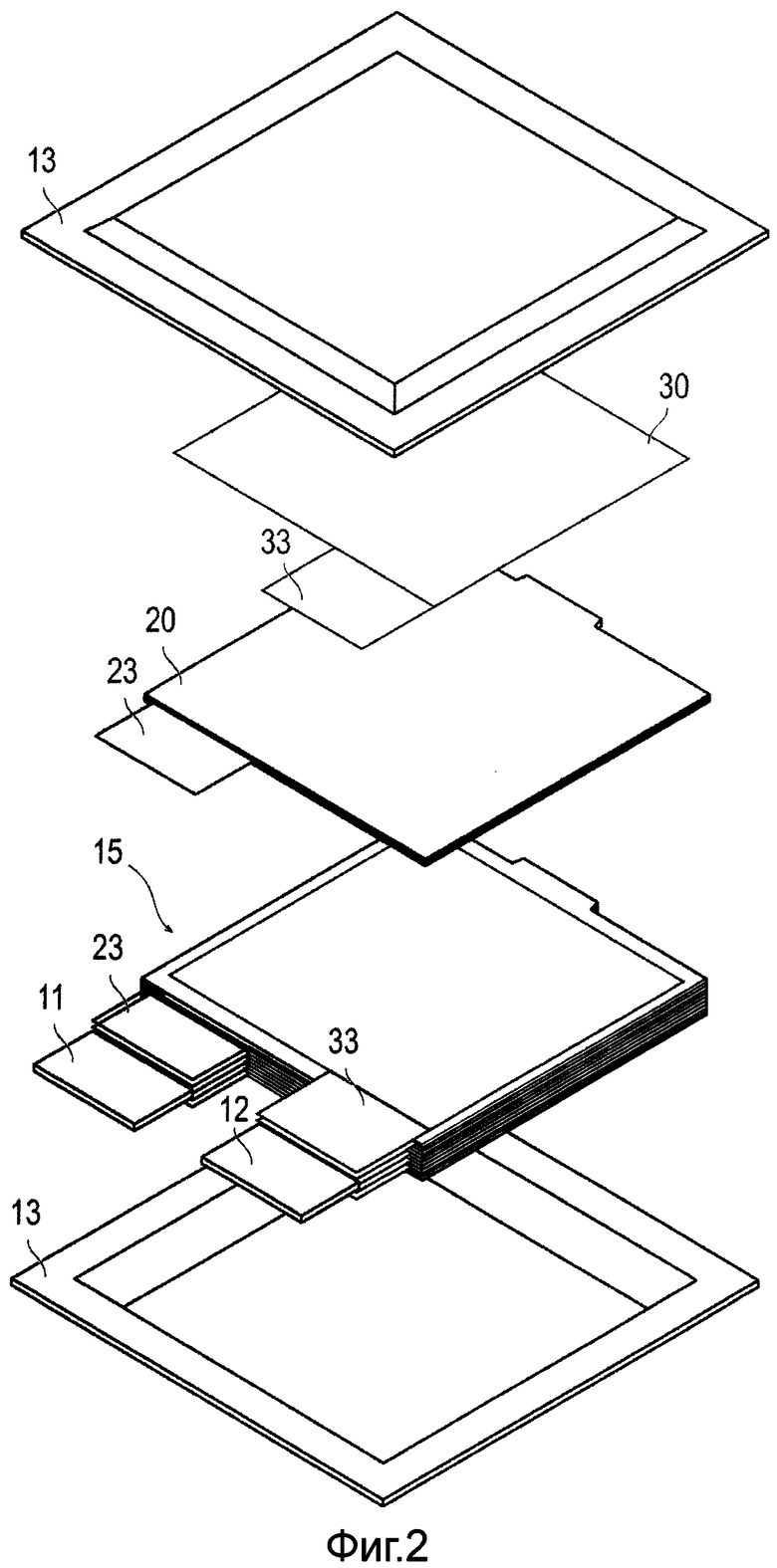
Как показано на фиг.1, литий-ионная аккумуляторная батарея 10 имеет плоскую прямоугольную форму, и вывод 11 положительного электрода и вывод 12 отрицательного электрода выступают из идентичного концевого участка покровного материала 13. Далее, как показано на фиг.2, внутри покровного материала 13 размещается элемент 15 выработки электроэнергии (аккумуляторный элемент), в котором протекает реакции заряда/разряда. Элемент 15 выработки электроэнергии формируется таким образом, что предварительно упакованные положительные электроды 20 и отрицательные электроды 30 поочередно укладываются друг на друге.
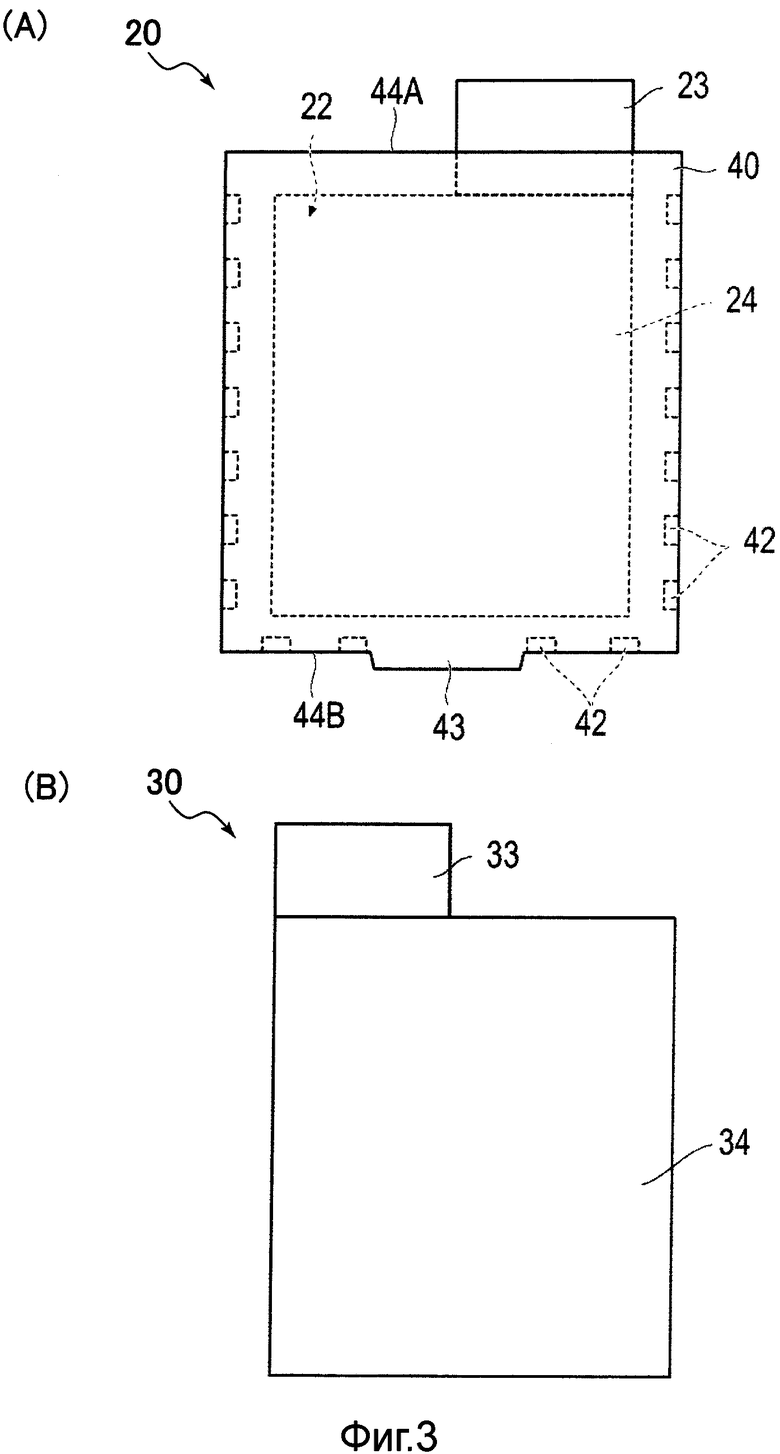
Как показано на фиг.3A, в каждом из предварительно упакованных положительных электродов 20, прямоугольный положительный электрод 22 размещается между прямоугольных сепараторов 40. В положительном электроде 22 слои активного материала положительного электрода формируются на обеих поверхностях сверхтонкого листового токоотвода положительного электрода (фольги токоотвода). Два сепаратора 40 соединяются друг с другом на концевых участках посредством соединительных участков 42 и имеют форму пакета. В сепараторе 40 лепестковый вывод 23 положительного электрода для положительного электрода 22 выдается из стороны 44A, которая имеет линейную форму, и дополнительно, на стороне 44B, противоположной стороне 44A, формируется зацепляющийся участок 43, который частично выступает. Зацепляющийся участок 43 зацепляется с покровным материалом 13 внутри покровного материала 13 и, таким образом, служит для прикрепления элемента 15 выработки электроэнергии к покровному материалу 13. В положительном электроде 22, на его участке, отличном от лепесткового вывода 23 положительного электрода, формируется слой 24 активного материала положительного электрода.
Как показано на фиг.3B, каждый из отрицательных электродов 30 имеет прямоугольную форму, в которой слои 34 активного материала отрицательного электрода формируются на обеих поверхностях сверхтонкого листового токоотвода отрицательного электрода (фольги токоотвода). В отрицательном электроде 30, на участках, отличных от лепесткового вывода 33 отрицательного электрода, формируются слои 34 активного материала отрицательного электрода.
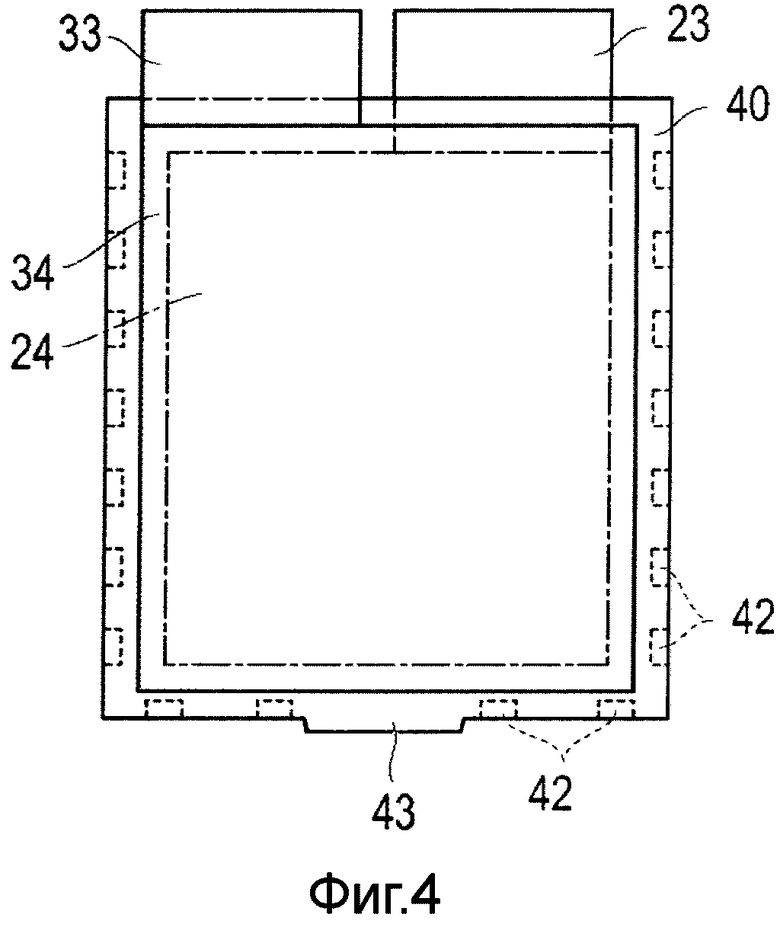
Когда отрицательный электрод 30 укладывается на предварительно упакованном положительном электроде 20, получается форма, как показано на фиг.4. Как показано на фиг.4, при просмотре сверху, слои 34 активного материала отрицательного электрода формируются большими на один размер, чем слои 24 активного материала положительного электрода для положительного электрода 20.
Следует отметить, что способ для изготовления литий-ионной аккумуляторной батареи посредством поочередной укладки предварительно упакованных положительных электродов 20 и отрицательных электродов 30 друг на друге представляет собой общий способ изготовления литий-ионной аккумуляторной батареи, и, соответственно, его подробное описание опускается.
Укладочное устройство
Далее со ссылкой на чертежи приводится описание укладочного устройства, включающего в себя устройство 200 определения позиции согласно варианту осуществления настоящего изобретения.
Как показано на фиг.5 и фиг.6, это укладочное устройство включает в себя: модуль 100 вырезания положительных электродов, который вырезает положительный электрод 22 из листового материала D для положительного электрода; и устройство 200 определения позиции, которое транспортирует вырезанный положительный электрод 22 после определения его позиции. Кроме того, укладочное устройство включает в себя: вращающийся модуль 300 транспортировки, предоставленный на стороне в нисходящем направлении устройства 200 определения позиции в направлении транспортировки; плавильный модуль 400, предоставленный с обеих сторон вращающегося модуля 300 транспортировки; и устройство 500 управления (модуль управления), которое управляет всем устройством централизованно. В этом варианте осуществления, описание приводится при условии, что направление, в котором транспортируется положительный электрод 22, является направлением X транспортировки, что направление, перпендикулярное поверхности положительного электрода 22 является вертикальным направлением Z, и направление, перпендикулярное вертикальному направлению Z и направлению X транспортировки, является направлением Y ширины.
Модуль 100 вырезания положительных электродов является модулем, который вырезает листовой материал D для положительного электрода, который намотан в форме рулона, с предварительно определенной формой посредством обработки перфорации и т.п. и за счет этого вырезает положительный электрод 22 (листовой элемент) с предварительно определенной формой. Положительный электрод 22, вырезанный таким образом, является прямоугольным и имеет лепестковый вывод 23 положительного электрода.
Как показано на фиг.7-9 устройство 200 определения позиции включает в себя: конвейер 210; и модуль 220 транспортировки за счет присасывания (модуль коррекции позиции). Конвейер 210 транспортирует положительный электрод 22, вырезанный в модуле 100 вырезания положительных электродов. Модуль 220 транспортировки за счет присасывания присасывает положительный электрод 22 на конвейер 210 и транспортирует положительный электрод 22 во вращающийся модуль 300 транспортировки (модуль транспортировки сепараторов). Выше конвейера 210, предоставляются камера 230 для формирования изображений (модуль определения позиции) и осветительная установка 231.
Конвейер 210 включает в себя: присасывающий ремень 211, который формируется бесконечно и имеет воздухопроницаемость; и два вращательных вала 212, которые размещаются в линии в направлении транспортировки и с возможностью вращения удерживают присасывающий ремень 211. Кроме того, конвейер 210 включает в себя модуль 213 формирования отрицательного давления, размещаемый внутри присасывающего ремня 211.
Множество воздушно-вакуумных отверстий 214 формируется в присасывающем ремне 211. Затем, воздух всасывается посредством модуля 213 формирования отрицательного давления через воздушно-вакуумные отверстия 214, посредством чего появляется возможность удерживать положительный электрод 22, который является тонким и трудно транспортируемым, на плоской установочной поверхности 215 (базовой поверхности) на конвейере 210 и транспортировать положительный электрод 22. Установочная поверхность 215 присасывающего ремня 211 имеет цветовую окраску, в силу которой для камеры 230 для формирования изображений несложно распознавать его границу с положительным электродом 22, и цвет установочной поверхности 215 представляет собой белый цвет в этом варианте осуществления.
Следует отметить, что в этом варианте осуществления, конвейер 210 применяется в качестве устройства, включающего в себя плоскую установочную поверхность 215, допускающую установку на ней положительного электрода 22 в практически горизонтальном состоянии. Тем не менее, могут быть использованы другие устройства при условии, что плоская установочная поверхность предоставляется в каждом из них.
Как показано на фиг.5 и 8, с обеих сторон конвейера 210 предоставляется модуль 240 прижатия, который прижимает и удерживает боковые участки положительного электрода 22 на присасывающем ремне 211. Модуль 240 прижатия включает в себя прижимные приспособления 242, которые приближаются или разносятся от установочной поверхности 215 (базовой поверхности) на присасывающем ремне 211 посредством актуаторов 241, управляемых посредством устройства 500 управления. Прижимные приспособления 242 являются элементами, которые корректируют искривление положительного электрода 22 посредством прижатия положительного электрода 22 к установочной поверхности 215. В частности, положительный электрод 22, вырезанный из листового материала D, намотанного в форме валика, подвержен скруглению, поскольку искривление остается в нем. Кроме того, каждый из положительных электродов 22, отрицательных электродов 30 и сепараторов 40 является материалом в форме очень тонкой фольги и очень сильно подвержен деформированию в таком крупном аккумуляторе, как автомобильный аккумулятор. Следует отметить, что хотя присасывающий ремень 211 является элементом, который присасывает и удерживает элемент контактирующим с установочной поверхностью 215, тем не менее, обычно не имеет присасывающей силы, достаточной для того, чтобы притягивать область, помимо установочной поверхности 215. Соответственно, положительный электрод 22 подталкивается к установочной поверхности 215 посредством прижимных приспособлений 242, посредством чего такая деформация положительного электрода 22 корректируется. Таким образом, камера 230 для формирования изображений может иметь возможность выявлять позицию положительного электрода 22 с высокой точностью, и помимо этого, позиция присасывания посредством модуля 220 транспортировки за счет присасывания также может задаваться с высокой точностью. Как результат, точность обработки на последующих этапах повышается.
Далее, как показано на фиг.9, прижимные приспособления 242 формируются таким образом, что они допускают прижатие длинных областей, которые идут вдоль двух сторон H2 и H4 (краев) вдоль направления транспортировки положительного электрода 22 на присасывающем ремне 211. Таким образом, позиция присасывания положительного электрода 22 посредством модуля 220 транспортировки за счет присасывания может быть обеспечена между прижимными приспособлениями 242. Кроме того, прижимные приспособления 242 могут прижимать внутреннюю часть краев четырех сторон H1-H4, т.е. центральной стороны положительного электрода 22, так что четыре стороны H1-H4 (края) положительного электрода 22 могут сниматься посредством камеры 230 для формирования изображений. Следует отметить, что прижимные приспособления 242 формируются из прозрачных элементов, так что положительный электрод 22, прижатый посредством них, может сниматься через прижимные приспособления 242. В качестве прозрачных элементов, например, может применяться акриловая смола, стекло и т.п. Тем не менее, материал прижимных приспособлений 242 не ограничен конкретным образом и может быть надлежащим образом задан в ответ на частоту осветительной установки 231 и характеристики формирования изображений камеры 230 для формирования изображений.
Модуль 220 транспортировки за счет присасывания включает в себя: корпус 221 устройства, который соединяется с устройством приведения в действие (не показано) и может перемещаться; и присасывающую головку 222, которая предоставляется на нижнем участке корпуса 221 устройства и прилагает присасывающую силу посредством соединения с источником подачи отрицательного давления (не показан). Присасывающая головка 222 может перемещаться трехмерным образом вдоль вертикального направления Z, направления X транспортировки и направления Y ширины в соответствии с работой устройства приведения в действие, и дополнительно, становится вращающейся вдоль горизонтальной плоскости.
Камера 230 для формирования изображений, расположенная выше конвейера 210, является модулем, который снимает положительный электрод 22, который транспортируется посредством конвейера 210, согласно свету, который излучается посредством осветительной установки 231, после того, как положительный электрод 22 прижимается и удерживается посредством прижимного приспособления 242. Камера 230 для формирования изображений передает в устройство 500 управления сигнал, который основан на изображении положительного электрода 22, снимаемом в случае, если положительный электрод 22 транспортируется в предварительно определенную позицию и останавливается в ней. Устройство 500 управления, которое принимает такой предварительно определенный сигнал, вычисляет информацию позиции, которая представляет собой позицию и состояние положительного электрода 22, из рассматриваемого сигнала и управляет перемещением устройства приведения в действие модуля 220 транспортировки за счет присасывания на основе результата вычисленной информации позиции. После этого, модуль 220 транспортировки за счет присасывания надлежащим образом корректирует позицию и ориентацию положительного электрода 22 и транспортирует рассматриваемый положительный электрод 22 в зазор 340 (см. фиг.5) вращающегося модуля 300 транспортировки, который будет описан ниже.
В частности, устройство 500 управления останавливает конвейер 210 в предварительно определенной позиции, а затем из изображения, снимаемого посредством камеры 230 для формирования изображений, определяет края боковых областей E1-E4, соответствующих четырем сторонам положительного электрода 22, показанного на фиг.9. Рассматриваемые края могут быть определены из разности цветовой окраски между присасывающим ремнем 211 и положительным электродом 22. Из этого результата определения устройство 500 управления вычисляет приближенные прямые линии L1-L4 четырех сторон посредством использования метода наименьших квадратов. Затем, устройство 500 управления вычисляет четыре угловых участка K1-K4, которые представляют собой пересечения между приближенными прямыми линиями L1-L4 четырех сторон, и вычисляет среднее значение четырех угловых участков K1-K4 и задает это среднее значение в качестве координат центральной точки O электрода. Следует отметить, что координаты центральной точки O электрода представляются посредством координат в направлении X транспортировки и направлении Y ширины. Далее, либо из одной из приближенных прямых линий L2-L4 двух сторон H2 и H4, которые идут вдоль направления транспортировки положительного электрода 22, либо из среднего значения обоих из них, устройство 500 управления вычисляет угол θ наклона из положительного электрода 22 на горизонтальной плоскости (базовой поверхности). После этого, из информации позиции, которая представляет собой координаты центральной точки электрода O и угол θ наклона, устройство 500 управления вычисляет величину коррекции позиции (координаты и наклон) положительного электрода 22 на горизонтальной плоскости относительно его обычной позиции. Далее, устройство 500 управления управляет устройством приведения в действие модуля 220 транспортировки за счет присасывания (модуля коррекции позиции), чтобы выполнять коррекцию для этой величины коррекции. Кроме того, модуль 220 транспортировки за счет присасывания транспортирует положительный электрод 22 в зазор 340 вращающегося модуля 300 транспортировки при коррекции позиции положительного электрода 22.
Следует отметить, что в этом варианте осуществления, позиция и состояние положительного электрода 22 распознаются посредством камеры 230 для формирования изображений. Тем не менее, также могут быть использованы другие датчики, и, например, позиция положительного электрода 22 также может быть распознана посредством контактного датчика, который считывает конец верхушки положительного электрода 22 и т.п.
В состоянии, в котором положительный электрод 22 транспортируется в предварительно определенную позицию конвейера 210, и форма положительного электрода 22 корректируется посредством прижатия боковых участков положительного электрода 22 посредством прижимных приспособлений 242, модуль 220 транспортировки за счет присасывания опускается вертикально и присасывает и удерживает положительный электрод 22 посредством присасывающей головки 222. Затем, после снятия такого ограничения положительного электрода 22 посредством прижимных приспособлений 242, модуль 220 транспортировки за счет присасывания поднимается при поддержании практически горизонтального состояния положительного электрода 22. После этого, модуль 220 транспортировки за счет присасывания надлежащим образом корректирует позицию и ориентацию положительного электрода 22 в ответ на вычисленную величину коррекции и транспортирует положительный электрод 22 в зазор 340 вращающегося модуля 300 транспортировки.
Около зазора 340 вращающегося модуля 300 транспортировки, как показано на фиг.10, предоставляется поддерживающий модуль 250 для введения листа, который предоставляется таким образом, что он размещает посередине верхний и нижний участки зазора 340, и помогает введению положительного электрода 22 во вращающийся модуль 300 транспортировки. Поддерживающий модуль 250 для введения листа является модулем, который состоит из множества групп роликов, поддерживает положительный электрод 22, транспортированный посредством модуля 220 транспортировки за счет присасывания, и помимо этого, отправляет положительный электрод 22 в зазор 340 вращающегося модуля 300 транспортировки.
Поддерживающий модуль 250 для введения листа включает в себя: верхний поддерживающий участок 251 для введения листа, состоящий из одного ролика; и нижний поддерживающий участок 252 для введения листа, состоящий из множества роликов. Верхний поддерживающий участок 251 для введения листа может перемещаться в вертикальном направлении Z и может переходить из "открытого состояния" с перемещением вверх в "закрытое состояние" с опусканием и размещением посередине положительного электрода 22 с роликом на дальней стороне в нисходящем направлении относительно направления транспортировки в нижнем поддерживающем участке 252 для введения листа. Кроме того, верхний поддерживающий участок 251 для введения листа приводится в действие так, что он вращается, и может за счет этого отправлять, в зазор 340, размещаемый посередине положительный электрод 22.
Нижний поддерживающий участок 252 для введения листа переходит из "открытого состояния", в котором ролики на его стороне в восходящем направлении относительно направления транспортировки опускаются под наклоном, в "закрытое состояние" в результате того, что ролики на стороне в восходящем направлении относительно направления транспортировки поднимаются и становятся практически горизонтальными в случае, если положительный электрод 22 принимается из модуля 220 транспортировки за счет присасывания. Таким образом, как показано на фиг.14, нижний поддерживающий участок 252 для введения листа поддерживает положительный электрод 22 таким образом, что он может транспортироваться. Такой ролик на самой дальней стороне в нисходящем направлении относительно направления транспортировки в нижнем поддерживающем участке 252 для введения листа, причем ролик образует пару с роликом верхнего поддерживающего участка 251 для введения листа, выполняется таким образом, что он может приводиться в действие и вращаться. Следовательно, ролик на самой дальней стороне в нисходящем направлении вращается в состоянии размещения посередине положительного электрода 22 с помощью верхнего поддерживающего участка 251 для введения листа, посредством чего размещаемый посередине положительный электрод 22 может отправляться в зазор 340.
Следовательно, когда положительный электрод 22 транспортируется посредством модуля 220 транспортировки за счет присасывания, верхнему поддерживающему участку 251 для введения листа предоставляется возможность опускаться и предоставляется возможность помещать посередине конец верхушки положительного электрода 22 с помощью нижнего поддерживающего участка 252 для введения листа. Кроме того, роликам нижнего поддерживающего участка 252 для введения листа предоставляется возможность подниматься так, что они переходят в практически горизонтальное состояние, и затем поддерживать нижнюю поверхность положительного электрода 22. После этого, положительный электрод 22 высвобождается из присасывающей головки 222 модуля 220 транспортировки за счет присасывания, и положительный электрод 22 последовательно отправляется в зазор 340 вращающегося модуля 300 транспортировки посредством вращения поддерживающего модуля 250 для введения листа.
Вращающийся модуль 300 транспортировки (модуль транспортировки сепараторов) является модулем, который укладывает сепаратор 40 на положительном электроде 22, который транспортируется посредством модуля 220 транспортировки за счет присасывания, при вырезании сепаратора 40 из листового материала S сепаратора. Вращающийся модуль 300 транспортировки включает в себя пару из верхнего укладочного барабана 310 (первого модуля транспортировки сепараторов, цилиндрического ротора) и нижнего укладочного барабана 320 (второго модуля транспортировки сепараторов, цилиндрического ротора), которые имеют цилиндрическую форму.
В паре из верхнего и нижнего укладочных барабанов 310 и 320 их оси вращения являются перпендикулярными направлению X транспортировки. Кроме того, укладочные барабаны 310 и 320 размещаются параллельно друг другу, так что их внешние периферийные поверхности 311 могут быть расположены напротив друг друга с предварительно определенным зазором 340 и иметь конструкции, симметричные друг другу относительно горизонтальной плоскости.
На внешних периферийных поверхностях 311 соответствующих укладочных барабанов 310 и 320 формируются присасывающие участки, допускающие присасывание сепараторов 40. Кроме того, внутри укладочных барабанов 310 и 320, предоставляются внутренние конструктивные участки 330, предусмотренные таким образом, что они не вращаются. Ширина (длина в направлении оси вращения) укладочных барабанов 310 и 320 задается до такой степени, что оба края материала S сепаратора выступают от обоих краев укладочных барабанов 310 и 320.
Верхний и нижний укладочные барабаны 310 и 320 располагаются через зазор 340. Далее, в зазоре 340, укладочные барабаны 310 и 320 вращаются к стороне в нисходящем направлении относительно направления X транспортировки. Другими словами, укладочный барабан 310, расположенный на верхней стороне, вращается против часовой стрелки на поверхности листа по фиг.10 и за счет этого транспортирует сепаратор 40, который присасывается на внешнюю периферийную поверхность 311, в зазор 340. Кроме того, укладочный барабан 320, расположенный на нижней стороне, вращается по часовой стрелке на поверхности листа по фиг.10 и за счет этого транспортирует сепаратор 40, который присасывается на внешнюю периферийную поверхность 311 в зазор 340. Следует отметить, что верхний и нижний укладочные барабаны 310 и 320 приводятся в действие посредством приводного электромотора (не показан), в котором вращение управляется посредством устройства 500 управления.
В укладочных барабанах 310 и 320, на внешних периферийных поверхностях 311, формируется бесчисленное число вентиляционных отверстий 312. Кроме того, во внешних периферийных поверхностях 311, на их частичных участках в направлении вдоль окружности, формируются утопленные участки 313 (приемные части), которые допускают прием инструментов 351 для вырезания сепараторов (режущих полотен), предусмотренных на модулях 350 вырезания, которые будут описаны ниже. Утопленные участки 313 формируются в двух точках каждого из укладочных барабанов 310 и 320, при этом точки разносятся друг от друга на 180 градусов. Следует отметить, что причина, по которой утопленные участки 313 предоставляются в двух точках в направлении вдоль окружности, заключается в необходимости вырезать два фрагмента сепараторов 40 каждый раз, когда каждый из укладочных барабанов 310 и 320 выполняет одно вращение. Тем не менее, число утопленных участков 313 в направлении вдоль окружности может быть изменено в ответ на число сепараторов 40, которые должны вырезаться во время одного вращения каждого из укладочных барабанов 310 и 320.
Затем, на внешних границах соответствующих укладочных барабанов 310 и 320, около внешних периферийных поверхностей 311 предоставляются модули 360 подающих роликов (стопорящие механизмы), которые подают или ограничивают листовой материал S сепаратора. Кроме того, предоставляются модули 350 вырезания, которые вырезают материал S сепаратора на внешних периферийных поверхностях 311 укладочных барабанов 310 и 320. Кроме того, как показано на фиг.15, предоставляются модули 370 присасывания вырезанных фрагментов для сбора необязательных вырезанных фрагментов S', сформированных посредством вырезания посредством модулей 350 вырезания.
В частности, под наклоном выше и под наклоном ниже на стороне в нисходящем направлении относительно направления транспортировки вращающегося модуля 300 транспортировки, предоставляются компактные модули 360 подающих роликов, имеющие цилиндрическую форму.
В модулях 360 подающих роликов, под наклоном выше и под наклоном ниже на стороне в нисходящем направлении относительно направления транспортировки вращающегося модуля 300 транспортировки, предоставляются пары подающих роликов 361 и 362. Подающие ролики 361 и 362, которые составляют пару, имеют цилиндрическую форму и размещаются через предварительно определенный зазор. Каждый из модулей 360 подающих роликов размещает посередине, в зазоре, один непрерывный материал S сепаратора, транспортированный из сепараторного ролика (не показан). Далее, модуль 360 подающих роликов вращается и за счет этого отправляет материал S сепаратора во вращающийся модуль 300 транспортировки. Между тем, модуль 360 подающих роликов останавливается и в силу этого прекращает такую подачу и ограничивает материал S сепаратора. Подающие ролики 361 и 362 управляются посредством устройства 500 управления и отправляют материал S сепаратора во вращающийся модуль 300 транспортировки в предварительно определенное время.
Модули 350 вырезания включают в себя инструменты 351 для вырезания сепараторов по отдельности выше и ниже вращающегося модуля 300 транспортировки. Инструменты 351 для вырезания сепараторов являются инструментами для теплового вырезания, которые расплавляют материал S сепаратора, который присасывается на внешние периферийные поверхности 311 укладочных барабанов 310 и 320, и вырезают расплавленный материал S сепаратора с предварительно определенной формой. В частности, сначала сепараторы 40 присасываются и транспортируются посредством внешних периферийных поверхностей 311 укладочных барабанов 310 и 320. В этом случае, когда утопленные участки 313 укладочных барабанов 310 и 320 перемещаются в позиции, противоположные инструментам 351 для вырезания сепараторов, инструменты 351 для вырезания сепараторов перемещаются таким образом, что они входят в утопленные участки 313 укладочных барабанов 310 и 320 при приеме инструкции устройства 500 управления. Таким образом, инструменты 351 для вырезания сепараторов расплавляют сепараторы 40 и вырезают сепараторы 40 с такой предварительно определенной формой, как показано на фиг.3A. В случае непрерывного вырезания сепараторов 40 из материала S сепаратора задний конец сепаратора 40, вырезанного сначала, задается как сторона 44B, на которой формируется зацепляющийся участок 43, а передний конец сепаратора 40, вырезанного следующим, задается как сторона 44A. Как описано выше, две стороны 44A и 44B, которые не совпадают по форме друг с другом, одновременно вырезаются посредством модулей 350 вырезания, посредством чего формируются дополнительные вырезанные фрагменты S'.
Как показано на фиг.15, модули 370 присасывания вырезанных фрагментов включают в себя ориентированные в направлении инструментов для вырезания присасывающие головки 371, которые прилагают присасывающую силу. Далее, во время, когда инструменты 351 для вырезания сепараторов отрываются и извлекаются из утопленных участков 313 после вырезания материала S сепаратора, ориентированные в направлении инструментов для вырезания присасывающие головки 371 перемещаются так, что они приближаются к таким образом вырезанным областям. После этого, ориентированные в направлении инструментов для вырезания присасывающие головки 371 присасывают и удерживают дополнительные вырезанные фрагменты S' сепараторов 40, вырезанных посредством инструментов 351 для вырезания сепараторов. После этого, при присасывании и удерживании вырезанных фрагментов S', ориентированные в направлении инструментов для вырезания присасывающие головки 371 относятся от внешних периферийных поверхностей 311 укладочных барабанов 310 и 320. После этого, присасывание посредством ориентированных в направлении инструментов для вырезания присасывающих головок 371 прекращается, чтобы за счет этого высвобождать вырезанные фрагменты S', и вырезанные фрагменты S' присасываются и собираются посредством присасывающих отверстий 372, предоставленных в позициях, разнесенных от внешних периферийных поверхностей 311 укладочных барабанов 310 и 320, причем присасывающие отверстия 372 предоставляются отдельно из укладочных барабанов 310 и 320.
Здесь, при попытке сбора вырезанных фрагментов S' только посредством присасывающих отверстий 372 без использования ориентированных в направлении инструментов для вырезания присасывающих головок 371, то имеется допущение, что в таком процессе присасывания вырезанные фрагменты S' могут контактировать с сепараторами 40, остающимися на внешних периферийных поверхностях 311, и с материалом S сепаратора. Тем не менее, вырезанные фрагменты S' собираются посредством присасывающих отверстий 372 после присасывания и отделяются от внешних периферийных поверхностей 311 посредством ориентированных в направлении инструментов для вырезания присасывающих головок 371 и, таким образом, могут собираться при исключении повреждения сепараторов 40 и материала S сепаратора посредством вырезанных фрагментов S'.
Как показано на фиг.10, внутри соответствующих укладочных барабанов 310 и 320, предоставляются внутренние конструктивные участки 330. В каждом из внутренних конструктивных участков 330, без возможности вращения формируются: первая камера 331 регулирования отрицательного давления, допускающая регулирование силы отрицательного давления в ответ на процесс в момент, когда работает устройство; и вторая камера 332 регулирования отрицательного давления, в которой отрицательное давление поддерживается практически постоянным в момент, когда работает устройство. Первая камера 331 регулирования отрицательного давления и вторая камера 332 регулирования отрицательного давления соединяются с устройством 333 подачи отрицательного давления, содержащим клапан для регулирования давления, и допускают регулирование его внутренних давлений таким образом, что устройство 333 подачи отрицательного давления управляется посредством устройства 500 управления.
Первая камера 331 регулирования отрицательного давления и вторая камера 332 регулирования отрицательного давления изолируются от внешней среды посредством внутренней периферийной поверхности каждого из укладочных барабанов 310 и 320. Следовательно, на внешних периферийных поверхностях 311 укладочных барабанов 310 и 320, области отрицательного давления формируются таким невращающимся способом через вентиляционные отверстия 312, сформированные в укладочных барабанах 310 и 320. Эти области не вращаются, даже если укладочные барабаны 310 и 320 вращаются. Такие первые камеры 331 регулирования отрицательного давления формируются в диапазоне от позиций, которые соответствуют модулям 360 подающих роликов в направлениях вращения укладочных барабанов 310 и 320, до позиций, соответствующих инструментам 351 для вырезания сепараторов. Такие вторые камеры 332 регулирования отрицательного давления формируются в диапазонах практически 180 градусов от позиций, которые соответствуют инструментам 351 для вырезания сепараторов в направлениях вращения укладочных барабанов 310 и 320, до позиций, соответствующих зазору 340.
Следовательно, как показано на фиг.11, на внешних периферийных поверхностях 311 укладочных барабанов 310 и 320, формируются области A1 плавного перемещения (области регулирования присасывающей силы), в которых отрицательные давления регулируются и изменяются в позициях, соответствующих первым камерам 331 регулирования отрицательного давления. Кроме того, на внешних периферийных поверхностях 311, формируются области A2 присасывания, в которых отрицательные давления являются практически постоянными, и материал S сепаратора или вырезанные сепараторы 40 присасываются и удерживаются в позициях, соответствующих вторым камерам 332 регулирования отрицательного давления. Области A2 присасывания имеют сильную присасывающую силу, могут удерживать материал S сепаратора или вырезанные сепараторы 40 посредством присасывающей силы и могут вращать их вдоль вращений укладочных барабанов 310 и 320. Области A1 плавного перемещения также могут задавать присасывающую силу, эквивалентную присасывающей силе областей A2 присасывания, и могут вращать сепараторы 40. Кроме того, при удерживании материала S сепаратора до такой степени, что рассматриваемый материал S сепаратора не отделяется от внешних периферийных поверхностей 311, области A1 плавного перемещения понижают его присасывающую силу и могут за счет этого плавно перемещать материал S сепаратора на внешних периферийных поверхностях 311 без вращения идентичного материала S сепаратора в случае, если укладочные барабаны 310 и 320 вращаются.
Кроме того, во внутренних конструктивных участках 330, в диапазонах от позиций, которые соответствуют зазору 340 в направлениях вращения укладочных барабанов 310 и 320, до позиций, соответствующих модулям 360 подающих роликов, не предоставляются первые камеры 331 регулирования отрицательного давления или вторые камеры 332 регулирования отрицательного давления. Следовательно, в областях внешних периферийных поверхностей 311, которые соответствуют этим диапазонам, формируются без возможности вращения области A3 без присасывания, которые не присасывают сепараторы 40, без формирования отрицательного давления.
Далее, посредством укладочных барабанов 310 и 320, вращающийся модуль 300 транспортировки присасывает и транспортирует сепараторы 40 при вырезании идентичных сепараторов 40. Затем, при синхронизации частоты вращения укладочных барабанов 310 и 320 и скорости транспортировки положительного электрода 22 посредством устройства 200 определения позиции друг с другом, вращающийся модуль 300 транспортировки последовательно укладывает сепараторы 40 с обеих сторон положительного электрода 22 от стороны в нисходящем направлении относительно направления X транспортировки. В это время, как показано на фиг.10, положительный электрод 22 вводится в касательном направлении T цилиндрических укладочных барабанов 310 и 320 посредством модуля 220 транспортировки за счет присасывания.
Плавильный модуль 400 является модулем, который расплавляет оба края сепараторов 40, укладываемых на обеих поверхностях положительного электрода 22, как показано на фиг.3A. Как показано на фиг.10, этот плавильный модуль 400 включает в себя пару из верхней и нижней плавильных машин 410 и 420 на обоих концах укладочных барабанов 310 и 320 в направлении оси вращения.
В верхней и нижней плавильных машинах 410 и 420, на их поверхностях, расположенных друг напротив друга, предоставляется множество выступов 411 и 421 вдоль направления X транспортировки. Далее, сепараторы 40 подвергаются действию повышенного давления и нагреваются посредством выступов 411 и 421, расположенных друг напротив друга, посредством чего появляется возможность сплавлять сепараторы 40 друг с другом.
Плавильные машины 410 и 420 могут перемещаться в направлении X транспортировки и вертикальном направлении Z. Другими словами, плавильные машины 410 и 420 приближаются друг к другу при перемещении в направлении X транспортировки со скоростью, идентичной скорости сепараторов 40, так что они синхронизируются с сепараторами 40 и положительным электродом 22, которые транспортируются в зазор 340 и укладываются друг на друге. Затем, посредством выступов 411 и 421, расположенных друг напротив друга, пакетированные сепараторы 40 соединяются друг с другом, посредством чего формируются соединительные участки 42. После этого, когда положительный электрод 22, упакованный в пакете, состоящем из сепараторов 40, транспортируется в предварительно определенную позицию, плавильные машины 410 и 420 разносятся от него и перемещаются к стороне в восходящем направлении относительно направления транспортировки. Затем, еще раз плавильные машины 410 и 420 приближаются друг к другу при перемещении в направлении X транспортировки со скоростью, идентичной скорости сепараторов 40, и расплавляют другие соединительные участки 42. После того, как все соединительные участки 42 соединяются друг с другом, плавильные машины 410 и 420 разносятся друг от друга, и предварительно упакованный положительный электрод 20, изготовленный таким образом, высвобождается.
Следует отметить, что такое взаимное соединение сепараторов 40 не ограничивается вышеуказанной конструкцией. Другими словами, например, также можно соединять сепараторы 40 друг с другом при нагреве сепараторов 40 между парой нагревающихся роликов, которые вращаются, чтобы сгибать сепараторы 40 только посредством подвергания действию повышенного давления без нагрева, или соединять сепараторы 40 друг с другом посредством использования клея.
Как показано на фиг.6, устройство 500 управления централизует управление всеми компонентами из модуля 100 вырезания положительных электродов, камеры 230 для формирования изображений, модуля 240 прижатия, конвейера 210, модуля 220 транспортировки за счет присасывания, поддерживающего модуля 250 для введения листа, модулей 360 подающих роликов, укладочных барабанов 310 и 320, модулей 350 вырезания, модулей 370 присасывания вырезанных фрагментов, устройства 333 подачи отрицательного давления и плавильного модуля 400 и полностью управляет всеми ими. Затем, устройство 500 управления может управлять соответствующими модулями по фиг.6 при синхронизации рассматриваемых модулей друг с другом. Следует отметить, что устройство 500 управления также может централизованно управлять другими устройствами для изготовления аккумулятора вместе с вышеописанными модулями.
Далее, со ссылкой на фиг.11-19, приводится описание способа укладки с использованием этого укладочного устройства.
Во-первых, листовой материал D для положительного электрода, который намотан в форме рулона, вырезается посредством модуля 100 вырезания положительных электродов, и формируется положительный электрод 22. Положительный электрод 22, вырезанный таким образом, размещается на установочной поверхности 215 конвейера 210, который предоставляется в устройстве 200 определения позиции, посредством непроиллюстрированной присасывающей контактной площадки, конвейера и т.п. Кроме того, каждый из модулей 360 подающих роликов размещает посередине и ограничивает, в зазоре, один непрерывный материал S сепаратора, отправленный из сепараторного ролика. Следовательно, как показано на фиг.11, конец верхушки материала S сепаратора находится на самом верхнем участке или самом нижнем участке вращающегося модуля 300 транспортировки. Затем, в каждой из первых камер 331 регулирования отрицательного давления, отрицательное давление задается низким, и материал S сепаратора не вытягивается в область A1 плавного перемещения внешней периферийной поверхности 311, но укладочный барабан 310 или 320 вращается при плавном перемещении на внутренней поверхности материала S сепаратора. Следует отметить, что в этом варианте осуществления, два сепаратора 40 вырезаются во время одного вращения укладочного барабана 310 или 320, и, соответственно, как показано посредством каждой двойной штрихпунктирной линии на фиг.11, сепаратор 40, вырезанный ранее, уже втянут и транспортируется на внешнюю периферийную поверхность 311 укладочного барабана 310 или 320.
Как показано на фиг.11, конвейер 210, на котором размещается положительный электрод 22, транспортирует положительный электрод 22, который находится на установочной поверхности 215 присасывающего ремня 211, совместно (как набор, в котором лепестковый вывод находится на стороне в восходящем направлении относительно направления X транспортировки) совмещенно в направлении X транспортировки. В этом случае, положительный электрод 22 присасывается посредством присасывающего ремня 211, и, соответственно, исключается возникновение явления искривления вверх и т.п. Следует отметить, что положительный электрод 22 может транспортироваться параллельно (как набор, в котором лепестковый вывод находится в направлении Y ширины). Когда присасывающий ремень 211 перемещается в предварительно определенную позицию, устройство 500 управления прекращает его перемещение при поддержании состояния присасывания положительного электрода 22. Далее, как показано на фиг.12, модуль 240 прижатия приводится в действие и прижимает длинные области, которые идут вдоль двух сторон H2 и H4 положительного электрода 22, посредством прижимных приспособлений 242 (см. фиг.8 и фиг.9). Таким образом, деформация, такая как искривление положительного электрода 22, корректируется. После этого, участок положительного электрода 22, который свободно перемещается из присасывающего ремня 211, приближается к присасывающему ремню 211 и в силу этого присасывается посредством присасывающего ремня 211, и положительный электрод 22 должен плотно присоединяться к установочной поверхности 215.
В этом состоянии камера 230 для формирования изображений снимает четыре стороны H1-H4 положительного электрода 22 и передает предварительно определенный сигнал в устройство 500 управления. Посредством вышеуказанного способа, из принимаемого сигнала, устройство 500 управления вычисляет координаты центральной точки O электрода и угол θ наклона и вычисляет величины коррекции позиции и наклона относительно обычной позиции положительного электрода 22. Следует отметить, что в случае такого формирования изображений, прижимные приспособления 242 прижимают внутреннюю часть (центральную сторону положительного электрода 22) краев четырех сторон H1-H4 положительного электрода 22 и, соответственно, четыре стороны H1-H4 могут надежно сниматься посредством камеры 230 для формирования изображений. Кроме того, прижимные приспособления 242 формируются из прозрачного материала, и, соответственно, даже если прижимные приспособления 242 входят в такой диапазон формирования изображений, положительный электрод 22 может сниматься через прижимные приспособления 242.
Далее, присасывающей головке 222 модуля 220 транспортировки за счет присасывания, расположенной выше присасывающего ремня 211, предоставляется возможность опускаться, и присасывающая головка 222 подталкивается к верхней поверхности положительного электрода 22. Таким образом, положительный электрод 22 присасывается к присасывающей головке 222. Следует отметить, что положительный электрод 22 также присасывается посредством присасывающего ремня 211. Тем не менее, присасывающая сила присасывающей головки 222 задается выше присасывающей силы присасывающего ремня 211, или альтернативно, присасывание посредством присасывающего ремня 211 временно прекращается, посредством чего положительный электрод 22 может быть отделен от присасывающего ремня 211 посредством присасывающей головки 222.
Затем, укладочные барабаны 310 и 320 вращаются, и утопленные участки 313 перемещаются в позиции, соответствующие инструментам 351 для вырезания сепараторов. В этом случае, когда утопленные участки 313 образуют предварительно определенный угол a с позициями инструментов 351 для вырезания сепараторов, то посредством устройства 500 управления, отрицательные давления первых камер 331 регулирования отрицательного давления увеличиваются, и присасывающая сила областей A1 плавного перемещения повышается. Кроме того, модули 360 подающих роликов вращаются, и материал S сепаратора последовательно отправляется при размещении между парами подающих роликов 361 и 362. Таким образом, начинается подача материала S сепаратора для укладочных барабанов 310 и 320 (см. T1 по фиг.19). После этого, в областях A1 плавного перемещения, в которых отрицательные давления увеличиваются, и в областях A2 присасывания, материал S сепаратора присасывается на внешние периферийные поверхности 311 укладочных барабанов 310 и 320, и материал S сепаратора последовательно вытягивается следом за вращениями укладочных барабанов 310 и 320. Следует отметить, что предварительно определенный угол a является углом, соответствующим длине одного фрагмента сепараторов 40, которые должны вырезаться.
После этого, как показано на фиг.13, модуль 220 транспортировки за счет присасывания поднимается при поддержании положительного электрода 22 в практически горизонтальном состоянии, после этого, перемещается в направлении X транспортировки и транспортирует положительный электрод 22 в зазор 340 вращающегося модуля 300 транспортировки. В это время, модуль 220 транспортировки за счет присасывания корректирует позицию и ориентацию положительного электрода 22 таким образом, что его устройство приведения в действие управляется посредством устройства 500 управления. В частности, в течение периода от присасывания положительного электрода 22 до подачи положительного электрода 22 во вращающийся модуль 300 транспортировки, т.е. в пути транспортировки положительного электрода 22, модуль 220 транспортировки за счет присасывания корректирует позицию и ориентацию положительного электрода 22. Таким образом, позиция положительного электрода 22 всегда поддерживается с высокой точностью, и точность укладки на последующих этапах повышается.
Затем, как показано на фиг.14, положительный электрод 22, транспортированный посредством модуля 220 транспортировки за счет присасывания, достигает поддерживающего модуля 250 для введения листа в "открытом состоянии", который предоставляется перед зазором 340 вращающегося модуля 300 транспортировки. Далее, поддерживающий модуль 250 для введения листа предоставляет возможность верхнему поддерживающему участку 251 для введения листа опускаться, и размещает посередине конец верхушки положительного электрода 22 с помощью нижнего поддерживающего участка 252 для введения листа. Кроме того, поддерживающий модуль 250 для введения листа предоставляет возможность роликам нижнего поддерживающего участка 252 для введения листа подниматься, переходит в "закрытое состояние" посредством задания роликов в практически горизонтальном состоянии и поддерживает нижнюю поверхность положительного электрода 22. После этого, положительный электрод 22 высвобождается из присасывающей головки 222 модуля 220 транспортировки за счет присасывания, и положительный электрод 22 последовательно отправляется в зазор 340 вращающегося модуля 300 транспортировки посредством вращения поддерживающего модуля 250 для введения листа.
Кроме того, во вращающемся модуле 300 транспортировки, когда укладочные барабаны 310 и 320 вращаются на угол a от начала вращений, вращения укладочных барабанов 310 и 320 прекращаются (см. T2 по фиг.19). В это время, материал S сепаратора вытягивается на укладочные барабаны 310 и 320 на угол a, соответствующий одному фрагменту сепараторов 40. Кроме того, утопленные участки 313 противостоят инструментам 351 для вырезания сепараторов модулей 350 вырезания. Далее, посредством инструкции устройства 500 управления, инструменты 351 для вырезания сепараторов подталкиваются к материалу S сепаратора, и материал S сепаратора формуется в предварительно определенную форму, посредством чего вырезаются сепараторы 40. Сепараторы 40, вырезанные таким образом, находятся в областях A2 присасывания укладочных барабанов 310 и 320, которые показаны на фиг.11, и, соответственно, присасываются и удерживаются на укладочных барабанах 310 и 320.
Затем, инструменты 351 для вырезания сепараторов отходят и отводятся от утопленных участков 313 после вырезания материала S сепаратора. В это время (см. T3 по фиг.19), когда инструменты 351 для вырезания сепараторов отводятся, как показано на фиг.15, посредством инструкции устройства 500 управления, ориентированные в направлении инструментов для вырезания присасывающие головки 371 приближаются к дополнительным вырезанным фрагментам S', присасывают и удерживают их, а после этого возвращаются на свои исходные позиции. После этого, присасывание посредством ориентированных в направлении инструментов для вырезания присасывающих головок 371 прекращается, чтобы за счет этого высвобождать вырезанные фрагменты S', и вырезанные фрагменты S' присасываются и собираются посредством присасывающих отверстий 372, показанных на фиг.10.
Затем, после того, как положительный электрод 22 высвобождается из присасывающей головки 222 модуля 220 транспортировки за счет присасывания, положительный электрод 22 последовательно отправляется в зазор 340 между укладочными барабанами 310 и 320 посредством вращения поддерживающего модуля 250 для введения листа. Кроме того, укладочные барабаны 310 и 320 вращаются еще раз (см. T4 по фиг.19), и сепараторы 40, вырезанные таким образом, вращаются при том, что остаются втянутыми, и транспортируются в зазор 340. Следует отметить, что в случае вращения укладочных барабанов 310 и 320 еще раз, задается такое состояние, в котором посредством устройства 500 управления отрицательные давления первых камер 331 регулирования отрицательного давления понижаются, чтобы за счет этого ослаблять присасывающую силу областей A1 плавного перемещения, и материал S сепаратора ограничивается посредством модулей 360 подающих роликов (см. фиг.18). Таким образом, укладочные барабаны 310 и 320 вращаются при плавном перемещении на внутренних поверхностях материала S сепаратора без предоставления возможности сепараторам 40 вытягиваться в области A1 плавного перемещения внешних периферийных поверхностей 311.
Когда концы верхушек сепараторов 40 достигают зазора 340 вращающегося модуля 300 транспортировки, то, как показано на фиг.16, два сепаратора 40 сначала укладываются друг на друге, и после этого сепаратор 40 укладывается на обеих поверхностях конца верхушки положительного электрода 22. В это время, скорость сепараторов 40 и скорость положительного электрода 22 становятся равными друг другу. Кроме того, посредством устройства 500 управления, позиции транспортировки (время транспортировки) и скорости транспортировки сепараторов 40 и положительного электрода 22 во вращающемся модуле 300 транспортировки и модуле 220 транспортировки за счет присасывания управляются таким образом, что сепараторы 40 и положительный электрод 22 могут укладываться друг на друге в предварительно заданной надлежащей позиции.
После этого, посредством инструкции устройства 500 управления, пара плавильных машин 410 и 420 перемещается в направлении X транспортировки при приближении друг к другу и размещает посередине и сгибает только концы верхушек обоих краев сепараторов 40. Затем, при перемещении плавильных машин 410 и 420 в направлении X транспортировки сепараторов 40 и положительного электрода 22, рассматриваемые концы верхушек расплавляются посредством выступов 411 и 421 (см. T5 по фиг.19). После прохождения через зазор 340 сепараторы 40 достигают областей A3 без присасывания укладочных барабанов 310 и 320. Следовательно, сепараторы 40 отделяются от внешних периферийных поверхностей 311 укладочных барабанов 310 и 320 без приема присасывающей силы и последовательно выдаются в направлении X транспортировки в состоянии размещения положительного электрода 22 между ними. Далее, поскольку концы верхушек сепараторов 40 уже соединены друг с другом, сепараторы 40 не отделяются друг от друга, даже если сепараторы 40 отделяются от внешних периферийных поверхностей 311 укладочных барабанов 310 и 320.
Также после этого, синхронно с укладочными барабанами 310 и 320, положительный электрод 22 транспортируется в практически горизонтальном состоянии в направлении X транспортировки посредством поддерживающего модуля 250 для введения листа. Затем, сепараторы 40, которые присасываются на внешние периферийные поверхности 311 укладочных барабанов 310 и 320, последовательно укладываются на обеих поверхностях положительного электрода 22 после вращений укладочных барабанов 310 и 320. Следует отметить, что в это время, присасывающая сила областей A1 плавного перемещения повышается еще раз, чтобы вырезать следующие сепараторы 40, и начинается подача материала S сепаратора посредством модулей 360 подающих роликов (см. T6 по фиг.19).
Затем, после того, как положительный электрод 22 транспортируется в предварительно определенную позицию в состоянии, в котором сепаратор 40 укладывается на обеих поверхностях рассматриваемого положительного электрода 22, пара плавильных машин 410 и 420 разносятся друг от друга и перемещаются в сторону в восходящем направлении относительно направления транспортировки. После этого, как показано на фиг.17, плавильным машинам 410 и 420 предоставляется возможность приближаться друг к другу при перемещении в направлении X транспортировки еще раз, и другие соединительные участки 42 сплавляются. После того, как все соединительные участки 42 на обоих краях сепараторов 40 соединяются друг с другом, как показано на фиг.18, плавильные машины 410 и 420 разносятся друг от друга, и положительный электрод 22 высвобождается в состоянии, в котором сепараторы 40 уложены на обеих поверхностях идентичного положительного электрода 22 (см. T7 по фиг.19). После этого, соединительные участки 42 сторон 44B сепараторов 40 также соединяются друг с другом посредством других плавильных машин (не показаны), и формируется предварительно упакованный положительный электрод 20.
Следует отметить, что такие предварительно упакованные положительные электроды 20 могут быть непрерывно изготовлены посредством повторения вышеописанных этапов.
Предварительно упакованные положительные электроды 20, изготовленные таким образом, транспортируются на следующие этапы, укладываются поочередно с отрицательными электродами 30, так что они затем формируются в элемент 15 выработки электроэнергии, и в итоге изготавливается литий-ионная аккумуляторная батарея 10.
В соответствии с этим вариантом осуществления, в состоянии, в котором положительный электрод 22 (листовой элемент) прижимается к плоской установочной поверхности 215 (базовой поверхности) посредством модуля 240 прижатия, позиция положительного электрода 22 определяется посредством камеры 230 для формирования изображений (модуля определения позиции). Следовательно, в состоянии, в котором корректируется деформация положительного электрода 22, позиция положительного электрода 22 может быть определена с высокой точностью. Следовательно, определенная позиция положительного электрода 22 может быть использована в качестве информации позиции, например, необходимой для последующего этапа его транспортировки и этапа укладки рассматриваемого положительного электрода 22 на других листовых элементах (сепараторах 40 и отрицательном электроде 30), и точность на последующих этапах повышается.
Кроме того, предоставляется модуль 220 транспортировки за счет присасывания (модуль коррекции позиции), который корректирует позицию (координаты центральной точки O электрода и угол 6 наклона) положительного электрода 22 на основе позиции положительного электрода 22, которая определяется посредством камеры 230 для формирования изображений (модуля определения позиции). Следовательно, позиция положительного электрода 22 может быть скорректирована до надлежащей позиции.
Кроме того, модуль 240 прижатия включает в себя прижимные приспособления 242, которые непосредственно контактируют с положительным электродом 22 и прижимают положительный электрод 22 к установочной поверхности 215. Следовательно, положительный электрод 22 может надежно подталкиваться к установочной поверхности 215, и деформация положительного электрода 22 может быть скорректирована.
Кроме того, модуль 240 прижатия прижимает в позициях, разнесенных от четырех сторон H1-H4 (краев) положительного электрода 22 на предварительно определенное расстояние. Следовательно, края положительного электрода 22 могут сниматься посредством камеры 230 для формирования изображений, и позиция положительного электрода 22 может быть точно определена.
Кроме того, прижимные приспособления 242 формируются из прозрачного материала. Следовательно, даже если прижимные приспособления 242 входят в диапазон формирования изображений, позиция положительного электрода 22 может быть определена через прижимные приспособления 242.
Кроме того, посредством предоставления на присасывающем ремне 211, установочная поверхность 215 имеет присасывающую силу. Следовательно, положительный электрод 22 подталкивается к установочной поверхности 215, посредством чего положительный электрод 22 присасывается в направлении установочной поверхности 215, осевая сила и присасывающая сила действуют на положительный электрод 22, и деформация положительного электрода 22 может быть скорректирована более надежно. Таким образом, это выявление позиции положительного электрода 22 посредством камеры 230 для формирования изображений может быть выполнено с высокой точностью. Кроме того, позиция присасывания посредством модуля 220 транспортировки за счет присасывания (модуля коррекции позиции) также может задаваться с высокой точностью. Как результат, точность обработки на последующих этапах повышается.
Следует отметить, что настоящее изобретение не ограничено вышеуказанным вариантом осуществления и может модифицироваться различными способами.
Например, в вышеописанном варианте осуществления, в качестве предварительно упакованного положительного электрода 20, описывается режим, в котором положительный электрод 20 упаковывается в сепараторы 40. Тем не менее, предметом, который упаковывается посредством вышеописанного укладочного устройства, может быть отрицательный электрод 30, и в этом случае устройство 200 определения позиции применяется к отрицательному электроду 30.
Кроме того, в этом варианте осуществления, устройство 200 определения позиции транспортирует положительный электрод 22 во вращающийся модуль 300 транспортировки для укладки положительного электрода 22 на сепараторы 40; тем не менее, назначение транспортировки не ограничивается этим. Следовательно, конфигурация, аналогичная конфигурации устройства 200 определения позиции, может использоваться для определения позиции и транспортировки не электродов, а сепараторов 40.
Кроме того, в вышеописанном варианте осуществления, приводится описание случая, в котором, как показано на фиг.1, вывод 11 положительного электрода и вывод 12 отрицательного электрода выступают из идентичного концевого участка; тем не менее, компоновка выводов не ограничивается этим. Вывод 11 положительного электрода и вывод 12 отрицательного электрода могут выступать, например, из концевых участков, расположенных друг напротив друга. В этом случае, в случае формирования элемента 15 выработки электроэнергии литий-ионной аккумуляторной батареи 10, отрицательный электрод 30 и предварительно упакованный положительный электрод 20 укладываются друг на друге, так что лепестковый вывод 23 положительного электрода и лепестковый вывод 33 отрицательного электрода могут быть направлены в обратных направлениях относительно друг друга.
Кроме того, в устройстве 200 определения позиции, положительный электрод 22 транспортируется в практически горизонтальном состоянии; тем не менее, может транспортироваться в других направлениях.
Кроме того, поддерживающий модуль 250 для введения листа состоит полностью из роликов; тем не менее, может состоять из других элементов, таких как плоские элементы.
Кроме того, в этом варианте осуществления, модуль 100 вырезания положительных электродов, камера 230 для формирования изображений, модуль 240 прижатия, конвейер 210, модуль 220 транспортировки за счет присасывания, поддерживающий модуль 250 для введения листа, модули 360 подающих роликов, укладочные барабаны 310 и 320, модули 350 вырезания, модули 370 присасывания вырезанных фрагментов, устройство 333 подачи отрицательного давления и плавильный модуль 400 синхронизируются друг с другом посредством устройства 500 управления (устройства синхронизации). Тем не менее, не всегда обязательно, чтобы все вышеописанные модули электрически синхронизировались друг с другом, и, например, по меньшей мере, часть этого может механически сцепляться и синхронизироваться друг с другом.
Кроме того, в этом варианте осуществления, прижимные приспособления 242 модуля 240 прижатия непосредственно контактируют с положительным электродом 22. Тем не менее, например, прижимные приспособления могут приближаться к положительному электроду 22 через зазор и могут прижимать положительный электрод 22 посредством газа, выдуваемого из рассматриваемых прижимных приспособлений. Таким образом, прижимные приспособления не контактируют непосредственно с положительным электродом 22 и, соответственно, может исключаться повреждение положительного электрода 22.
Кроме того, в этом варианте осуществления, приводится описание режима, в котором позиция положительного электрода 22 корректируется в пути транспортировки положительного электрода 22 посредством модуля 220 транспортировки за счет присасывания. Тем не менее, этап коррекции позиции положительного электрода 22 посредством использования определенной информации позиции, и конфигурация модуля коррекции позиции не ограничивается этим случаем. Например, помимо пути транспортировки положительного электрода 22, позиция положительного электрода 22 может быть скорректирована во время присасывания и подъема вверх положительного электрода 22, во время предоставления возможности положительному электроду 22 опускаться или после прекращения присасывания положительного электрода 22. Во время присасывания и подъема вверх положительного электрода 22, позиция положительного электрода 22 может быть скорректирована посредством регулирования позиции и ориентации модуля 220 транспортировки за счет присасывания или регулирования позиции и ориентации конвейера 210. Во время предоставления возможности положительному электроду 22 опускаться, позиция положительного электрода 22 может быть скорректирована посредством регулирования позиции и ориентации модуля 220 транспортировки за счет присасывания или регулирования позиции и ориентации поддерживающего модуля 250 для введения листа. После прекращения присасывания положительного электрода 22 позиция положительного электрода 22 может быть скорректирована посредством регулирования позиции и ориентации поддерживающего модуля 250 для введения листа.
Выше приведено описание настоящего изобретения согласно варианту его осуществления; тем не менее, специалистам в данной области техники должно быть очевидным, что настоящее изобретение не ограничено его описанием, и что возможно множество модификаций и улучшений.
Промышленная применимость
В соответствии с устройством определения позиции и способом определения позиции настоящего изобретения, позиция листового элемента определяется в состоянии, в котором листовой элемент прижимается к плоской базовой поверхности, и она используется в качестве информации позиции листового элемента на последующих этапах. Следовательно, позиция листового элемента может быть определена с высокой точностью в состоянии, в котором деформация листового элемента корректируется и, например, на последующем этапе транспортировки и на последующем этапе укладки листового элемента на других листовых элементах, точность этапов повышается.
Перечень ссылочных позиций
10 - литий-ионная аккумуляторная батарея
20 - предварительно упакованный положительный электрод
22 - положительный электрод (листовой элемент)
30 - отрицательный электрод
40 - сепаратор
200 - устройство определения позиции
210 - конвейер
211 - присасывающий ремень
215 - установочная поверхность (базовая поверхность)
220 - модуль транспортировки за счет присасывания (модуль коррекции позиции)
230 - камера для формирования изображений (модуль определения позиции)
240 - модуль прижатия
242 - прижимное приспособление
500 - устройство управления
d - листовой материал
H1-H4 - сторона (край)
| название | год | авторы | номер документа |
|---|---|---|---|
| УКЛАДОЧНОЕ УСТРОЙСТВО И СПОСОБ УКЛАДКИ | 2012 |
|
RU2539264C1 |
| ТРАНСПОРТИРУЮЩЕЕ СЕПАРАТОР УСТРОЙСТВО И СПОСОБ ТРАНСПОРТИРОВКИ СЕПАРАТОРА | 2012 |
|
RU2554928C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ И СПОСОБ ПОЛУЧЕНИЯ ПАКЕТИРОВАННОГО ЭЛЕКТРОДА | 2012 |
|
RU2552841C1 |
| УКЛАДЫВАЮЩЕЕ СТОПКОЙ УСТРОЙСТВО И СПОСОБ УКЛАДЫВАНИЯ СТОПКОЙ | 2012 |
|
RU2557088C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ СВАРКИ СЕПАРАТОРОВ | 2012 |
|
RU2549368C1 |
| УСТРОЙСТВО СОЕДИНЕНИЯ И СПОСОБ СОЕДИНЕНИЯ | 2012 |
|
RU2549826C1 |
| УСТРОЙСТВО ИЗГОТОВЛЕНИЯ УПАКОВАННОГО ЭЛЕКТРОДА И СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВАННОГО ЭЛЕКТРОДА | 2012 |
|
RU2540407C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АККУМУЛЯТОРНЫХ ЭЛЕКТРОДОВ И СООТВЕТСТВУЮЩИЙ СПОСОБ | 2012 |
|
RU2534746C1 |
| УСТРОЙСТВО ОБЕРТЫВАНИЯ ЭЛЕКТРОДНЫХ ПЛАСТИН | 2011 |
|
RU2535154C1 |
| УСТРОЙСТВО ОПРЕДЕЛЕНИЯ СКЛАДОК И СПОСОБ ОПРЕДЕЛЕНИЯ СКЛАДОК | 2012 |
|
RU2564369C2 |
Изобретение относится к устройству определения позиции и способу определения позиции, которые допускают коррекцию деформации и определение позиции сепаратора или электрода с высокой точностью и повышение точности на последующих этапах. Устройство (200) определения позиции включает в себя: модуль (240) прижатия, который прижимает листовой элемент (22), который вырезается из листового материала (D), намотанного в форме рулона, и составляет аккумуляторный элемент, к плоской базовой поверхности (215); и модуль (230) определения позиции, который определяет позицию листового элемента (22), прижатого к базовой поверхности (215) посредством модуля (240) прижатия. После этого позиция листового элемента (22), которая определяется посредством модуля (230) определения позиции, используется в качестве информации позиции листового элемента (22) на последующем этапе. Техническим результатом является повышение точности определения позиции листового материала. 2 н. и 10 з.п. ф-лы, 19 ил.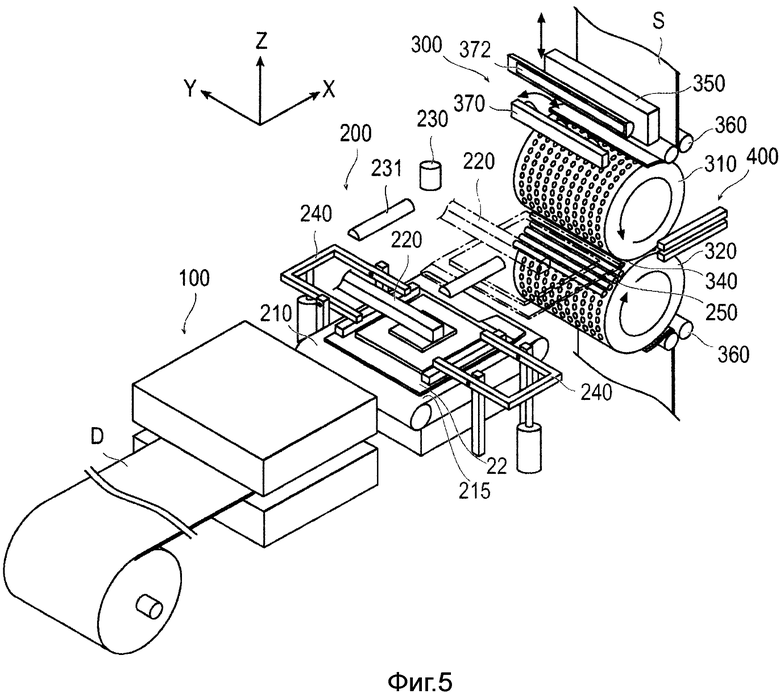
1. Устройство определения позиции листового элемента аккумулятора, содержащее:
модуль прижатия, который прижимает листовой элемент к плоской базовой поверхности, причем листовой элемент вырезается из листового материала, смотанного в форме рулона, и составляет аккумуляторный элемент; и
модуль определения позиции, который определяет позицию листового элемента, прижатого к базовой поверхности посредством модуля прижатия,
при этом позиция листового элемента, определяемая модулем определения позиции, используется в качестве информации позиции листового элемента на последующем этапе.
2. Устройство по п. 1, дополнительно содержащее модуль коррекции позиции, который корректирует позицию листового элемента посредством использования позиции листового элемента, причем позиция определяется посредством модуля определения позиции, в качестве информации позиции листового элемента.
3. Устройство по п. 1 или 2, в котором модуль прижатия содержит прижимное приспособление, которое непосредственно контактирует с листовым элементом и прижимает листовой элемент к базовой поверхности.
4. Устройство по п. 1 или 2, в котором модуль прижатия осуществляет прижатие в позиции, отстоящей от края листового элемента на предварительно определенное расстояние.
5. Устройство по п. 1 или 2, в котором модуль прижатия сформирован из прозрачного материала.
6. Устройство по п. 1 или 2, в котором базовая поверхность имеет присасывающую силу.
7. Способ определения позиции листового элемента аккумулятора, при котором:
прижимают листовой элемент к плоской базовой поверхности, причем листовой элемент вырезается из листового материала, смотанного в форме рулона, и составляет аккумуляторный элемент; и
определяют позицию листового элемента, прижатого к базовой поверхности, при этом определяемую позицию листового элемента используют в качестве информации позиции листового элемента на последующем этапе.
8. Способ по п. 7, при котором дополнительно корректируют позицию листового элемента посредством использования определяемой позиции листового элемента в качестве информации позиции листового элемента.
9. Способ по п. 7 или 8, при котором при прижатии листового элемента к базовой поверхности листовой элемент прижимают посредством модуля прижатия, который непосредственно контактирует с листовым элементом.
10. Способ по п. 7 или 8, при котором при прижатии листового элемента к базовой поверхности позиция, отстоящая от края листового элемента на предварительно определенное расстояние, прижимается посредством модуля прижатия.
11. Способ по п. 7 или 8, при котором при прижатии листового элемента к базовой поверхности листовой элемент прижимают посредством модуля прижатия, сформированного из прозрачного материала.
12. Способ по п. 7 или 8, при котором при прижатии листового элемента к базовой поверхности листовой элемент прижимают посредством модуля прижатия к базовой поверхности, имеющей присасывающую силу.
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| Способ изготовления цинкового электрода щелочного химического источника тока и цинковый электрод, изготовленный в соответствии с этим способом | 1978 |
|
SU672675A1 |
| АККУМУЛЯТОРНЫЙ ИСТОЧНИК ПИТАНИЯ ОЧЕНЬ МАЛОЙ ТОЛЩИНЫ | 2006 |
|
RU2355070C1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |

